2.1. Materials
A pure titanium sample in the friction and wear experiments was obtained using the following procedure. First, two types of porous titanium materials with different porosities are created by sintering the sample. Second, the samples are processed into standard workpieces by Wire Cut Electrical Discharge Machining (WEDM, Suzhou Zhonghang Changfeng Technology Equipment Co., Ltd., Suzhou, China). After the cutting is finished, the friction surface is polished to eliminate the residual stress which may exist. Third, a scanning electron microscope (SEM, Shanghai Juyue Electronics Co., Ltd., Shanghai, China) is used to characterize the porosity and pore size of the sample surface. Finally, the SEM images are analyzed to choose test samples with uniform porosity distribution.
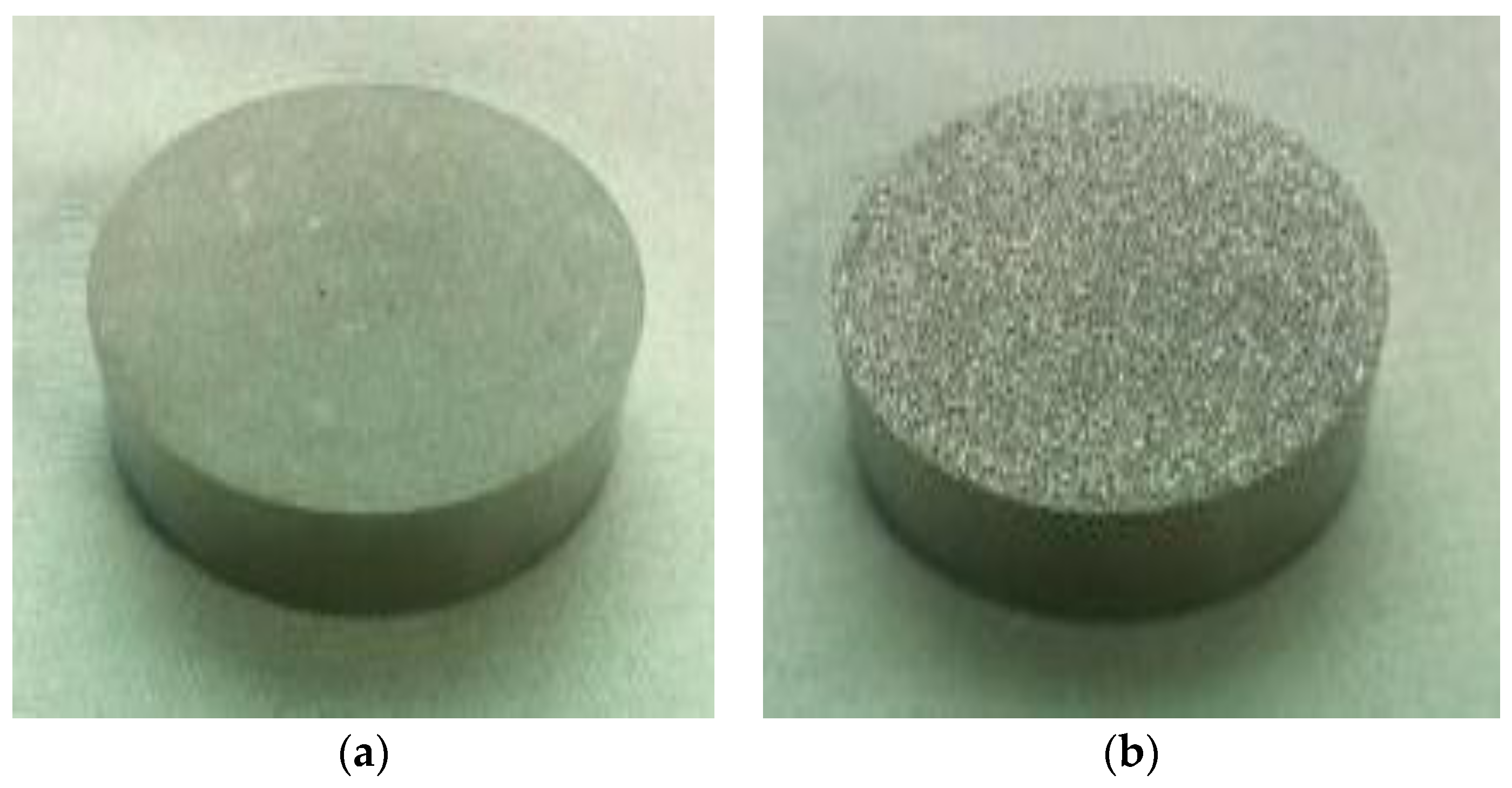
Two titanium powders, made by Shijiazhuang Yida Co., Ltd., Shijiazhuang, China, 500# and 200#, with diameters less than 27 μm and 74 μm, respectively, are used. The chemical composition of the two titanium powders is shown in
Table 1 and the powder particles can be seen in
Figure 1.
The sintering additive is an aqueous solution containing polyvinyl alcohol (2 wt %). The mixture was fed into the titanium body, with a diameter of 25 mm, by compression molding at a forming pressure of 180 MPa. Due to titanium’s high chemical reactivity and its tendency to react with carbon, nitrogen, oxygen, hydrogen and other elements, the sintering was performed under vacuum at 10
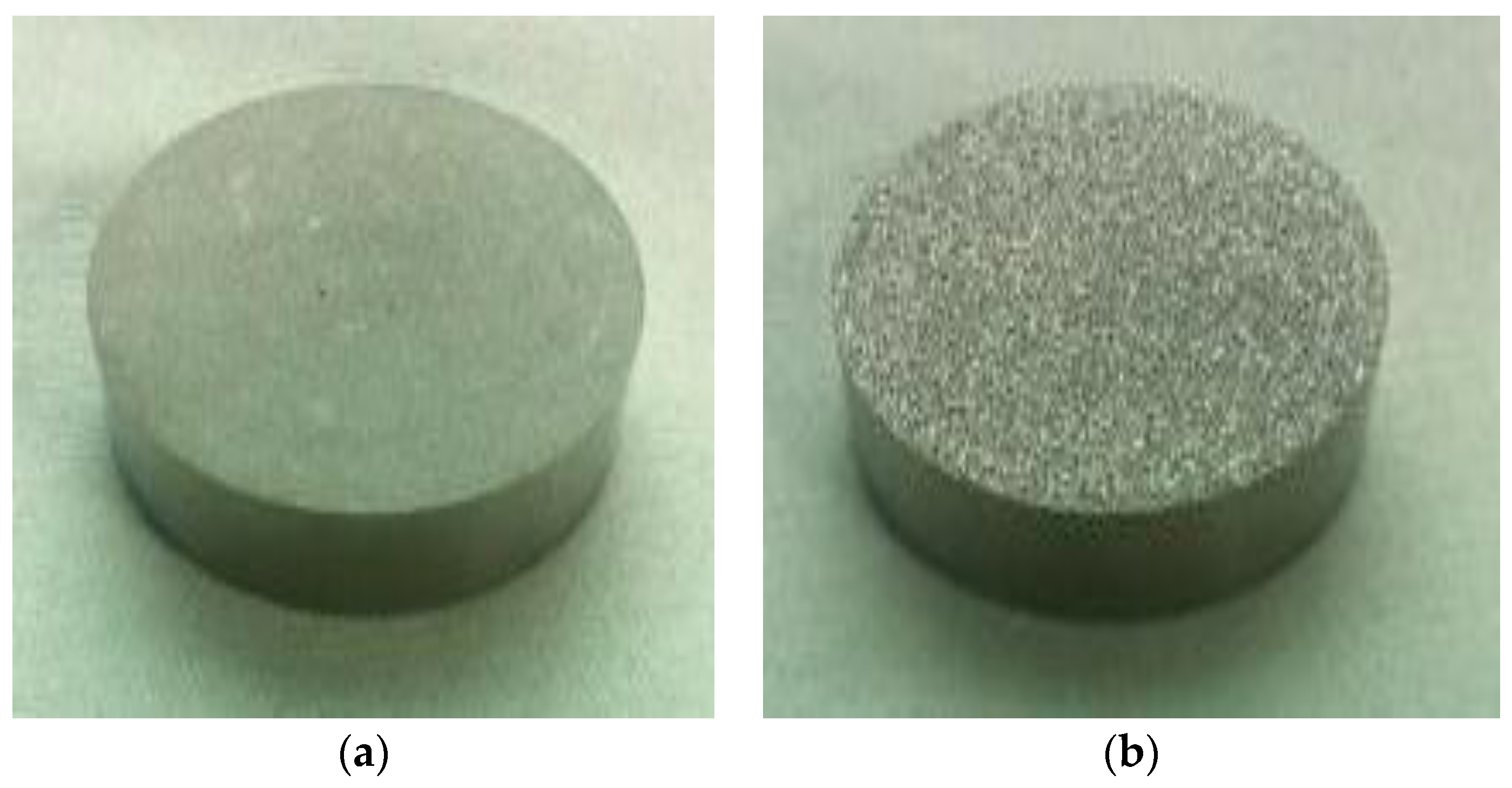
−4 Pa. The sample was kept at 1200 °C for 2 h and then cooled naturally to obtain a titanium powder with a particle size of 500#. Conversely, a temperature of 1100 °C was used for the process to acquire the sample with a particle size of 200#. As shown in
Figure 1, there are two types of specimens with different porosities.
Next, in order to facilitate the clamping in the UMT-2 high temperature friction and wear testing machine, the samples were cut into cubes by WEDM, with each cube measuring 15 mm (length) × 15 mm (width) × 4 mm (height). In addition, to obtain the minimum error, the parallelism of the sample was controlled to within 0.1 mm. The terminal faces of the samples were then polished in a metallographic pre-grinding machine (M-2, Shandong Laizhou Huayin Testing Instrument Co., Ltd., Shandong, China) after the samples had been washed in water. The sanding process was divided into three stages: coarse grinding, fine grinding and burnishing. Coarse grinding was first performed by using metallographic paper, with the types of 360# and 600#, during the rough milling process. Likewise, at the fine grinding stage, the papers were replaced with metallographic paper with the types 800#, 1000#, 1200#, 1500# and 2000#, and grinding was performed sequentially with each paper. Subsequently, specimens were polished on the M-2 using a diamond-abrading agent with W1.0 to ensure that the surface roughness reached a value of 0.1 mm. The samples were then cleaned with 90% alcohol and dried in the shade.
Porosity of materials can be nowadays well defined with many methods such as the scanning and subsequent computational analysis, porosimetry and the simple mass and volume measurements and so on [
24]. The porosity was defined by the scanning and subsequent computational analysis in this experiment, and was checked by the simple mass and volume measurements.
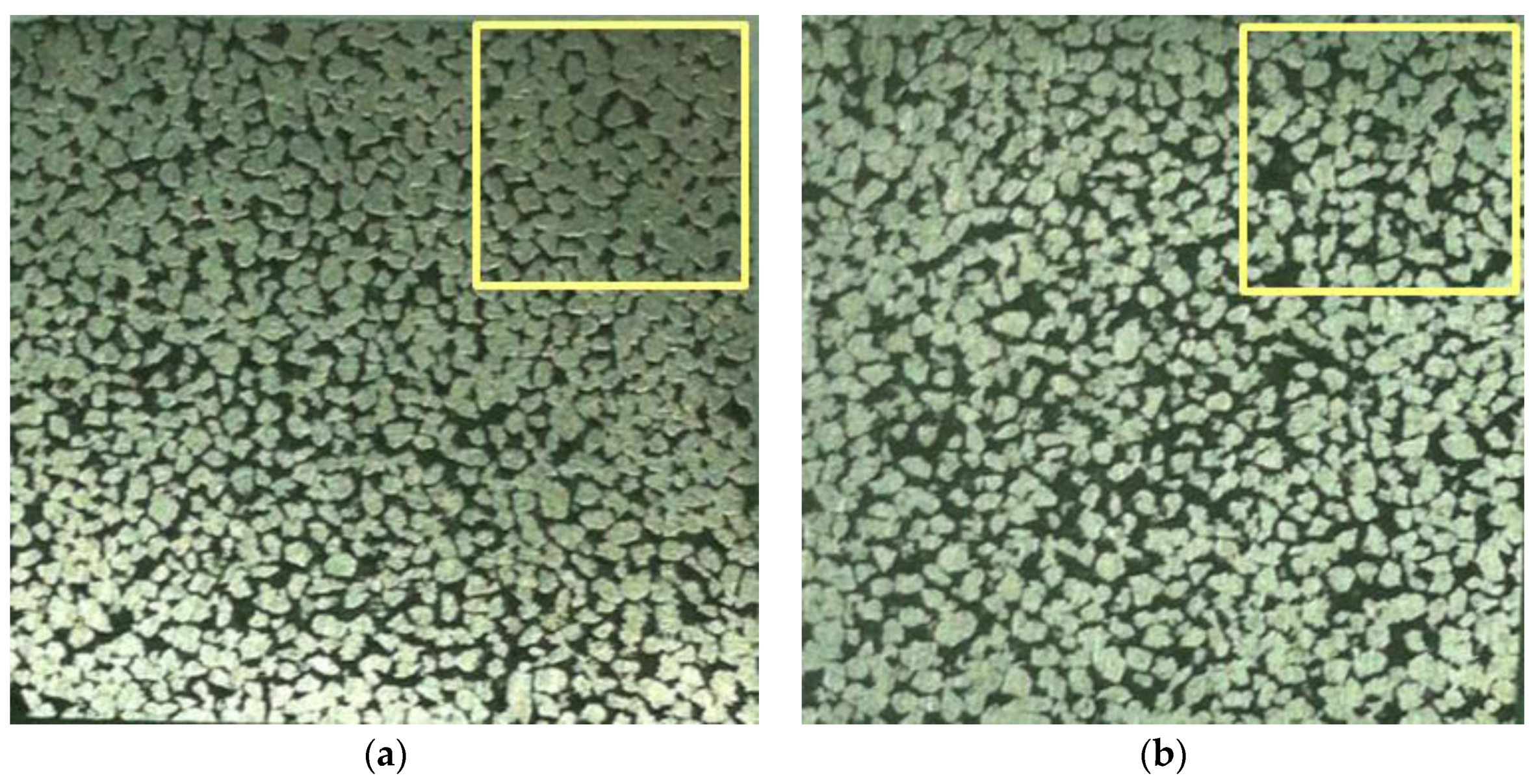
Figure 2 shows the surface morphology of the standard workpieces. The total area of observation is described by the parameter
A (mm
2). The area of the gap is expressed as
Ap (mm
2). The porosity of the material is given as follows:
where ε is the percentage of voids in the total area.
Due to the complexity of the pore structure, it is difficult to define the exact aperture. Under this circumstance, the concept of “equivalent pore size” is used by the Porous Materials Corporation in America. The core idea is that the perimeter of the pore is actually equivalent to the diameter
D. Hence, the equation for the aperture equivalent (
D) is given below as follows:
where
Ac is the true area of hole and
Pc is the girth of concrete pore.
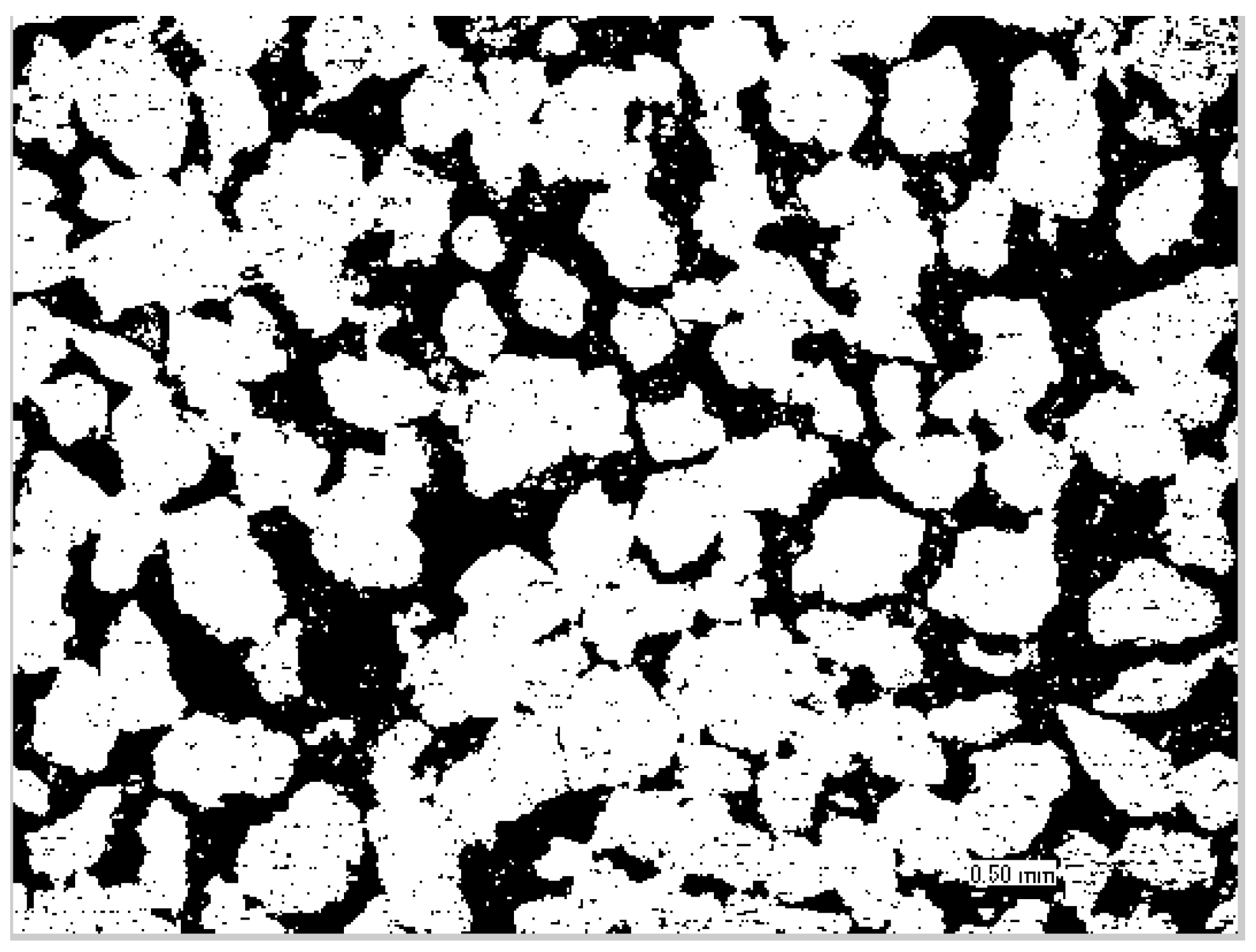
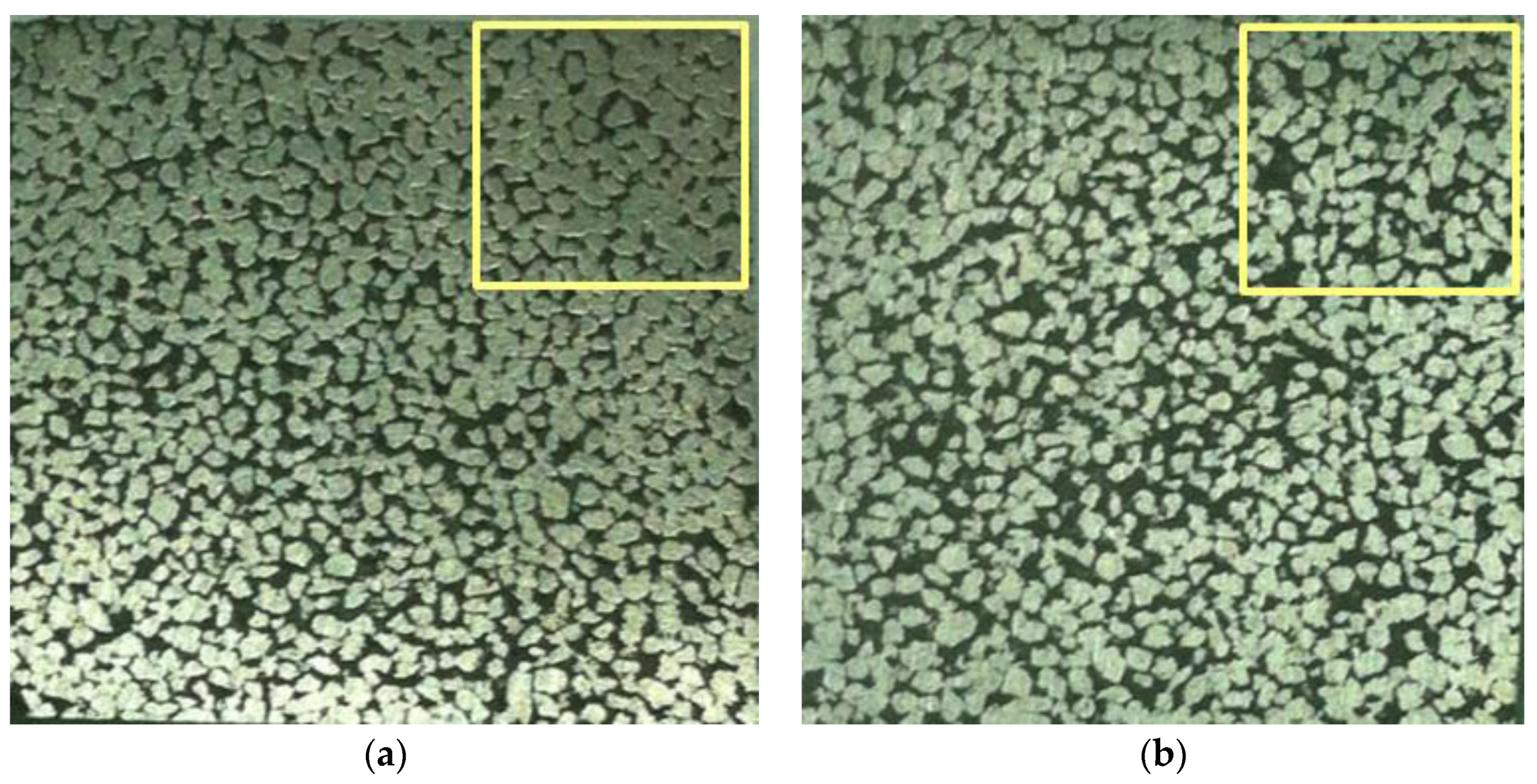
The surface morphology by SEM were analysed as shown in
Figure 3. Here, the black shaded region is the aperture gap while the white part is the material base. The porosity and equivalent aperture are calculated from Equations (1) and (2). The average is taken and is used as the diameter of the piece.
Because the pore structures of the porous titanium are not uniformly distributed, the measured values of different samples are not unique. To improve the reproducibility of the test data, which are influenced by the dispersion in sample porosity, test pieces with sizes that were either too large or too small were removed. Finally, two groups of samples meeting the requirements are selected.
Table 2 shows the two groups of experimental data, along with the equivalent porosity and aperture.
2.2. Friction and Wear Tests
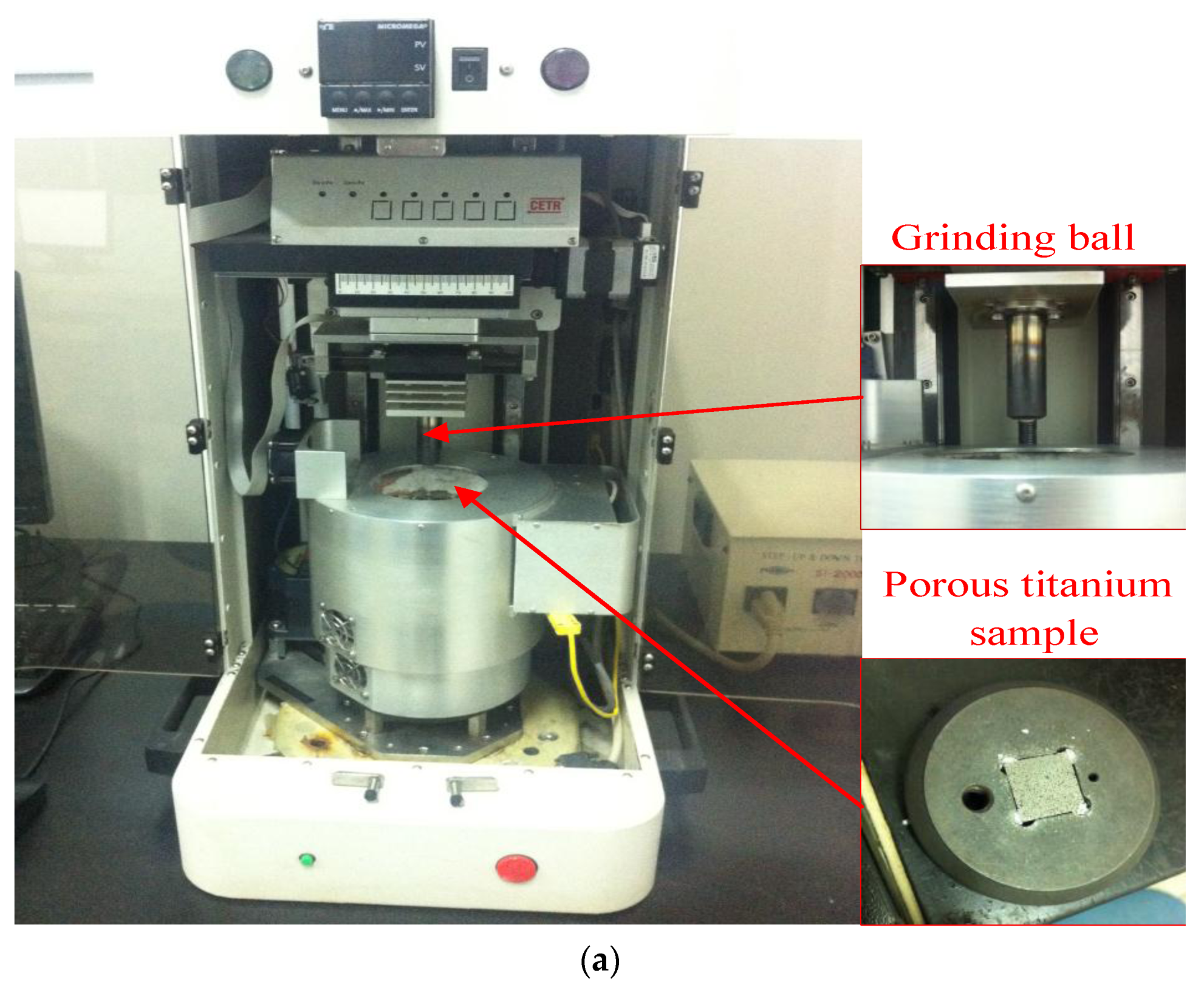
In order to simulate the friction and wear behavior of the cutting tool and the machined surface during the micro-machining process, the tests were carried out with the UMT-2 high temperature friction and wear testing machine (Nanjing Ranrui Technology Co., Ltd., Nanjing, China), which is a ball-on-flat machine specifically for the friction and wear test. As observed in
Figure 4a, the porous titanium sample was glued to the plate. The grinding ball on the upper part of the machine consists of Carbide YG6 material; its detailed parameters are shown in
Table 3.
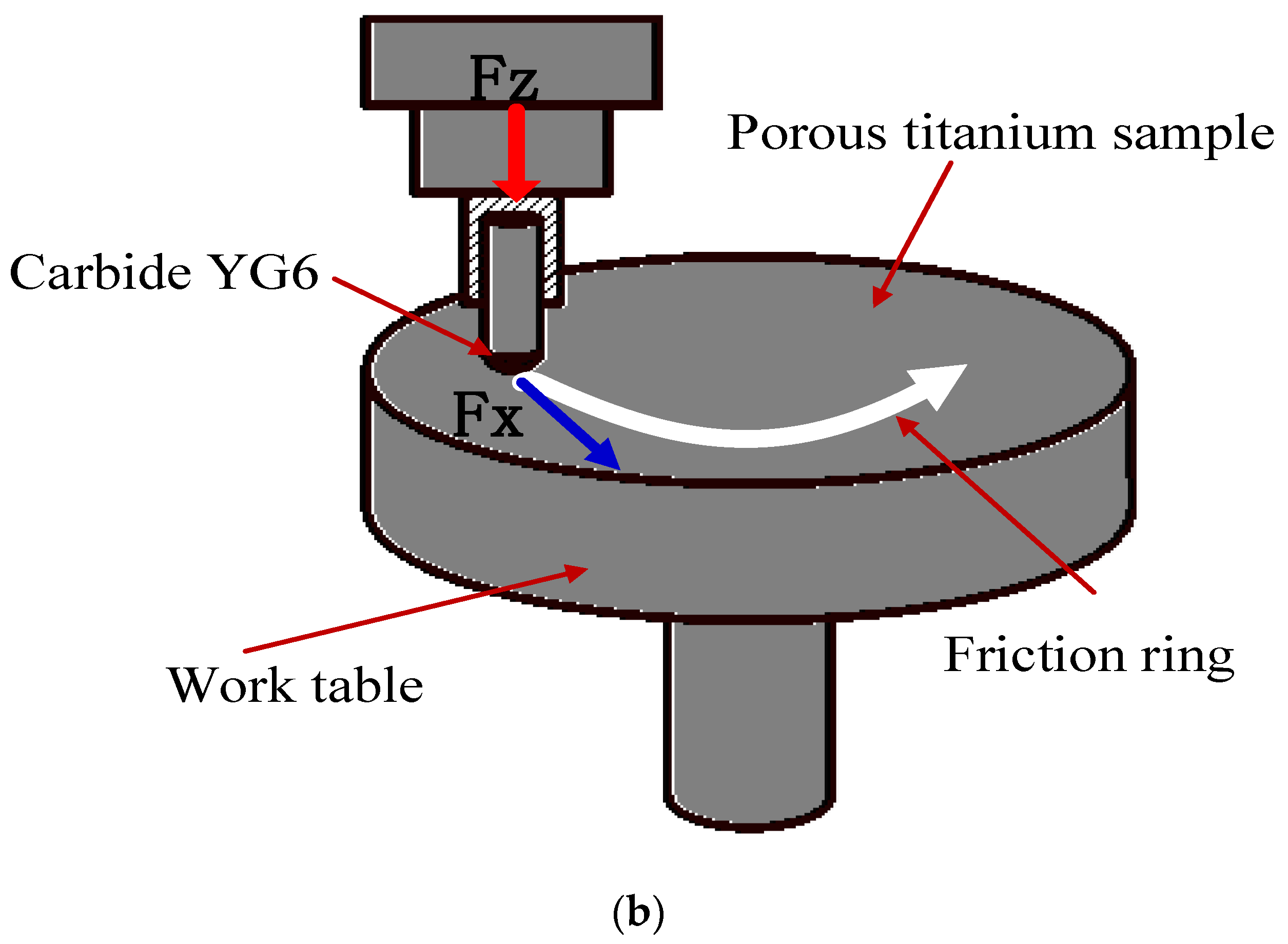
During the experiment, the ball was fixed while the workpiece rotated on the work table. In this state, the contact area formed a friction ring, as shown in
Figure 4b. Meanwhile, data for the load (
) and friction (
) were collected by a computer.
The experiment was designed as a single-factor test, i.e., changes were only made to one factor, while the other factors were kept unchanged.
In micro-cutting, the cutting force is suitable from 0 N to 18 N and the spindle speed is about 735 r/min [
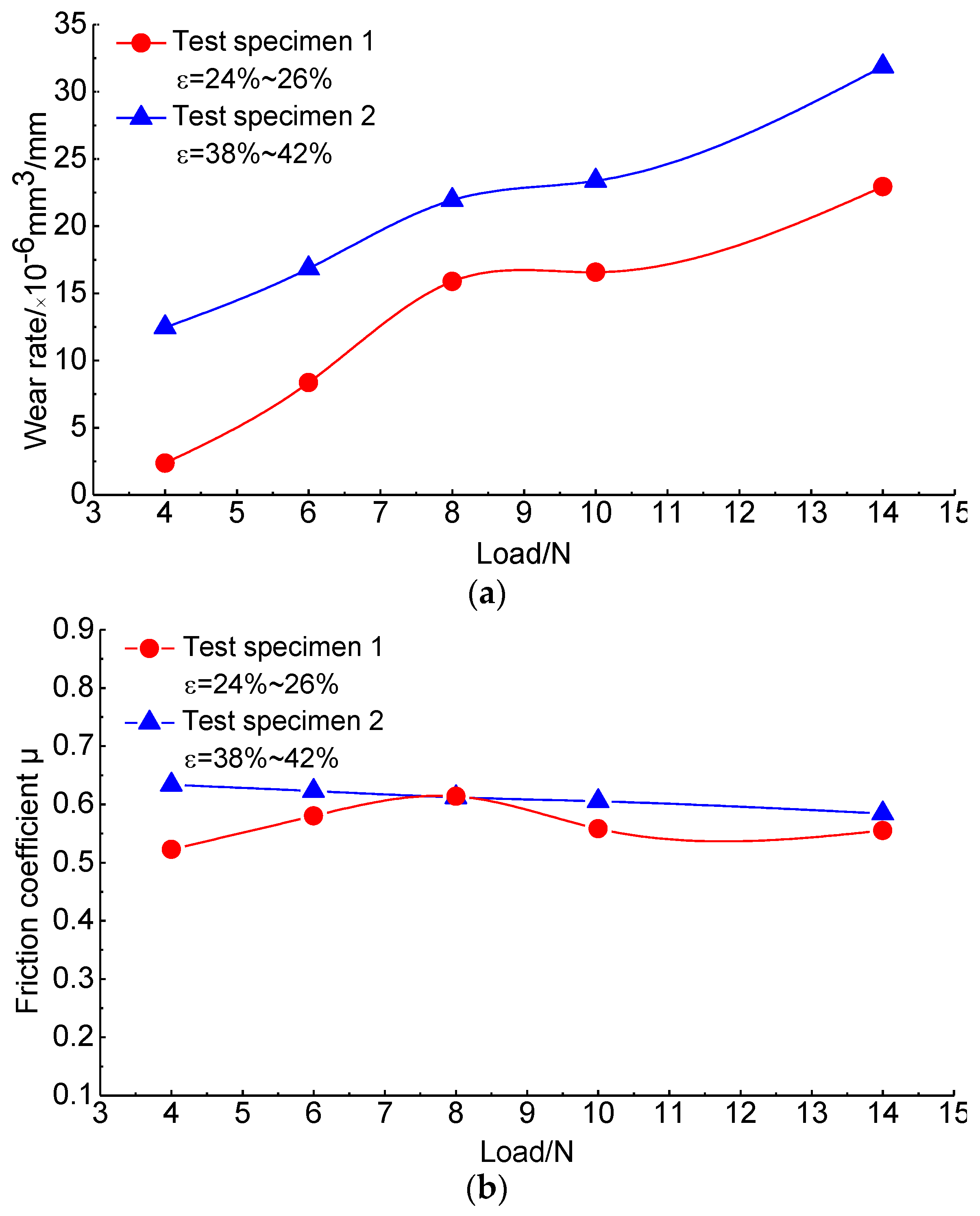
21]. However, considering the impact of pore structure and the heat dissipation of porous materials that seriously affect the wear rate of the micro-machining tool and the quality of the machined surface, the speed and load should be at a lower level. In order to obtain a clear difference between the experimental phenomena and exclude the impact of temperature caused by large load or high speed, the range of test loads are from 2 N to 15 N and the speed should be kept between 40 r/min and 735 r/min. More specific parameters are listed in
Table 4.
In addition, the tests also meet the following conditions: a dry friction in atmospheric environment, an external temperature of 20 °C, a relative air humidity range of ~20%–30%, a friction ring diameter of 10 mm, a friction time of 20 min, a frequency of 0.65 Hz for the acquisition of friction data and a force sensing accuracy of 0.1 mN.
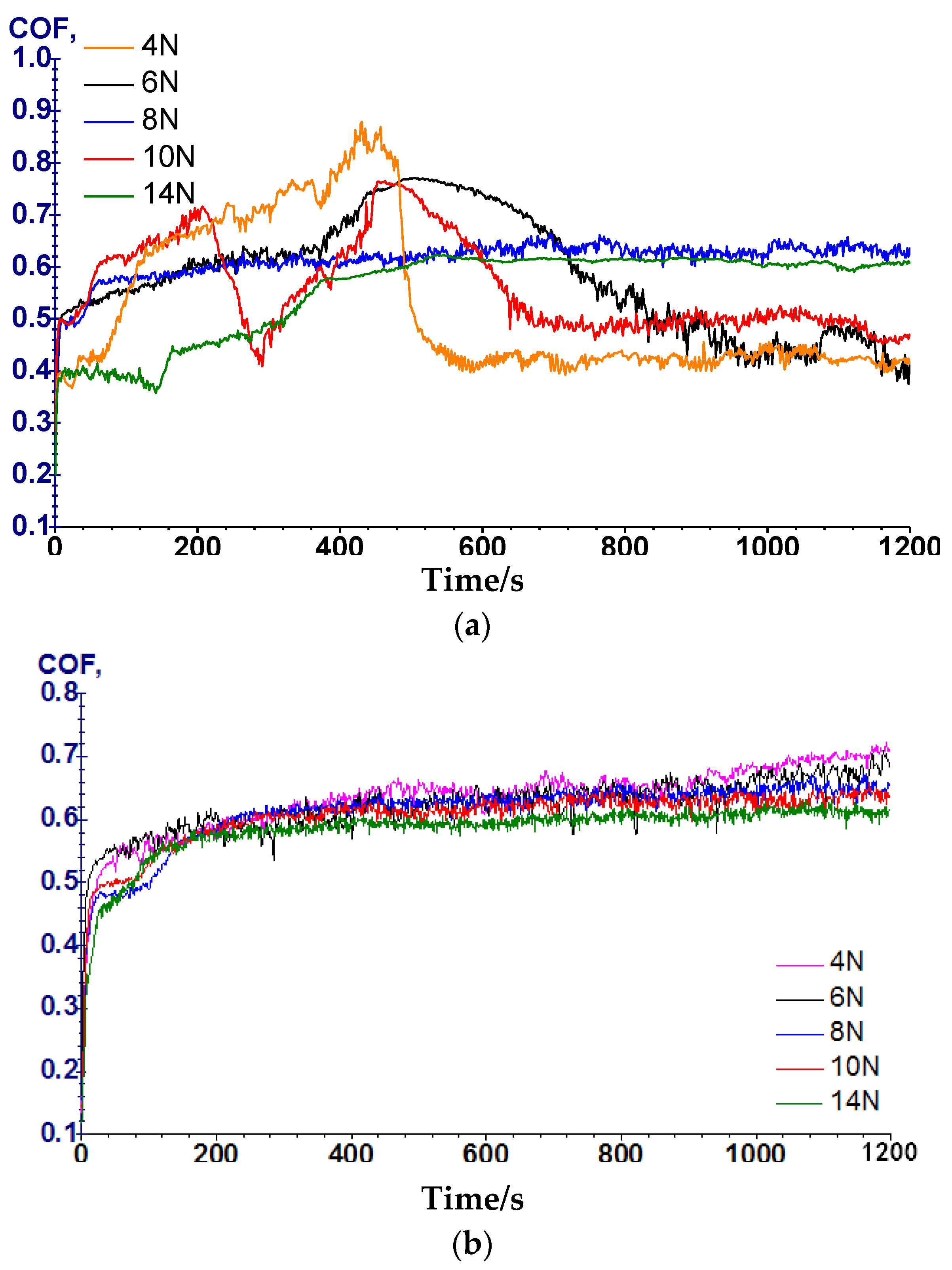
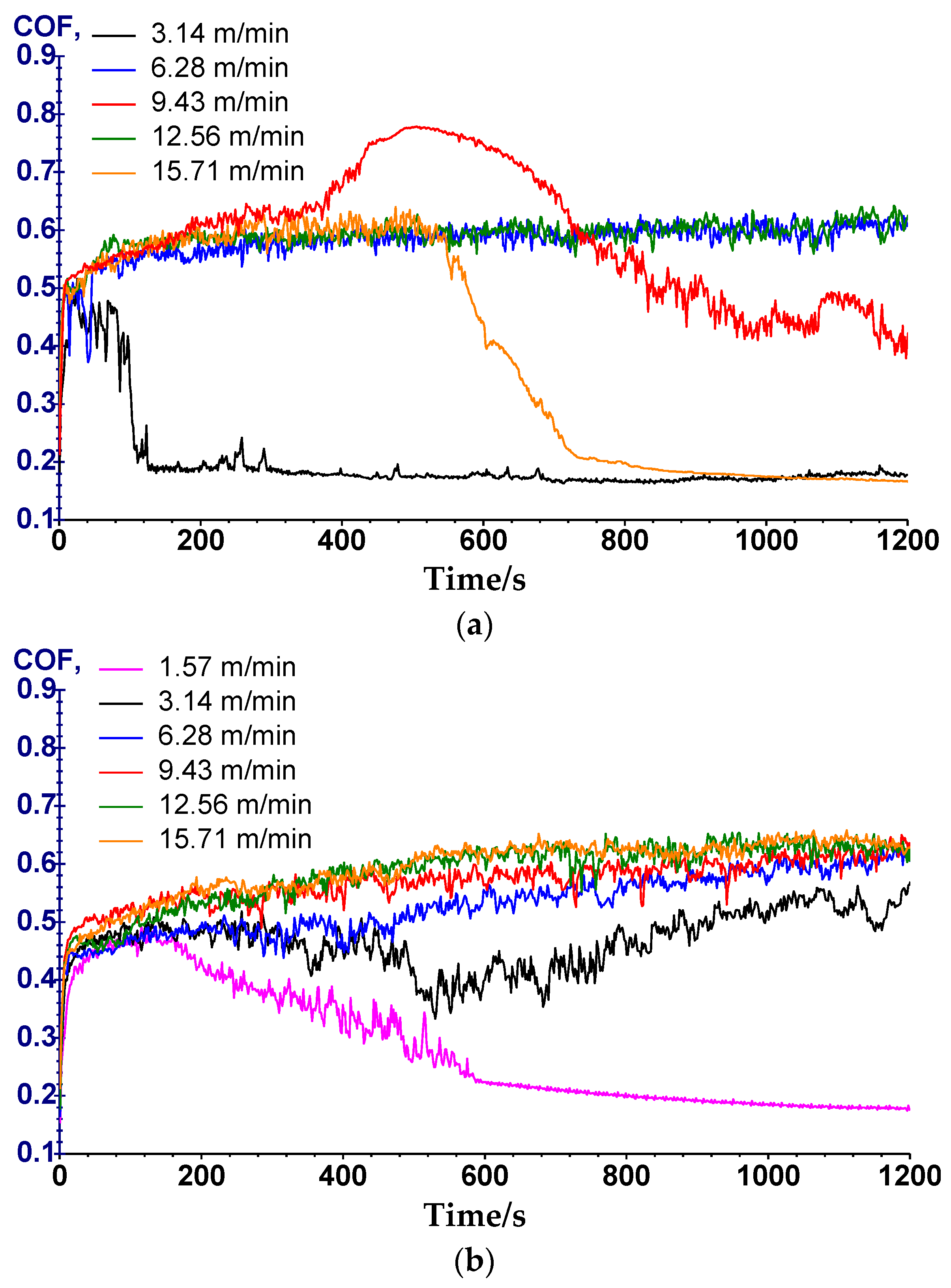
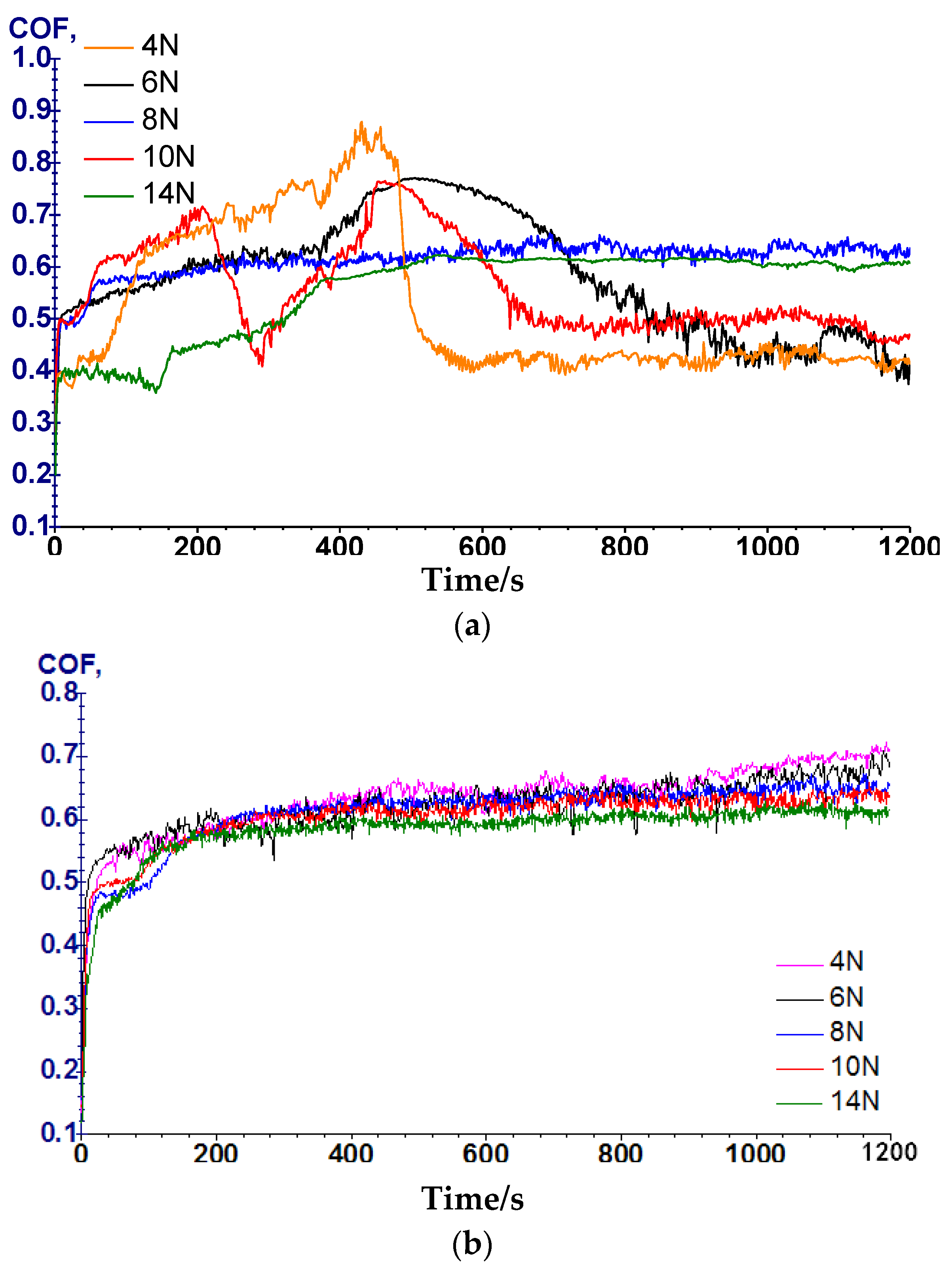
To obtain a clear comparison of the effect of friction under different conditions, different testing schemes were used, as shown in
Table 5. In order to obtain convincing results, each group of samples were tested several times, and finally the most stable and the most representative data were selected.
As observed in
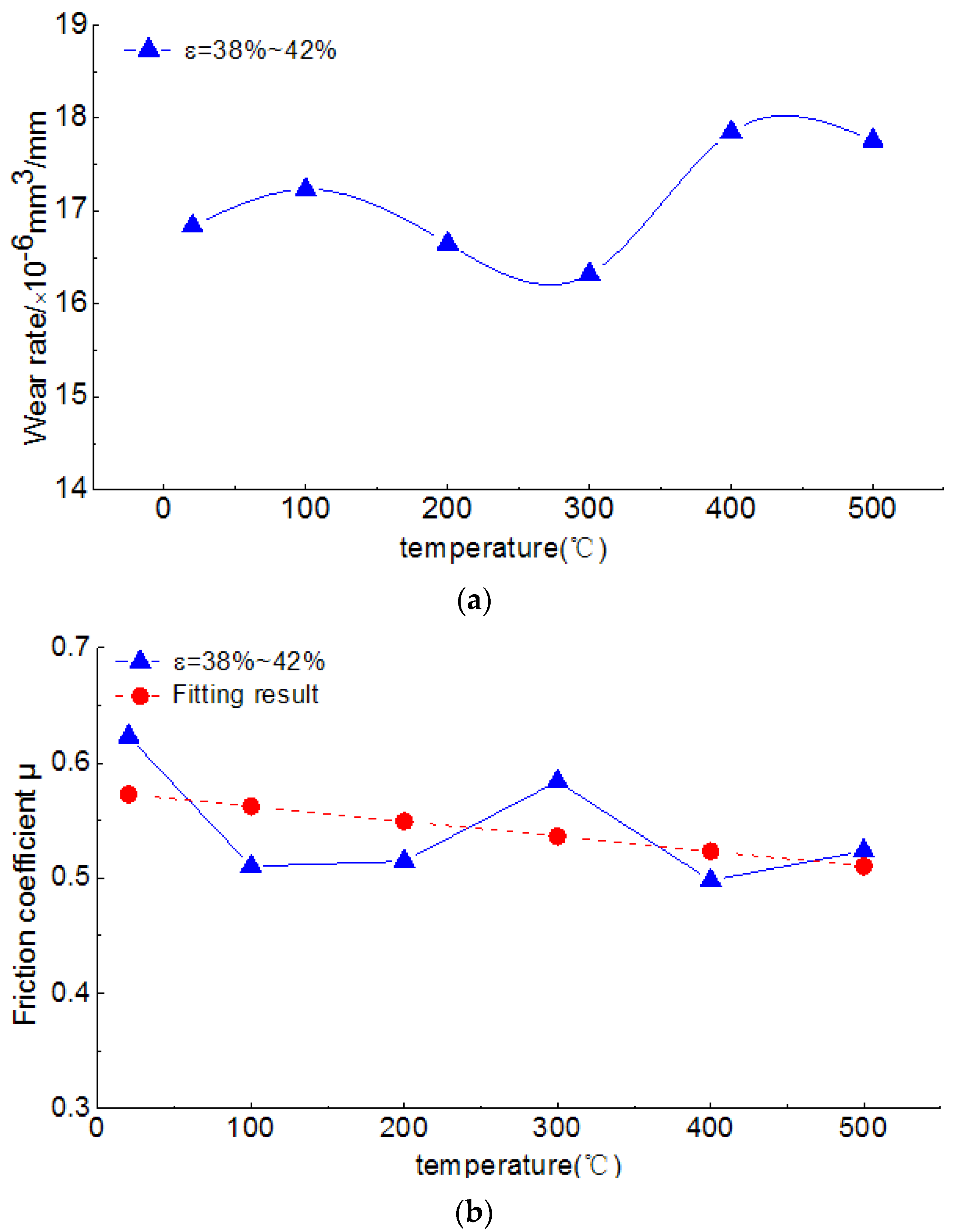
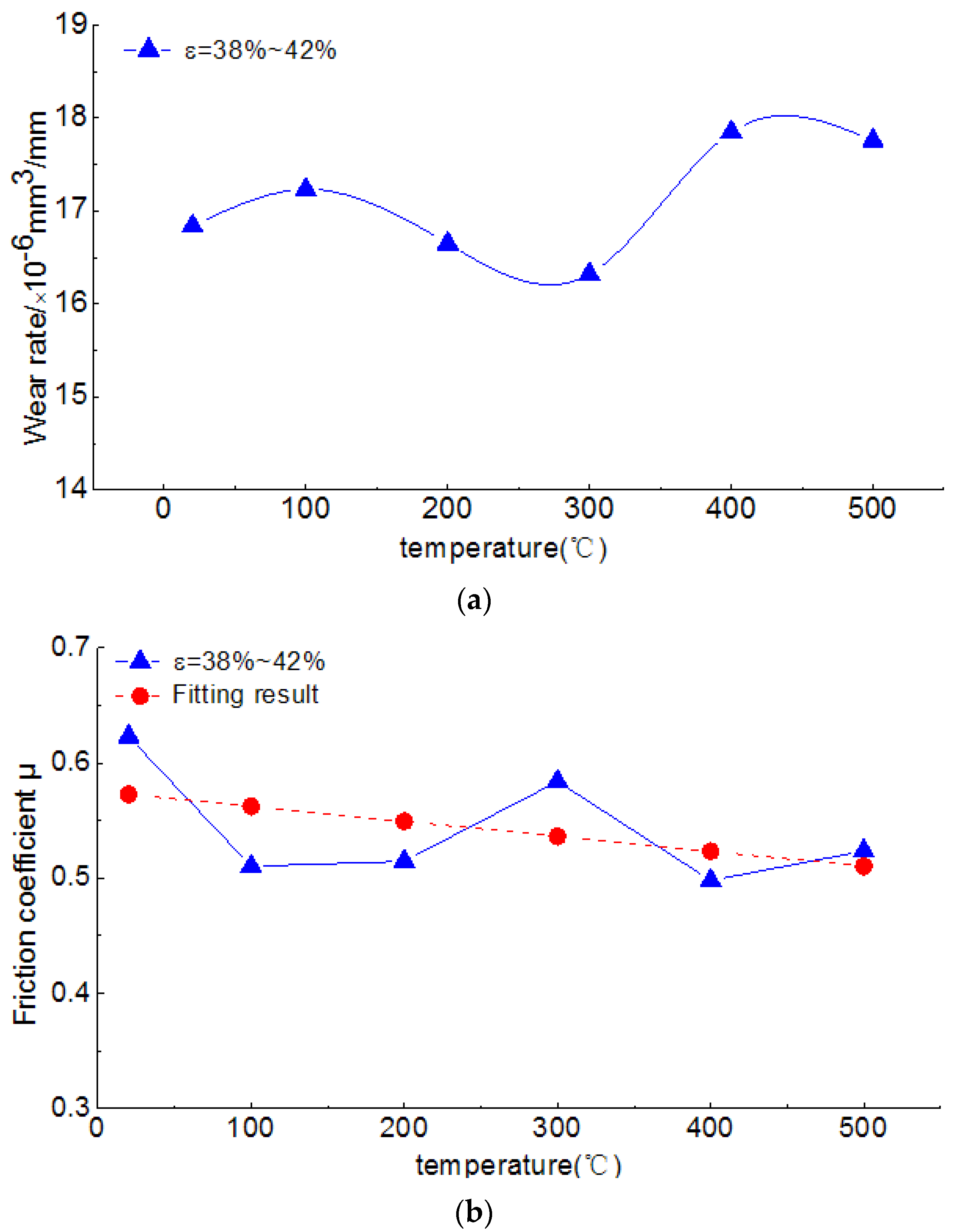
Table 5, five groups of experiments were conducted for each scheme. The friction coefficient is the ratio of the load and the friction, i.e.,
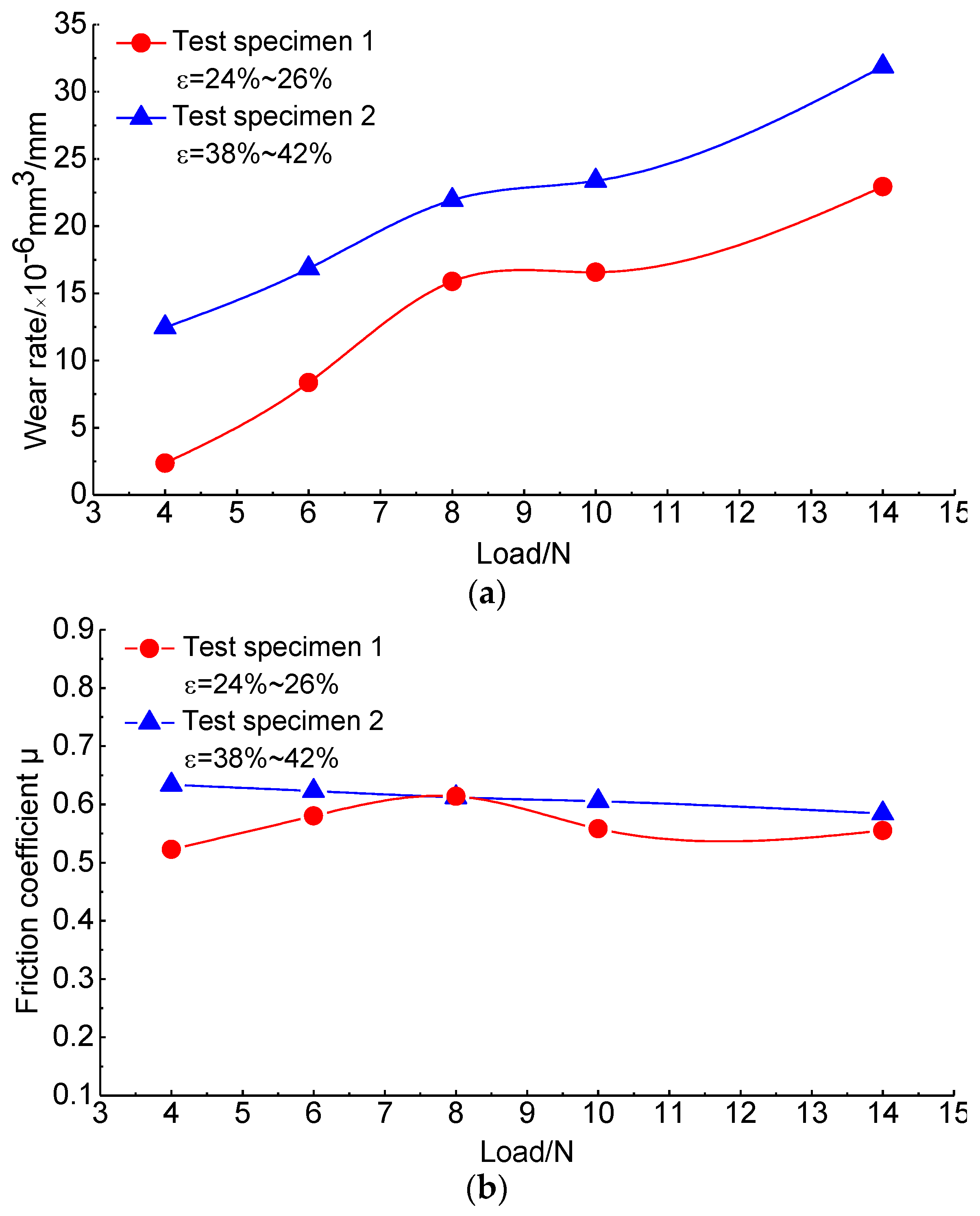
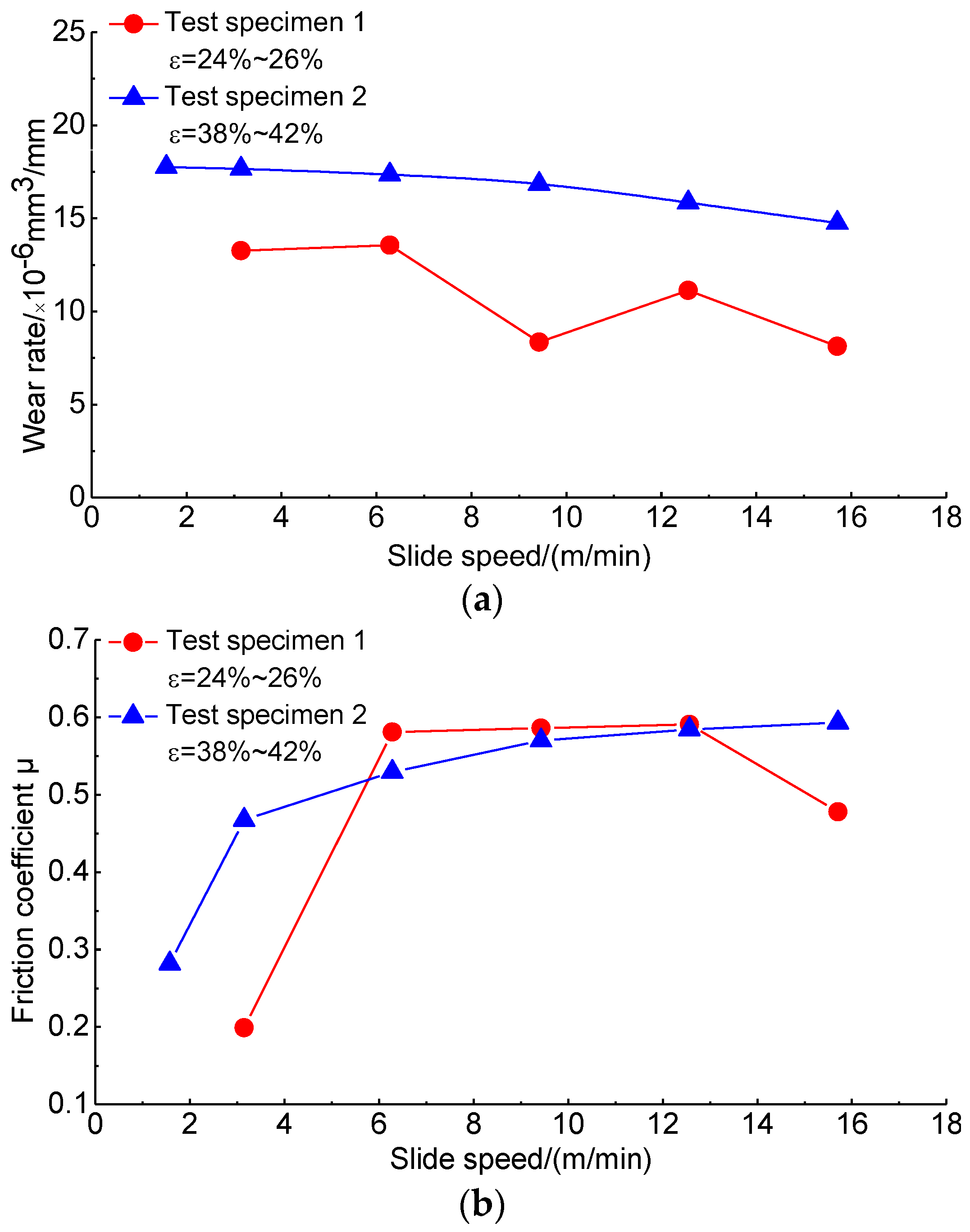
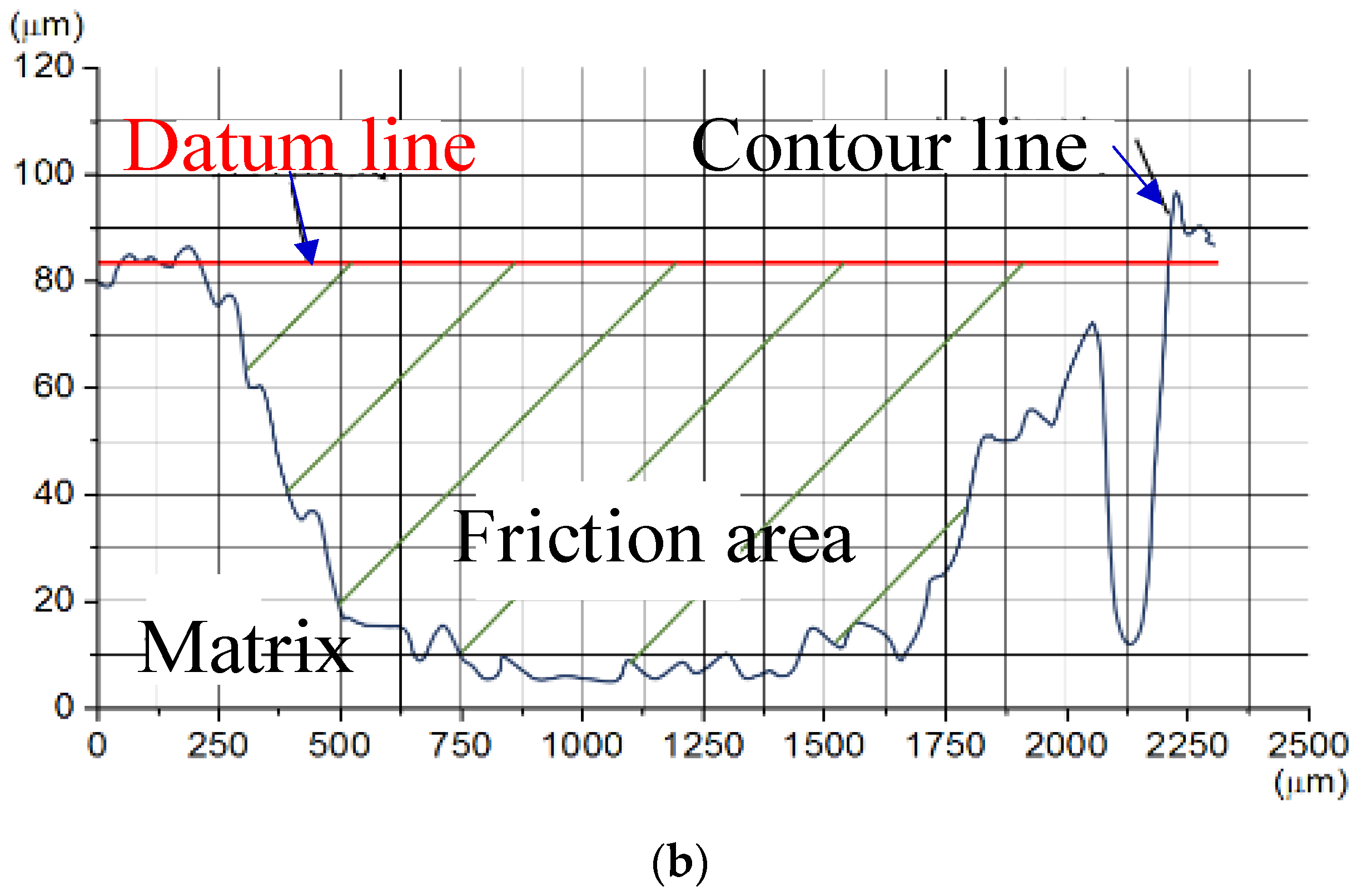
Because the oil and powder particles can easily infiltrate in the process of wear and tear, the traditional wear measurements, referred to as the weighing method, would result in obvious errors. Accordingly, the contour graph method was used to measure the wear volume. As shown in
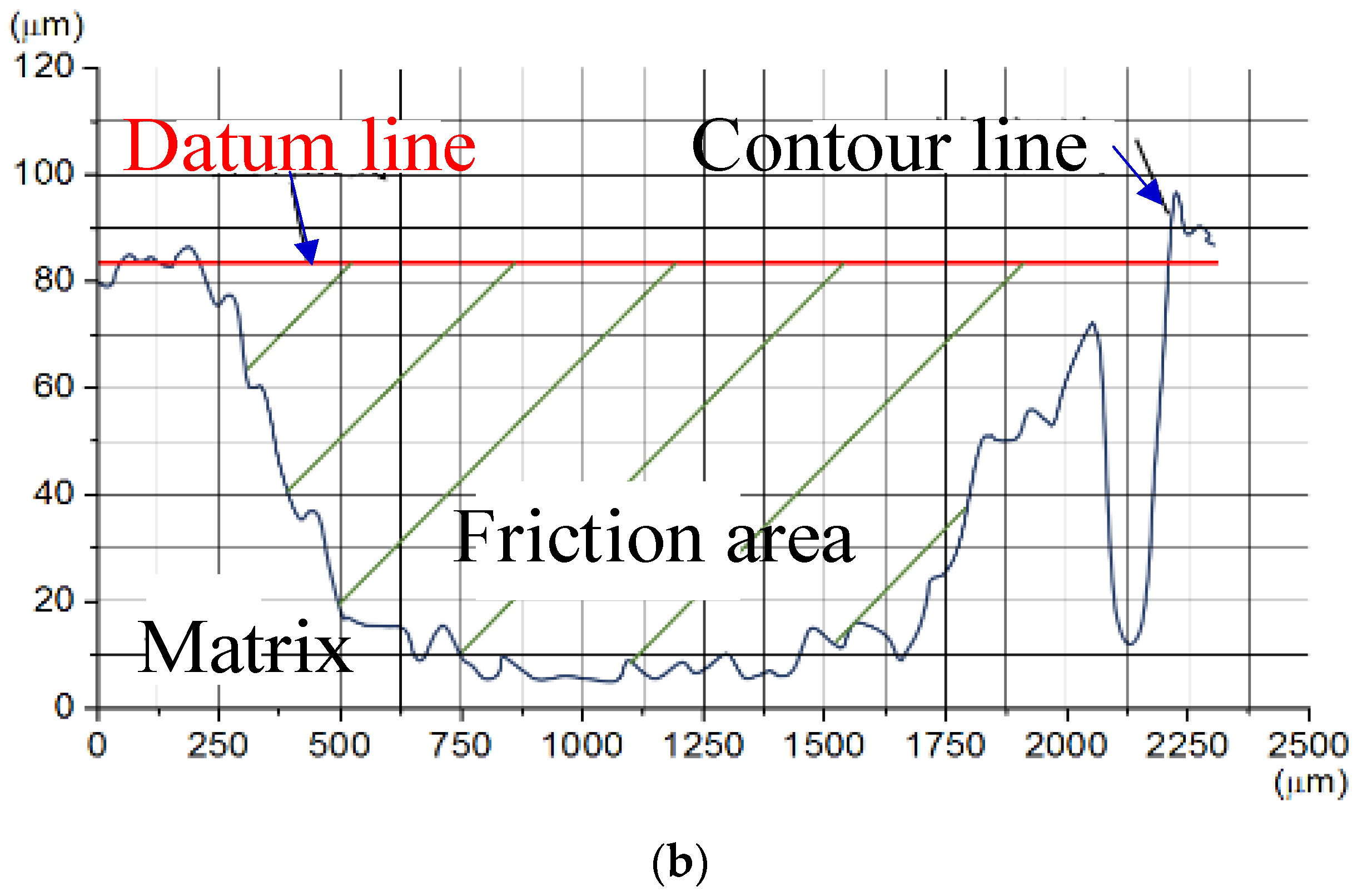
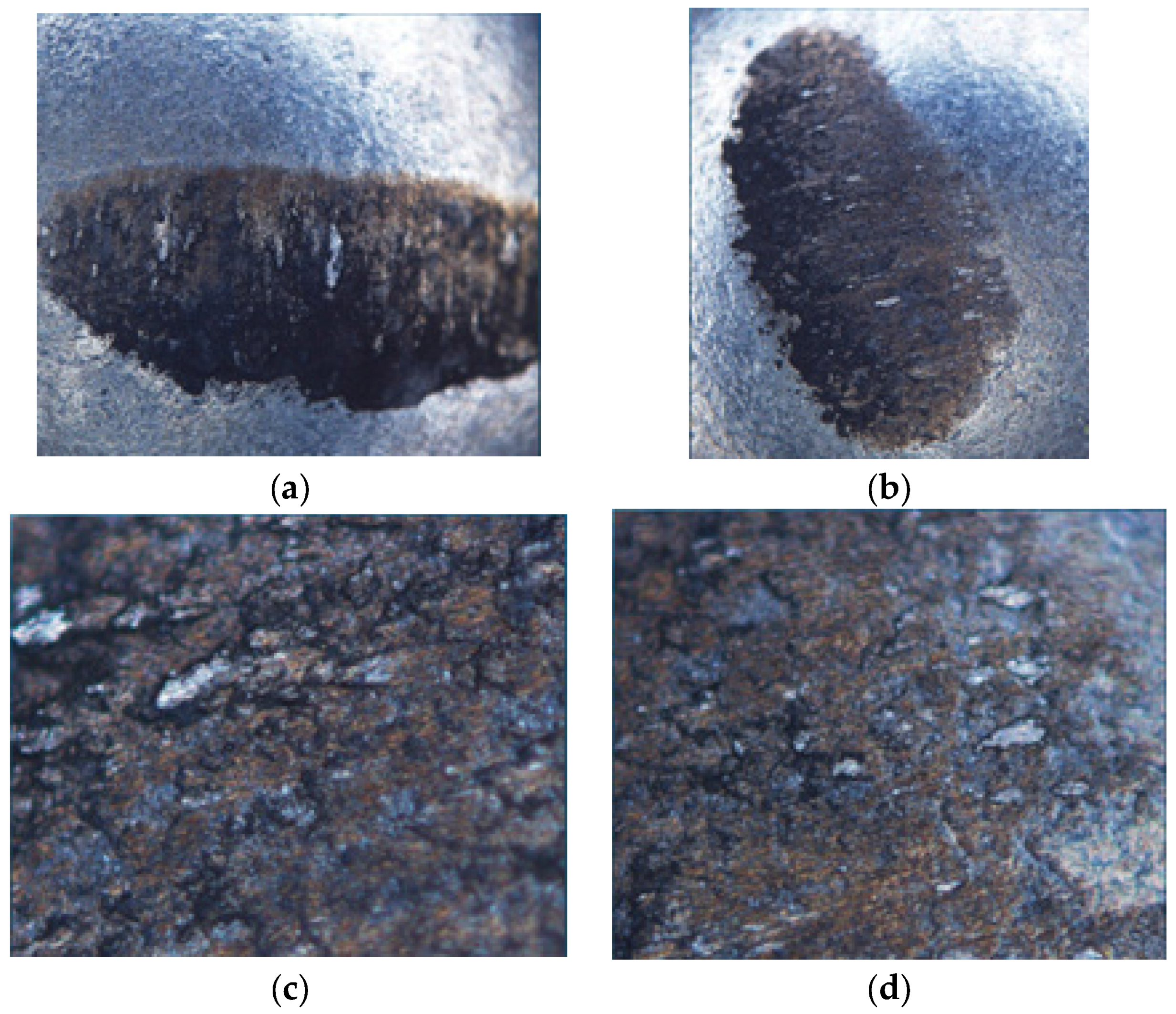
Figure 5a, perpendicular grinding marks of the wear track profile were acquired using the depth extension function of the OLYMPUS DSX500 optical digital microscope (Nanjing Dongtu Technology Co., Ltd. Nanjing, China).
In
Figure 5b, a line is first selected to obtain the wear rate. Next, the area between the datum line and the contour line is counted using the grid method. Then, the same method is used repeatedly to measure the area of the wear trace contour and an average value is obtained. Lastly, the wear rate can be expressed as follows:
where
is the wear rate,
is the wear volume,
is the sliding distance,
is the average of the wear scar contour area,
is the rotational speed of the plate (which can be observed in
Figure 4b), and
is the friction time.
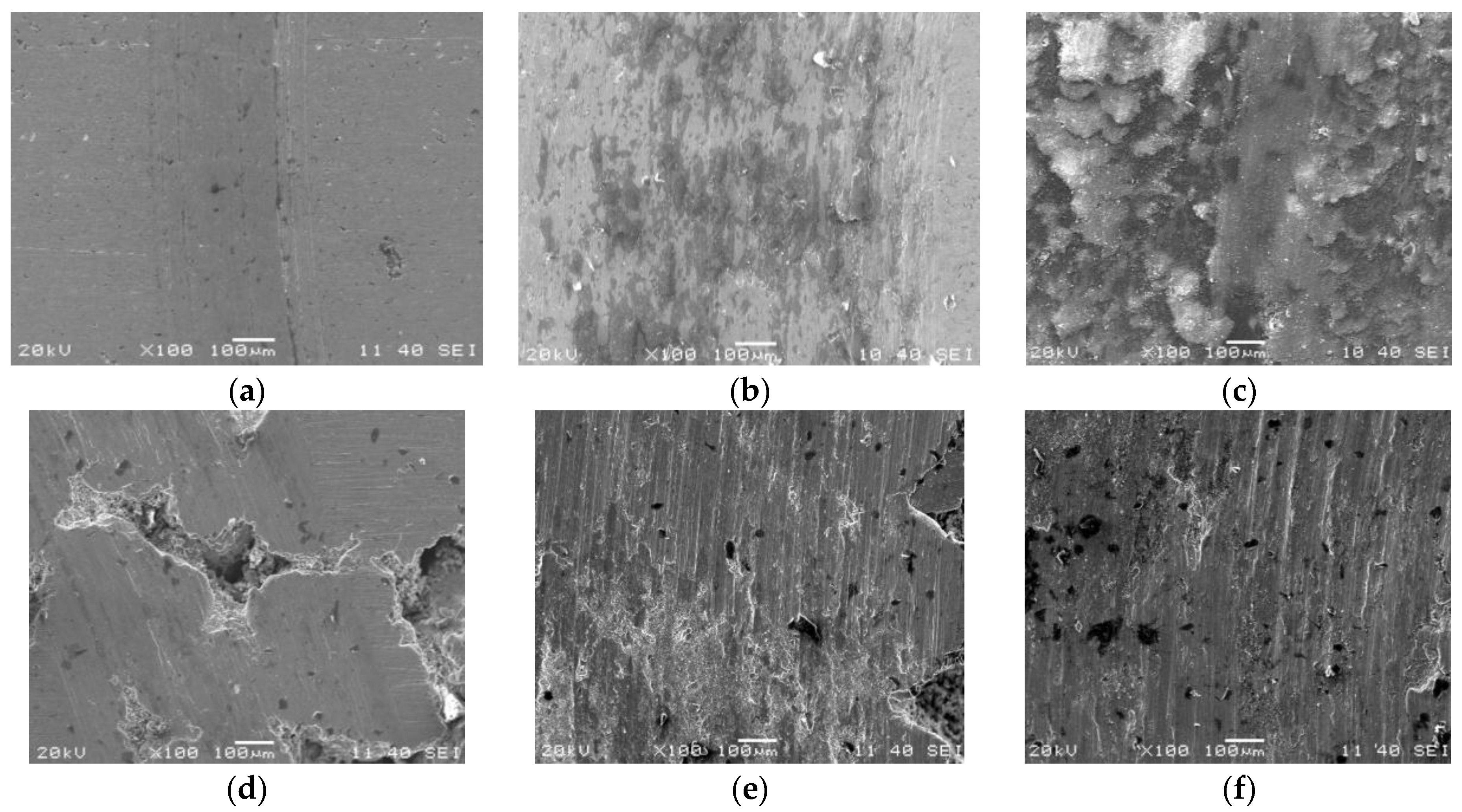
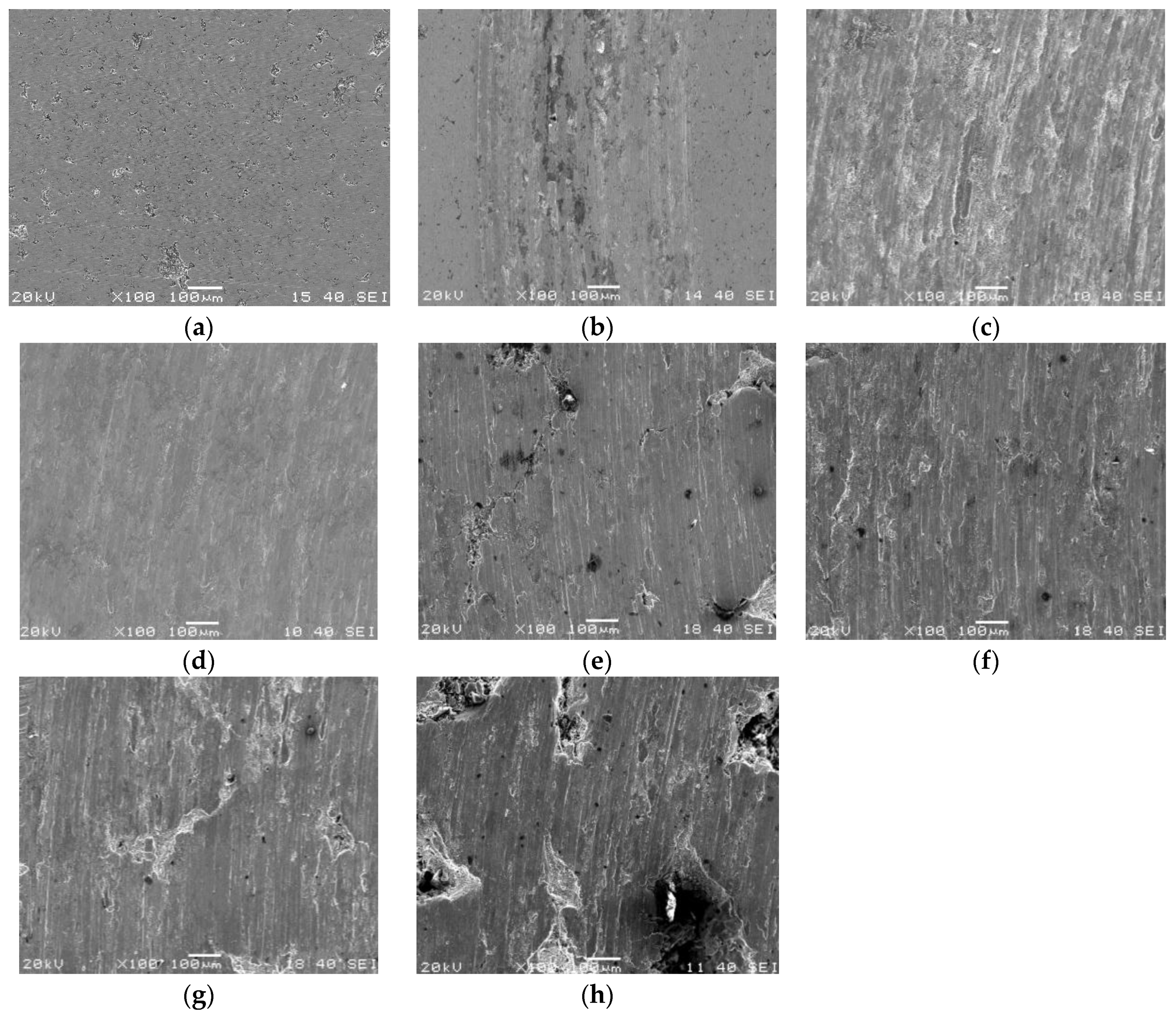
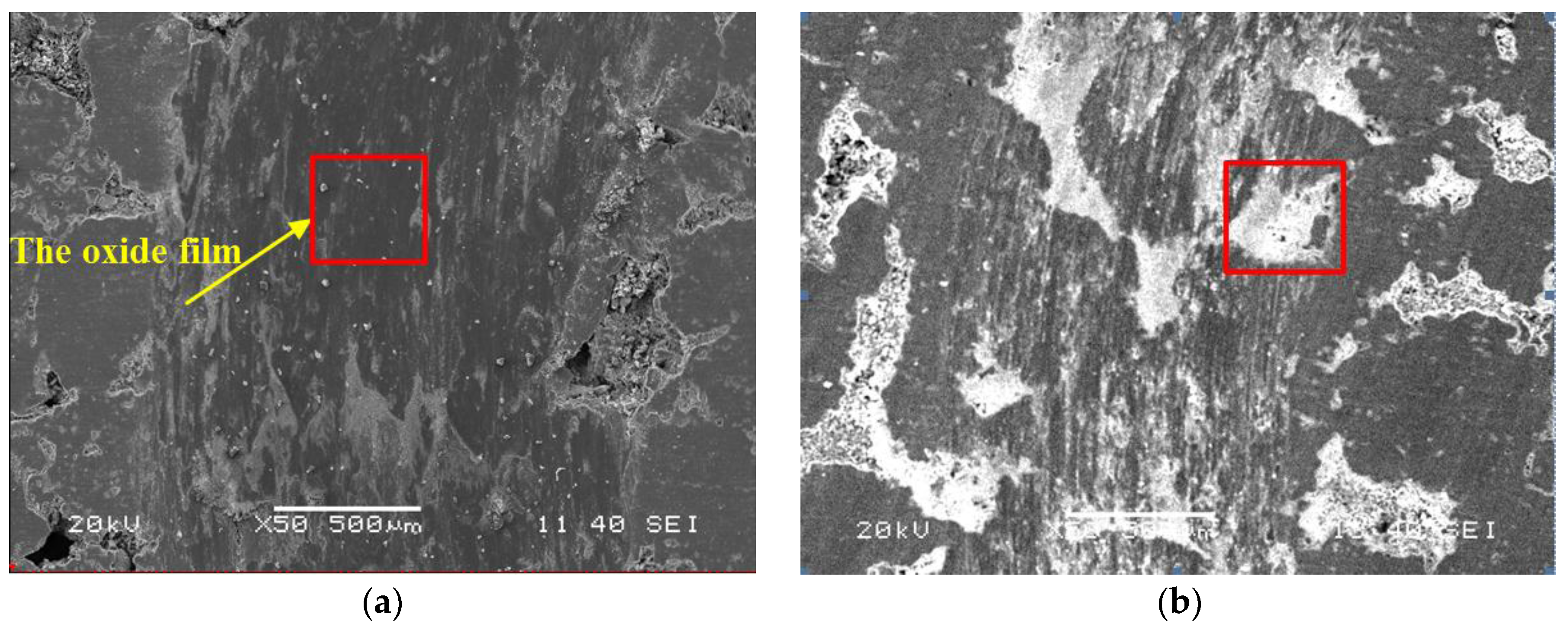
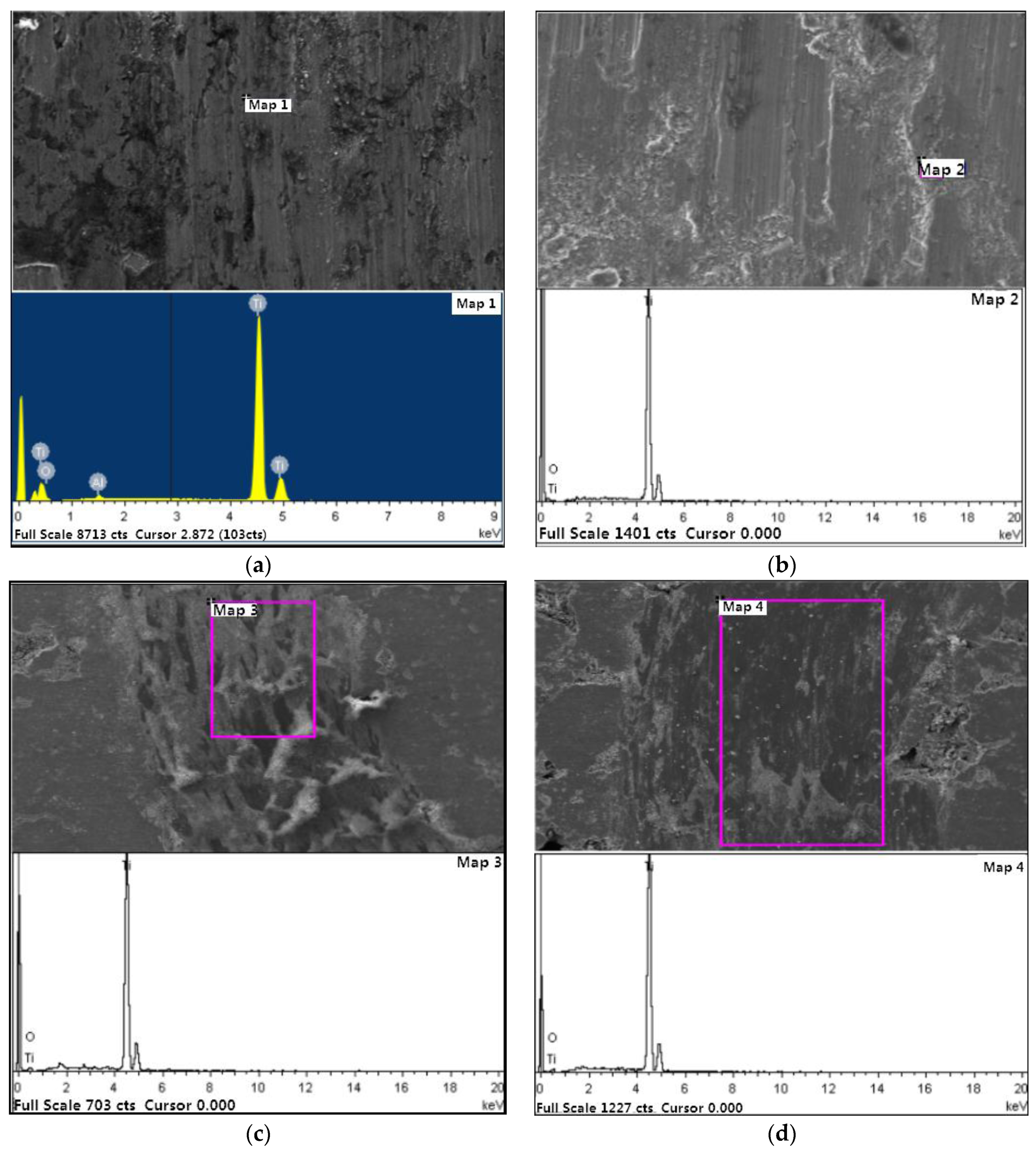
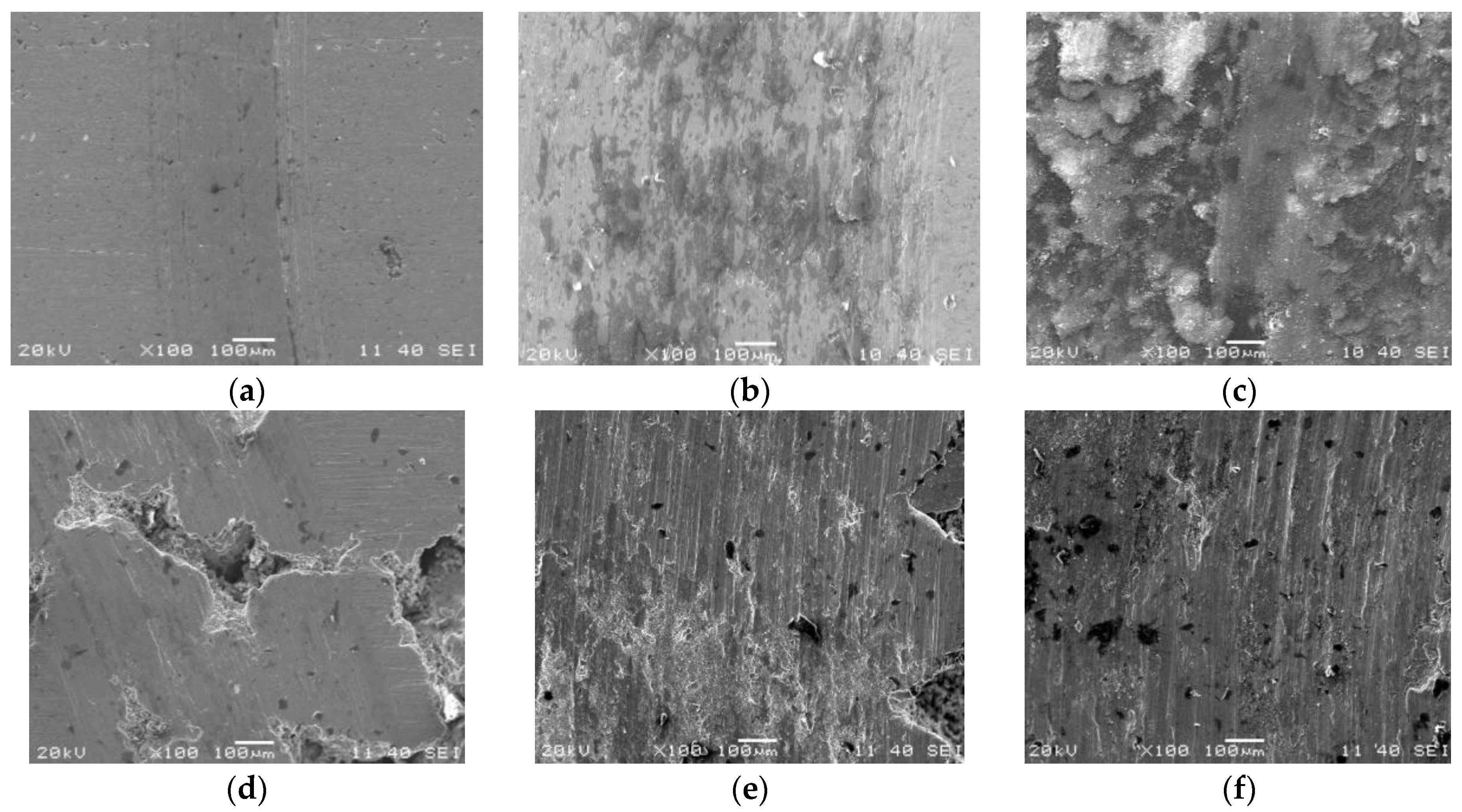
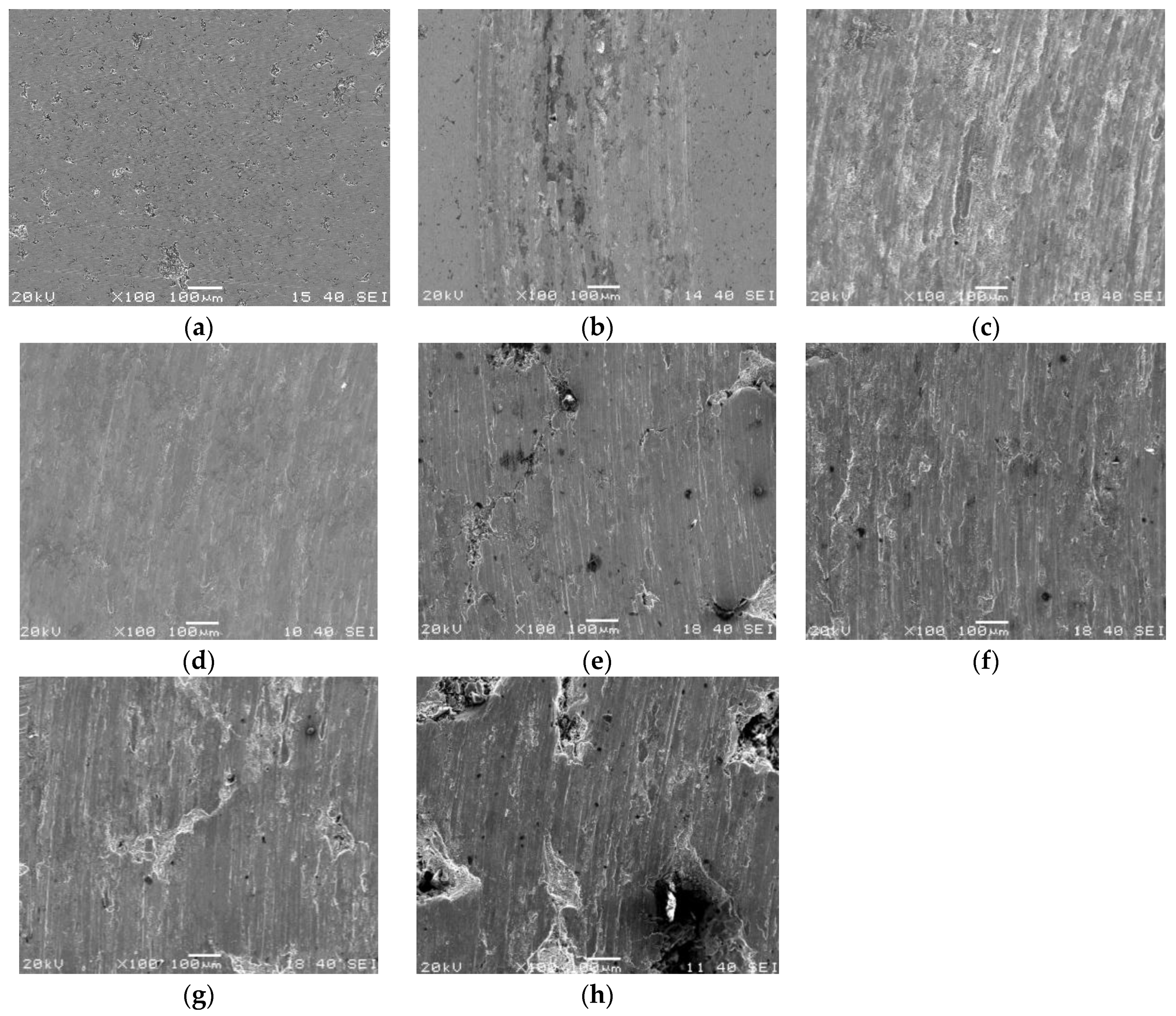
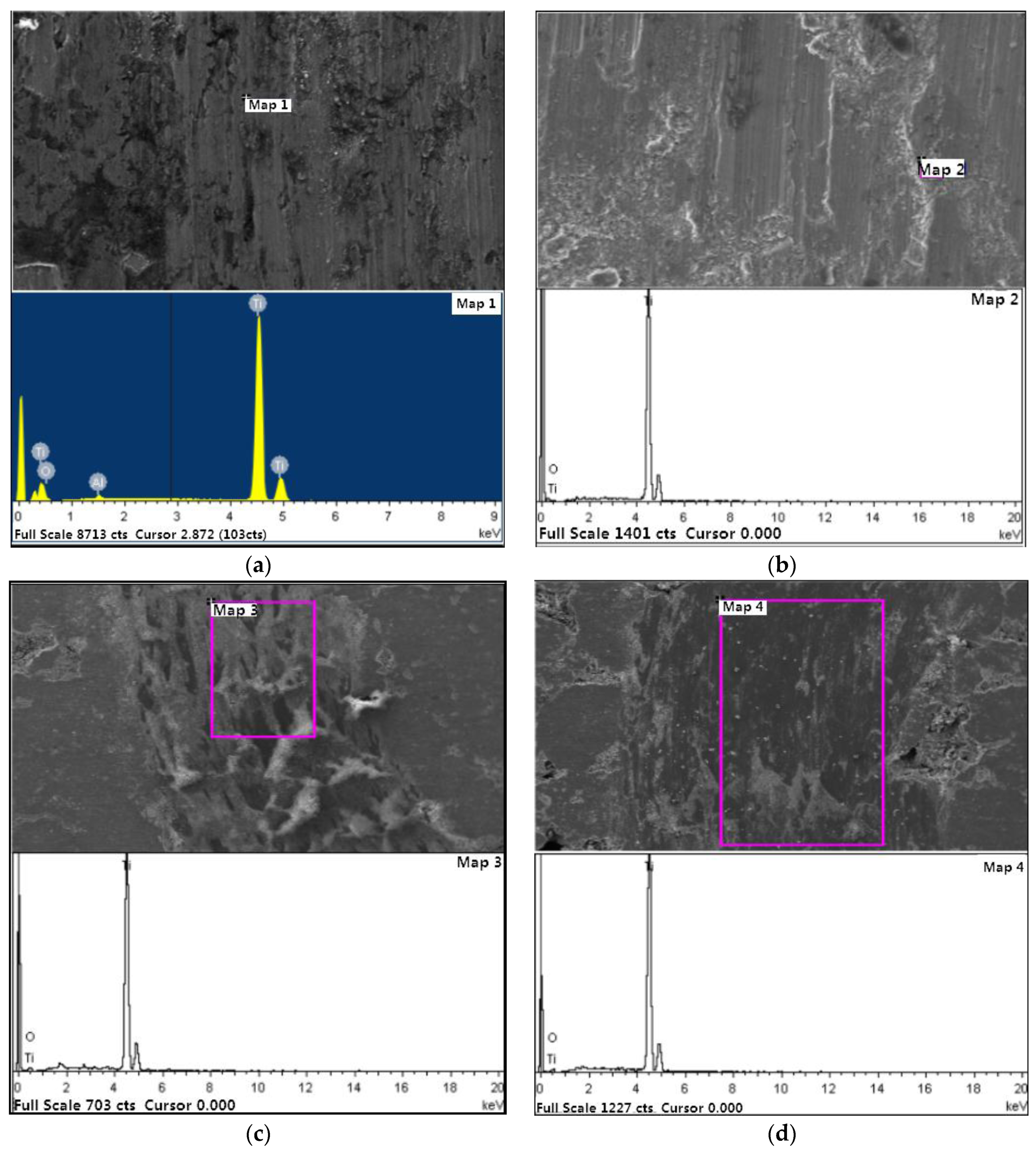
The VHX-900 super depth of field digital microscope (Keyence Co., Ltd., Osaka, Japan) and the JSM-6480 scanning electron microscope (SEM, Shanghai Zhujin Analysis Instrument Co., Ltd., Shanghai, China) are both used to observe the wear trace of the surface and the micro-topography wear region of the carbide ball to analyze the friction characteristics of the friction pairs formed by the cutting tool and the machined surface. In addition, the INCA energy disperse spectroscopy (EDS, Oxford instrument (Shanghai) Co., Ltd., Shanghai, China) is used to analyse the micro area and the spots of the wear surface. The purpose is to obtain the wear mechanism of the cutting tool and the machined surface.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}