Effect of Compression Process of MWCNT-Reinforced Al6061 Powder on Densification Characteristics and Its Mechanical Properties



1
Global Core Research Center for Ship and Offshore Plants (GCRC-SOP), San 30 Chang Jun-dong, Geum Jung-Gu, Busan 46241, Korea
2
Precision Manufacturing System Division, Graduate School, Pusan National University, San 30 Chang Jun-dong, Geum Jung-Gu, Busan 46241, Korea
3
School of Mechanical Engineering, Pusan National University, San 30 Chang Jun-dong, Geum Jung-Gu, Busan 46241, Korea
4
School of Mechanical Engineering, Kyungnam University, 7 Kyungnamdaehak-ro, Masanhappo-gu, Changwon-si, Gyeongsangnam-do 51767, Korea
*
Author to whom correspondence should be addressed.
Metals 2017, 7(10), 437; https://doi.org/10.3390/met7100437
Submission received: 13 July 2017
/
Revised: 26 September 2017
/
Accepted: 10 October 2017
/
Published: 18 October 2017
(This article belongs to the Special Issue Advanced Mechanical Testing of Powder Metallurgy Alloys)
Abstract
:In this paper, aluminium-based (Al6061) composites with 1, 3, 5, 7, and 10 vol % of multi-walled carbon nanotubes (MWCNTs) are investigated. The composites are fabricated by high-energy ball milling, cold-compacting at room temperature under compacting pressures of 400–1600 MPa, and sintering at 620 °C in an argon gas atmosphere. Thereafter, the hardness and microstructure of MWCNTs/Al6061 composites are examined. Further, to improve the relative density and hardness level of the complex material, open-die forging is performed after cold-compacting under 1 GPa pressure at room temperature and sintering at 620 °C. The open-die forging parameters include 1, 3, 5, 7, and 10 vol % MWCNTs/Al6061, and Al6061. The experimental results show that the mechanical properties of the composites are significantly superior to that of the Al6061 alloy after undergoing cold-compacting, sintering, and open-die forging.
1. Introduction
Multi-walled carbon nanotubes (MWCNTs), first discovered by Iijima [1] in 1991, exhibit excellent electric conductivity, thermal conductivity, coefficient of thermal expansion, corrosion resistance, and wear resistance [2,3,4]. Following this, research and development on the applications of MWCNTs have steadily advanced. Pérez-Bustamante et al. [5] examined a technology that successfully manufactured Al-MWCNT composite material via mechanical milling, sintering, and hot extrusion. The study investigated process conditions under which the mechanical properties of the carbon nanotube (CNT) remained unchanged despite ball milling and hot extrusion. Furthermore, the findings indicated that CNT was uniformly dispersed in the Al substrate. Kwon et al. [6] discussed the extrusion conditions under which Al-CNT (1 vol %) were compacted through a direct-powder, hot extrusion process. It was reported that the elongation rate of CNT/Al composite material increased by ~0.36 compared with that of extruded pure Al. Tensile strength also improved up to 297.7 MPa, corresponding to ~2.5 times that of pure Al. However, the study reported the presence of an adverse effect, in which the mechanical properties of the material downgraded owing to the high-temperature oxidation of CNTs. Kuzumaki et al. [7] introduced a technology that manufactured CNT/Al composite materials using hot compaction and extrusion processes. In the process of manufacturing, there were no observed CNT damages inside the Al base material and carbide was not produced despite heat treatment at 983 K for 24 h. Nonetheless, hot compaction and extrusion processes are intricate, making it difficult to apply either of them in the industrial field. Furthermore, MWCNTs oxidize at high temperatures, leading to downgrade of its mechanical properties. With extant research focused merely on the manufacture of composite materials at a lab scale, research on densification processes to improve mechanical properties is quite limited. Specifically, there is a scarcity of research on the effects of secondary processes, such as compaction, extrusion, and forging on the mechanical properties of CNT/Al composite material based on MWCNT contents.
Therefore, the purpose of this study includes a review of the phenomenon in which CNT content affected the density and mechanical properties of composite materials produced by compaction at a site used for commercial mass production. Additionally, an optimum forming process condition that could be applied in an actual industrial setting was identified. In this study, secondary compaction processes of open-die forging were performed on a billet produced from a composite material via powder metallurgy. In regard to the powder metallurgy forming process, MWCNTs/Al6061 composite materials based on MWCNT contents of 1, 3, 5, 7, and 10 vol %, and Al6061 alloy billets were prepared by compaction at room temperature. In order to prevent oxidation of MWCNTs during formation at high temperatures, sintering was performed in an inert argon atmosphere. Moreover, secondary processes, such as open-die forging, were conducted using the sintered billets. Following the application of secondary compaction processes, the mechanical properties and behaviour of the formed materials were compared in relation to their MWCNT content.
2. Experimental Methods
2.1. Materials
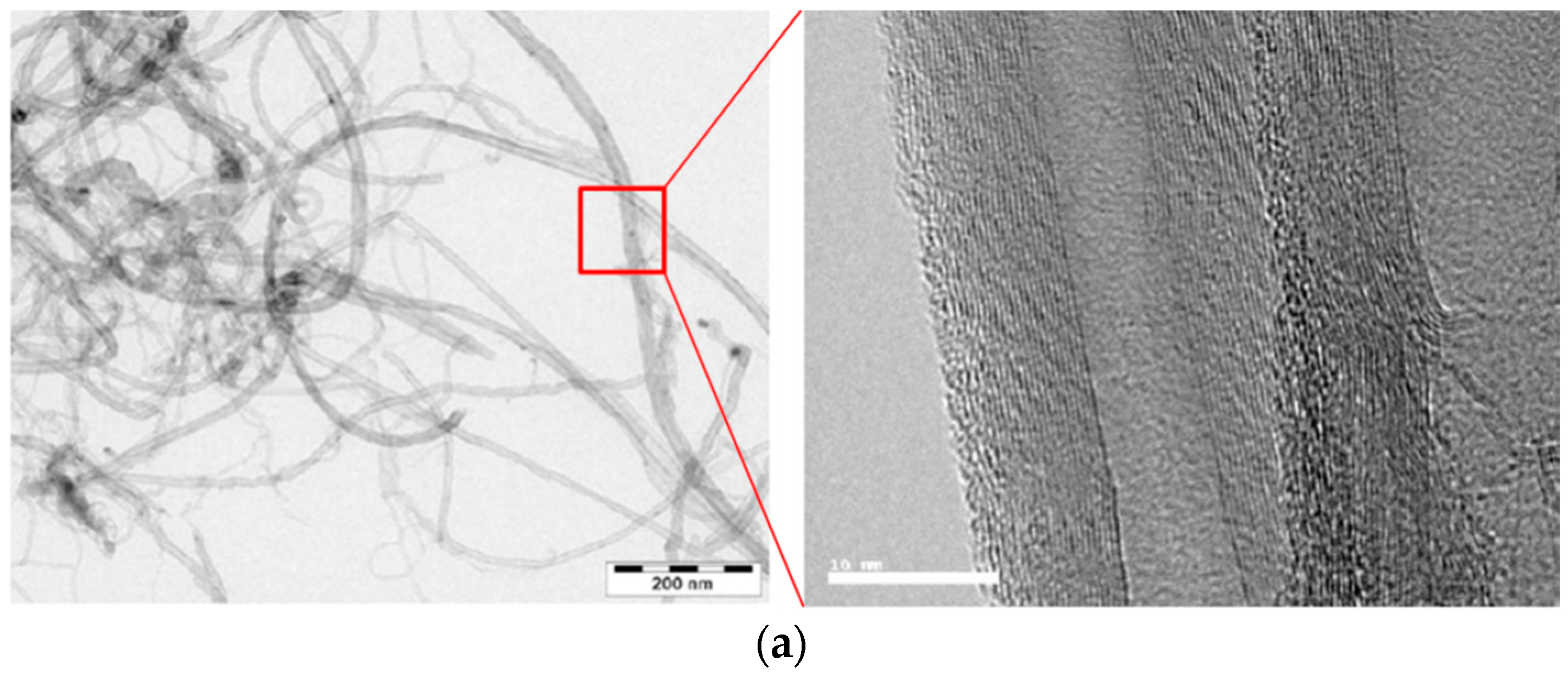
Metal matrix composites (MMCs) were prepared with varying contents (1, 3, 5, 7, and 10 vol %) of MWCNTs as reinforcement and Al6061 alloy matrix. Additionally, Al6061 alloy powder was used as base material and the volume fraction of MWCNTs was varied to determine the effect of MWCNT content on the mechanical properties of the MMCs. The base alloy, Al6061, exhibits excellent forming properties and is widely used in industry. Table 1 shows the chemical compositions of MWCNTs and Al6061 alloy. As shown in Figure 1, MWCNTs and Al6061 alloy powders were mixed via high-energy milling.
The theoretical densities of the MWCNT reinforced Al6061 matrix composite powders with MWCNT contents of 1, 3, 5, 7, and 10 vol %, were calculated as 2.69, 2.66, 2.64, 2.61, and 2.57 g/cm³, respectively. The changes in the densities of these powders were observed after the secondary processes.
2.2. Cold-Compaction at Room Temperature
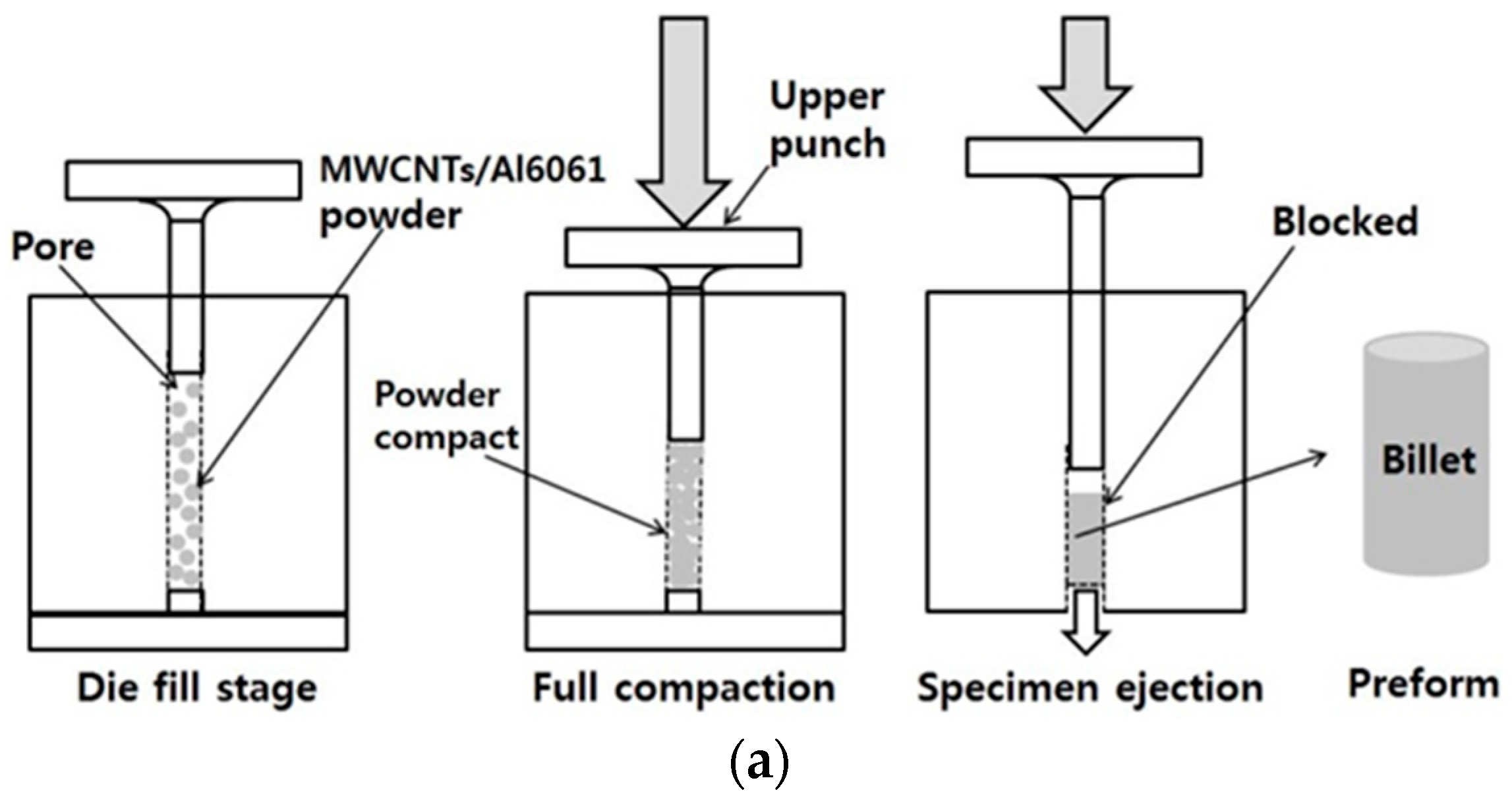
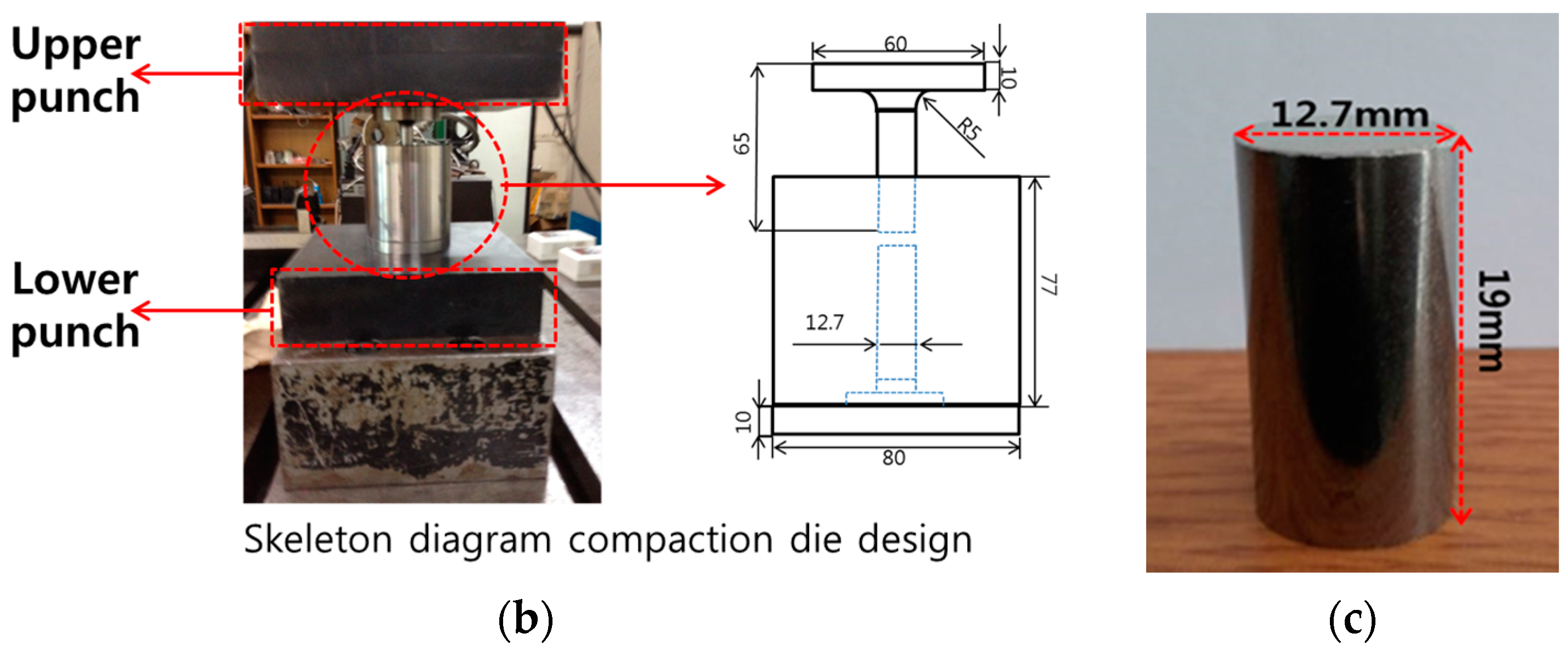
The uniformly dispersed MWCNT composite powders were consolidated via cold compaction and sintering. Figure 2 shows the cold-compaction process and equipment used to fabricate the billet. Compaction was performed as per ASTM standard B925-08 [8], and changes in green density were investigated with respect to the compaction pressure. Forming was not observed in MWCNTs composites with 7 and 10 vol % MWCNTs, produced under a compaction pressure of 400 MPa. However, forming was successfully observed at a compaction pressure of 600 MPa. The composite billets were manufactured at a compaction pressure in of 400–1600 MPa. In order to improve the density of the composite, pre-compaction was performed at 35 MPa prior to actual compaction. The pressure was increased at the rate of 5.0 MPa/s until the set compaction pressure was reached. As per the ASTM B331-95 [9] standard specification, the green density of the specimen was increased by 0.3% within a compaction time of 10 s. The green density of the specimen was measured as soon as the desired compaction pressure was reached. The compaction pressure was purged before the green density of the specimen was measured. The green density was then measured via Archimedes’ principle as per the ASTM B692-13 [10] standard.
2.3. Sintering
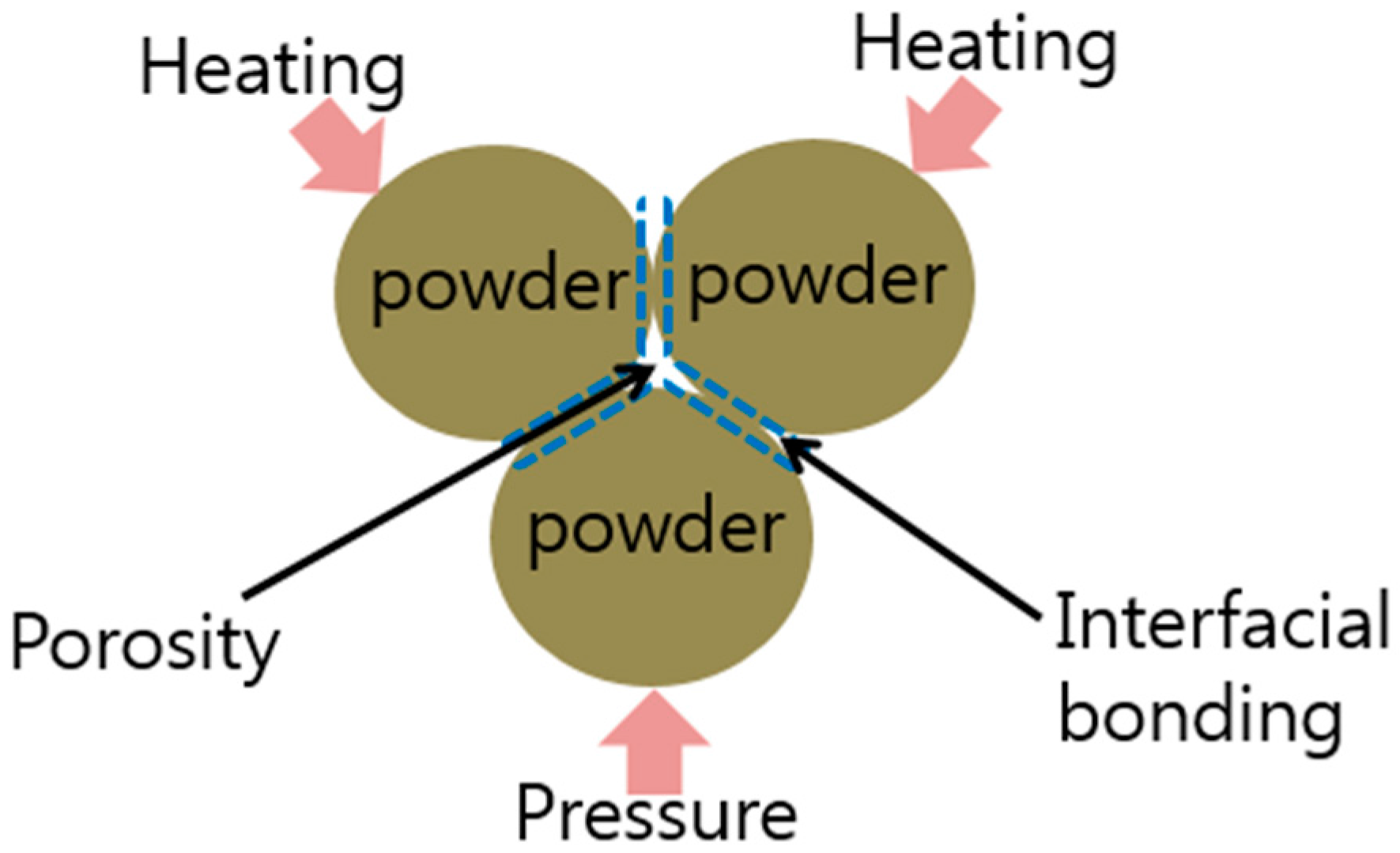
Generally, the strength of a billet formed at 35 MPa is low during cold-compaction of a pre-formed billet. The strength of the pre-formed billet is low because of the weak mechanical bonding resulting from the micro-pores between powders. Sintering supplements low wettability between composite material particles to a certain extent by a spreading movement. Additionally, particles are closely bound to each other, resulting in increased strength. Figure 3 shows the principles of sintering.
Sintering air pores by spreading atoms present on the surface of the MWCNTs powder during sintering process was expected to increase strength; therefore, in this study, sintering was performed after cold-compaction to increase sintering density. Wu et al. [11] achieved a hardness of 87.5 HV for the composite material Al6061-CNT that was sintered at 620 °C. Lee et al. [12] reported that when composite materials of 1 and 3 vol % CNTs/Al6061 were sintered at 580, 600, and 620 °C, the compressive strength of the specimen abruptly increased at 620 °C. The sintering experiment was conducted at a temperature of 620 °C, a retention time of 8 h, a heating/cooling rate of 5 °C/min given an argon gas supply flow of 1 L/min into the furnace, and a high temperature vacuum tube to prevent the oxidation of MWCNTs as per ASTM B925 standard [10].
2.4. Open-Die Forging
Cylindrical specimens with height of 19.0 mm, diameter of 12.7 mm, and height/diameter ratio (H/D) of 1.5 were prepared through cold-compacting and sintering [13]. Open-die forging was performed using a material tensile tester by setting strain at 0.05. The strain limit that occurred immediately prior to fracture of the material was determined, and the open-die forging process was implemented through secondary forming that ended immediately prior to material fracture. The billet was then measured to investigate changes in its density before and after open-die forging using the Archimedes’ principle. Vickers hardness was measured before and after open-die forging with a setting load of 200 gf. Additionally, pores were monitored in the forging direction as well as in the vertical direction of forging to observe changes in internal microstructure before and after forging.
Metallographic examination was performed in the longitudinal and vertical directions of the specimens. Grinding and polishing processes were first applied before the specimens were etched for 10–12 s with a diluted solution composed of 190 mL H2O, 5 mL HNO3, 3 mL HCL, and 2 HF. Thereafter, the microstructure, which represents the amount of Al (white phase) of each specimen, was captured using an optical microscope equipped with an image system.
3. Experimental Results and Discussion
3.1. Compaction Characteristics
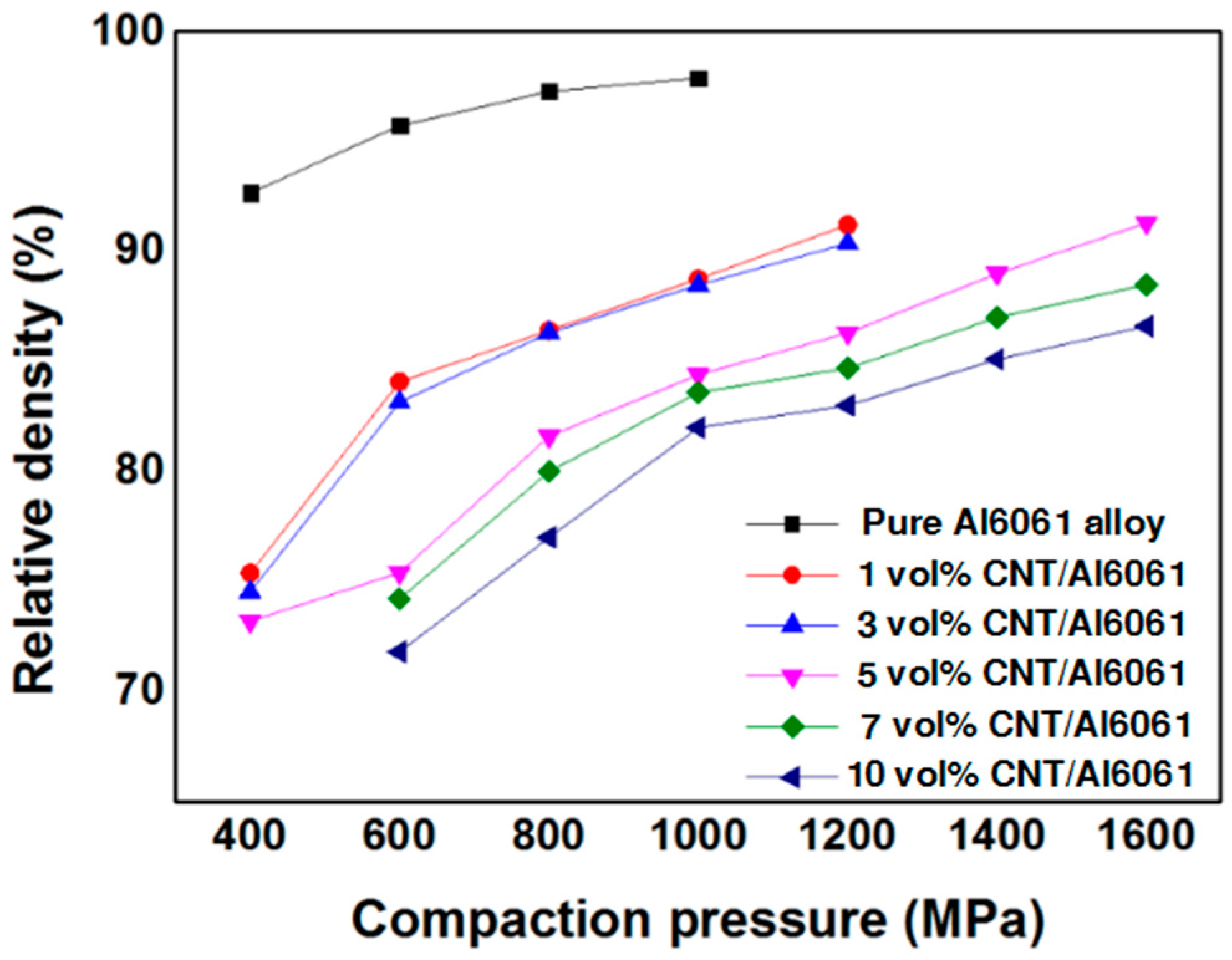
The results indicated that relative density based on compaction pressure at room temperature was prominently low, given the addition of MWCNTs, when compared with the green density of the existing Al6061 alloy. Figure 4 shows the relative densities with respect to pressure changes. The relative density of all condition gradually increased with increasing compaction pressure. The relative density gradually decreased with increasing MWCNT content under the same compaction pressure. At the same compaction pressure, the relative density of Al6061 was more than that of MWCNTs.
Showaiter and Youseffi [14] measured the relative density by performing a compression test using Al6061 alloy, the results showed similar trends to those of Figure 4. Lee and Kang [13] also conducted a compression test to prepare preforms for Al6061 alloy, 1 vol % MWCNTs, and 3 vol % MWCNTs. The relative density was measured while increasing the compaction pressure by 100 MPa from 300 to 1200 MPa. The results of their measurements are also shown in Figure 4.
The relative density of Al6061, 1 vol % MWCNTs, and 3 vol % CNT increased sharply when the compaction pressure increased from 400 to 600 MPa. From 600 MPa, the relative density was gradually increased. When the content of the CNT was more than 3%, the relative density tended to increase sharply when the compaction pressure was increased from 400 to 1000 MPa, while the increasing tendency of the relative density was slowed down from 1000 MPa. The relative density of Al6061 is more than 90%. However, if CNT is added at more than 1%, the relative density is reduced to lower than 90%. The relative density of 1 and 3 vol % MWCNTs showed the similar tendencies, while the relative density of 5, 7, and 10 vol % MWCNTs, though the amounts of the relative density were different each other, these were increased according to increases in the compaction pressure. When the compaction pressure was at 1000 MPa, the relative density of Al6061 was 97%, 87% for MWCNTs and 3 vol % MWCNTs, and lower than 82% for 5, 7, and 10 vol % MWCNTs, respectively. Whereas if CNT was added at 1% in the Al6061 alloy, the relative density was reduced by around 10%, and when CNT was added at 5%, the relative density was reduced by around 15%. This might be due to characteristics of high strength of CNT. It means that as the CNT content was increased, far higher pressure would be required for coagulation of Al6061 and CNT.
The relative density of 1 and 3 vol % MWCNTs was 84% with compaction pressure at 600 MPa, while the same relative density could be obtained with 5 vol % MWCNTs under the compaction pressure of 1000 MPa. Furthermore, the relative density 89% was obtained from 1 and 3 vol % MWCNTs under the compaction pressure 1200 MPa, while the same value was obtained from 5 vol % MWCNTs under the compaction pressure of 1600 MPa. Therefore, for 5 and 3 vol % MWCNTs to have the same relative density, the compaction pressure needs to be increased by 400 MPa.
A potential reason for the reduction in the relative density of the composite material with the increase in MWCNT content is the low wettability of aluminium and carbon nanotubes, which in turn hindered the uniform dispersion of reinforcement in the base material. Furthermore, an increase in the MWCNT content increased the contact surface between CNT tubes, leading to aggregation. Hence, micro-pores were present inside the sponge particles with inner air pores. The presence of these pores increased resistance towards forming, resulting in poor formability. However, the billet with air pores decreased the strength of the billet and also impaired formability. Specifically, inner air pores negatively impacted the dense nature of the composite material, thereby downgrading the mechanical properties of the billet.
3.2. Mechanical Properties after Sintering
The relative densities of the sintering specimens prepared according to compaction pressure changes were measured. The relative densities of the composite materials with MWCNT contents of 1, 3, 5, 7, and 10 vol % MWCNTs were increased by 7, 5, 4, 3, 2, and 0.3%, respectively, when compared with Al6061 alloy (compaction pressure of 1000 MPa and sintering temperature of 620 °C). The specimen formed under the compaction pressure of 1000 MPa was selected since its relative density reached a minimum value of 80%, when the MWCNT contents were 1–10 vol % under the compaction pressure of 1000 MPa. Considering high compaction pressure can cause die damage, or adhesion between the die and the material, a graphite lubricant was used during the experiment. As is widely known, an increase in compaction pressure removes specimen air pores and reduces billet volume, thereby increasing relative density. Figure 5 illustrates the changes in hardness before and after sintering the billet. The hardness gradually decreased as MWCNT content increased from 1 to 10 vol %. It was also observed that the density of the billet processed by sintering increased by ~5% as compared with that of the billet without sintering.
3.3. Open-Die Forging
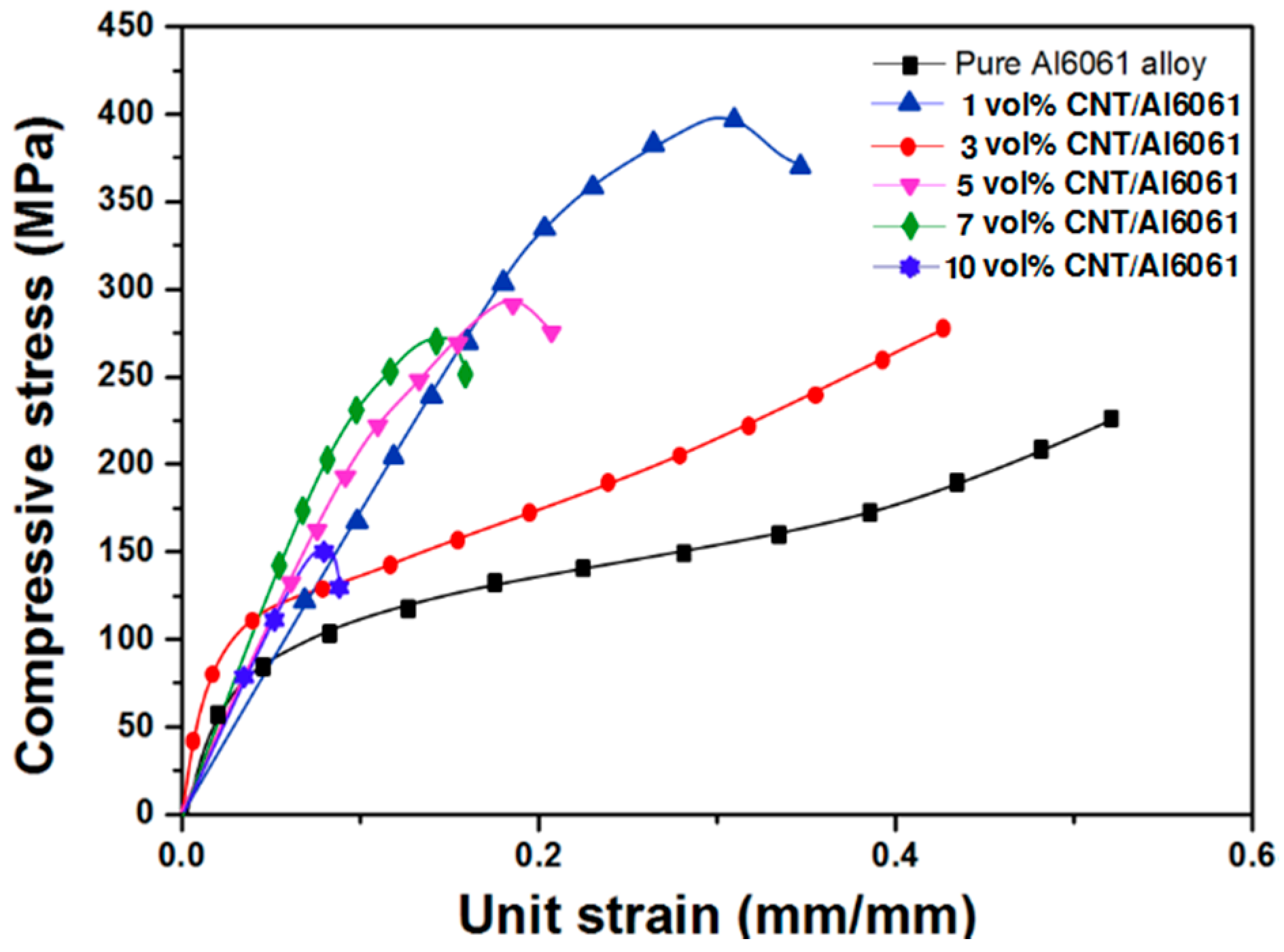
Compaction experiment was conducted on MWCNTs of 1, 3, 5, 7, and 10 vol %, and Al6061 alloy (compaction pressure of 1000 MPa, sintering temperature of 620 °C) following cold-compaction and sintering. Figure 6 shows the stress-strain curves for the specimens obtained from that compaction experiment. As shown by the stress-strain curves, the strain values at which fractures occurred in the MWCNTs of 5, 7, and 10 vol % corresponded to 0.17, 0.13, and 0.03, respectively. Moreover, it shows that strain tends to decrease as the MWCNT content increased. With respect to the Al6061 alloy, and the 1 and 3 vol % MWCNTs composites, fractures did not occur within the strain range of 0.03–0.3, and the strain continuously increased with increasing stress. Comparing readings from the graph, Al6061 has the highest strain of ~0.55, whereas the second highest was reached by the 3 vol % MWCNTs composite. In terms of stress, the 1 vol % MWCNTs composite sustained about 420 MPa compressive stress, whereas the peak compressive stresses of the 3, 5, and 7 vol % MWCNTs composites were almost similar. The 10 vol % MWCNTs has the lowest compressive stress and strain, as shown in the graph.
The compressive stress and strain of Al6061 alloy were 220 MPa and 0.55, respectively. Whereas, the compressive stress and strain of 1 vol % MWCNTs were 420 MPa and 0.37. Though the strain was somewhat reduced by adding CNT at 1%, the compressive stress was increased around two times. We could confirm that when CNC was added at 3%, resistance against initial strain could be further enhanced due to the reinforcing effect by CNT. The compressive stress of 3 vol % MWCNTs was lower by around 150 MPa than 1 vol % MWCNTs, but the strain was higher by around 0.1. It might be because 3 vol % MWCNTs has more porosities than 1 vol % MWCNTs, which makes strain occur more freely. When CNT was added at 3%, the strain was reduced a little, while the compressive stress could be improved. If CNT was added any further higher than 5%, the strain was sharply reduced due to higher carbon contents and large amount of porosities.
The results obtained in the compression test using Al6061 alloy by Showaiter and Youseffi [14] were also similar in Figure 6 in our study. The compressive stress with Al6061 alloy, 1 vol % CNT, and 3 vol % CNT by Lee and Kang [13] showed a similar trend though the magnitudes of compressive stress were different with different materials.
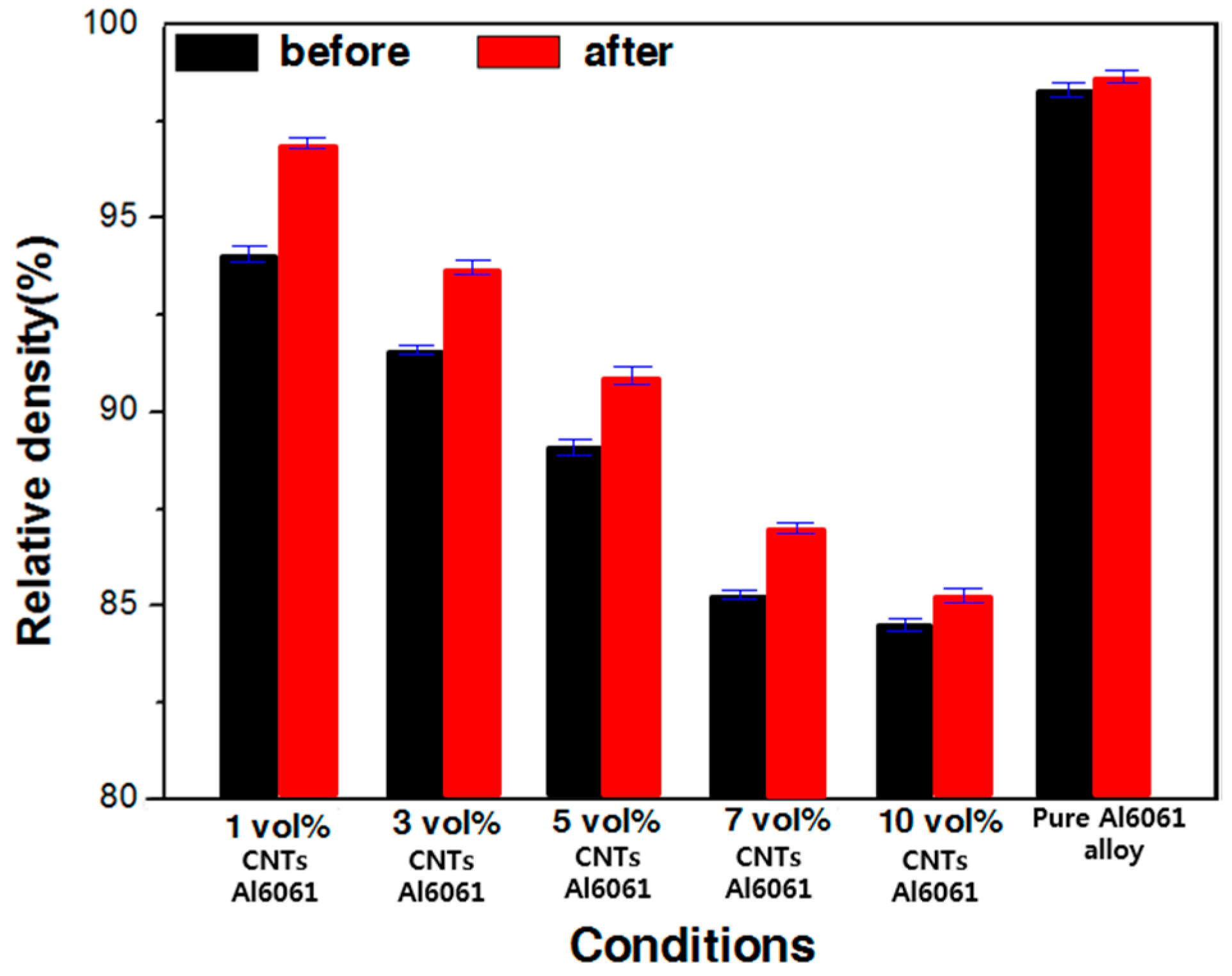
Figure 7 shows the changes in relative density with respect to changes in the volume of MWCNTs. It can be observed that relative density increased with increasing stress. However, there was a gradual decrease in the relative density increments when the MWCNT content was increased further. The reinforcement effect of the composite could be confirmed as dispersion, given the contents of MWCNTs in the range of 1–5 vol %. However, the MWCNTs aggregated with increasing MWCNT content, leading to a significant decrease in the mechanical properties. Specifically, for 10 vol % MWCNTs, strain significantly decreased and had an adverse effect on the reinforcement of the composite material. Additionally, MWCNTs were not uniformly dispersed when the MWCNT content increased, leading to the impaired formability of the composites.
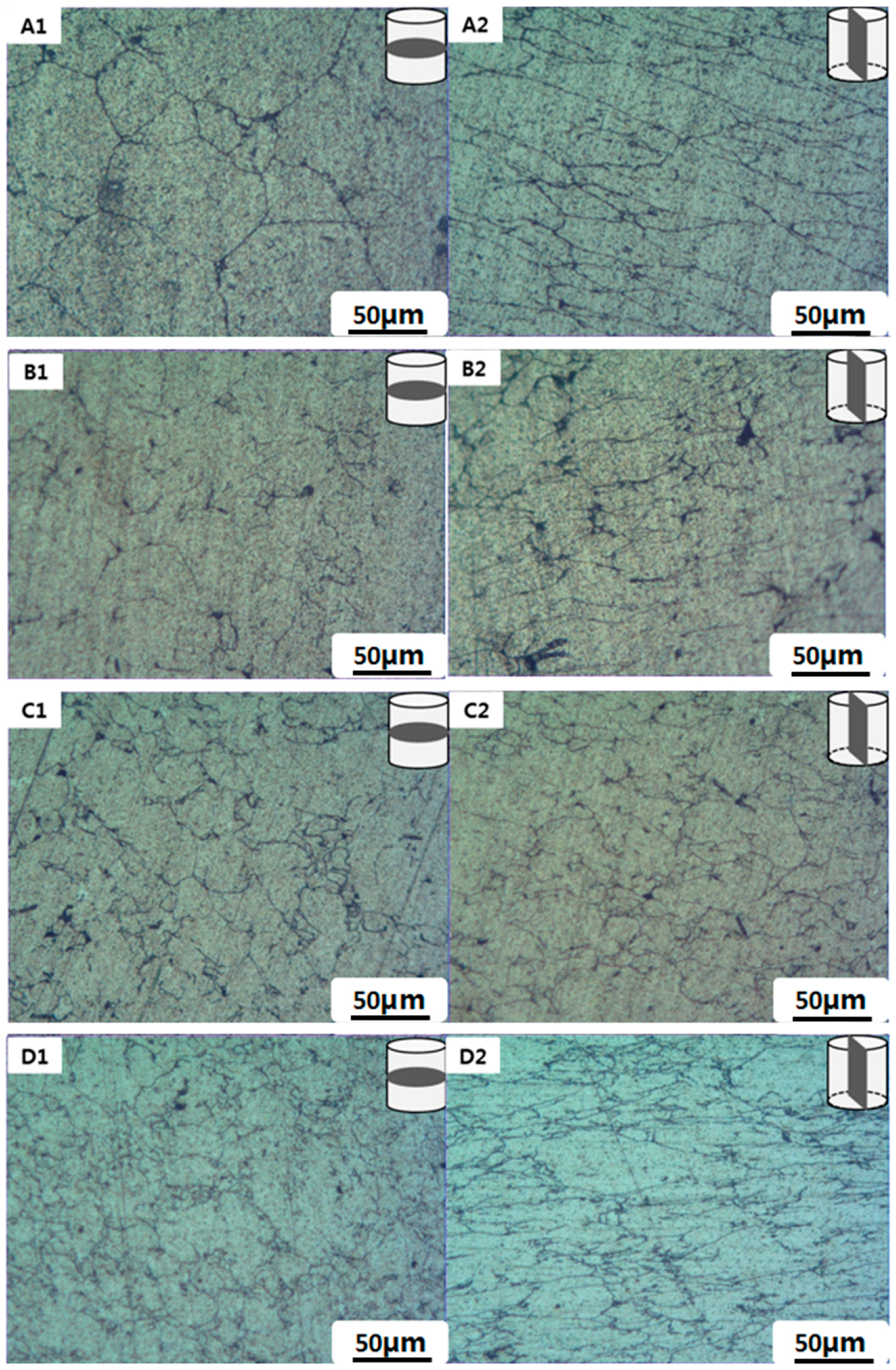
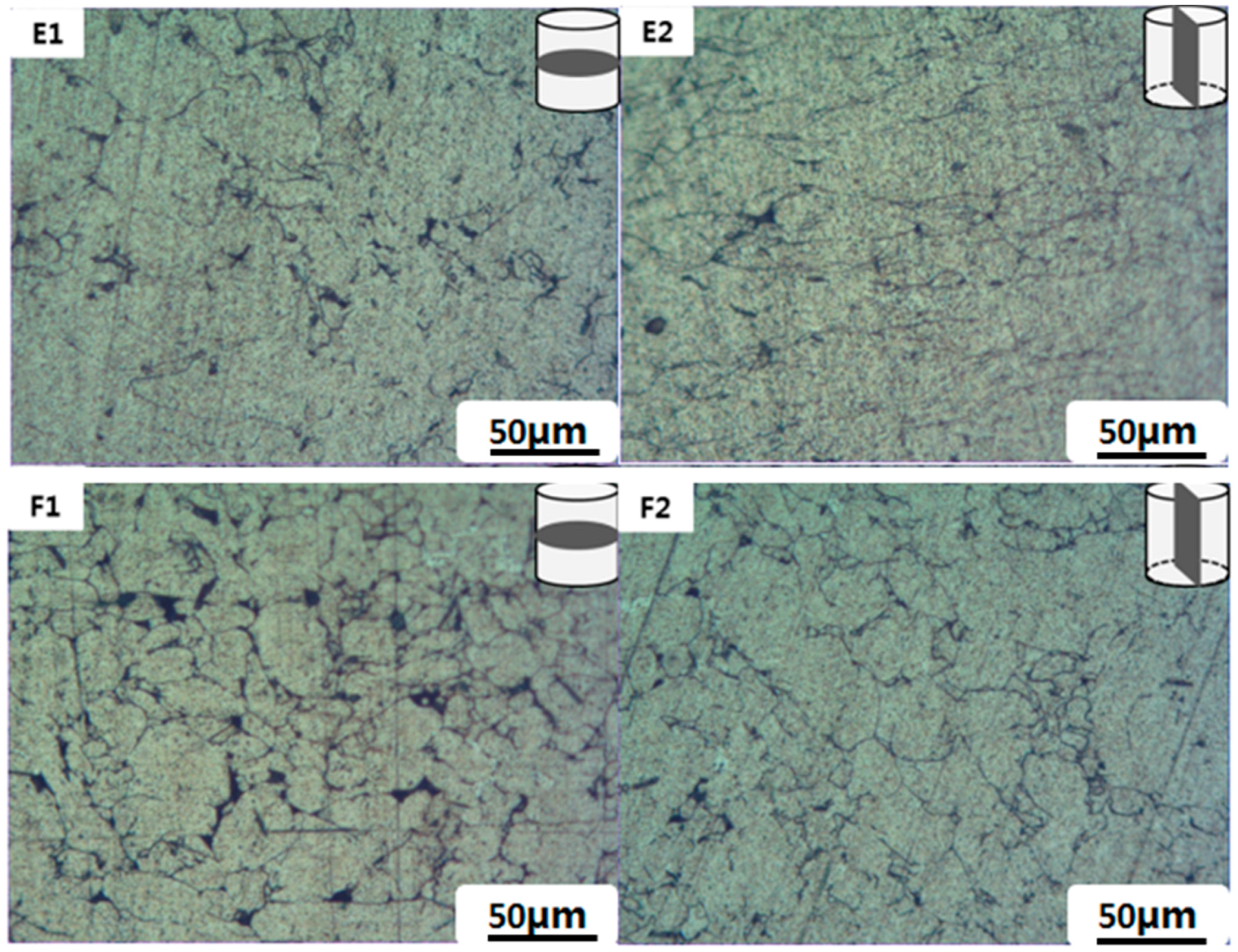
The microstructures in the longitudinal direction and vertical direction of the specimens prior to open-die forging (Figure 8) show that the density of Al6061 increased with decreasing number of air pores. Moreover, the number of air pores increased with increasing MWCNT content. Average grain sizes of Al phase measured by image analysis function. Al6061, 1, 3, 5, 7, and 10 vol % MWCNTs are, respectively, 55, 51, 48, 50, 49, and 52 um.
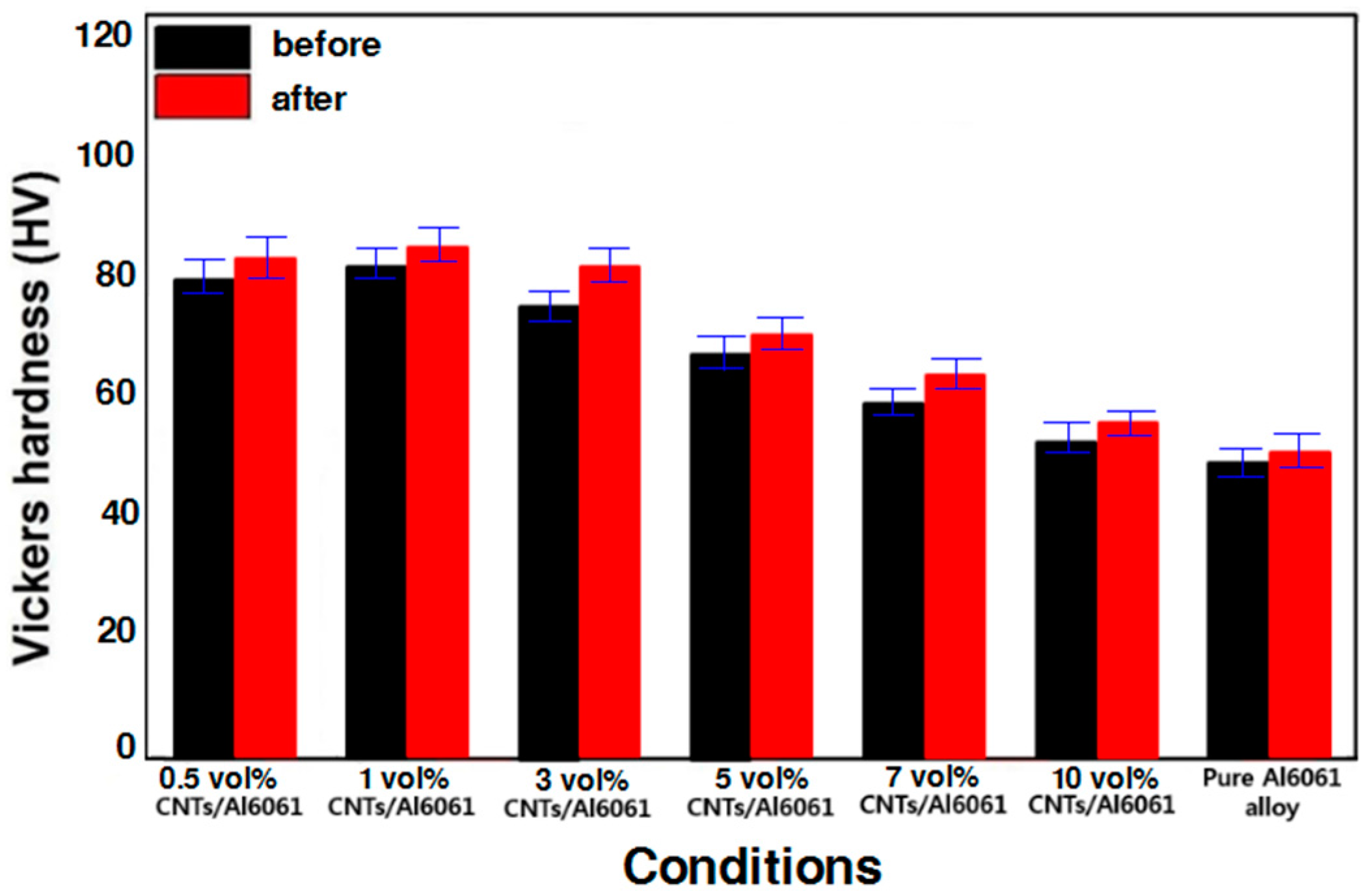
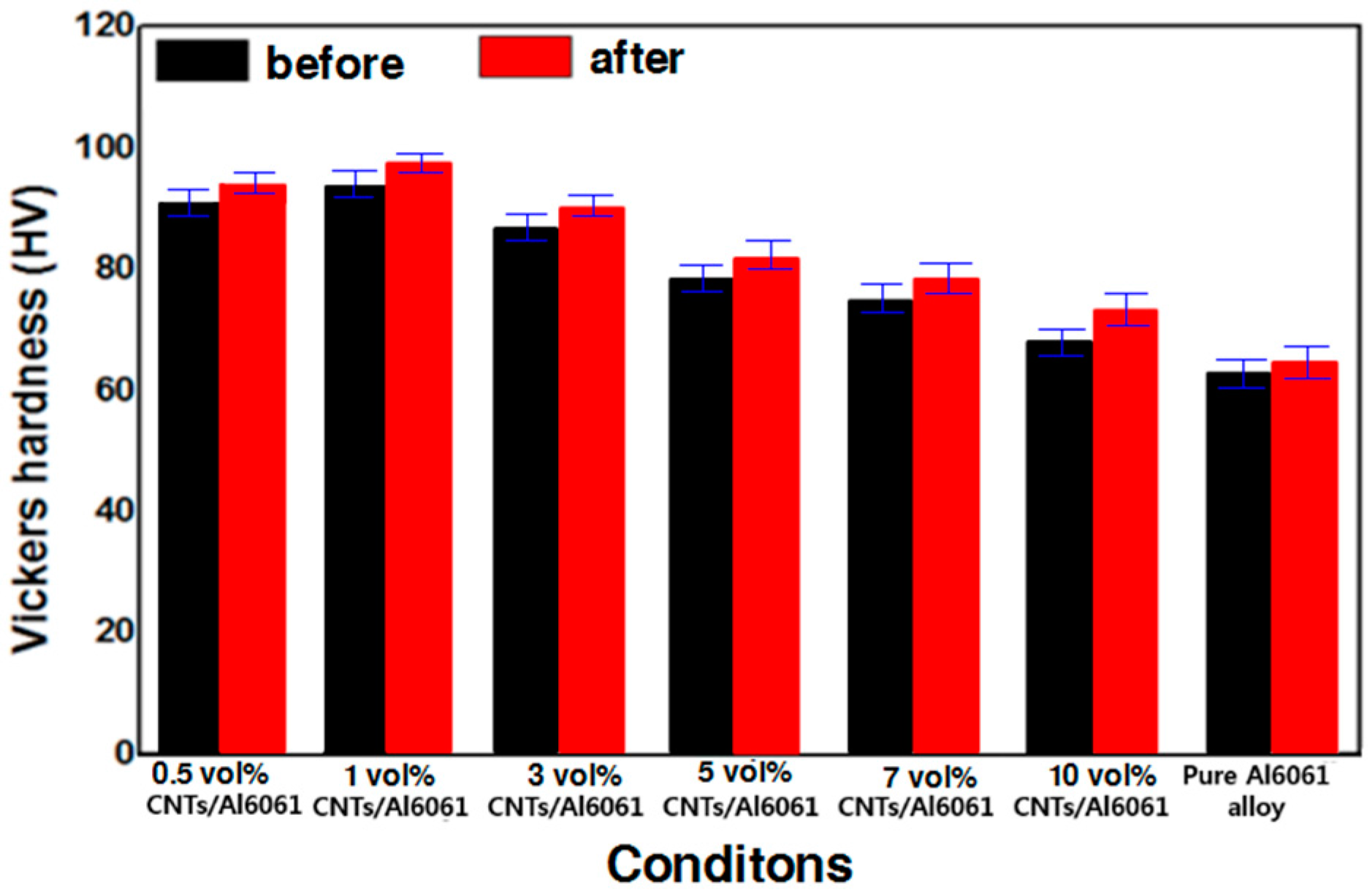
Figure 9 shows the hardness of the MWCNTs composite with respect to the volume changes of MWCNTs following open-die forging.
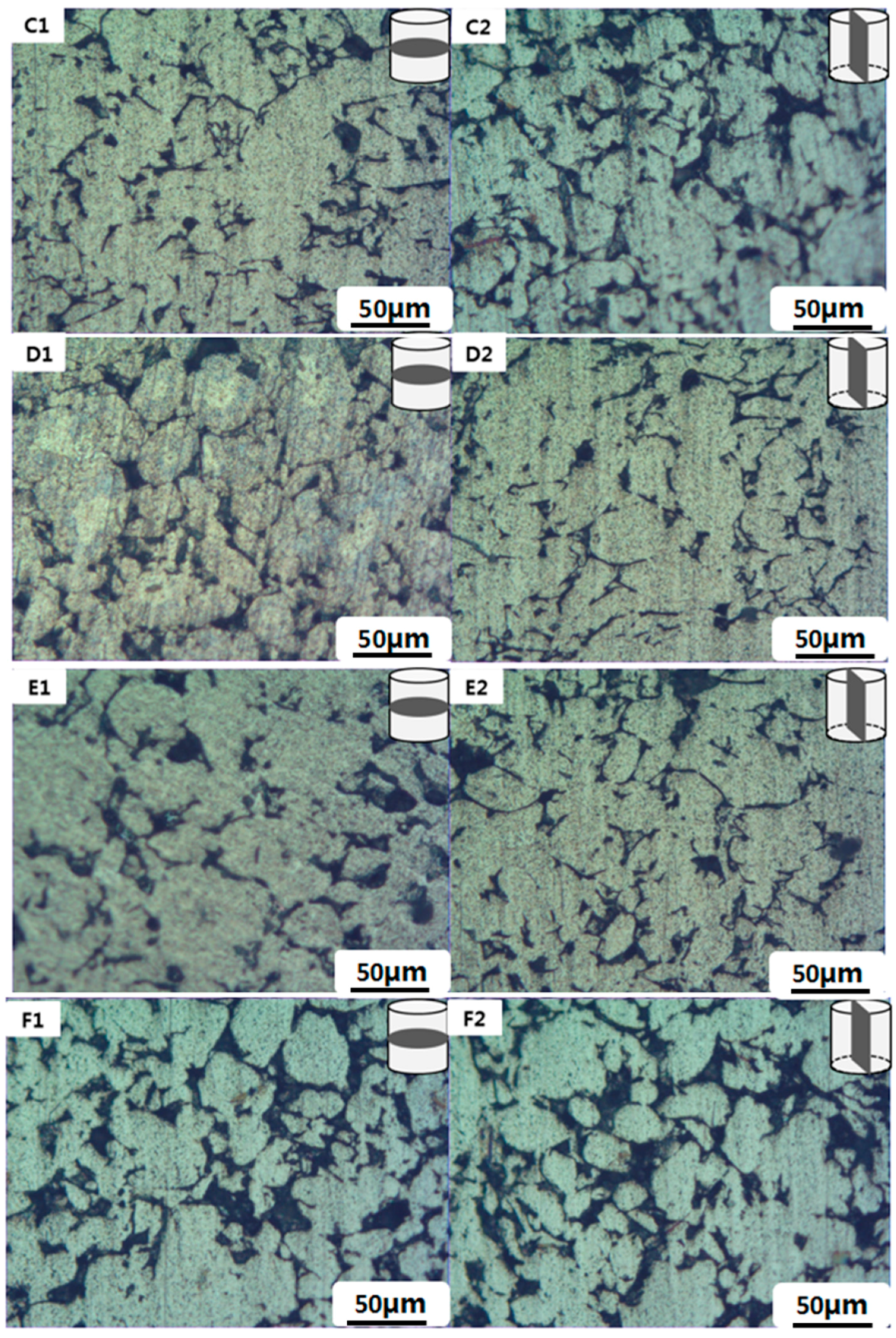
As indicated in the microstructure photos in Figure 10, the compacting effect on the specimens gradually decreased as the MWCNT content increased. In particular, the highest compacting effect was observed when the MWCNT content was 5 vol %. Therefore, the mechanical properties of the composite decreased because the compacting effect decreased as soon as the MWCNT content exceeded 5 vol % under the same compression stress conditions. The average grain size of the Al phase for Al6061 is 52 um. For MWCNTs, 1, 3, 5, 7, and 10 vol % MWCNTs are, respectively, 50, 47, 48, 49, and 51 um. The average grain sizes of Al phase were slightly decreased after open-die forging for all the six conditions. The reason for this might be the size reduction due to plastic deformation of the particles by die forging.
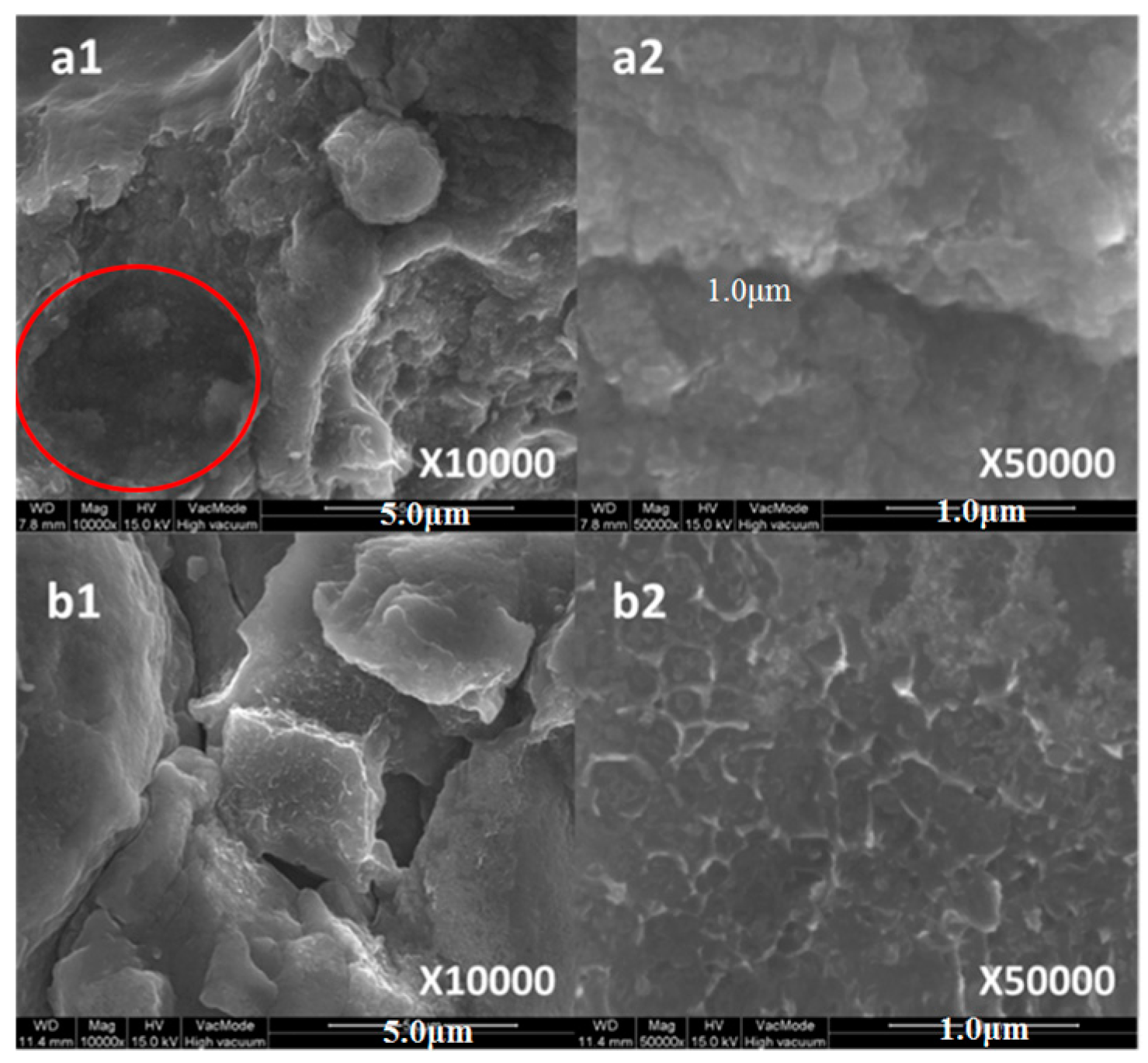
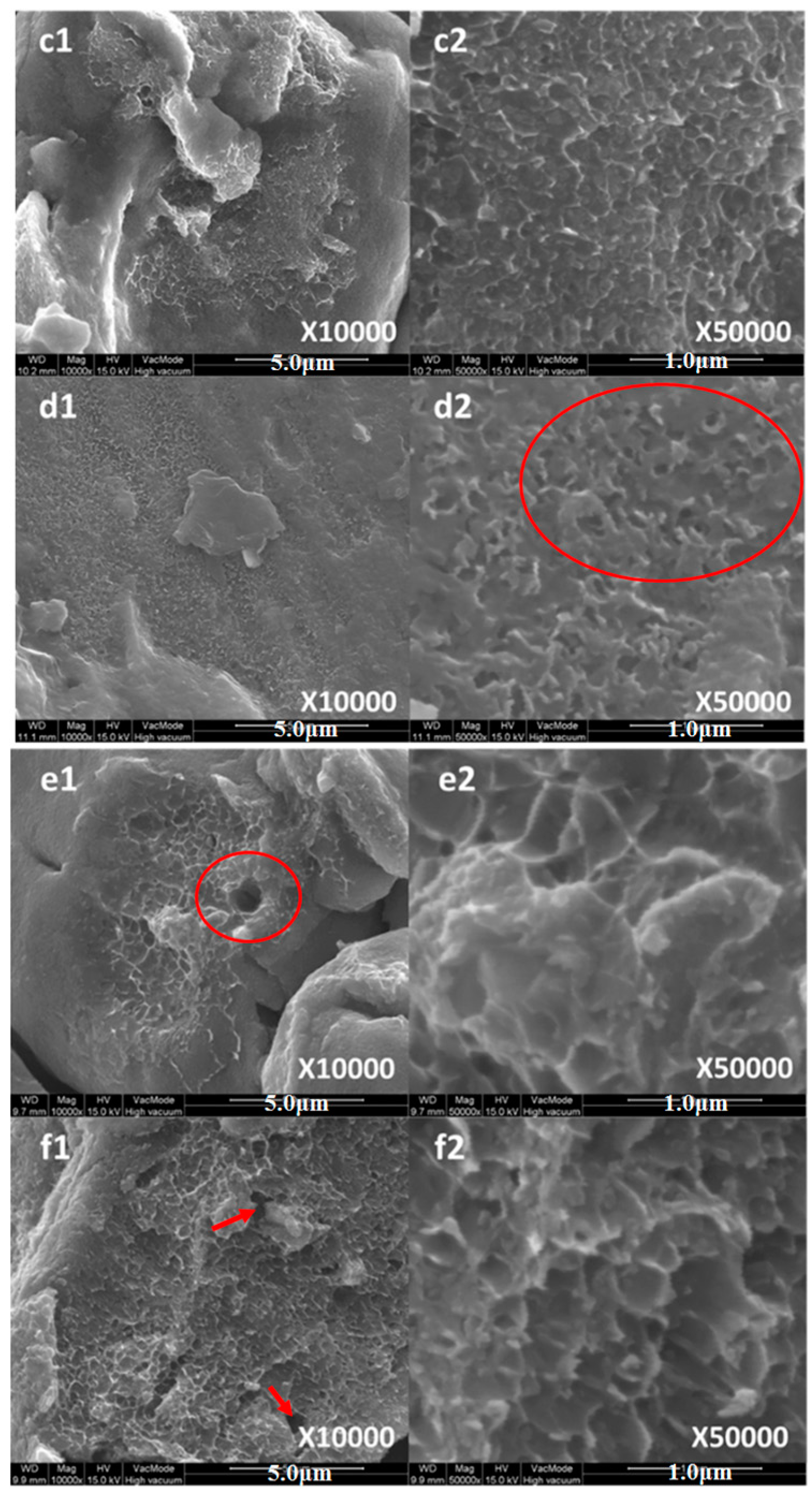
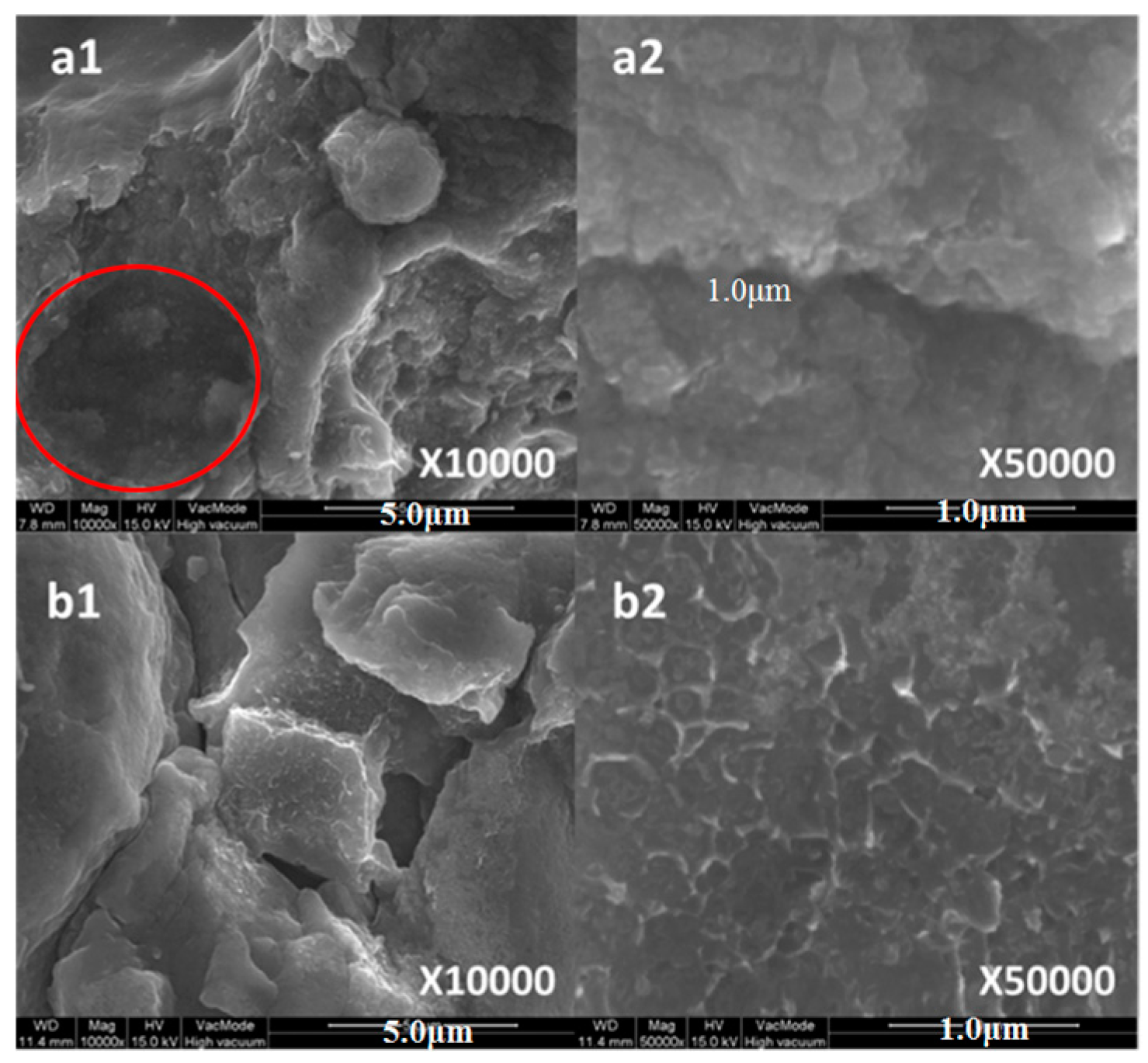
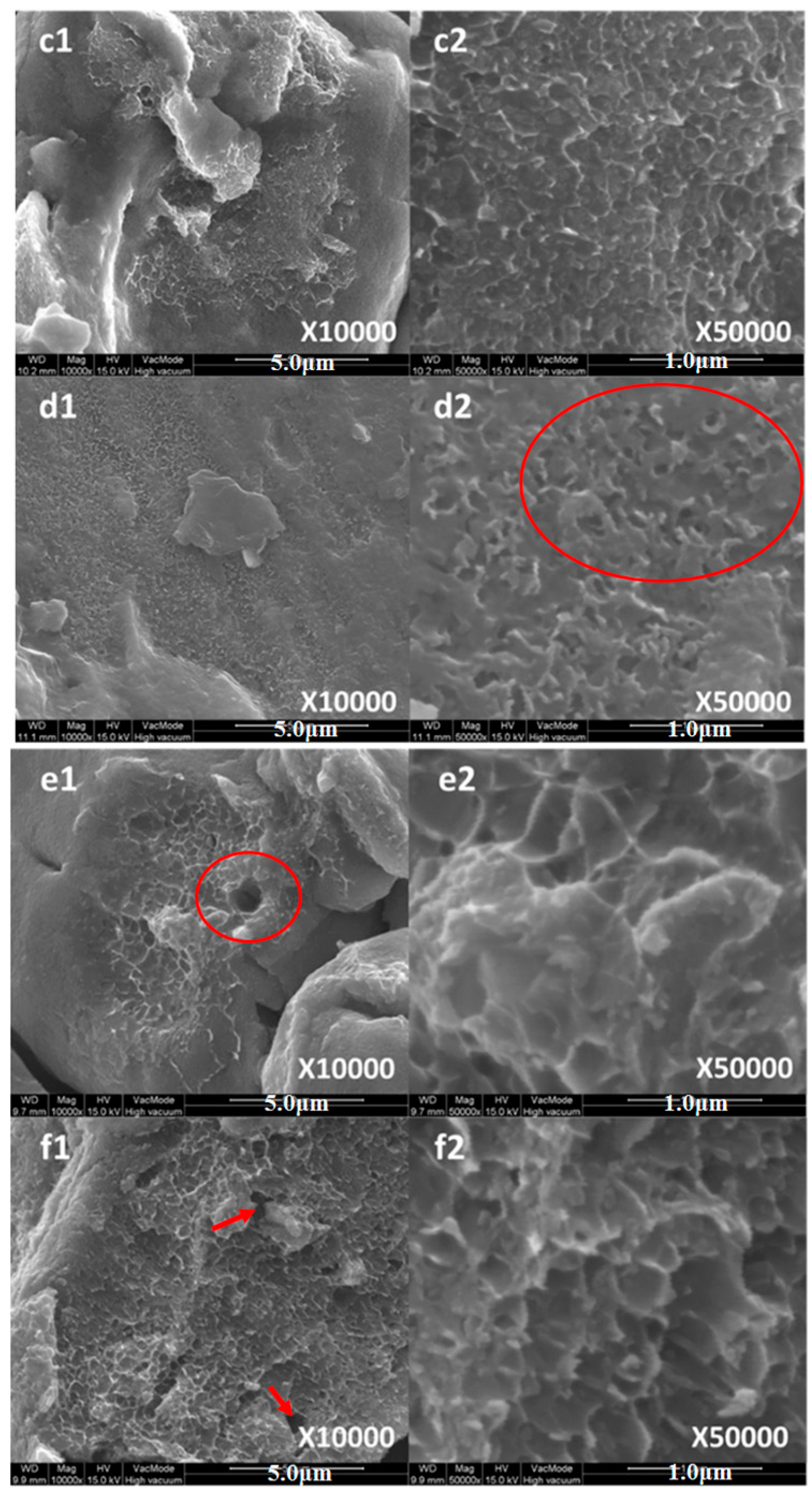
Figure 11 shows the fractured surfaces of Al6061 and MWCNTs with respect to MWCNT content. As observed in Figure 11, the cleavage dimple in the Al6061 alloy was large and deep, and a torn edge was clearly visible. As shown in Figure 11b,c, MWCNTs were uniformly dispersed inside the aluminium base material as MWCNT content increased. However, the dimples on the fractured surfaces were smaller and shallower when compared with the fracture surface shown in Figure 11a. Figure 11d shows that holes formed at the fractured surface of the composite when MWCNT content was 5 vol %, indicating brittleness. This was because increasing MWCNT content leads to a reinforcement effect of the MWCNTs and causes the composite to be easily aggregated and bound. Eventually, MWCNTs could not be efficiently dispersed inside the aluminium base material. The aggregated mass caused a defect in the composite and rendered a poor reinforcing effect of MWCNTs, leading to a downgrade in the mechanical properties of the composite. Figure 11e identifies prominent strength reduction in the contact interface between the MWCNTs and base material when the MWCNT content was 7 vol %. Fracture could occur in the base material as a result of the compressive stress. Figure 11f shows the prominent decrease in bonding at the interface between the MWCNTs and aluminium base material given that air pores at the contact interface between the base material and reinforcing material increased when the MWCNT content was 10 vol %. The air pores diminished the strength of the composite material, leading to abrupt increases in brittleness.
4. Conclusions
In this study, a composite material was prepared using Al6061 powder and various contents of MWCNTs powder (1, 3, 5, 7, and 10 vol %) under compressive stress conditions (400–1600 MPa). The composite materials were then subjected to an open-die forging experiment. The analysis data for relative density and hardness of the prepared composite materials include the following:
- (1)
- When MWCNT composite powder was processed with cold compaction, the compacting pressure exceeded what was required for Al6061 alloy. The required forming pressure also increased as MWCNT content increased. Specifically, the required minimum compacting pressure exceeded 600 MPa when the composite powder with 10 vol % CNTs/Al6061 was subjected to compaction at room temperature.
- (2)
- The relative density and hardness of MWCNTs composite material could be improved through the sintering process.
- (3)
- As MWCNT content increased, strain at the fracture point prominently decreased. In particular, the elongation was 0.45 when the MWCNT content was 1 vol %. Conversely, the compressive stress was extremely low (150 MPa) when the MWCNT content was 10 vol %, leading to abrupt decreases in the elongation of the material and sudden increases in brittleness, consequently impairing the formability of the composite.
- (4)
- The relative density and hardness of the composite increased after open-die forging, but the increments in relative density and hardness gradually decreased with increases in the MWCNT content.
- (5)
- The carbon composition of the MWCNTs composite experienced a significant increase when the MWCNT content exceeded 5 vol %, which resulted in higher material brittleness.
Acknowledgments
This work was supported by a National Research Foundation of Korea (NRF) grant funded by the Korea government (MSIP) through GCRC-SOP (No. 2011-0030013).
Author Contributions
Hyung Yoon Seo and Long Rui Jiang designed the experiment tools and performed the experiment. Chul Kyu Jin and Chung Gil Kang analysed the experimental results, whereas Chul Kyu Jin maintained and examined them. All authors have contributed to the discussions as well as revisions.
Conflicts of Interest
The authors declare no conflict of interest.
References and Notes
- Iijima, S. Helical microtubules of graphitic carbon. Nature 1991, 354, 56–58. [Google Scholar] [CrossRef]
- Krishnan, A.; Dujardin, E.; Ebbesen, T.W.; Yianilos, P.N.; Treacy, M.M.J. Young’s modulus of single-walled nanotubes. Phys. Rev. B 1998, 58, 14013–14019. [Google Scholar] [CrossRef]
- Yu, M.F.; Files, B.S.; Arepalli, S.; Ruoff, R.S. Tensile loading of ropes of single wall carbon nanotubes and their mechanical properties. Phys. Rev. Lett. 2000, 84, 5552–5555. [Google Scholar] [CrossRef] [PubMed]
- Yu, M.F.; Oleg, L.; Dyer, M.J.; Katerina, M.; Kelly, T.F.; Ruoff, R.S. Strength and breaking mechanism of multiwalled carbon nanotubes under tensile load. Science 2000, 287, 637–640. [Google Scholar] [CrossRef] [PubMed]
- Perez-Bustamante, R.P.; Estrada-Guel, I.; Amézaga-Madrid, P.; Miki-Yoshida, M.; Herrera-Ramirez, J.M.; Martinez-Sanchez, R. Microstructural characterization of Al-MWCNT composites produced by mechanical milling and hot extrusion. J. Alloys Compd. 2010, 495, 399–402. [Google Scholar] [CrossRef]
- Kown, H.S.; Leparoux, M. Hot extruded carbon nanotube reinforced aluminum matrix composite materials. Nanotechnology 2012, 239, 415701–415710. [Google Scholar] [CrossRef] [PubMed]
- Kuzumaki, T.; Miyazawa, K.; lchinose, H. Processing of Carbon Nanotube Reinforced Aluminum Composite. Mater. Res. 1998, 13, 2445–2449. [Google Scholar] [CrossRef]
- ASTM B925-08, Standard practices for production and preparation of powder metallurgy (PM) Test Specimens, American Society for Testing and Materials, West Conshohocken, PA, USA.
- ASTM B331-95, Standard test method for compressibility of metal powders in uniaxial compaction, American Society for Testing and Materials, West Conshohocken, PA, USA.
- ASTM B962-13, Standard test methods for density of compacted or sintered powder metallurgy (PM) products using Archimedes’ principle, American Society for Testing and Materials, West Conshohocken, PA, USA.
- Wu, Y.F.; Kim, G.Y. Carbon nanotube reinforced aluminum composite fabricated by semi-solid powder process. J. Mater. Process. Technol. 2011, 211, 1341–1347. [Google Scholar] [CrossRef]
- Lee, C.H.; Kang, C.G. Fabrication and upsetting of Al6061 aluminum metal matrix composite with carbon nanotube reinforcement. Asian J. Chem. 2014, 26, 5720–5724. [Google Scholar]
- ASTM D695-10, Standard test method for compressive properties of rigid plastics, American Society for Testing and Materials, West Conshohocken, PA, USA.
- Showaiter, N.; Youseffi, M. Compaction, sintering and mechanical properties of elemental 6061 Al power with and without sintering aids. Mater. Des. 2008, 28, 752–762. [Google Scholar] [CrossRef]
Figure 1.
(a) Transmission electron microscopy (TEM) micrographs of pristine multi-walled carbon nanotubes (red square : 20 times magnification); (b) scanning electron microscopy (SEM) images of Al6061 and (c) SEM images of MWCNTs mixture powder.
Figure 1.
(a) Transmission electron microscopy (TEM) micrographs of pristine multi-walled carbon nanotubes (red square : 20 times magnification); (b) scanning electron microscopy (SEM) images of Al6061 and (c) SEM images of MWCNTs mixture powder.
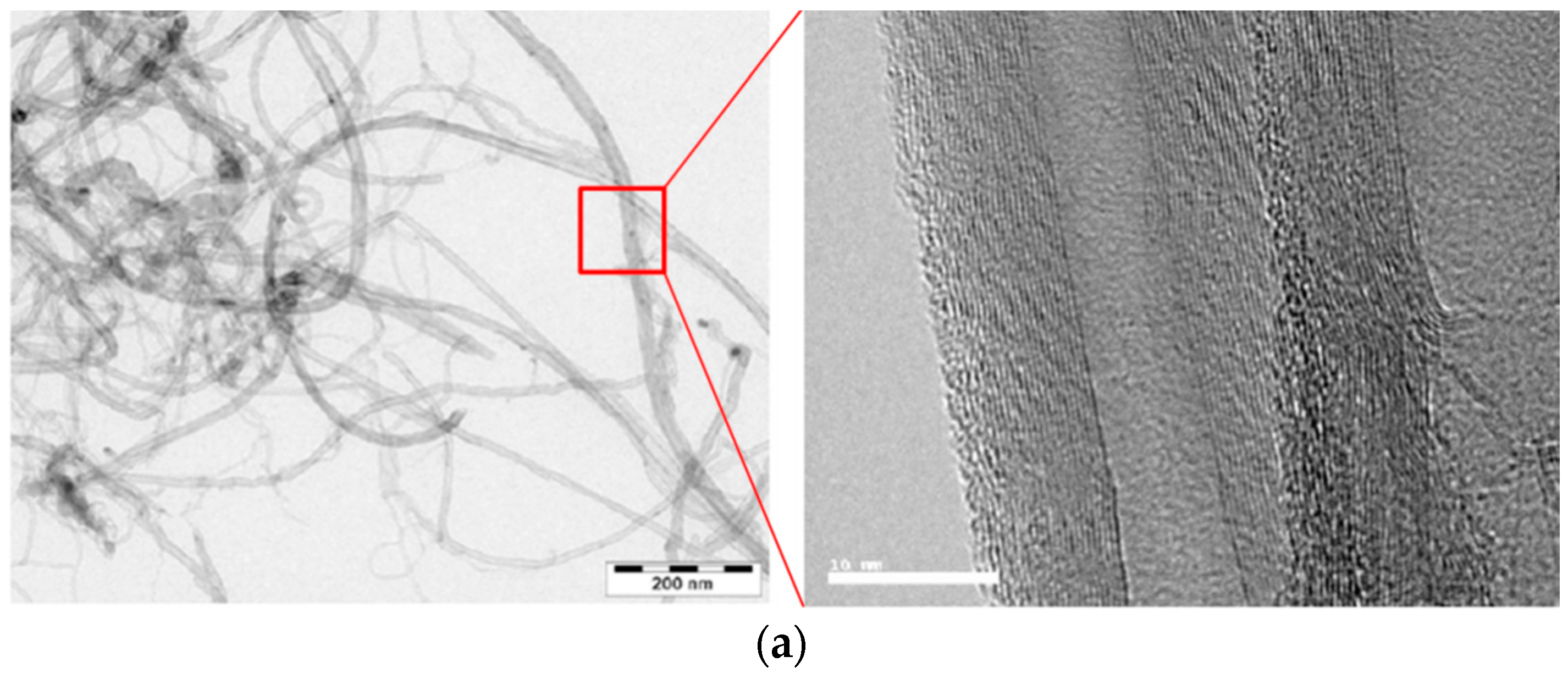
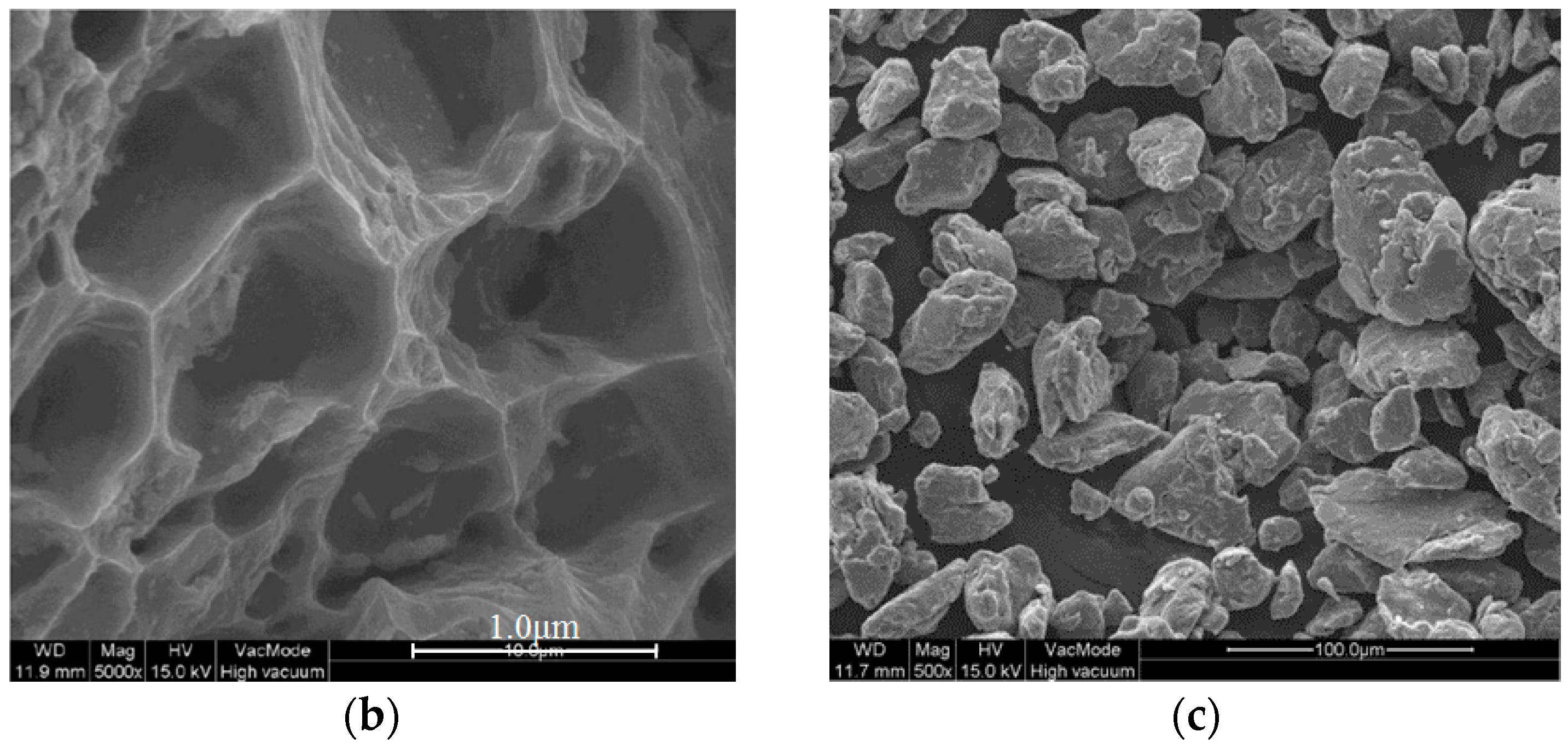
Figure 2.
(a) Cold-compaction process; (b) equipment (unit: mm); and (c) billet.
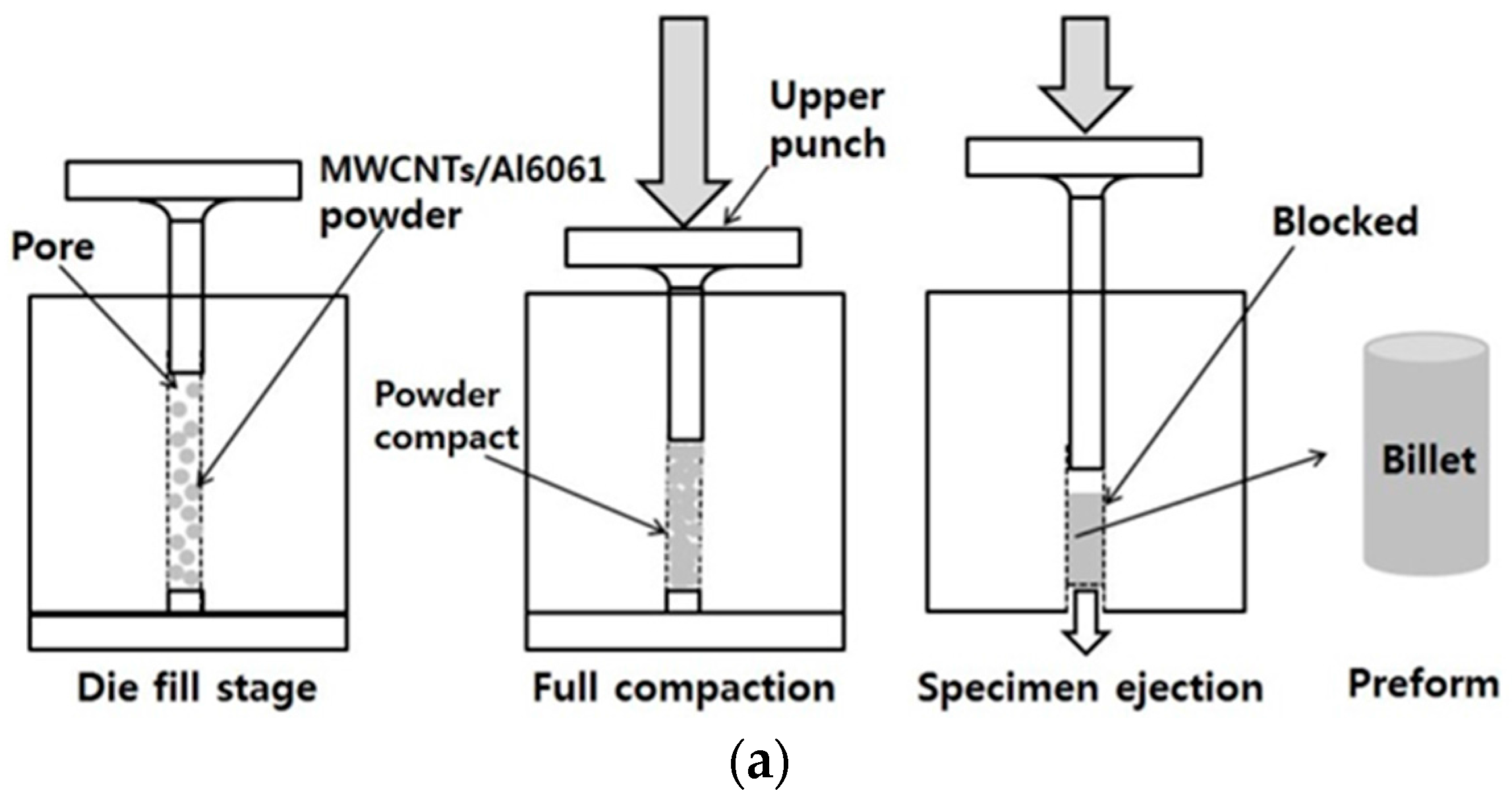

Figure 3.
Schematic of sintering process.
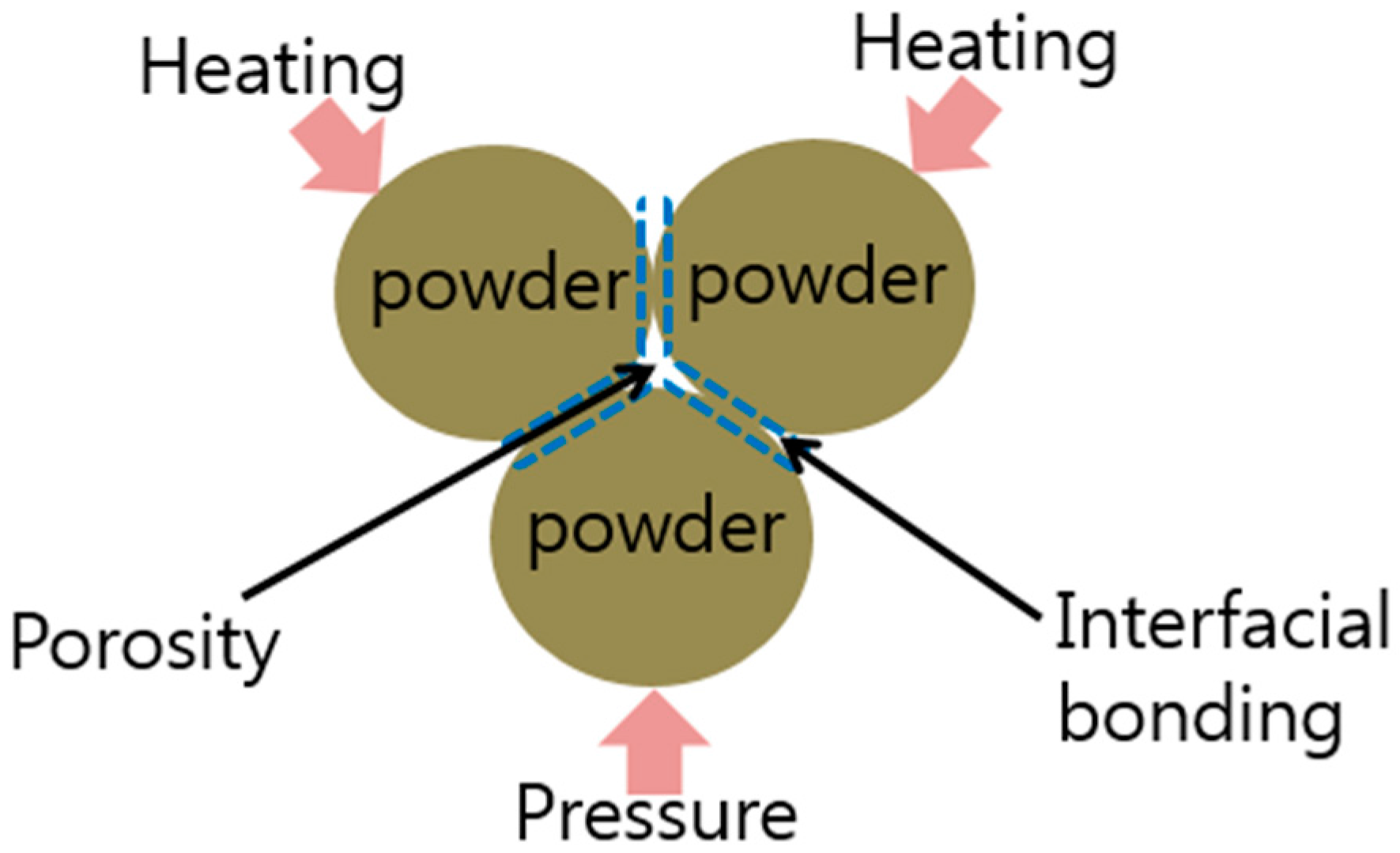
Figure 4.
Change phenomenon in the relative density of each material depending on compaction pressure.
Figure 4.
Change phenomenon in the relative density of each material depending on compaction pressure.
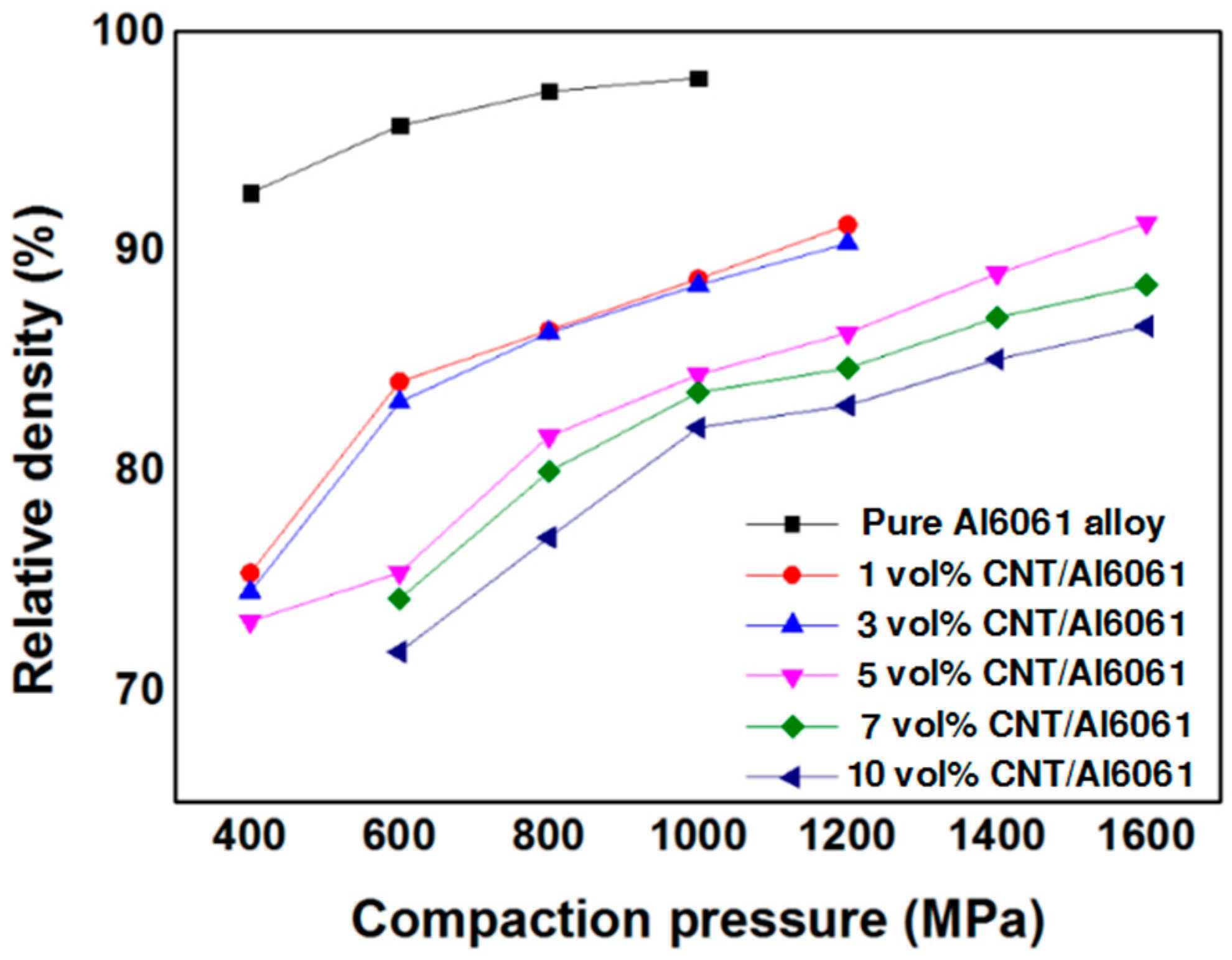
Figure 5.
Vickers hardness of cross sections in the direction of compaction before and after sintering (compaction pressure: 1 GPa; sintering temperature: 620 °C).
Figure 5.
Vickers hardness of cross sections in the direction of compaction before and after sintering (compaction pressure: 1 GPa; sintering temperature: 620 °C).
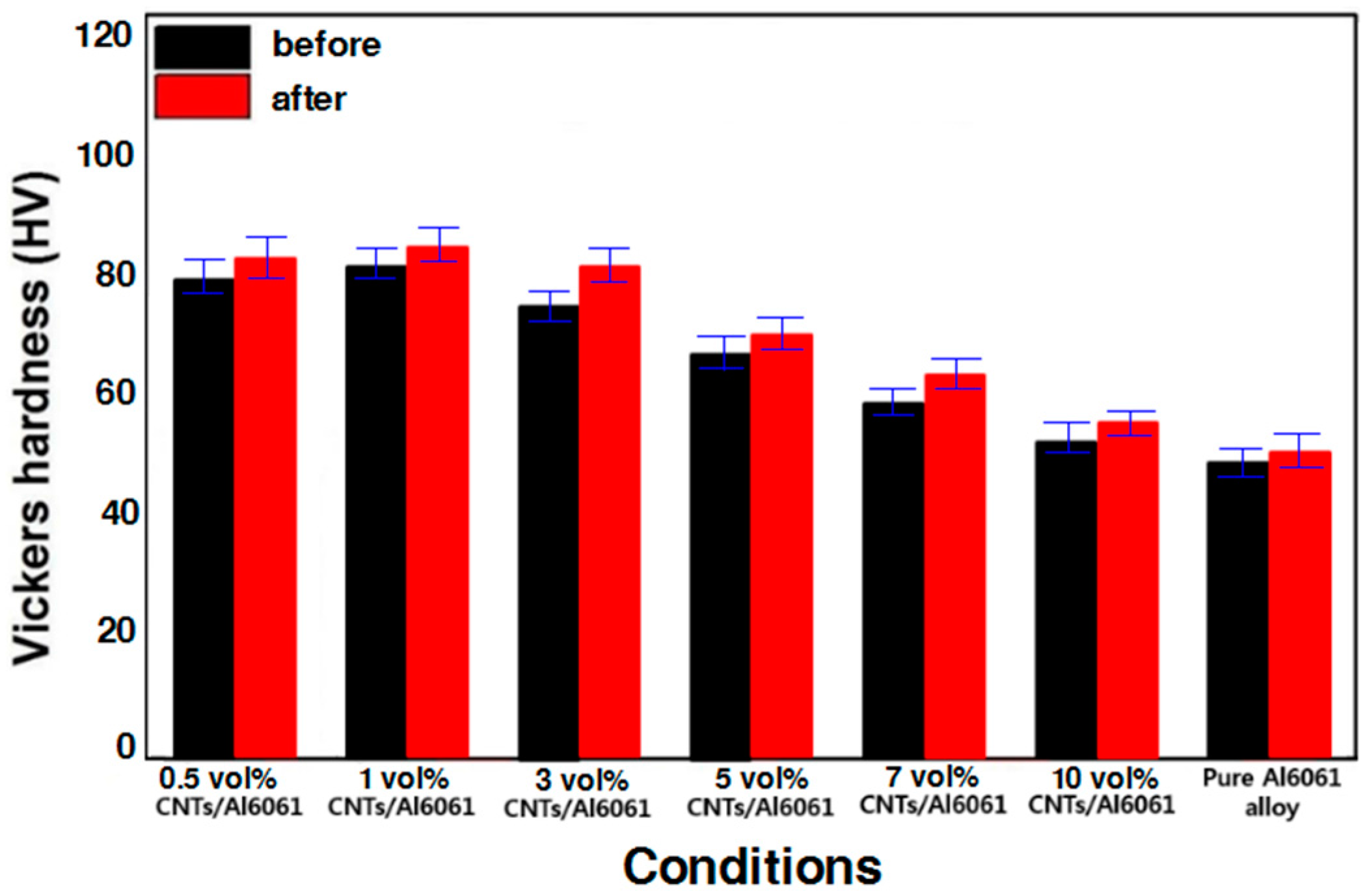
Figure 6.
Compressive stress-strain curve of each material (compaction pressure: 1 GPa; sintering temperature: 620 °C).
Figure 6.
Compressive stress-strain curve of each material (compaction pressure: 1 GPa; sintering temperature: 620 °C).
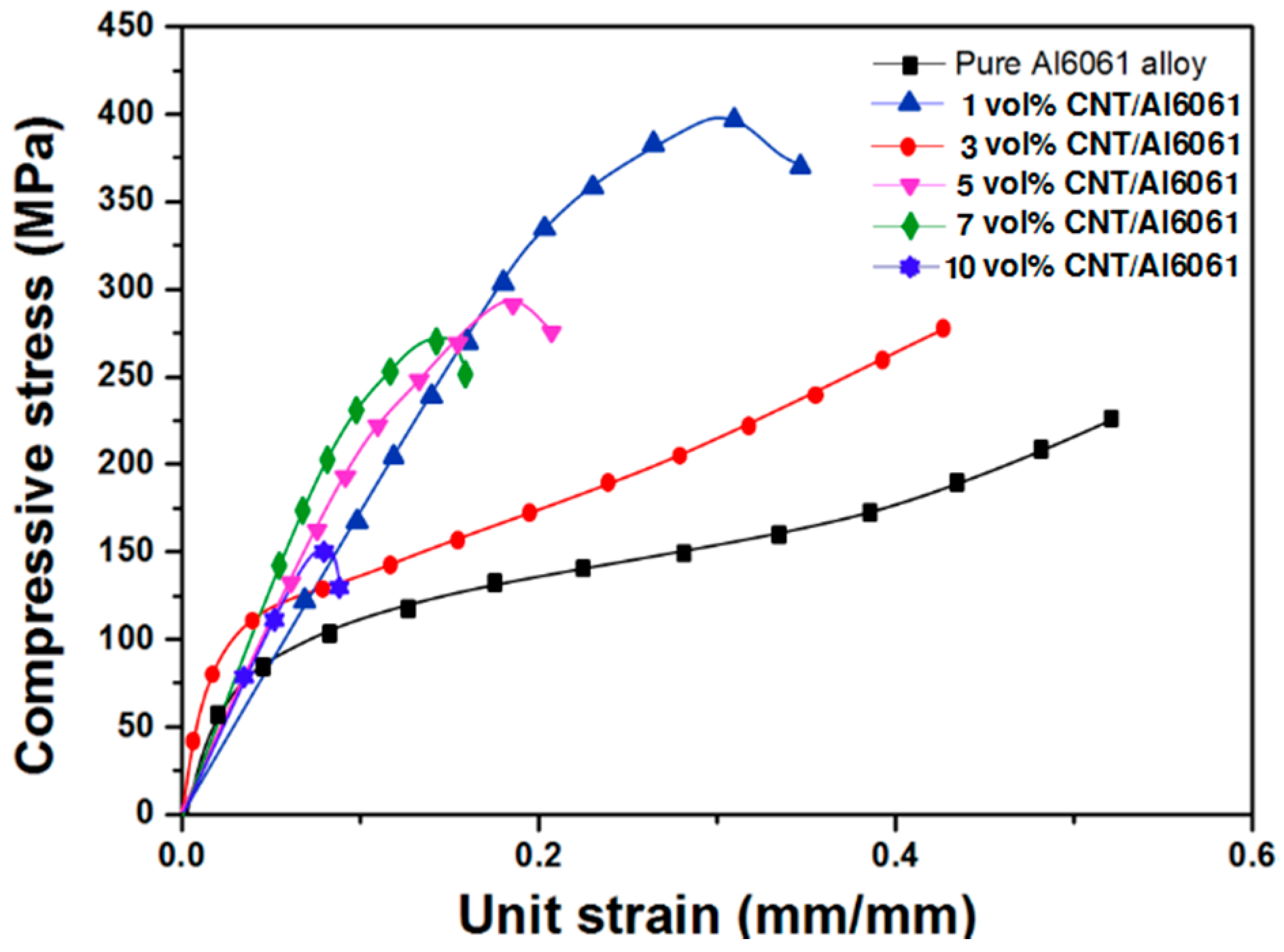
Figure 7.
Change phenomenon of relative density before and after open-die forging (compaction pressure: 1 GPa; sintering temperature: 620 °C).
Figure 7.
Change phenomenon of relative density before and after open-die forging (compaction pressure: 1 GPa; sintering temperature: 620 °C).
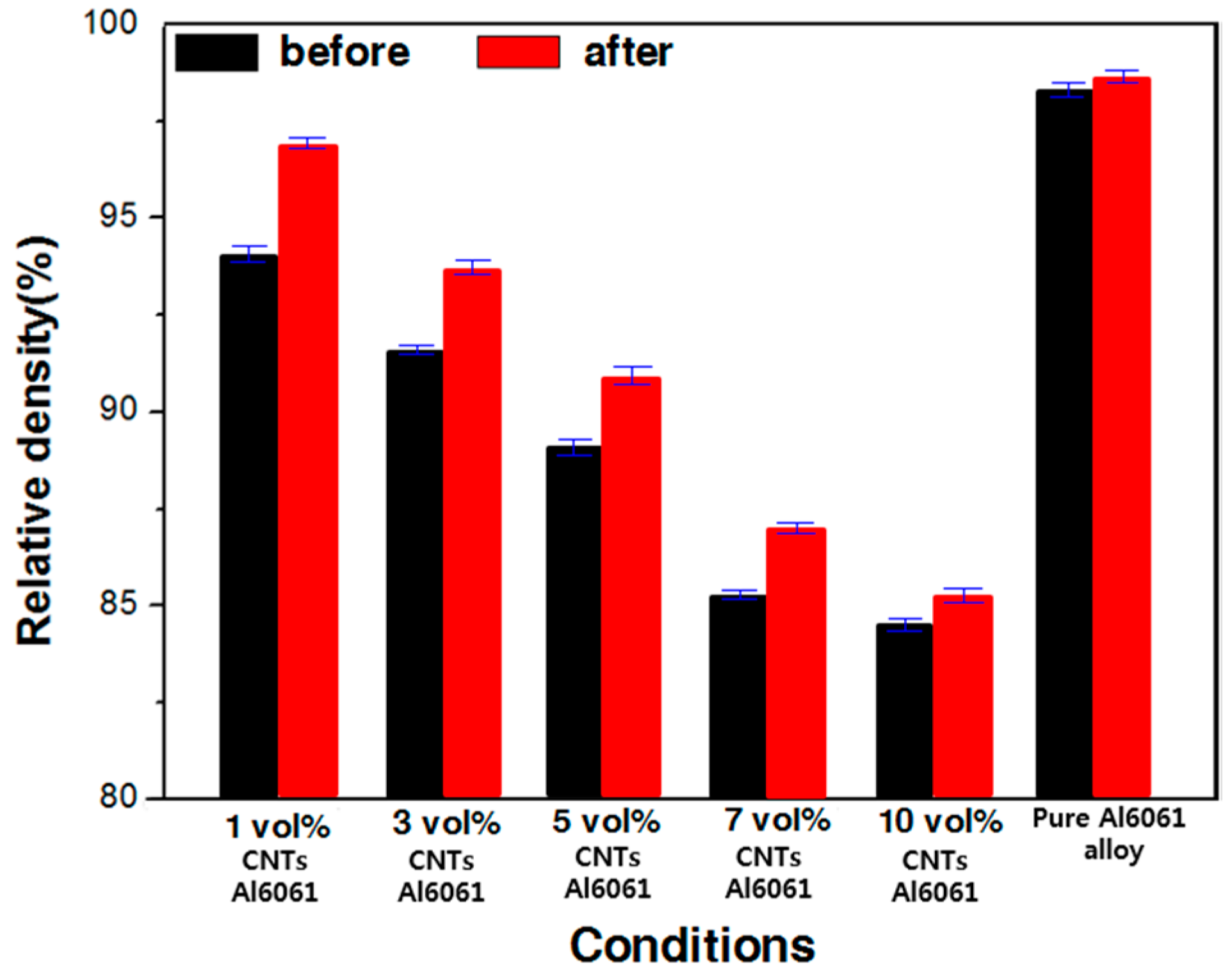
Figure 8.
Microstructure for variation of MWCNTs volume fraction before open-die forging ((Al,A2) Al6061; (B1,B2) 1 vol %; (C1,C2) 3 vol %; (D1,D2) 5 vol %; (E1,E2) 7 vol %; (F1,F2) 10 vol %).
Figure 8.
Microstructure for variation of MWCNTs volume fraction before open-die forging ((Al,A2) Al6061; (B1,B2) 1 vol %; (C1,C2) 3 vol %; (D1,D2) 5 vol %; (E1,E2) 7 vol %; (F1,F2) 10 vol %).
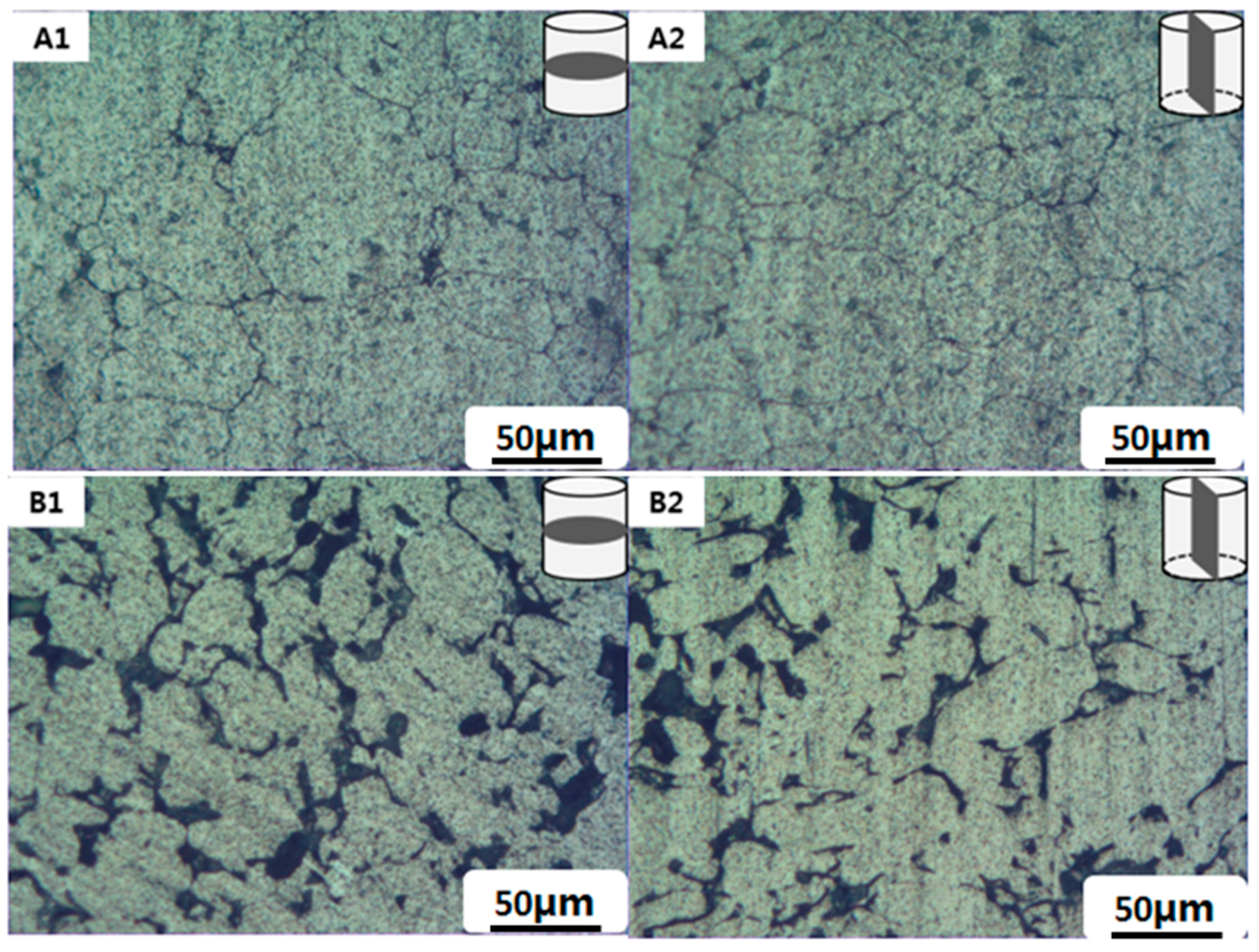
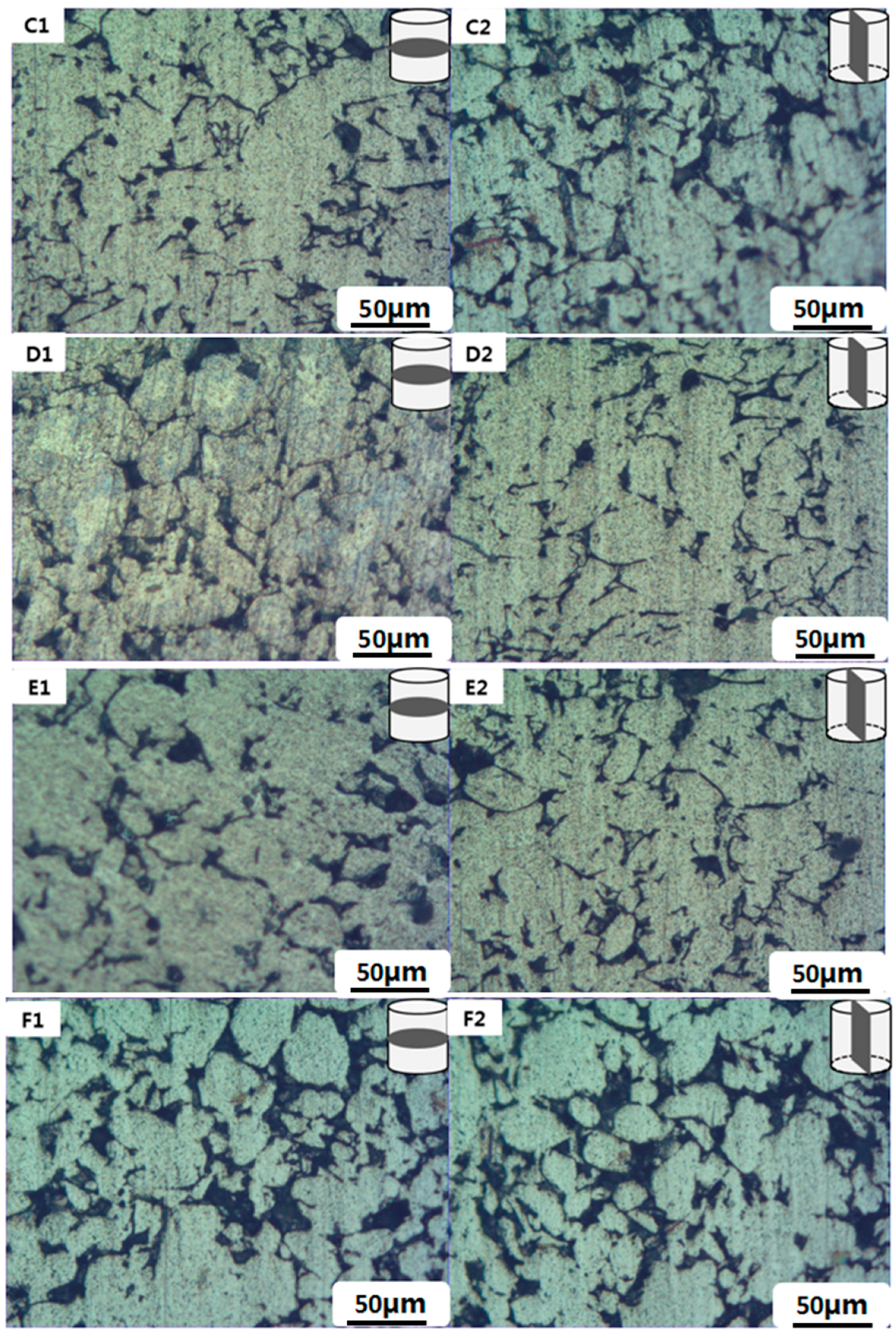
Figure 9.
Vickers hardness in the direction of compaction after open-die forging.
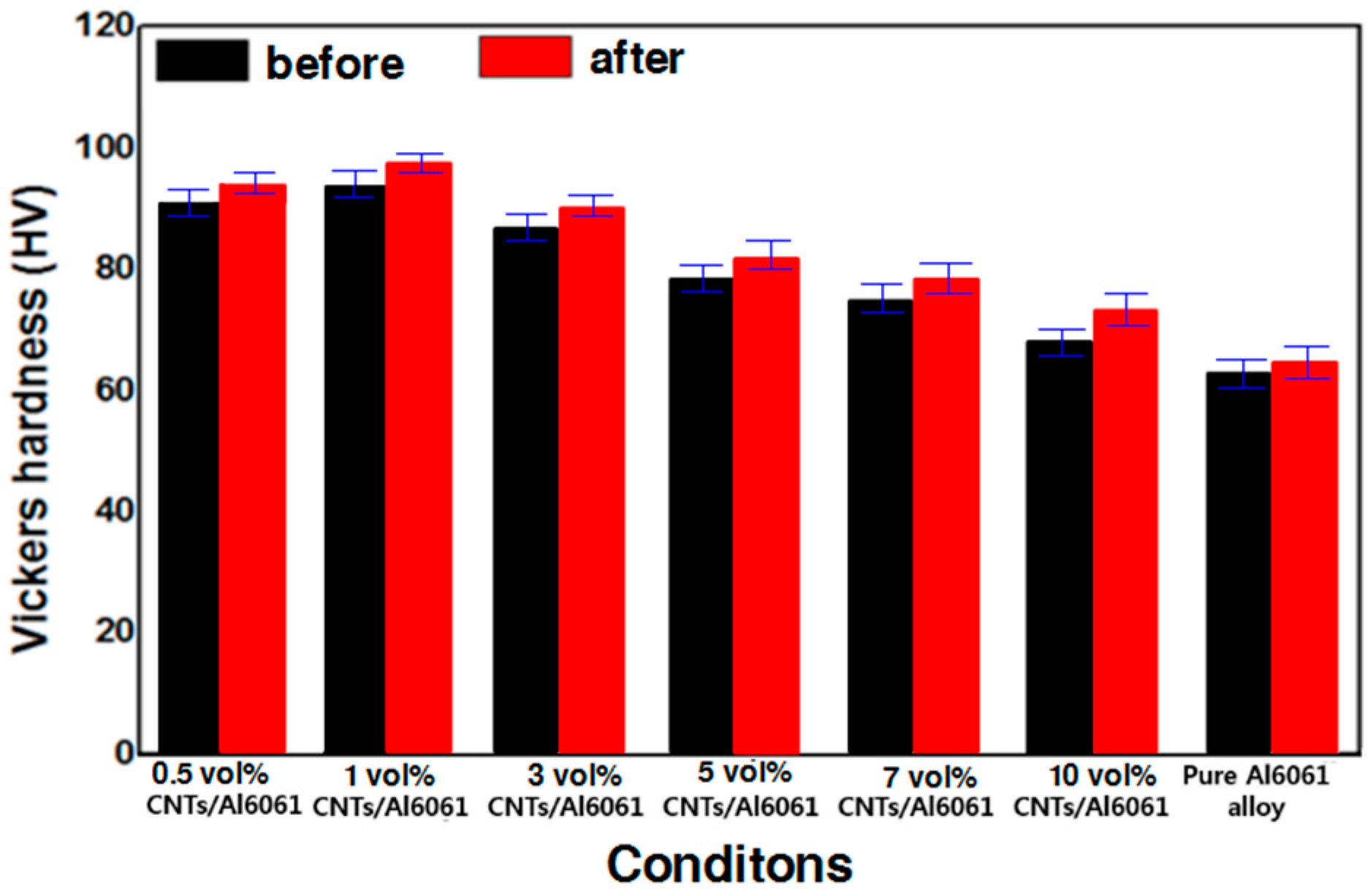
Figure 10.
Microstructure for variation of MWCNTs volume fraction after open-die forging ((Al,A2) Al6061; (B1,B2) 1 vol %; (C1,C2) 3 vol %; (D1,D2) 5 vol %; (E1,E2) 7 vol %; (F1,F2) 10 vol %).
Figure 10.
Microstructure for variation of MWCNTs volume fraction after open-die forging ((Al,A2) Al6061; (B1,B2) 1 vol %; (C1,C2) 3 vol %; (D1,D2) 5 vol %; (E1,E2) 7 vol %; (F1,F2) 10 vol %).
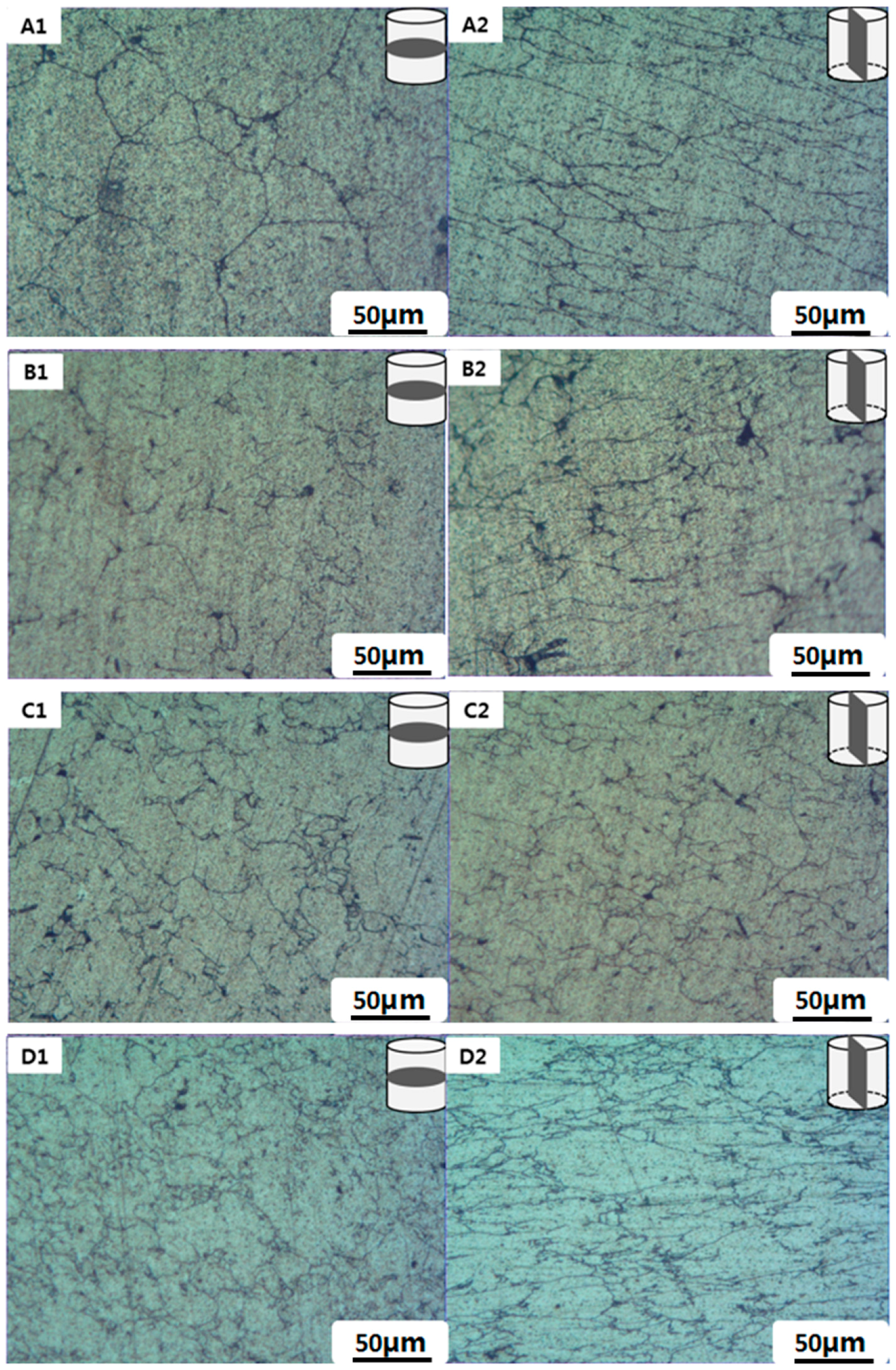
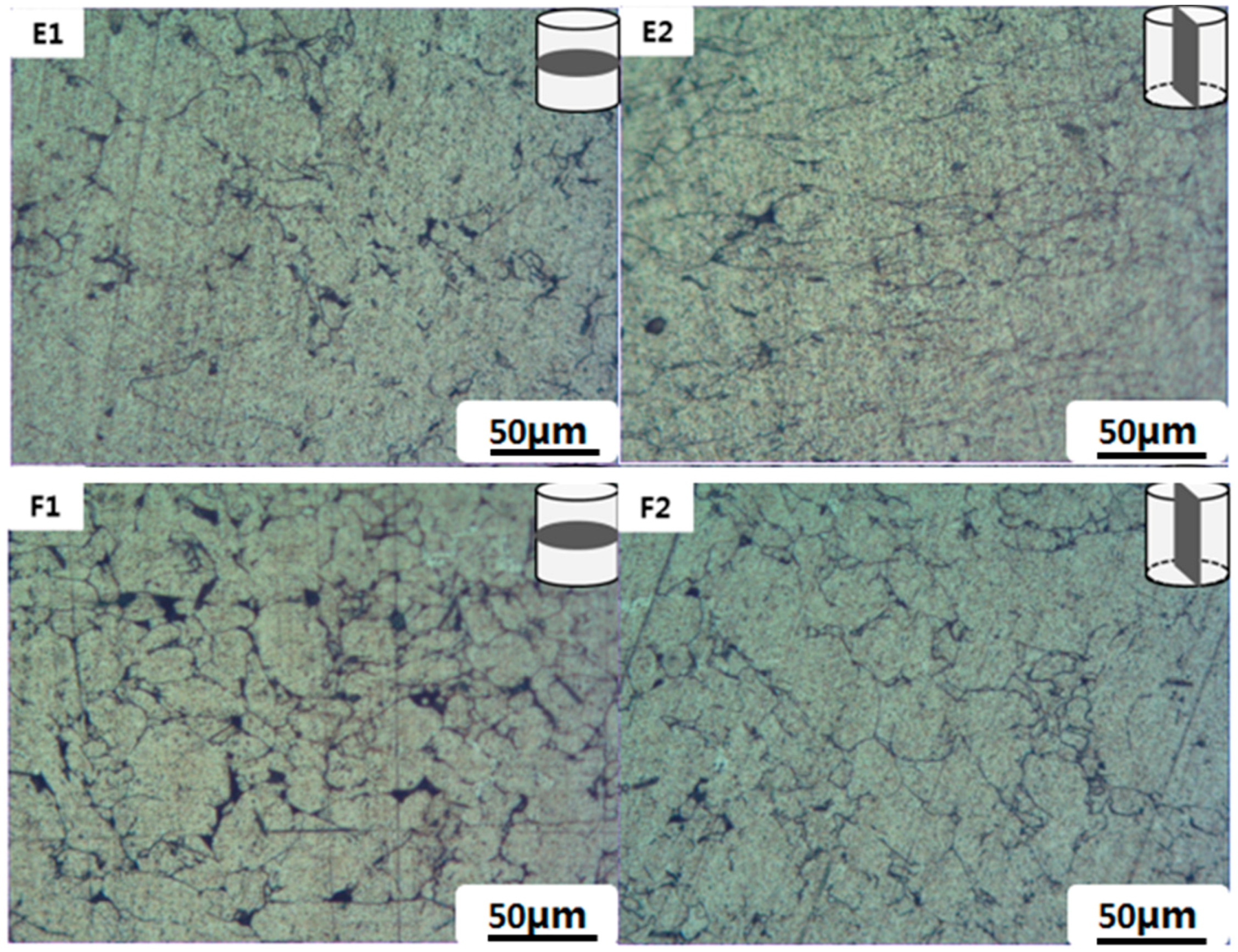
Figure 11.
SEM micrographs of fracture cross section by low magnification and high magnification in (allow refer to dimple) ((a1,a2) Al6061; (b1,b2) 1 vol %; (c1,c2) 3 vol %; (d1,d2) 5 vol %; (e1,e2) 7 vol %, and; (f1,f2) 10 vol %).
Figure 11.
SEM micrographs of fracture cross section by low magnification and high magnification in (allow refer to dimple) ((a1,a2) Al6061; (b1,b2) 1 vol %; (c1,c2) 3 vol %; (d1,d2) 5 vol %; (e1,e2) 7 vol %, and; (f1,f2) 10 vol %).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Properties of multi-walled carbon nanotubes (MWCNTs) and Al6061 alloy.
| Material | Density (g/cm3) | Mean Diameter (μm) | Tensile Strength (GPa) | Young’s Modulus (GPa) |
|---|---|---|---|---|
| MWCNTs | ~1.8 | 0.02 | 100 | 1200 |
| Al6061 | 2.70 | 5–30 | 0.12 | 63 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Seo, H.Y.; Jiang, L.R.; Kang, C.G.; Jin, C.K. Effect of Compression Process of MWCNT-Reinforced Al6061 Powder on Densification Characteristics and Its Mechanical Properties. Metals 2017, 7, 437. https://doi.org/10.3390/met7100437
AMA Style
Seo HY, Jiang LR, Kang CG, Jin CK. Effect of Compression Process of MWCNT-Reinforced Al6061 Powder on Densification Characteristics and Its Mechanical Properties. Metals. 2017; 7(10):437. https://doi.org/10.3390/met7100437
Chicago/Turabian StyleSeo, Hyung Yoon, Long Rui Jiang, Chung Gil Kang, and Chul Kyu Jin. 2017. "Effect of Compression Process of MWCNT-Reinforced Al6061 Powder on Densification Characteristics and Its Mechanical Properties" Metals 7, no. 10: 437. https://doi.org/10.3390/met7100437
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.