Optimization of Thermo-Mechanical Processing for Forging of Newly Developed Creep-Resistant Magnesium Alloy ABaX633

 , ,
, ,
Abstract
:
1. Introduction
2. Experimental Details
3. Results and Discussion
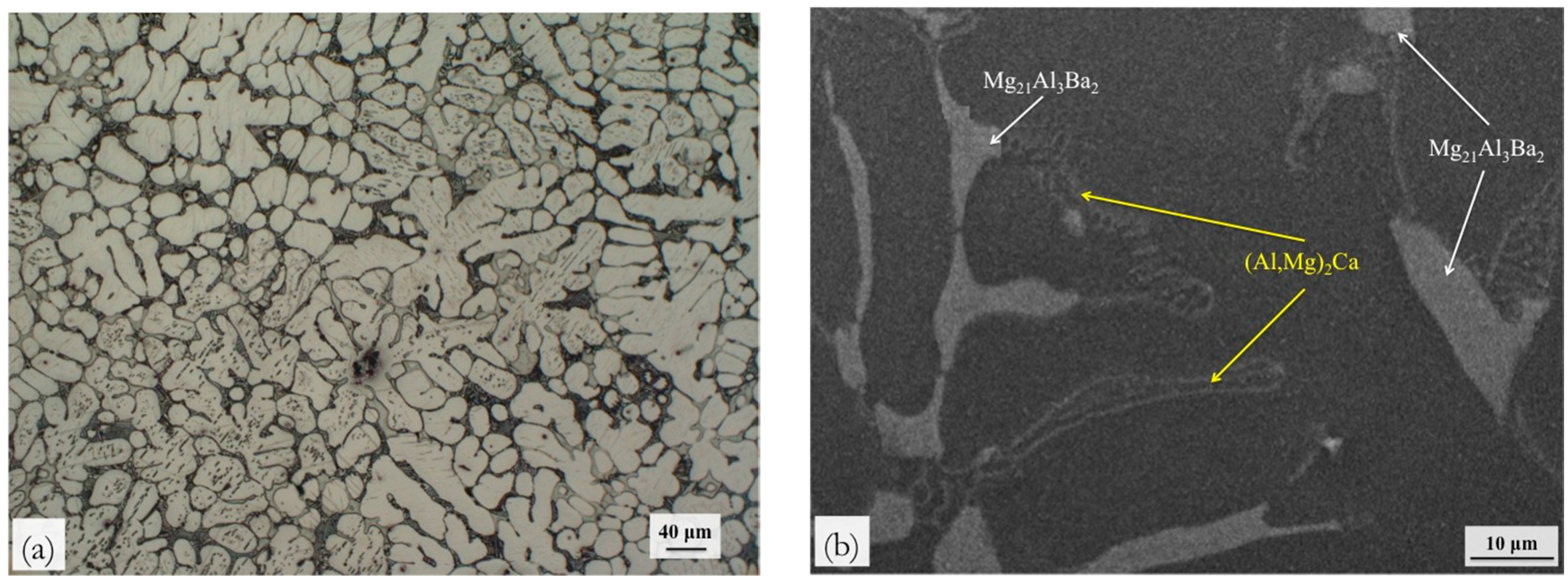
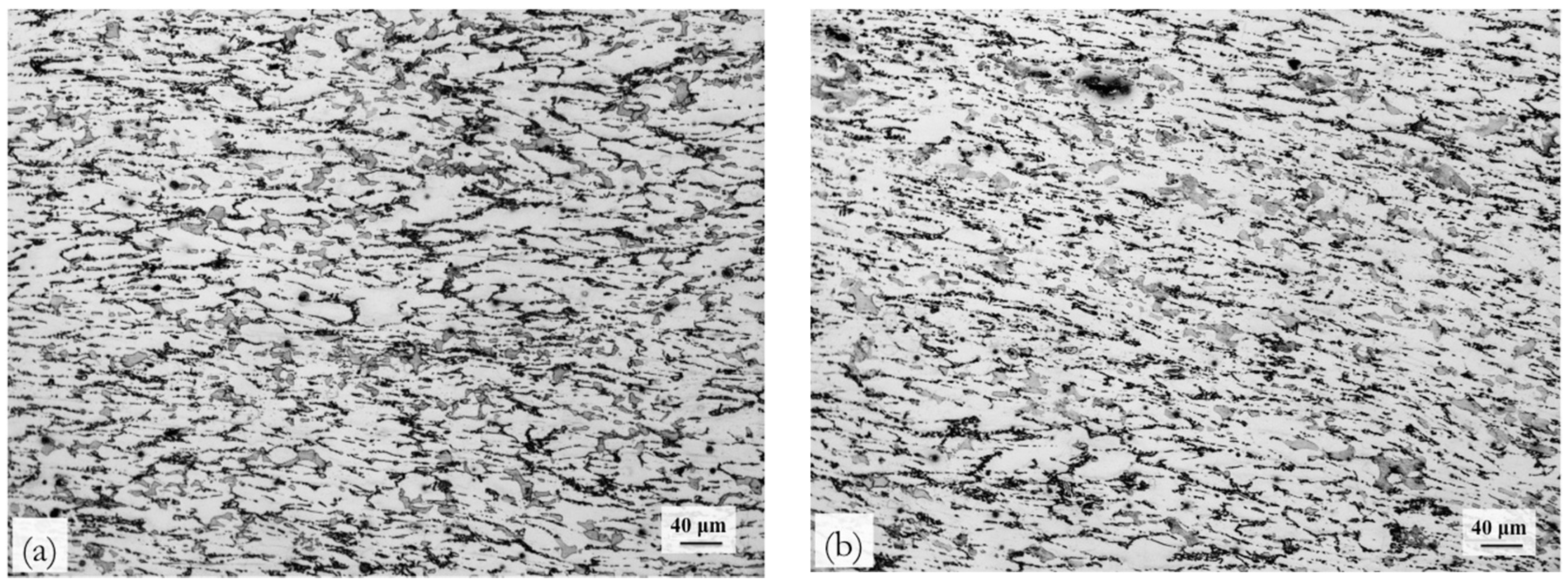
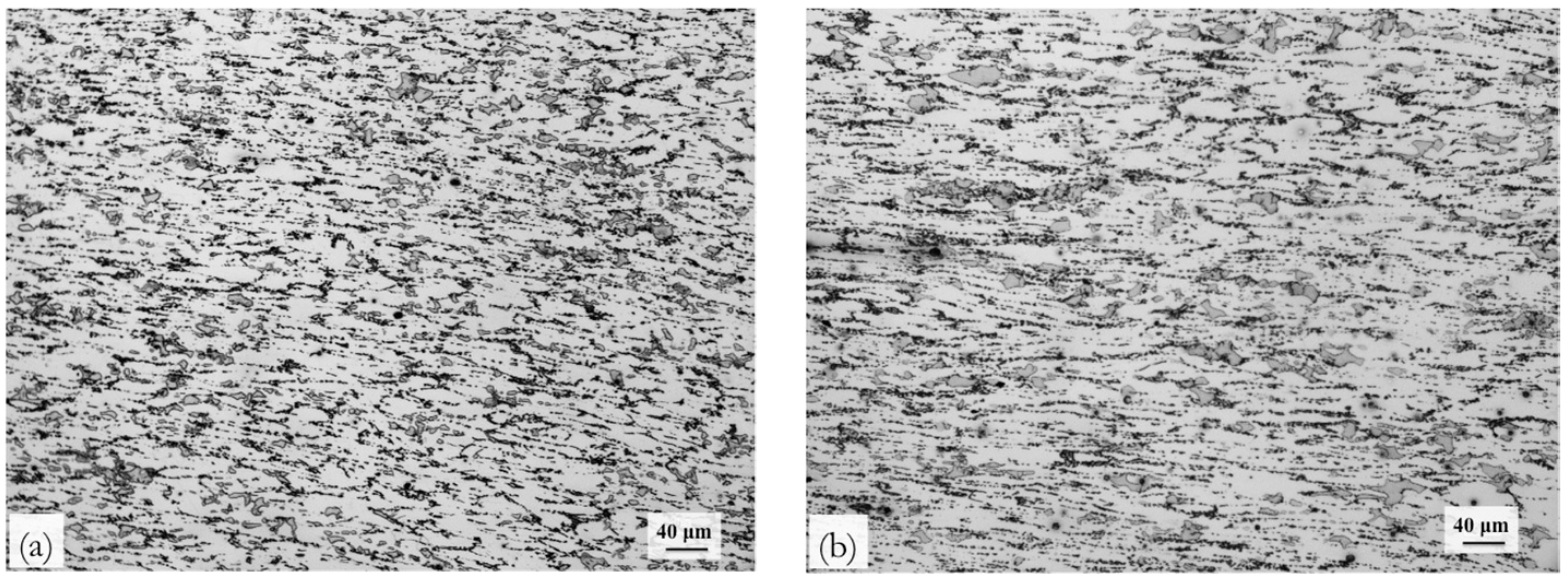
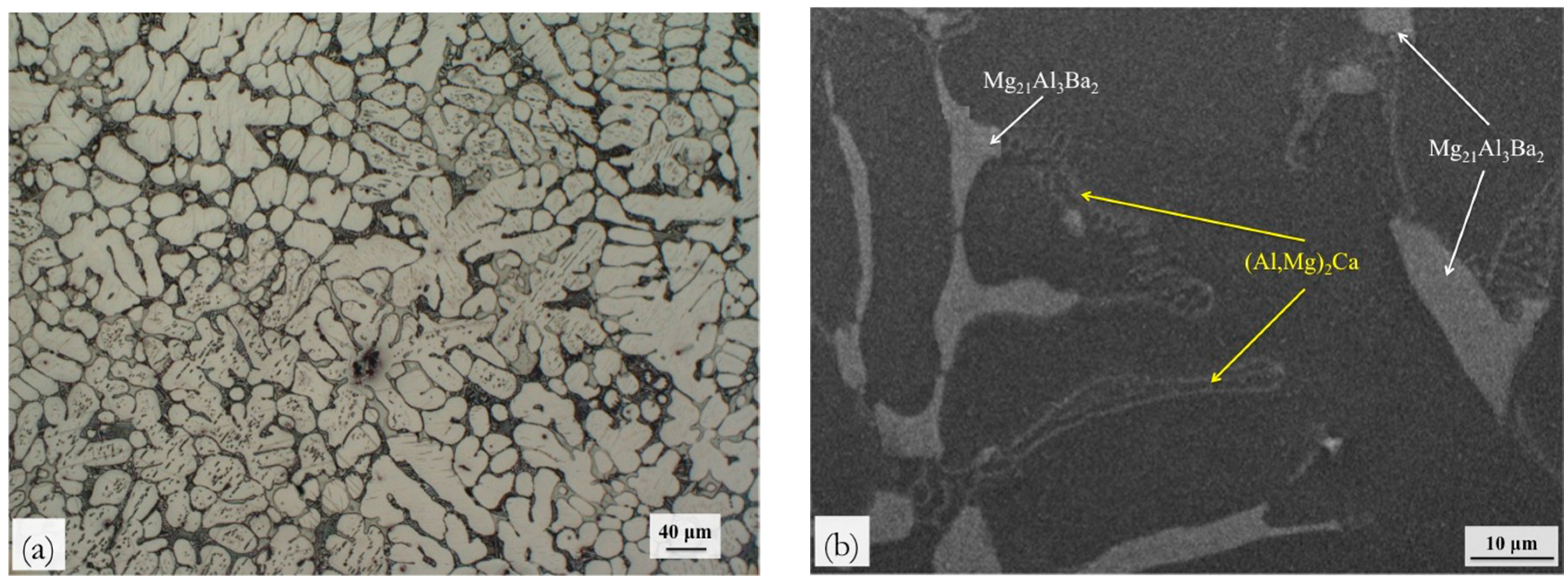
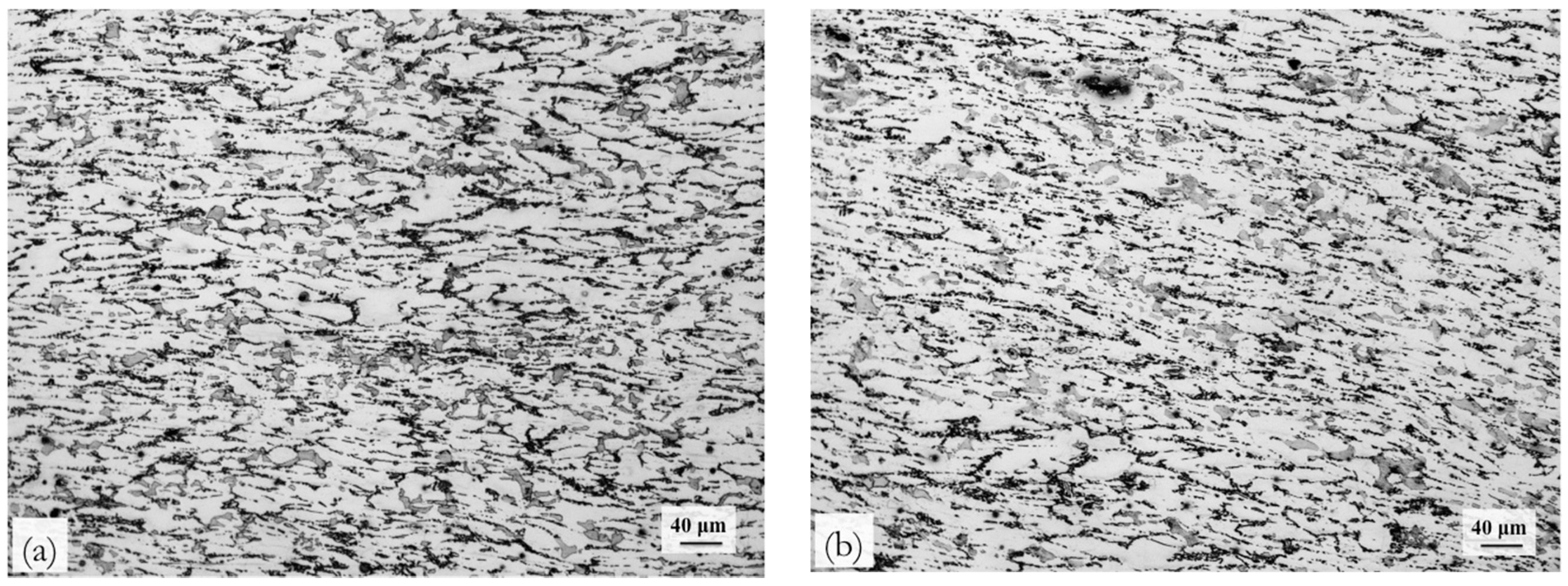
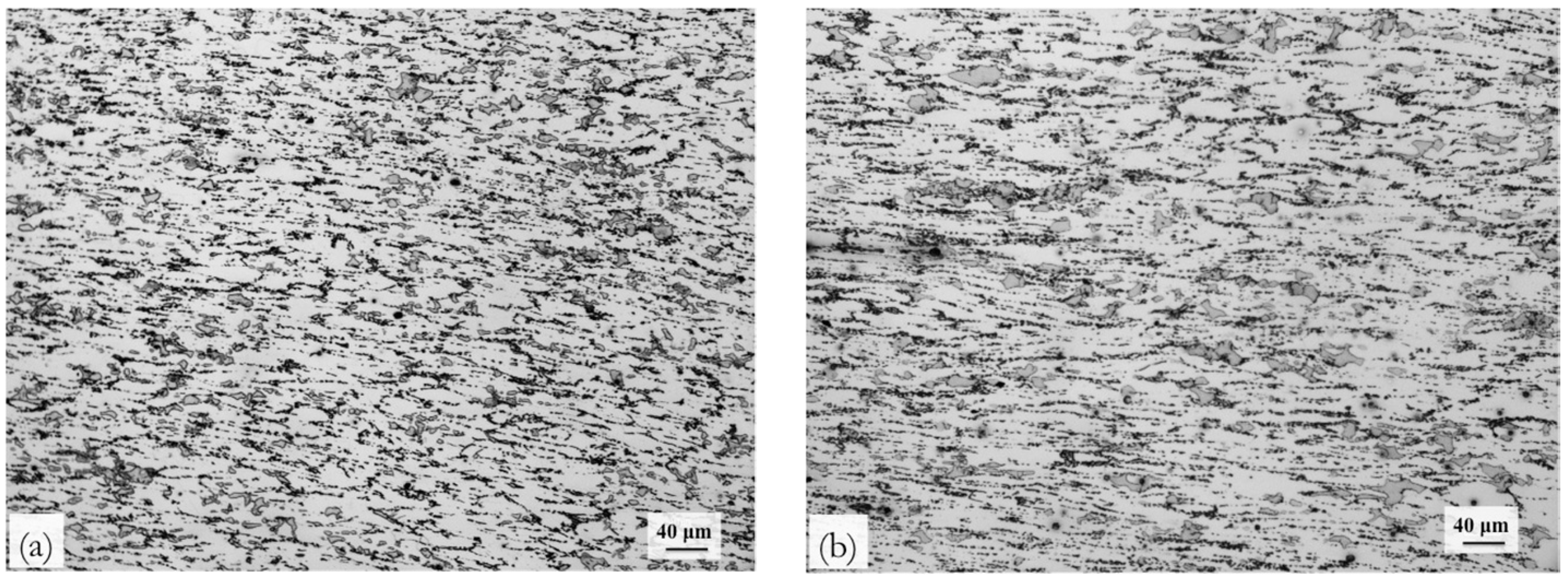
3.1. Characterization of Initial Alloy
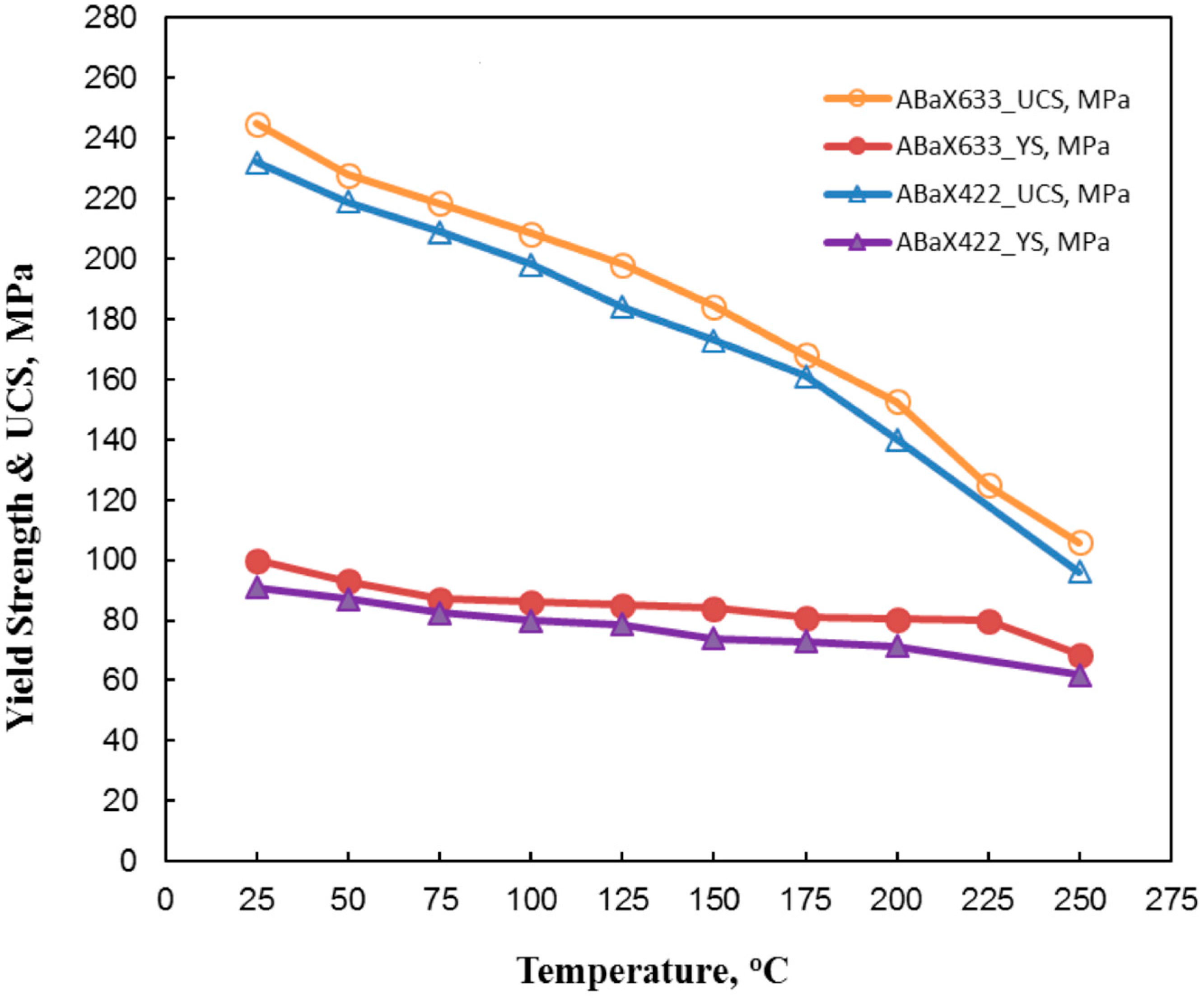
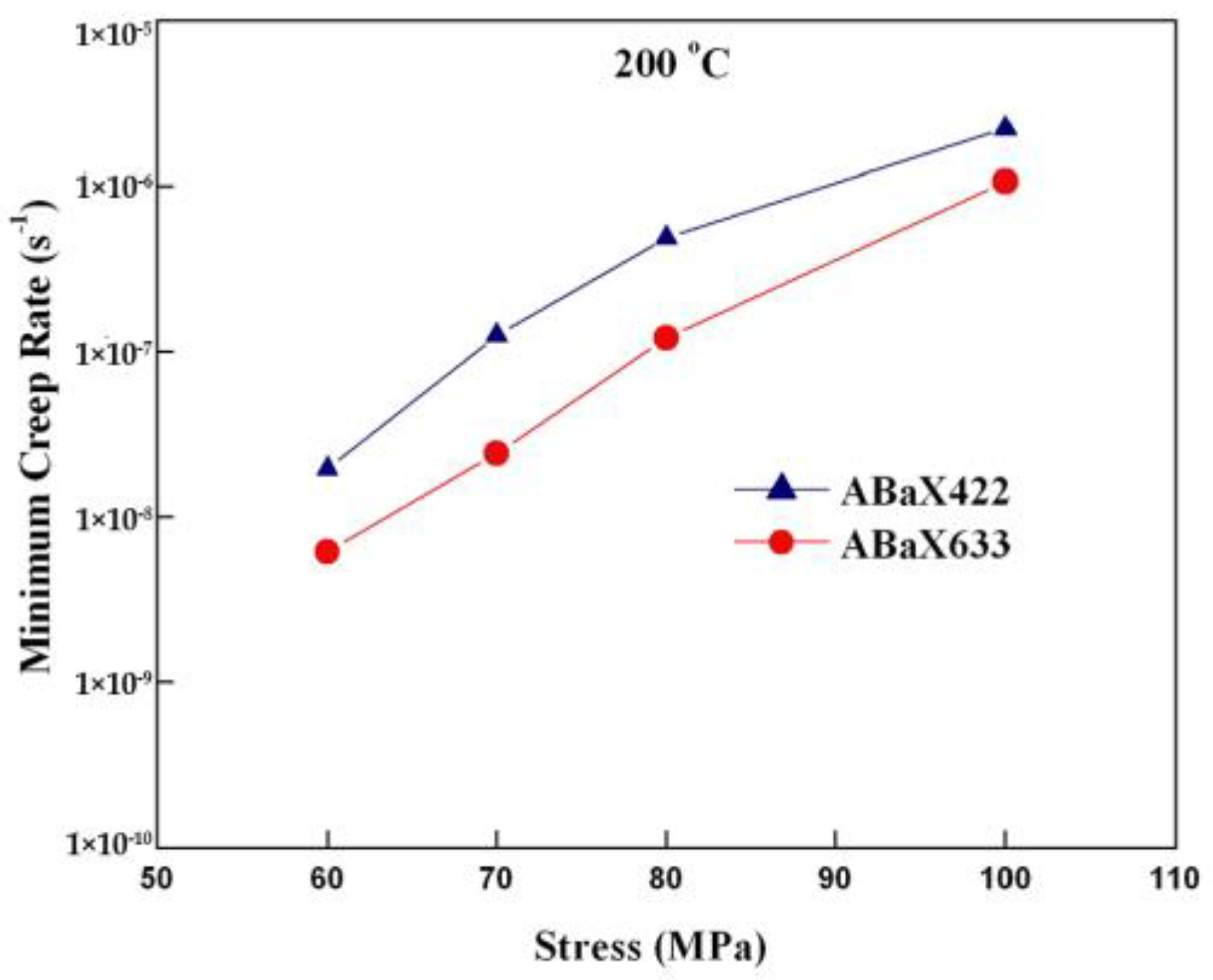
3.2. Creep and Compressive Strength
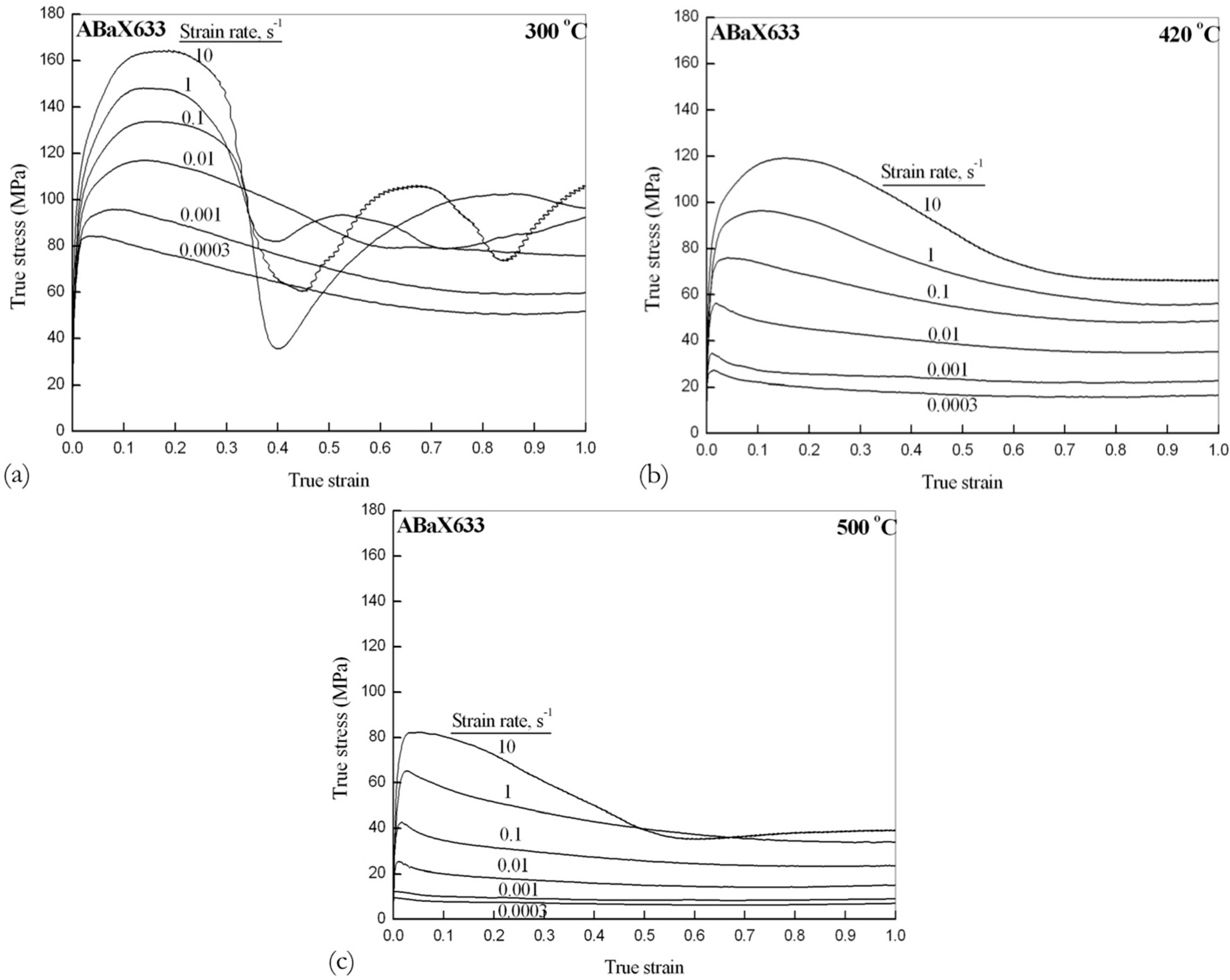
3.3. Stress-Strain Curves
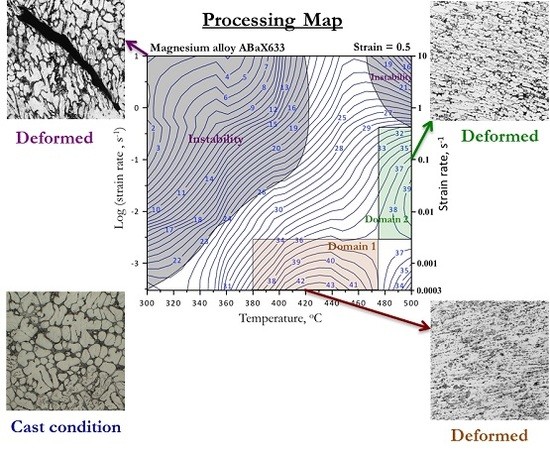
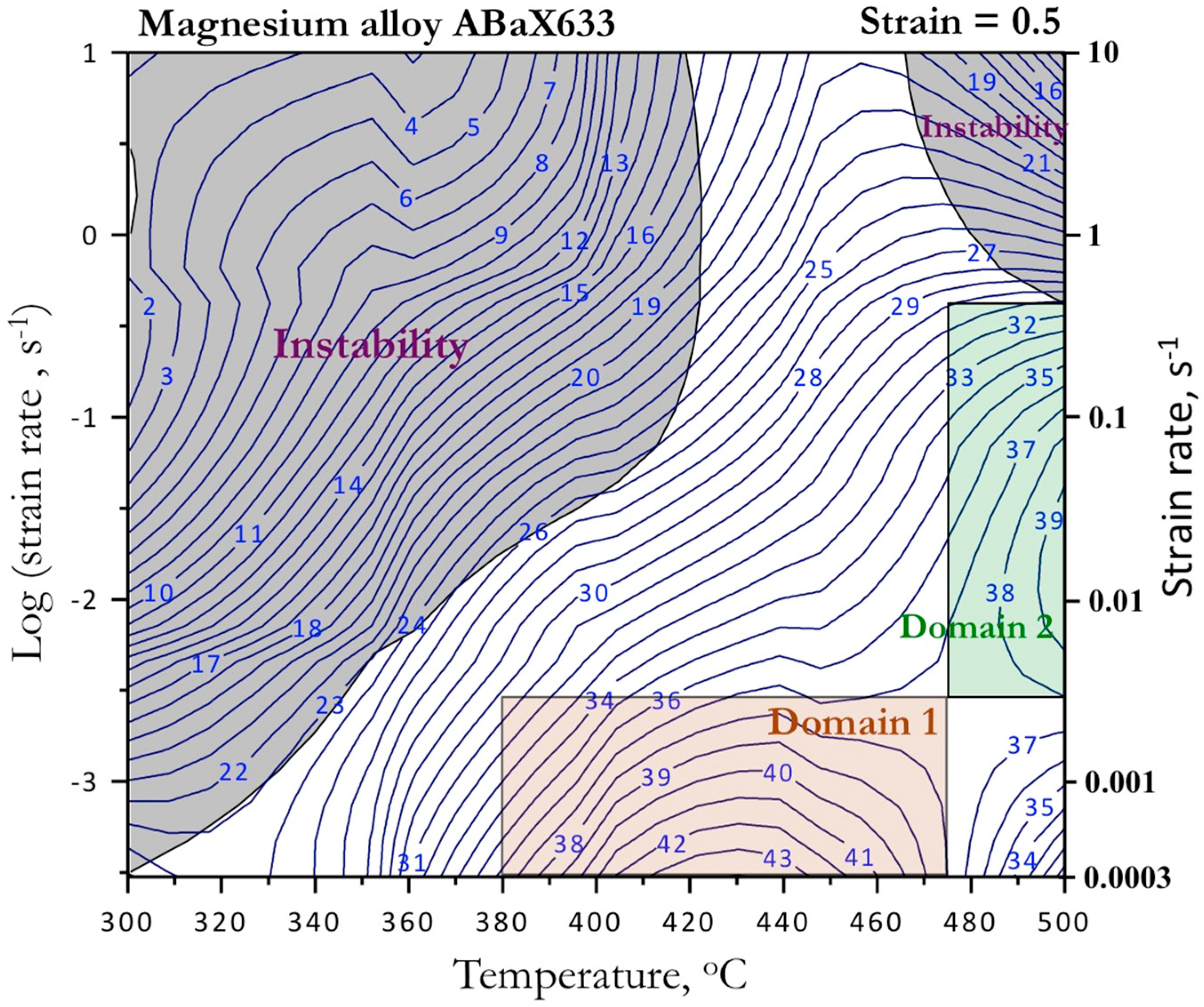
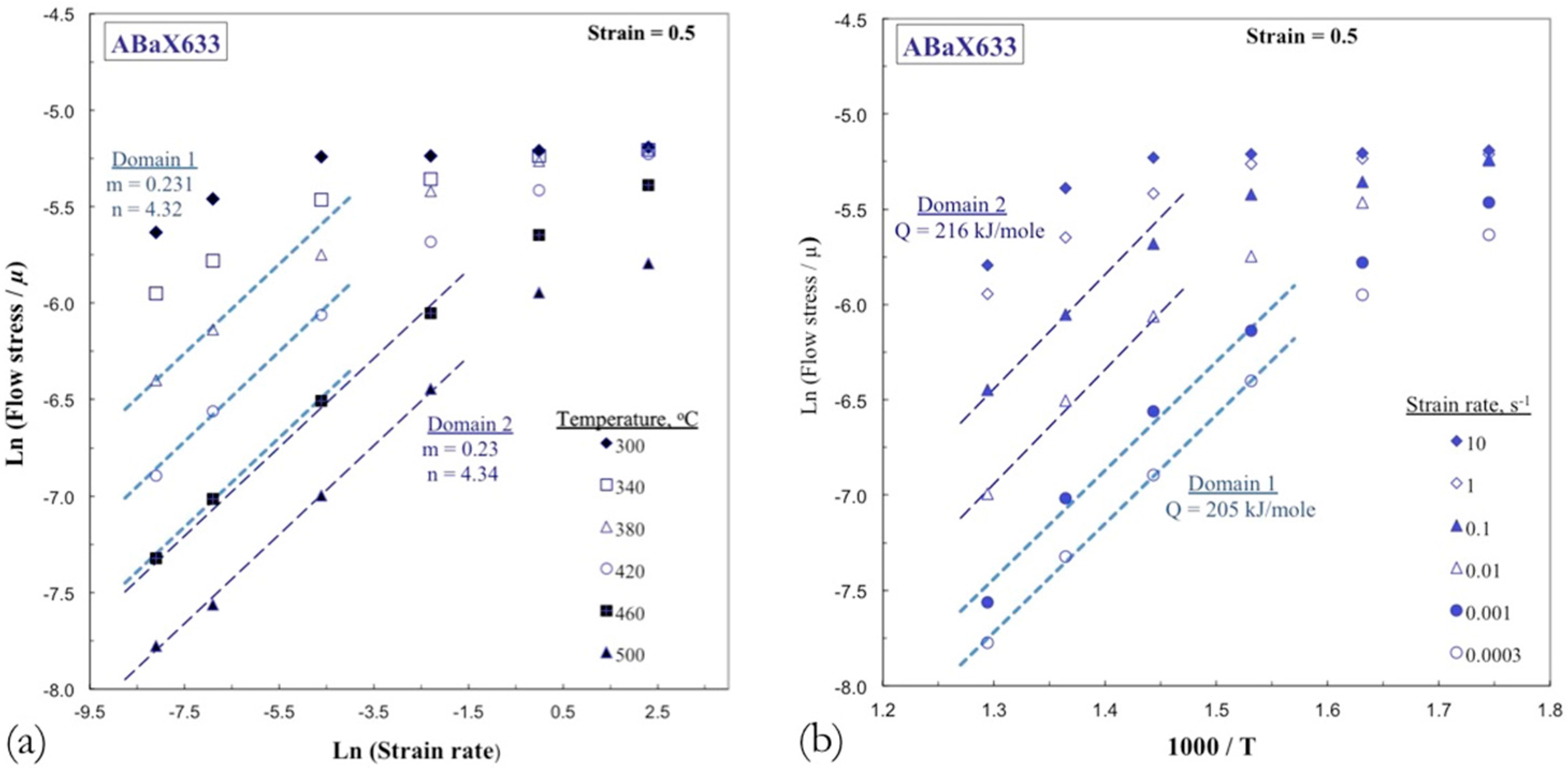
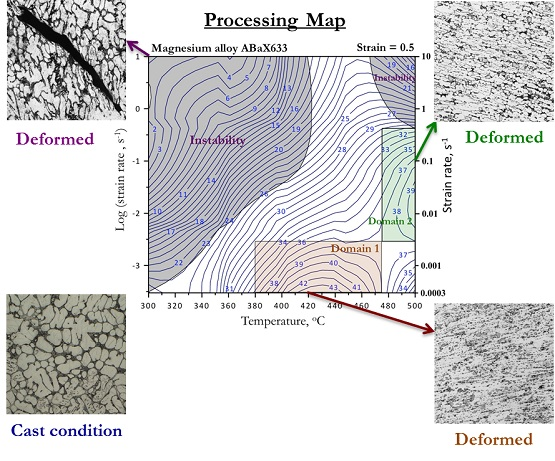
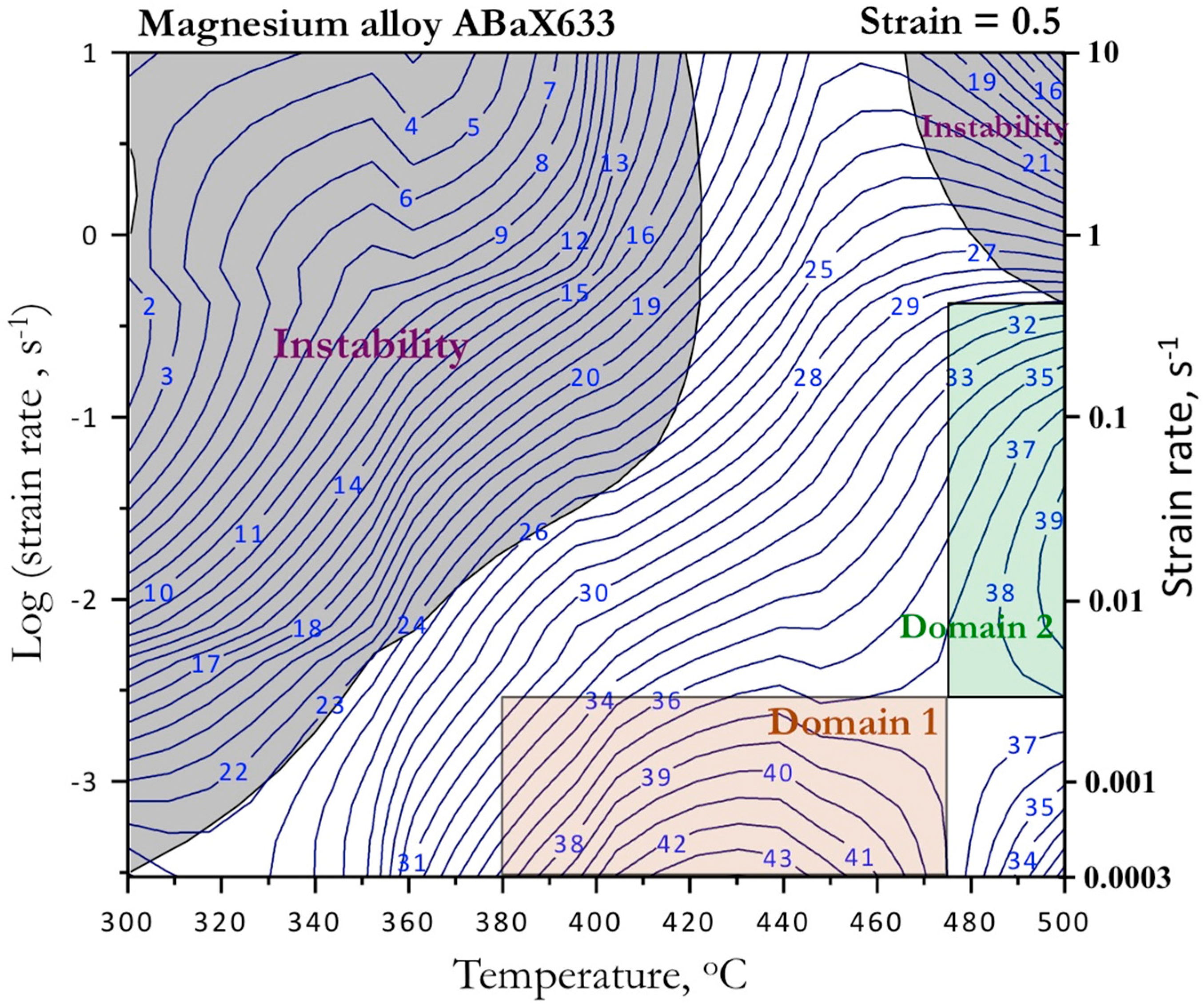
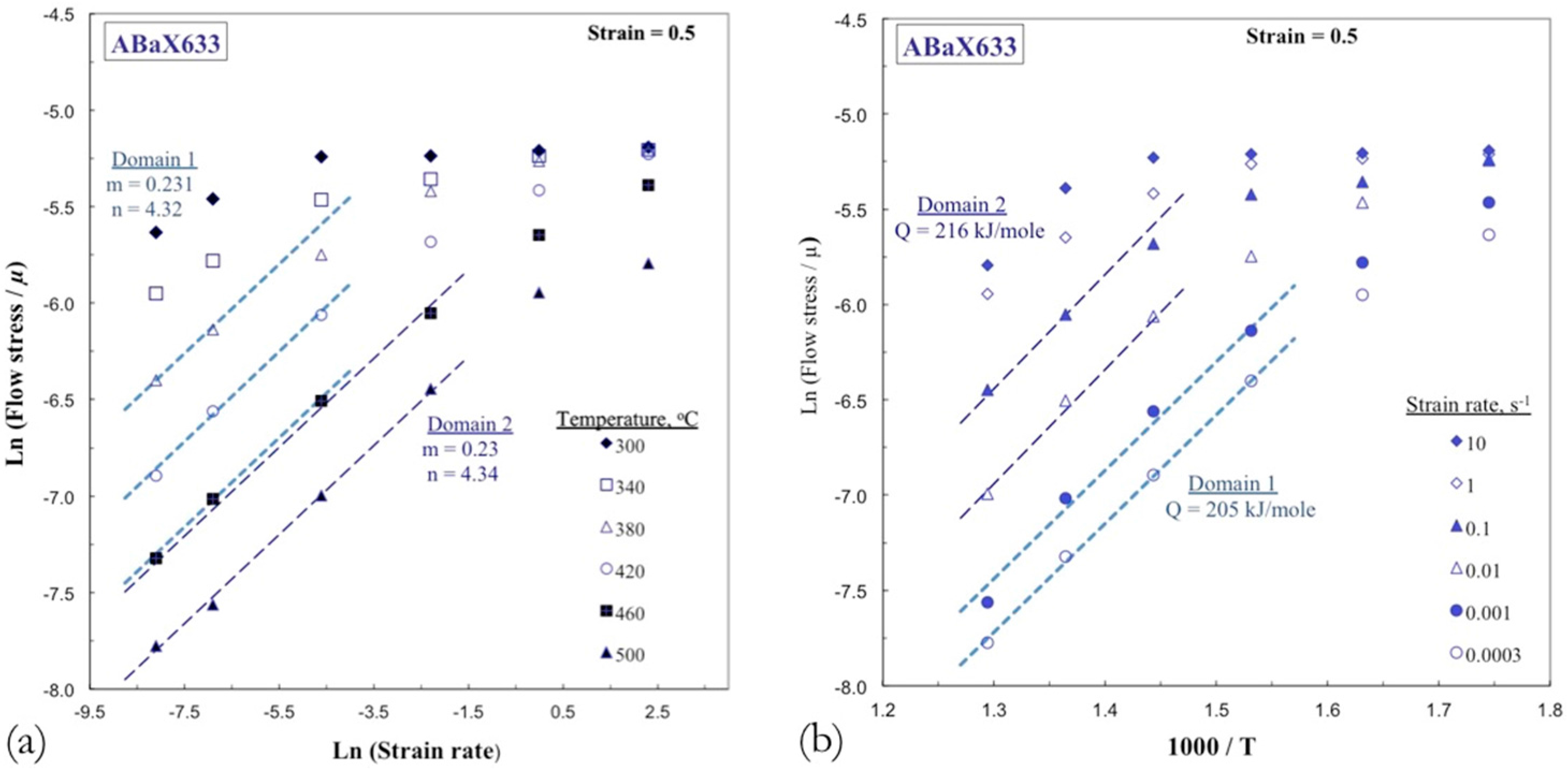
3.4. Processing Map
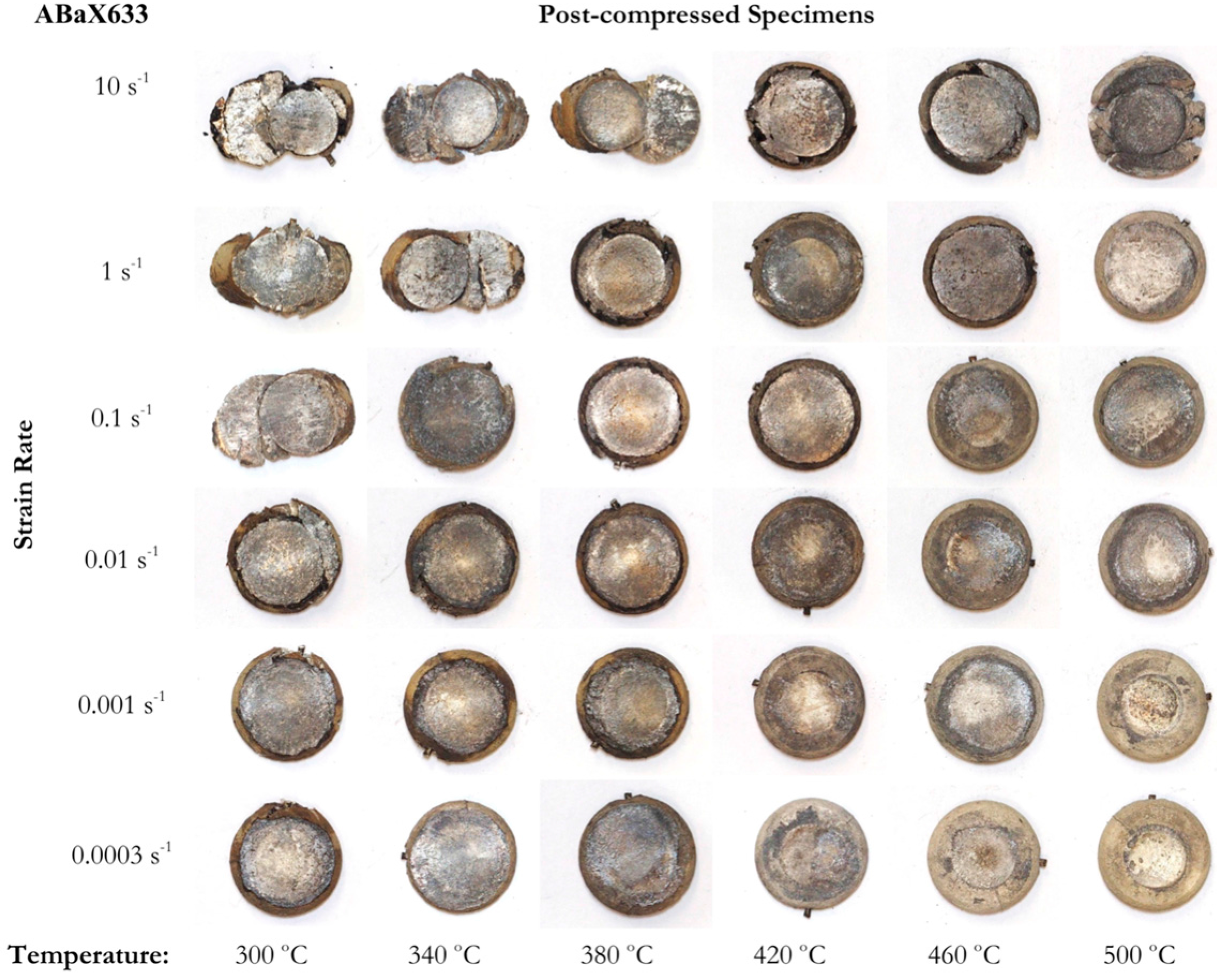
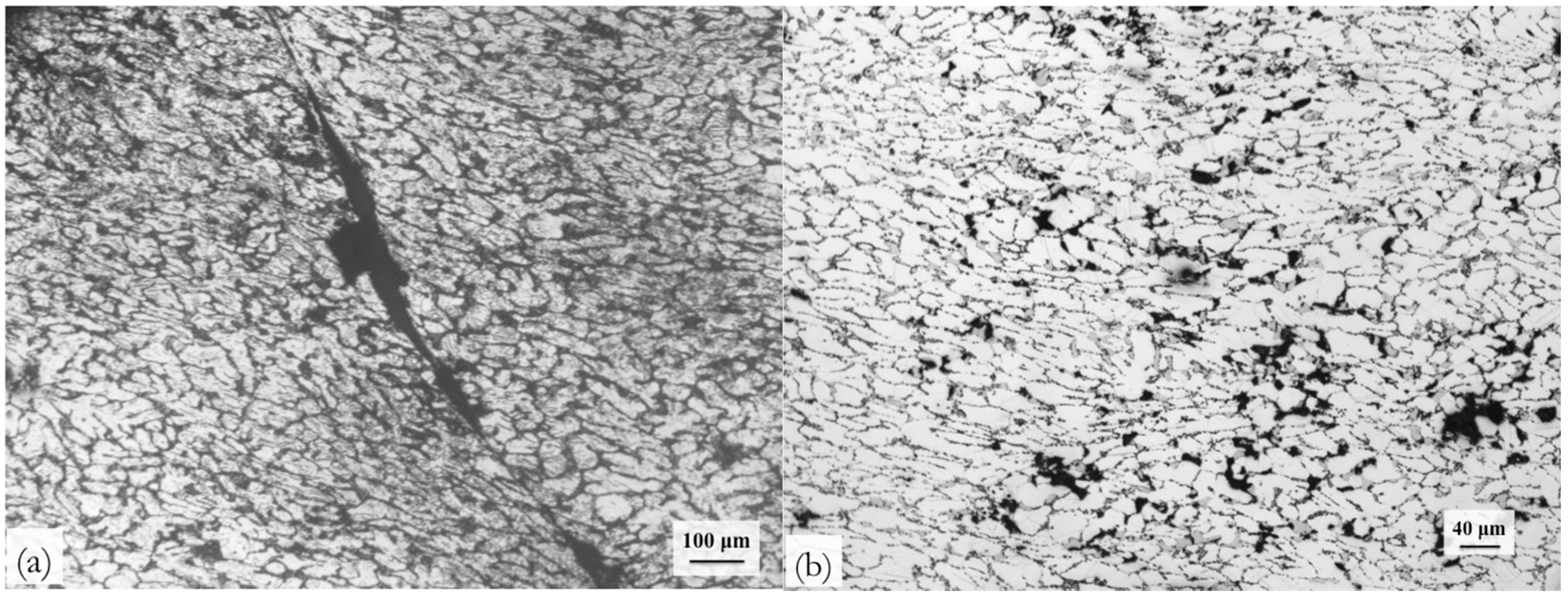
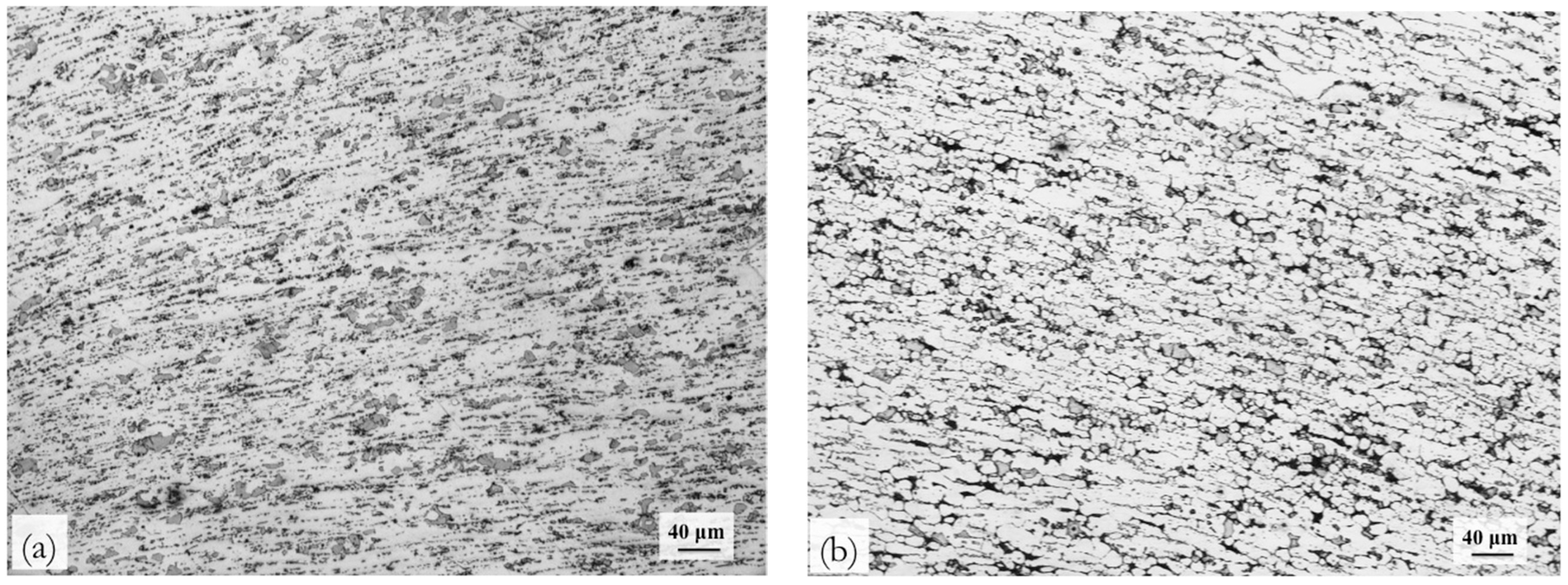
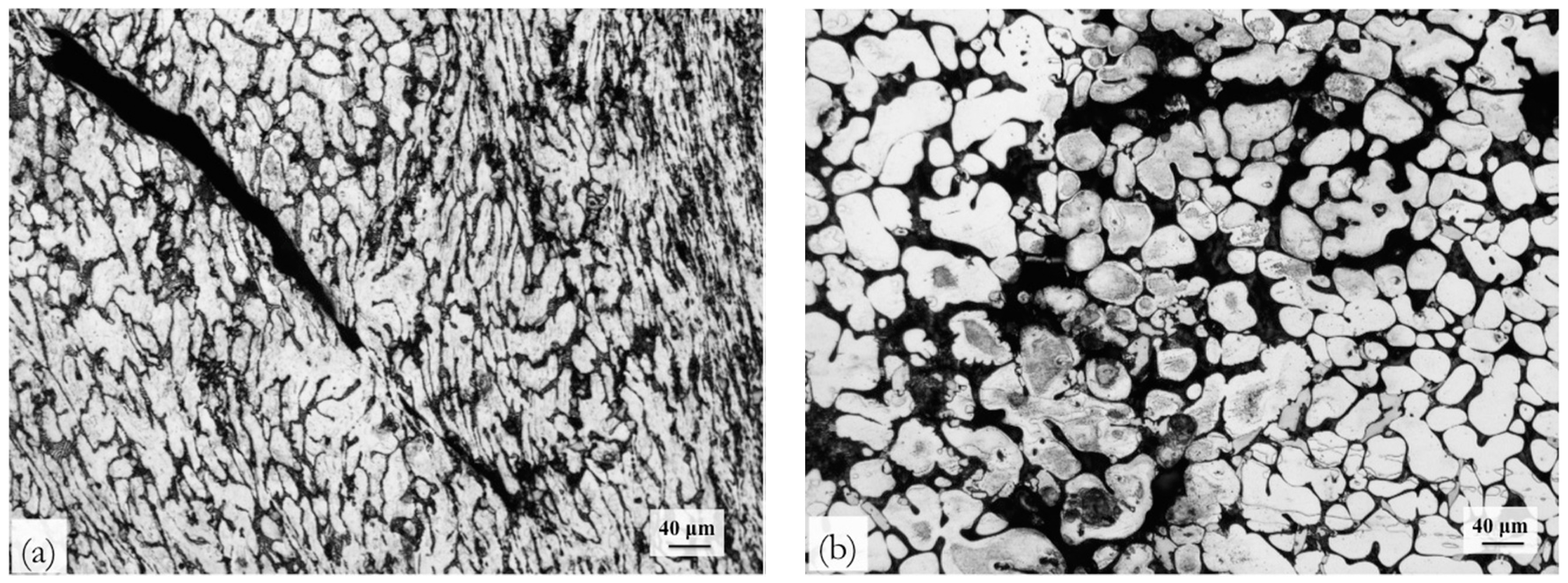
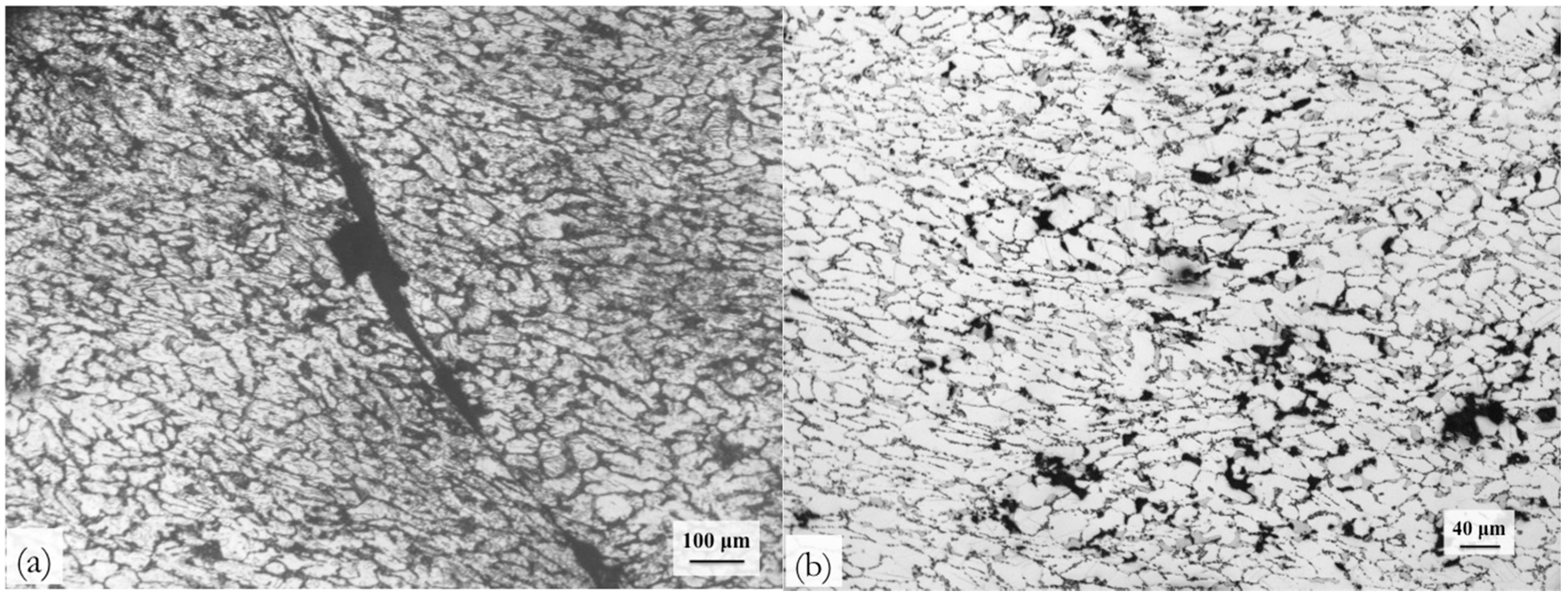
3.5. Instability Manifestation
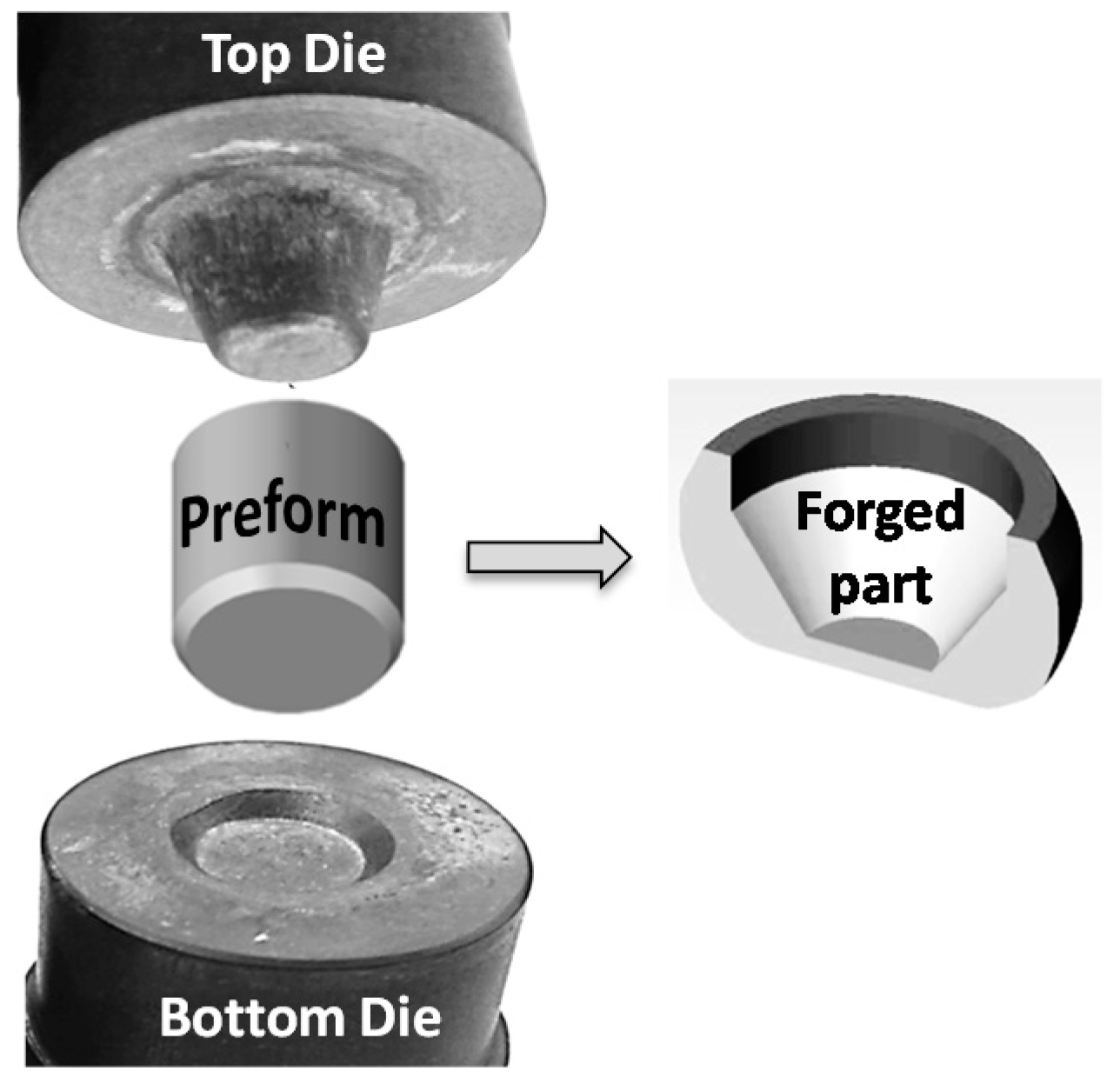
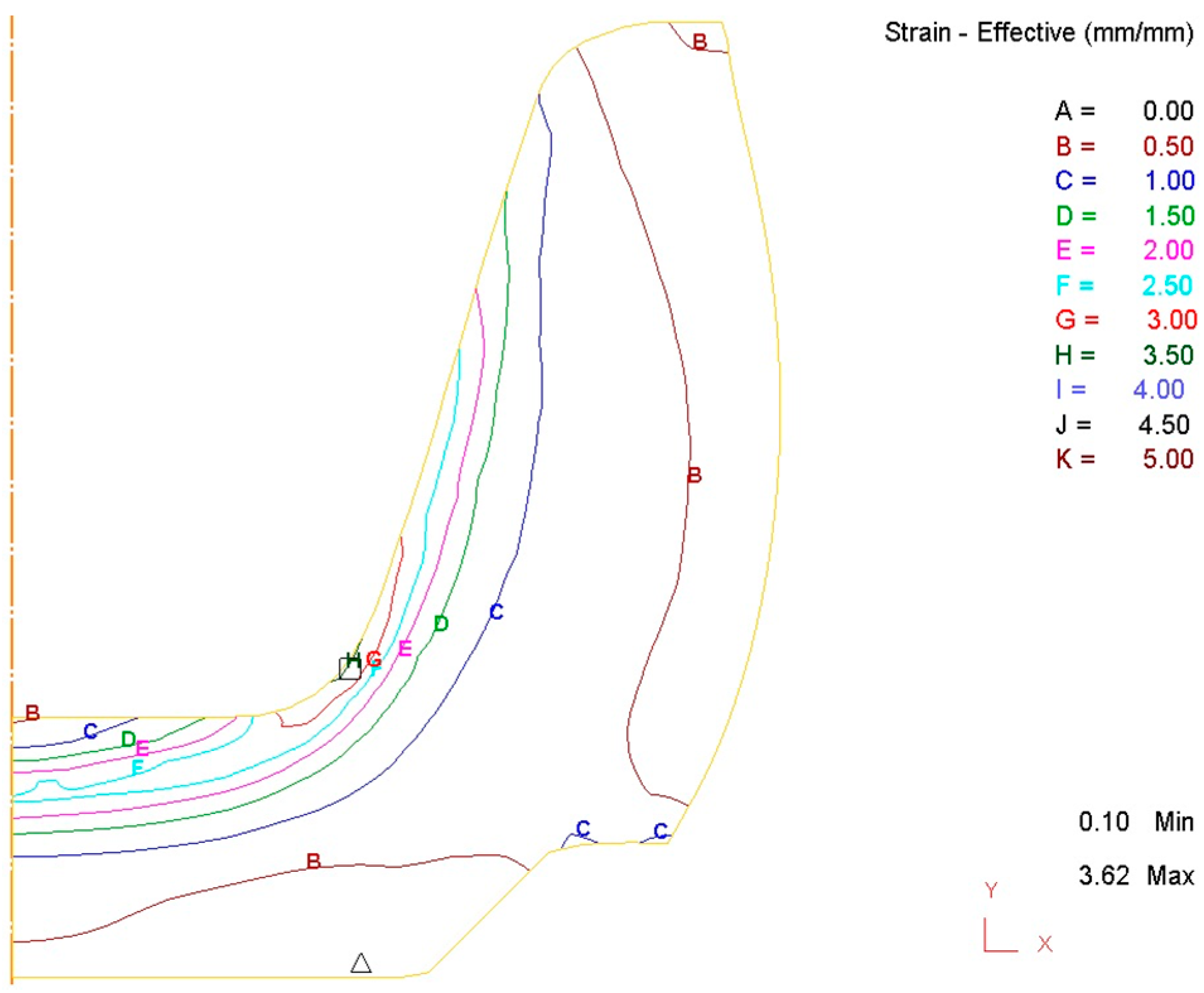
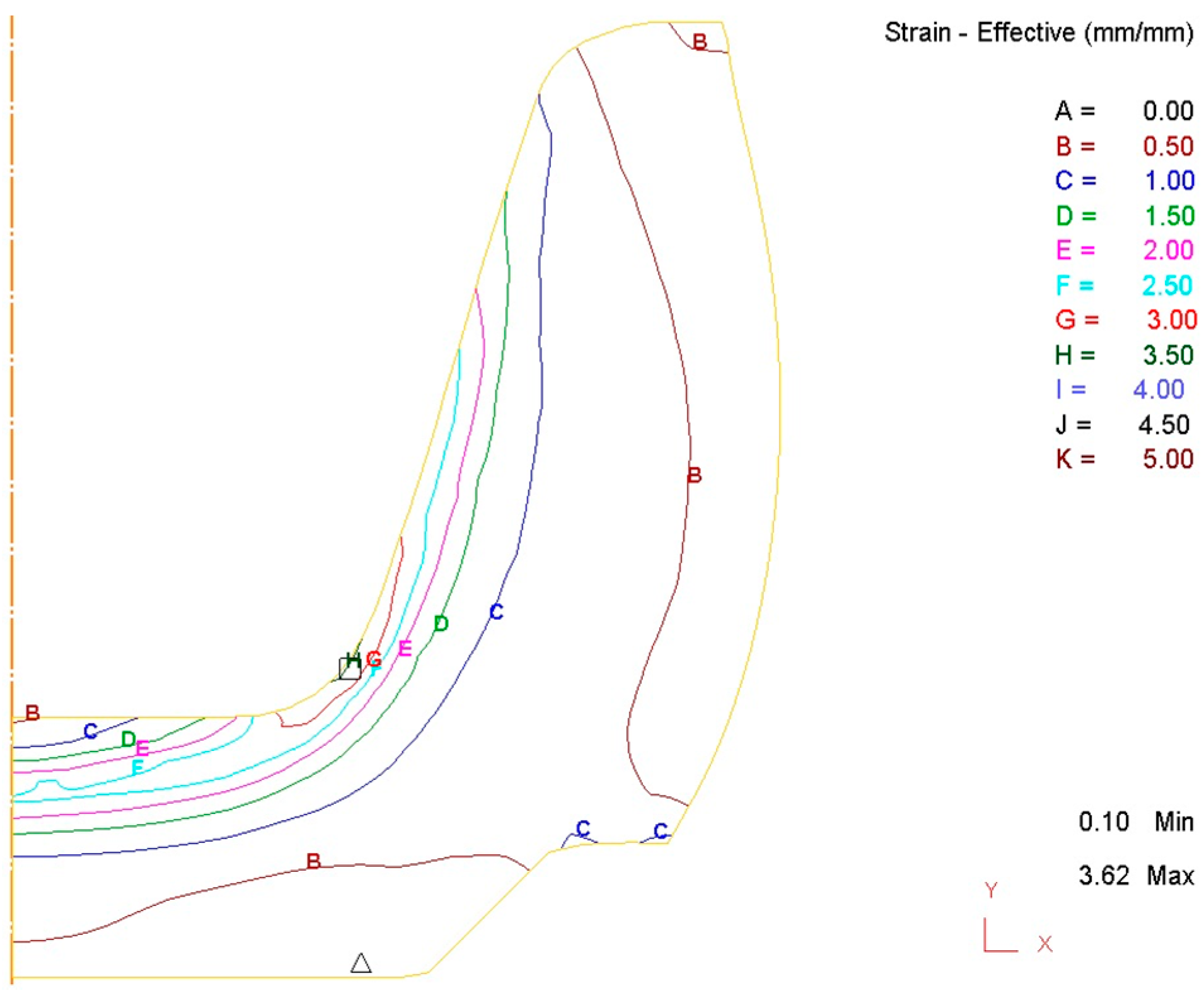
4. Validation of Processing Map with Forging
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Pekguleryuz, M.; Celikin, M. Creep resistance in magnesium alloys. Int. Mater. Rev. 2010, 55, 197–217. [Google Scholar] [CrossRef]
- Dieringa, H.; Huang, Y.; Wittke, P.; Klein, M.; Walther, F.; Dikovits, M.; Poletti, C. Compression-creep response of magnesium alloy DieMag422 containing barium compared with the commercial creep-resistant alloys AE42 and MRI230D. Mater. Sci. Eng. A 2013, 585, 430–438. [Google Scholar] [CrossRef]
- Dieringa, H.; Hort, N.; Kainer, K.U. Barium as alloying element for a creep resistant magnesium alloy. In Proceedings of the Magnesium: 8th International Conference on Magnesium Alloys and Their Applications, London, UK, 26–29 October 2009. [Google Scholar]
- Dieringa, H.; Zander, D.; Gibson, M.A. Creep behaviour under compressive stresses of calcium and barium containing Mg-Al-based die casting alloys. Mater. Sci. Forum 2013, 765, 69–73. [Google Scholar] [CrossRef]
- Rao, K.P.; Lam, S.W.; Hort, N.; Dieringa, H. High Temperature Deformation Behavior of a Newly Developed Mg Alloy Containing Al, Ba and Ca. In Proceedings of the 7th TSME International Conference on Mechanical Engineering, Chiang Mai, Thailand, 13–16 December 2016. [Google Scholar]
- Prasad, Y.V.R.K.; Rao, K.P. Processing maps and rate controlling mechanisms of hot deformation of electrolytic tough pitch copper in the temperature range 300–950°C. Mater. Sci. Eng. A 2005, 391, 141–150. [Google Scholar] [CrossRef]
- Rao, K.P.; Prasad, Y.V.R.K. Materials modeling and finite element simulation of isothermal forging of electrolytic copper. Mater. Des. 2011, 32, 1851–1858. [Google Scholar]
- Rao, K.P.; Ip, H.Y.; Suresh, K.; Prasad, Y.V.R.K.; Wu, C.M.L.; Hort, N.; Kainer, K.U. Compressive strength and hot deformation mechanisms in as-cast Mg-4Al-2Ba-2Ca (ABaX422) alloy. Philos. Mag. 2013, 93, 4364–4377. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Rao, K.P.; Sasidhara, S. Hot Working Guide: A Compendium of Processing Maps; ASM International: Geauga, OH, USA, 2015. [Google Scholar]
- Prasad, Y.V.R.K.; Seshacharyulu, T. Modelling of hot deformation for microstructural control. Int. Mater. Rev. 1998, 43, 243–258. [Google Scholar] [CrossRef]
- Ziegler, H. Progress in Solid Mechanics; North-Holland Publishing Company: New York, NY, USA, 1963; Volume 4. [Google Scholar]
- Jonas, J.J.; Sellars, C.M.; Tegart, W.J.M. Strength and structure under hot working conditions. Metall. Rev. 1969, 14, 1–24. [Google Scholar]
- Sastry, D.H.; Prasad, Y.V.R.K.; Vasu, K.I. On the stacking fault energies of some close packed metals. Scr. Metall. 1969, 3, 927–930. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation-Mechanism Maps; Oxford University Press: Oxford, UK, 1989. [Google Scholar]
- Morris, J.R.; Scharff, J.; Ho, K.M.; Turner, D.E.; Ye, Y.Y.; Yoo, M.H. Prediction of a {1122} hcp stacking fault using a modified generalized stacking-fault calculation. Philos. Mag. A 1997, 76, 1065–1077. [Google Scholar] [CrossRef]
- Kobayashi, S.; Oh, S.-I.; Altan, T. Metal Forming and the Finite-Element Method; Oxford University Press: Oxford, UK, 1989. [Google Scholar]
- Oh, S.-I. Finite element analysis of metal forming processes with arbitrarily shaped dies. Int. J. Mech. Sci. 1982, 24, 479–493. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Ba | Ca | Other Elements | Mg |
|---|---|---|---|---|
| 6.39 | 2.37 | 2.74 | 0.021 Si, 0.012 Sr, 0.0013 Cu, 0.018 Fe, 0.0012 Ni | Balance |
| Hardness | ABaX422 | ABaX633 |
|---|---|---|
| Macro-hardness | 51 | 65 |
| Micro-hardness (Matrix) | 59 | 67 |
| Micro-hardness ((Al, Mg)2Ca) | 95 | 112 |
| Micro-hardness (Mg21Al3Ba2) | 166 | 187 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rao, K.P.; Dharmendra, C.; Prasad, Y.V.R.K.; Hort, N.; Dieringa, H. Optimization of Thermo-Mechanical Processing for Forging of Newly Developed Creep-Resistant Magnesium Alloy ABaX633. Metals 2017, 7, 513. https://doi.org/10.3390/met7110513
Rao KP, Dharmendra C, Prasad YVRK, Hort N, Dieringa H. Optimization of Thermo-Mechanical Processing for Forging of Newly Developed Creep-Resistant Magnesium Alloy ABaX633. Metals. 2017; 7(11):513. https://doi.org/10.3390/met7110513
Chicago/Turabian StyleRao, Kamineni Pitcheswara, Chalasani Dharmendra, Yellapregada Venkata Rama Krishna Prasad, Norbert Hort, and Hajo Dieringa. 2017. "Optimization of Thermo-Mechanical Processing for Forging of Newly Developed Creep-Resistant Magnesium Alloy ABaX633" Metals 7, no. 11: 513. https://doi.org/10.3390/met7110513