The Effect of Two-Step Heat Treatment Parameters on Microstructure and Mechanical Properties of 42SiMn Steel


Regional Technological Institute, University of West Bohemia, Universitni 8, 30614 Pilsen, Czech Republic
Metals 2017, 7(12), 537; https://doi.org/10.3390/met7120537
Submission received: 30 October 2017
/
Revised: 27 November 2017
/
Accepted: 27 November 2017
/
Published: 1 December 2017
Abstract
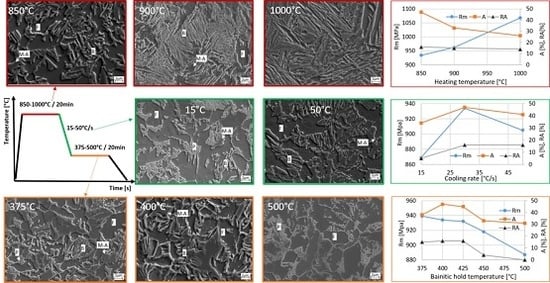
:Medium-carbon steel 42SiMn (0.4C-0.6Mn-2Si-0.03Nb) was used for a two-step heat treatment consisting of a soaking hold and an annealing hold at bainite transformation temperature. Various heating temperatures, cooling rates, and bainitic hold temperatures were applied to the steel to obtain microstructures typical for TRIP (Transformation Induced Plasticity) steels. TRIP steels utilize the positive effects of a multiphase microstructure with retained austenite, creating a good combination of strength and total elongation and an excellent deep-drawing ability. Typical microstructures consist of ferrite, bainite, and 10–15% of retained austenite. In this work, tensile strengths in the region of 887–1063 MPa were achieved with total elongation A5mm of 26–47%, and the final microstructures contained 4–16% of retained austenite. The most suitable microstructure and the best combination of high strength and total elongation were achieved for the processing with intercritical heating temperature of 850 °C and cooling at 30 °C/s to the bainitic hold of 400 °C. Very fine pearlite persisted in the microstructures, even after applying a cooling rate of 50 °C/s, however these small areas with extremely fine laths did not prevent the retention of up to 16% of retained austenite, and high total elongation A5mm above 40% was still reached for these microstructures.
1. Introduction
Increasing demands from the automotive industry have sustained the development of new steel grades with improved mechanical properties and lower amounts of alloying elements, in order to produce lighter vehicles at lower costs. One of these steels is TRIP (Transformation Induced Plasticity) steel, which generally possesses high strengths above 800 MPa when combined with good total elongation of around 30%. These TRIP steels are typically low to medium carbon low alloyed materials with 0.2–0.4% carbon and 1–2% of manganese and silicon [1,2,3,4,5,6]. Various combinations of alloying elements have been proposed and tested to improve either the mechanical or technological properties of TRIP steels [6,7,8,9,10]. Good strength to total elongation balance was attributed mainly to the positive influence of retained austenite that was distributed in a complex multiphase microstructure. The retention of austenite is achieved by the combined effects of alloying and dedicated heat or thermo-mechanical treatment. The heat treatment can be carried out either by full austenitization or heating at intercritical temperature, in both cases followed by a second hold in the temperature region of bainitic transformation. Bainitic hold is important to provide a sufficient amount of bainite in the final microstructure, and also to stabilize the remaining austenite by intensive diffusion of carbon that is rejected form growing bainitic areas. Silicon alloying helps to prevent cementite formation during the hold, as silicon does not dissolve in cementite. The formation of cementite and pearlite is considered undesirable because they consume carbon, which should be used for stabilization of the remaining austenite. Depending on the selected processing parameters, various amounts and morphologies of individual structural components can be contained in the final microstructures, which commonly consist of ferrite (F), carbide free bainite (B), retained austenite (RA), and a small portion of martensite [11]. Larger retained austenite islands are often not stabilized enough during the bainitic hold, and tend to transform partially to martensite during the final cooling, producing the so-called M-A constituent (M-A) [1].
In most of the recent studies, carbon contents of around 0.2% or lower were used for the production of TRIP steels [1,2,3,4,5,6,7,8]. There are relatively few studies of 0.4%C TRIP steels with various alloying concepts [10,12,13,14,15,16,17,18,19,20]. In this work, a higher carbon content of 0.4% was used together with only 0.6% of manganese, and the steel was further alloyed by 2% silicon and 0.03% niobium. Even a small addition of niobium refines the final microstructure of the steels, increases the volume fraction of retained austenite, and increases the tensile strength [20,21,22,23,24]. According to Hausman et al. [20], no significant further grain refinement is obtained for similar low alloyed CMnSiNb steel grade containing more than 0.025% of niobium. On the other hand, 0.06% of niobium enabled significantly slower cooling rates that were to be used without the risk of pearlite formation in 0.2C-1.5Mn-1.8Si-0.06Nb steel, in comparison to the same steel with only 0.03% niobium [24].
2. Materials and Methods
2.1. Material Characterisation
Low alloyed medium-carbon 42SiMn steel was used in this work (Table 1). Its chemical composition is typical for TRIP steels, with 0.6% manganese and 2% silicon. These two alloying elements are added mainly to support the stabilization of the retained austenite. Manganese is an austenite-forming element, while silicon inhibits cementite formation during the processing, thus saving carbon for austenite stabilization [25]. Another benefit of silicon is its solid solution strengthening effect. Micro addition of 0.03% of niobium was used to refine the final microstructure and also to strengthen it, either by solid solution strengthening by dissolved niobium or by precipitation strengthening by niobium carbide or carbo-nitrides [20].
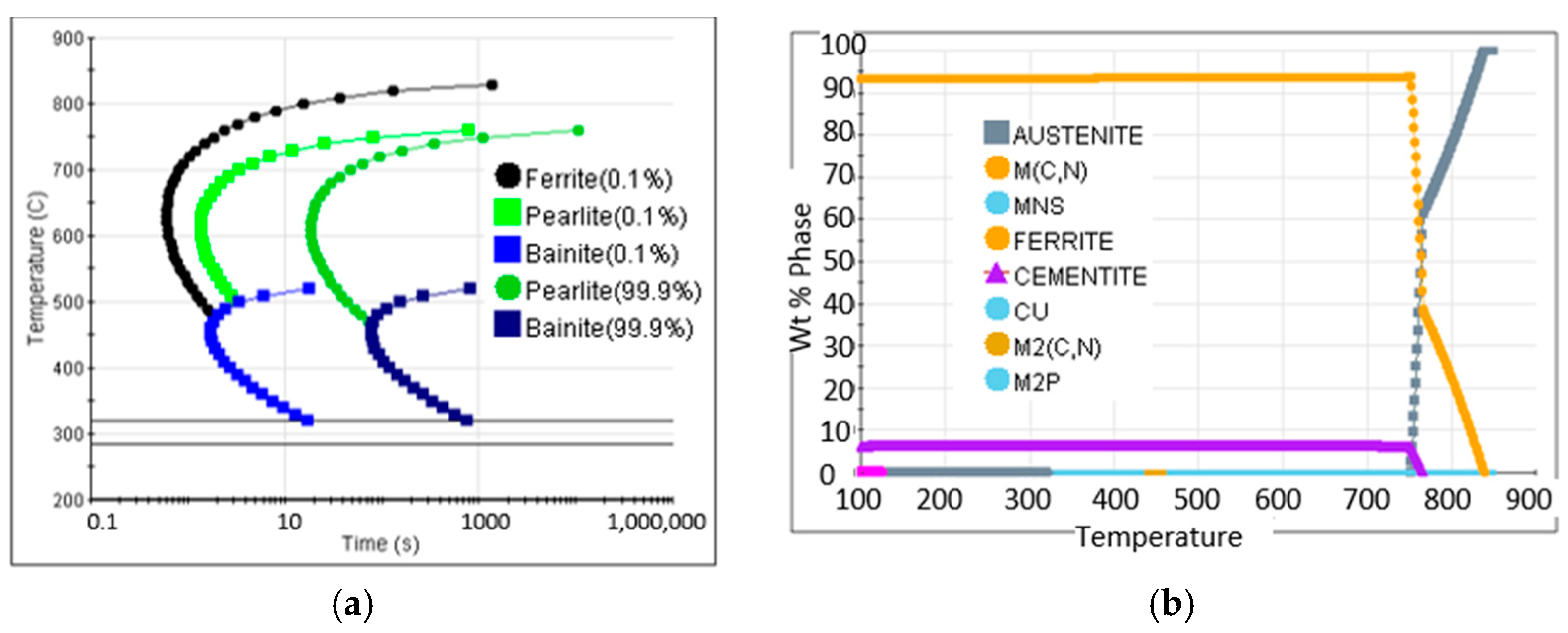
TTT (time temperature transformation) diagram and phase development diagram for the experimental steel were calculated in JMatPro software (Figure 1a,b). The ferrite transformation area in the TTT diagram is very narrow, indicating the difficulty of avoiding pearlite formation during the cooling to bainitic hold temperatures. The calculation of phase ratios predicted the full austenitization of the steel at heating temperatures of 850 °C and higher.
The steel was produced as a model laboratory melt of a 60 kg ingot using a vacuum induction furnace (První železářská společnost Kladno, s. r. o., Kladno, Czech Republic). This ingot was cut into four equal parts along the longitudinal axis, and the central area of the original ingot with numerous shrinkages was cut off. Each part of the ingot was then re-forged at a temperature of 1150 °C into 25 mm diameter bars, using the laboratory’s hydraulic press. Forged bars were finally annealed in the furnace for two hours at 900 °C and were air cooled to room temperature. The initial microstructure of the steel was ferritic-pearlitic.
2.2. Evaluation Methods
The mechanical properties after processing were determined by tensile testing on small flat samples with a gauge length of 5 mm and a cross section of 2 mm × 1.2 mm. Two samples from each treatment were tested. The formability of the steel was evaluated by the product of tensile strength and total elongation (RmxA). Two tensile samples were tested for each processing method and the average values are given in the accompanying tables and figures. The maximum value of the products indicates the best formability, which is connected with the optimal stability of the retained austenite [26]. The optimal stability means that the retained austenite transforms gradually to martensite during straining. If the austenite is too stable, then it might not transform before the fracture of the steel. If it is, on the other hand, not stable enough, it would massively transform at the very beginning of plastic straining and would not contribute to the enhancement of the mechanical properties of TRIP steel [4]. The volume fraction of the retained austenite was determined by X-ray diffraction phase analysis using an AXS Bruker D8 Discover automatic powder diffractometer, with a HI-STAR detector and Co lamp (λKα = 0.1790307 nm). A focusing polycapillary lens was used to achieve an X-ray spot with 0.5 mm diameter. The measurement was carried out in the central part of the samples, and spectra were taken in the range of 2θ from 25° to 110°. The integrated intensities of (200) ferrite peak and (111), (002) and (022) austenite peaks were used for evaluation. Carbon content in retained austenite was calculated when considering the effect of alloying elements, according to [1,27]:
where a is the lattice parameter of the retained austenite calculated from the three austenite peaks measured by X-ray diffraction phase analysis. The amounts of alloying elements are given in weight percent.
a = 3.572 + 0.0012 Mn − 0.00157 Si + 0.0056 Al + 0.033 C
The resulting microstructures were analysed using an EVO 25 scanning electron microscope (Ziess, Oberkochen, Germany) with a LaB6 cathode and a BX61 light microscope (Olympus, Tokyo, Japan). Image analysis software Stream Motion 1.9 was used to determine the phase fraction of the polygonal ferrite and pearlite. The phase fraction of the polygonal ferrite was determined for all of the samples from ten light micrographs with a magnification of 500×. The pearlite fraction of the samples had to be established using SEM micrographs with a magnification of 5000×, due to the small size of the pearlitic areas. All of the microstructure analyses were performed in the central part of the longitudinal cross section of the processed samples.
2.3. Heat Treatment
All of the heat treatments were carried out in a thermo-mechanical simulator, which enables precise control of the thermal and deformation parameters and the application of high temperature gradients and a quick succession of multiple deformation steps. The simulator consists of three main units. Deformations are carried out by the FlexTest SE electro-hydraulic testing system (MTS, Eden Prairie, MN, USA), which offers a maximum load of 50 kN at actuator speeds of up to 3 m/s. High-frequency electrical resistance heating is used to heat the specimen. With a maximum power of 3 kW, the specimens can be heated in a controlled manner at rates in excess of 200 °C/s, depending on the material and shape of the test piece. The third unit of the simulator is the cooling system, which is a feedback-based unit that is linked to the heating system and ensures repeatability of the complex cooling schedules. The active part of the sample is cylindrical with 8 mm diameter and length of 16 mm. The geometry of the sample was optimised to achieve a homogeneous thermal field distribution in the active part of the specimen. A simple two-step heat treatment strategy that is typically used for processing TRIP steel strips was chosen for all of the processing regimes. The samples were soaked and then cooled to a bainitic hold temperature, which is also sometimes referred to as ‘coiling temperature’ in TRIP steel processing literature [3]. The temperatures of the soaking hold and bainitic hold varied, and several cooling rates were also tested to describe the effects of the processing parameters on the microstructure and mechanical properties.
A heating rate of 20 °C/s was used for all of the samples. To estimate the effect of heating temperature, a soaking hold of 100 s was applied at three temperatures of 850, 900 and 1000 °C. According to the calculations of the phase fractions carried out using JMatPro software (Sente Software Ltd., Surrey, UK) (Figure 1), all three soaking temperatures should lie in a one-phase, fully austenitic region. Three different cooling rates of 15, 30, and 50 °C/s were used for subsequent cooling to the bainitic hold. Higher cooling rates were chosen to prevent pearlite formation and improve the final microstructure. Varying bainitic hold temperatures between 375 and 450 °C were used to evaluate the effect of the hold temperature on the final microstructure and the mechanical properties of the steel.
3. Results and Discussion
3.1. Effect of Heating Temperature
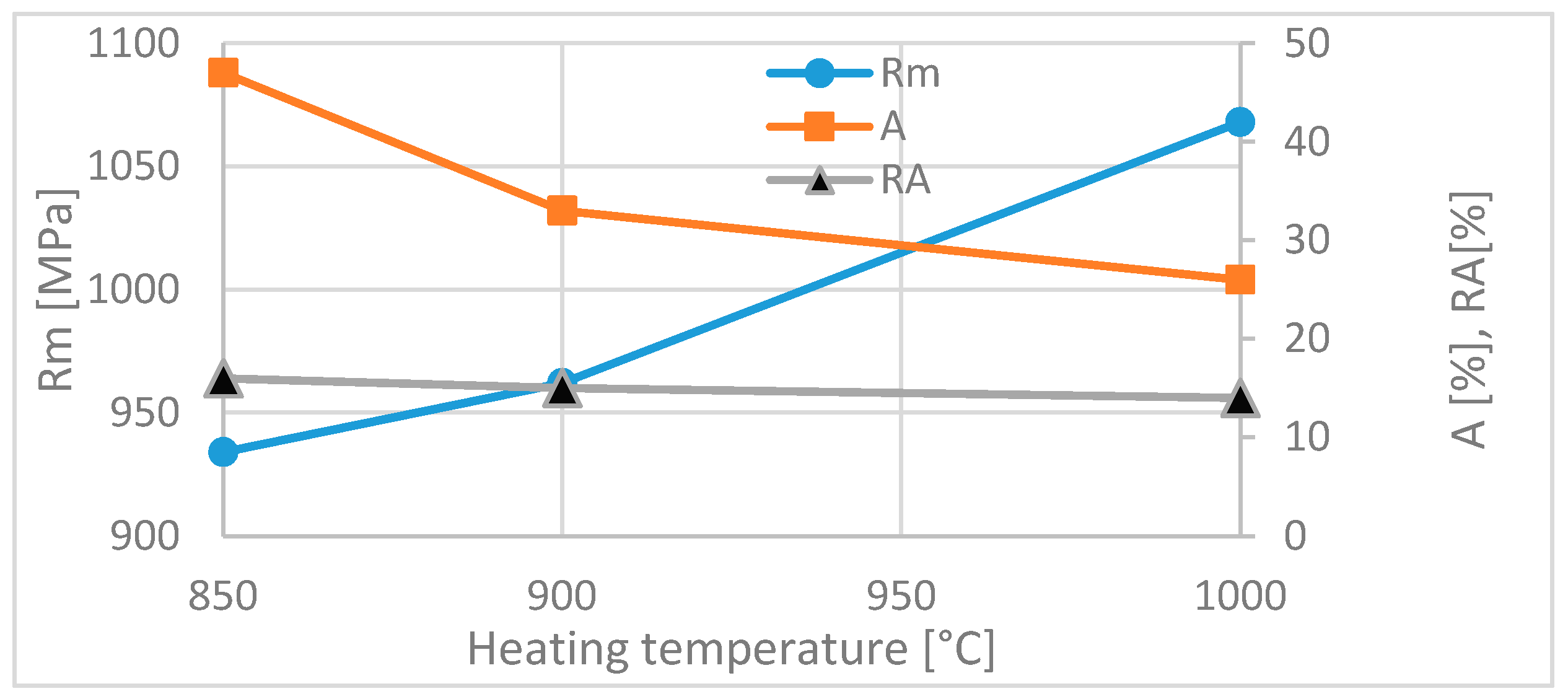
To evaluate the effect of different heating temperatures, the same schedules with a cooling rate of 30 °C/s and bainitic hold at 400 °C were repeated for three soaking temperatures of 850, 900, and 1000 °C. As the soaking temperature increased, the strength of the steel also increased, from 869 MPa obtained for the sample with 850 °C soaking, up to 1068 MPa for the sample with 1000 °C soaking temperature (Table 2, Figure 2).
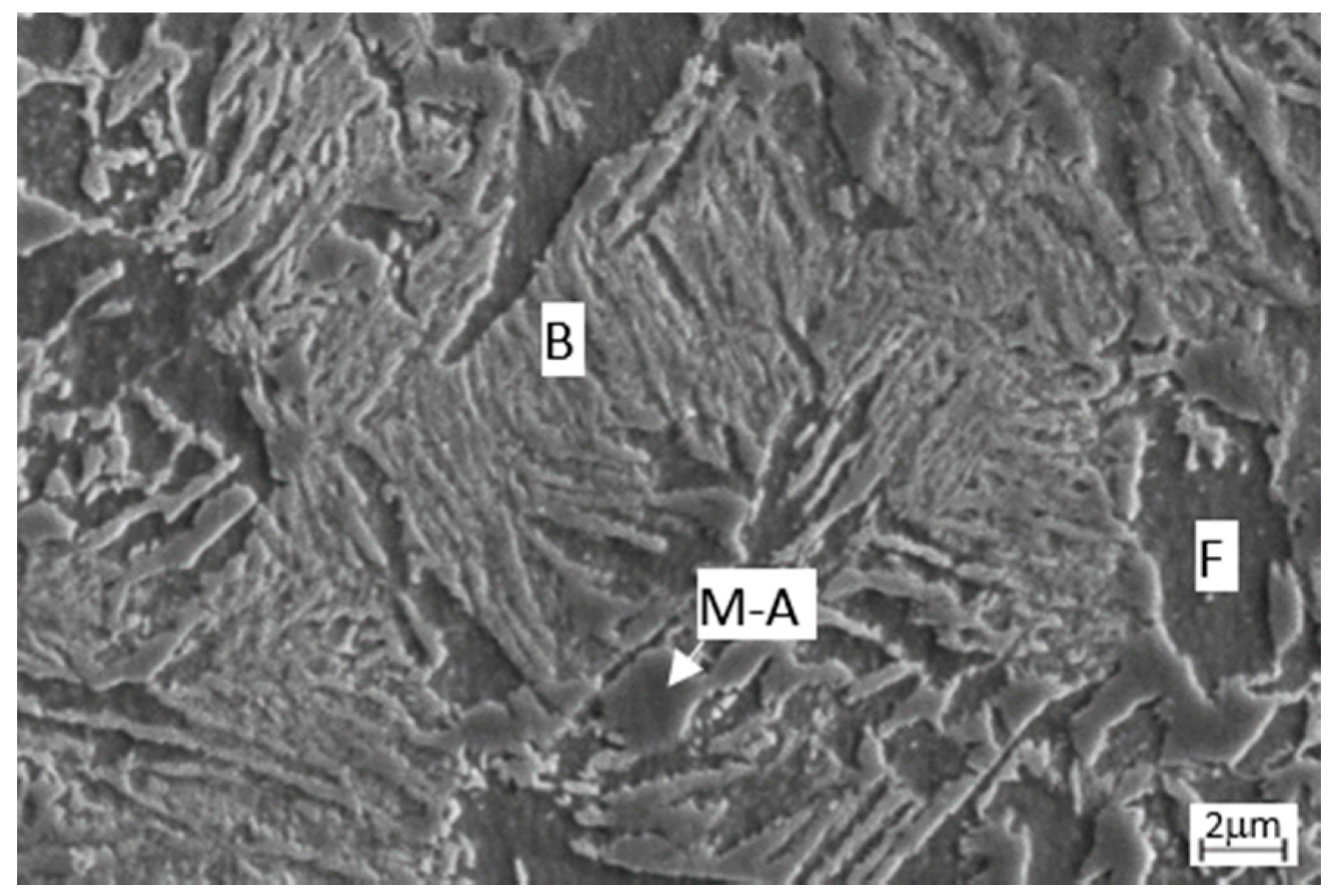
The lowest soaking temperature of 850 °C resulted in a multiphase microstructure that is typical for TRIP steels with a ferritic-bainitic matrix and 16% of retained austenite and the best combination of mechanical properties. Bainite in 42SiMn steel was a carbide-free microstructure typical for TRIP steels, with granular or lath morphology. Depending on the shape of ferrite areas, these morphologies are usually called granular bainite and bainitic ferrite [6,28,29,30,31,32], or in some cases, also granular and acicular ferrite [28,32]. Granular bainite is defined as the mixture of irregular shaped ferrite plates and dispersed blocky retained austenite or M-A constituent [30], or as equiaxed ferrite grains that are possessing a higher dislocation density than polygonal ferrite and containing islands of retained austenite or M-A constituents [32]. Bainitic ferrite is defined as ferrite laths that are separated by films or laths of retained austenite and/or martensite [29,30]. The same microstructure consisting of bainitic ferrite laths with interlayer of austenite or martensite is also called acicular ferrite [32]. The bainite in 42SiMn steel that was soaked at 850 °C was mainly of a granular type with a few areas of lath bainite (Figure 3). This is in agreement with the descriptions of the microstructures of TRIP steels with lower carbon content, where Nb micro-addition also supported the formation of granular bainite [6,20]. Very fine pearlitic areas were occasionally found in the microstructure; however, this does not seem to have a negative effect on the retention of austenite or on the mechanical properties. Significant amounts of polygonal ferrite that was obtained in the final microstructure also suggested that this soaking temperature was in fact low enough to fall into the intercritical temperature region, which is in contrast to the results from JMatPro calculations (Figure 1).
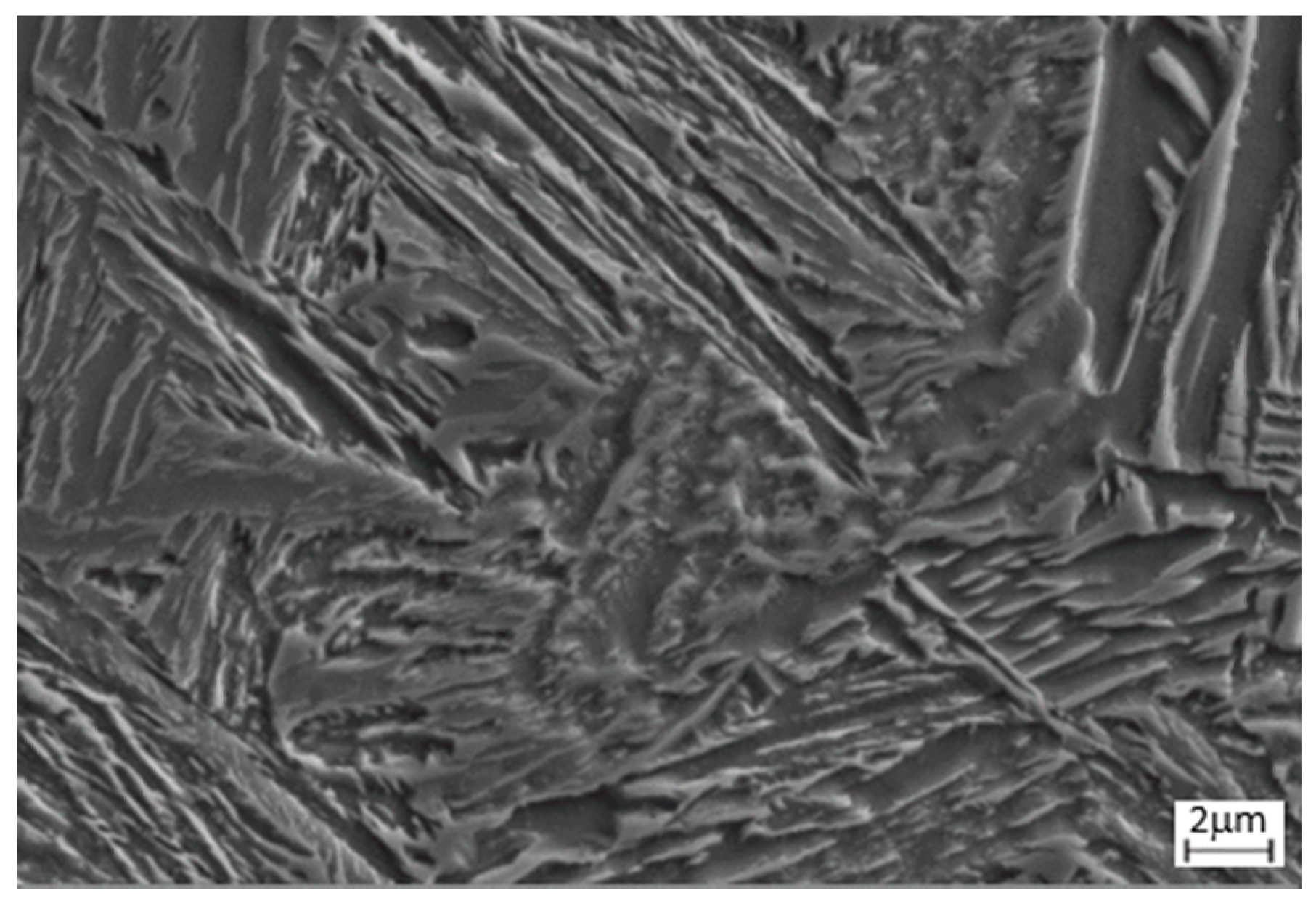
Higher heating temperatures of 900 and 1000 °C resulted in the full austenitization of the steel and the final microstructures were in both cases mainly bainitic, consisting of large blocks of lath bainite that was lined by a very small amount of proeutectoid ferrite grains and containing around 13% of lath retained austenite (Figure 4 and Figure 5). No traces of pearlite were found in either microstructure. Bainitic laths were shorter in the sample, with a soaking temperature of 900 °C. The bainitic blocks were significantly finer and larger islands of bainitic ferrite and retained austenite were more frequent in this microstructure than in the sample with a higher soaking temperature of 1000 °C. This would contribute to a higher total elongation and lower strength of the sample soaked at 900 °C in comparison to the mechanical properties of the sample soaked at 1000 °C.
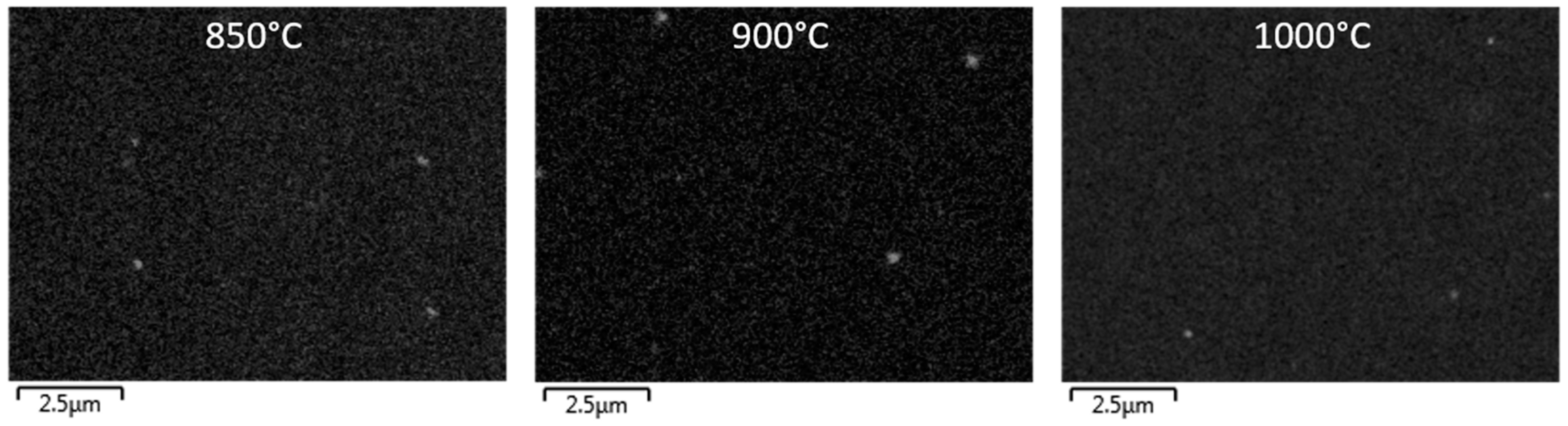
Another important factor that is influencing the mechanical properties of these C-Mn-Si-Nb low alloyed steels is the state of niobium. It can either be dissolved in solid solution or precipitated in NbC, or Nb(C,N), or there can be a mixture of both states in various ratios depending on the heating temperature and the processing conditions [20]. In the case of the treatments that are used here, the state of niobium is influenced solely by the soaking temperature, as no deformations are applied during the processing to stimulate strain induced precipitation of niobium carbides. The temperature of complete dissolution of primary NbC is commonly given to be around 1200 °C for this kind of steel [23], and it has been reported for similar low alloyed CMnSiNb steels that around 94% of niobium is still undissolved after 2 min soaking at 900 °C [20]. When considering that a relatively rapid heating rate of 20 °C/s and short holds of 100 s are used for all of the samples, it can be safely assumed that niobium carbides were not dissolved in the samples with a soaking temperature of 850 °C, and a negligible amount of niobium was dissolved during the soaking at 900 °C. Practically the same amount, sizes, and distribution of Nb enriched particles was observed in the elemental maps that were produced by EDS (Energy-dispersive X-ray spectroscopy) (Figure 6). The average size of the particles was 0.133 μm with standard deviation of 0.06 μm for the soaking temperature of 850 °C and 0.134 μm with standard deviation of 0.03 μm for the soaking temperature of 900 °C, the error of the measurement was 0.005 μm. About 10% of niobium can be expected to dissolve in this kind of low alloyed steel in austenite during soaking at 1000 °C [23], and it can provide a small contribution to the higher strength of this microstructure. This was in agreement with elemental mapping results, which showed a generally smaller size of Nb enriched particles than in the samples that were soaked at lower temperatures. The average size of the particles decreased in this case to 0.114 μm, with a standard deviation of 0.05 μm.
3.2. Effect of Cooling Rate
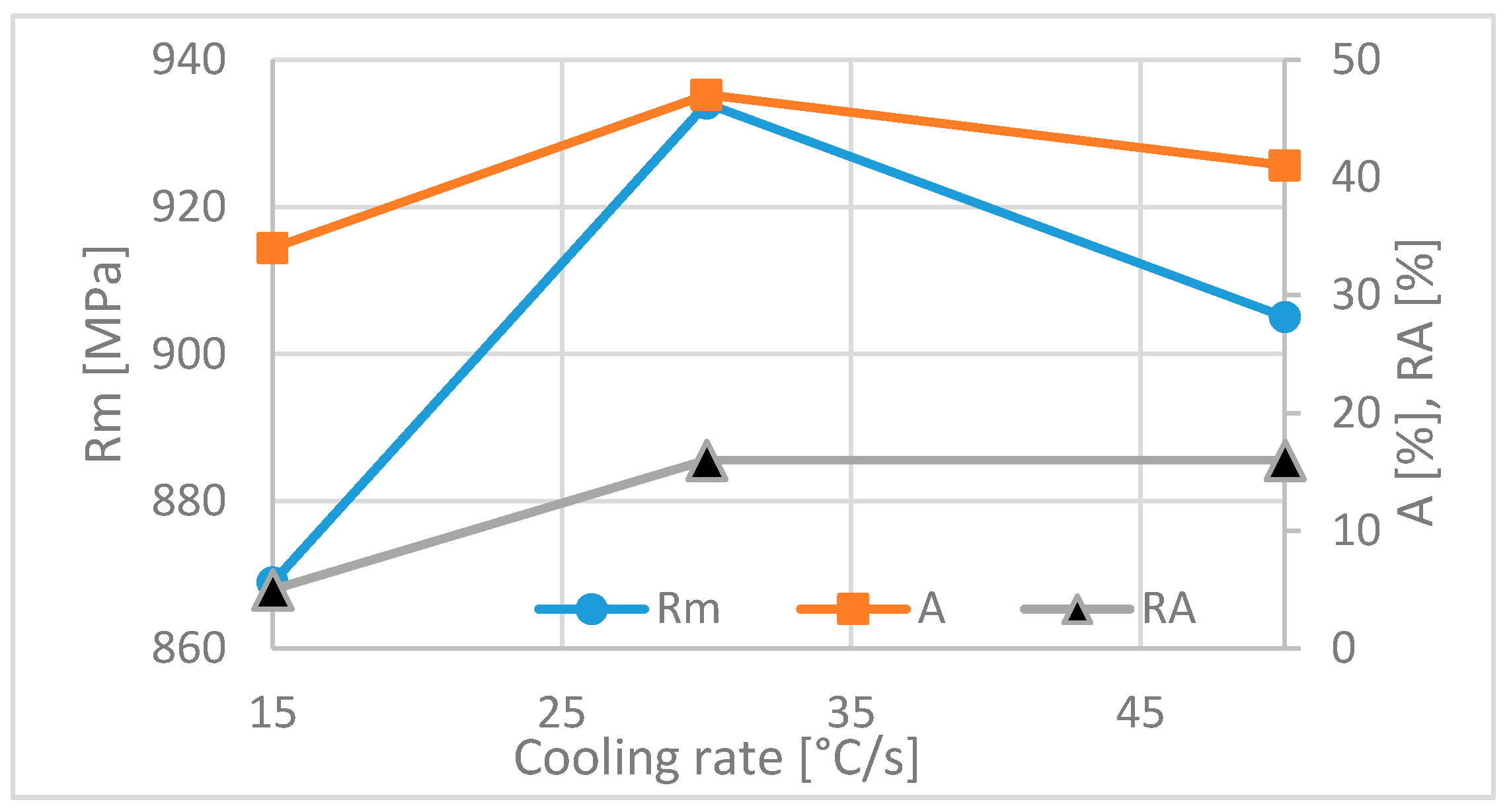
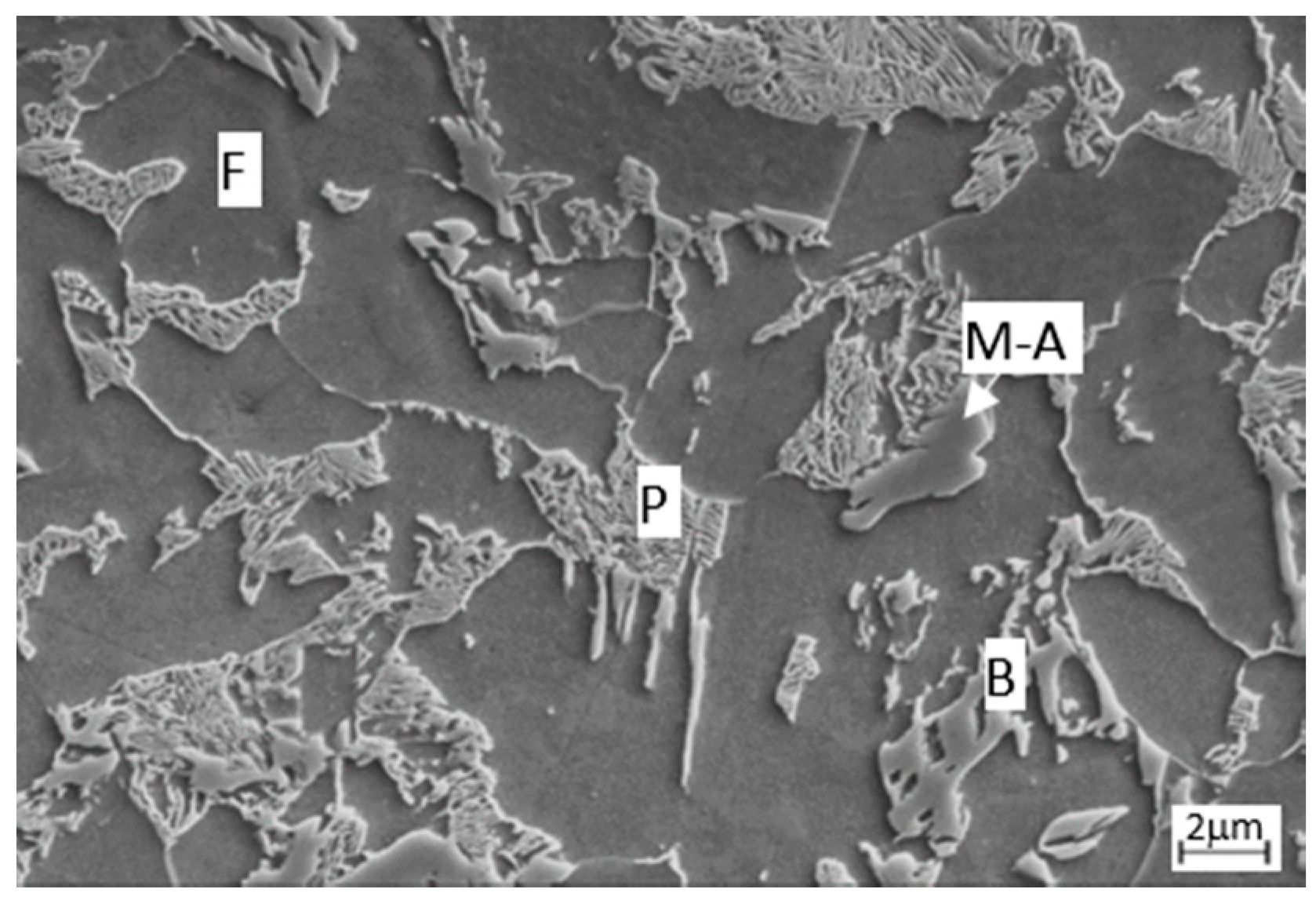
The samples that were soaked at 850 °C and cooled at various cooling rates to 400 °C bainitic hold displayed three completely different microstructures. The mechanical properties were improved by increasing the cooling rate from 15 to 30 °C/s (Table 3, Figure 7), as the microstructure changed from ferritic-pearlitic to ferritic-bainitic with a small amount of very fine pearlite. The microstructure obtained by the slowest cooling was the most homogenous one, with the highest amount of polygonal ferrite (39%) and pearlite (Figure 8). The volume fraction of pearlite reached 25%. The higher cooling rate of 30 °C/s decreased the amount of proeutectoid ferrite in the final microstructure to 21% and replaced most of the pearlite by granular bainite (Figure 3). Only 6.5% of pearlite was found in this microstructure.
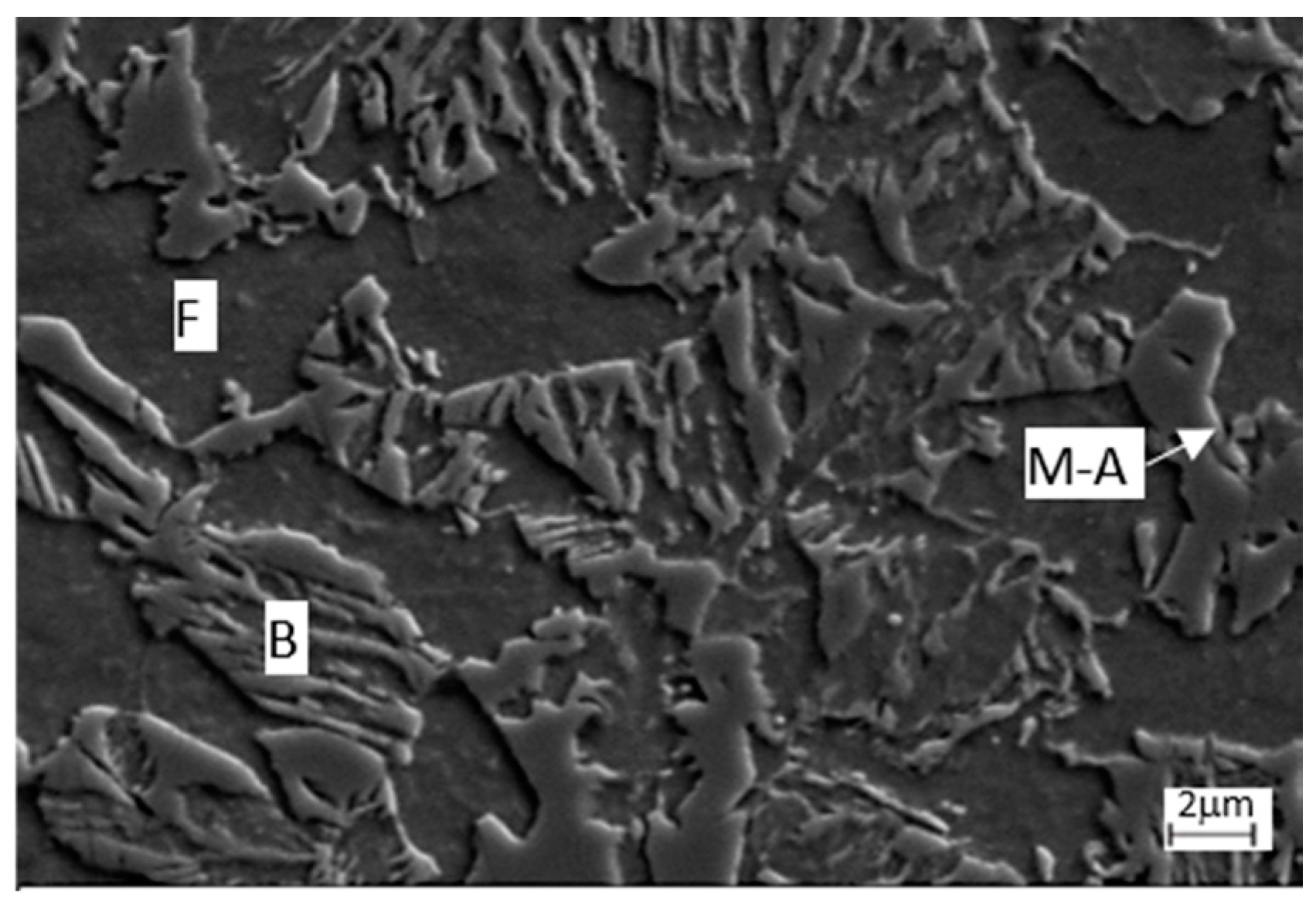
A further increase of the cooling rate to 50 °C/s caused an even further drop in the volume fraction of the polygonal ferrite to 16% and the disappearance of pearlite (Figure 9). Larger blocks of M-A constituent were observed in the microstructure, which can be expected to contain more martensite and be generally less stable to martensitic transformation during the straining [4]. This could explain a slight fall in strength and total elongation observed in this sample in comparison with the one cooled at 30 °C/s.
3.3. Effect of Bainitic Hold Temperature
The cooling rate of 30 °C/s provided the best combination of high strength and total elongation for the steel soaked at 850 °C, with bainitic hold at 400 °C. Therefore, this cooling rate and soaking temperatures were used to process a set of samples with various bainitic hold temperatures to analyse the influence of bainitic hold temperature on the microstructure and the mechanical properties of 42SiMn steel. Bainitic holds were tested in the range of 375–500 °C, covering most of the calculated bainite transformation interval. All of the hold temperatures were above the martensite start temperature of 320 °C, which was calculated by JMatPro.
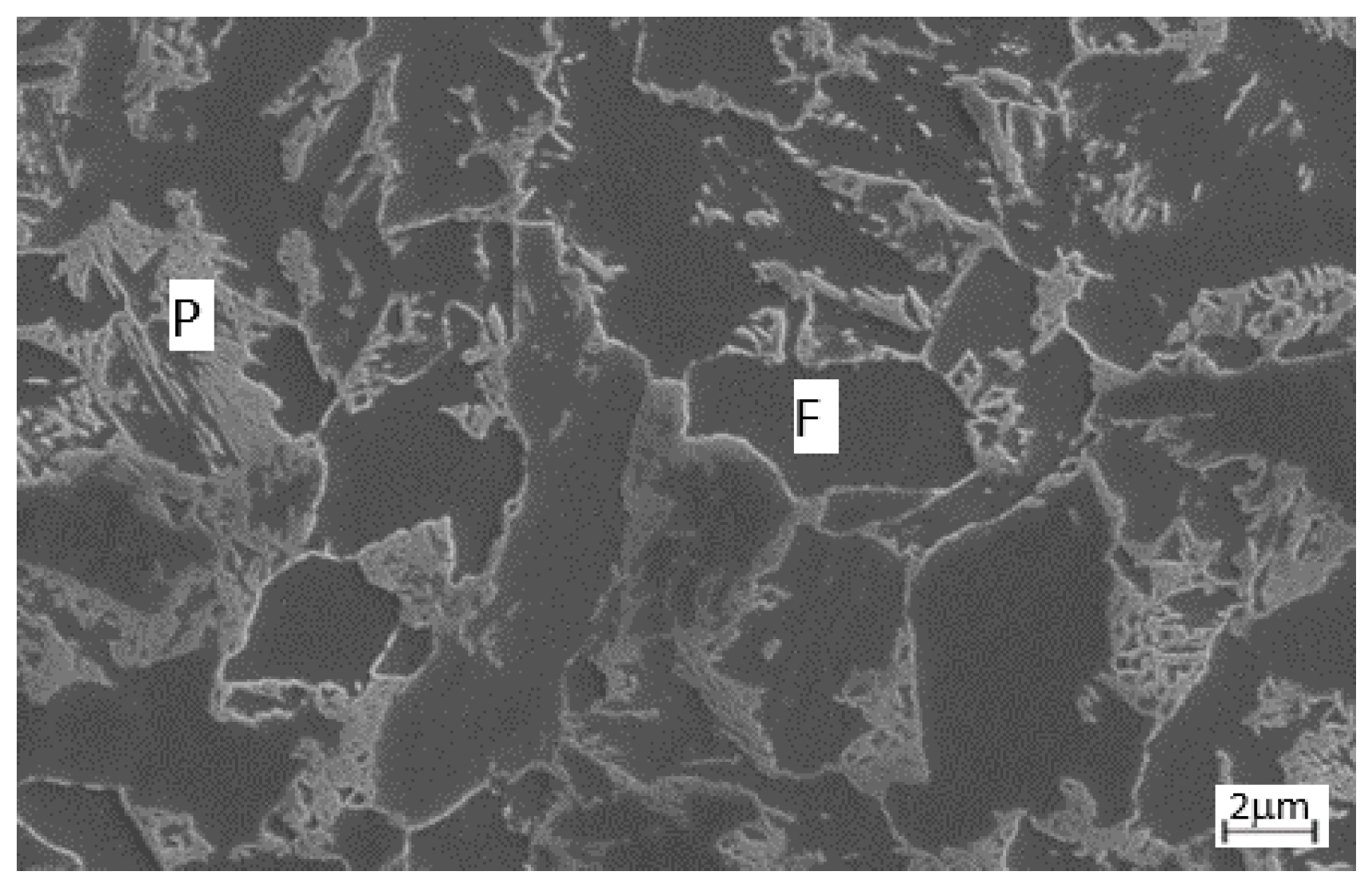
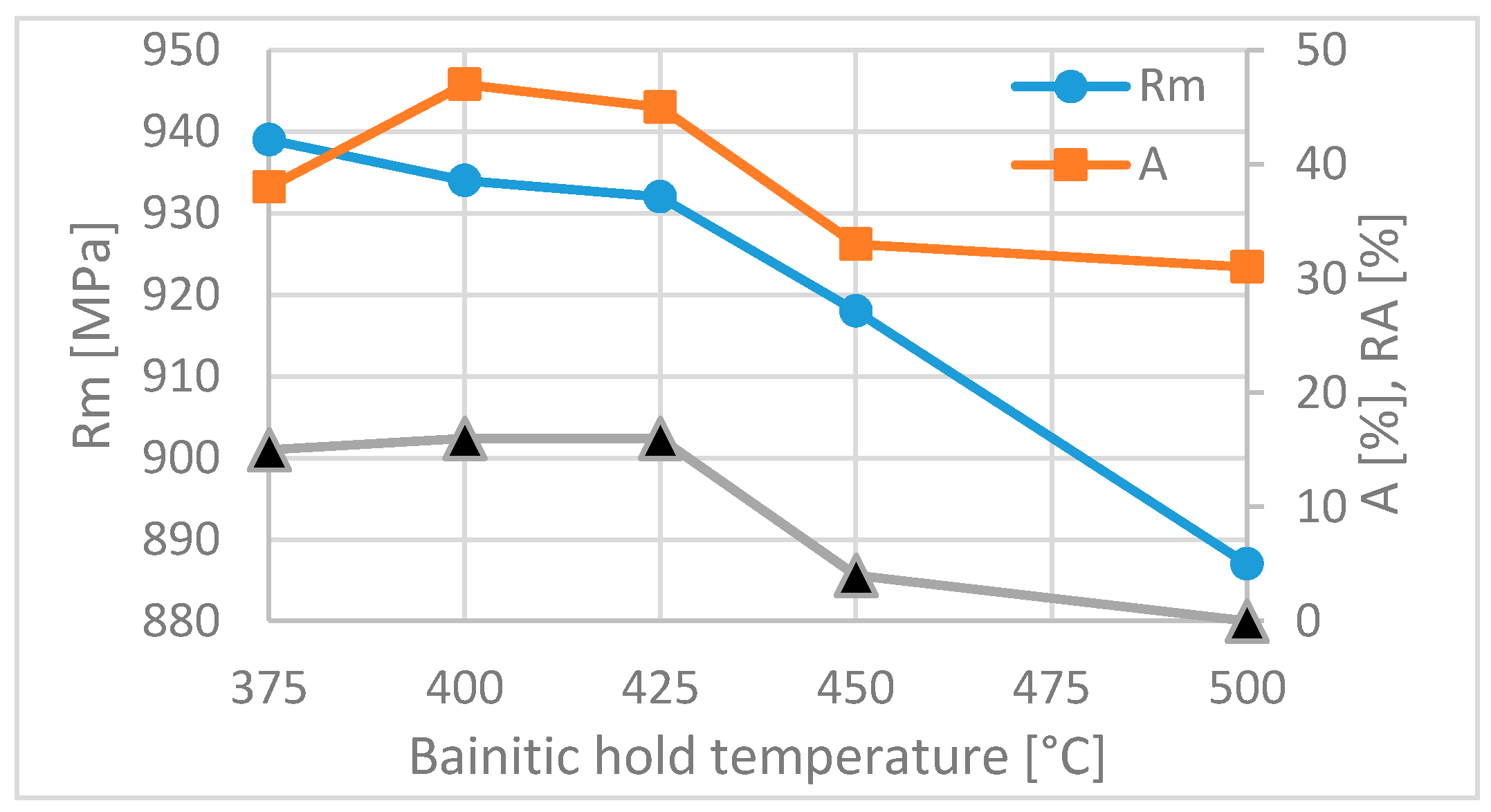
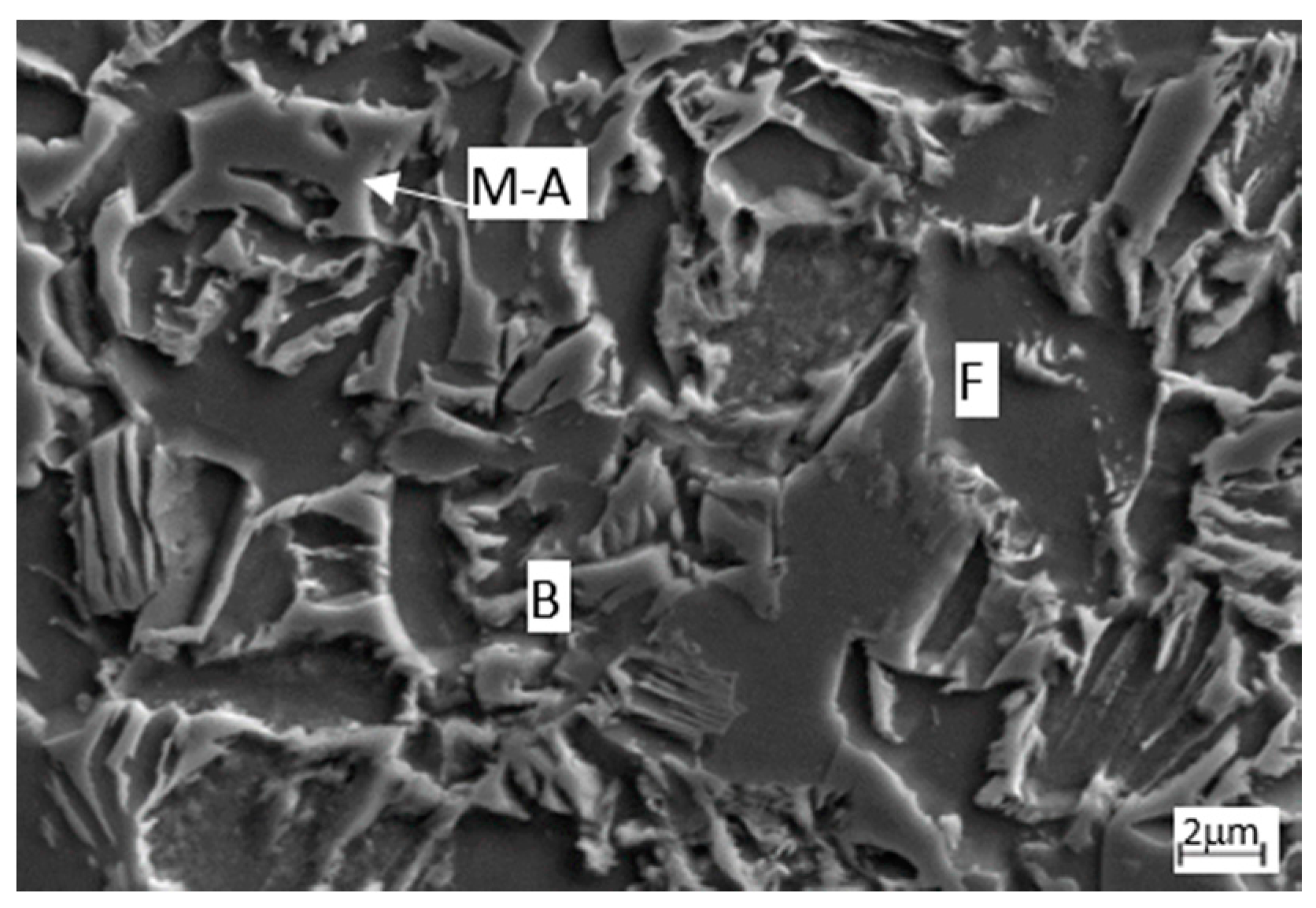
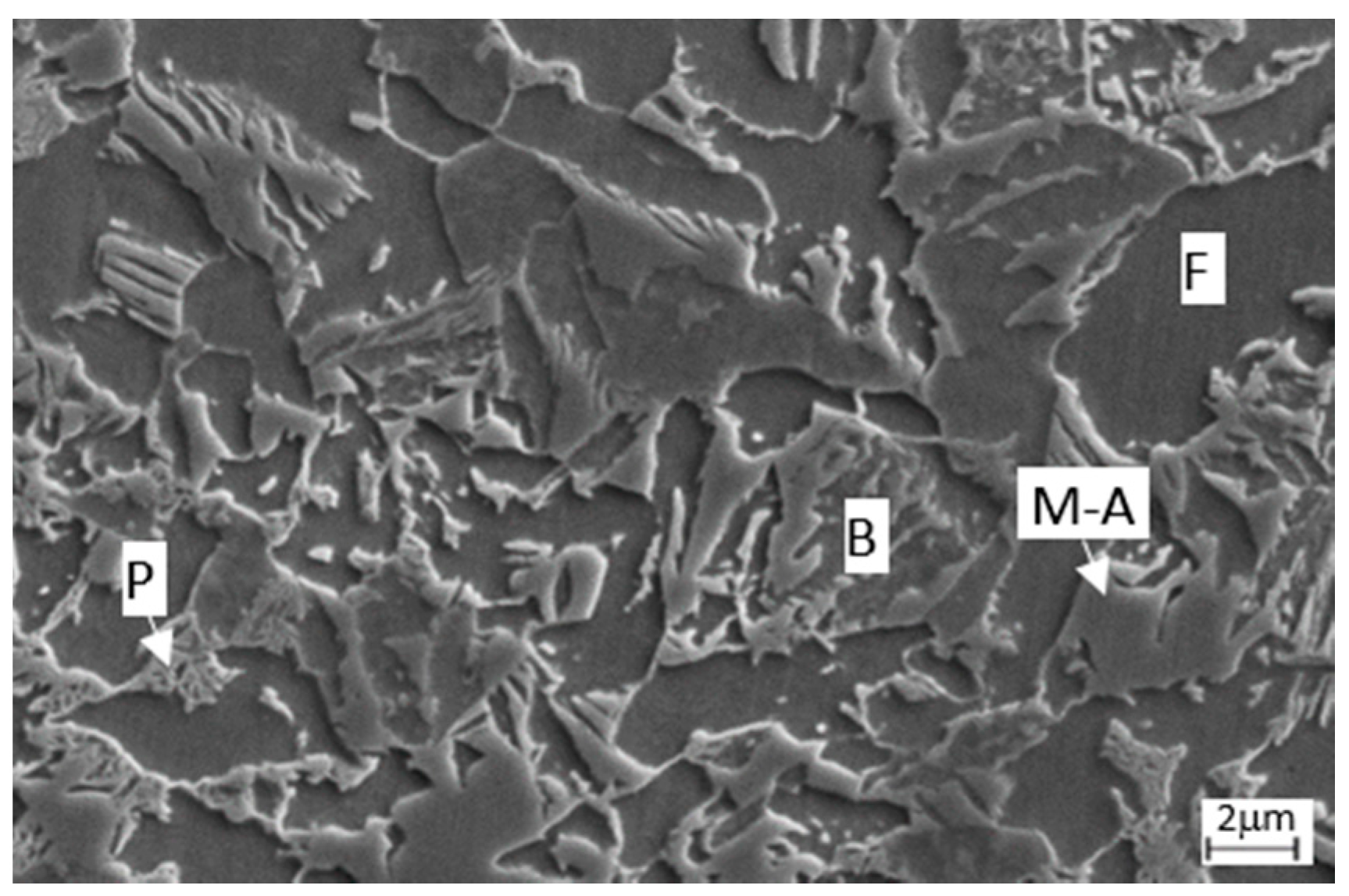
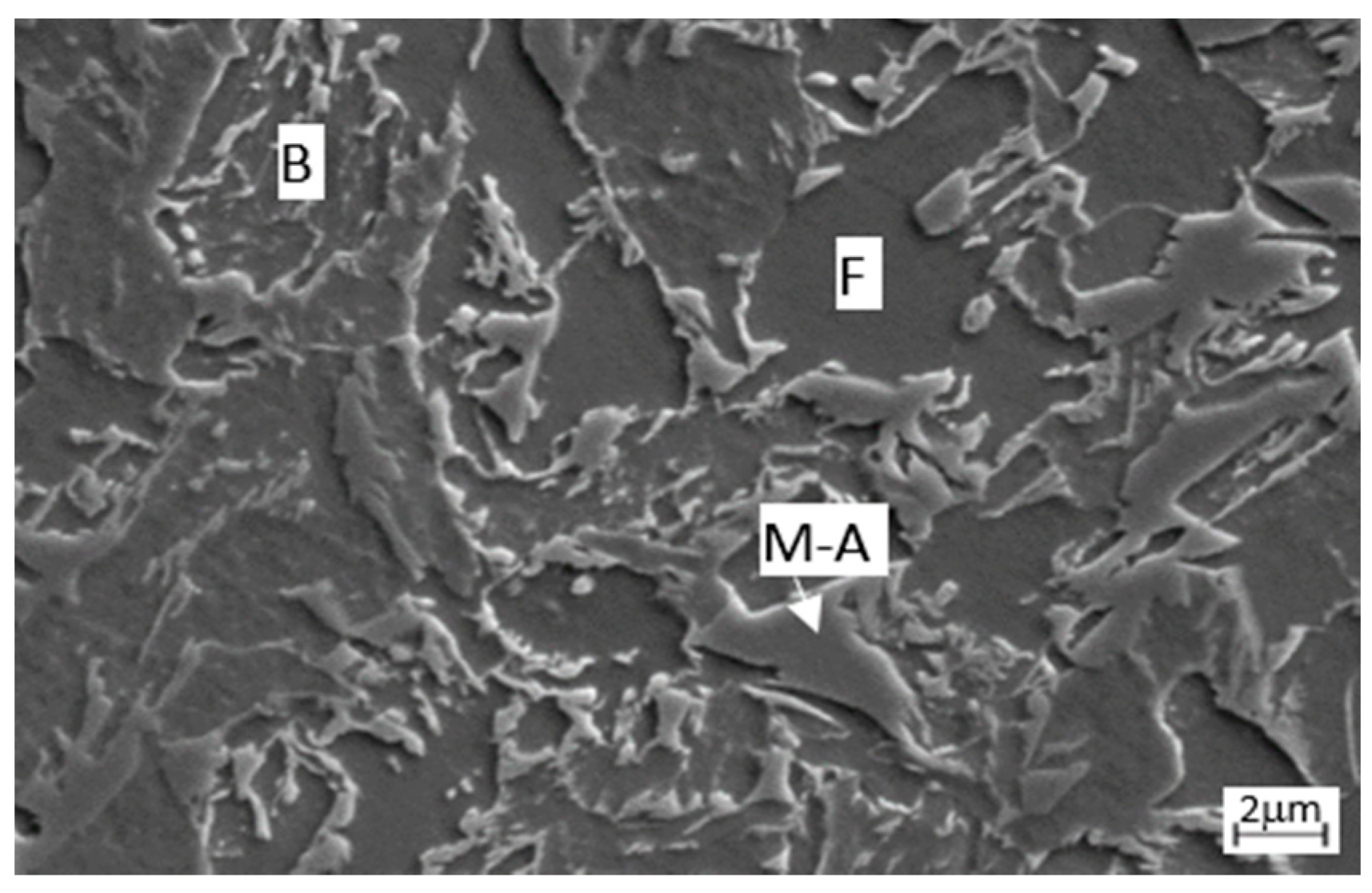
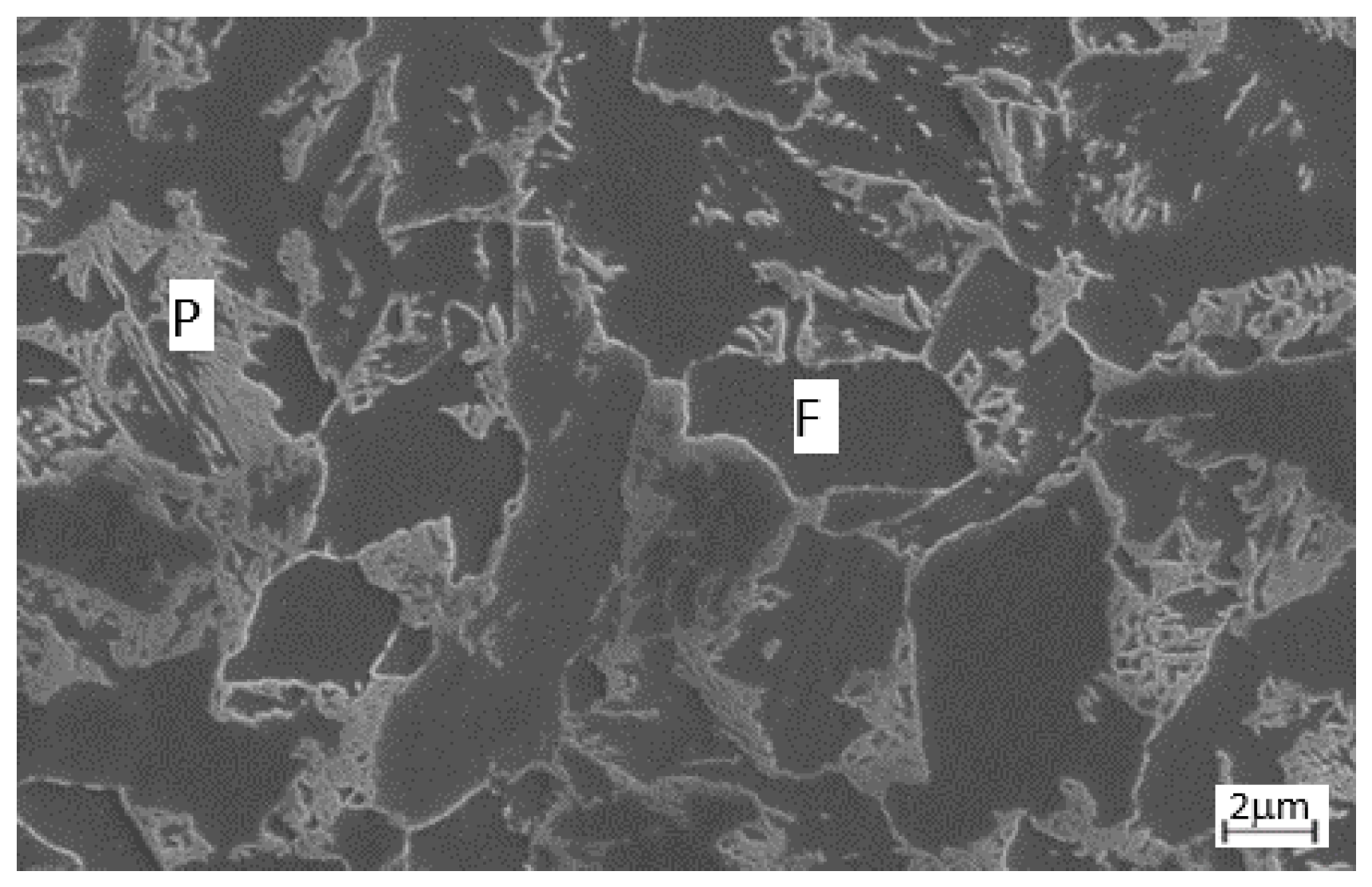
An increase in the bainitic hold temperature from 375 to 400 °C produced a significant improvement of mechanical properties (Table 4, Figure 10). While the strength remained the same, the total elongation increased from 38% to 47%. The microstructure that was obtained by processing with the hold at 400 °C was most typical for TRIP steel processing, consisting of a ferritic-bainitic matrix with the occasional occurrence of very fine pearlite and M-A constituent (Figure 11). In comparison to the microstructure after bainitic hold at 375 °C (Figure 12), the amount of polygonal ferrite decreased with an increasing hold temperature from 24% to 21%. Further increase of the hold temperature to 425 °C did not change the mechanical properties, and only after the hold at 450 °C did the strength decrease slightly to 918 MPa, and the total elongation dropped to 33%. The final microstructure was similar to previous cases (Figure 13), consisting mainly of a bainitic-ferritic mixture with larger areas of M-A constituent. The bainite possessed granular morphology with a higher amount of bainitic ferrite than after the holds at lower temperatures and the amount of retained austenite dropped to 4%. The mechanical properties reached their lowest values after the hold at 500 °C, when strength of only 887 MPa and 31% total elongation were obtained. This drop in the values of mechanical properties was caused by the disappearance of bainite from the final microstructure, which was predominantly ferritic-pearlitic (Figure 14). The pearlitic areas were quite small, typically reaching the size of only several micrometres with extremely fine laths. No retained austenite was detected in this microstructure, as growing pearlite consumed the carbon, disabling the chemical stabilization of the remaining austenite during the hold. The highest amount of polygonal ferrite, reaching 38%, was found in this microstructure, and the ferrite grains were also the coarsest of all the obtained microstructures.
The most convenient microstructures and combinations of mechanical properties were achieved by processing with the holds at 400 and 425 °C, as both tensile strength and total elongation reached peak values at these temperatures. Despite the presence of a small amount of very fine pearlite in both of the microstructures, they were both the most suitable for the utilization of the TRIP effect (Figure 3 and Figure 10). The sample with 400 °C hold achieved the highest product of strength and total elongation, suggesting that the optimum temperature for the bainitic hold would lie around 400 °C.
The observed changes of the mechanical properties are in agreement with the results that were published for 0.2%C TRIP steels, where increasing the temperature of the bainitic hold generally results in a decreasing strength and an increasing total elongation [33]. The plateau of tensile strength was also reported by Hausmann et al. [18] for 0.2C-2.6Mn-0.8Si-0.025Nb steel with tensile strengths in the region of 1200–1000 MPa, which also reached nearly constant strengths for hold temperatures in the interval of 425–450 °C, followed by a quick drop after the treatment with a 475 °C hold. The total elongation gradually increased from 12% to 18% with increasing hold temperature.
For commercial processing of TRIP steels, heat treatment is typically accompanied by forming operations, which can shift important transformation temperatures. To verify the results that were obtained by simple heat treatment, the same thermal cycles that were described in Table 4 were also used for thermo-mechanical treatment of 42SiMn steel with two incorporated compressive deformations. The first deformation was carried out at the temperature of 850 °C, at the end of a soaking hold, and the second one during the cooling, at the temperature of 720 °C. Each compression was equal to 10% of the actual sample length. The highest ultimate tensile strength of 910 MPa was obtained for the treatment with bainitic hold at 350 °C. The strength decreased to 857 MPa for the processing with the hold at 400 °C, and remained around 850 MPa for all of the higher bainitic hold temperatures up to 500 °C. The total elongation values reached the peak of 40% and 41% for bainitic holds at 400 and 425 °C, respectively. The optimal annealing hold temperature of thermo-mechanically processed 42SiMn steel would therefore be in the interval of 350–425 °C, depending wheatear higher strength or higher total elongation is desired. The highest formability (RmxA product) was obtained for the hold at 425 °C. This finding corresponds to a previous work on a low carbon 0.17C-1.5Si-1.6Mn TRIP steel, which confirmed the bainitic hold temperature of 400 °C as an optimal choice for both, heat and thermo-mechanical treatment [34]. It should be however noted that unlike the case of low carbon steel, where thermo-mechanical treatment improved mechanical properties of the steel, thermo-mechanical treatment of 42SiMn steel resulted in the formation of a significant amount of pearlite, which deteriorated the mechanical properties in comparison to those that were obtained by heat treatment.
3.4. Effect of Processing Parameters on Carbon Content in the Retained Austenite and the Retained Austenite Stability
All of the processing parameters affected the carbon content in the retained austenite. Higher carbon content means higher mechanical stability of the retained austenite against martensitic transformation, however it does not necessarily ensure better mechanical properties of the steel [1,35]. The soaking temperature had the most significant effect. Carbon content increased with an increasing soaking temperature. The change of soaking temperature from 850 to 900 °C was caused only a small increase in the carbon content of the retained austenite, from 1.57% to 1.59% (the error of carbon content calculation is around 0.002%). However, increasing the soaking temperature to 1000 °C produced a more significant increase of the carbon content to 1.67%. A higher cooling rate in the processing with a soaking temperature of 850 °C resulted in higher carbon content, even though the differences were not large. A cooling rate of 15 °C/s produced retained austenite with 1.54% of carbon, and this amount increased only to 1.59% for the highest cooling rate of 50 °C/s. The temperature of the annealing hold also influenced the carbon content in the retained austenite. The lowest hold temperature of 375 °C provided the retained austenite with 1.50% of carbon. Carbon content increased to 1.57% for the processing, with a bainitic hold temperature of 400 °C. Exactly the same carbon content of 1.57% was also determined in the retained austenite that was produced by a bainitic hold at 425 °C. These two treatments also resulted in the best combinations of tensile strengths and total elongation (formability factors above 41,000 MPa%). A further increase in the bainitic hold temperature to 450 °C significantly decreased the carbon content in the retained austenite to 1.39%.
Carbon content is only one of the factors that are affecting stability, and thus also transformation behaviour of retained austenite during straining and higher carbon contents contribute to higher stability of retained austenite [1,4,5,6,35,36]. The aim of TRIP steel processing is to achieve an optimal stability of retained austenite, which means that the austenite should be able to continuously transform to martensite during straining. This behaviour produces a typical strain hardening curves, which are increasing at first at a moderate rate and then slowly decreasing. Continuous transformation of retained austenite was observed for several low carbon steels treated with bainitic holds around 400 °C [31,36]. Other important factors that influence the stability of the retained austenite are the retained austenite morphology (thin films and laths are more stable than bulky islands), the grain size (stability increases with decreasing size), and the effect of surrounding phases [1]. Retained austenite surrounded by ferrite will deform and transform to martensite only after the surrounding ferrite grains are deformed. On the other hand, retained austenite surrounded by harder phases, such as bainite, will transform more slowly, or not at all [6].
In the case of microstructures that are obtained by heat treatment of 42SiMn steel soaked at 850 °C with bainitic holds carried out at 400 and 425 °C, the retained austenite was mainly present in granular bainite with larger islands of retained austenite or M-A constituent formed at bainite/polygonal ferrite interface and only occasional areas with fine lath bainite morphology were observed. This microstructure with a middle carbon content of 1.57, the highest volume fraction of retained austenite (16%) and around 20% of polygonal ferrite resulted in the best combination of mechanical properties.
The effect of surrounding phases and retained austenite morphology could be demonstrated on the microstructure that was obtained by the soaking at 900 °C. In spite of containing 12% of retained austenite with very similar carbon content of 1.59%, this microstructure reached markedly lower total elongation than the microstructures that was processed by the soaking at 850 °C. The difference in mechanical properties was caused not only by a significant decrease of ferrite volume fraction in the sample soaked at 900 °C, but also by a lower volume fraction and a higher stability of the retained austenite. Retained austenite was present predominantly in the form of relatively thin laths in the lamellar bainitic microstructure. According to Chiang [1], the higher stability of retained austenite in lamellar microstructures can be contributed mainly to a stress shielding effect of surrounding bainite and secondary also to elongated shape of retained austenite.
4. Conclusions
The carbon content of 42SiMn steel was at the upper boundary of the limit that was usually used for TRIP steels and its manganese content of 0.6% was relatively low. The combination of alloying elements turned out to be prone to pearlite formation at cooling rates below 50 °C/s. However, it was demonstrated that very small pearlitic areas with fine laths are not fatal for the mechanical properties of the steel, and the volume fraction of the retained austenite could still be sufficient to ensure good total elongation of this steel.
The final microstructures and mechanical properties were also sensitive to the choice of the bainitic hold temperature. The best results were obtained for the processing with bainitic holds of 400 and 425 °C. There was a temperature interval around these temperatures where the final microstructures and their mechanical properties remained practically the same. This means that there would be some tolerance to real processing temperature variations.
Multiphase final microstructures were obtained by using various processing parameters, and they achieved good combinations of ultimate tensile strengths of 887–1063 MPa and total elongation A5mm of 26–47%. The most suitable combination of a high strength of 934 MPa and a total elongation of 47% was obtained for the processing, with the lowest soaking temperature of 850 °C, followed by cooling at a medium cooling rate of 30 °C/s and bainitic hold at 400 °C for a duration of 600 s.
Acknowledgments
This contribution has been prepared within the project LO1502 ‘Development of the Regional Technological Institute’ under the auspices of the National Sustainability Programme I of the Ministry of Education of the Czech Republic aimed at supporting research, experimental development and innovation.
Conflicts of Interest
The author declares no conflict of interest.
References
- Chiang, J.; Boyd, J.D.; Pilkey, A.K. Effect of microstructure on retained austenite stability and tensile behaviour in an aluminum-alloyed TRIP steel. Mater. Sci. Eng. A 2015, 638, 132–142. [Google Scholar] [CrossRef]
- Girault, E.; Jacques, P.; Ratchev, P.; Van Humbeeck, J.; Verlinden, B.; Aernoudt, E. Study of the temperature dependence of the bainitic transformation rate in a multiphase TRIP-assisted steel. Mater. Sci. Eng. A 1999, 273–275, 471–474. [Google Scholar] [CrossRef]
- Kučerová, L.; Jirková, H.; Mašek, B. Continuous Cooling of CMnSi TRIP Steel. Mater. Today 2014, 2, 677–680. [Google Scholar] [CrossRef]
- De Cooman, B.C. Structure-properties relationship in TRIP steels containing carbide-free bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 285–303. [Google Scholar] [CrossRef]
- Jacques, P.J.; Furnémont, Q.; Lani, F.; Pardoen, T.; Delannay, F. Multiscale mechanics of TRIP-assisted multiphase steels: I. Characterization and mechanical testing. Acta Mater. 2007, 55, 3681–3693. [Google Scholar] [CrossRef]
- Timokhina, I.B.; Hodgson, P.D.; Pereloma, E.V. Effect of microstructure on the stability of retained austenite in transformation-induced-plasticity steels. Metall. Mater. Trans. A 2004, 35, 2331–2341. [Google Scholar] [CrossRef]
- Kučerová, L.; Jirková, H.; Mašek, B. The Effect of Alloying Elements on Microstructure of 0.2%C TRIP Steel. Mater. Sci. Forum 2017, 891, 209–213. [Google Scholar] [CrossRef]
- Verlinden, B.; Driver, J.; Samajdar, I.; Doherty, R. Thermo-Mechanical Processing of Metallic Materials; Elsevier Science: Amsterdam, The Netherlands, 2007; Volume 11, pp. 129–149. ISBN 9780080544489. [Google Scholar]
- Han, I.; Kwiatkowski da Silva, A.; Ponge, D.; Raabe, D.; Lee, S.-M.; Lee, Y.-K.; Lee, S.-I.; Hwang, B. The effects of prior austenite grain boundaries and microstructural morphology on the impact toughness of intercritically annealed medium Mn steel. Acta Mater. 2017, 122, 199–206. [Google Scholar] [CrossRef]
- Matsumura, O.; Sakuma, Y.; Takechi, H. Trip and its kinetic aspects in austempered 0.4C-1.5Si-0.8Mn steel. Scr. Metall. 1987, 21, 1301–1306. [Google Scholar] [CrossRef]
- Seol, J.-B.; Raabe, D.; Choi, P.-P.; Im, Y.-R.; Park, C.-G. Atomic scale effects of alloying, partitioning, solute drag and austempering on the mechanical properties of high-carbon bainitic-austenitic TRIP steels. Acta Mater. 2012, 60, 6183–6199. [Google Scholar] [CrossRef]
- Busuki, A.; Aernoudt, E. Effect of deformation in the intercritical area on the grain refinement of retained austenite of 0.4C trip steel. Scr. Mater. 1999, 40, 1003–1008. [Google Scholar] [CrossRef]
- Godet, S.; Harlet, P.; Delannay, F.; Jacques, P.J. Effect of hot-rolling conditions on the tensile properties of multiphase steels exhibiting a TRIP effect. In Proceedings of the International conference on TRIP-Aided High Strength Ferrous Alloy, Gent, Belgium, 19–21 June 2002; De Cooman, D.C., Ed.; Wissenschaftsverlag Mainz: Aachen, Germany, 2002; pp. 135–138. [Google Scholar]
- Verlinden, B.; Bocher, P.; Girault, E.; Aernoudt, E. Austenite texture and bainite/austenite orientation relationships in TRIP steel. Scr. Mater. 2001, 45, 909–916. [Google Scholar] [CrossRef]
- Grajcar, A.; Kwaśny, W.; Zalecki, W. Microstructure–property relationships in TRIP aided medium-C bainitic steel with lamellar retained austenite. Mater. Sci. Technol. 2015, 31, 781–794. [Google Scholar] [CrossRef]
- Masoud, M.I.; Tashkandi, M.; Al-Jarrah, J.; Farahat, A.I.Z. Behavior of triplex steel containing different aluminum contents. Adv. Mater. Sci. Eng. 2017, 17, 34–43. [Google Scholar] [CrossRef]
- Kokosza, A.; Pacyna, J. Formation of medium carbon TRIP steel microstructure during annealing in the intercritical temperature range. Arch. Metall. Mater. 2014, 59, 1017–1022. [Google Scholar] [CrossRef]
- Grajcar, A.; Opiela, M. Diagrams of supercooled austenite transformations of low-carbon and medium-carbon TRIP-steels. Arch. Mater. Sci. Eng. 2008, 32, 13–16. [Google Scholar]
- Kučerová, L.; Bystrianský, M.; Jeniček, Š. High ductility of bainite-based microstructure of middle carbon steel 42SiMn. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017; Volume 179, pp. 1–7. [Google Scholar] [CrossRef]
- Hausmann, K.; Krizana, D.; Spiradek-Hahnb, K.; Pichlera, A.; Wernerc, E. The influence of Nb on transformation behavior and mechanical properties of TRIP-assisted bainitic–ferritic sheet steels. Mater. Sci. Eng. A 2013, 588, 142–150. [Google Scholar] [CrossRef]
- Krizan, D.; De Cooman, B.C. Analysis of the Strain-Induced Martensitic Transformation of Retained Austenite in Cold Rolled Micro-Alloyed TRIP Steel. Steel Res. Int. 2008, 79, 513–522. [Google Scholar] [CrossRef]
- Grajcar, A. Thermodynamic analysis of precipitation processes in Nb–Ti-microalloyed Si–Al TRIP steel. J. Therm. Anal. Calorim. 2014, 118, 1011–1020. [Google Scholar] [CrossRef]
- Hong, S.C.; Lim, S.H.; Hong, H.S.; Lee, K.J.; Shin, D.H.; Lee, K.S. Effects of Nb on strain induced ferrite transformation in C–Mn steel. Mater. Sci. Eng. A 2003, 355, 241–248. [Google Scholar] [CrossRef]
- Kučerová, L.; Jirková, H.; Mašek, B. Influence of Nb Micro-alloying on TRIP Steels Treated by Continuous Cooling Process. Manuf. Technol. 2016, 16, 145–149. [Google Scholar]
- Jacques, P.; Girault, E.; Catlin, T.; Geerlofs, N.; Kop, T.; Van der Zwaag, S.; Delannay, F. Bainite transformation of low carbon Mn–Si TRIP-assisted multiphase steels: Influence of silicon content on cementite precipitation and austenite retention. Mater. Sci. Eng. A 1999, 273–275, 475–479. [Google Scholar] [CrossRef]
- Hanzaki, A.Z.; Hodgson, P.D.; Yue, S. The Influence of Bainite on Retained Austenite Characteristics in Si−Mn TRIP Steels. ISIJ Int. 1995, 35, 324–331. [Google Scholar] [CrossRef]
- Bellhouse, E.; Mc Dermid, J. Effect of Continuous Galvanizing Heat Treatments on the Microstructure and Mechanical Properties of High Al-Low Si Transformation Induced Plasticity Steels. Metall. Mater. Trans. A 2010, 41, 1460–1473. [Google Scholar] [CrossRef]
- Thompson, S.W.; Colvin, D.J.; Krauss, G. Continuous cooling transformations and microstructures in a low-carbon, high-strength low-alloy plate steel. Metall. Trans. A 1990, 21, 1493–1507. [Google Scholar] [CrossRef]
- Zajac, S.; Schwinn, V.; Tacke, K.H. Characterisation and quantification of complex bainitic microstructures in high and ultra-high strength linepipe steels. Mater. Sci. Forum 2005, 500–501, 387–394. [Google Scholar] [CrossRef]
- Pereloma, E.; Al-Harbi, F.; Gazder, A. The crystallography of carbide-free bainites in thermo-mechanically processed low Si transforation-induced plasticity steels. J. Alloys Compd. 2014, 615, 96–110. [Google Scholar] [CrossRef]
- Xiong, Z.P.; Kostryzhev, A.G.; Saleh, A.A.; Chen, L.; Pereloma, E.V. Microstructures and mechanical properties of TRIP steel produced by strip casting simulated in the laboratory. Mater. Sci. Eng. A 2016, 664, 26–42. [Google Scholar] [CrossRef]
- Pereloma, E.V.; Timikhina, I.B.; Miller, M.K.; Hodgson, P.D. Three-dimensional atom probe analysis of solute distribution in thermomechanically processed TRIP steels. Acta Mater. 2007, 55, 2587–2598. [Google Scholar] [CrossRef]
- Sugimoto, K.I.; Murata, M.; Song, S.M. Formability of Al–Nb Bearing Ultra High-strength TRIP-aided Sheet Steels with Bainitic Ferrite and/or Martensite Matrix. ISIJ Int. 2010, 50, 162–168. [Google Scholar] [CrossRef]
- Xiong, Z.P.; Kostryzhev, A.G.; Chen, L.; Pereloma, E.V. Microstructure and mechanical properties of strip cast TRIP steel subjected to thermo-mechanical simulation. Mater. Sci. Eng. A 2016, 677, 356–366. [Google Scholar] [CrossRef]
- Wang, J.; Van der Zwaag, S. Stabilization mechanisms of retained austenite in transformation-induced plasticity steel. Metall. Mater. Trans. A 2001, 32, 1527–1539. [Google Scholar] [CrossRef]
- Pereloma, E.V.; Gazder, A.A.; Timokhina, I.B. Addressing retained austenite stability in advanced high strength steels. Mater. Sci. Forum 2013, 738–739, 212–216. [Google Scholar] [CrossRef]
Figure 1.
(a) Time temperature transformation (TTT) diagram for heating temperature of 850 °C and (b) phase development diagram for 42SiMn steel calculated in JMatPro software.
Figure 1.
(a) Time temperature transformation (TTT) diagram for heating temperature of 850 °C and (b) phase development diagram for 42SiMn steel calculated in JMatPro software.

Figure 2.
Effect of heating temperature on tensile strength (Rm), total elongation (A), retained austenite (RA).
Figure 2.
Effect of heating temperature on tensile strength (Rm), total elongation (A), retained austenite (RA).
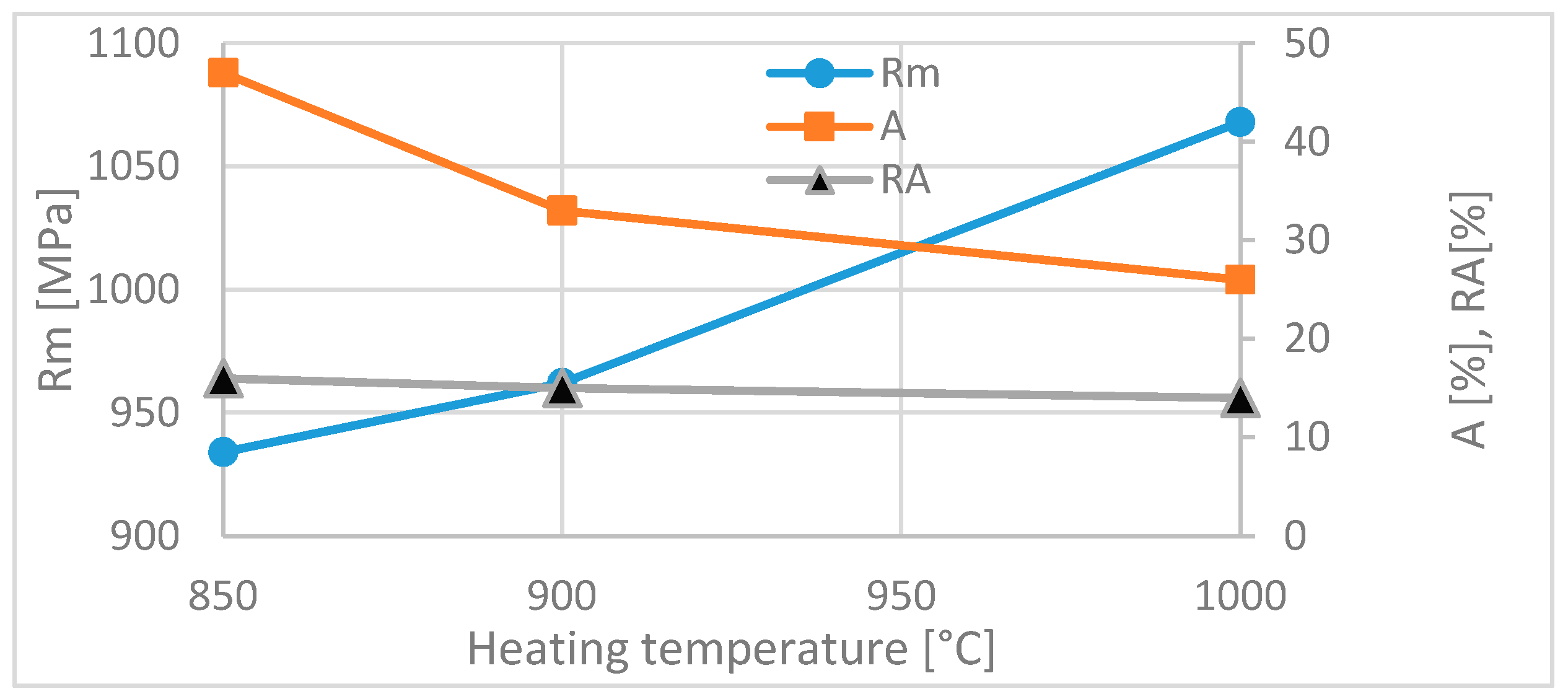
Figure 3.
Heat treatment parameters: Soaking 850 °C/100 s, cooling rate 30 °C/s, bainitic hold 400 °C/600 s. Ferritic-bainitic microstructure with M-A constituent.
Figure 3.
Heat treatment parameters: Soaking 850 °C/100 s, cooling rate 30 °C/s, bainitic hold 400 °C/600 s. Ferritic-bainitic microstructure with M-A constituent.

Figure 4.
Heat treatment parameters: Soaking 900 °C/100 s, cooling rate 30 °C/s, bainitic hold 400 °C/600 s. Predominantly bainitic microstructure with polygonal ferrite grains and M-A constituent islands.
Figure 4.
Heat treatment parameters: Soaking 900 °C/100 s, cooling rate 30 °C/s, bainitic hold 400 °C/600 s. Predominantly bainitic microstructure with polygonal ferrite grains and M-A constituent islands.
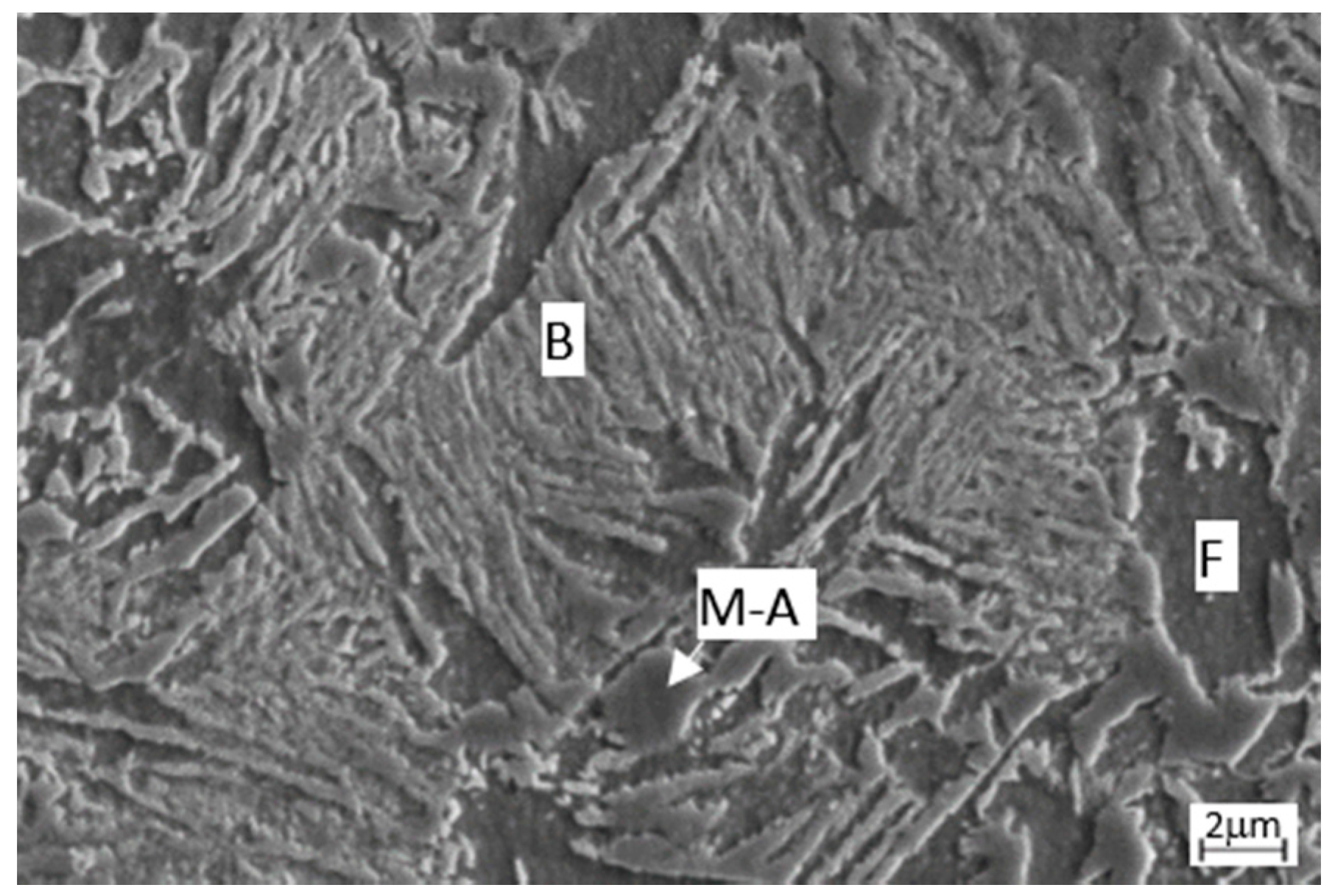
Figure 5.
Heat treatment parameters: Soaking 1000 °C/100 s, cooling rate 30 °C/s, bainitic hold 400 °C/600 s. Bainitic microstructure with coarse laths of bainitic ferrite.
Figure 5.
Heat treatment parameters: Soaking 1000 °C/100 s, cooling rate 30 °C/s, bainitic hold 400 °C/600 s. Bainitic microstructure with coarse laths of bainitic ferrite.
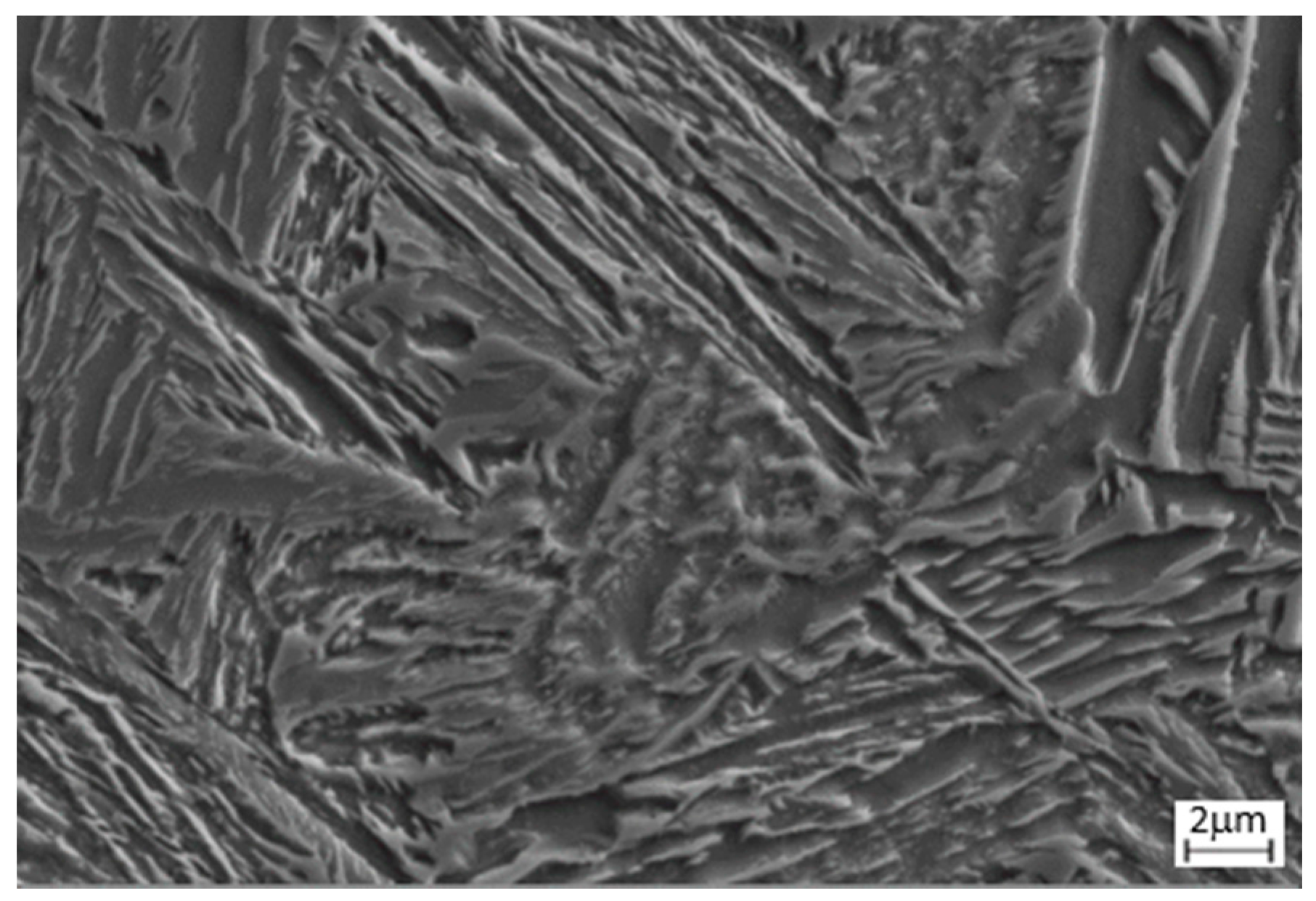
Figure 6.
Typical images of niobium distribution in the microstructures produced by various soaking temperatures, obtained by EDS (Energy-dispersive X-ray spectroscopy) mapping. Light dots correspond to Nb enriched particles.
Figure 6.
Typical images of niobium distribution in the microstructures produced by various soaking temperatures, obtained by EDS (Energy-dispersive X-ray spectroscopy) mapping. Light dots correspond to Nb enriched particles.

Figure 7.
Effect of cooling rate on strength (Rm), total elongation (A), retained austenite (RA).
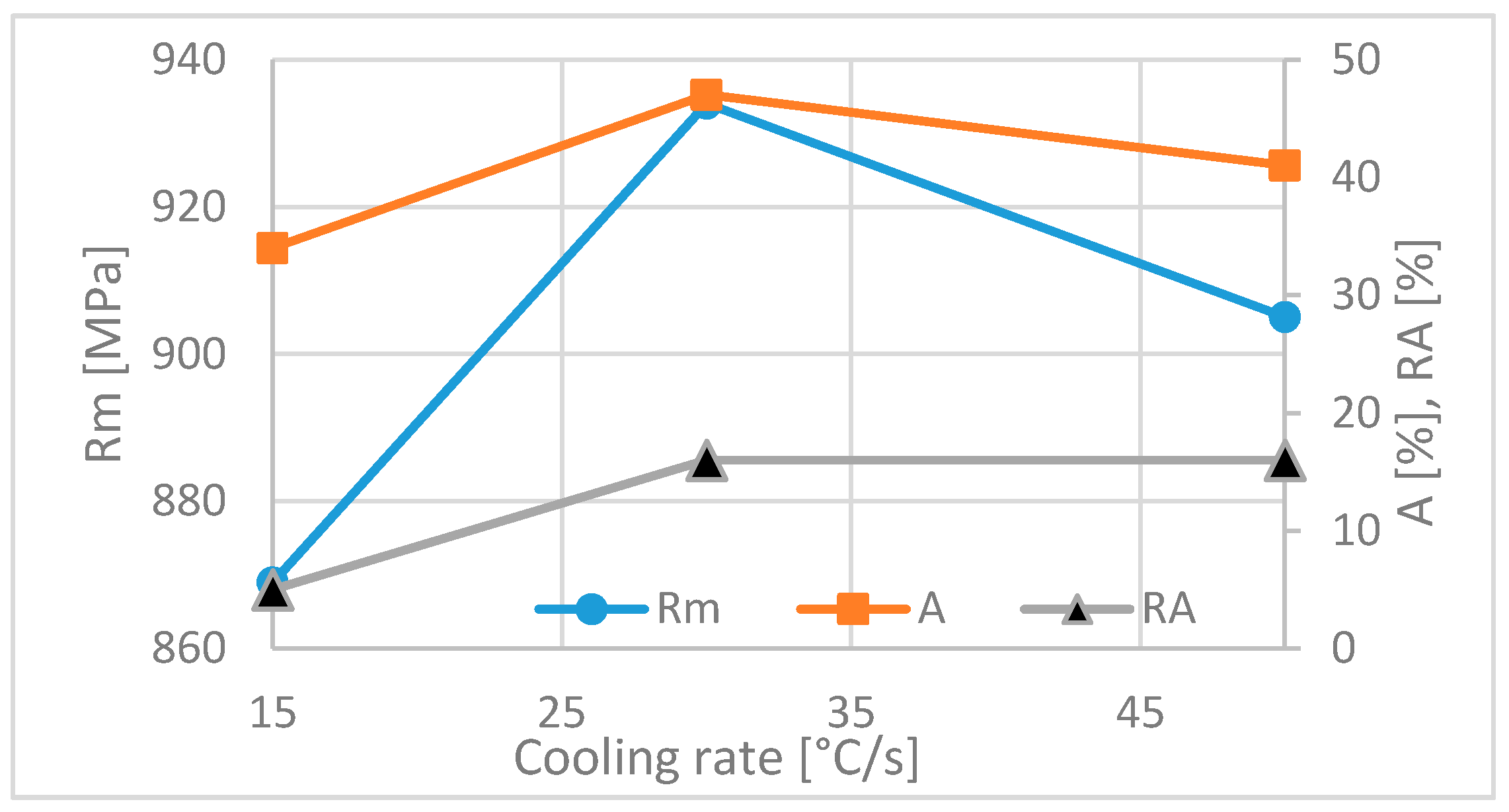
Figure 8.
Heat treatment parameters: Soaking 850 °C/100 s, cooling rate 15 °C/s, bainitic hold 400 °C/600 s. Ferritic-pearlitic microstructure with bainite and M-A constituent.
Figure 8.
Heat treatment parameters: Soaking 850 °C/100 s, cooling rate 15 °C/s, bainitic hold 400 °C/600 s. Ferritic-pearlitic microstructure with bainite and M-A constituent.
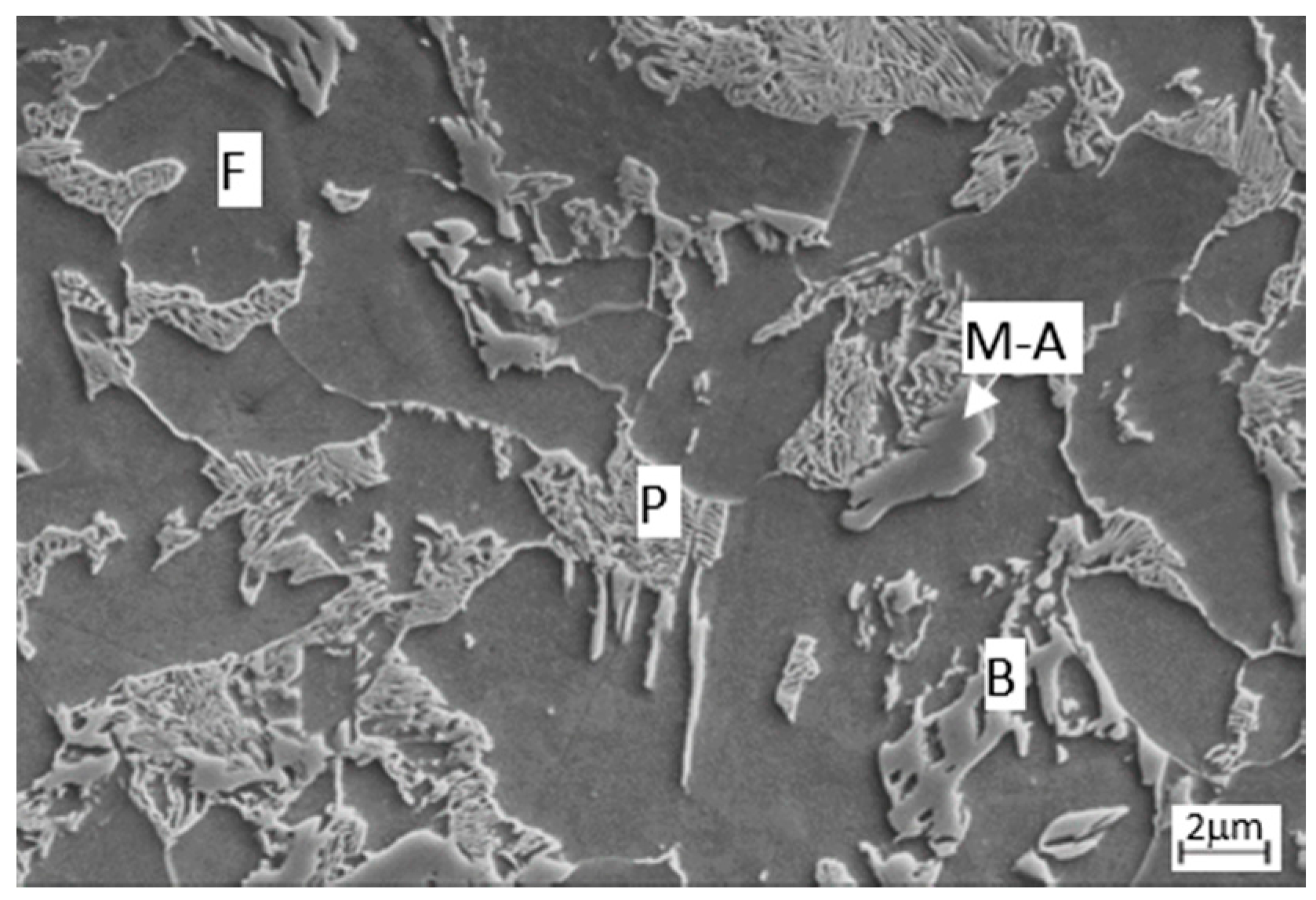
Figure 9.
Heat treatment parameters: Soaking 850 °C/100 s, cooling rate 50 °C/s, bainitic hold 400 °C/600 s. Ferritic-bainitic microstructure with M-A constituent.
Figure 9.
Heat treatment parameters: Soaking 850 °C/100 s, cooling rate 50 °C/s, bainitic hold 400 °C/600 s. Ferritic-bainitic microstructure with M-A constituent.
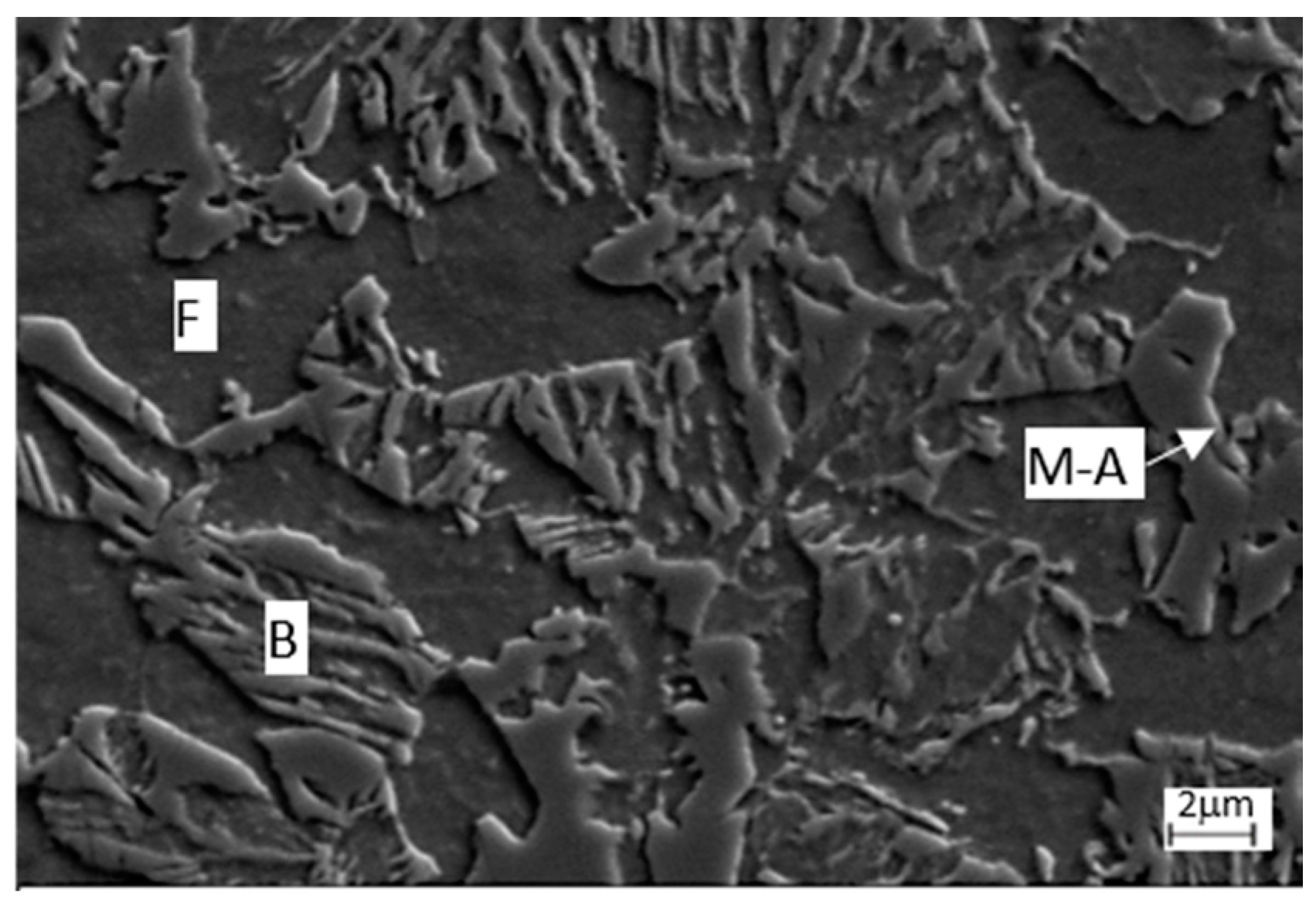
Figure 10.
Effect of bainitic hold temperature on tensile strength (Rm), total elongation (A) and retained austenite (RA).
Figure 10.
Effect of bainitic hold temperature on tensile strength (Rm), total elongation (A) and retained austenite (RA).
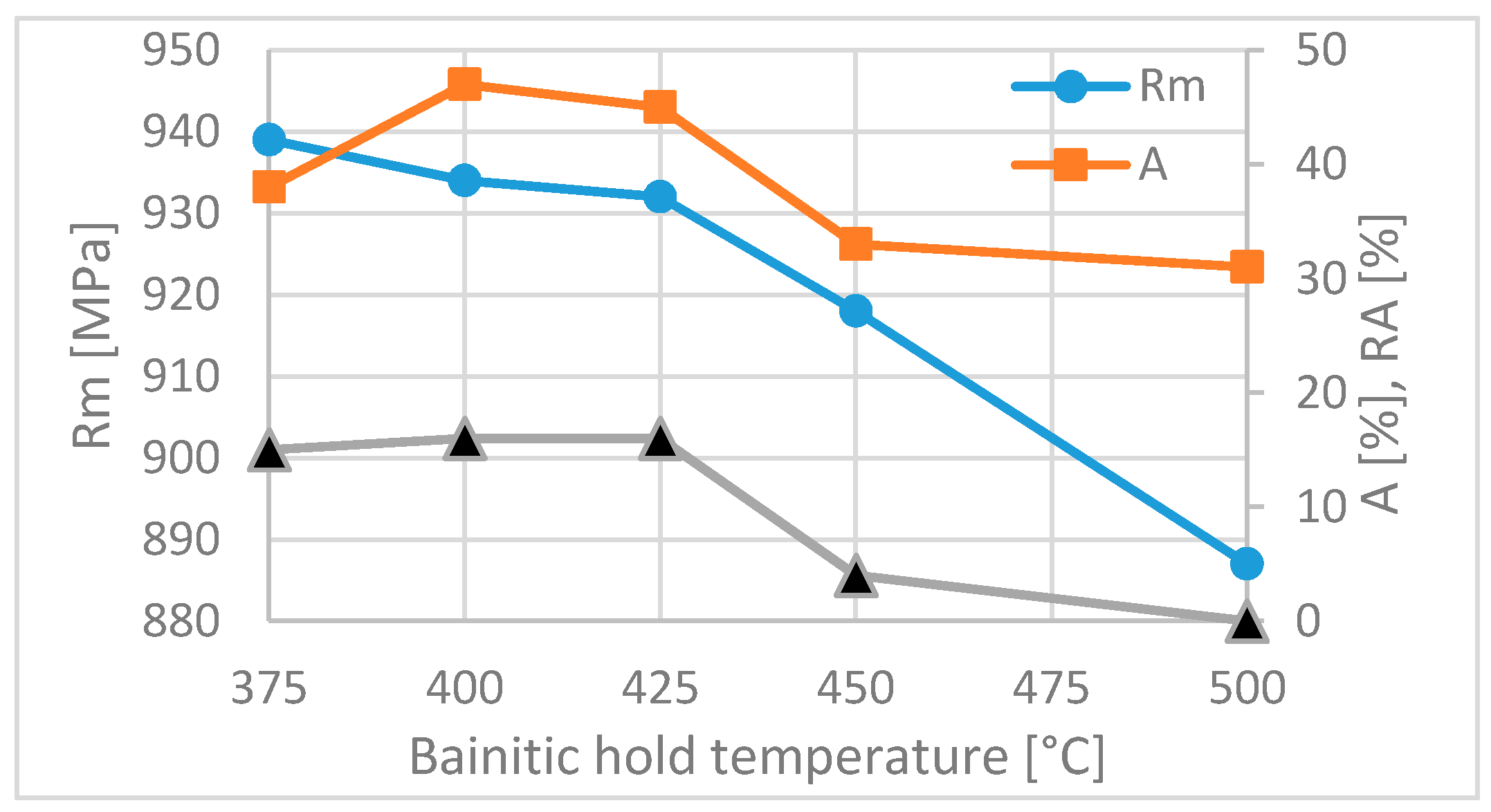
Figure 11.
Heat treatment parameters: Soaking 850 °C/100 s, cooling rate 30 °C/s, bainitic hold 400 °C/600 s. Bainitic-ferritic microstructure with M-A constituent.
Figure 11.
Heat treatment parameters: Soaking 850 °C/100 s, cooling rate 30 °C/s, bainitic hold 400 °C/600 s. Bainitic-ferritic microstructure with M-A constituent.
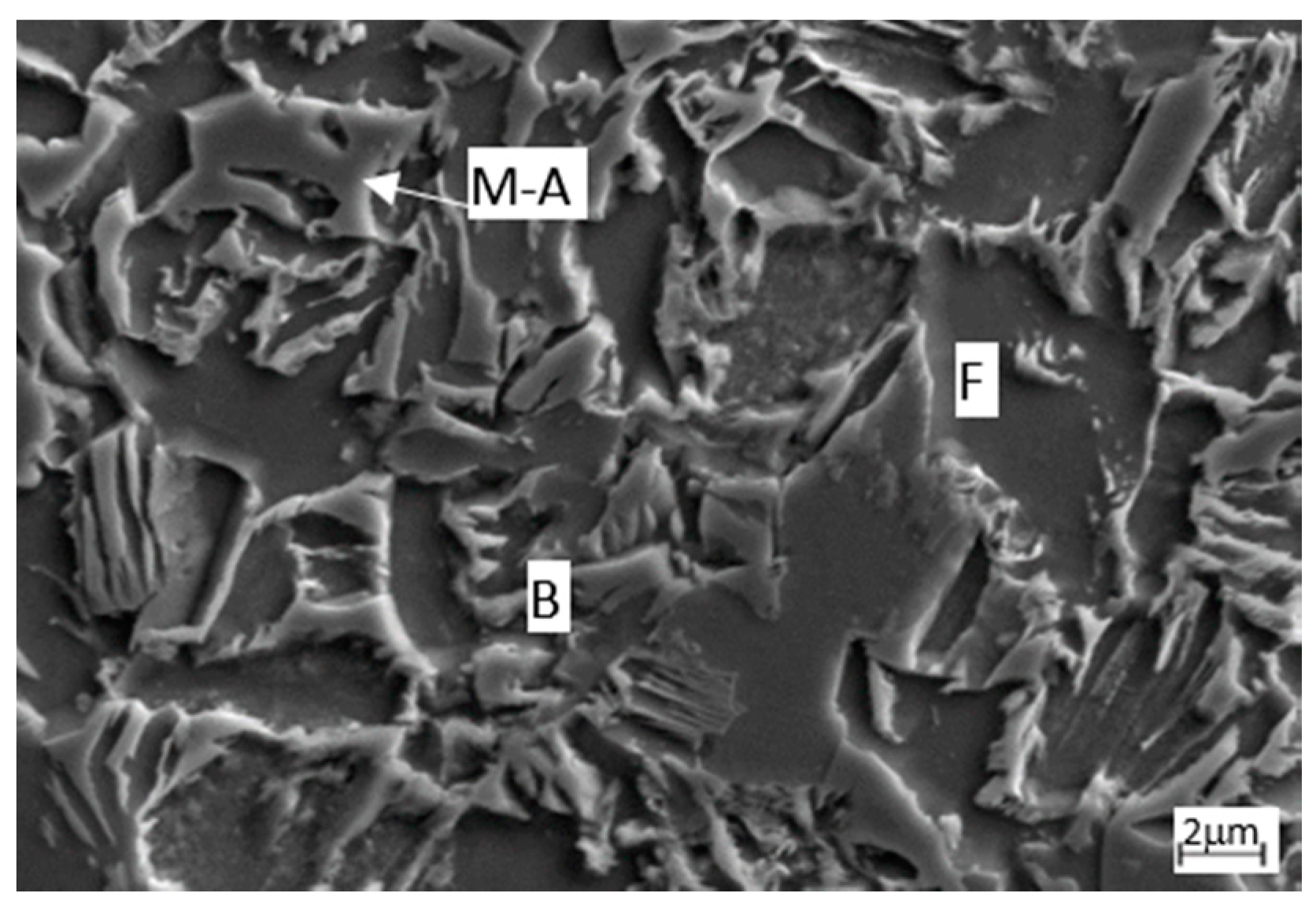
Figure 12.
Heat treatment parameters: Soaking 850 °C/100 s, cooling rate 30 °C/s, bainitic hold 375 °C/600 s. Ferritic-bainitic microstructure with M-A constituent and very fine pearlite.
Figure 12.
Heat treatment parameters: Soaking 850 °C/100 s, cooling rate 30 °C/s, bainitic hold 375 °C/600 s. Ferritic-bainitic microstructure with M-A constituent and very fine pearlite.
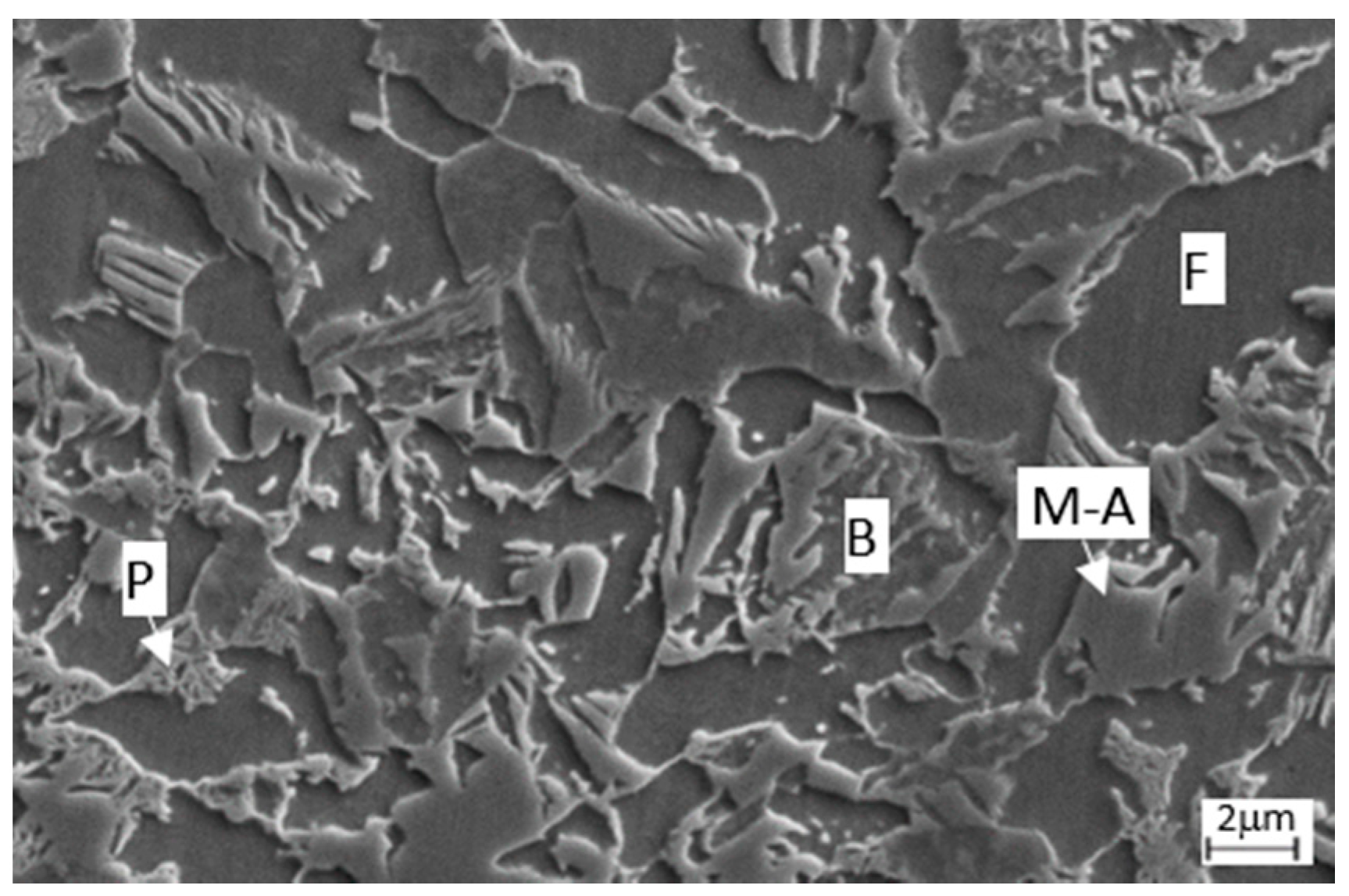
Figure 13.
Heat treatment parameters: Soaking 850 °C/100 s, cooling rate 30 °C/s, bainitic hold 450 °C/600 s. Ferritic-bainitic microstructure with M-A constituent.
Figure 13.
Heat treatment parameters: Soaking 850 °C/100 s, cooling rate 30 °C/s, bainitic hold 450 °C/600 s. Ferritic-bainitic microstructure with M-A constituent.
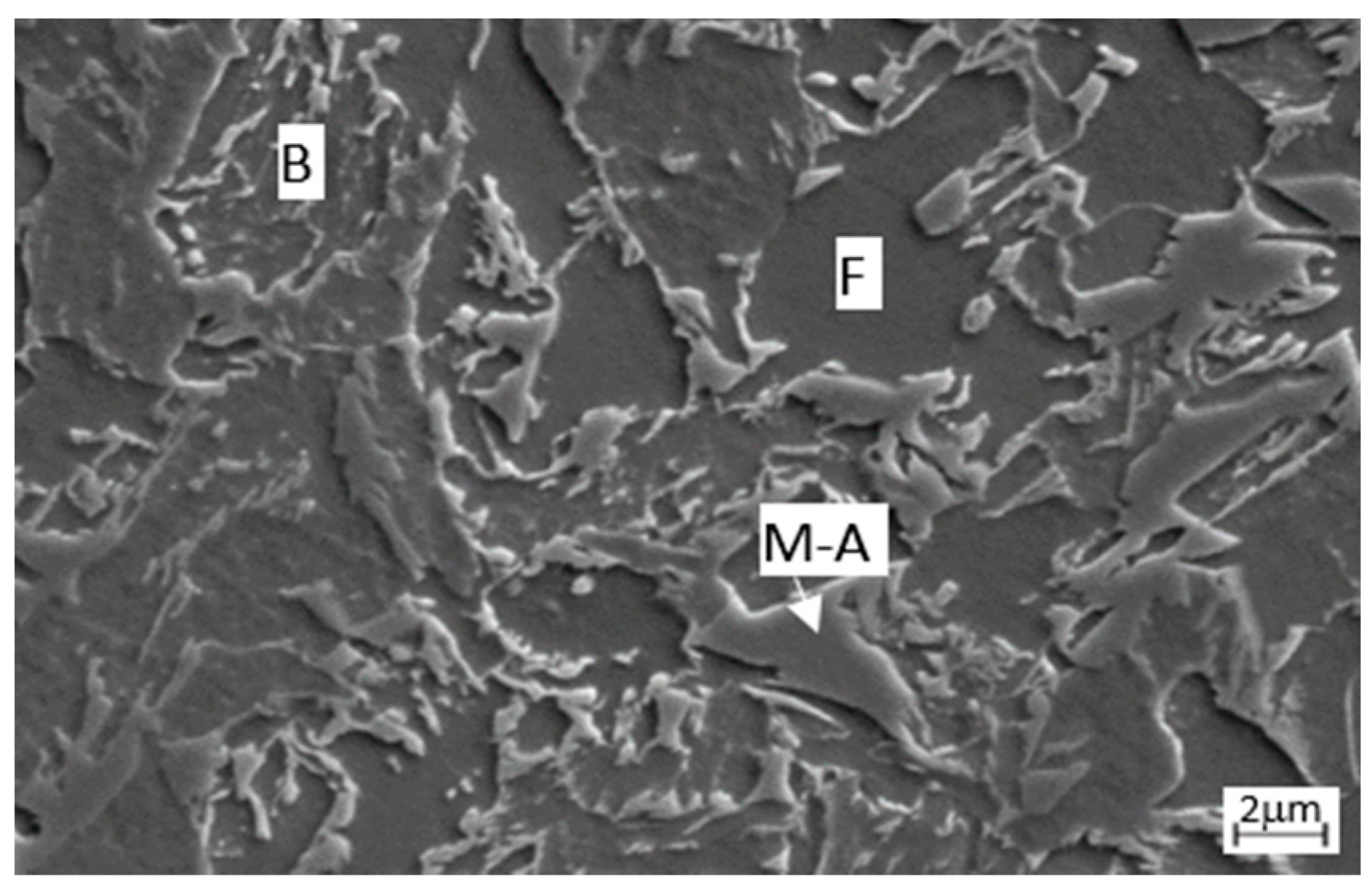
Figure 14.
Heat treatment parameters: Soaking 850 °C/100 s, cooling rate 30 °C/s, bainitic hold 500 °C/600 s. Ferritic-pearlitic microstructure.
Figure 14.
Heat treatment parameters: Soaking 850 °C/100 s, cooling rate 30 °C/s, bainitic hold 500 °C/600 s. Ferritic-pearlitic microstructure.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition (wt %) of used steel.
| C | Mn | Si | P | S | Al | Nb | Mo |
|---|---|---|---|---|---|---|---|
| 0.43 | 0.59 | 2.03 | 0.01 | 0.011 | 0.008 | 0.03 | 0.03 |
Table 2.
Effect of soaking temperatures on tensile strength, total elongation, formability factor (strength and total elongation product), retained austenite volume fraction, and fraction of polygonal ferrite. Samples cooled at 30 °C/s to 400 °C and annealed at this temperature for 600 s.
Table 2.
Effect of soaking temperatures on tensile strength, total elongation, formability factor (strength and total elongation product), retained austenite volume fraction, and fraction of polygonal ferrite. Samples cooled at 30 °C/s to 400 °C and annealed at this temperature for 600 s.
| Soaking (°C/s) | Re (MPa) | Rm (MPa) | A (%) | RmxA (MPa%) | RA (%) | Ferrite (%) |
|---|---|---|---|---|---|---|
| 850/100 | 624 ± 8 | 934 ± 7 | 47 ± 0 | 43,898 | 16 | 21 ± 3 |
| 900/100 | 677 ± 0 | 962 ± 2 | 33 ± 0 | 31,746 | 12 | 4 ± 2 |
| 1000/100 | 881 ± 7 | 1068 ± 1 | 26 ± 1 | 27,768 | 14 | 1 ± 0.6 |
Table 3.
Effect of cooling rate on tensile strength, total elongation, formability factor, retained austenite volume fraction, and polygonal ferrite fraction. Samples soaked at 850 °C/100 s with bainitic hold 400 °C/600 s.
Table 3.
Effect of cooling rate on tensile strength, total elongation, formability factor, retained austenite volume fraction, and polygonal ferrite fraction. Samples soaked at 850 °C/100 s with bainitic hold 400 °C/600 s.
| Cooling Rate (°C/s) | Re (MPa) | Rm (MPa) | A (%) | RmxA (MPa%) | RA (%) | Ferrite (%) |
|---|---|---|---|---|---|---|
| 15 | 588 ± 3 | 869 ± 3 | 34 ± 0 | 29,546 | 5 | 39 ± 3 |
| 30 | 624 ± 8 | 934 ± 7 | 47 ± 0 | 43,898 | 16 | 21 ± 3 |
| 50 | 602 ± 5 | 905 ± 4 | 41 ± 1 | 37,105 | 16 | 16 ± 1 |
Table 4.
Effect of bainitic hold on tensile strength, total elongation, formability factor and retained austenite volume fraction. Samples soaked at 850 °C/100 s and subsequently cooled at 30 °C/s.
Table 4.
Effect of bainitic hold on tensile strength, total elongation, formability factor and retained austenite volume fraction. Samples soaked at 850 °C/100 s and subsequently cooled at 30 °C/s.
| Bainitic Hold (°C/s) | Re (MPa) | Rm (MPa) | A (%) | RmxA (MPa%) | RA (%) | Ferrite (%) |
|---|---|---|---|---|---|---|
| 375/600 | 534 ± 12 | 939 ± 2 | 38 ± 2 | 35,628 | 15 | 24 ± 1 |
| 400/600 | 624 ± 8 | 934 ± 7 | 47 ± 0 | 43,898 | 16 | 21 ± 3 |
| 425/600 | 633 ± 1 | 932 ± 4 | 45 ± 1 | 41,940 | 16 | 20 ± 2 |
| 450/600 | 610 ± 8 | 918 ± 12 | 33 ± 1 | 30,294 | 4 | 11 ± 4 |
| 500/600 | 645 ± 15 | 887 ± 5 | 31 ± 1 | 27,497 | - | 38 ± 3 |
© 2017 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kučerová, L. The Effect of Two-Step Heat Treatment Parameters on Microstructure and Mechanical Properties of 42SiMn Steel. Metals 2017, 7, 537. https://doi.org/10.3390/met7120537
AMA Style
Kučerová L. The Effect of Two-Step Heat Treatment Parameters on Microstructure and Mechanical Properties of 42SiMn Steel. Metals. 2017; 7(12):537. https://doi.org/10.3390/met7120537
Chicago/Turabian StyleKučerová, Ludmila. 2017. "The Effect of Two-Step Heat Treatment Parameters on Microstructure and Mechanical Properties of 42SiMn Steel" Metals 7, no. 12: 537. https://doi.org/10.3390/met7120537
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.