Mechanism of Dynamic Recrystallization and Evolution of Texture in the Hot Working Domains of the Processing Map for Mg-4Al-2Ba-2Ca Alloy

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
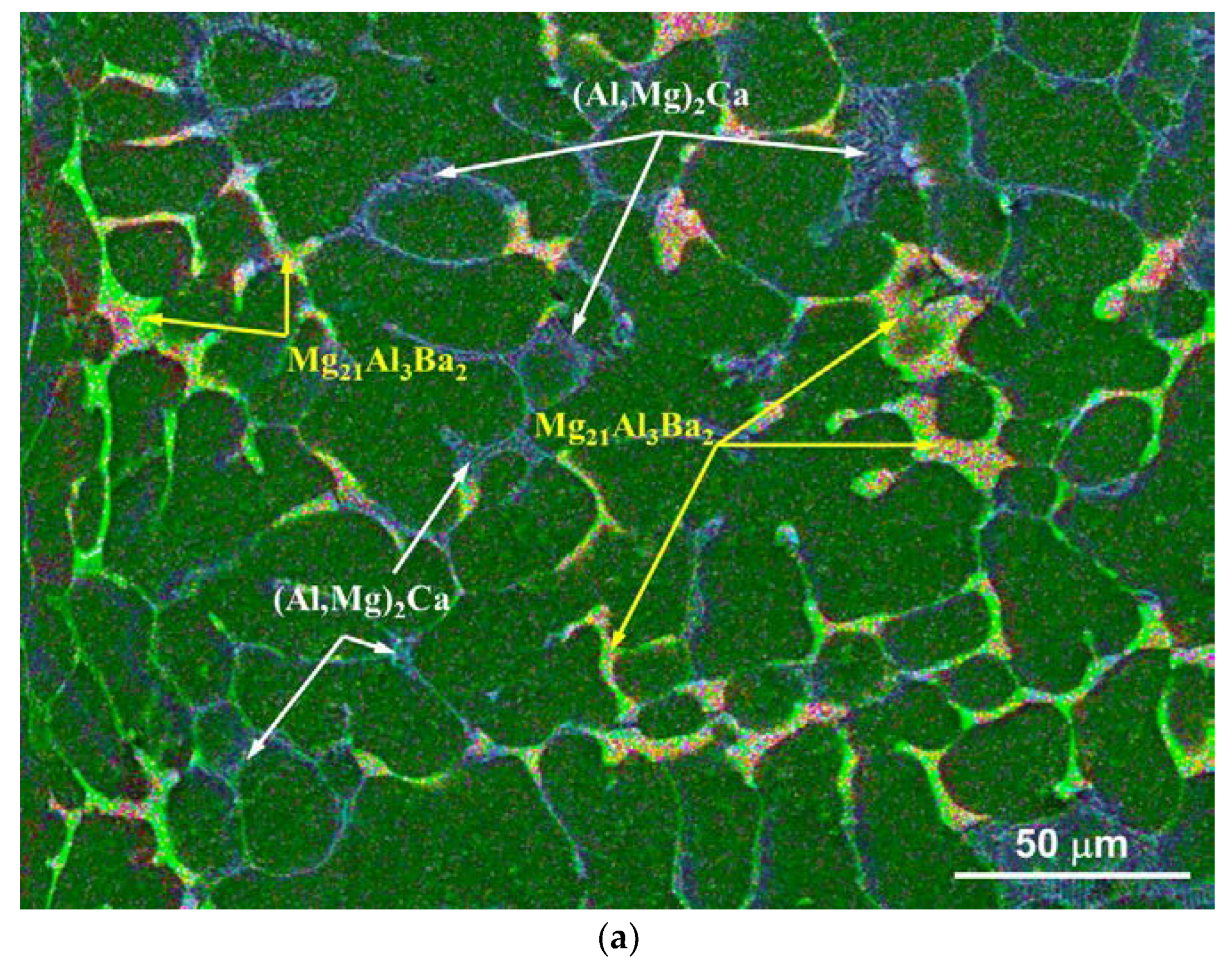
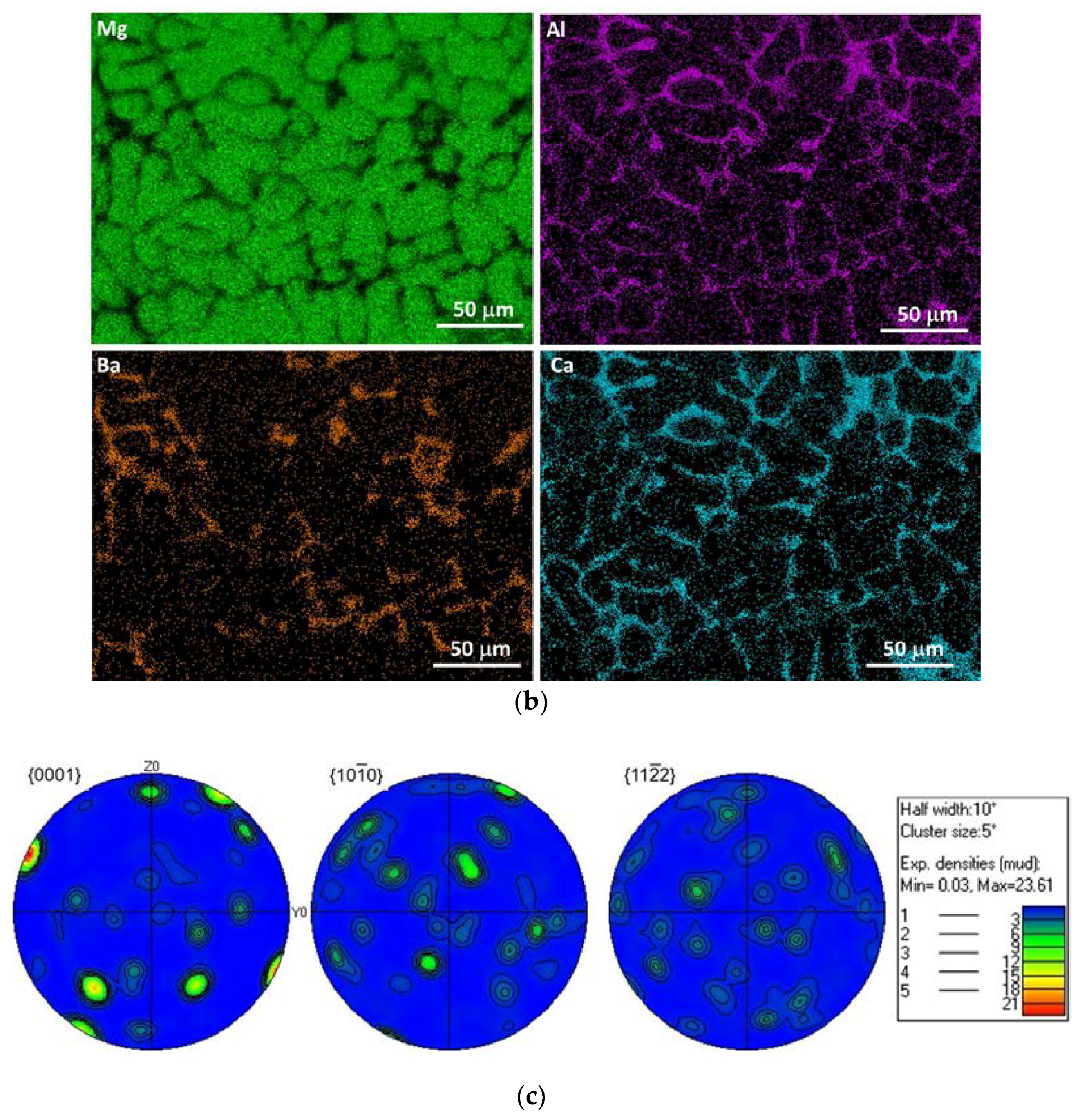
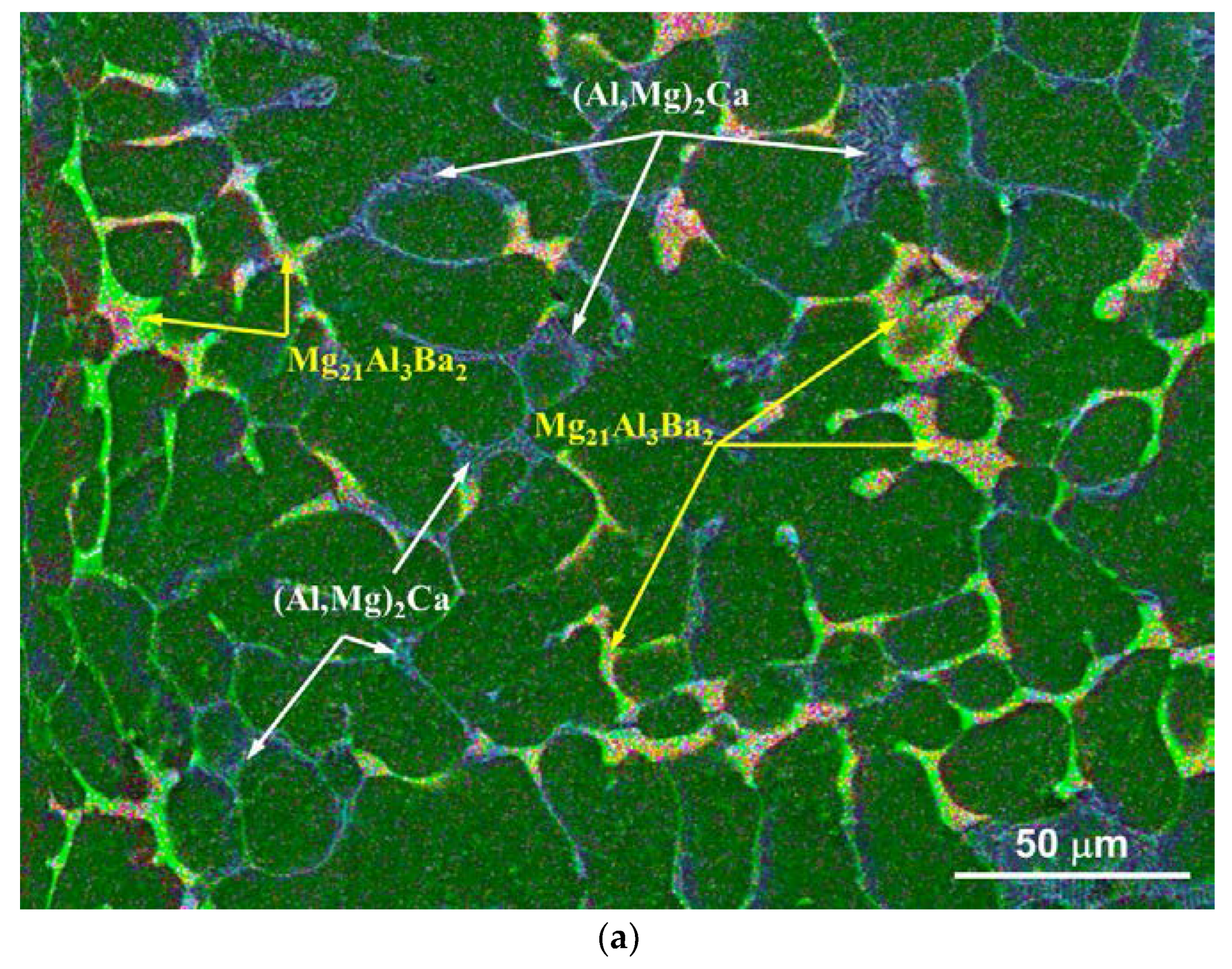
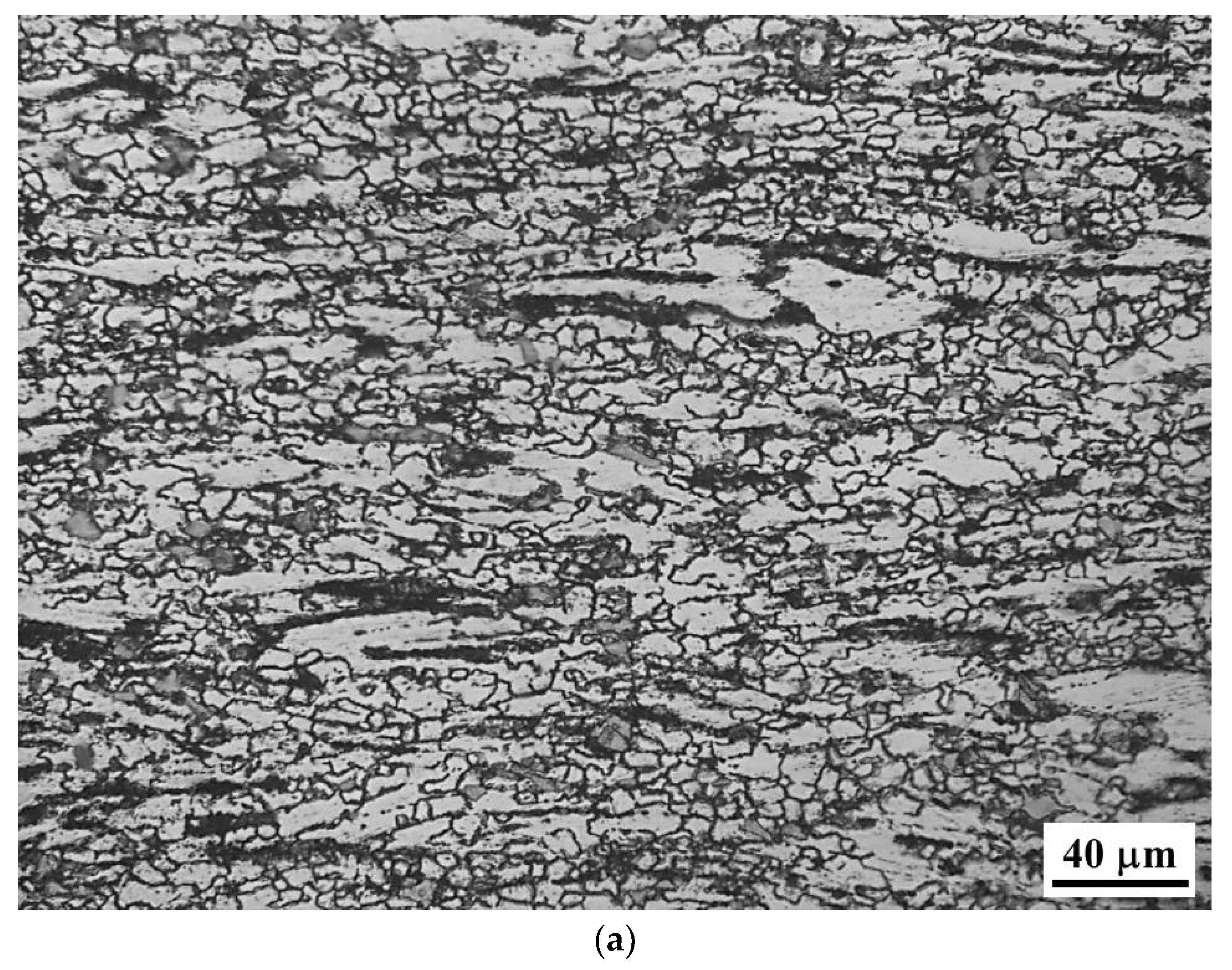
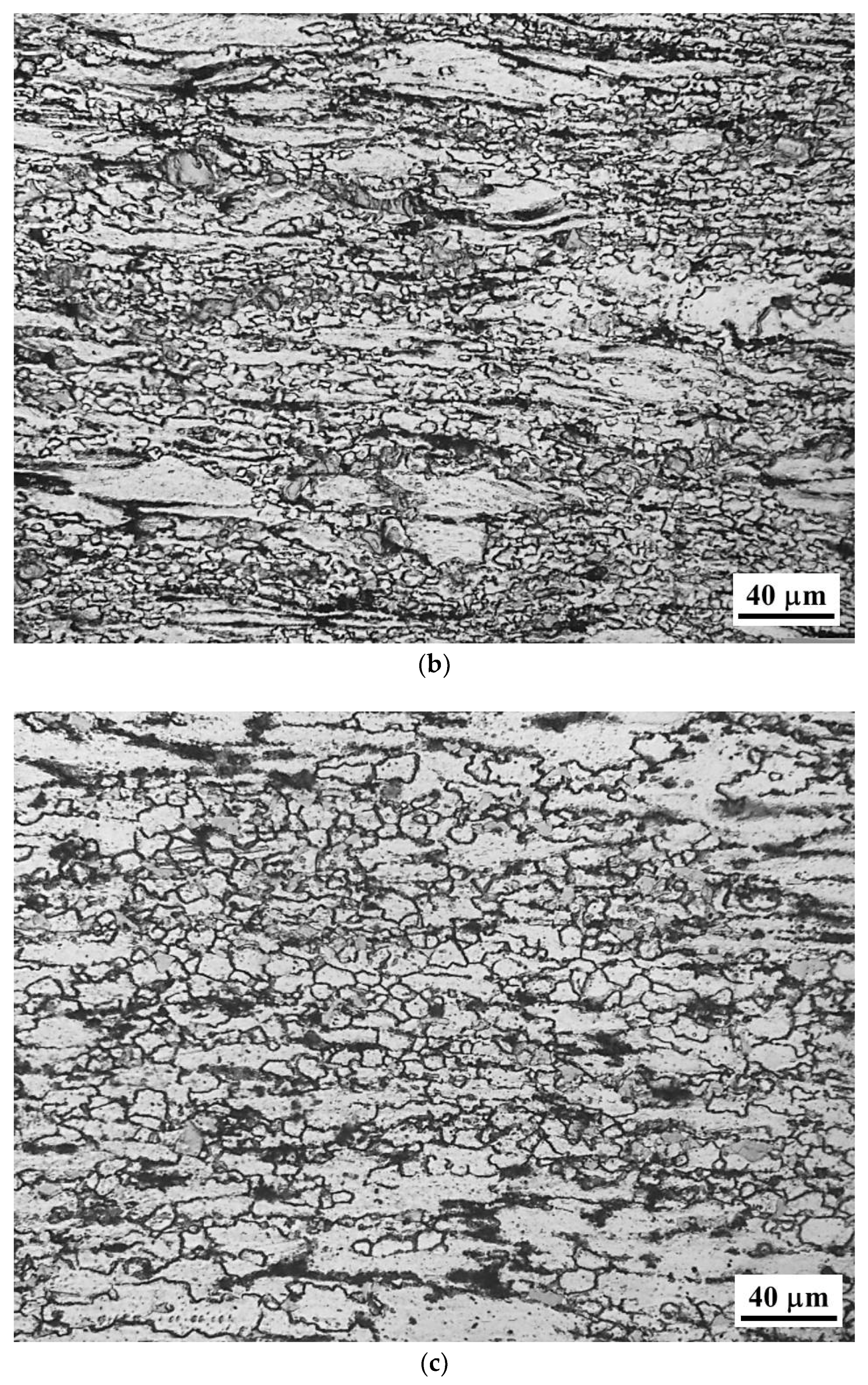
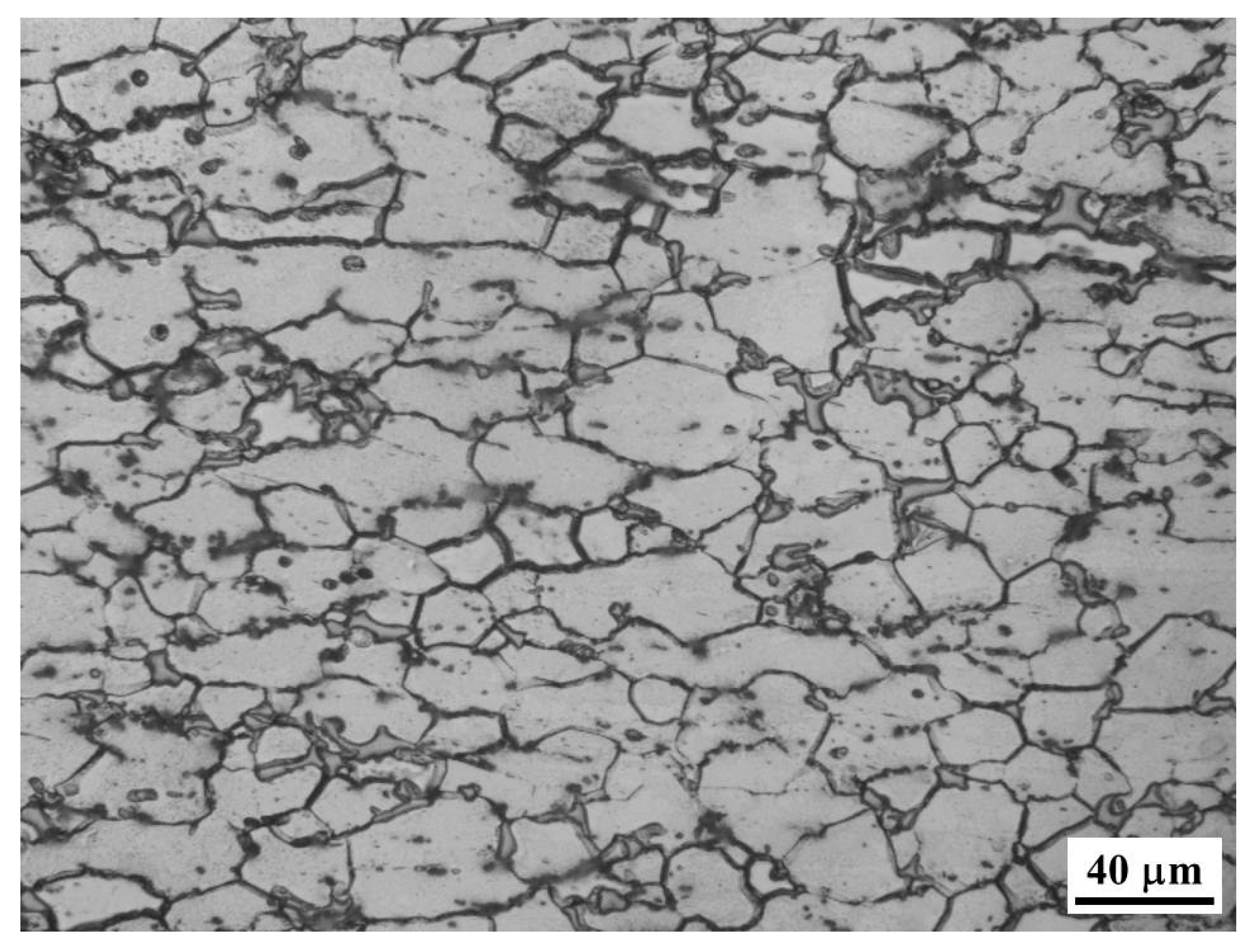
3.1. Initial State of the ABaX422 (Mg-4Al-2Ba-2Ca) Alloy
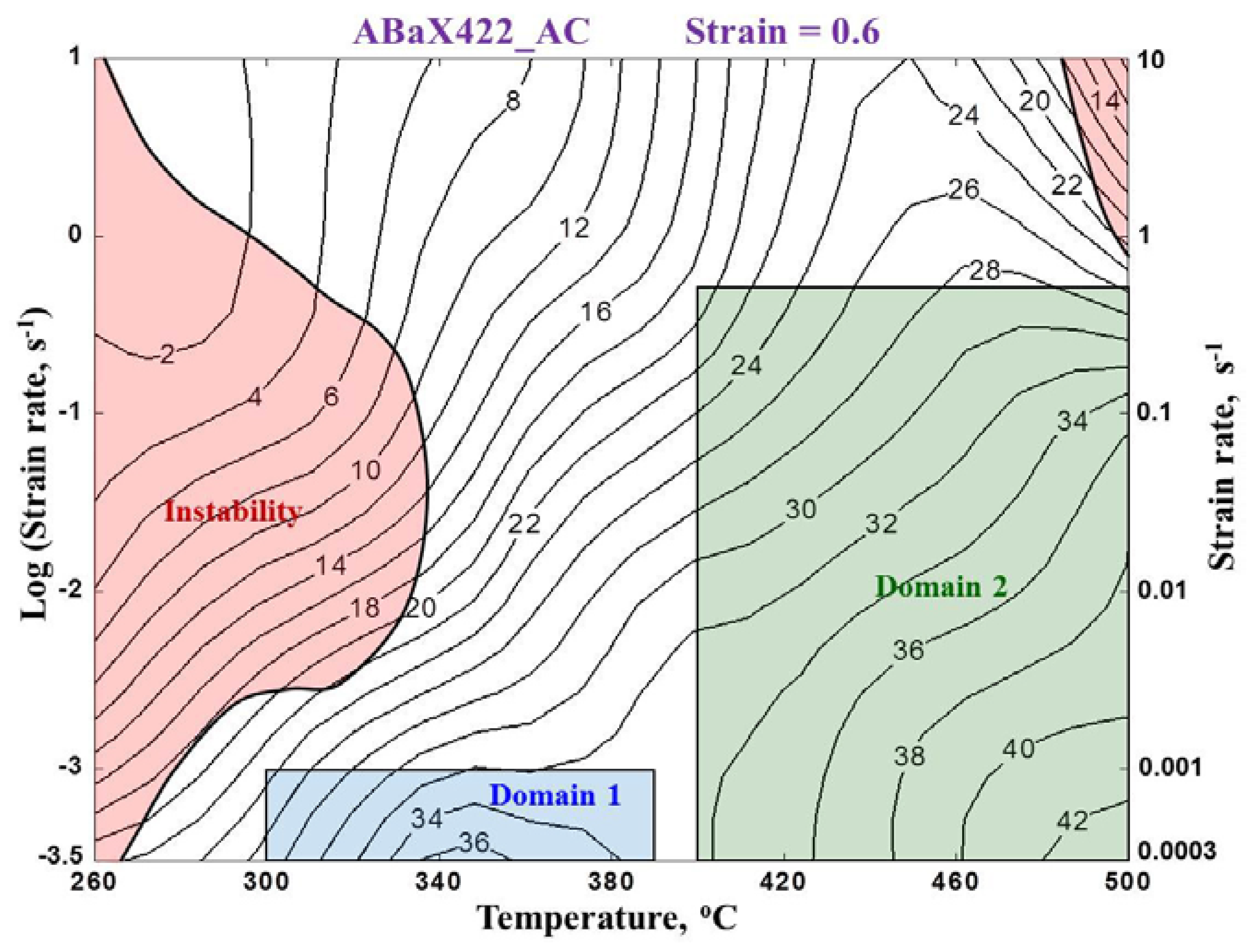
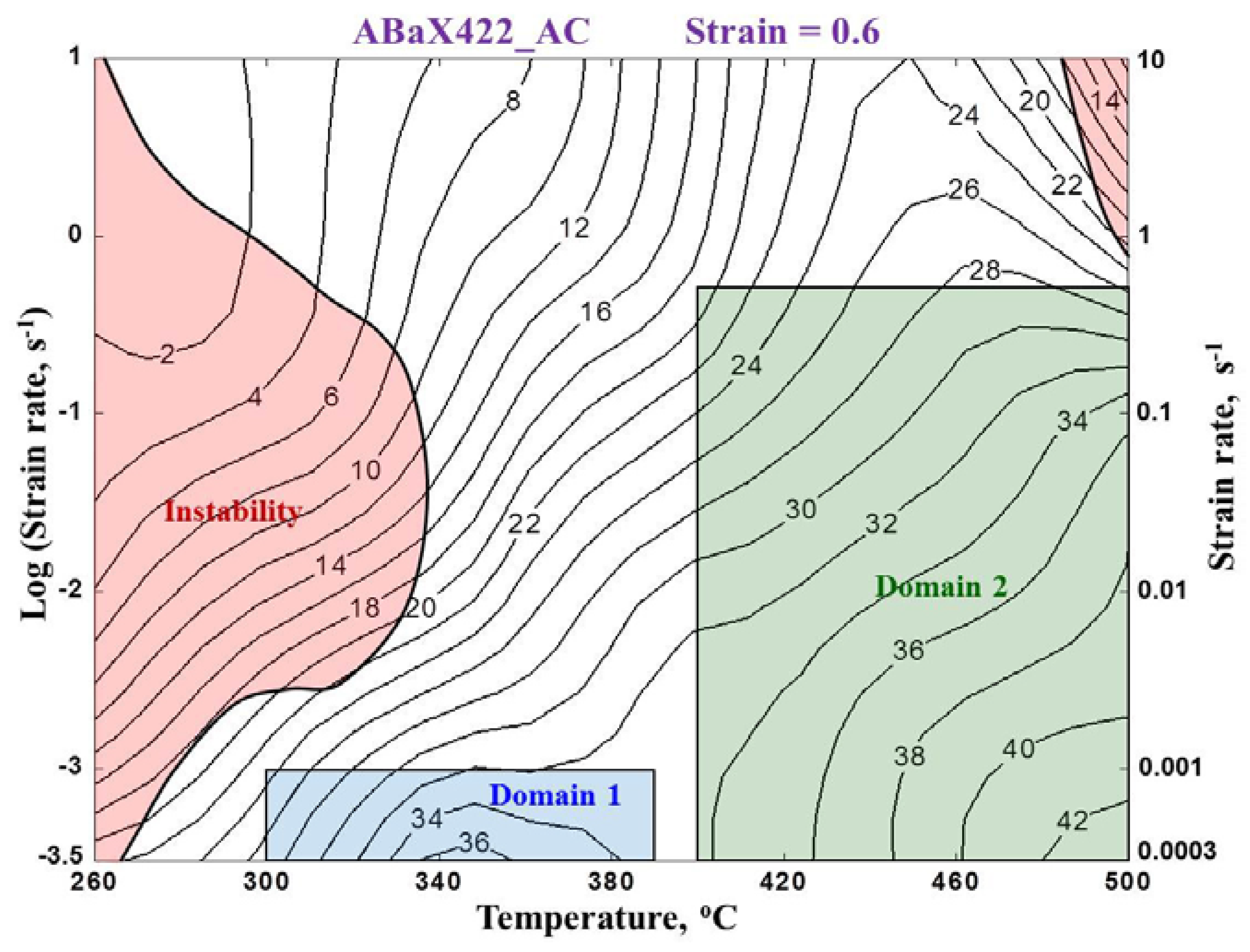
3.2. Processing Map of the ABaX422 Alloy
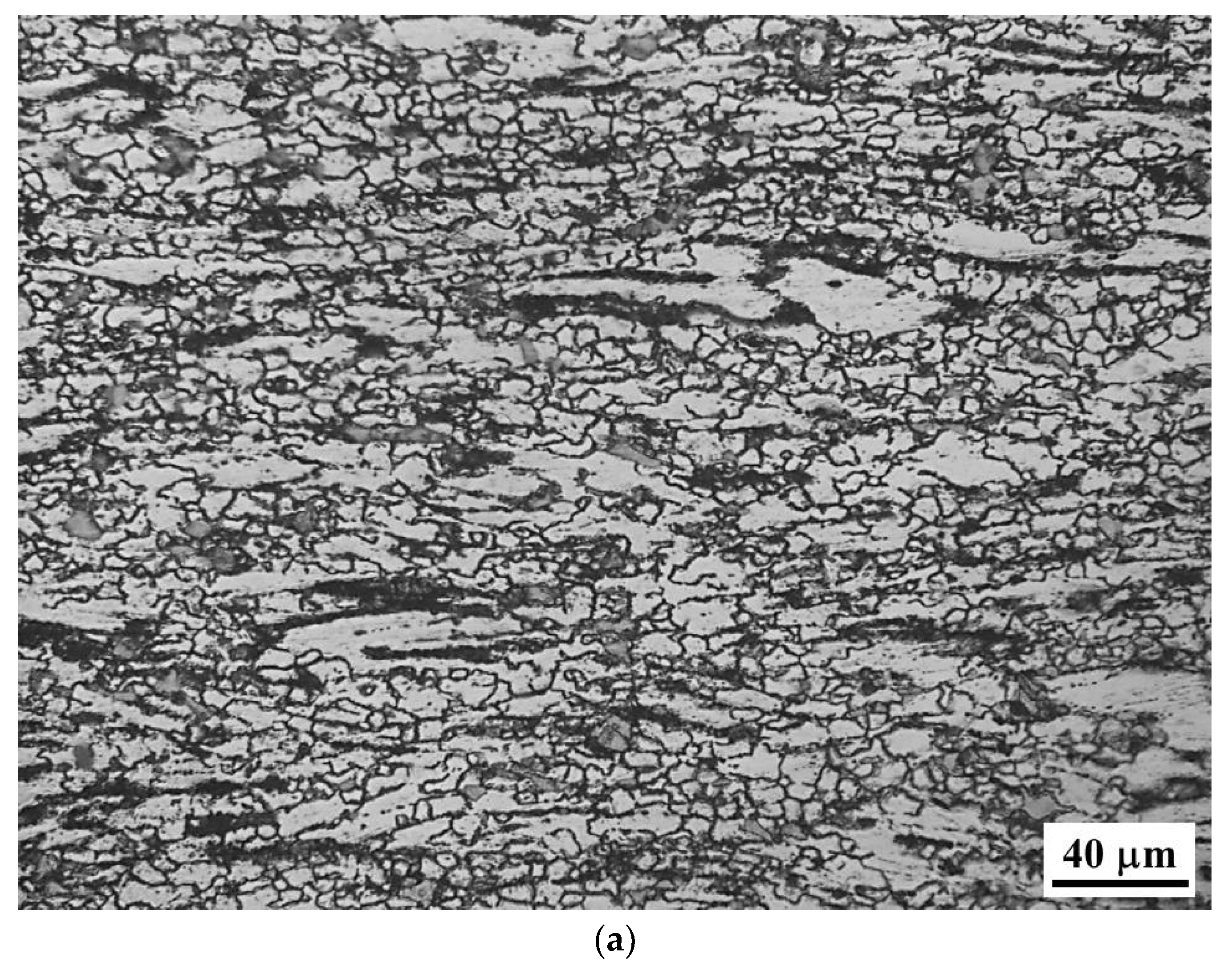
3.3. Domain 1 in the Processing Map of the ABaX422 Alloy
3.4. Domain 2 in the Processing Map of the ABaX422 Alloy
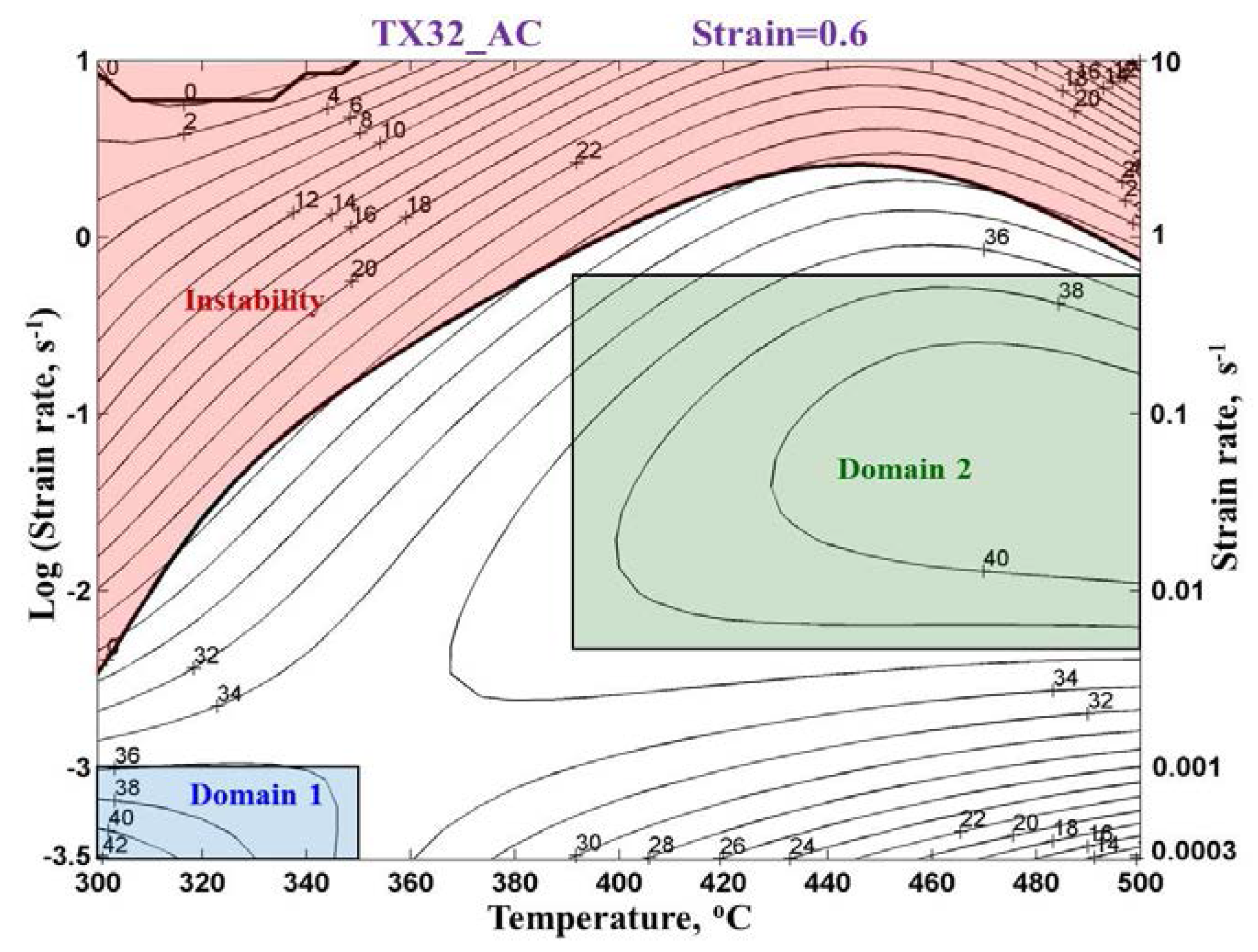
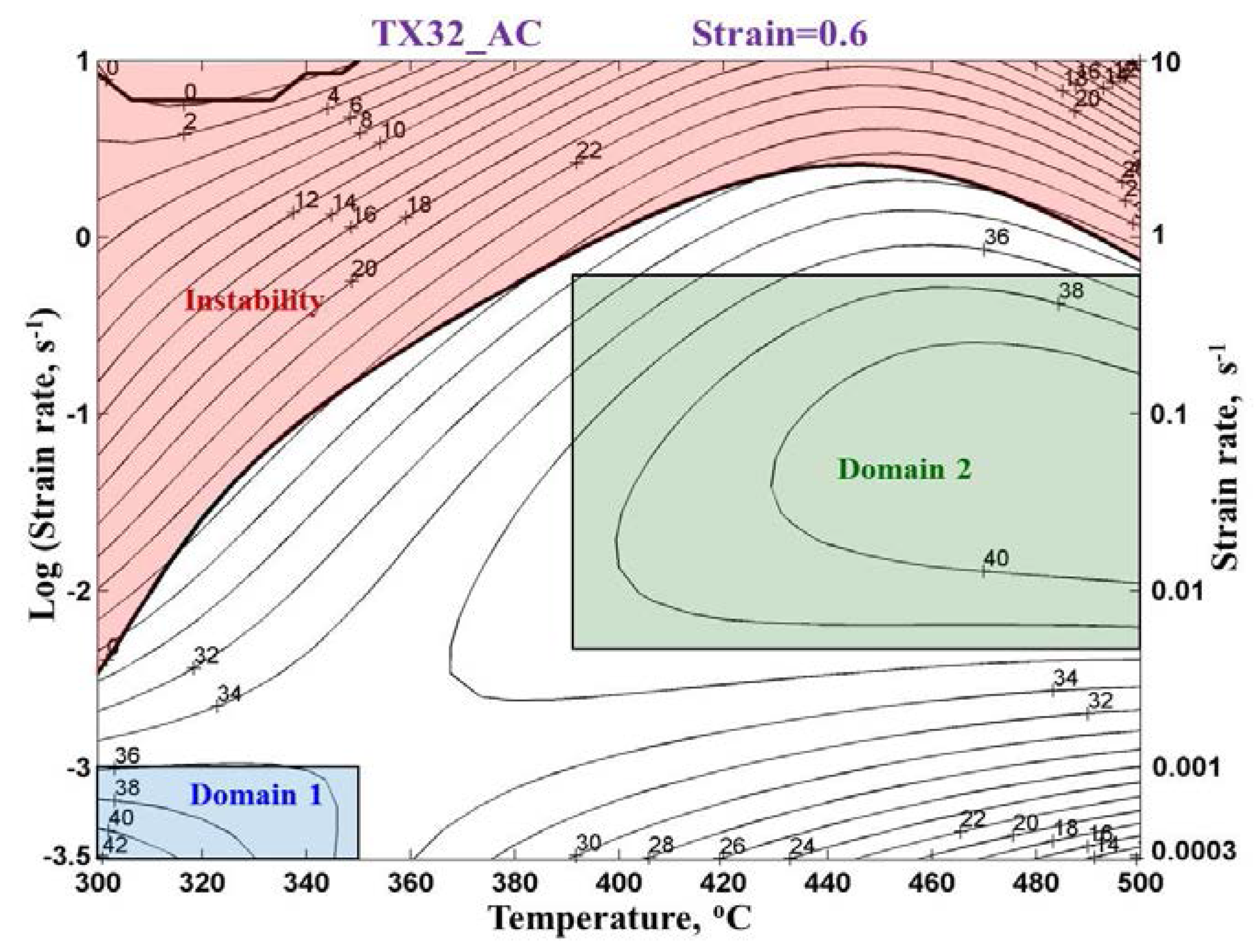
3.5. Comparison of Deformation Behavior of ABaX422 Alloy with TX32 Alloy (Mg-3Sn-2Ca)
4. Conclusions
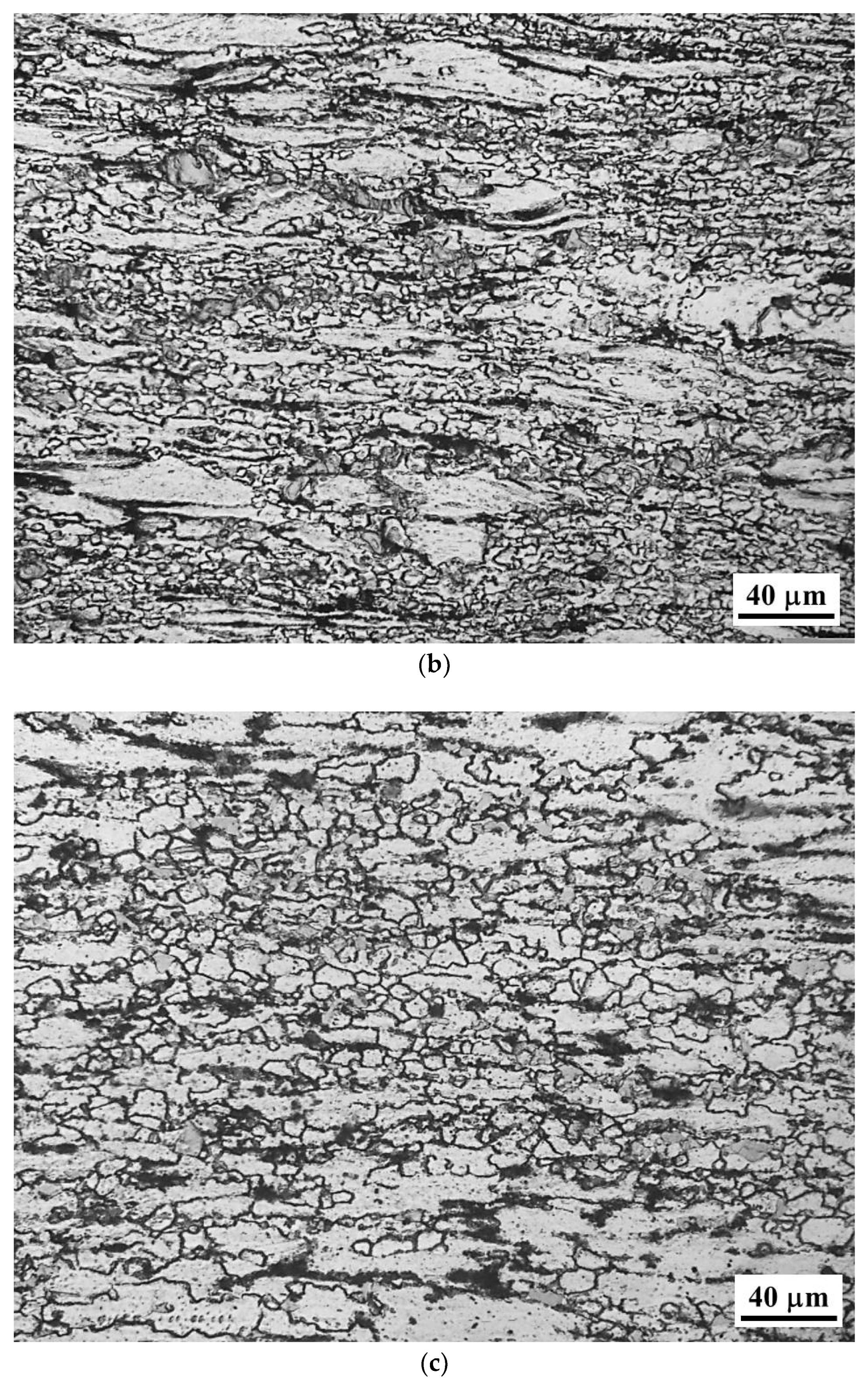
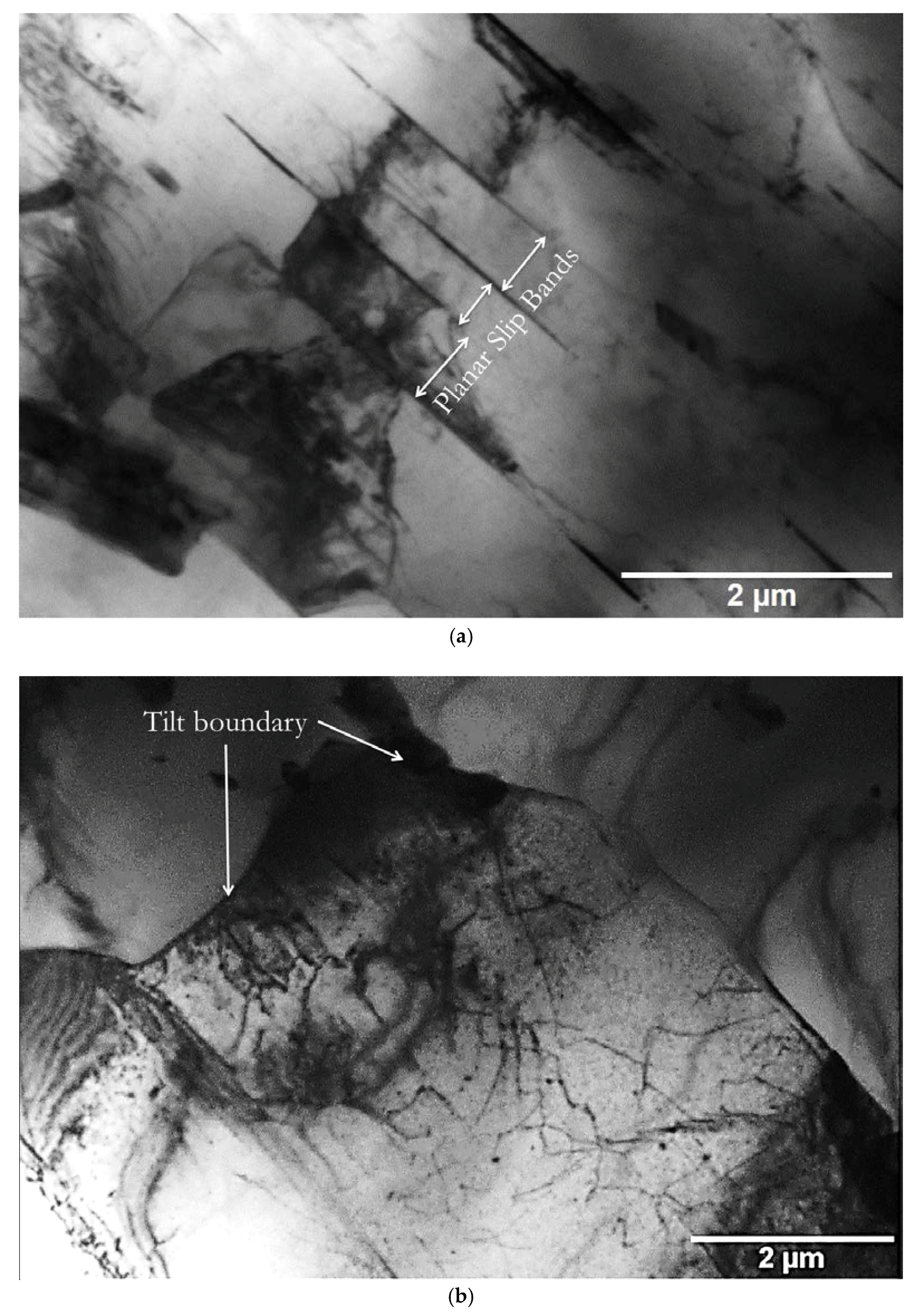
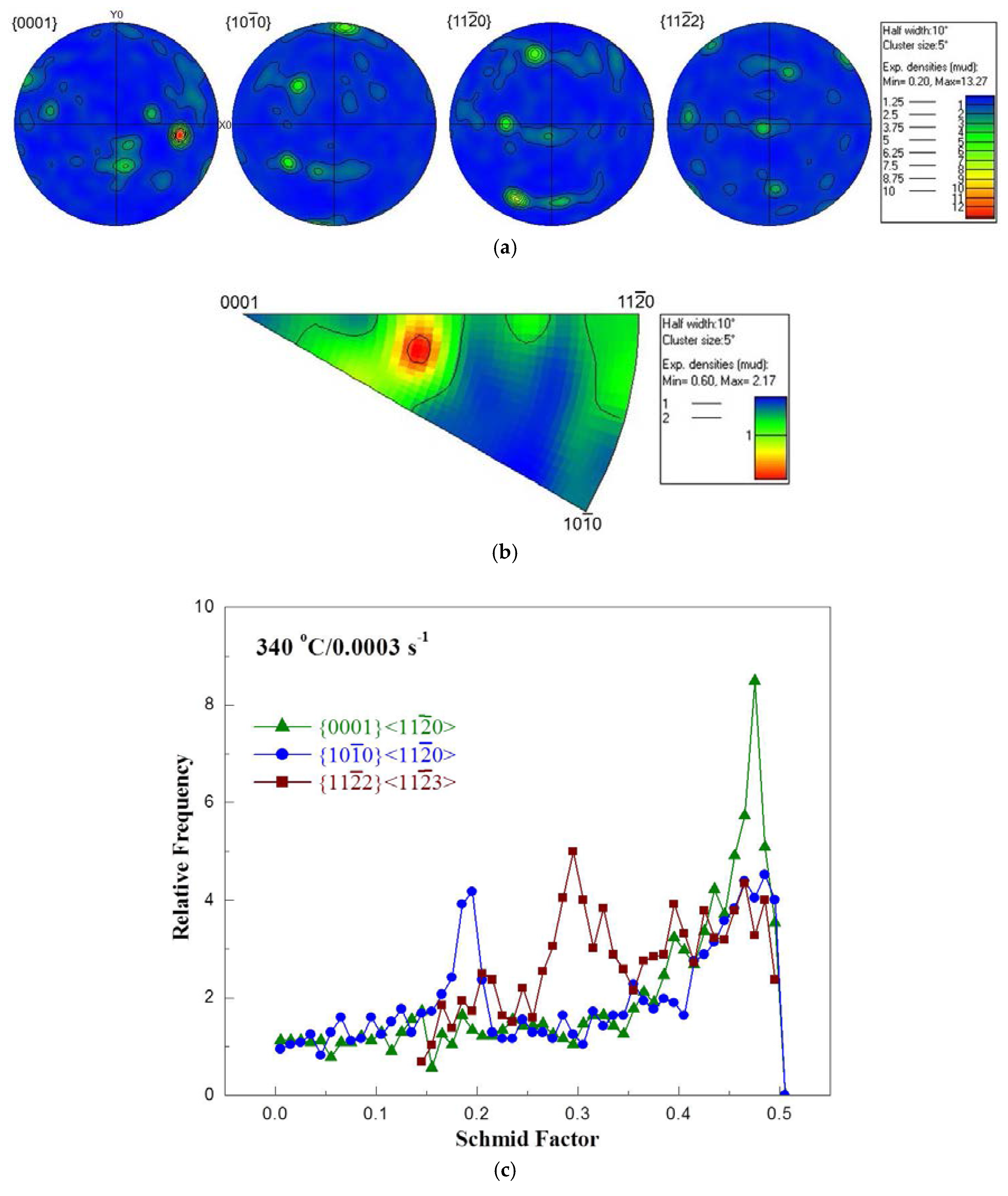
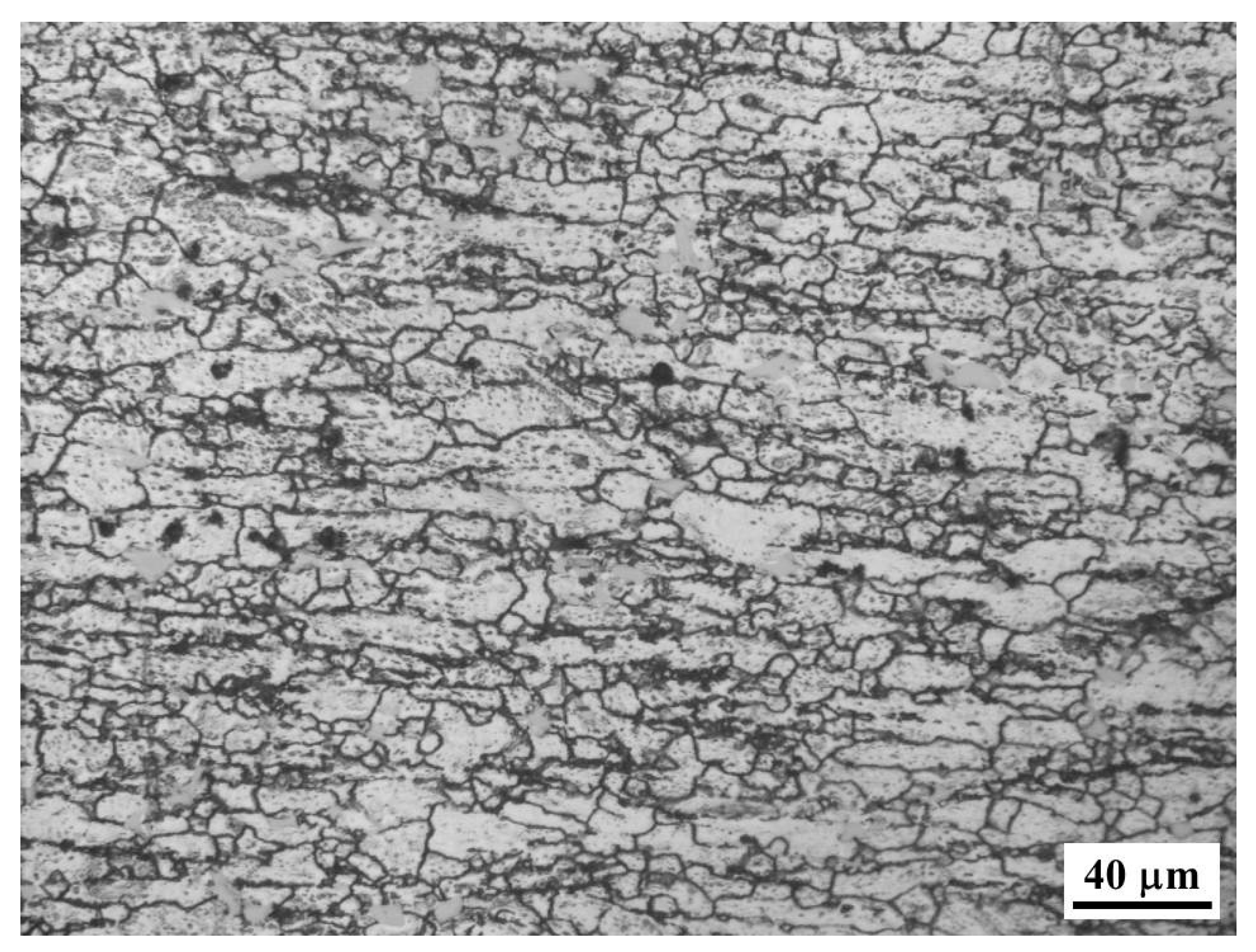
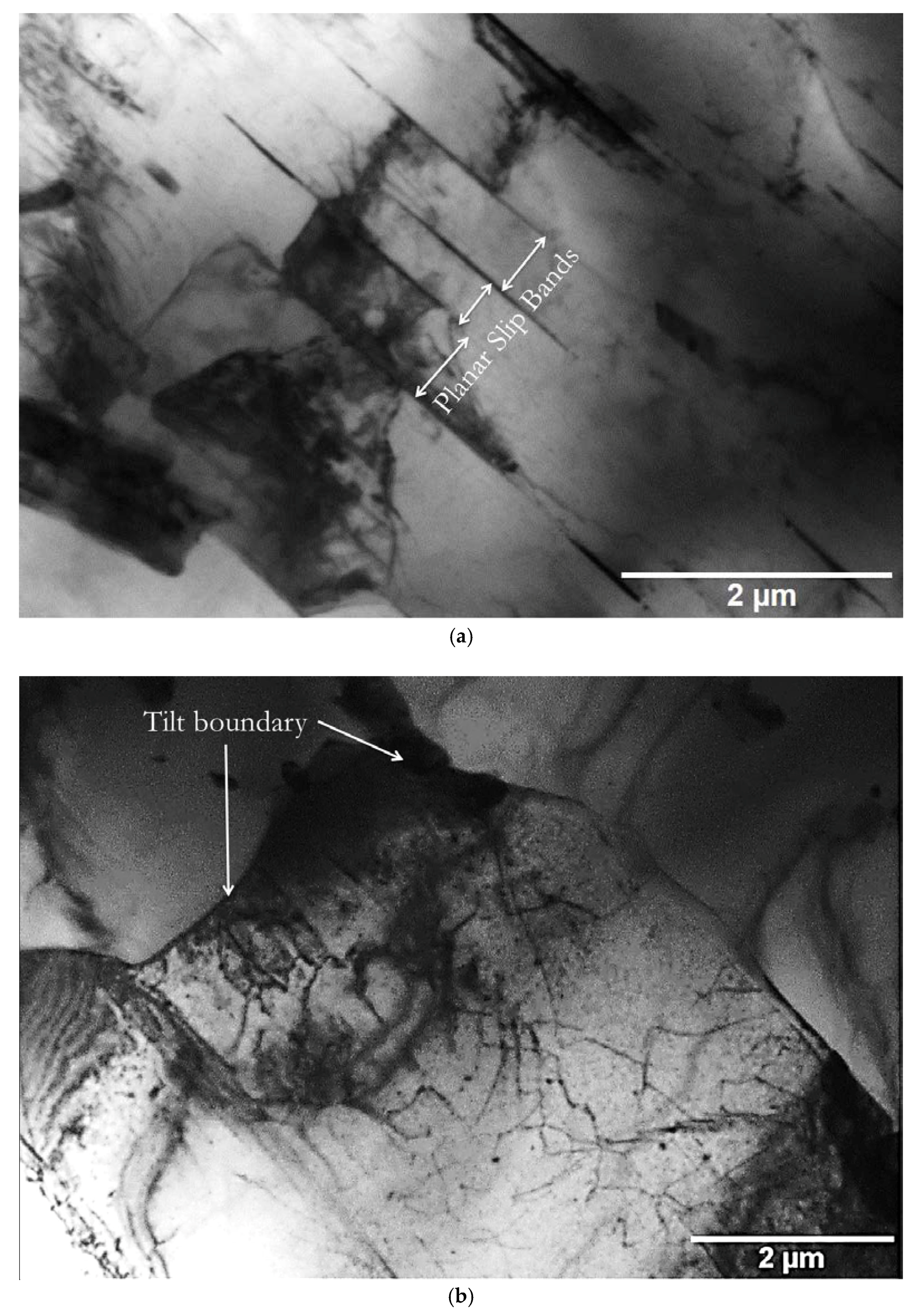
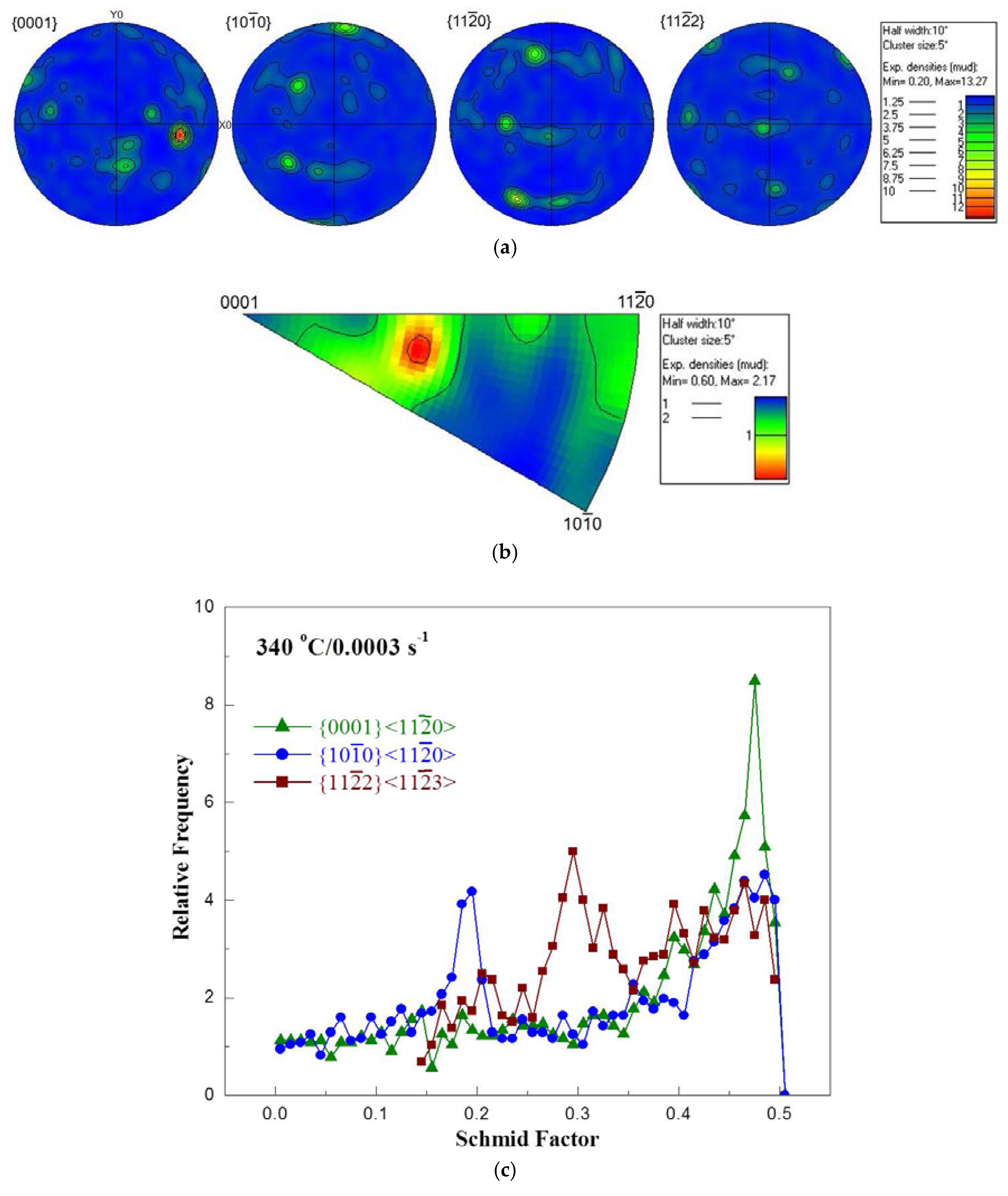
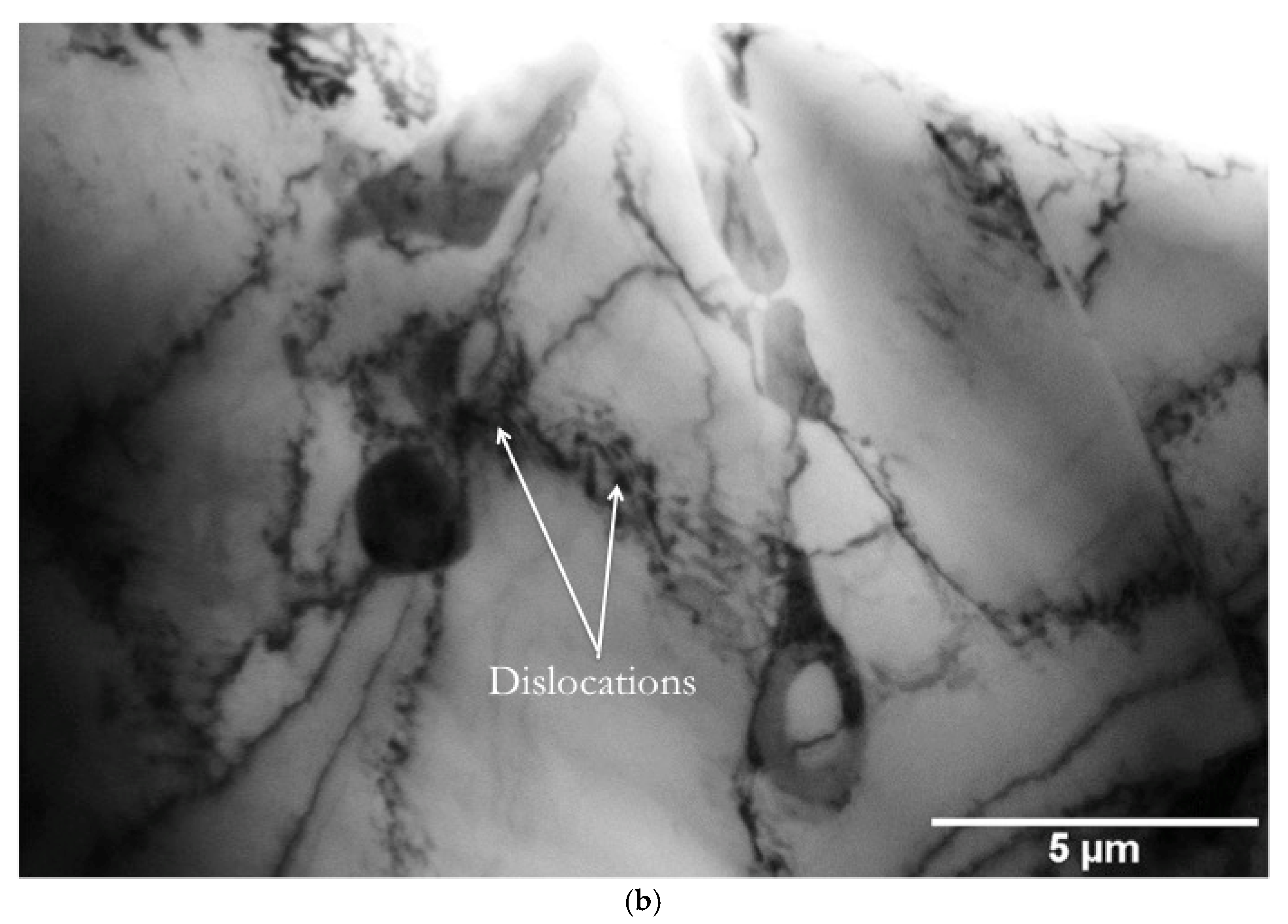
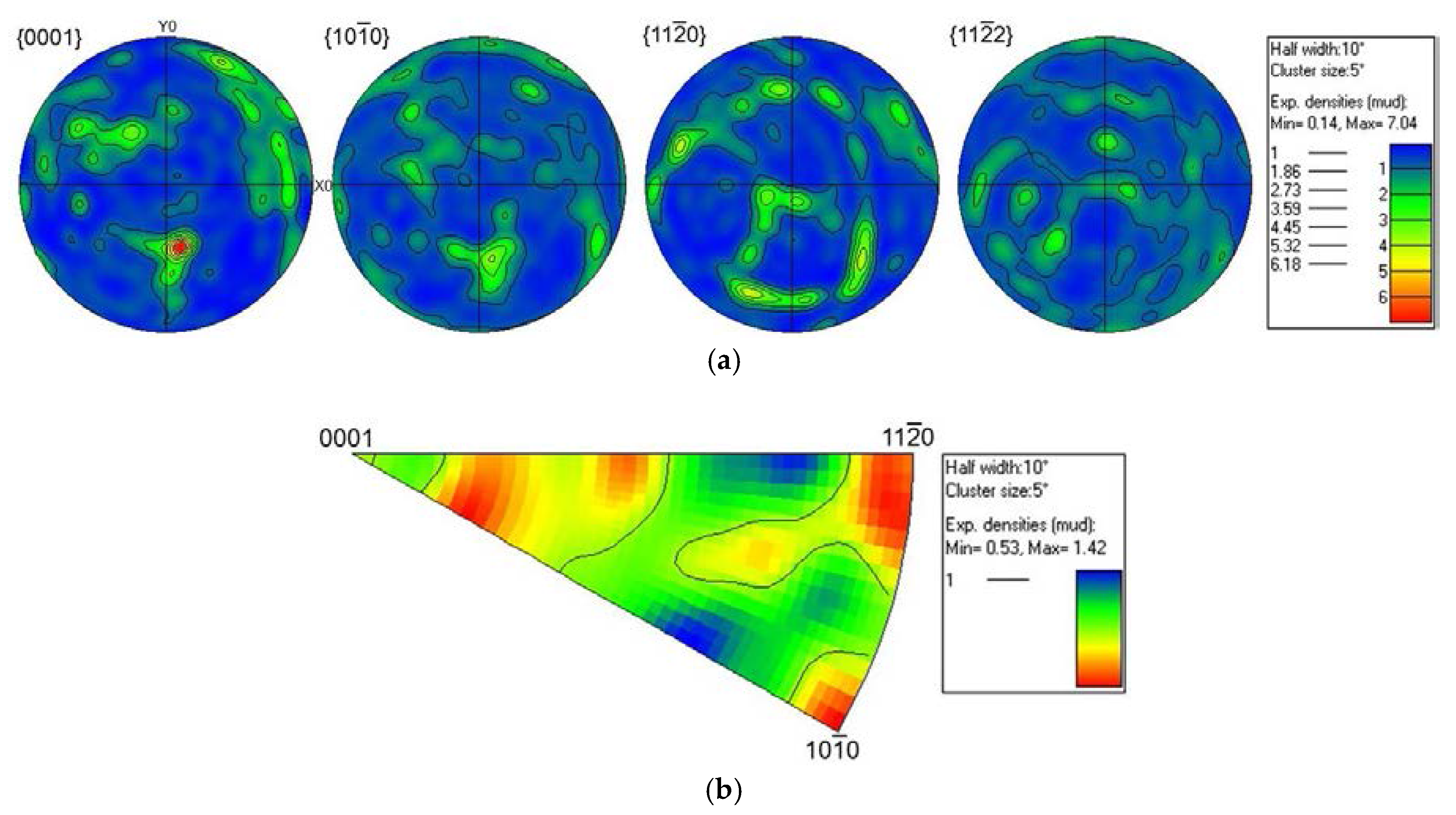
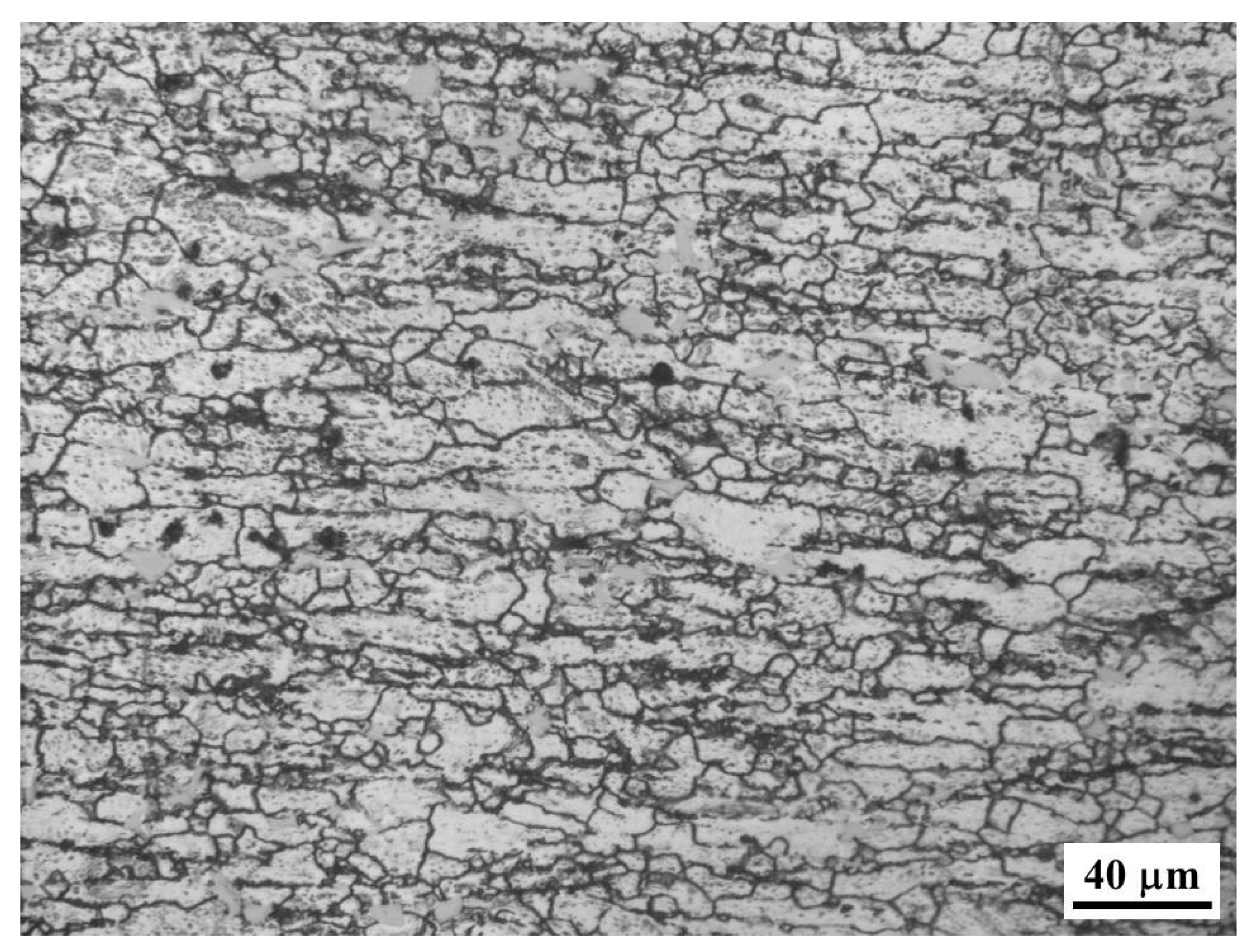
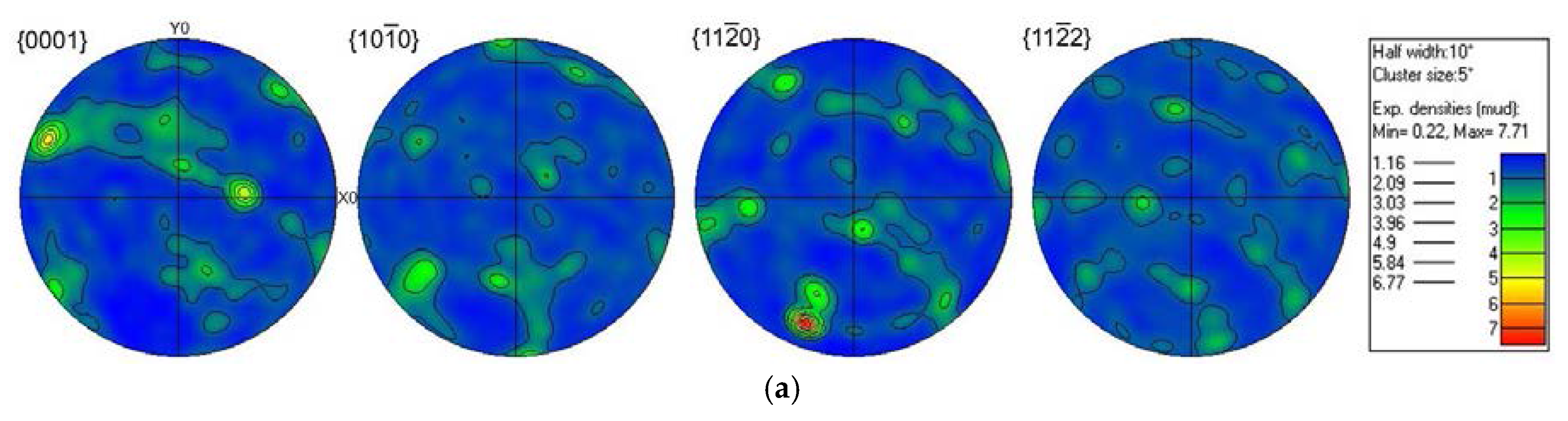
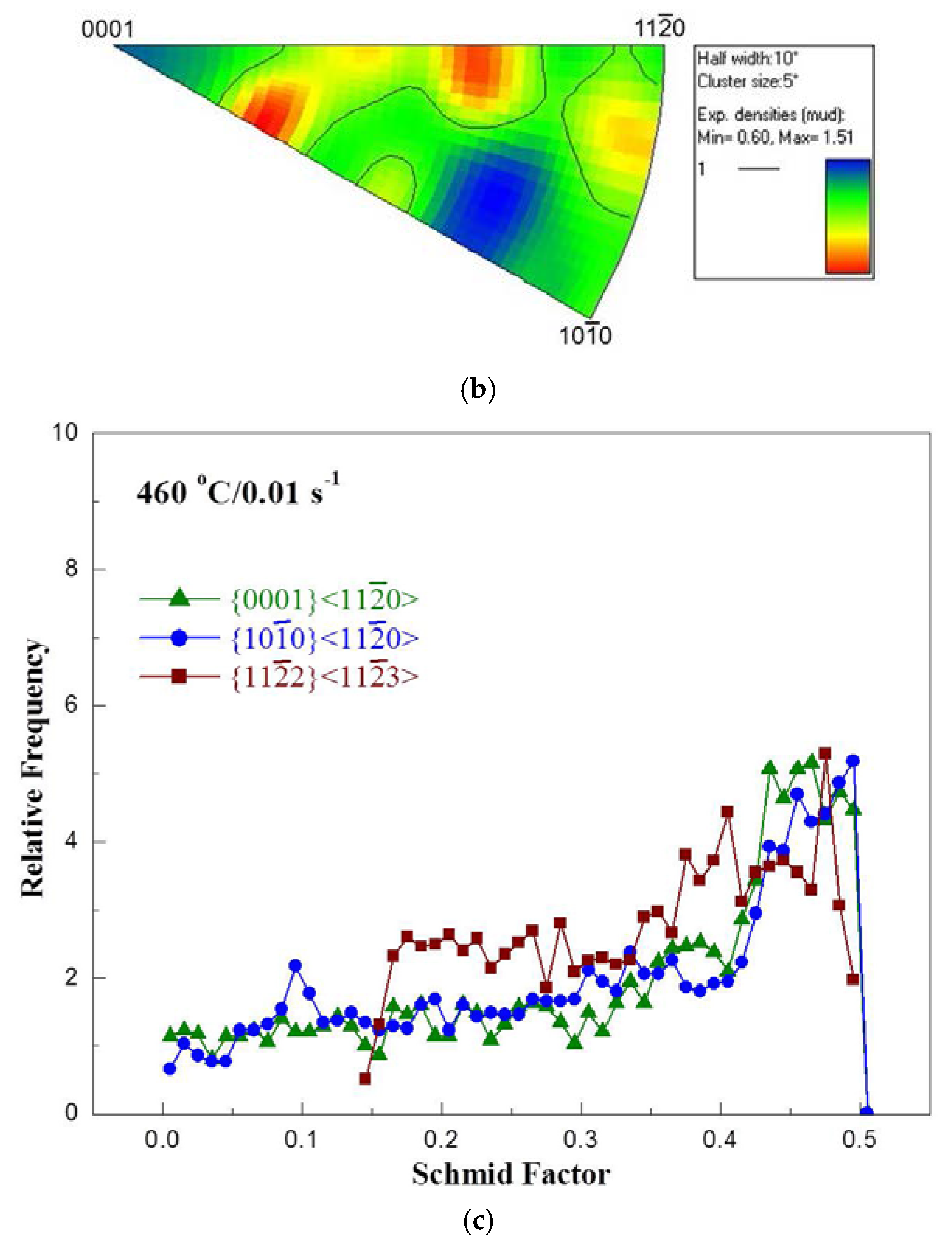
- In Domain 1, the microstructure revealed that DRX occurs by basal slip, as indicated by the presence of planar slip bands and high dislocation density leading to tilt boundary formation and a low-intensity basal texture.
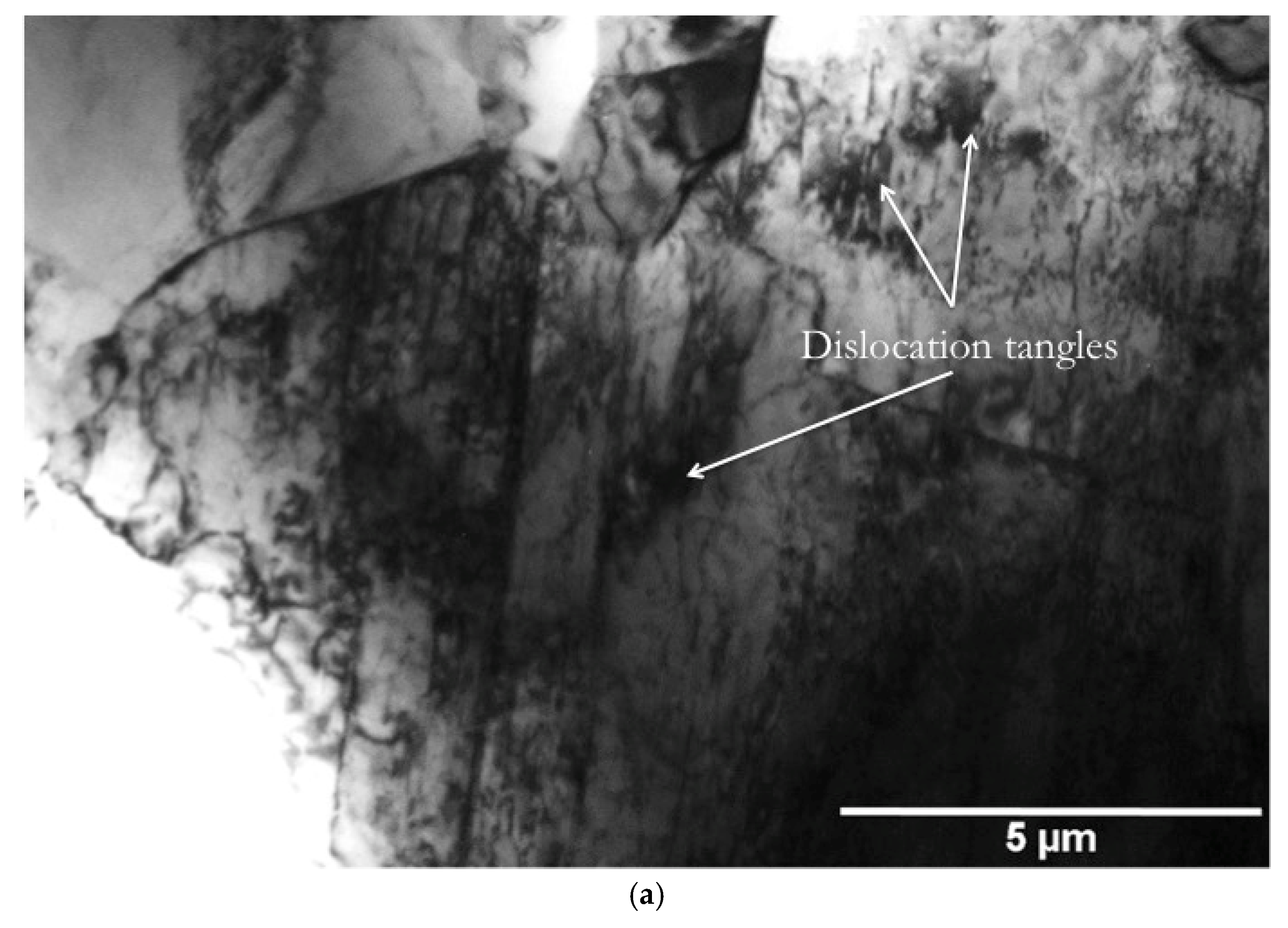
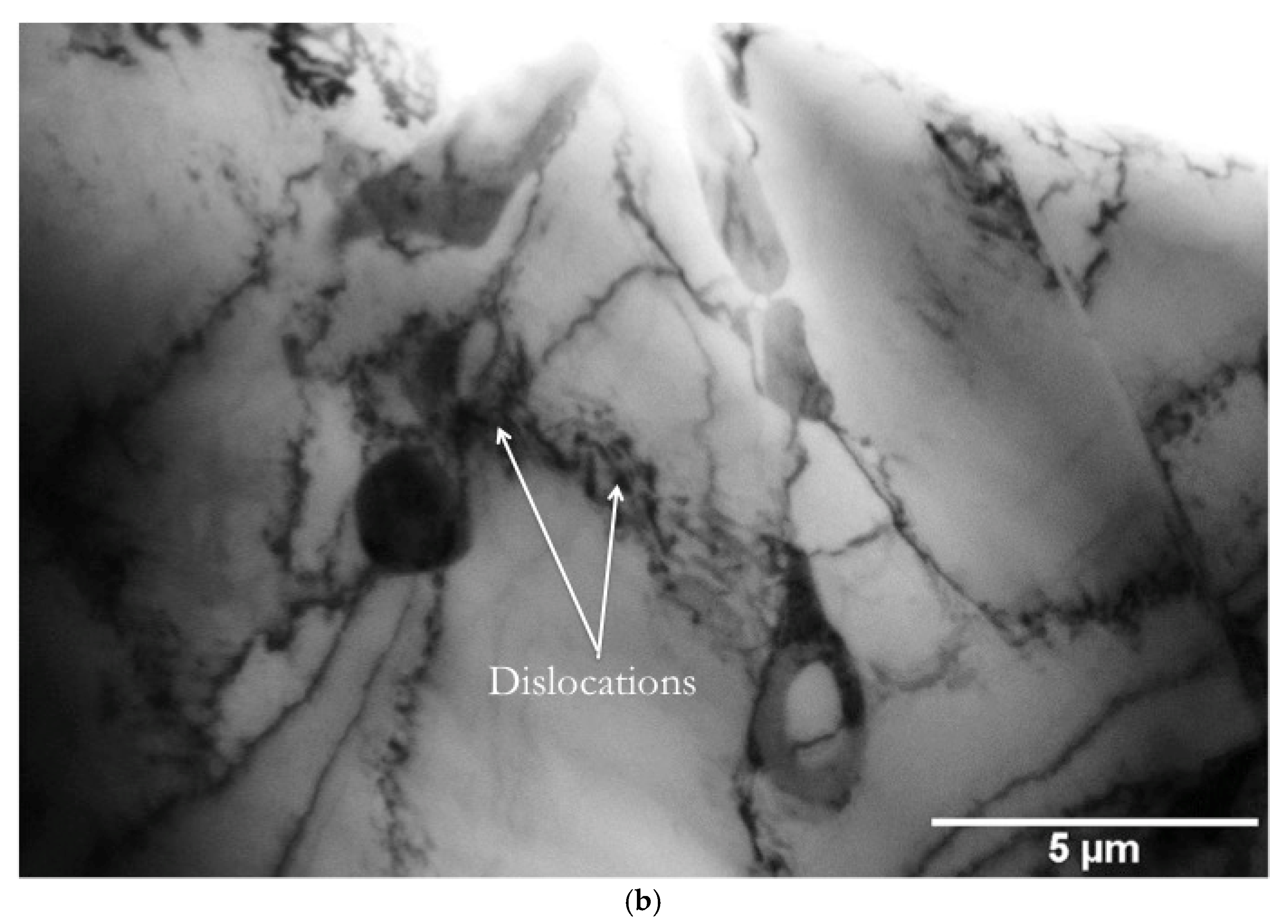
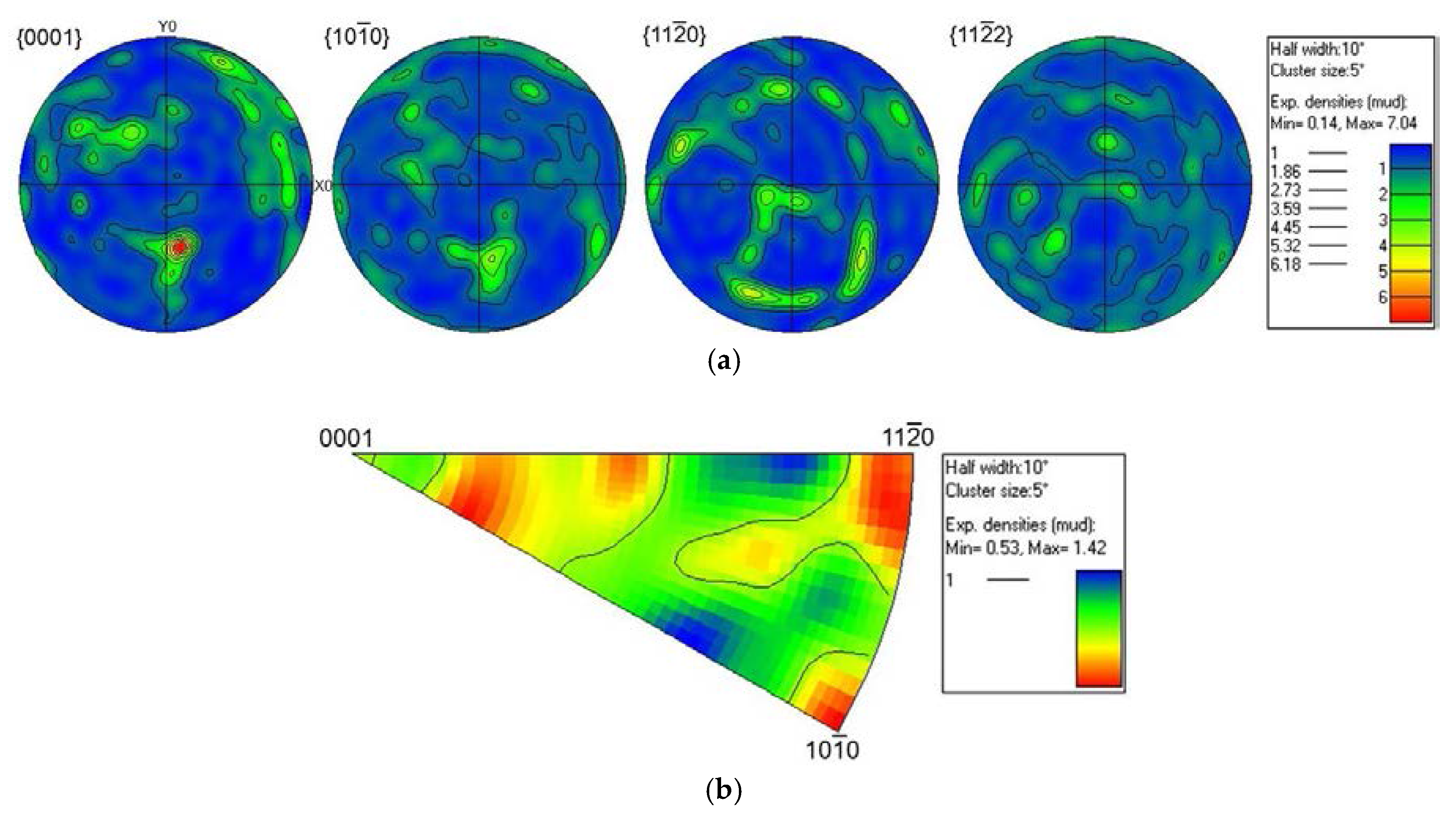
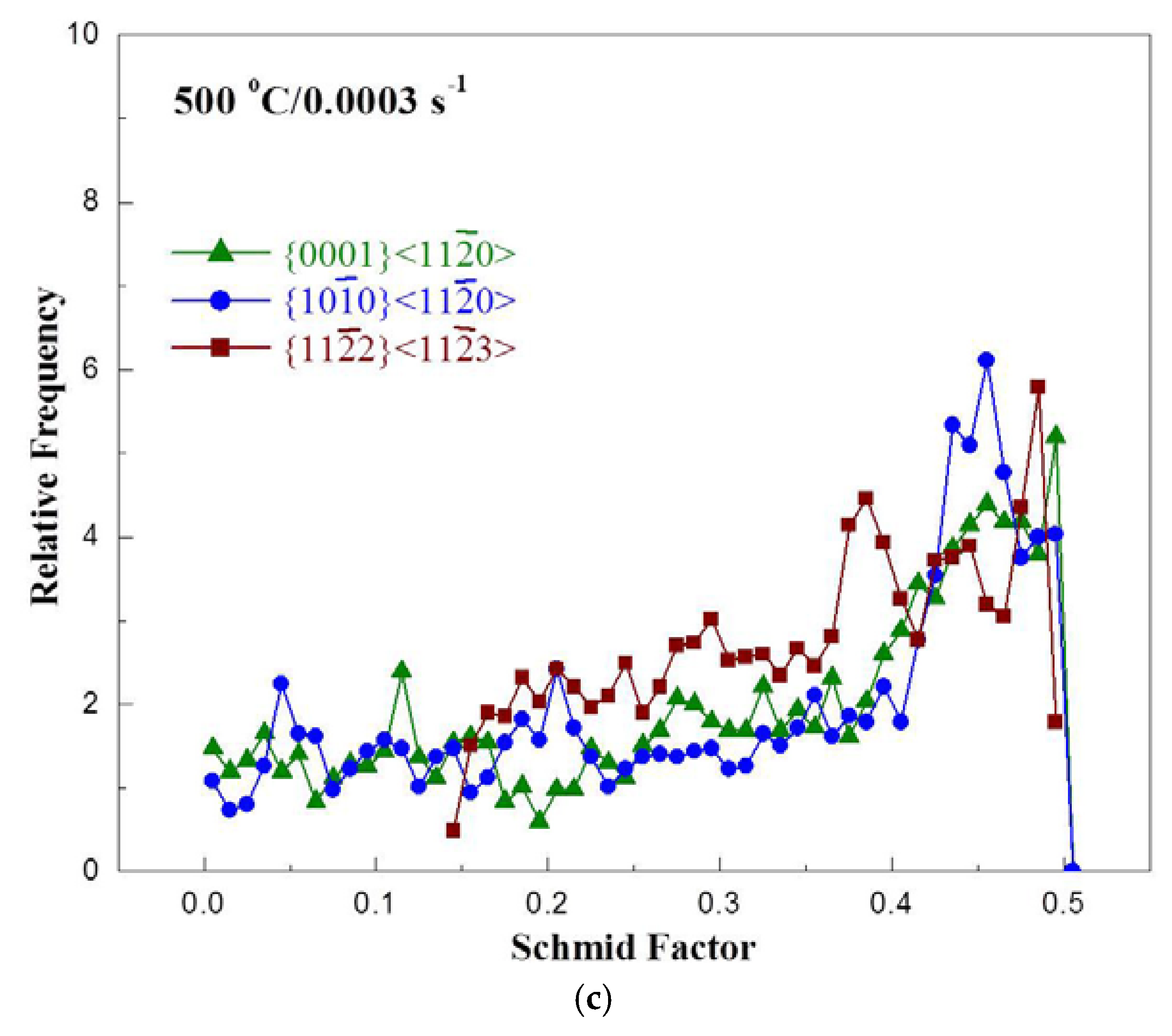
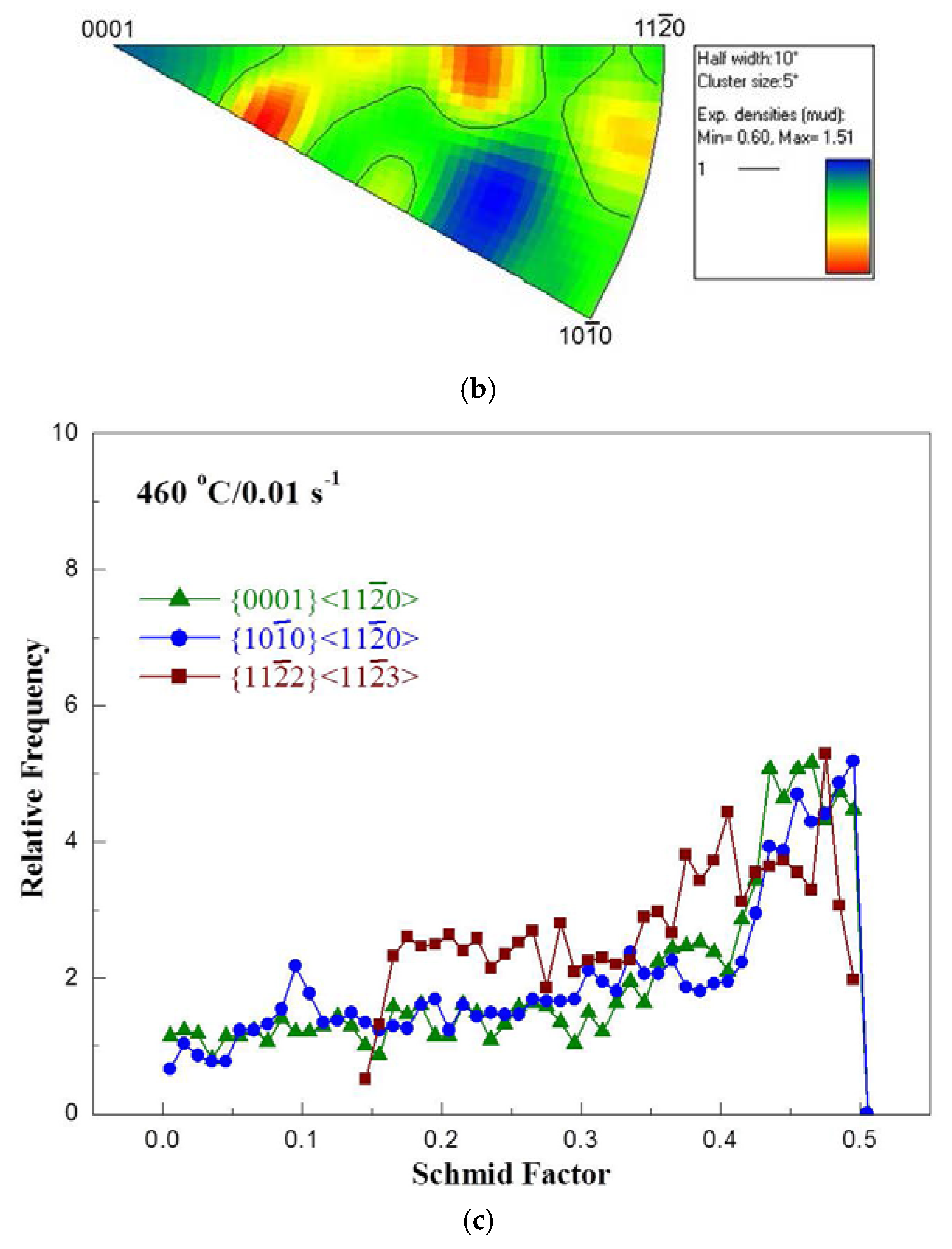
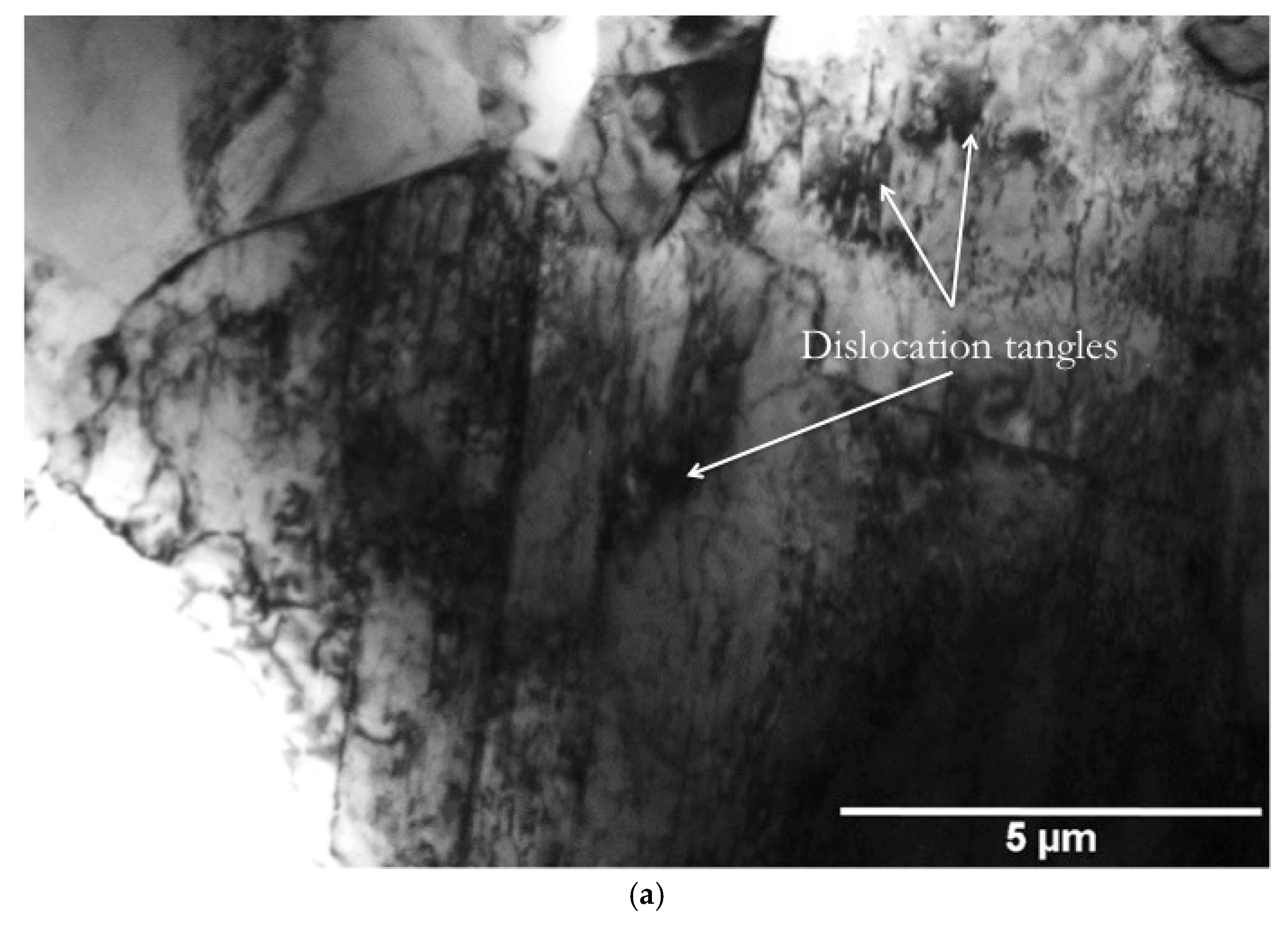
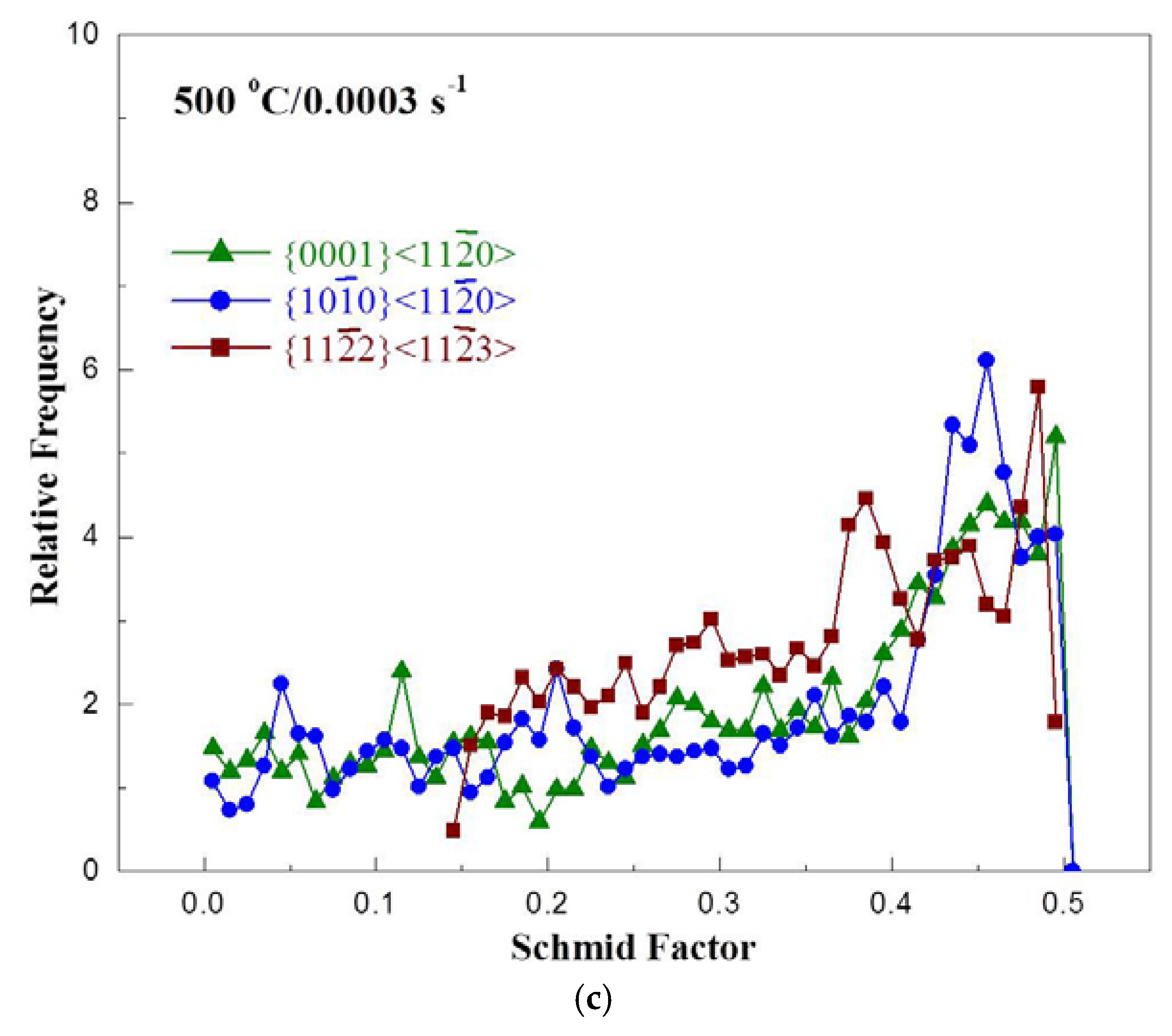
- In Domain 2, the DRX mechanism involves second order pyramidal slip and associated cross-slip, and the microstructure revealed tangled dislocation structure with twist boundaries and a near-random texture.
- The large volume content of intermetallic phases Mg21Al3Ba2 and (Al,Mg)2Ca eutectic phase is responsible for the above microstructural and textural changes since it causes high back stress which increases the temperature for thermal recovery by climb in Domain 1 and lowering the strain rate for cross-slip in Domain 2.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Jabbari Taleghani, M.A.; Torralba, J.M. Hot deformation behavior and workability characteristics of AZ91 magnesium alloy powder compacts—A study using processing map. Mater. Sci. Eng. A 2013, 580, 142–149. [Google Scholar] [CrossRef] [Green Version]
- Chai, F.; Zhang, D.; Li, Y.; Zhang, W. Microstructure evolution and mechanical properties of a submerged friction-stir-processed AZ91 magnesium alloy. J. Mater. Sci. 2015, 50, 3212–3225. [Google Scholar] [CrossRef]
- Ai, X.; Quan, G. The recent research on properties of anti-high temperature creep of AZ91 magnesium alloy. In Magnesium Alloys—Design, Processing and Properties; Czerwinski, F., Ed.; InTech: Rijeka, Croatia, 2011; pp. 351–366. ISBN 978-953-307-520-4. [Google Scholar]
- Pekguleryuz, M.; Celikin, M. Creep resistance in magnesium alloys. Int. Mater. Rev. 2010, 55, 197–217. [Google Scholar] [CrossRef]
- Yin, D.D.; Wang, Q.D.; Boehlert, C.J.; Ding, W.J. Creep and fracture behavior of as-cast Mg-11Y-5Gd-2Zn-0.5Zr (wt %). J. Mater. Sci. 2012, 47, 6263–6275. [Google Scholar] [CrossRef]
- Hort, N.; Huang, Y.D.; Abu Leil, T.; Rao, K.P.; Kainer, K.U. Properties and processing of magnesium-tin-calcium alloys. Kovove Mater. 2011, 49, 163–177. [Google Scholar] [CrossRef]
- Dharmendra, C.; Rao, K.P.; Zhao, F.; Prasad, Y.V.R.K.; Hort, N.; Kainer, K.U. Effect of aluminum on microstructural evolution during hot deformation of TX32 magnesium alloy. J. Mater. Sci. 2014, 49, 5885–5898. [Google Scholar] [CrossRef]
- Dieringa, H.; Hort, N.; Kainer, K.U. Barium as alloying element for a creep resistant magnesium alloy. In Magnesium, Proceedings of the 8th International Conference on Magnesium Alloys and Their Applications, Weimar, Germany, 26–29 October 2009; Kainer, K.U., Ed.; Wiley-VCH: Weinheim, Germany, 2009; pp. 62–67. [Google Scholar]
- Dieringa, H.; Huang, Y.; Wittke, P.; Klein, M.; Walther, M. Compression-creep response of magnesium alloy DieMag422 containing barium compared with the commercial creep-resistant alloys AE42 and MRI230D. Mater. Sci. Eng. A 2013, 585, 430–438. [Google Scholar] [CrossRef]
- Nayeb-Hashemi, A.A.; Clark, J.B. The Ba-Mg (Barium-Magnesium) system. Bull. Alloy Phase Diagr. 1986, 7, 144–149. [Google Scholar] [CrossRef]
- Bryan, Z.L.; Hooper, R.J.; Henderson, H.B.; Manuel, M.V. Solidification pathways of alloys in the Mg-rich corner of the Mg-Al-Ba ternary system. Metall. Mater. Trans. A 2015, 46, 1689–1696. [Google Scholar] [CrossRef]
- Rao, K.P.; Ip, H.Y.; Suresh, K.; Prasad, Y.V.R.K.; Wu, C.M.L.; Hort, N.; Kainer, K.U. Compressive strength and hot deformation mechanisms in as-cast Mg-4Al-2Ba-2Ca (ABaX422) alloy. Philos. Mag. 2013, 93, 4364–4377. [Google Scholar] [CrossRef]
- Dharmendra, C.; Rao, K.P.; Prasad, Y.V.R.K.; Hort, N.; Kainer, K.U. Hot workability analysis with processing map and texture characteristics of as-cast TX32 magnesium alloy. J. Mater. Sci. 2013, 48, 5236–5246. [Google Scholar] [CrossRef]
- Rao, K.P.; Suresh, K.; Prasad, Y.V.R.K.; Dharmendra, C.; Hort, N.; Dieringa, H. High temperature strength and hot working technology for as-cast Mg-1Zn-1Ca (ZX11) alloy. Metals 2017, 7, 405. [Google Scholar] [CrossRef]
- Suresh, K.; Rao, K.P.; Prasad, Y.V.R.K.; Hort, N.; Kainer, K.U. Microstructure and mechanical properties of as-cast Mg-Sn-Ca alloys and effect of alloying elements. Trans. Nonferr. Met. Soc. China 2013, 23, 3604–3610. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Seshacharyulu, T. Modelling of hot deformation for microstructural control. Int. Mater. Rev. 1998, 43, 243–258. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K. Processing maps: A status report. J. Mater. Eng. Perform. 2003, 12, 638–645. [Google Scholar] [CrossRef]
- Fatemi-Varzaneh, S.M.; Zarei-Hanzaki, A.; Izadi, S. Shear deformation and grain refinement during accumulative back extrusion of AZ31 magnesium alloy. J. Mater. Sci. 2011, 46, 1937–1944. [Google Scholar] [CrossRef]
- Ravichandran, N.; Prasad, Y.V.R.K. Characteristics of dynamic recrystallization domain in the processing map for hot working of OFHC copper. Z. Met. 1993, 34, 132–139. [Google Scholar]
- Sastry, D.H.; Prasad, Y.V.R.K.; Vasu, K.I. On the stacking fault energy of some close packed hexagonal metals. Scr. Metall. 1969, 3, 927–929. [Google Scholar] [CrossRef]
- Morris, J.S.; Scharff, J.; Ho, K.M.; Turner, D.E.; Ye, Y.Y.; Yoo, M.H. Prediction of a {112} hcp stacking fault using a modified generalized stacking fault calculation. Philos. Mag. A 1997, 76, 165–177. [Google Scholar] [CrossRef]
- Thomas, G. Transmission Electron Microscopy of Metals; John Wiley: New York, NY, USA, 1962. [Google Scholar]
- Thomas, G.; Washburn, J. Electron Microscopy and Strength of Crystals; John Wiley: New York, NY, USA, 1963. [Google Scholar]

© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suresh, K.; Rao, K.P.; Prasad, Y.V.R.K.; Wu, C.-M.L.; Hort, N.; Dieringa, H. Mechanism of Dynamic Recrystallization and Evolution of Texture in the Hot Working Domains of the Processing Map for Mg-4Al-2Ba-2Ca Alloy. Metals 2017, 7, 539. https://doi.org/10.3390/met7120539
Suresh K, Rao KP, Prasad YVRK, Wu C-ML, Hort N, Dieringa H. Mechanism of Dynamic Recrystallization and Evolution of Texture in the Hot Working Domains of the Processing Map for Mg-4Al-2Ba-2Ca Alloy. Metals. 2017; 7(12):539. https://doi.org/10.3390/met7120539
Chicago/Turabian StyleSuresh, Kalidass, Kamineni Pitcheswara Rao, Yellapregada Venkata Rama Krishna Prasad, Chi-Man Lawrence Wu, Norbert Hort, and Hajo Dieringa. 2017. "Mechanism of Dynamic Recrystallization and Evolution of Texture in the Hot Working Domains of the Processing Map for Mg-4Al-2Ba-2Ca Alloy" Metals 7, no. 12: 539. https://doi.org/10.3390/met7120539