Concentration and Separation of Scandium from Ni Laterite Ore Processing Streams




1
IME Institute of Process Metallurgy and Metal Recycling, RWTH Aachen University, 52056 Aachen, Germany
2
MEAB Chemie Technik GmbH, 52068 Aachen, Germany
*
Author to whom correspondence should be addressed.
Metals 2017, 7(12), 557; https://doi.org/10.3390/met7120557
Submission received: 7 November 2017
/
Revised: 8 December 2017
/
Accepted: 8 December 2017
/
Published: 12 December 2017
(This article belongs to the Special Issue Sustainable Utilization of Metals - Processing, Recovery and Recycling)
Abstract
:The presence of a considerable amount of scandium in lateritic nickel-cobalt ores necessitates the investigation of possible processing alternatives to recover scandium as a byproduct during nickel and cobalt production. Therefore, in this study, rather than interfering with the main nickel-cobalt production circuit, the precipitation-separation behavior of scandium during a pH-controlled precipitation process from a synthetically prepared solution was investigated to adopt the Sc recovery circuit into an already existing hydrometallurgical nickel-cobalt hydroxide processing plant. The composition of the synthetic solution was determined according to the hydrometallurgical nickel laterite ore processing streams obtained from a HPAL (high-pressure sulphuric acid leaching) process. In order to selectively precipitate and concentrate scandium with minimum nickel and cobalt co-precipitation, the pH of the solution was adjusted by CaCO3, MgO, Na2CO3, and NaOH. It was found that precipitation with MgO or Na2CO3 is more advantageous to obtain a precipitate containing higher amounts of scandium with minimum mass when compared to the CaCO3 route, which makes further processing more viable. As a result of this study, it is proposed that by a simple pH-controlled precipitation process, scandium can be separated from the nickel and cobalt containing process solutions as a byproduct without affecting the conventional nickel-cobalt hydroxide production. By further processing this scandium-enriched residue by means of leaching, SX (solvent extraction), and precipitation, an intermediate (NH4)2NaScF6 product can be obtained.
1. Introduction
Scandium is classified as a rare earth element, together with yttrium and lanthanides, and it is widely distributed in the Earth’s crust without the affinity of forming exploitable, high-grade primary scandium deposits. This geochemical nature hindered its extensive and economical production and, up to now, it is mainly obtained as a byproduct from the hydrometallurgical processing of iron-uranium, titanium, rare earth elements, tungsten, and zirconium ores, tailings, and residues. Depending on the rate of recovery from these sources, its supply was reported to be only 5–12 tons/year with an unsteady price of 2000–4500 $/kg of 99.9 Sc2O3 [1].
Although its superior performance has been reported in several publications, historically it has only been used in applications where the performance is much more important than the cost. Primarily, it was used in aluminum alloys as a minor alloying element (0.2–0.8%) due to its superior contribution to mechanical, corrosion, and welding properties. Because they offer the advantage of high strength-low weight, these alloys are mainly used in military, sporting goods, and aerospace applications. Nowadays, there is a great demand forcing the replacement of heavier structural components with lighter ones in applications such as airplanes and automobiles to decrease fuel consumption and emissions. According to the estimates, aircrafts made from welded aluminum scandium alloys would be 15% lighter and 15% cheaper to build compared to present materials [2]. Therefore, aviation companies have already produced and tested prototypes of Al-Sc alloy components with the aid of 3D printing technology, offering additional benefits during manufacturing.
Besides these alloys, the use of scandium in solid oxide fuel cells (SOFCs) is another important and promising area where an urgent demand for scandium exists. The addition of scandium oxide in the solid electrolyte of fuel cells provides many advantages in terms of cell efficiency and prolonged cell life.
Finally, the outstanding properties of scandium in laser and lighting applications, as well as its potential use in transmission lines and the marine industry, make scandium an indispensable element.
In short, industrial applications are waiting for a sufficient, reliable, and reasonably priced scandium supply. In the light of up-to-date information in the literature; besides the aforementioned sources in which scandium is presently obtained, industrial wastes from aluminum and lateritic nickel-cobalt processing seem to be a new, very abundant and promising source for the huge and urgent scandium need of the industry in the immediate future. For example, in China, ores are generally reported as worthy of exploitation if the Sc content ranges between 20 and 50 g/t and, recently, various lateritic nickel and cobalt deposits were reported to contain from 50 g/t up to 600 g/t of Sc [3,4,5]. Therefore, this study aimed to investigate the possibility of scandium by-production from lateritic nickel-cobalt deposits without affecting the conventional hydrometallurgical production of the MHP (mixed nickel-cobalt hydroxide) product.
2. Previous Studies and State of the Art
In previous studies, a lateritic ore with a Sc grade of 106 g/t, was digested under high-pressure sulphuric acid leaching and it was reported that 80.6% of scandium within the ore could be extracted into the leach solution together with nickel, cobalt, and impurity elements [6]. After digesting the ore, scandium was aimed to be selectively precipitated, concentrated, separated from the main nickel-cobalt hydroxide processing circuit, and it was used as a secondary scandium source in a two-step pH-controlled solution purification process [7].
In the first step of the solution purification, maximum iron and some of the aluminum and chromium precipitation was obtained with minimum nickel, cobalt and scandium co-precipitation depending on the hydrolysis behavior of ions with increasing the solution pH. For this aim, the precipitation temperature and duration was selected to be 90 °C and 120 min, respectively. The pH of the slurry was adjusted and kept constant at 2.75 by adding CaCO3 slurry. According to the analytical results given in Table 1, iron, aluminum, and chromium impurity levels were reduced in the first step with minimum nickel, cobalt, and scandium loss [7].
It was reported that only 8% scandium was lost in this step by adjusting the pH to 2.75. Therefore, in order to test and improve the process proposed by previous researchers, a similar synthetic solution was prepared, as given in Table 1. Alternatively, precipitation tests were conducted and compared with different precipitation reagents to make the process more favorable.
3. Materials and Methods
A representative synthetic solution was prepared by using analytical grade chemical reagents and deionized water in order to simulate and test the precipitation behavior of scandium as given in previous study [7]. In addition, the pH of the stock solution was adjusted to 2.75. In the second impurity removal and scandium precipitation tests, a four-necked glass vessel attached to a condenser, contact thermometer, and pH meter was used during the experiments. The pH of the second impurity removal and scandium precipitation experiments was adjusted and kept at 4.75 at 60 °C for 3 h by adding CaCO3, MgO slurry (12.5 g/100 cc water), and Na2CO3 (12.5 g/100 cc water), 1 M NaOH solutions dropwise via a micropipette in order to prevent high local pH changes during the chemical reactions. The amount of reagent added was recorded throughout the experiments to compare the reagent consumption during the reactions. At the end of the experiments, the slurry was filtered via vacuum filtration. The solid remaining after filtration was washed well with pH 4.75 deionized water to eliminate the possibility of precipitation at a higher pH during washing. After washing, the leach residue was dried overnight at 60 °C and ground for chemical analyses. For mass balance calculations, the solid and liquid samples were analyzed by a Spectro Arcos ICP-OES analyzer (SPECTRO Analytical Instruments GmbH, Kleve, Germany) capable of true-axial and true-radial plasma observation. Before analysis, the solid samples were put into solution at 240 °C by a microwave aqua-regia digester with a microwave power of 1300 W. In order to eliminate high salt contents, the samples were diluted where necessary. All of the scandium was aimed to be precipitated and concentrated in this precipitate with minimum nickel and cobalt co-precipitation. Then, preliminary leaching and solvent extraction tests were conducted to obtain an intermediate (NH4)2NaScF6 product. In the solvent extraction test, Baysolvex D2EHPA diluted in Ketrul D85 (kerosene) was mixed with scandium-containing pregnant leach solution at room temperature in a beaker within 10 min and loaded organic separated from the raffinate phase via a separation funnel. No purification steps were conducted on the reagents utilized in SX tests. A scandium stripping test with reagent grade ammonium fluoride solution was accomplished similarly.
4. Results and Discussion
As previously stated, the aim of the second impurity removal and scandium precipitation experiments was to precipitate and separate all of the scandium present in the solution (20 mg/L) from the main circuit together with remaining impurity elements before nickel and cobalt precipitation. Therefore, minimum nickel and cobalt co-precipitation is one of the most important considerations in this step, together with the level of impurity elements present in the solution. When the analytical results given in Table 2 were analyzed in detail, scandium concentration in the solution after all of the precipitation experiments decreased to a level of <1 mg/L, which indicates that the separation of scandium from the main MHP circuit is possible with all of the precipitating reagents used during the experiments.
Similar to Sc, nearly all of the impurity elements Fe, Al, Cr, Cu and Zn were precipitated and removed at the end of the precipitation reactions. So, in terms of Sc separation and Fe, Al, Cr, Cu and Zn removal, the outcome of all of the precipitation reagents is comparable. The main difference is seen in the increased levels of Mg and Na when MgO and (Na2CO3 or NaOH) were used instead of CaCO3, respectively. The similar behavior may also be seen from the chemical analysis of the precipitates obtained, as shown in Table 2. When the analytical results of the solutions were investigated in detail for Ni and Co, it was found that Ni and Co behaved nearly similar during precipitation with Na2CO3 and CaCO3. The highest undesired Ni and Co co-precipitation was observed when NaOH was used as a precipitant, probably due to an uncontrollable high local pH rise after the addition of 1 M NaOH during pH adjustment. On the other hand, in terms of the lowest Ni and Co co-precipitation, the best result was obtained when MgO was used as a precipitant. Therefore, when the different precipitation reagents are compared in terms of impurity removal, scandium precipitation-separation, and Ni-Co co-precipitation, the use of MgO offers more advantages during this stage of the process. The only drawback is the increased level of Mg; however since Mg precipitates at a higher pH compared to the co-precipitation of Ni and Co as an intermediate hydroxide product, it is predicted that the increased level of Mg will not be a major problem in obtaining the desired mixed Ni-Co hydroxide product.
Besides obtaining the desired elemental composition in the leach solution after precipitation treatment, it is also very important to compare the amount of reagent consumed during the reaction in terms of operational cost and the amount of Sc in each precipitate for further treatment. For this aim, the amount of reagent used per liter of leach solution was reported together with the percentage of elements precipitated, listed in Table 3 for easy comparison.
When the data given in Table 2 and Table 3 were analyzed in detail, highest amount of reagent was consumed when CaCO3 is used in order to increase and keep the pH from 2.75 to 4.75. Additionally, when we compare the amount of precipitates obtained after the reaction, there is a drastic difference in the amounts of these precipitates. More specifically, by using 21.7 g Na2CO3, 20.4 g precipitate was obtained, containing, 0.10% Sc. On the other hand, by using nearly the same amount of CaCO3 (23.7 g), the amount of precipitate increased to 57.7 g and the amount of Sc in the precipitate decreased to 0.04% due to the increase in the amount of the precipitate. Similarly, lower amounts of MgO and NaOH were consumed to reach the desired pH level and lower amount of precipitates were obtained having a Sc concentration of 0.09%. In short, when MgO or Na2CO3 is used instead of CaCO3 during the second impurity removal and scandium precipitation step, a more concentrated precipitate containing 0.09–0.10% Sc can be obtained instead of that containing 0.04% Sc. This difference is due to the formation of gypsum (CaSO4·xH2O), which is insoluble during the precipitation reaction and leads to increased residue weight and decreased Sc concentration. Therefore, in the light of experimental data obtained from the precipitation reactions, it is thought that the use of MgO or Na2CO3 will be a more suitable alternative compared to the use of CaCO3 in terms of reagent consumption and obtaining a more concentrated precipitate, which decreases the further processing costs of Sc recovery from this precipitate.
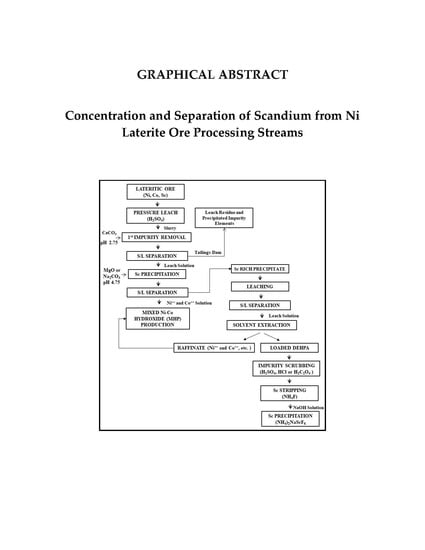
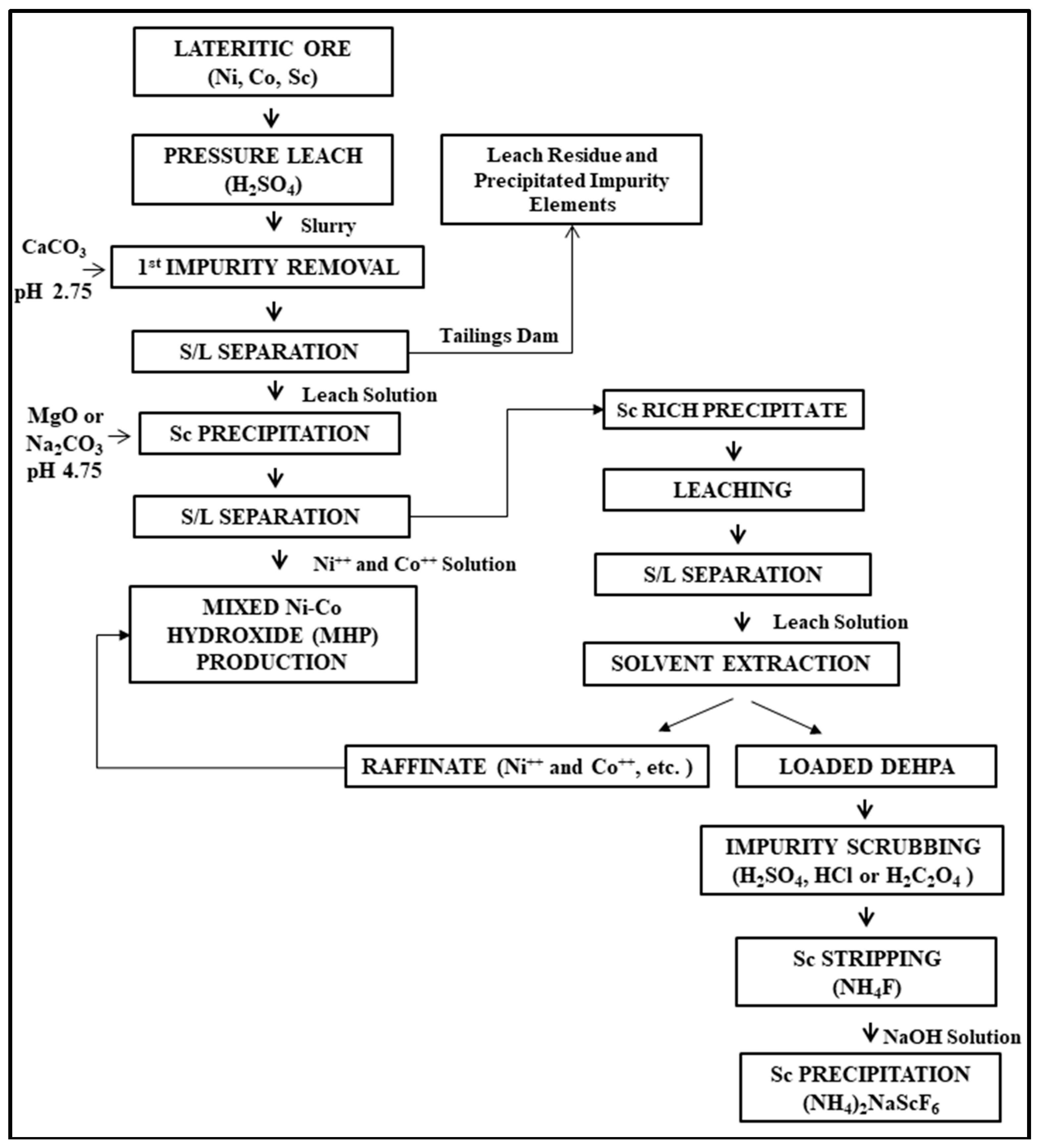
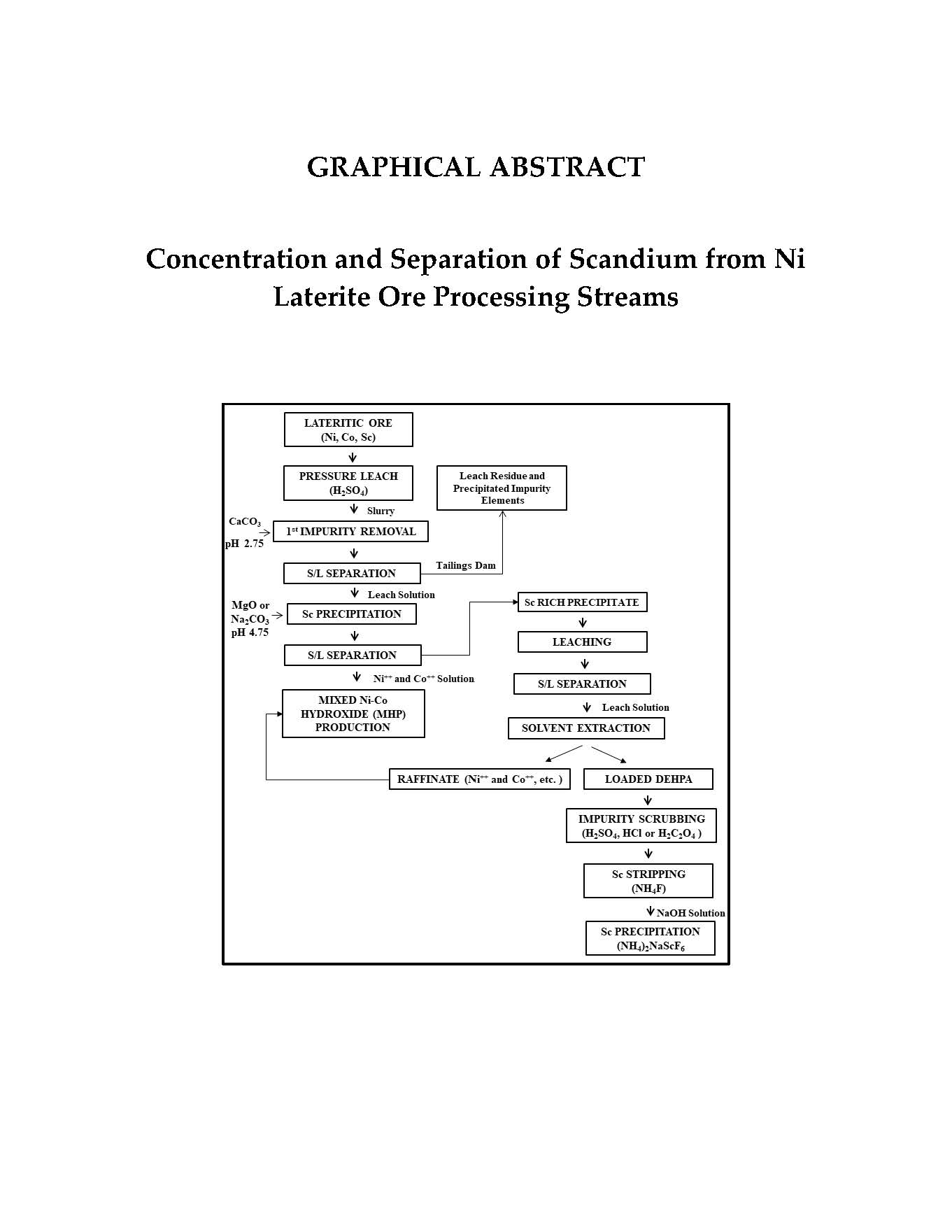
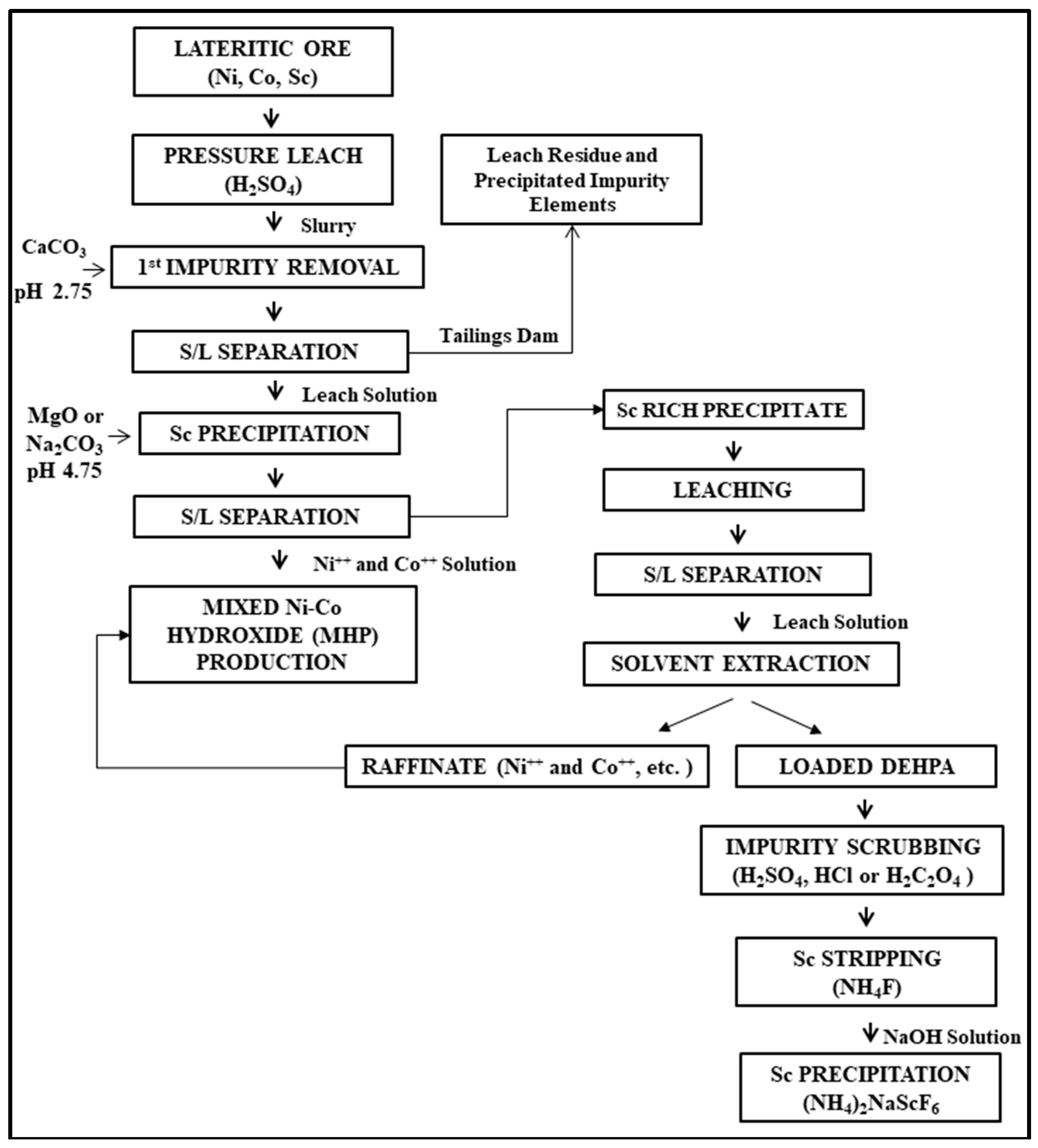
In order to test the possibility of Sc recovery from the obtained precipitates, only one preliminary leaching test was conducted due to the low amount of residue obtained. During leaching, 20 g of precipitate obtained from MgO precipitation was leached with 100 cc of 100 g/L H2SO4 solution at 60 °C for 60 min. According to the leaching results, >98% of Sc dissolved into the pregnant leach solution (PLS). After filtration, 50 cc of the obtained PLS was mixed with a 10% D2EHPA-90% kerosene mixture at room temperature for 10 min with an organic to aqueous ratio of O/A:1/1. The SX parameters were selected according to the previous experience obtained in the course of the European Commission-funded Horizon 2020 SCALE Project. After separating the organic and aqueous phases, the aqueous raffinate phase was analyzed for Sc and it was found that the Sc concentration in the raffinate phase is <1 mg/L, implying, that almost all of the Sc present in the PLS was extracted by D2EHPA. During this single SX test, only Fe and Al were observed to be co-extracted together with D2EHPA, which affects the SX operation adversely. Thus, they should be removed by suitable reagents during the scrubbing stage of the SX operation. However, in this study, due to the limited amount of precipitate and PLS, the scrubbing behavior of impurity elements was not investigated. As a future work, a stock loaded D2EHPA should be obtained by studying the optimum extraction conditions to reach the minimum impurity co-extraction. In removing the co-extracted impurities, the scrubbing behavior of H2SO4, HCl, or H2C2O4 may be investigated as being possible scrubbing reagents. To finalize the study, the stripping behavior of Sc-loaded D2EHPA was tested in one preliminary test with the loaded D2EHPA obtained in the previous step. To strip and investigate the possibility of recycling the extractant, the loaded D2EHPA was mixed with 3 M NH4F solution at room temperature for 10 min with an O/A ratio of 1/1. According to the result of the stripping experiment, 80% of Sc was stripped and back-extracted from D2EHPA to an ammonium fluoride solution within one stage. Also, it was previously found in the course of the SCALE project that Sc can be precipitated in the form of (NH4)2NaScF6 precipitate by the use of NaOH solution at pH 9.0. So, after calcining this intermediate product, the obtained cryolite type phase (NaScF4-Na3ScF6) can be used in aluminum electrolysis instead of Na3AlF6 to obtain Al-Sc alloys. Therefore; according to the results of single re-leaching, solvent extraction, and stripping test, it seems that there is a possibility to extract and recover Sc by the solvent extraction method after leaching the Sc-concentrated precipitate obtained via MgO or Na2CO3 precipitation. For this aim, a conceptual flowsheet is given in Figure 1; however, it should be kept in mind that the SX behavior (extraction, scrubbing, and stripping) of Sc from the leach liquor was not studied in detail and should be verified in depth as a future work according to the conceptual process flowsheet given in Figure 1.
5. Conclusions
In this study, the precipitation behavior of Sc and other elements originating from pressure acid leaching of a lateritic nickel ore (106 g/t Sc) was investigated by the use of CaCO3, MgO, Na2CO3, and NaOH as precipitation reagents. According to the experimental findings, the use of MgO and Na2CO3 was found to be more advantageous when compared to CaCO3 to selectively precipitate, separate, and concentrate Sc in a smaller mass up to 900–1000 g/t with a 9–10-fold increase in Sc concentration. After investigating the precipitation behavior, the possibility of Sc recovery was tested with preliminary experiments, and a conceptual process flowsheet is proposed in order to extract and recover Sc independent of the hydrometallurgical nickel-cobalt processing streams. This flowsheet presents the possibility of adopting this approach to already operating hydrometallurgical plants instead of processing a huge volume of main HPAL streams prior to nickel-cobalt recovery, and gives the flexibility of operating nickel-cobalt and scandium streams independently. As a future prospect, the experimental findings of this study indicate that lateritic nickel-cobalt process streams seem to be a valuable resource for the extraction and recovery of scandium in addition to the nickel and cobalt value present in the ore.
Acknowledgments
The research leading to these results has received funding from the European Union’s Horizon 2020 research and innovation program under Grant Agreements No. 730105-SCALE. MEAB Chemie Technik GmbH and RWTH Aachen University-IME Department of Process Metallurgy and Metal Recycling are gratefully acknowledged for providing the necessary chemicals and conducting the chemical analyses, respectively.
Author Contributions
Şerif Kaya conceived, designed and performed the experiments; Şerif Kaya, Carsten Dittrich, Srecko Stopic and Bernd Friedrich analyzed the data; Carsten Dittrich contributed reagents/materials; Srecko Stopic and Bernd Friedrich contributed analysis tools; Şerif Kaya wrote the paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Riggall, S. Australian scandium supply—A paradigm shift for a strategic metal. In Proceedings of the Latest Word on Aerospace Materials, Long Beach, CA, USA, 11–14 May 2015. [Google Scholar]
- The Critical Metals Report. Richard Karn: Australian Scandium Could Create New Market. Streetwise Reports. Available online: https://www.streetwisereports.com/pub/na/richard-karn-australian-scandium-could-create-new-market (accessed on 8 September 2011).
- Xu, S.; Li, S. Review of the extractive metallurgy of scandium in China. Hydrometallurgy 1996, 42, 337–343. [Google Scholar]
- Ricketts, N.; Duyvesteyn, W. The current status of scandium supply projects and their technical challenges. In Proceedings of the ALTA’17 Nickel-Cobalt-Copper Conference, Perth, Australia, 20–27 May 2017. [Google Scholar]
- Chasse, M.; Griffin, W.L.; O’Reilly, S.Y.; Calas, G. Scandium speciation in a world-class lateritic deposit. Geochem. Perspect. Lett. 2017, 105–114. [Google Scholar] [CrossRef]
- Kaya, Ş.; Topkaya, Y.A. Extraction behaviour of scandium from a refractory nickel laterite ore during the pressure acid leaching process. In Rare Earths Industry: Technological, Economic and Environmental Implications; de Lima, I.B., Filho, W.I., Eds.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 171–181. [Google Scholar]
- Kaya, Ş.; Topkaya, Y.A.; Dittrich, C. Hydrometallurgical Extraction of Scandium from Lateritic Nickel Ores. In Proceedings of the Bauxite Residue Valorisation and Best Practices Conference BR 2015, Leuven, Belgium, 5–7 October 2015; pp. 347–354. [Google Scholar]
Figure 1.
Conceptual process flowsheet for Sc recovery via leaching, SX and precipitation from precipitates obtained via MgO or Na2CO3 precipitation.
Figure 1.
Conceptual process flowsheet for Sc recovery via leaching, SX and precipitation from precipitates obtained via MgO or Na2CO3 precipitation.

{kind=link}
{kind=link}
Table 1.
Chemical composition of the solutions.
| Element | Ni | Co | Sc | Fe | Al | Cr | Mn | Mg | Cu | Zn | Ca |
| Initial Leach Solution (mg/L) | 5827 | 371 | 30 | 1814 | 4317 | 150 | 2056 | 1369 | 29 | 74 | - |
| After First Impurity Removal (mg/L) | 4650 | 268 | 23 | 227 | 3599 | 98 | 1905 | 1211 | 28 | 67 | 570 |
| Prepared Synthetic Solution (mg/L) | 4919 | 266 | 20 | 102 | 3279 | 55 | 2244 | 3277 | 141 | 76 | 487 |
Table 2.
Overall chemical analyses of the precipitation experiments.
| Experiment | Analysis of the Initial Solution at pH 2.75 | |||||||||||
| Precipitation Reagent | Fe | Al | Cr | Ni | Co | Ca | Mg | Na | Sc | Cu | Zn | Mn |
| mg/L | mg/L | mg/L | mg/L | mg/L | mg/L | mg/L | mg/L | mg/L | mg/L | mg/L | mg/L | |
| - | 102 | 3279 | 55 | 4919 | 266 | 487 | 3277 | 88 | 20 | 141 | 76 | 2242 |
| Experiment | Analysis of the Solution after Precipitation at pH 4.75 | |||||||||||
| Precipitation Reagent | Fe | Al | Cr | Ni | Co | Ca | Mg | Na | Sc | Cu | Zn | Mn |
| mg/L | mg/L | mg/L | mg/L | mg/L | mg/L | mg/L | mg/L | mg/L | mg/L | mg/L | mg/L | |
| CaCO3 | <1 | <1 | <1 | 3863 | 208 | 596 | 2880 | 78 | <1 | 1 | 23 | 1870 |
| Na2CO3 | <1 | <1 | <1 | 3840 | 209 | 420 | 2800 | 8602 | <1 | 4 | 34 | 1865 |
| MgO | <1 | <1 | <1 | 4040 | 218 | 486 | 7642 | 93 | <1 | 6 | 34 | 1952 |
| NaOH | <1 | <1 | 0 | 3102 | 166 | 348 | 2460 | 7043 | <1 | 2 | 20 | 1635 |
| Experiment | Analysis of the Obtained Precipitate at pH 4.75 | |||||||||||
| Precipitation Reagent | Fe | Al | Cr | Ni | Co | Ca | Mg | Na | Sc | Cu | Zn | Mn |
| wt.% | wt.% | wt.% | wt.% | wt.% | wt.% | wt.% | wt.% | wt.% | wt.% | wt.% | wt.% | |
| CaCO3 | 0.43 | 0.71 | 0.11 | 1.74 | 0.06 | 15.6 | 0.05 | <0.02 | 0.04 | 0.22 | 0.08 | 0.03 |
| Na2CO3 | 1.01 | 2.06 | 0.29 | 4.48 | 0.15 | 0.04 | 0.26 | 0.63 | 0.10 | 0.63 | 0.11 | 0.20 |
| MgO | 0.91 | 1.85 | 0.22 | 3.39 | 0.12 | 0.03 | 1.55 | <0.02 | 0.09 | 0.57 | 0.14 | 0.22 |
| NaOH | 0.73 | 1.78 | 0.28 | 6.84 | 0.28 | 0.11 | 0.82 | 1.80 | 0.09 | 0.59 | 0.20 | 0.68 |
Table 3.
Percent precipitation of elements and the amount of reagent consumed/precipitate obtained.
| Reagent Used | Fe | Al | Cr | Ni | Co | Ca | Mg | Na | Sc | Cu | Zn | Mn | Reagent Consumed | Precipitate Obtained |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| % | % | % | % | % | % | % | % | % | % | % | % | g/L soln. | g/L soln. | |
| CaCO3 | 100 | 100 | 100 | 6.5 | 6.9 | - | - | - | 100 | 99.1 | 64.3 | 0.7 | 23.7 | 57.7 |
| Na2CO3 | 100 | 100 | 100 | 8.7 | 8.1 | - | - | - | 100 | 97.1 | 48.3 | 1.7 | 21.7 | 20.4 |
| MgO | 100 | 100 | 100 | 2.3 | 2.5 | - | - | - | 100 | 94.8 | 46.6 | 1.6 | 11.6 | 25.2 |
| NaOH | 100 | 100 | 100 | 11.7 | 12.6 | - | - | - | 100 | 98.5 | 62.6 | 2.1 | 17.0 | 23.4 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kaya, Ş.; Dittrich, C.; Stopic, S.; Friedrich, B. Concentration and Separation of Scandium from Ni Laterite Ore Processing Streams. Metals 2017, 7, 557. https://doi.org/10.3390/met7120557
AMA Style
Kaya Ş, Dittrich C, Stopic S, Friedrich B. Concentration and Separation of Scandium from Ni Laterite Ore Processing Streams. Metals. 2017; 7(12):557. https://doi.org/10.3390/met7120557
Chicago/Turabian StyleKaya, Şerif, Carsten Dittrich, Srecko Stopic, and Bernd Friedrich. 2017. "Concentration and Separation of Scandium from Ni Laterite Ore Processing Streams" Metals 7, no. 12: 557. https://doi.org/10.3390/met7120557
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.