Study on Pores in Ultrasonic‐Assisted TIG Weld of Aluminum Alloy

Abstract
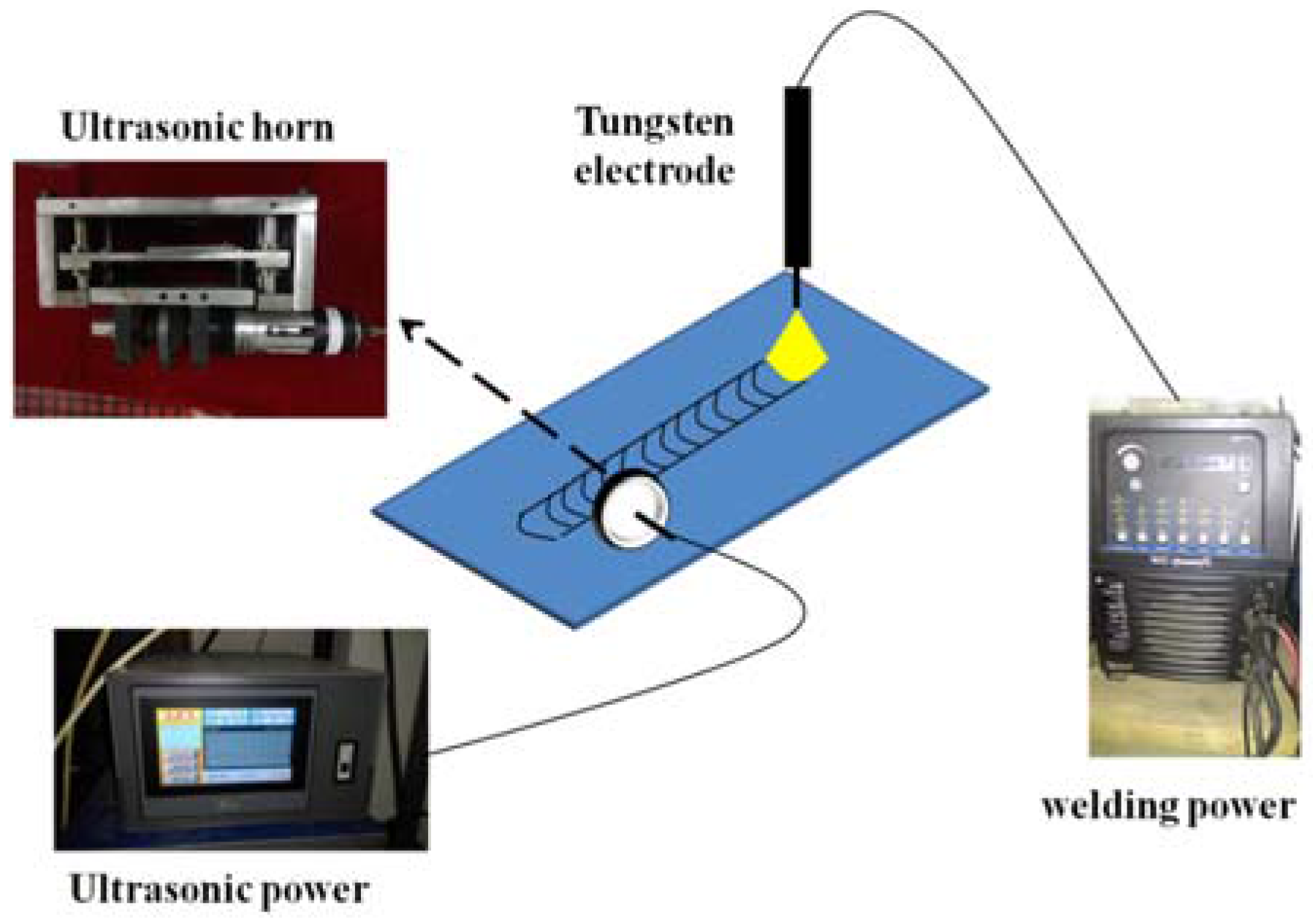
:1. Introduction
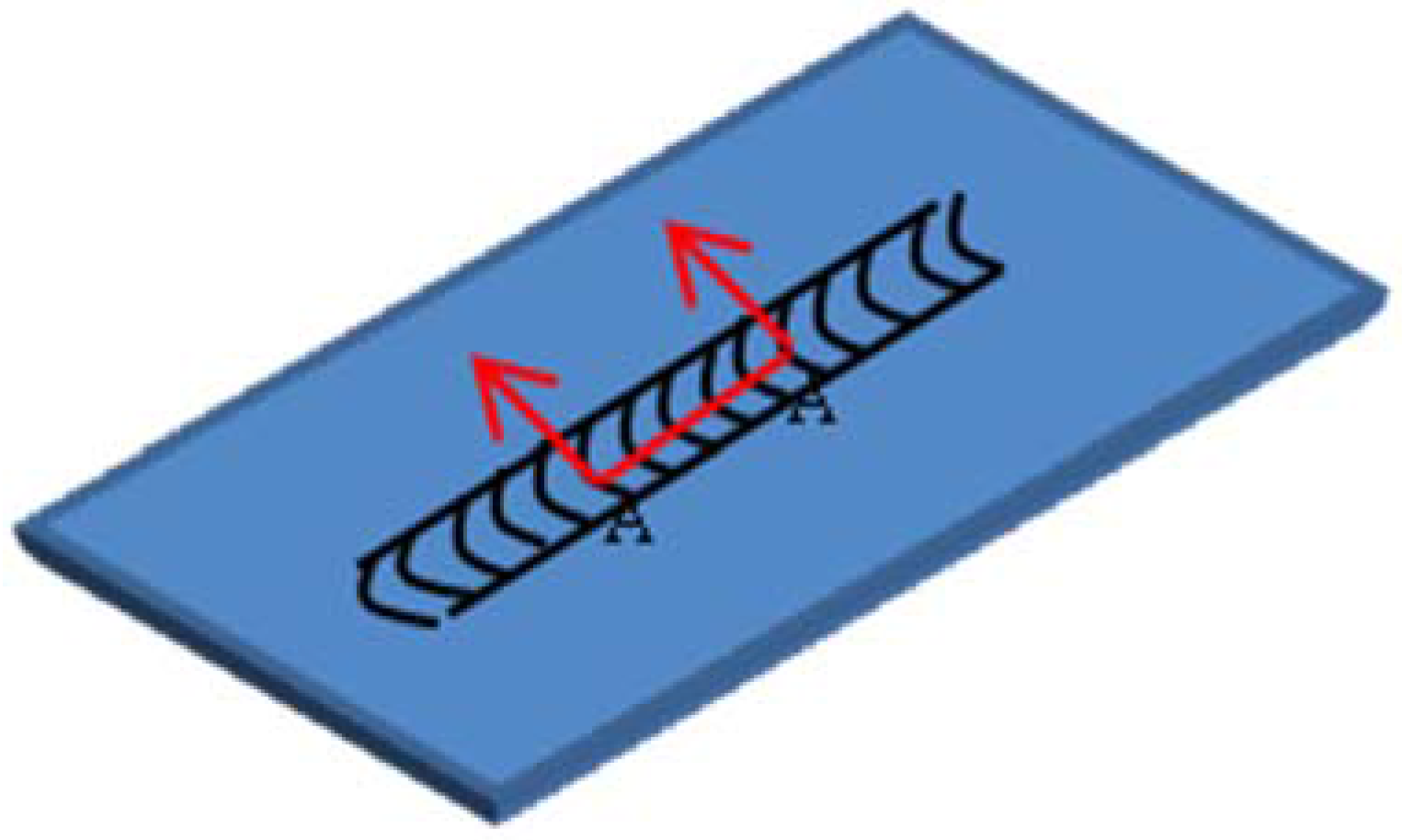
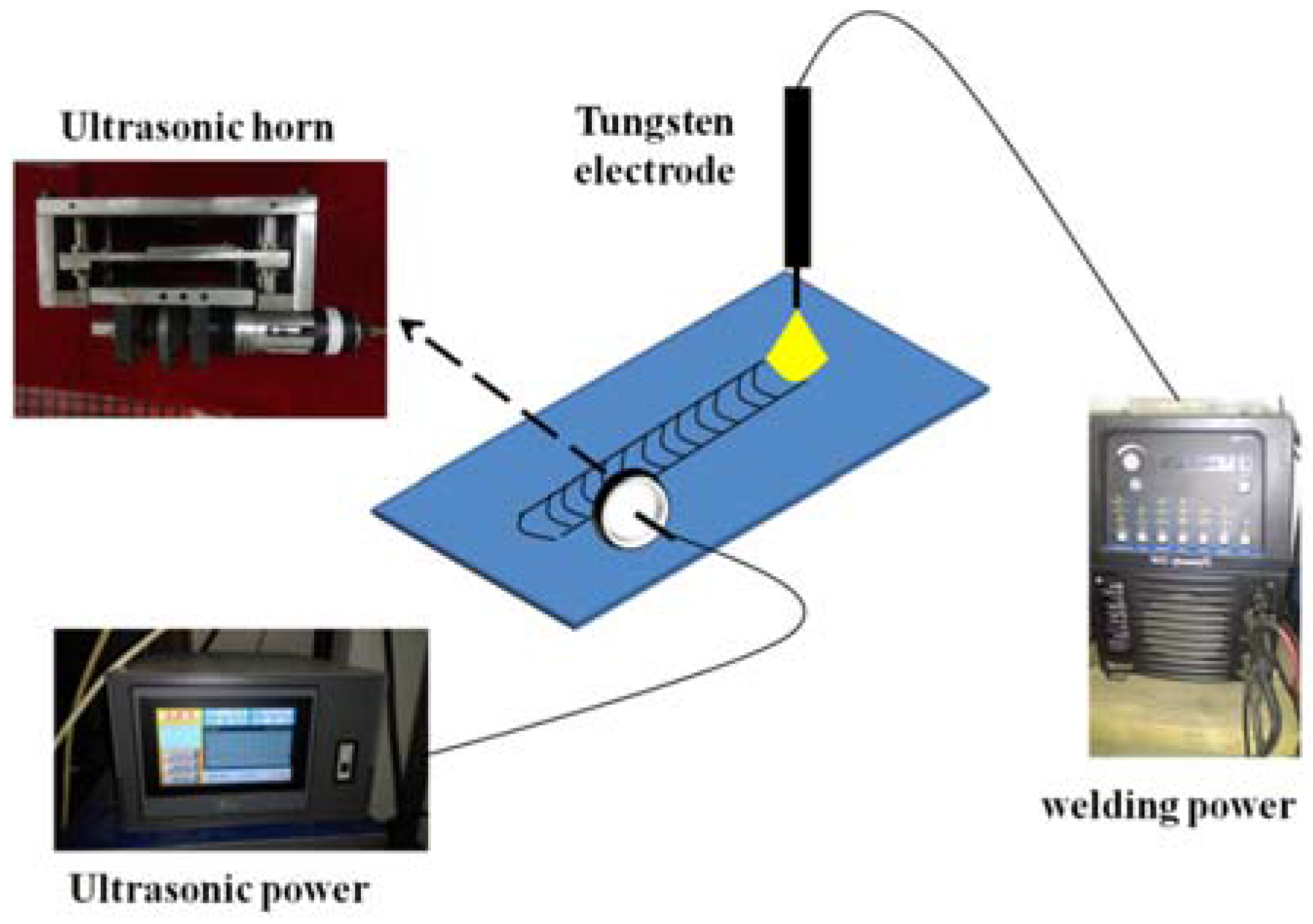
2. Materials and Methods
3. Results and Discussion
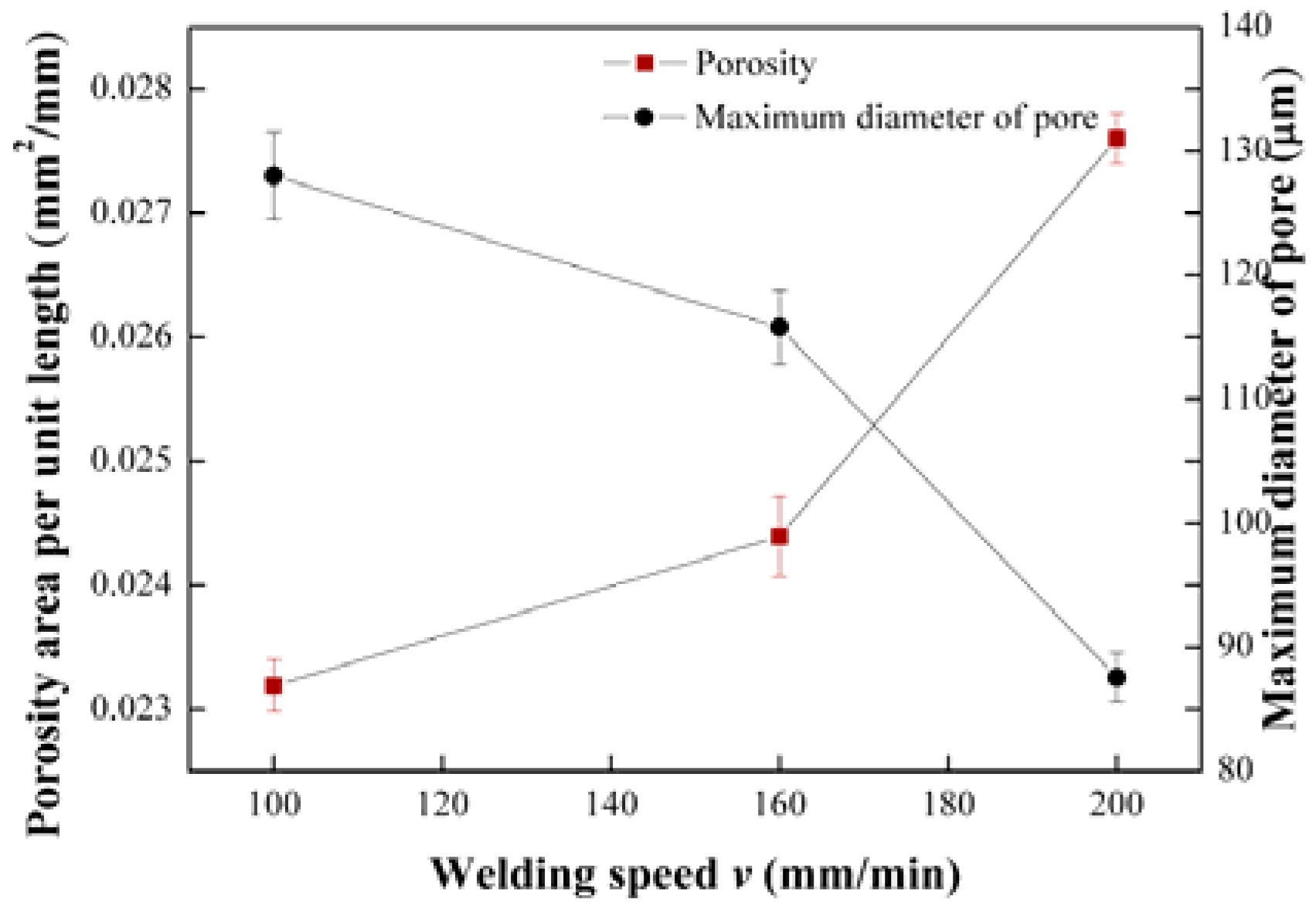
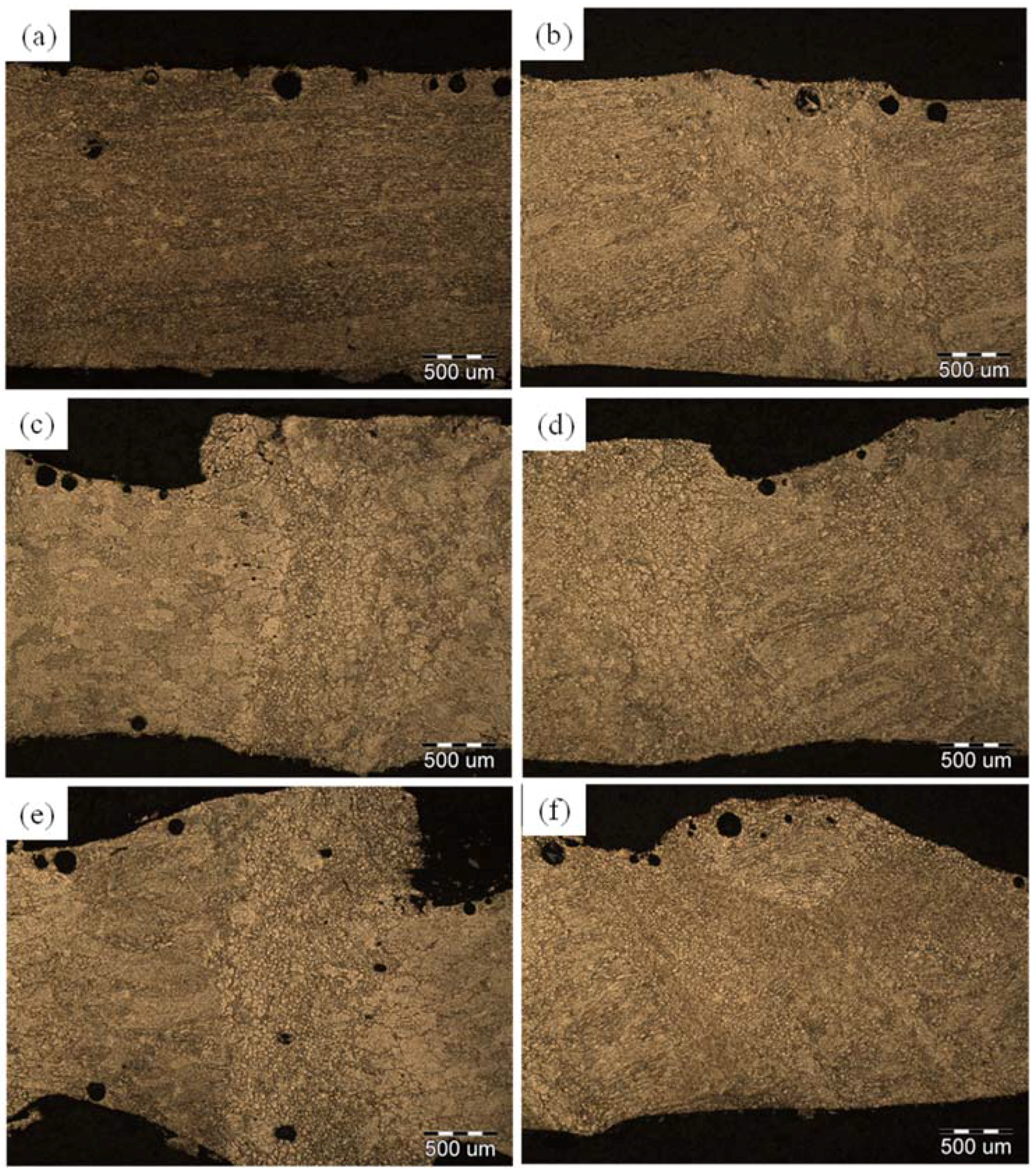
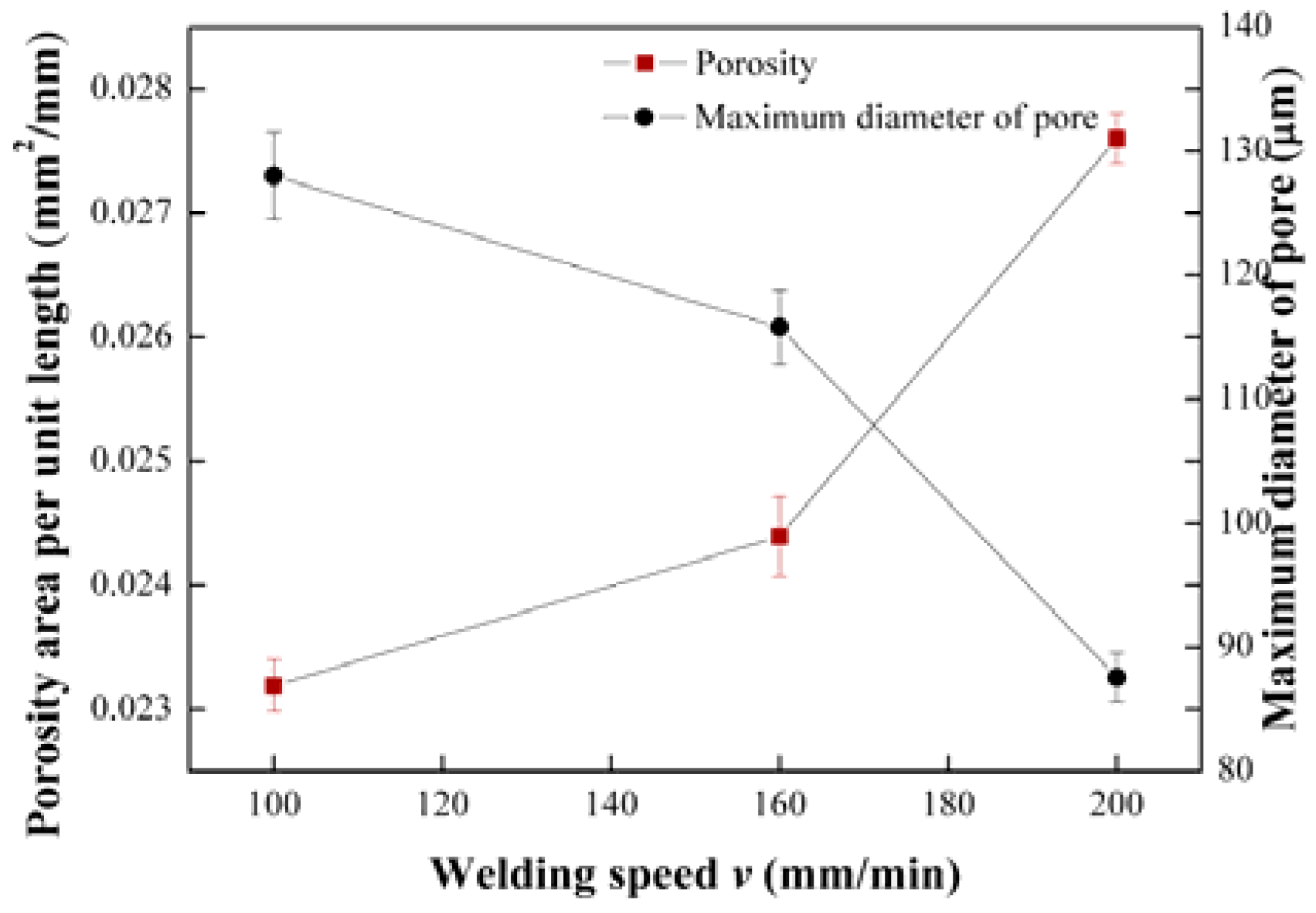
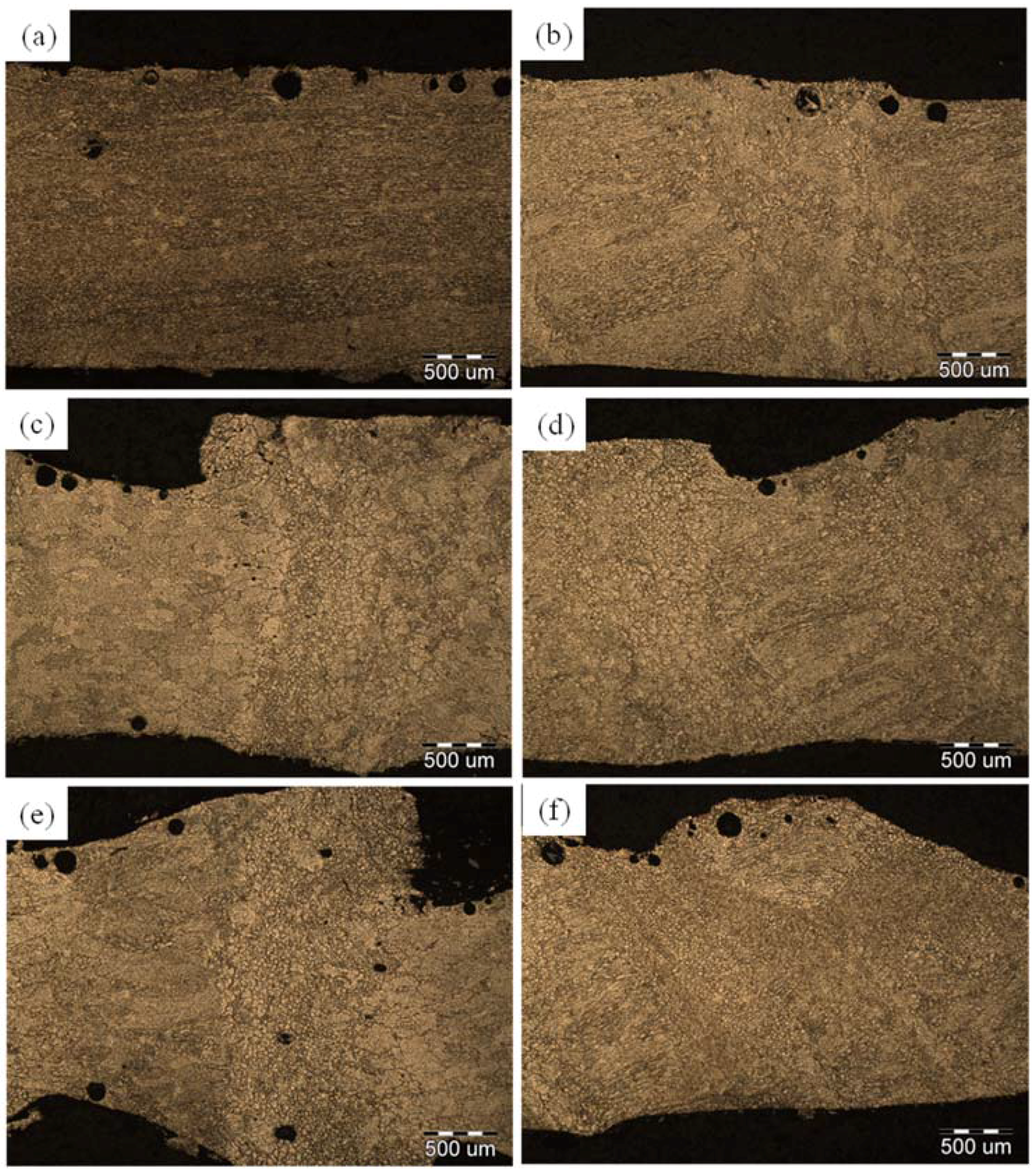
3.1. Influence of Welding Speed on Pore Behaviors
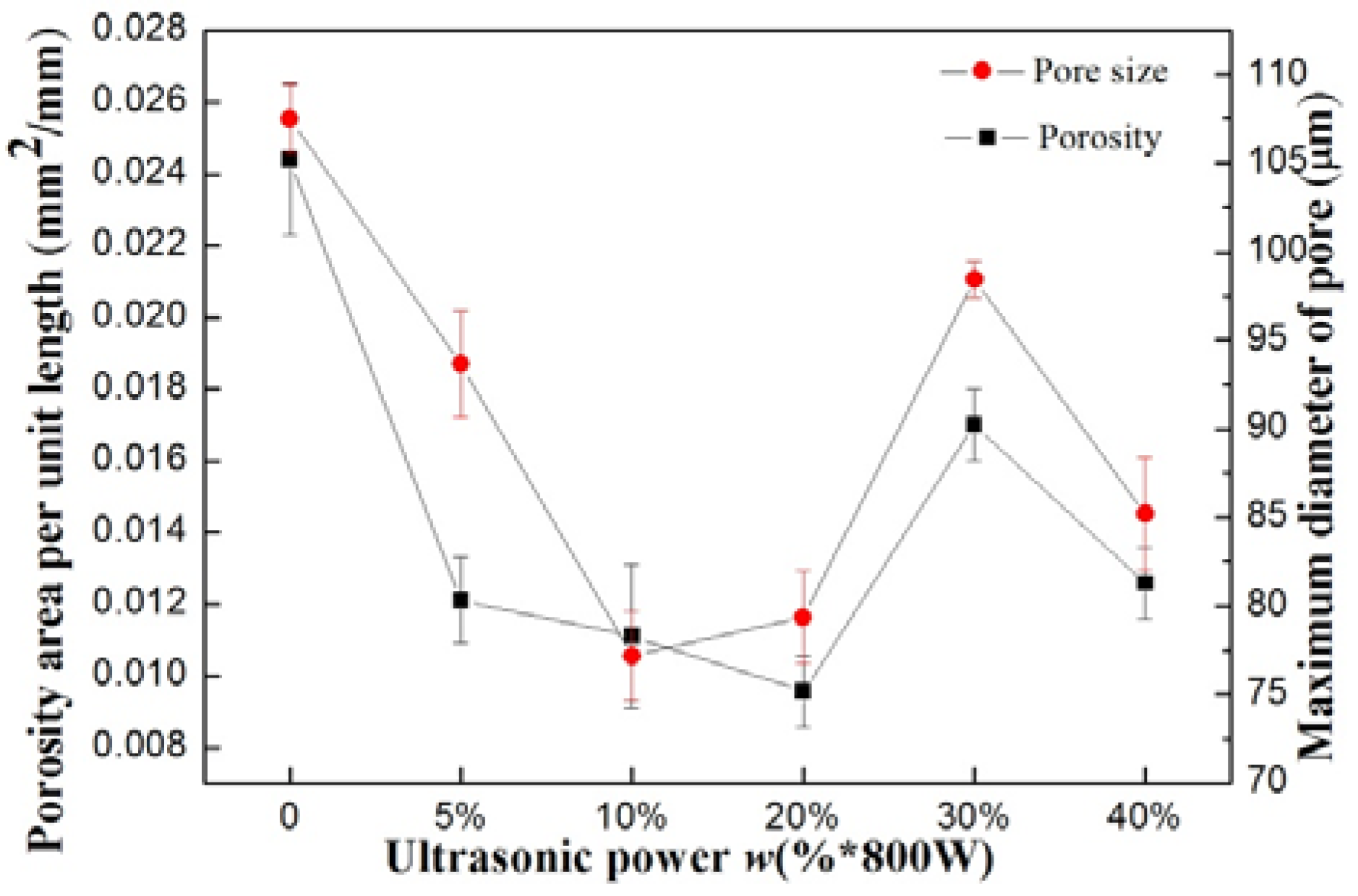
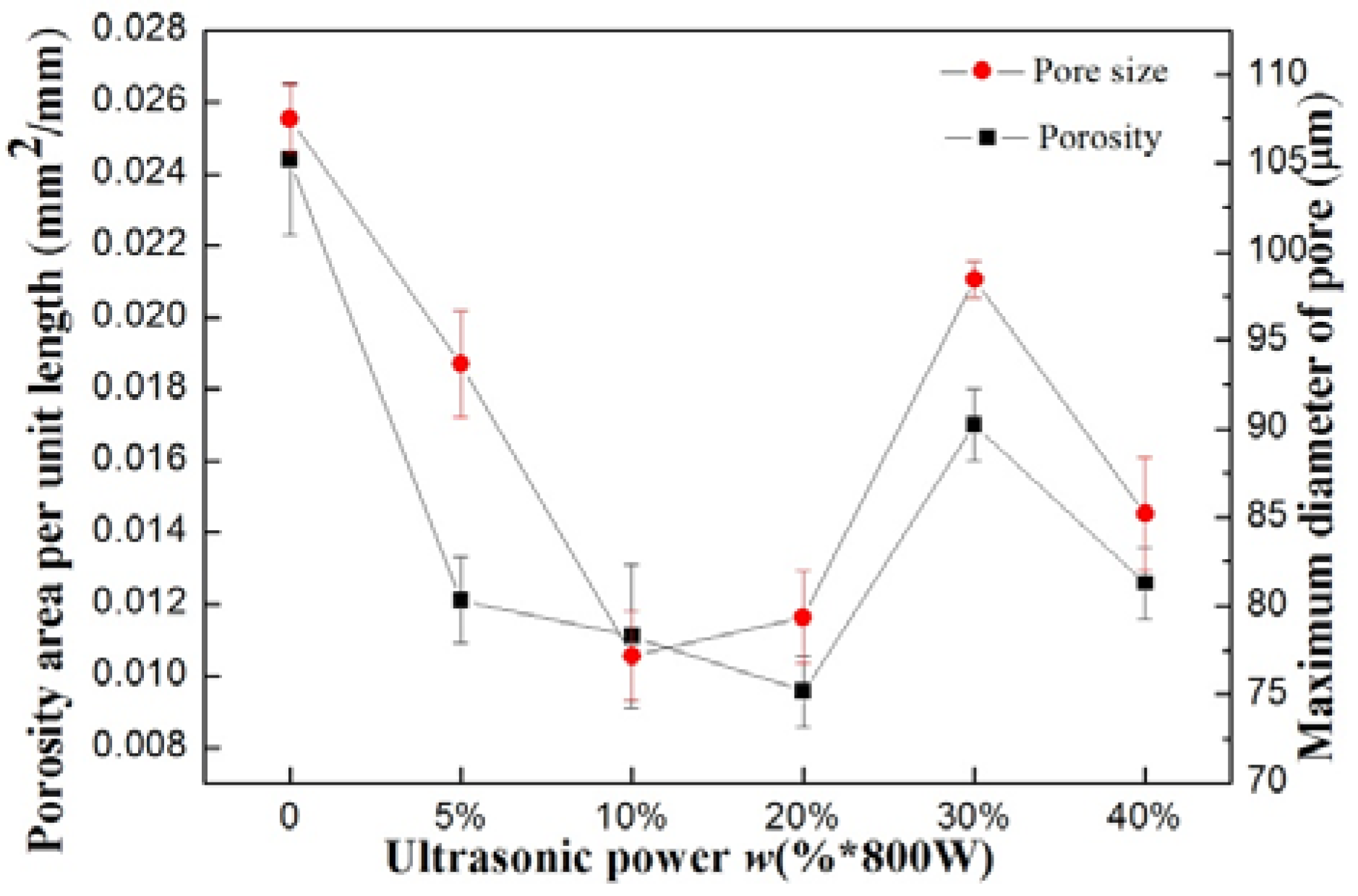
3.2. Influence of Ultrasonic Power on Pore Behaviors
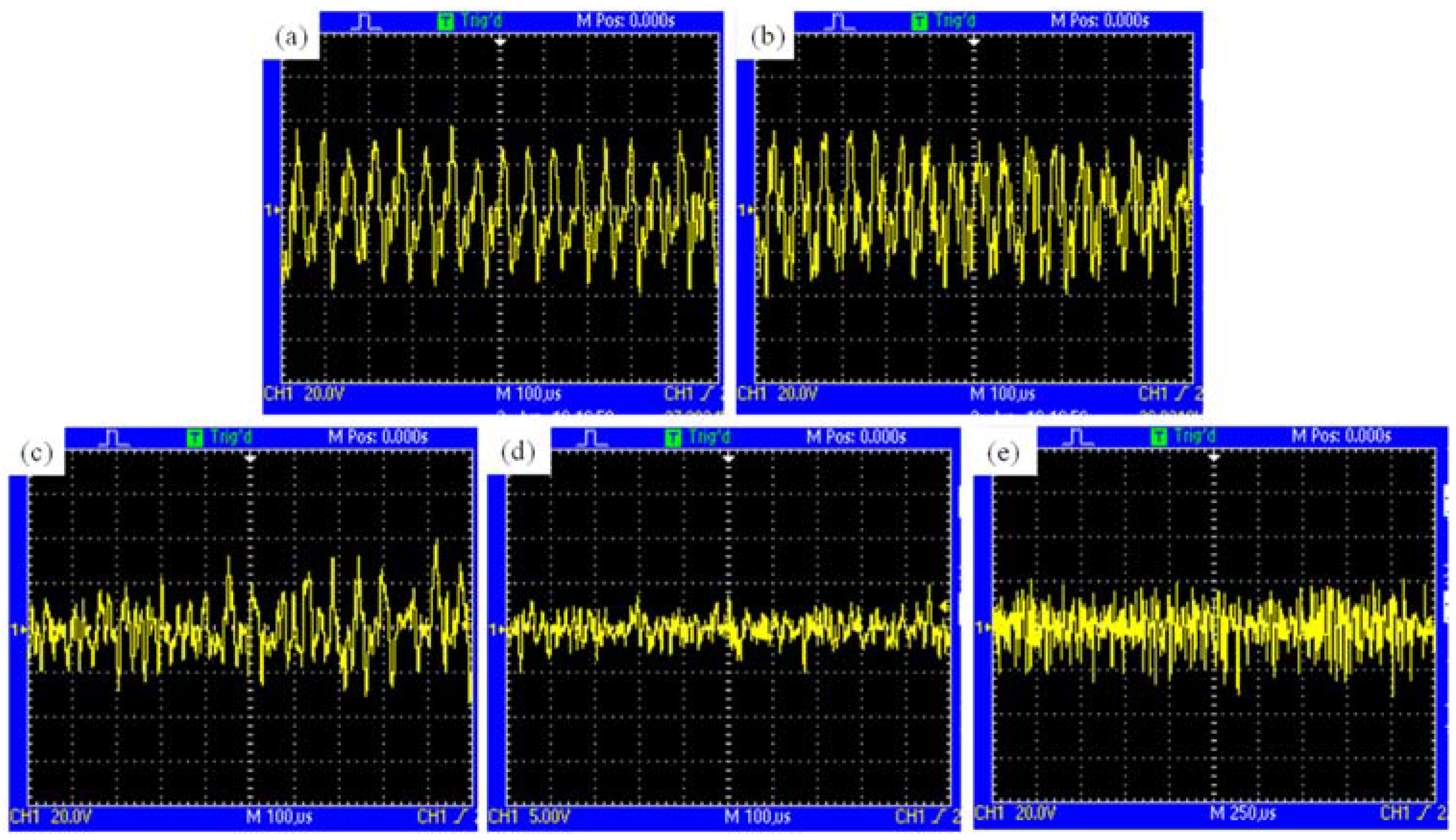
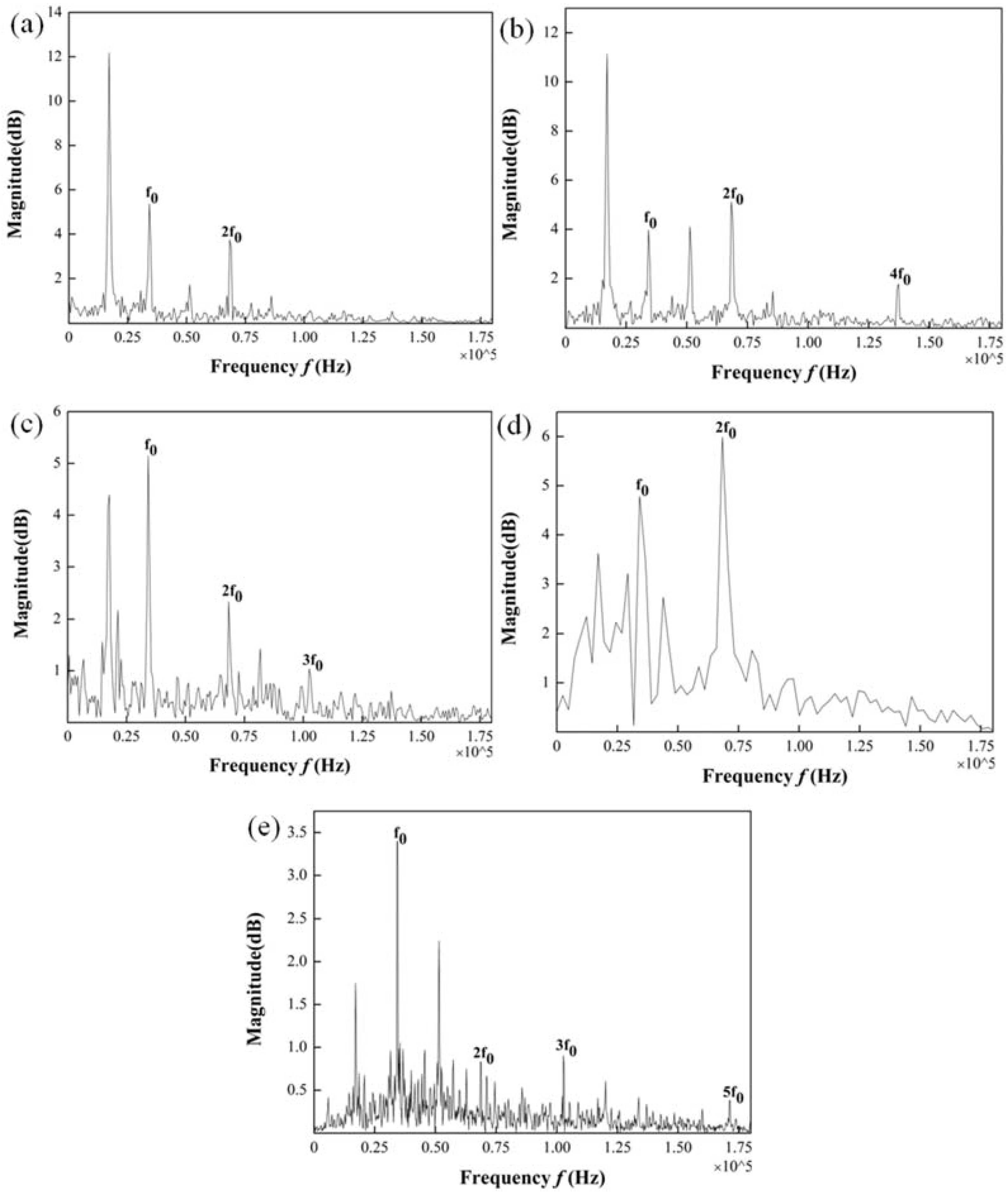
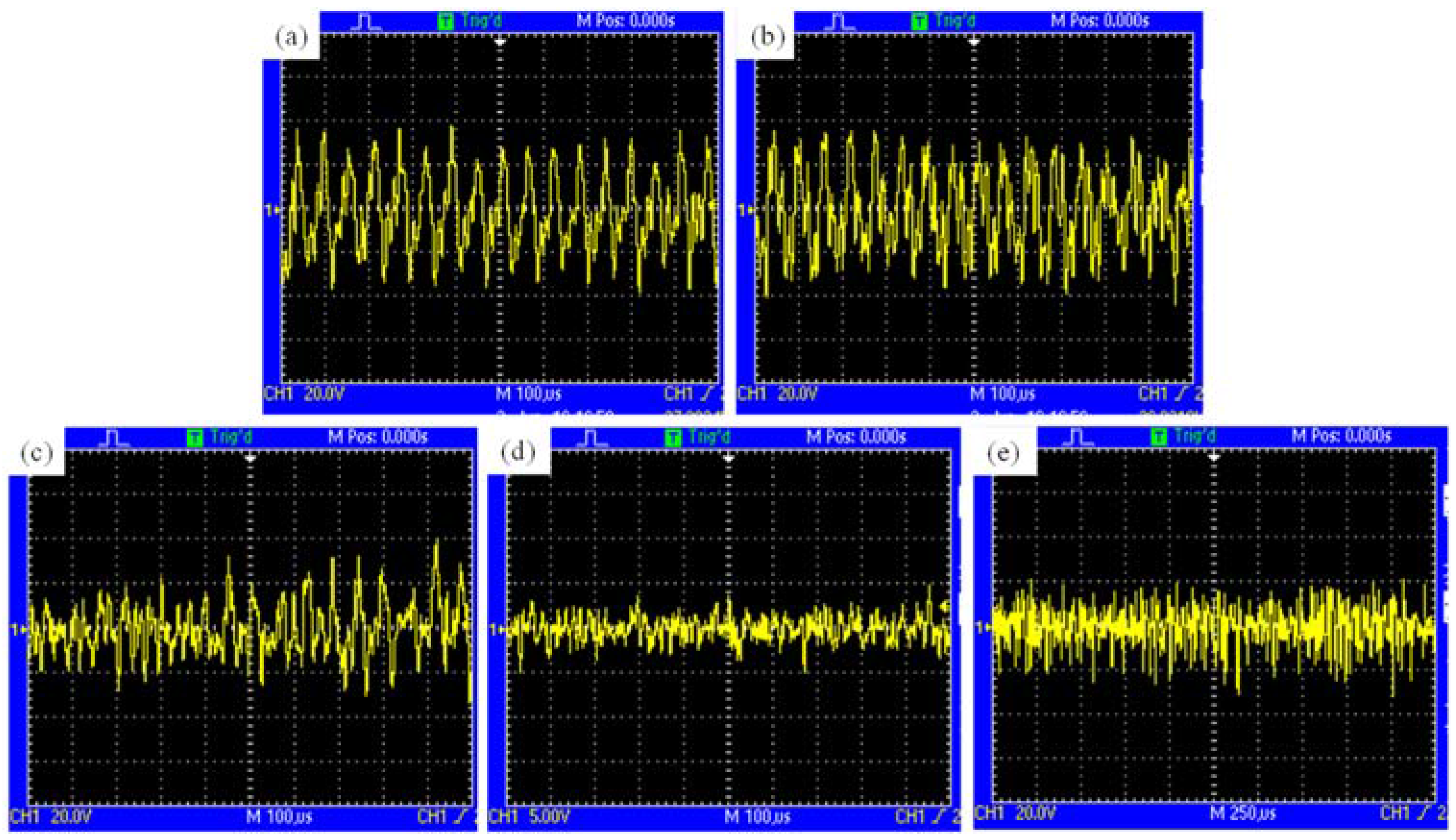
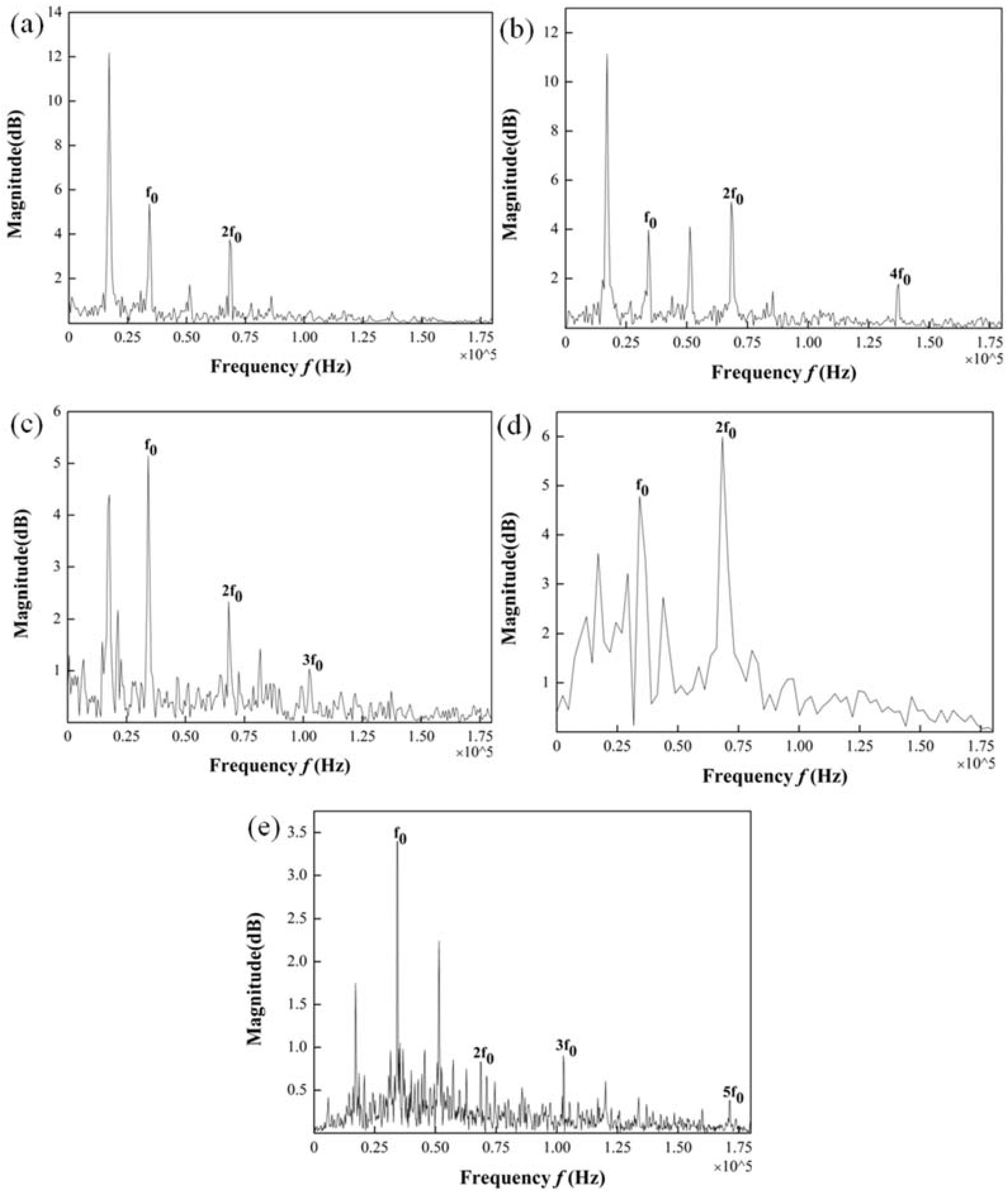
3.3. Analysis of Ultrasonic Behavior in Weld Pool
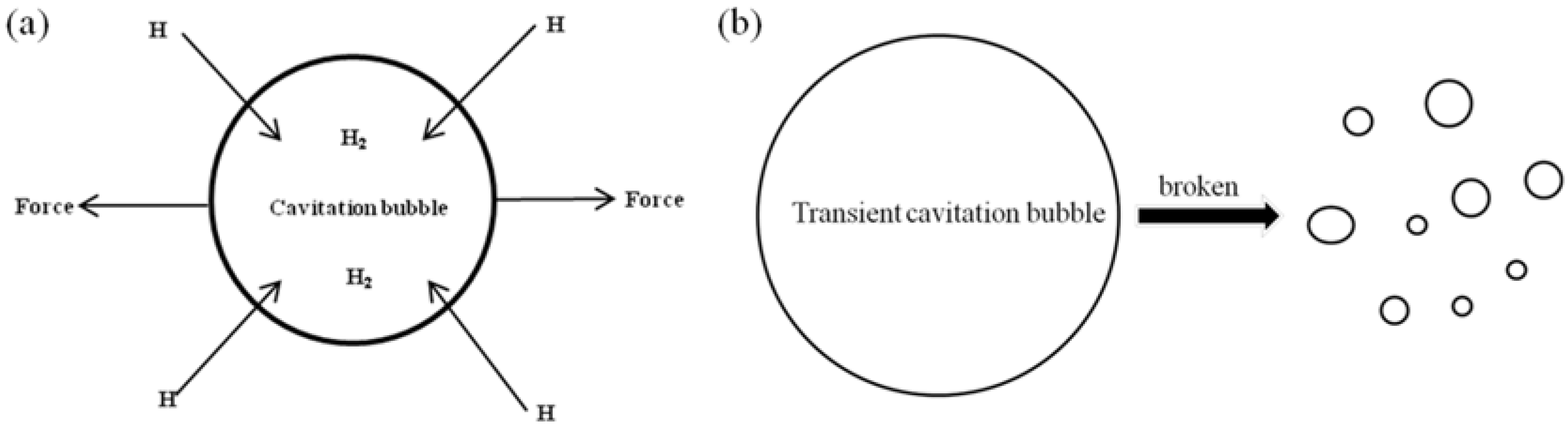
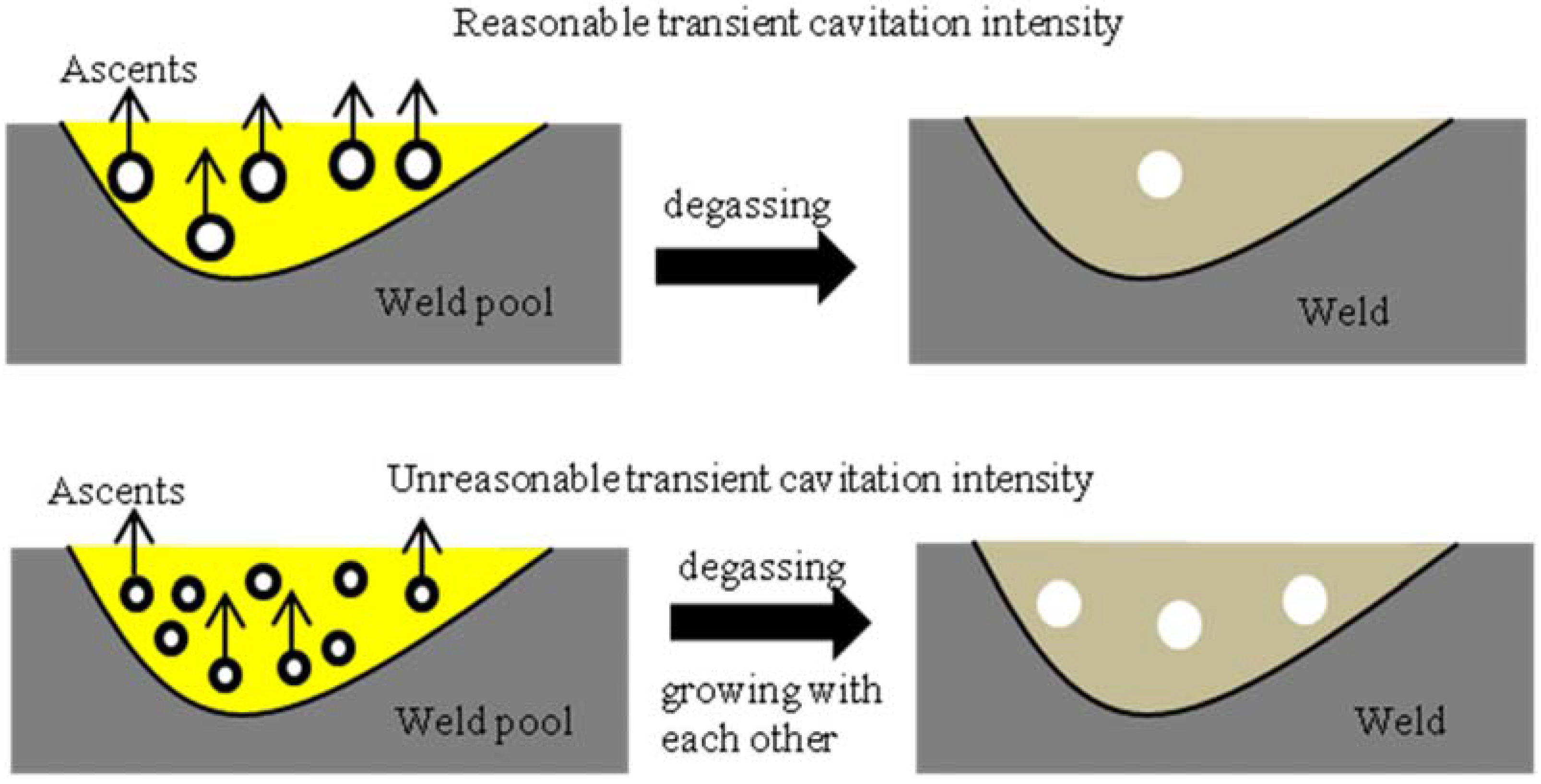
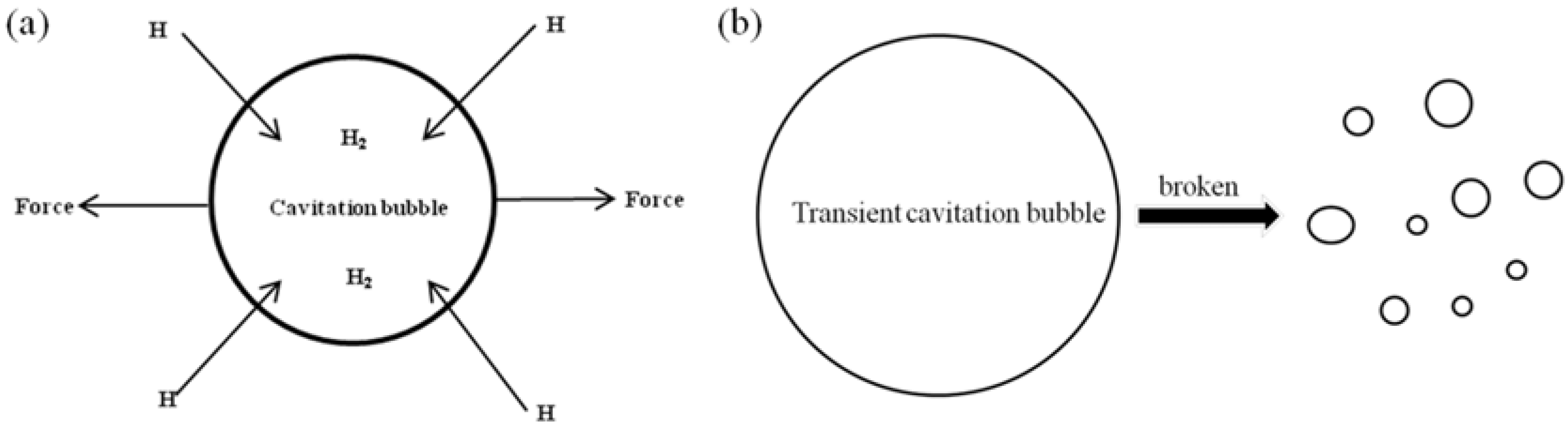
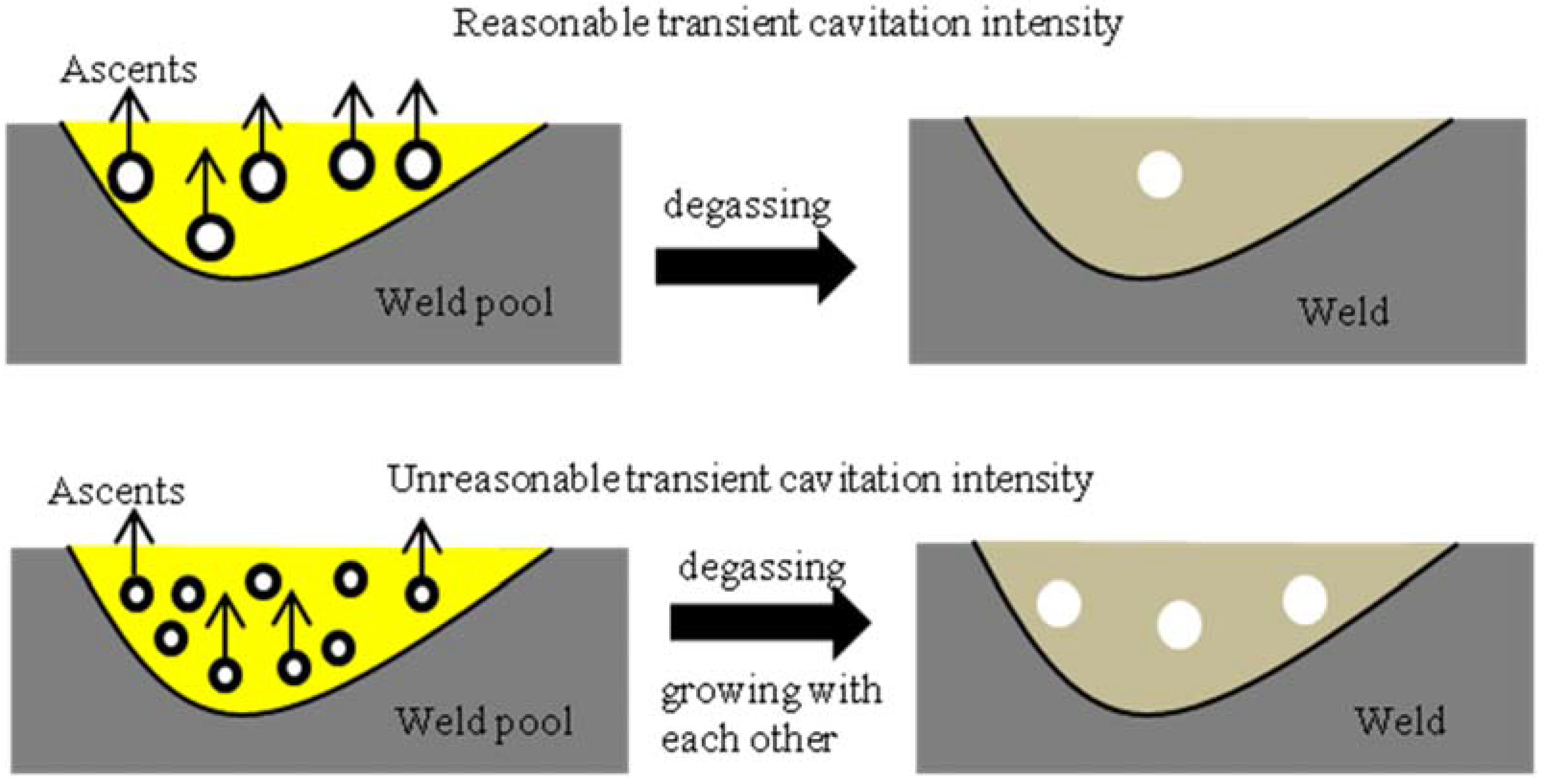
3.4. Influence Mechanism of Ultrasonic Cavitation on Pore Behavior in the Weld Pool
4. Conclusions
- (1)
- The welding speed can affect the porosity in the weld and the porosity decreases with a decrease in the welding speed. However, this effect is not significant. The porosity is only reduced by 13% when the welding speed decreases by 50%.
- (2)
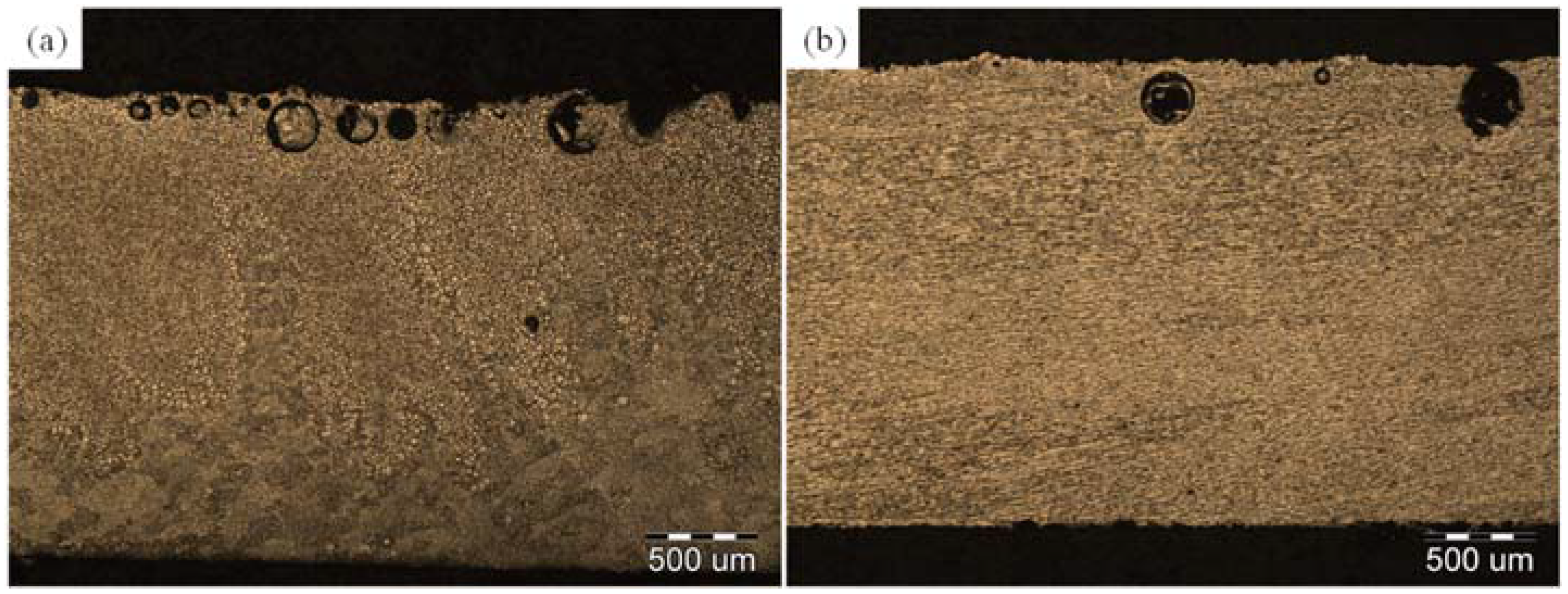
- The porosity and pore size of the weld with ultrasonic treatment is significantly decreased compared with the ordinary TIG weld. The porosity and pore size showed a tendency to decrease first and then increase with an increase in the ultrasonic power.
- (3)
- There is an obvious influence of the transient cavitation intensity on the characteristics of pores in the weld. The micro-bubbles can escape easily when the transient cavitation is weaker. The volume and number of bubbles will increase when the transient cavitation intensity is greater than a certain degree.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Solórzano, I.G.; Darwish, F.A.; de Macedo, M.C.; de Menezes, S.O. Effect of weld metal microstructure on the monotonic and cyclic mechanical behavior of tig welded 2091 Al-Li alloy joints. Mater. Sci. Eng. A 2002, 348, 251–261. [Google Scholar] [CrossRef]
- Chen, S.C.; Huang, J.C. Influence of welding parameters on microstructures and mechanical properties of electron beam welded aluminium–lithium plates. Mater. Sci. Technol. 1999, 15, 965–978. [Google Scholar] [CrossRef]
- Zhang, X.Y.; Huang, T.; Yang, W.X.; Xiao, R.S.; Liu, Z.; Li, L. Microstructure and mechanical properties of laser beam-welded AA2060 Al-Li alloy. J. Mater. Process. Technol. 2016, 237, 301–308. [Google Scholar] [CrossRef]
- Chen, H.Y.; Fu, L.; Liang, P. Microstructure, texture and mechanical properties of friction stir welded butt joints of 2A97 Al Li alloy ultra-thin sheets. J. Alloy. Compd. 2017, 692, 155–169. [Google Scholar] [CrossRef]
- Yi, H.J.; Lee, Y.J.; Lee, K.O. TIG dressing effects on weld pores and pore cracking of titanium weldments. Metals 2016, 6, 243. [Google Scholar] [CrossRef]
- Leo, P.; Renna, G.; Casalino, G.; Olabi, A.G. Effect of power distribution on the weld quality during hybrid laser welding of an Al-Mg alloy. Opt. Laser Technol. 2015, 73, 118–126. [Google Scholar] [CrossRef]
- Stützer, J.; Zinke, M.; Jüttner, S. Studies on the pore formation in super duplex stainless steel welds. Weld. Word 2017, 61, 351–359. [Google Scholar] [CrossRef]
- Zhu, C.; Tang, X.; He, Y.; Lu, F.; Cui, H. Characteristics and formation mechanism of sidewall pores in NG-GMAW of 5083 Al-alloy. J. Mater. Process. Technol. 2016, 238, 274–283. [Google Scholar] [CrossRef]
- Huang, Y.; Wu, D.; Lv, N.; Chen, H.; Chen, S. Investigation of porosity in pulsed GTAW of aluminum alloys based on spectral and X-ray image analyses. J. Mater. Process. Technol. 2016, 243, 365–373. [Google Scholar] [CrossRef]
- Abramov, V.; Bulgakov, V.; Sommer, F. Solidification of aluminum alloys under ultrasonic irradiation using water-cooled resonator. Mater. Lett. 1998, 42, 27–34. [Google Scholar] [CrossRef]
- Xu, H.; Han, Q.; Meek, T.T. Effect of ultrasonic vibration on degassing of aluminum alloys. Mater. Sci. Eng. A 2008, 473, 96–104. [Google Scholar] [CrossRef]
- Puga, H.; Barbosa, J.; Seabra, E.; Ribeiro, S.; Prokic, M. The influence of processing parameters on the ultrasonic degassing of molten AlSi9Cu3 aluminium alloy. Mater. Lett. 2009, 63, 806–808. [Google Scholar] [CrossRef]
- Sun, Q.J.; Lin, S.B.; Yang, C.L.; Fan, Y.Y.; Zhao, G.Q. The arc characteristic of ultrasonic assisted TIG welding. China Weld. 2008, 17, 52–57. [Google Scholar]
- Qi, B.J.; Yang, M.X.; Cong, B.Q.; Liu, F.J. The effect of arc behavior on weld geometry by high-frequency pulse GTAW process with 0Cr18Ni9Ti stainless steel. Int. J. Adv. Manuf. Technol. 2013, 66, 1545–1553. [Google Scholar] [CrossRef]
- He, L.B.; Yang, P.; Li, L.M.; Wu, M.S. The ultrasonic characteristics of high frequency modulated arc and its application in material processing. Ultrasonics 2014, 54, 2178–2183. [Google Scholar] [CrossRef] [PubMed]
- He, L.B.; Wu, M.S.; Li, L.M.; Hao, H.W. Ultrasonic generation by exciting electric arc: A tool for grain refinement in welding process. Appl. Phys. Lett. 2006, 89, 131504–131505. [Google Scholar] [CrossRef]
- Cui, Y.; Xu, C.L.; Han, Q.Y. Microstructure Improvement in Weld Metal Using Ultrasonic Vibrations. Adv. Eng. Mater. 2006, 9, 161–163. [Google Scholar] [CrossRef]
- Dai, W.L. Effects of high-intensity ultrasonic-wave emission on the weldability of aluminum alloy 7075-T6. Mater. Lett. 2003, 57, 2447–2454. [Google Scholar] [CrossRef]
- Watanabe, T.; Shiroki, M.; Yanagisawa, A.; Sasaki, T. Improvement of mechanical properties of ferritic stainless steel weld metal by ultrasonic vibration. J. Mater. Process. Technol. 2010, 210, 1646–1651. [Google Scholar] [CrossRef]
- Yuan, T.; Kou, S.; Luo, Z. Grain refining by ultrasonic stirring of the weld pool. Acta Mater. 2016, 106, 144–154. [Google Scholar] [CrossRef]
- Matsunaga, T.; Ogata, K.; Hatayama, T. Effect of acoustic cavitation on ease of infiltration of molten aluminum alloys into carbon fiber bundles using ultrasonic infiltration method. Compos. Part A Appl. Sci. Manuf. 2007, 38, 771–778. [Google Scholar] [CrossRef]
- Tzanakis, I.; Lebon, G.S.B.; Eskin, D.G.; Pericleous, K.A. Characterisation of the ultrasonic acoustic spectrum and pressurefield in aluminium melt with an advanced cavitometer. J. Mater. Process. Technol. 2016, 229, 582–586. [Google Scholar] [CrossRef]
- Louisnard, O. A simple model of ultrasound propagation in a cavitating liquid. Part I: Theory, nonlinear attenuation and traveling wave generation. Ultrason. Sonochem. 2012, 19, 56–65. [Google Scholar] [CrossRef] [PubMed]
- Naji Meidani, A.R.; Hasan, M. A study of hydrogen bubble growth during ultrasonic degassing of Al-Cu alloy melts. J. Mater. Process. Technol. 2014, 147, 311–320. [Google Scholar] [CrossRef]
- Li, J.W.; Momono, T.; Tayu, Y.; Fu, Y. Application of ultrasonic treating to degassing of metal ingots. Mater. Lett. 2008, 62, 4152–4154. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Li | Ag | Si | Fe | Cu | Mg | Zr | Al |
|---|---|---|---|---|---|---|---|---|
| 2195 | 1.00 | 0.40 | 0.03 | 0.16 | 4.02 | 0.15 | 0.11 | Bal |
| Specimens | Average Current I (A) | Duty Cycle δ (%) | Ultrasonic Power W (% × 800 W) | Welding Speed V (mm/min) |
|---|---|---|---|---|
| 1 | 70 | 75 | 0 | 200 |
| 2 | 70 | 75 | 0 | 160 |
| 3 | 70 | 75 | 0 | 100 |
| 4 | 70 | 75 | 5 | 160 |
| 5 | 70 | 75 | 10 | 160 |
| 6 | 70 | 75 | 20 | 160 |
| 7 | 70 | 75 | 30 | 160 |
| 8 | 70 | 75 | 40 | 160 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Q.; Ge, H.; Yang, C.; Lin, S.; Fan, C. Study on Pores in Ultrasonic‐Assisted TIG Weld of Aluminum Alloy. Metals 2017, 7, 53. https://doi.org/10.3390/met7020053
Chen Q, Ge H, Yang C, Lin S, Fan C. Study on Pores in Ultrasonic‐Assisted TIG Weld of Aluminum Alloy. Metals. 2017; 7(2):53. https://doi.org/10.3390/met7020053
Chicago/Turabian StyleChen, Qihao, Hongliang Ge, Chunli Yang, Sanbao Lin, and Chenglei Fan. 2017. "Study on Pores in Ultrasonic‐Assisted TIG Weld of Aluminum Alloy" Metals 7, no. 2: 53. https://doi.org/10.3390/met7020053