
Microstructure and Mechanical Properties of J55ERW Steel Pipe Processed by On-Line Spray Water Cooling



1
State Key Laboratory of Mechanical Transmission, College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China
2
College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China
*
Author to whom correspondence should be addressed.
Metals 2017, 7(4), 150; https://doi.org/10.3390/met7040150
Submission received: 17 August 2016
/
Revised: 19 March 2017
/
Accepted: 4 April 2017
/
Published: 23 April 2017
(This article belongs to the Special Issue Process-Structure-Property Relationships in Metals)
Abstract
:An on-line spray water cooling (OSWC) process for manufacturing electric resistance welded (ERW) steel pipes is presented to enhance their mechanical properties and performances. This technique reduces the processing needed for the ERW pipe and overcomes the weakness of the conventional manufacturing technique. Industrial tests for J55 ERW steel pipe were carried out to validate the effectiveness of the OSWC process. The microstructure and mechanical properties of the J55 ERW steel pipe processed by the OSWC technology were investigated. The optimized OSWC technical parameters are presented based on the mechanical properties and impact the performance of steel pipes. The industrial tests show that the OSWC process can be used to efficiently control the microstructure, enhance mechanical properties, and improve production flexibility of steel pipes. The comprehensive mechanical properties of steel pipes processed by the OSWC are superior to those of other published J55 grade steels.
1. Introduction
In view of the ever-increasing pipeline and operating pressure, the development of high strength steels makes a significant contribution to pipeline project cost reduction. Increasing the strength of pipeline steel allows for the thickness of the pipeline walls to be significantly reduced, with a consequent reduction in weight and cost. The high strength, in combination with high toughness and formability, are important requirements for the pipeline steels [1]. Many efforts have been made to improve the strength and performance of pipeline steels. The most effective method to improve the welding performance of pipeline steels is microalloying [2,3,4,5,6,7]. For example, adding Ti [2,3], adding Nb [4,5,6], adding Mo and Cr [7], etc.
Generally, there are four methods to produce steel pipes: fusion welding, electric resistance welding (ERW), seamless hot rolling, and double submerged arc welding (DSAW). The manufacturing procedures of ERW steel pipes begin with a coiled plate of steel of appropriate thickness and specific width to form a pipe that conforms to particular specifications. Steel ribbon is pulled through a series of rollers that gradually form it into a cylindrical tube. As the edges of the cylindrical plate come together, an electric charge is applied at proper points to heat the edges so they can be welded together [8]. The conventional ERW manufacturing procedures of steel pipes and tubes are shown in Figure 1.
ERW steel pipe production is high-speed and comparatively economical, because most of the process can be automated. ERW steel pipes have uniform wall thickness and outer dimensions, and they can be made with a wide range of specifications. Owing to these advantages, the production and application of ERW steel pipes have risen steadily in recent years. The performance requirements of steel pipes have continuously increased with the development of the oil and gas industry. There is strong demand to develop steel pipe with both high strength and excellent formability.
High-performance ERW steel pipes can substitute for seamless steel pipes in some cases, which can significantly reduce the engineering costs. However, it is difficult to obtain good performance by using the conventional ERW process. The reason is that ERW steel pipes are manufactured by cold-roll forming of steel bands, and the ductility of steel pipes is inevitably inferior to that of the steel band due to the work hardening of cold roll forming. Furthermore, the quench hardening caused by rapid cooling after welding has the same effect on the mechanical properties of the steel pipe in the weld joint [9]. Another weakness of the conventional ERW process is that the production flexibility of steel pipes with different specifications is limited by certain production lines. The main bottleneck to increasing the productivity of ERW steel pipe is the speed of the straight seam welding, which is much more notable when manufacturing small-diameter steel pipes. A manufacturing technique that involves reducing diameter of large ERW steel pipe is more efficient and reasonable, and could easily increase the productivity of small-diameter ERW steel pipes.
To improve the mechanical properties, the Kawasaki Steel Corporation developed a tube product called HISTORY (high-speed tube welding and optimum reducing technology) pipe [10]. The HISTORY pipe not only has high strength, excellent formability, and uniformity of the seam hardness due to the realization of ultrafine microstructure and tiny, dispersed, and spheroid cementite in the stretch reducer, but also features high productivity and flexibility of production by applying a stretch-reducing process to pipe-making [11,12].
The thermo-mechanical control process (TMCP) is very important to the microstructural control of high-performance products [13]. Recently, a new generation of thermo-mechanical controlled process (NG-TMCP) for steel production was developed [14], and it has been applied to all kinds of steel products (e.g., line pipe steels [15]). The NG-TMCP takes the super on-line accelerated cooling (Super-OLAC) and the precise control of cooling routes by a heat-treatment on-line process (HOP) as core technologies. The NG-TMCP consists of an advanced accelerated cooling device with the purpose of reaching the highest cooling rates, as well as induction heating equipment for HOP [16]. The steel products can obtain high strength by transformation strengthening, high toughness by refinement of the transformed microstructure, and reduce the alloying elements [17].
In the conventional manufacturing technology of ERW steel pipes, off-line heat treatment is an essential procedure to enhance the mechanical properties, especially the impact performance of the weld joint. This process reduces the productivity and increases the costs of ERW steel pipe. A high-efficiency manufacturing technology for ERW steel pipe is presented based on a rapid on-line spray water cooling (OSWC) process in conjunction with the pipe reducing process. The manufacturing technology based on OSWC process can enhance the mechanical properties, improve the productivity and the flexibility of specifications, and decrease the cost of production. The microstructure and mechanical properties of ERW steel pipes produced by the OSWC process were investigated, and industrial tests were carried out to validate the technique.
2. Materials and Industrial Tests
2.1. Materials and Specifications
J55-grade steel pipes were investigated in this paper. In API Specification 5CT, ISO 11960 [18], the composition of J55 grade steel pipes is only specified in regard to the maximum sulfur (S) and phosphorus (P) content. The content of carbon (C) can be changed within a large range. In this study, the dimensions of J55 ERW steel pipe are Φ139.7 mm × 7.72 mm × 600 mm, and the chemical compositions are shown in Table 1.
The requirements for the mechanical properties of J55 grade steel in API Specification 5CT and ISO 11960 are shown in Table 2. The data are regarded as criteria to determine the effectiveness of the OSWC process.
2.2. Industrial Manufacturing Process
The new ERW manufacturing procedures are shown in Figure 2. The reducing process and on-line spray water cooling process were added, and the detailed route can be described as follows: steel strip → slitting strip → cold roll forming → high-frequency welding → induction heating → reducing and sizing → on-line spray water cooling process → finishing → ultrasonic testing → cutting. The main bottleneck to increasing productivity in ERW steel pipe manufacturing is the weld speed of small-diameter ERW steel pipe. To enhance the production efficiency, large-diameter steel pipe (e.g., Φ193.7 mm) is welded using ERW. Then, the pipe is heated beyond the austenitizing temperature by electric induction heating, and then the diameters and wall thickness are reduced to various dimensions (e.g., Φ60.3 mm to Φ177.8 mm). The reducing process improves the flexibility of ERW steel pipe production. After applying this procedure, the OSWC process was immediately performed for hot deformed steel pipes. The aim of high-temperature thermo-mechanical treatment is the on-line control of the microstructure and mechanical properties of the pipe. The rapid OSWC process can efficiently refine the grain, improve the strength and formability, reduce the differences in mechanical properties between welded joints and the steel band substrate, improve the uniformity of the microstructure along the circumference, and reduce the adverse effects of the weld joint.
In the OSWC system, the arrangement of nozzles is very important for the cooling effect and uniformity. There are two typical arrangements of nozzles: a centripetal arrangement along the circumference, and an arrangement tangent to a concentric circle with radius r. The radius of this circle is less than the radius (R) of the steel pipe (r < R). The centripetal arrangement of nozzles results in severe lateral spatter of the water. Large quantities of cooling water flow into the steel pipe, leading to a rapid temperature drop at the bottom of the inside wall of the steel pipe. The non-uniform temperature distribution results in non-uniformity of the microstructure and mechanical properties around the circumference of the pipe.
In contrast, the tangential arrangement of nozzles can greatly reduce the lateral spatter of cooling water and improve the temperature uniformity of the steel pipe around the circumference. The number of spray water boxes was determined by the specifications and performance requirements of ERW steel pipes. The arrangement of spray water boxes and the operating state of spraying water are shown in Figure 3.
The aim of industrial tests is to validate the OSWC process for improving the mechanical properties of J55 ERW steel pipe. The detailed OSWC parameters of the industrial test are shown in Table 3.
The cooling parameters of OSWC process (water pressure, flux, and motion velocity of steel pipe etc.) have important effects on the cooling rate of steel pipe. The different cooling paths determine the microstructure evolution of steel pipe. The convective heat transfer coefficient between water and steel pipe is an important parameter for investigating and predicting temperature behavior during the OSWC process. An inverse heat conduction methodology can be used to obtain the mathematical model of convective heat transfer for the annular spray water cooling process. The heat transfer model can be used to determine the temperature history of steel pipe during the OSWC process. The detailed description for analyzing the cooling rate based on the cooling parameters of process can be found in [19,20].
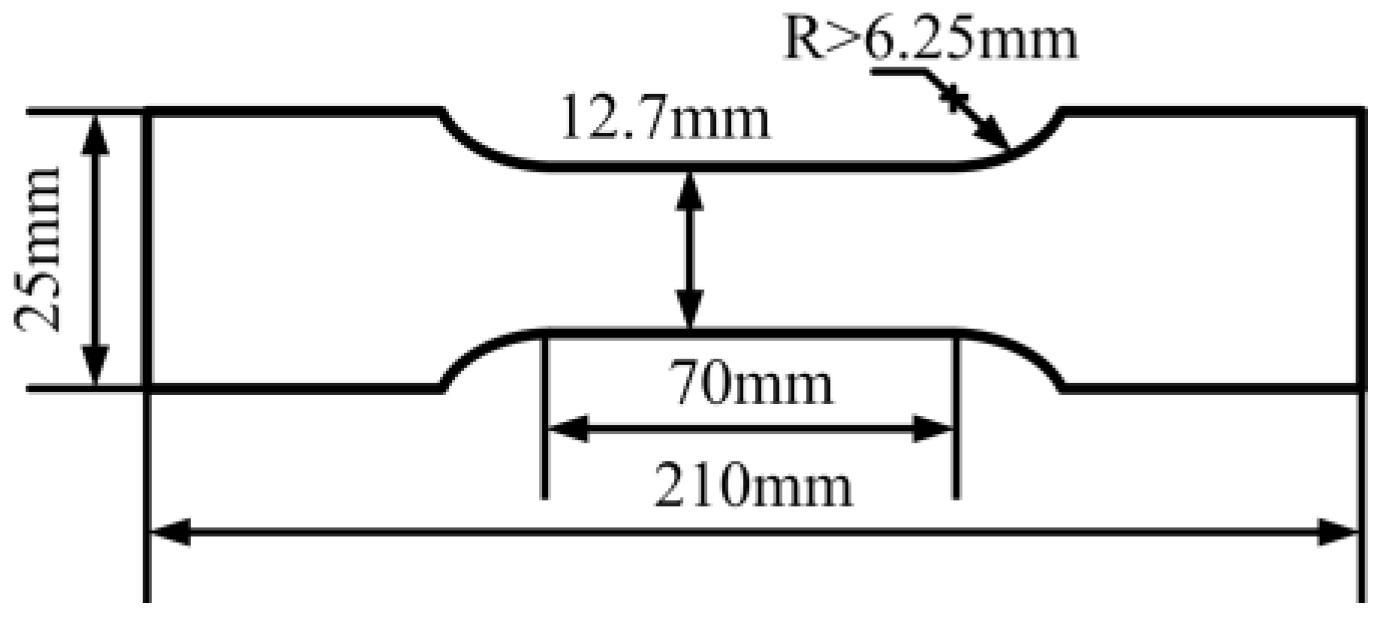
The mechanical properties of ERW steel pipes processed by different spray water cooling schemes were measured using an autograph tensile testing machine with a maximum load of 600 kN. The dimensions of a typical tensile test specimen are shown in Figure 4.
3. Industrial Testing Results
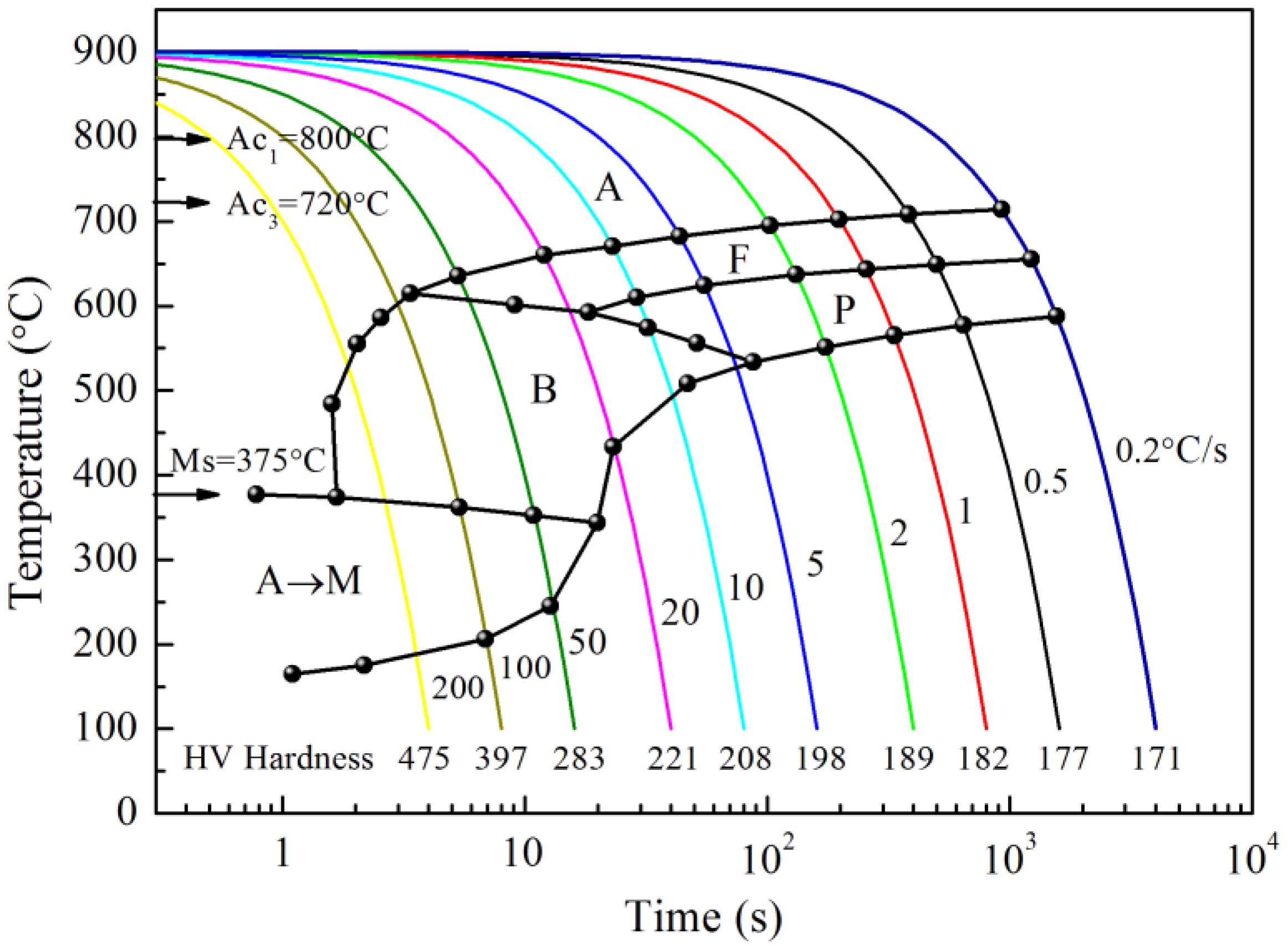
In the new manufacturing process, the OSWC process is a critical procedure for improving the mechanical properties of ERW steel pipe. The microstructure of steel pipe will transform again into austenite due to the intermediate induction heating. To obtain excellent mechanical properties, the microstructure evolution of hot deformed steel pipe must be efficiently controlled according to its continuous cooling transformation (CCT) diagram. The CCT diagram of the J55 steel used in this industrial testis shown in Figure 5, and it is the foundation for analyzing the microstructure evolution and mechanical properties during the controlled cooling process of the steel pipe.
3.1. Mechanical Properties of Steel Pipes
The mechanical properties of steel pipe obtained by industrial production tests are shown in Table 4.
Table 4 shows that the strength of steel pipe after undergoing OSWC is greater than that obtained with air cooling. The OSWC process can improve the strength of the ERW steel pipe, and the elongations are basically kept constant. The strength of the weld joint is lower than in other parts of the pipe.
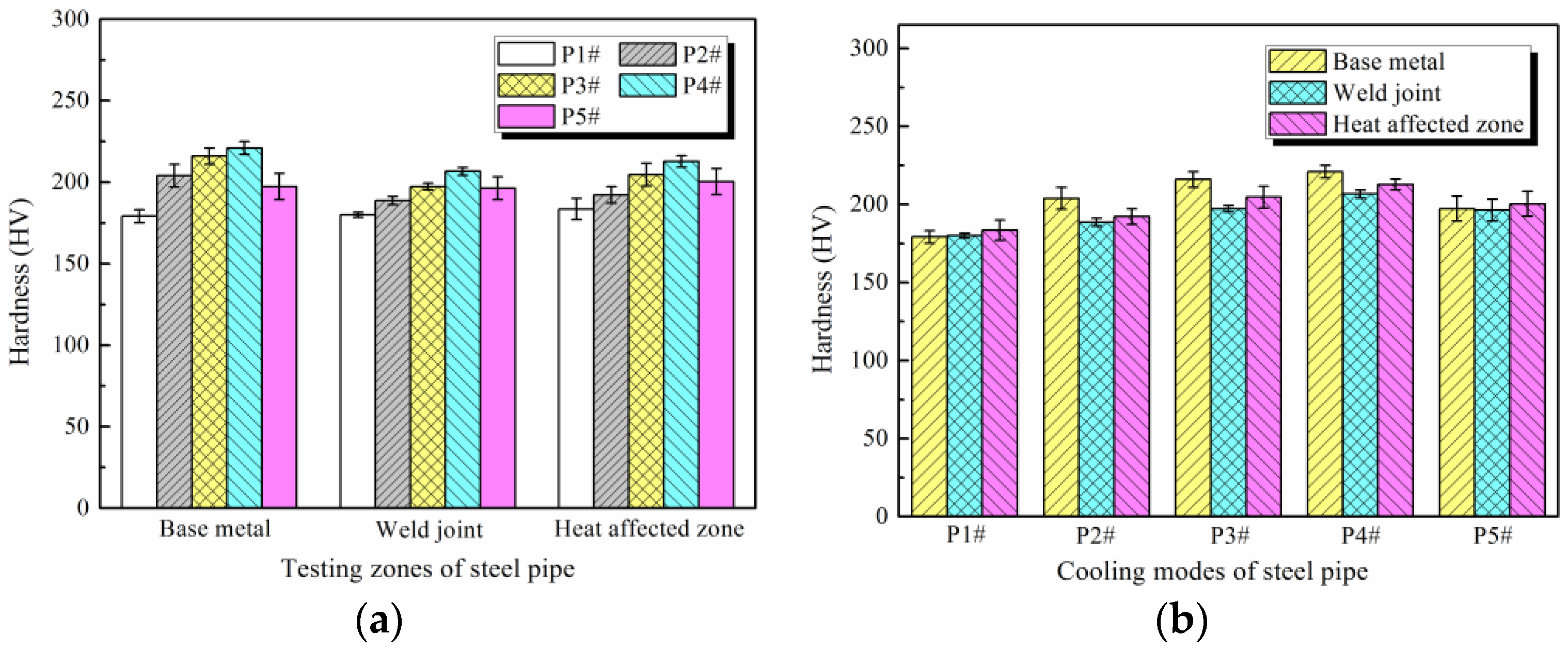
The hardness data of pipes processed using different spray water cooling schemes are shown in Figure 6. Figure 6a shows that the hardness of the steel pipe heat-treated by scheme P4# is higher than that obtained with other schemes. There are similar trends of hardness for the base metal, weld joint, and heat-affected zones. Figure 6b shows that the hardness of the weld joints is lower than that of the base metal and the heat-affected zone for all spray water cooling processes. The hardness of the steel pipes that undergo the OSWC process is higher than that obtained with the air cooling process, regardless of the area of steel pipe. This was the case in the base metal, weld joint, and heat-affected zone. The differences in hardness between the base metal and weld joint were also increased.
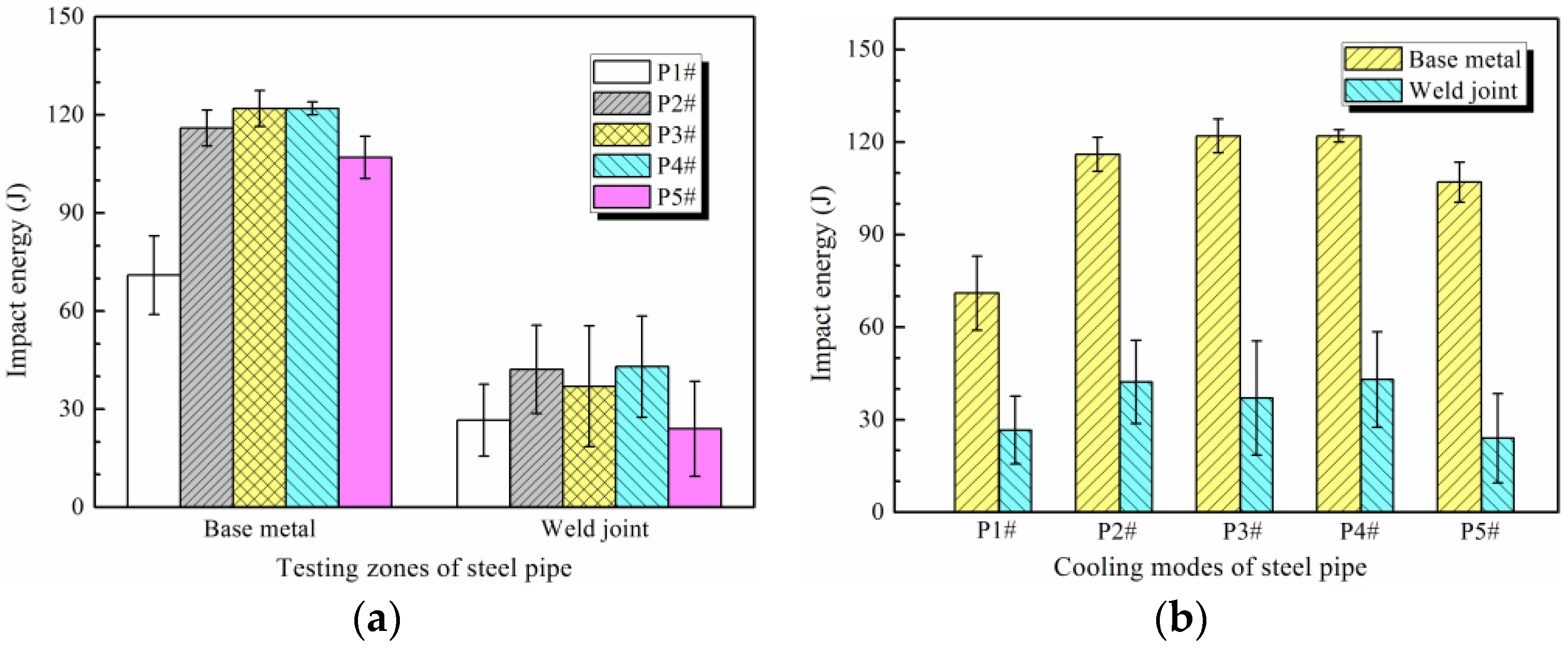
Figure 7 shows the impact energy of steel pipe for the base metal and weld joint. It can be seen that the weld joint is the weak point of the ERW steel pipe, and the impact properties of the weld joint are obviously lower than those of the base metal. However, the OSWC process can improve the impact property of the steel pipe, including the base metal and weld joint. The industrial tests show that the impact property of the pipe treated by OSWC scheme P4# is superior to that obtained with other processes.
3.2. Microstructure of Steel Pipes
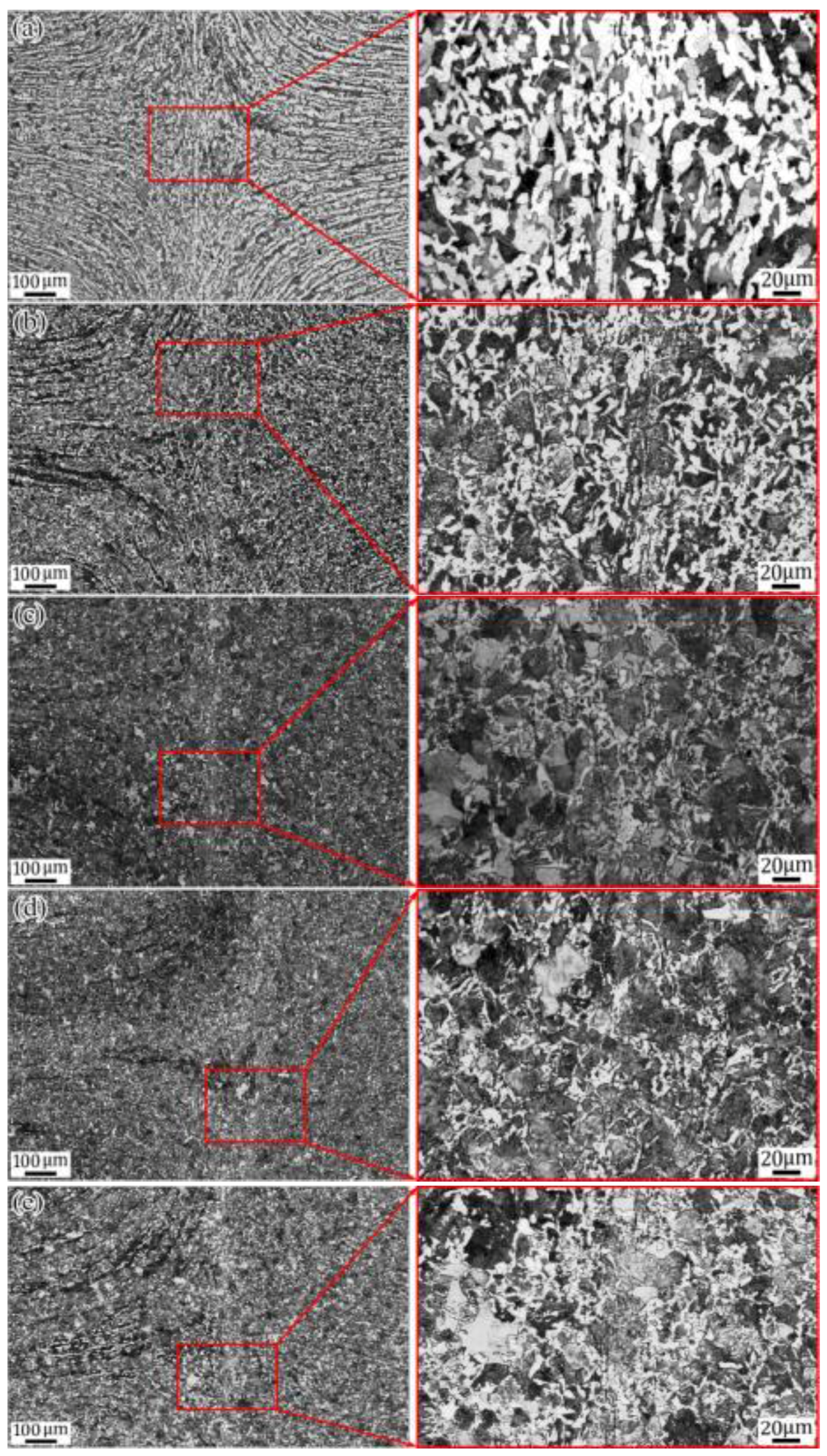
Figure 8 shows the optical microscope (OM) images of weld joints subjected to different spray water cooling processes.
In Figure 8, the welding traces of ERW steel pipes can be easily distinguished in optical microscope images of the weld joint. The microstructure of the steel pipe at the weld joint is mainly composed of ferrite and pearlite, and the grain sizes obtained by the OSWC process are finer than those obtained by the air cooling process. The welding traces of air-cooled steel pipe are more evident than those obtained by the spray water cooling. The difference in microstructure between the base metal and weld joint leads to a significant reduction in the impact performance of the steel pipe. Compared with the air cooling process, the microstructure streamlines of the welding joint are weakened after undergoing the spray cooling process. Therefore, the impact properties of steel pipes heat-treated by the OSWC process are better than that obtained by air cooling.
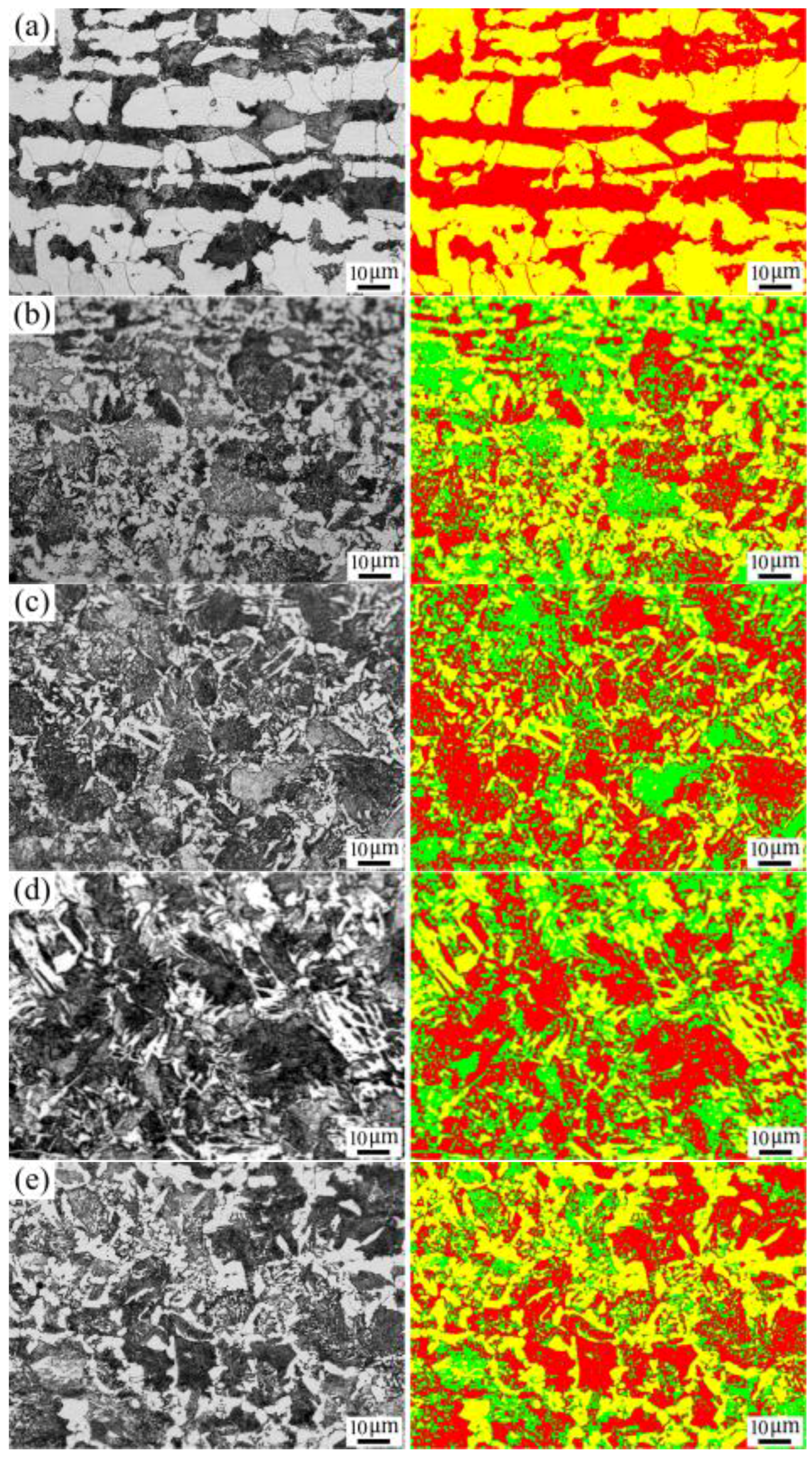
Figure 9 shows the microstructure and compositions of the outer range of the welding joint of steel pipe subjected to different spray water cooling processes. The percentages of each component for different spray water cooling conditions are shown in Table 5.
Figure 9 and Table 5 show that the microstructure of steel pipe heat-treated by air cooling is mainly composed of ferrite and pearlite. The average grain size of ferrite and pearlite is about 9 μm, and the percentages of ferrite and pearlite are 43% and 57%, respectively. For the steel pipes heat-treated by the OSWC process, the microstructure is mainly composed of ferrite, pearlite, and composite structures of these components. Compared with the air cooling process, the OSWC process reduces the percentage of ferrite and pearlite, and the composite structures of ferrite and pearlite occupy a considerable proportion. In addition, there are obvious zonal microstructure for the ERW steel pipe heat-treated by air cooling. The zonal characteristics of ferrite and pearlite decrease the mechanical properties to a certain extent. The spray water cooling process can reduce the zonal distribution of ferrite and pearlite, and improve the uniformity of the microstructure of the steel pipe. This is beneficial for improving the anisotropy and the mechanical properties of ERW steel pipes.
4. Results and Discussion
The poor service conditions propose a high demand on the mechanical properties of high-grade oil steel pipe. Table 2 shows the API standard of mechanical properties for J55-grade steel pipe. The ERW technology for producing high performance steel pipe is a complicated and systematic manufacturing process. We must make efforts to strictly control the chemical compositions and control the thermo-mechanical process to improve the mechanical properties and performance of steel pipes.
The chemical compositions of steel pipe are the foundation to obtaining excellent properties, including strength, plasticity, weldability, and toughness. Table 6 shows the reported chemical compositions of J55-grade steels [18,21,22,23].
In the J55-grade steels, each element plays a role in determining the possible performance. The C content of J55-grade steels tends to be below 0.2%. The C content can affect the content of pearlite and improve the strength. However, with increased of C content, the relatively high amount of carbon zones plays a role in cavity and nucleation core formation owing to segregation, which leads to reduced plasticity and toughness and generates a significant difference between the longitudinal direction and transverse direction [21]. Therefore, the carbon content must be decreased to ensure the plasticity and toughness of steel pipe.
Silicon (Si) can improve the yield strength, but it reduces the toughness. The Si content needs the right balance between strength and toughness within the range of 0.2% to 0.30% [21]. The role of manganese (Mn) is mainly to reduce the transformation temperature from austenite to pearlite and ferrite and to refine the ferrite grain size. The addition of Mn within the range of 1% to 1.6% can improve the strength and toughness by the solution strengthening effect [21].
S and P are harmful elements for steels, and easily generate MnS inclusions. They not only weaken the effect of Mn, but also reduce the impact property of steels in the transverse direction. Low S and P levels (<0.01%) not only ensure good weldability and the impact toughness at sub-zero temperature, but also improve the corrosion resistance of the steels [24]. The addition of niobium (Nb) and vanadium (V) can refine the grains and strengthen the effect of precipitation. The addition of titanium (Ti) can improve the crystallization temperature of austenite, promote the refinement of grains, and improve the strength and toughness by precipitation strengthening. Moreover, the research of shows that the effect of combined additions of Nb, V, and Ti on the mechanical properties is far greater than their effects individually [25].
The addition of copper (Cu) can improve the effect of precipitation strengthening of Nb and V and the corrosion resistance. The addition of nickel (Ni) mainly improves the toughness of ferrite and refines the grains [21]. The addition of chromium (Cr) can improve the strength and corrosion resistance, but it reduces the plasticity and toughness of steels. Based on the published information in Table 6, the main addition elements of J55 grade steel are C, Si, Mn, Nb, V, and Ti. The harmful elements S and P should be effectively controlled to be as low as possible to ensure excellent properties.
For a given chemical composition, the mechanical properties of steels are mainly determined by its microstructure and manufacturing process. In the conventional manufacturing technology of ERW steel pipe, a key process is to execute the heat treatment after welding. One purpose is to eliminate the residual welding stress, and another is to optimize the mechanical properties of steel pipes. The austenite is rapidly cooled to the transformation temperature zone during the controlled cooling process, which results in the refinement of ferrite. This is because the higher cooling rate can decrease the Ar3 temperature, increase the nucleation, and restrain the growth of grains after phase transformation [25].
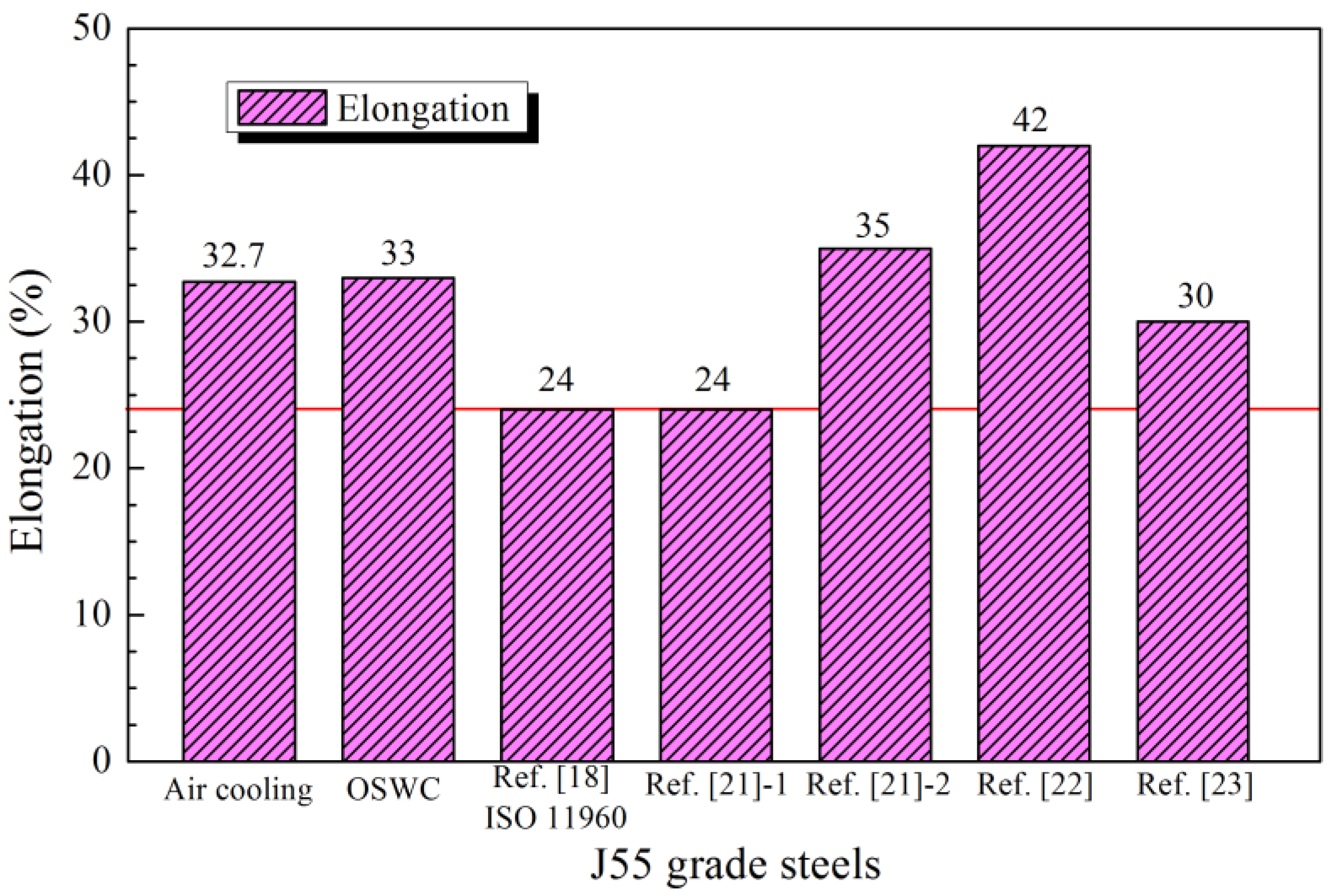
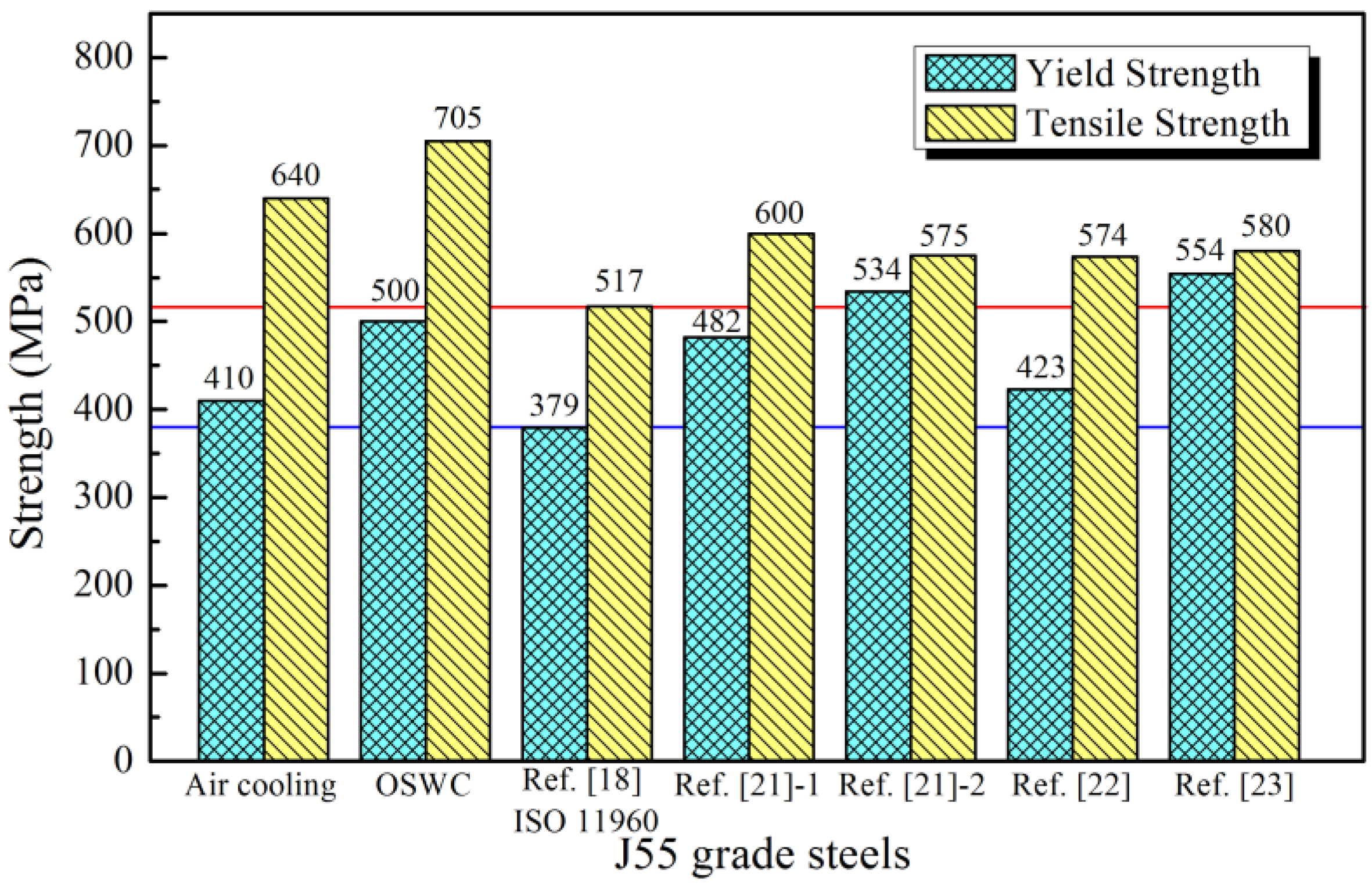
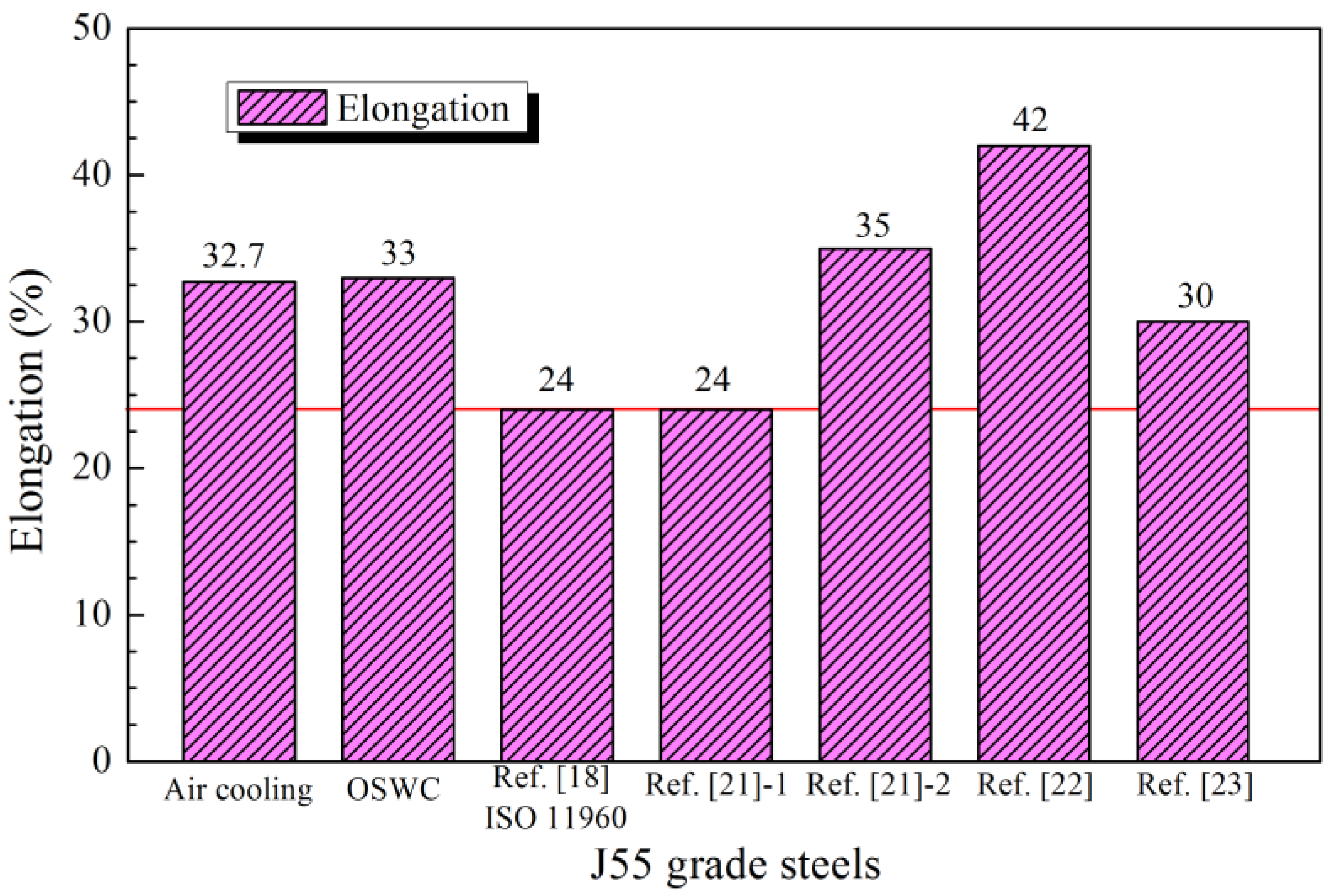
The controlled OSWC process is a key procedure for ensuring the mechanical properties of ERW steel pipes. It can control the temperature history of the pipes and further affect the microstructure evolution and mechanical properties. Figure 6 and Figure 7, and Table 4 show that the OSWC process can improve the mechanical properties of steel pipes in comparison with air cooling. To illustrate the effectiveness of the OSWC process, we compared the mechanical properties of steel pipe produced by the OSWC process with other published results. In industrial tests, the comprehensive mechanical properties of steel pipe produced by the P4# process are better than the others. The strength and elongation of J55-grade steels reported in the literature are shown in Figure 10 and Figure 11, respectively.
Figure 10 and Figure 11 show that the reported mechanical properties of steels are qualified in comparison with the API standard [18]. The steel pipe produced by the OSWC process obtains the best tensile strength among these J55-grade steels. The yield strength is 121 MPa higher than the API standard, and the elongation is 9% higher. High yield strength was also obtained in another study [23], but the tensile strength was not very high, which led to a yield ratio of 0.96. There were also poor margins of plasticity and toughness. Therefore, the ERW steel pipe produced by the proposed OSWC process has better comprehensive mechanical properties than other J55-grade steels.
For the J55-grade steels, the microstructure is mainly composed of ferrite, pearlite, and their composite structures. The characteristics of the microstructure include grain size, content, shape, and distribution of ferrite and pearlite, as well as the inclusion type, size, shape, and distribution. These parameters determine the mechanical properties of the steels. Figure 8 shows that the microstructure of the weld joints is obviously different from those of other ERW steel pipe. Although the microstructural streamlines of the welding joint have faded only a little, they do not disappear after undergoing the OSWC process. The grains sizes are refined significantly by the OSWC process. Grain refinement is beneficial for improving the properties of the weld joint and base metal. It improves both the effect of fine grain boundary strengthening and the low-temperature impact toughness of the steels [24]. Table 4 and Figure 7, Figure 8 and Figure 9 show that the enhancements of strength and impact toughness are caused by the grain refinement. However, the mechanical properties of the weld joint are still poorer than that of the steel pipe substrate, especially for the impact toughness. Constantly improving the impact performance of the weld joint is still an important research issue for ERW steel pipes.
Similar to the weld joint, the microstructure of the outer range of the welding joint is also refined after undergoing the OSWC process. Moreover, the compositions of the microstructure of steel pipes produced by the OSWC process are different from that of air-cooled steel pipe. For a steel pipe produced by air cooling, the zonal microstructure is very evident in comparison with the OSWC-processed steel pipes. The extent of zonal structure decreases with the transformation temperature due to the relative difference of ferrite nucleation rates [26]. In other words, the OSWC process can decrease the zonal structure of ferrite and pearlite because the rapid cooling reduces the transformation temperature of steels.
The microstructure terms for ferrite and pearlite were used as reference [27] descriptions. Polygonal ferrite, acicular ferrite, and granular ferrite are denoted as PF, AF, and GF, respectively. The OSWC-process reduces the percentage of ferrite and pearlite, and they form composite structures. The composite microstructure can lead to a lower yield ratio, very high strength, and good ductility through the combination of different phases [28]. This is why the yield ratio of steel pipe in this paper is superior to other published results, as Figure 10 shows. Based on the CCT diagram of steel in Figure 5, we can analyze the microstructure of J55 steel subjected to different OSWC processes. In industrial tests, the ERW steel pipes were deformed from Φ193.7 mm × 7.3 mm to Φ139.7 mm × 7.72 mm at high temperature before performing the OSWC process. The hot deformation leads to the CCT diagram moving toward the top left corner and promotes the AF transformation [29,30]. The deformation of austenite accelerates the transformation of ferrite and pearlite more markedly when the undercooling is lower in the earlier stages of transformation. The effect is increased with the increase of deformation. Furthermore, it has been reported that the ferrite mainly nucleates at the boundaries of the austenite grains and defects [31]. The defects generated by deformation in the austenite increase the amount and rate of nucleation along the grain boundaries and refine the grains of ferrite and pearlite.
The effective refinement mainly happened in the austenite decomposition following the stretch-reduction-diameter process, owing to the formation of intragranular ferrite [32]. The strength and toughness of the steels can be easily adjusted through the fraction of different types of ferrites in the matrix by optimizing the parameters of the OSWC process [19,33]. Figure 9 shows that the microstructure of steel subjected to the OSWC process is composed of AF, PF, pearlite, and their composite structures based on the CCT diagram. The transformation conditions of AF and PF are related to the cooling rate. The low cooling rate easily promotes the predominant formation of a mixture of PF and pearlite.
In addition, the controlled cooling temperature during the OSWC process has an important influence on the precipitation behaviors of Nb, V, and Ti contained in J55-grade steel. A higher cooling temperature results in the reduction of dissolved vanadium predominantly by complex precipitation epitaxially growing on Ti and V carbonitride. A lower controlled cooling temperature leads to the precipitation of a great deal of V(C, N) primarily by nucleation and greatly increases the undissolved amount [34]. The precipitation type, size, shape, and distribution have an important influence on the mechanical properties of steels. Therefore, in order to obtain excellent properties, the precipitation characteristics of Nb, V, and Ti in austenite must be reasonably controlled during the OSWC process and phase transformation process of J55 ERW steel pipe.
For the same chemical compositions, the mechanical properties are mainly determined by the OSWC process and microstructure evolution. In the proposed manufacturing process, the microstructure of steel transforms into austenite due to the intermediate induction heating. If the on-line thermo-mechanical controlled cooling process can be precisely executed, the microstructure of steel pipe will be well refined, and the steel pipes will have high strength and excellent formability. The main strengthening methods of J55-grade steels are fine-grain strengthening and precipitation strengthening. The key points of industrial production are to control the precipitation behaviors of micro-alloy carbonitrides, the shape and size of deformed austenite, and its phase transformation by using the OSWC process. The undercooling and deformation also have an important impact on the microstructure of ferrite, which should be fully considered during the OSWC process.
5. Conclusions
In view of the shortcomings of the conventional manufacturing technology for ERW steel pipes, a new high-efficiency manufacturing technology based on the on-line spray water cooling (OSWC) process was developed. Industrial tests show that the new manufacturing process can control the microstructure, enhance the mechanical properties of ERW steel pipes and improve the production flexibility for different specifications. The main results were as follows:
- (1)
- The mechanical properties are determined by the microstructure which is controlled by the parameters of the OSWC process.
- (2)
- Industrial tests show that the OSWC process can efficiently improve and control the microstructure and mechanical properties of ERW steel pipe. The comprehensive mechanical properties of steel pipe produced by the OSWC process are superior to those of other published J55-grade steels. The OSWC process can be applied and promoted similar on-line heat treatment of other steel products.
- (3)
- The parameters of OSWC process have effect on the cooling rates of steel pipe. The microstructure of OSWC processed steel pipes are mainly composed of ferrite, pearlite, and composite structures of these components based on different OSWC process parameters. The Nb, V, and Ti carbonitrides, which are precipitated during the OSWC process, are helpful in enhancing the mechanical properties.
The pipeline steels often serve under extreme conditions; before application we must investigate whether the properties can satisfy the engineering requirements. The main point of this paper is to present an on-line spray water cooling (OSWC) process for manufacturing electric resistance welding (ERW) steel pipes. The mechanical properties are mainly focused on the YS, UTS, elongation and impact toughness. The impact toughness of the weld joint still needs to be further improved. The tearing resistance of the material, the defect tolerability of the ERW seam weld, and the weldability of the OSWC-processed material should be taken into account in further research. Furthermore, we need to further investigate the effects of precipitation type, size, shape, and distribution on the mechanical properties of steel pipe during the OSWC process.
Acknowledgments
The authors would like to acknowledge the project is supported by the Fundamental Research Funds for the Central Universities (No. CDJZR14135504), and supported by National Natural Science Foundation of China (No. 51421001).
Author Contributions
Zejun Chen conceived and designed the experiments; Tianpeng Zhou and Xin Chen performed the experiments; Zejun Chen and Xin Chen analyzed the data and contributed materials and tools and Zejun Chen wrote the paper.
Conflicts of Interest
The founding sponsors had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, and in the decision to publish the results.
Abbreviations
The following abbreviations are used in this article:
| ERW | electric resistance welding |
| OSWC | on-line spray water cooling |
| DSAW | double submerged arc welding |
| HISTORY | high-speed tube welding and optimum reducing technology |
| TMCP | thermo-mechanical controlled process |
| NG-TMCP | new generation of thermo-mechanical controlled process |
| Super-OLAC | super on-line accelerated cooling |
| HOP | heat-treatment on-line process |
| CCT | continuous cooling transformation |
| OM | optical microscope |
| YS | yield strength |
| UTS | ultimate tensile strength |
| PF | polygonal ferrite |
| AF | acicular ferrite |
| GF | granular ferrite |
References
- Pedrosa Vilaroucocastro, I.R.; de Castro, R.S.; Yadava, Y.P.; Ferreira, R.A.S. Study of phase transformations in API 5L X80 steel in order to increase its fracture toughness. Mater. Res. 2013, 16, 489–496. [Google Scholar] [CrossRef]
- Zhu, Z.X.; Han, J.; Li, H.J. Effect of alloy design on improving toughness for X70 steel during welding. Mater. Des. 2015, 88, 1326–1333. [Google Scholar] [CrossRef]
- Zhu, Z.X.; Kuzmikova, L.; Marimuthu, M.; Li, H.J.; Barbaro, F. Role of Ti and N in line pipe steel welds. Sci. Technol. Weld. Join. 2013, 18, 1–10. [Google Scholar] [CrossRef]
- Zhu, Z.X.; Marimuthu, M.; Kuzmikova, L.; Li, H.J.; Barbaro, F.; Zheng, L.; Bai, M.Z.; Jones, C. Influence of Ti/N ratio on simulated CGHAZ microstructure and toughness in X70 steels. Sci. Technol. Weld. Join. 2013, 18, 45–51. [Google Scholar] [CrossRef]
- Zhu, Z.X.; Han, J.; Li, H.J.; Lu, C. High temperature processed high Nb X80 steel with excellent heat-affected zone toughness. Mater. Lett. 2016, 163, 171–174. [Google Scholar] [CrossRef]
- Zhu, Z.X.; Han, J.; Li, H.J. Influence of heat input on microstructure and toughness properties in simulated CGHAZ of X80 steel manufactured using high-temperature processing. Metall. Mater. Trans. A 2015, 46, 5467–5475. [Google Scholar] [CrossRef]
- Chen, X.W.; Qiao, G.Y.; Han, X.L.; Wang, X.; Xiao, F.R.; Liao, B. Effects of Mo, Cr and Nb on microstructure and mechanical properties of heat affected zone for Nb-bearing X80 pipeline steels. Mater. Des. 2014, 53, 888–901. [Google Scholar] [CrossRef]
- Buckland, B. An introduction into the production and specification of steel pipe. Piledriver 2005, Q1, 20–24. [Google Scholar]
- Toyooka, T.; Yorifuji, A.; Itadani, M.; Kawabata, Y.; Nishimori, M.; Koyama, Y.; Kodaka, M. Development of ultra-fine grain steel tube with high strength and excellent formability. In Proceedings of the Seoul 2000 FISITA World Automotive Congress, Seoul, Korea, 12–15 June 2000; pp. 1–6. [Google Scholar]
- Koyama, Y.; Toyooka, T. High strength and high elongation tubular products—HISTORY steel tube—With good bendability. Kaw. Steel Tech. Rep. 2000, 43, 55–57. [Google Scholar]
- Toyooka, T.; Itadani, M.; Yorifuji, A. Development of manufacturing process “HISTORY” for producing innovative high frequency welded steel tubes with excellent properties. Kaw. Steel Tech. Rep. 2002, 47, 1–8. [Google Scholar]
- Katsumi, M.; Yutaka, N. Manufacturing processes and products of steel pipes and tubes in JFE steel. JFE Tech. Rep. 2006, 7, 1–6. [Google Scholar]
- Shikanai, N.; Mitao, S.; Endo, S. Recent development in microstructural control technologies through the thermo-mechanical control process (TMCP) with JFE steel’s high-performance plates. JFE Tech. Rep. 2008, 11, 1–6. [Google Scholar]
- Tian, Y.; Wang, B.X.; Tang, S.; Wang, Z.D.; Wang, G.D. Development and industrial application of ultra-fast cooling technology. Sci. China Technol. Sci. 2012, 55, 2748–2751. [Google Scholar] [CrossRef]
- Rosado, D.B.; Waele, W.D.; Hertelé, S.; Vanderschueren, D. Latest developments in mechanical properties and metallurgical features of high strength line pipe steels. Int. J. Sustain. Constr. Des. 2013, 4. [Google Scholar] [CrossRef]
- Okatsu, M.; Shikanai, N.; Kondo, J. Development of a high-deformability linepipe with resistance to strain-aged hardening by HOP® (heat-treatment on-line process). JFE Tech. Rep. 2008, 12, 8–14. [Google Scholar]
- Nishioka, K.; Ichikawa, K. Progress in thermomechanical control of steel plates and their commercialization. Sci. Technol. Adv. Mater. 2012, 13, 023001. [Google Scholar] [CrossRef] [PubMed]
- Standards, B. Petroleum and Natural Gas Industries-Steel Pipes for Use as Casing or Tubing for Wells. Available online: https://www.iso.org/standard/64101.html (accessed on 17 August 2016).
- Chen, Z.J.; Han, H.Q.; Ren, W.; Huang, G.J. Heat transfer modeling of an annular on-line spray water cooling process for electric-resistance-welded steel pipe. PLoS ONE 2014, 10, e0131574. [Google Scholar] [CrossRef] [PubMed]
- Han, H.Q.; Hu, J.P.; Wang, Q. Effect of water flux on heat transfer coefficient for steel pipe cooling. Iron Steel 2014, 3, 55–58. [Google Scholar]
- Han, Y. Properties research of hot-rolled steel strip of steel grade J55 applied in oil welded casing. Weld. Pipe Tube 2003, 26, 19–22. [Google Scholar]
- Salganik, V.M.; Sychev, O.N. Modeling and development of an efficient technology for the controlled rolling of steels with a prescribed set of mechanical characteristics. Metallurgist 2009, 53, 283–289. [Google Scholar] [CrossRef]
- Šarkoćević, Ž.; Arsić, M.; Vulićević, L.L. Mechanical properties of welded pipes produced by high frequency welding of the steel API J55. Zavar. I Zavarene Konstr. 2010, 55, 137–142. [Google Scholar]
- Shukla, R.; Ghosh, S.K.; Chakrabarti, D.; Chatterjee, S. Microstructure, texture, property relationship in thermo-mechanically processed ultra-low ca rbon microalloyed steel for pipeline application. Mater. Sci. Eng. A Struct. 2013, 587, 201–208. [Google Scholar] [CrossRef]
- Liu, S.C. Study on Continuous Cooling Transformation and Hot Deformation Behaviors of J55 Steel for Oil Casing Pipe. Master’s Thesis, Yanshan University, Qinhuangdao, China, 2011. [Google Scholar]
- Offerman, S.E.; Dijk, N.H.V.; Rekveldt, M.T.; Sietsma, J.; Zwaag, S.V.D. Ferrite/pearlite band formation in hot rolled medium carbon steel. Mater. Sci. Technol. 2002, 18, 297–303. [Google Scholar] [CrossRef]
- Krauss, G.; Thompson, S.W. Ferritic microstructures in continuously cooled low-carbon and ultralow-carbon steels. ISIJ Int. 1995, 35, 937–945. [Google Scholar] [CrossRef]
- Beladi, H.; Timokhina, I.B.; Xiong, X.Y.; Hodgson, P.D. A novel thermomechanical approach to produce a fine ferrite and low-temperature bainitic composite microstructure. Acta Mater. 2013, 61, 7240–7250. [Google Scholar] [CrossRef]
- Zhao, M.C.; Yang, K.; Xiao, F.R.; Shan, Y.Y. Continuous cooling transformation of undeformed and deformed low carbon pipeline steels. Mater. Sci. Eng. A Struct. 2003, 355, 126–136. [Google Scholar] [CrossRef]
- Xiao, F.R.; Liao, B.; Shan, Y.Y.; Qiao, G.Y.; Zhong, Y.; Zhang, C.L.; Yang, K. Challenge of mechanical properties of an acicular ferrite pipeline steel. Mater. Sci. Eng. A Struct. 2006, 431, 41–52. [Google Scholar] [CrossRef]
- Khlestov, V.M.; Konopleva, E.V.; McQueen, H.J. Kinetics of austenite transformation during thermomechanical processes. Can. Metall. Q. 1998, 37, 75–89. [Google Scholar] [CrossRef]
- Liu, S.X.; Chen, Y.; Liu, G.Q.; Zhang, Y.G.; Huang, J.K. Effect of intermediate cooling on precipitation behavior and austenite decomposition of V-Ti-N steel for non-quenched and tempered oil-well tubes. Mater. Sci. Eng. A Struct. 2008, 485, 492–499. [Google Scholar] [CrossRef]
- Xiao, F.R.; Liao, B.; Ren, D.L.; Shan, Y.Y.; Yang, K. Acicular ferritic microstructure of a low-carbon Mn-Mo-Nb microalloyed pipeline steel. Mater. Charact. 2005, 54, 305–314. [Google Scholar] [CrossRef]
- Huang, Y.D.; Froyen, L. Important factors to obtain homogeneous and ultrafine ferrite-pearlite microstructure in low carbon steel. J. Mater. Process. Technol. 2002, 124, 216–226. [Google Scholar] [CrossRef]
Figure 1.
Conventional electric resistance welding (ERW) manufacturing procedures of the steel pipes and tubes.
Figure 1.
Conventional electric resistance welding (ERW) manufacturing procedures of the steel pipes and tubes.

Figure 2.
The new ERW manufacturing procedures of the steel pipes and tubes processed by on-line spray water cooling (OSWC).
Figure 2.
The new ERW manufacturing procedures of the steel pipes and tubes processed by on-line spray water cooling (OSWC).

Figure 3.
Arrangement of water boxes and its operating state (a) arrangement of spray water boxes; (b) operating state of spraying water.
Figure 3.
Arrangement of water boxes and its operating state (a) arrangement of spray water boxes; (b) operating state of spraying water.

Figure 4.
Dimensions of the tensile specimen.
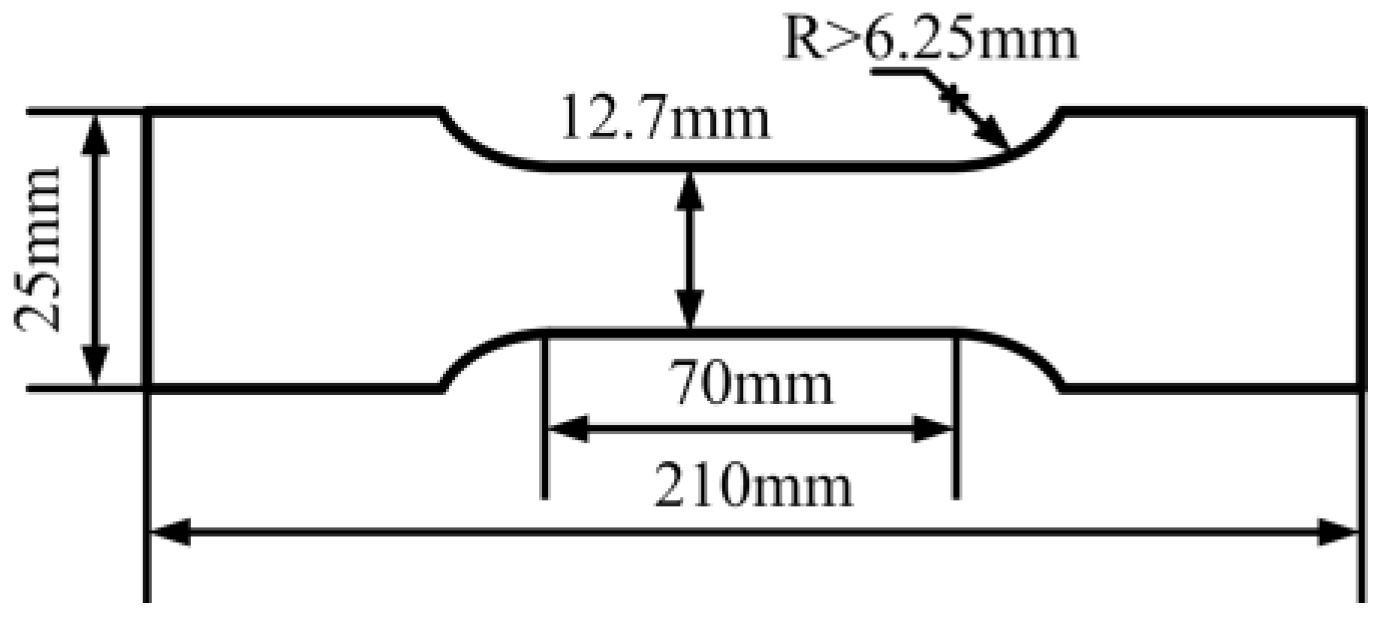
Figure 5.
Continuous Cooling Transformation (CCT) diagram of J55 steel.
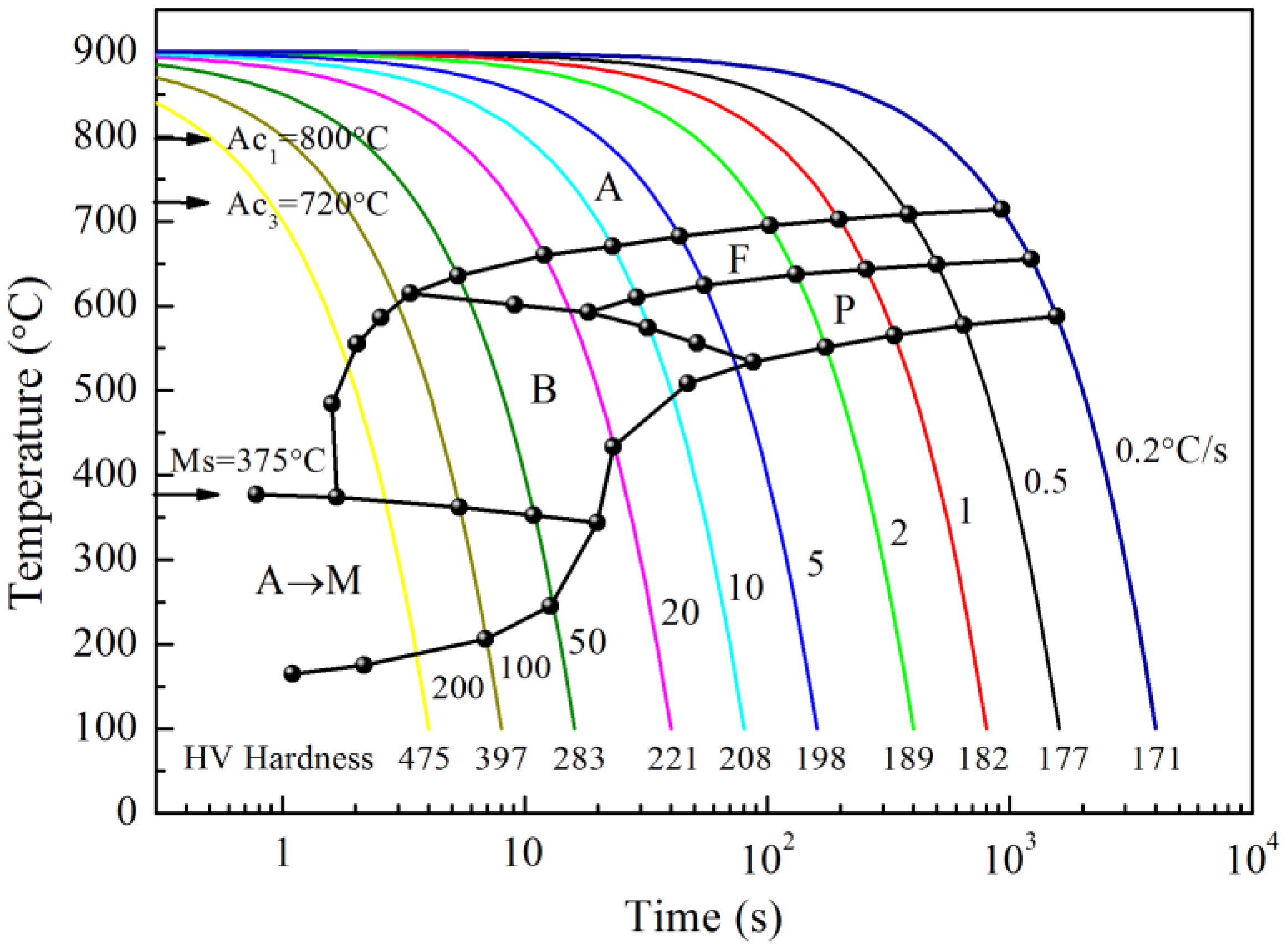
Figure 6.
Hardness distribution of steel pipes (a) comparison of different processes; and (b) comparison of different zones.
Figure 6.
Hardness distribution of steel pipes (a) comparison of different processes; and (b) comparison of different zones.

Figure 7.
Impact energy of steel pipes: (a) comparison of different processes; and (b) comparison of different zones.
Figure 7.
Impact energy of steel pipes: (a) comparison of different processes; and (b) comparison of different zones.
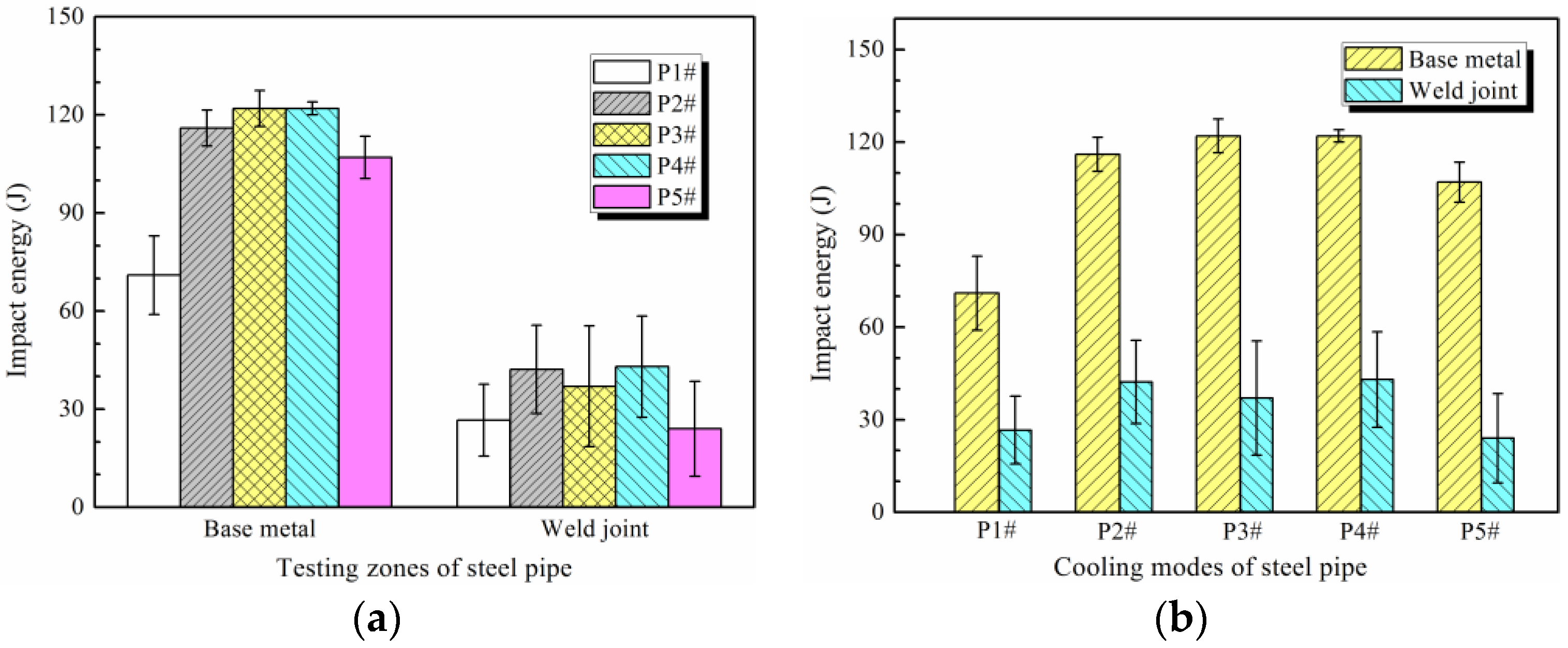
Figure 8.
Optical microscope (OM) images of weld joint of steel pipes (a) P1#; (b) P2#; (c) P3#; (d) P4#; and (e) P5#.
Figure 8.
Optical microscope (OM) images of weld joint of steel pipes (a) P1#; (b) P2#; (c) P3#; (d) P4#; and (e) P5#.
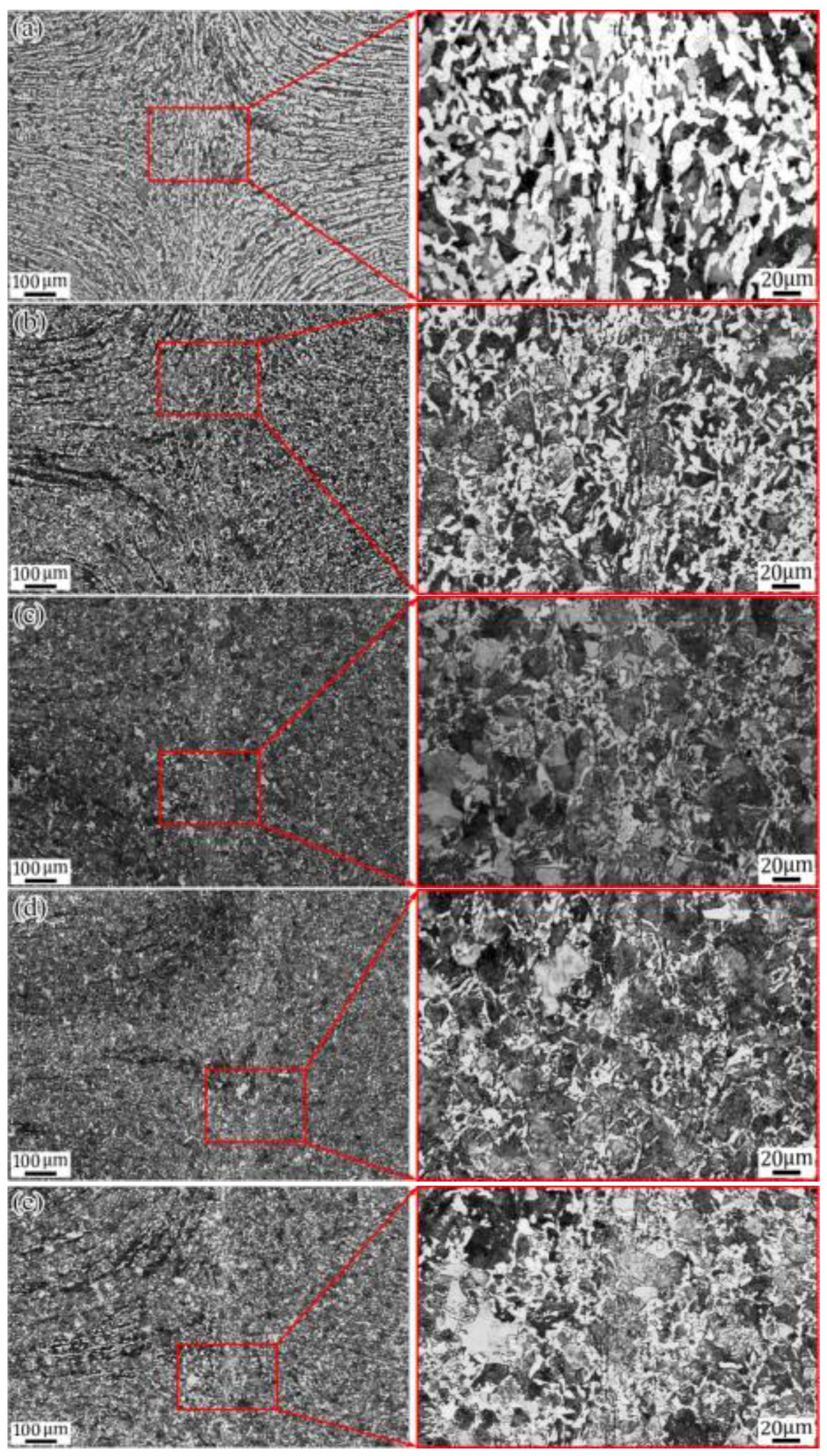
Figure 9.
Microstructure and compositions of base metal of steel pipes (a) P1#; (b) P2#; (c) P3#; (d) P4#; and (e) P5#.
Figure 9.
Microstructure and compositions of base metal of steel pipes (a) P1#; (b) P2#; (c) P3#; (d) P4#; and (e) P5#.
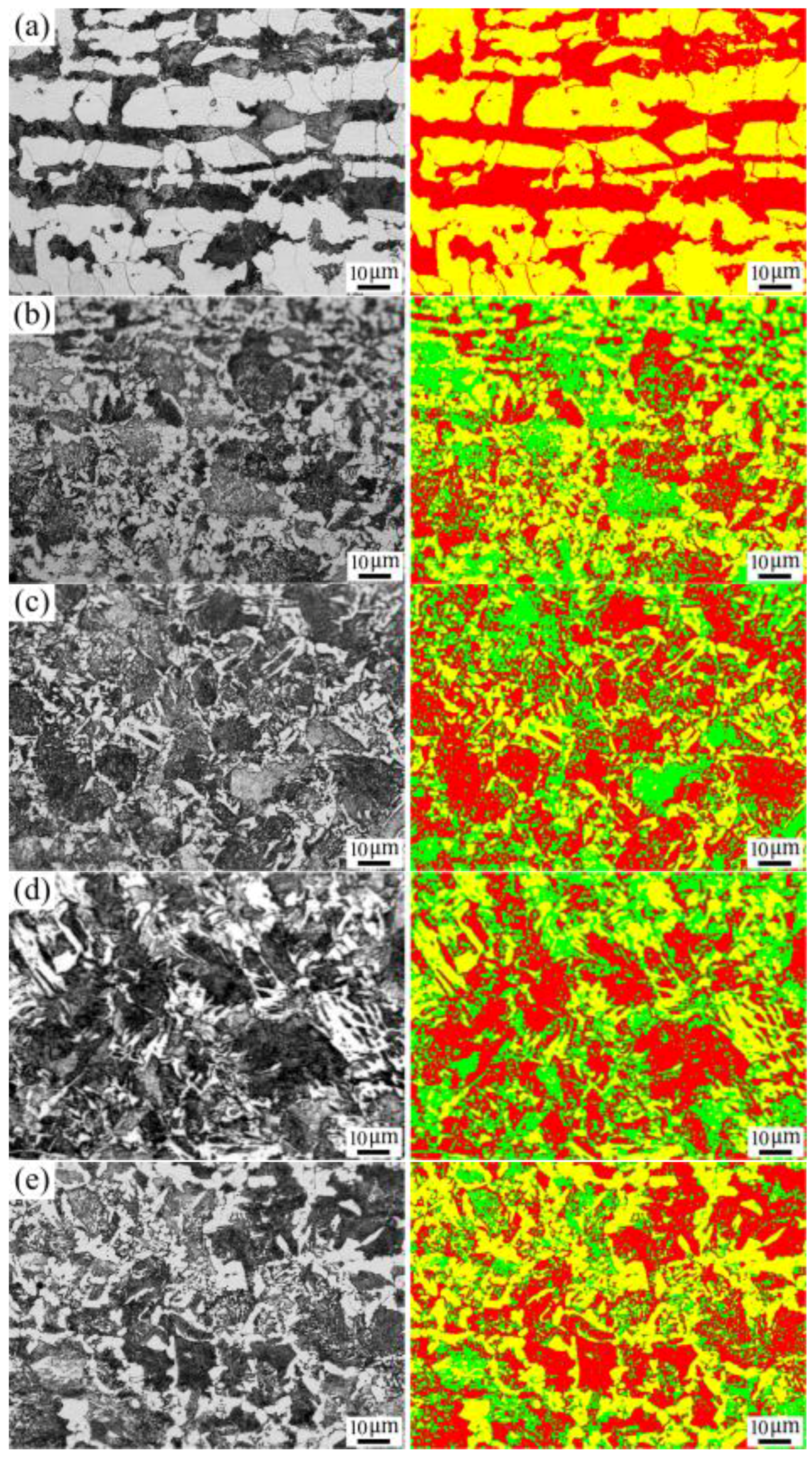
Figure 10.
Strengths of J55-grade steels reported in the literature.
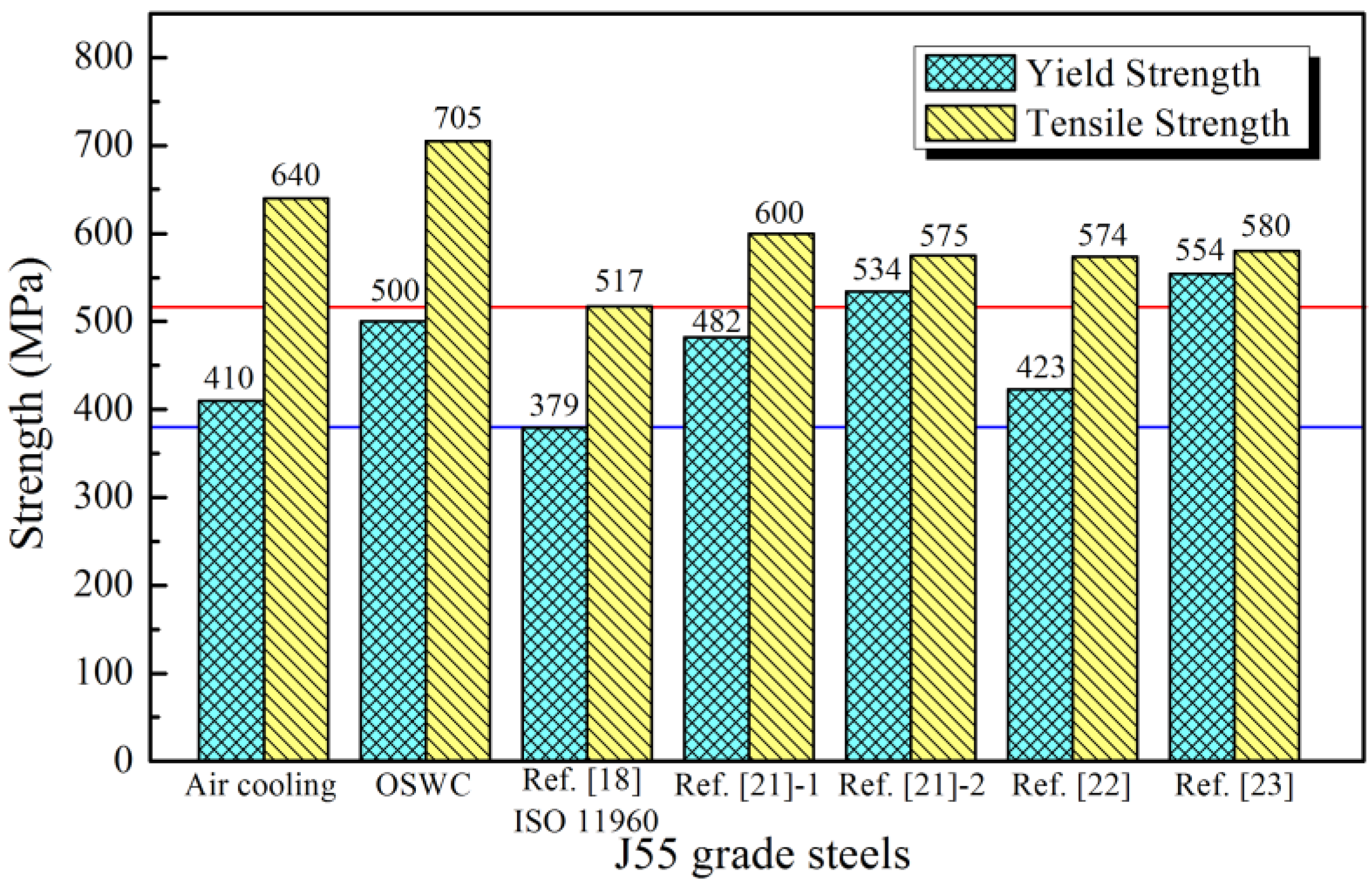
Figure 11.
Elongations of different J55-grade steels reported in the literature.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical compositions of J55 ERW steel pipe.
| C | Si | Mn | P | S | V + Nb + Ti |
|---|---|---|---|---|---|
| ≤0.21 | ≤0.30 | ≤1.40 | ≤0.025 | ≤0.015 | ≤0.15% |
Table 2.
Mechanical properties of J55 steel in API Specification 5CT/ISO 11960 [18].
Table 2.
Mechanical properties of J55 steel in API Specification 5CT/ISO 11960 [18].
| Properties | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Impact Energy (J) |
|---|---|---|---|---|
| J55 grade steel | 379–552 | >517 | >24 | >20 (0 °C) |
Table 3.
OSWC parameters of industrial test for ERW steel pipes.
| No. | Original Steel Pipe | Specification of Reducing | Motion Velocity of Steel Pipe (m/s) | Cooling Parameters | ||||
|---|---|---|---|---|---|---|---|---|
| Outer Diameter × Wall Thickness (mm × mm) | Heating Temperatur (°C) | Cooling Temperatur (°C) | Rebound Temperatur (°C) | Water Pressure (kPa) | Flux (m3/h) | |||
| P1# | 193.7 × 7.3 | 139.7 × 7.72 | 1.08 | air cooling | ||||
| P2# | 980 ± 10 | 800 ± 15 | 670 | 65 | 124 | |||
| P3# | 980 ± 10 | 800 ± 15 | 660 | 100 | 169 | |||
| P4# | 980 ± 10 | 800 ± 15 | 655 | 150 | 217 | |||
| P5# | 980 ± 10 | 800 ± 15 | 645 | 200 | 258 | |||
Table 4.
Mechanical properties of steel pipe obtained in industrial tests. YS: yield strength; UTS: ultimate tensile strength.
Table 4.
Mechanical properties of steel pipe obtained in industrial tests. YS: yield strength; UTS: ultimate tensile strength.
| No. | Longitudinal Direction of Steel Pipe | UTS of Weld Joint (MPa) | ||
|---|---|---|---|---|
| YS (MPa) | UTS (MPa) | Elongation (%) | ||
| P1# | 410 | 640 | 32.7 | 615 |
| P2# | 480 | 685 | 32.9 | 670 |
| P3# | 500 | 700 | 32.9 | 685 |
| P4# | 500 | 705 | 33.0 | 685 |
| P5# | 510 | 700 | 33.1 | 685 |
Table 5.
Percentages of microstructural constituents for different spray water cooling conditions.
| Percentage (%) | P1# | P2# | P3# | P4# | P5# |
|---|---|---|---|---|---|
| ■ Ferrite | 43 | 31 | 18 | 20 | 34 |
| ■ Pearlite | 57 | 34 | 50 | 45 | 44 |
| ■ Composite structure | - | 35 | 32 | 35 | 22 |
Table 6.
Chemical compositions of J55-grade steels (wt %).
| J55 Grade Steels | C | Si | Mn | P | S | Cr | Ni | Cu | Nb | V | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|
| No More Than | |||||||||||
| this paper | 0.21 | 0.30 | 1.40 | 0.025 | 0.015 | - | - | - | sum of Nb, V, Ti 0.15 | ||
| [18] | - | - | - | 0.030 | 0.030 | - | - | - | - | - | - |
| [21] | 0.12 | 0.30 | 1.27 | 0.008 | 0.004 | 0.04 | 0.10 | 0.06 | 0.002 | 0.081 | 0.012 |
| [21] | 0.07 | 0.19 | 1.23 | 0.015 | 0.002 | - | - | 0.001 | 0.02 | 0.002 | 0.01 |
| [22] | 0.15–0.22 | 0.15–0.22 | 1.2–1.4 | 0.02 | 0.010 | 0.40 | 0.30 | 0.40 | - | - | 0.003 |
| [23] | 0.28 | 0.2 | 0.99 | 0.016 | 0.018 | 0.09 | 0.06 | 0.11 | - | - | - |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Chen, Z.; Chen, X.; Zhou, T. Microstructure and Mechanical Properties of J55ERW Steel Pipe Processed by On-Line Spray Water Cooling. Metals 2017, 7, 150. https://doi.org/10.3390/met7040150
AMA Style
Chen Z, Chen X, Zhou T. Microstructure and Mechanical Properties of J55ERW Steel Pipe Processed by On-Line Spray Water Cooling. Metals. 2017; 7(4):150. https://doi.org/10.3390/met7040150
Chicago/Turabian StyleChen, Zejun, Xin Chen, and Tianpeng Zhou. 2017. "Microstructure and Mechanical Properties of J55ERW Steel Pipe Processed by On-Line Spray Water Cooling" Metals 7, no. 4: 150. https://doi.org/10.3390/met7040150
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.