
The Effect of Initial Structure on Phase Transformation in Continuous Heating of a TA15 Titanium Alloy

State Key Laboratory of Solidification Processing, School of Materials Science and Engineering, Northwestern Polytechnical University, Xi’an 710072, China
*
Author to whom correspondence should be addressed.
Metals 2017, 7(6), 200; https://doi.org/10.3390/met7060200
Submission received: 20 April 2017
/
Revised: 18 May 2017
/
Accepted: 23 May 2017
/
Published: 1 June 2017
(This article belongs to the Special Issue Titanium Alloys 2017)
Abstract
:The effect of initial structure on phase evolution in continuous heating of a near-α TA15 titanium alloy (Ti-6Al-2Zr-1Mo-1V) was experimentally investigated. To this end; three microstructures were obtained by multiple heat treatment: I-bimodal structure with 50% equaixed α, II-bimodal structure with 15% equiaxed α, III-trimodal structure with 18% equiaxed α and 25% lamellar α. Differential scanning calorimetry (DSC), dilatometry and quantitative metallography were carried out on specimens with the three initial structures at heating rates from 5 to 40 °C/min. The transformation kinetics was modeled with the Johnson–Mehl–Avrami (JMA) approach under non-isothermal condition. It was found that there exists a four-stage transformation for microstructures I and III. The secondary and third stages overlap for microstructure II. The four stages of phase transformation overlap with increasing heating rate. In the presence of α laths, the phase transformation kinetics is affected by the composition difference between lamellar α and primary equiaxed α. Phase transformation is controlled by the growth of existing large β phase.
1. Introduction
Titanium alloys have been gaining more applications in many industry fields due to the high specific strength, good thermal stability and excellent corrosion resistance [1]. The near-α TA15 titanium alloy which has moderate strength up to 400 °C, excellent thermal stability, good weldability and low growth rate of fatigue crack has been widely used to manufacture structural components in airplanes. The mechanical properties of the titanium alloy are largely dependent on the microstructure [1,2,3]. The equiaxed and bimodal structures are commonly used for traditional α + β titanium alloys due to a balance in strength, ductility, creep and fatigue resistance (Table 1). The trimodal structure which consists of 10–20% equiaxed α, 30–50% lamellar α and transformed β matrix may also be required after secondary working due to its superior low-cycle fatigue resistance [4]. The diversity in microstructure results from the α-β phase transformation along with deformation induced morphology evolution. Thus, the microstructure can be modulated by optimizing hot working parameters (e.g., heating rate, heating path, heating temperature, strain, strain rate and cooling path).
The phase evolution in hot working involves the α-to-β transformation in heating, the β-to-α transformation in cooling as well as the stress induced transformation during deformation. Numerous researches have been carried out on the phase transformation in cooling. Tang et al. [5] and Sun et al. [6] found that the α lamellae can nucleate in a sympathetic way or by interface instability during slow cooling. He et al. [7] examine the orientation relationship between α and β phase after β working and found that the Burger’s orientation relationship is strictly obeyed. Though deformation has little influence on the orientation relationship, the deformation induced texture can result in variation selection and causes a strong texture of β phase [8]. Kherrouba et al. [9] examined the transformation kinetics of Ti-6Al-4V alloy by Johnson–Mehl–Avrami (JMA) model and suggested that growth of β lamellae may be controlled by the combination of solute diffusion and interface migration. The applied stress in machining and deformation can also cause phase transformation. Liu et al. [10] found that can trigger the formation of ω phase can be triggered even before plastic deformation. Jonas et al. [11] reported that dynamic transformation from α to β occurs in hot deformation of several titanium alloys, resulting in significant flow softening during deformation.
From the point of microstructure control, the phase transformation in heating is as important as that in cooling and deformation. Wang et al. [12] used the dilatometry to investigate phase evolution in a TC21 alloy during continuous heating. They found that the phase transformation includes three stages, residual β → acicular α, acicular α → β and equiaxed α → β. The activation energy for α → β transformation was also estimated with the classical JMA equation. A similar transformation behavior was also reported for Ti-6Al-4V alloy by Sha and Guo [13]. Barriobero-Vila et al. [14] examined the element partitioning and related phase transformation kinetics in heating of a bimodal Ti-6Al-6V-2Sn alloy by in-situ high energy synchrotron X-ray diffraction. They found that partitioning of solutes leads to nonlinear variation of the lattice parameters of the β phase. Elmer et al. [15] examined the phase transition during welding of a Ti-6Al-4V alloy. They found that a large superheat is necessary for the completion of α-to-β transformation due to the high heating rate. The overall transformation mechanism may be diverse because the starting assumption determines the calculated parameters in JMA equation. Guo et al. [16] investigated the microstructural developments by deformation induced temperature rise in TA15 titanium alloy. A diffusion model was developed to depict the variation of particle size and volume fraction of equiaxed α under different heating rates. Chen et al. [17] investigated the phase transformation in continuous heating of a near-β titanium alloy. The phase transformation sequence and dominate mechanism were determined. The transformation kinetics and microstructural development in heating are not only dependent on the heating rate, but also greatly affected by the microstructure prior to heating, which needs further investigation.
In this work, the effect of initial structure on the phase evolution in continuous heating of TA15 titanium alloy was investigated. To this end, multiple heat treatments were employed to obtain three different microstructures from a wrought billet. The phase transformation process was determined by metallographic observation, differential scanning calorimetry (DSC) and dilatometry. The microstructure evolution under different heating rate and initial structures was studied. The effect of initial structure on phase transformation kinetics was also measured. The results can be used for quantative control of phase constitution in hot working.
2. Material and Procedures
2.1. Material
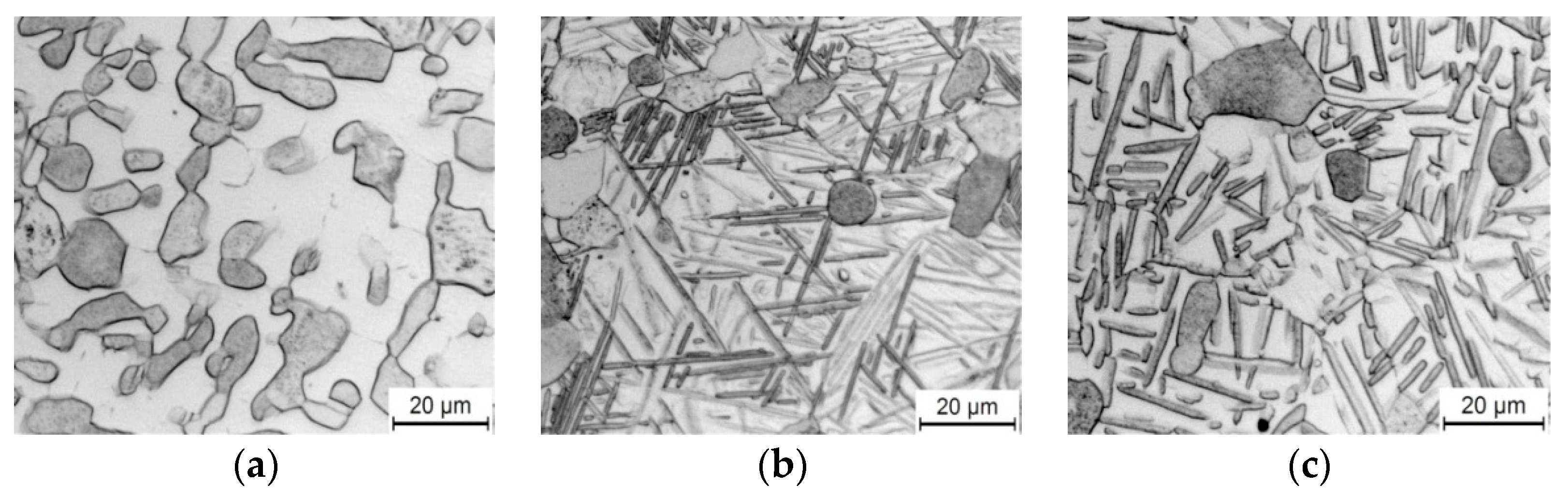
The as-received TA15 titanium alloy was a 1000 mm × 400 mm × 100 mm hot forged bar produced by western superconducting technologies Co., Xi’an, China. The chemical composition of the alloy was measured to be 6.69Al, 2.25Zr, 1.77Mo, 2.25V, 0.14Fe, 0.12O, 0.002H and balanced Ti (wt %) by wet chemical analysis. The β transus temperature was determined to be 985 °C by metallography. The as-received material was annealed at 820 °C to obtain a bimodal structure consisting of about 50% equiaxed α within transformed β matrix (microstructure I, Figure 1a). The measured fraction and particle size of the equiaxed α are about 0.5 and 12.5 μm, respectively.
Two other microstructures were obtained by heat treatments from microstructure I. Specimen with initially microstructure I was heated at the rate of 10 °C/min up to 970 °C, held for 30 min and then cooled in the air to get a bimodal structure composed of about 15% equiaxed α within transformed β matrix (microstructure II, Figure 1b). The grain size of equiaxed α phases decreased to about 9.5 μm.
Usually, the trimodal structure can be obtained by a near β hot working and a subsequent heat treatment in the α + β region. The hot working in the near β region aims to control the fraction of equiaxed α. The subsequent heat treatment produces the α lamellae. Thus, the material with bimodal structure was reheated to 940 °C and air cooled to obtain the trimodal structure (microstructure III, Figure 1c). The volume fraction of primary equiaxed and lamellar α were about 18% and 25%, respectively.
2.2. Metallographic Examination
The φ 10 mm × 10 mm cylinder specimens were heated at the rates of 5 and 10 °C/min to the preset temperatures with a resistance furnace, and then water quenched to freeze the high temperature microstructure. The specimen was coated with glass lubricant to prevent oxidation at high temperature. The selected quenching temperatures were 700, 750, 800, 860, 900, 940, 970 and 1100 °C. The specimens were electrical discharge cut, mechanical grinded and polished, and etched in a solution of 13% HNO3, 7% HF and 80% H2O. Micrographs were taken on a LECIA DMI3000 microscope (LECIA, Shanghai, China). Moreover, the fine secondary lamellar α phases were examined using a scanning electron microscopy TESCAN VEGA3 LMU (TESCAN, Shanghai, China). The volume fraction and size of the α phase were determined by image-pro plus software. The fraction of the α phase was measured by the ratio of the area of α phase to the overall area on a micrograph. The Optical microscopy micrographs at 1000 times magnification were used to measure the fraction of equiaxed α (f1). Scanning electronic microscopy (SEM, TESCAN, Shanghai, China) images at 5000 times magnification were employed to measure the fraction of α lamellae in β matrix (f2). The overall volume fraction of α is calculated by f = f1 + (1 − f1) × f2. The grain size of equiaxed α is measured to be the average diameter of the equiaxed α particles on the micrograph. Due to the limitation of radiation heating, phase transformation at higher heating rate was examined by differential scanning calorimetry (DSC) and dilatometry.
2.3. Differential Scanning Calorimetry
The characteristic temperatures for phase transformation were measured by the differential scanning calorimetry with a Netzsch DSC-404 calorimeter (Netzsch, Shanghai, China). The specimens were φ 4 mm × 0.5 mm disks with different initial structures. The specimens were heated at 10, 20 and 40 °C/min up to 1100 °C respectively. All tests were conducted under the shielding of high purity Ar flow.
2.4. Dilatometry
Dilatometry was carried out on a Netzsch DIL402C dilatometer (Netzsch, Shanghai, China). The specimens used in the experiment were φ 6 mm × 25 mm cylinders. The specimens were heated at 5, 10 and 20 °C/min up to 1100 °C, respectively. The whole process was shielded under high purity Ar flow with the flow rate of 50 mL/min. The change in the length of the specimen was recorded and used to determine the linear thermal expansion.
3. Results and Discussion
3.1. Microstructure Observations
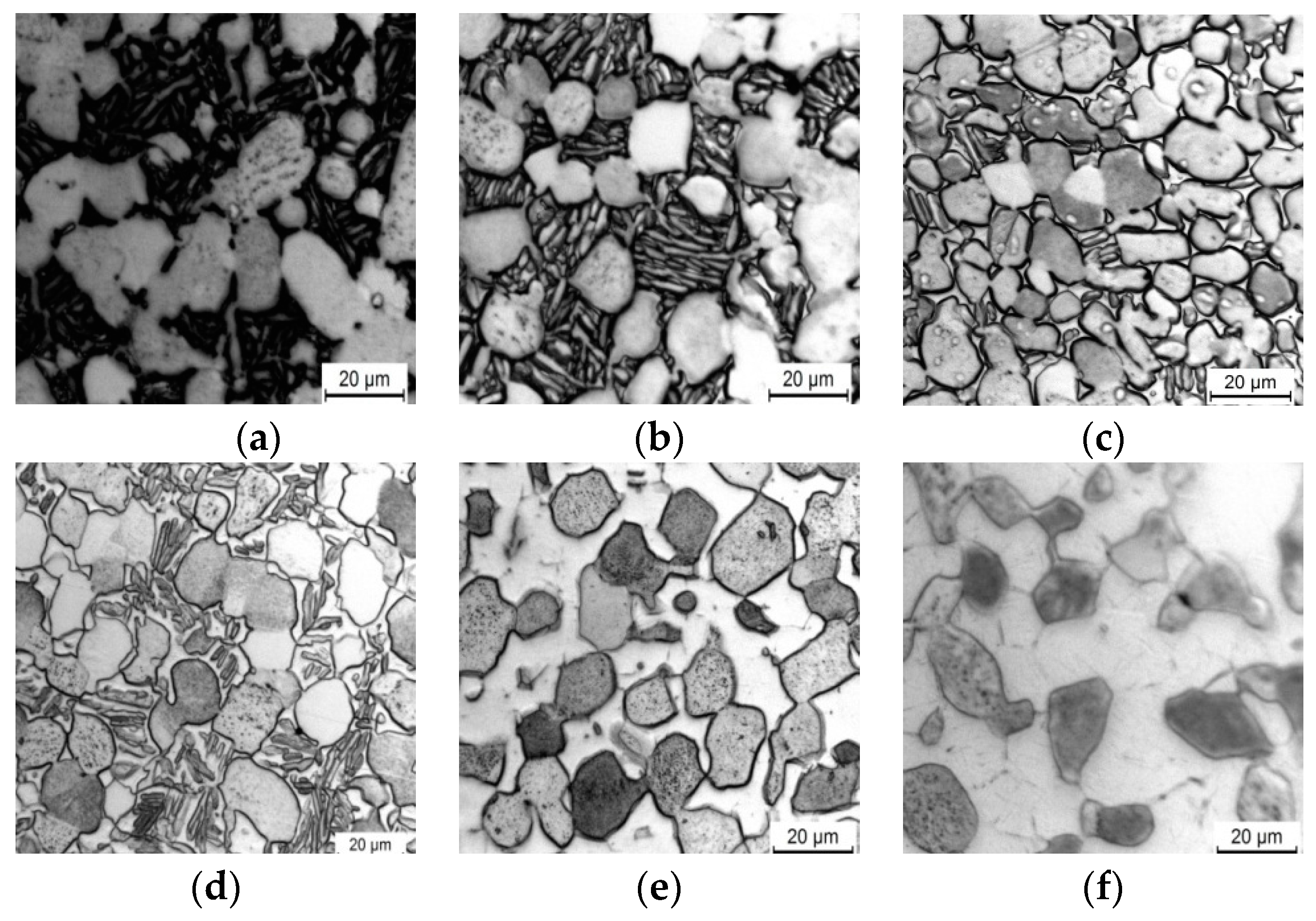
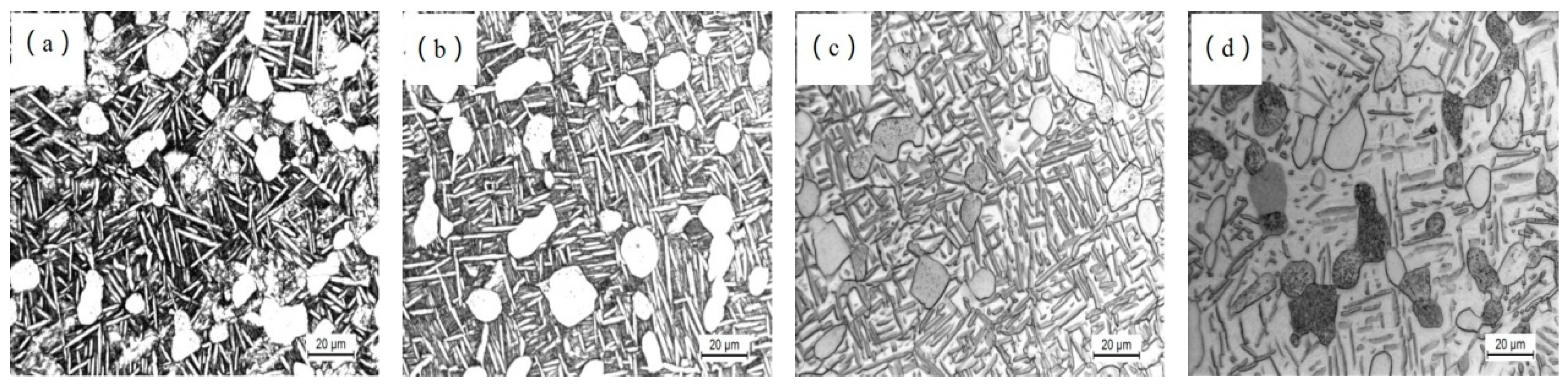
In continuously heating, there often exists a three stage phase transformation, including β decompostion at low temperature, lamellar α to β at intermediate temperature and equiaxed α to β at high temperature. For initially microstructure I which was annealed at low temperature, the β-to-α transformation at low temperatures has little influence on the microstructure. The microstructure after heated up to 700 °C is close to the initial structure, as shown in Figure 2a. With increasing temperature, the primary equiaxed α remains unchanged. Meanwhile, the lamellar α is slightly thickened (Figure 2b). Significant β-to-α transformation occurs with further heating. Blocks of β phases firstly appear between the equiaxed and lamellar α phases (Figure 2c). The volume fraction of equiaxed α decreases slightly while the lamellar α are shortened significantly (Figure 2d). The transformation rate of lamellar α is so high that there exists a large fraction of equiaxed α when the lamellar α has already dissolute (Figure 2e). The size of equiaxed α particles becomes more inhomogeneously distributed when the equiaxed α began to dissolve. For diffusion controlled phase transformation process, the dissolution rate of a secondary particle is inverse proportional to its radius. Therefore, the difference in particle size is strengthened during α-to-β transformation (Figure 2f).
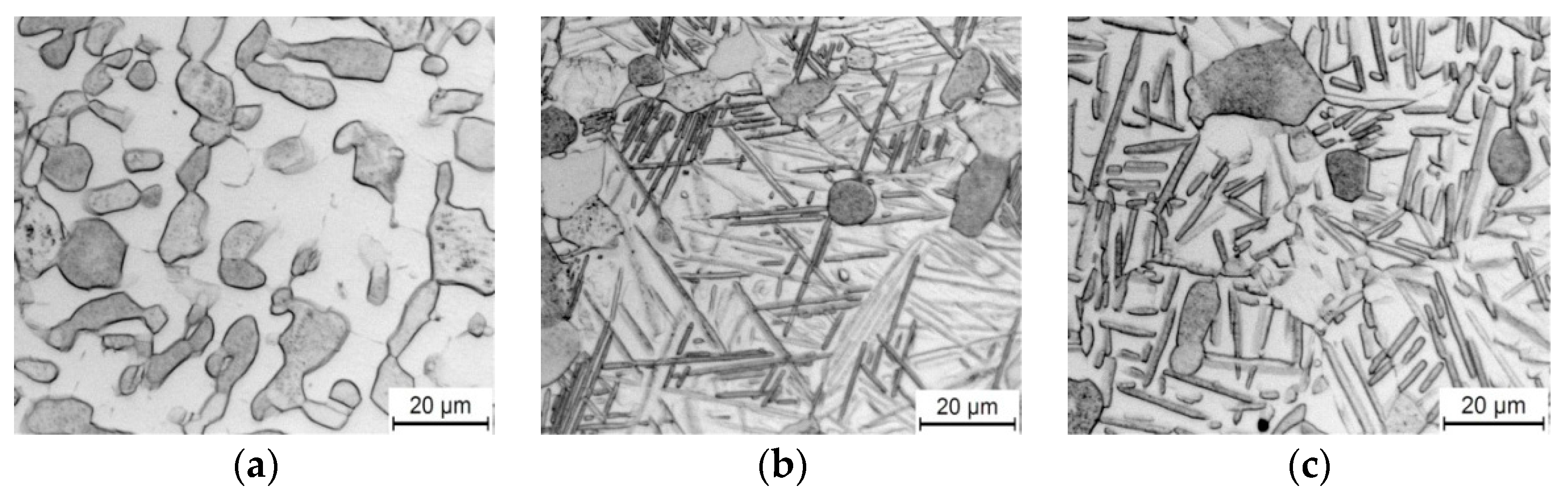
Microstructure II was obtained by high temperature annealing followed by a rapid cooling. The microstructure is more affected by the phase transformation in heating. Metallographic observation suggests that the volume fraction of equiaxed α varies little until the heating temperature is high enough to transform all α lamellae, as shown in Figure 3. On the other hand, the fraction, size and morphology of the lamellar α change significantly.
Figure 4 shows the change of lamellar α phase during continuous heating with initially microstructure II. The lamellae varied little up to 700 °C (Figure 4a). For Ti-6Al-4V alloy, the β-to-α transformation occurs around 500 °C. The metastable β phase may have already taken place before 700 °C. However, it is hard to measure it by metallographic observation. Barriobero-Vila et al. [14] reported an increase of 3% in the volume fraction of α phase at a heating rate of 5 °C/min for the Ti-6Al-4V alloy. The increase in volume fraction decreases to 1% at the heating rate of 20 °C/min. It can be found from Figure 3a that the secondary grain boundary α becomes more continuous, which indicates the decomposition of residual β phase. However, the increase in α fraction is trivial comparing to the overall volume fraction of α lamellae (>60%). Meanwhile, the low heating temperature prohibits the coarsening of α lamellae. As a result, the microstructural change is not significant.
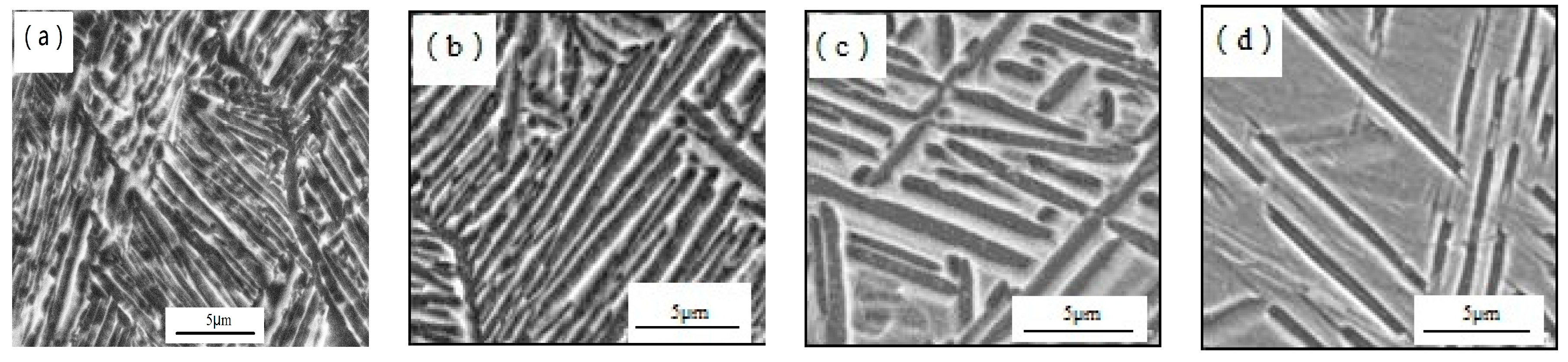
During temperature range of 700 to 900 °C, the volume fraction of lamellar α decreases slightly with temperature and the fine lamellar α disappeared (Figure 4b). They either transform to β phase or merge to become thicker lamellae, resulting in relatively thick α lamellae. The average thickness of the lamellar α increases significantly. Above 900 °C, the transformation of lamellar α is greatly accelerated. Thin and short lamellae transform faster than the long and thick ones. The lamellae become isolated by the β matrix. The thickness of the lamellae increases first and then decreases (Figure 4c,d)). The dissolution of secondary α laths is dominated by the shortening along the major axis, which can be taken as a reverse process of the growth of the Widmanstatten α.
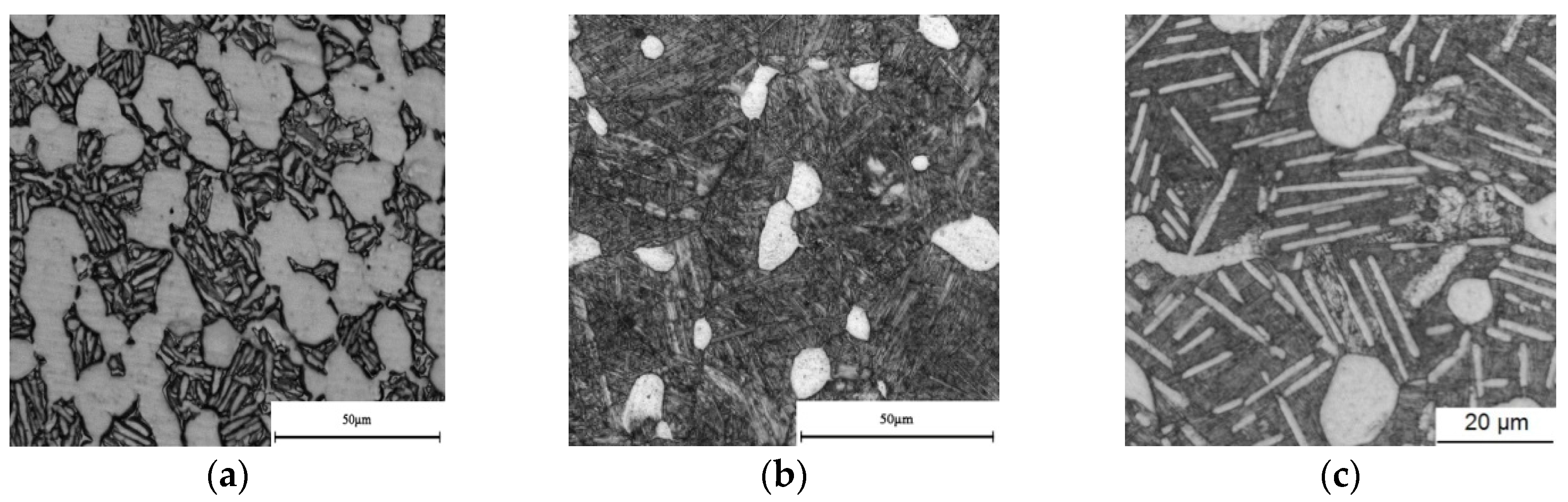
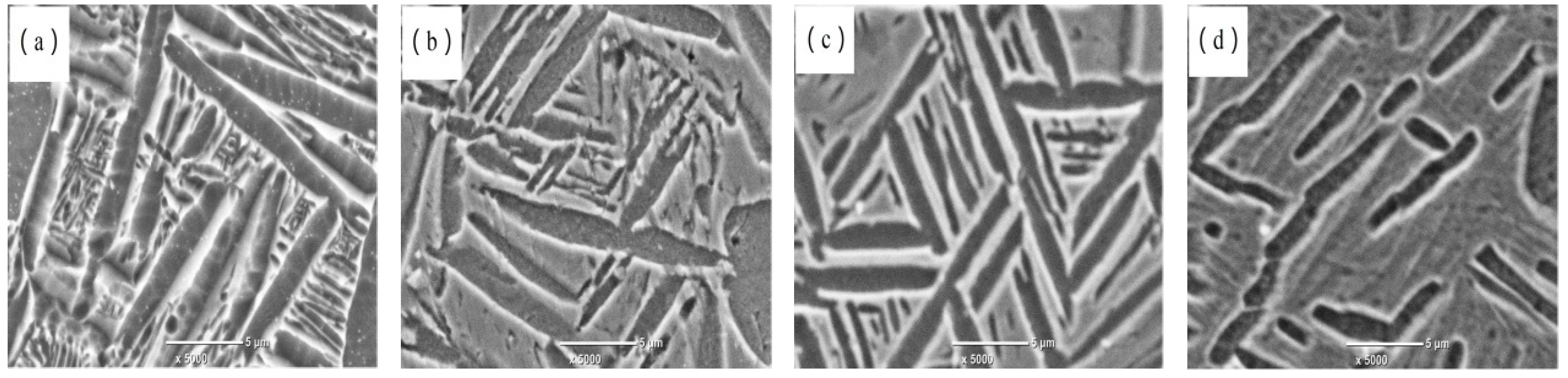
In continuous heating of the trimodal structure (microstructure III), the primary equiaxed α and lamellar α are unchanged when the heating temperature is below 700 °C (Figure 5a). With increasing temperature, the significant increase in the fraction of secondary lamellar α is observed (Figure 5b), which is often interpreted in terms of lamellae thickening. The residual β between the lamellar α consists of a large fraction of thin and disordered secondary α laths (Figure 6a). These α lathes transform preferentially to β phase with increasing temperature, as shown in Figure 6b. Though the secondary α laths are stabilized by annealing at 940 °C, the lower α stabilizer and the higher specific surface area, they transform more rapidly than the primary equiaxed α (Figure 6c,d)). The dissolution behavior of the α laths is similar to that of initially microstructure II. The α laths in microstructure III are formed by additional heat treatment. Their properties (chemical composition, morphology, interfacial coherency, etc.) are similar to the high temperature α lamellae formed in continuous heating of microstructure II.
3.2. Analysis of Differential Scanning Calorimetry and Dilatometry
α-β phase transformations involve heat absorption or heat release, which correlate to the endothermic or exothermic peaks in DSC curve. The starting and ending temperatures of the transformation can be estimated from the onset and offset points of the peak. This method has been employed to investigate the phase transformation in continuous cooling and heating of Ti-6Al-4V titanium alloy [13,18].
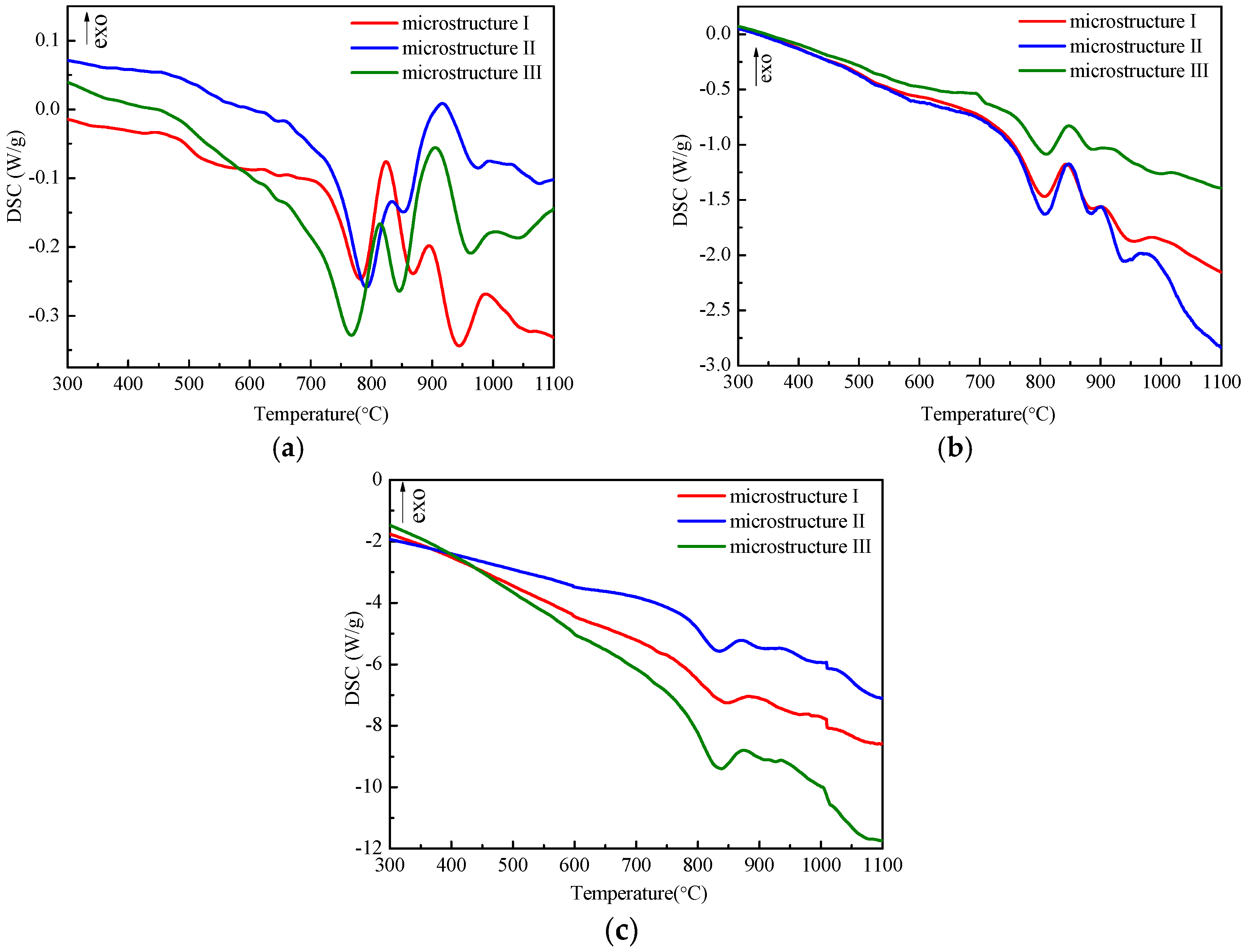
DSC curves of different initial structure heated at the rate of 10, 20 and 40 °C/min are given in Figure 7. From the DSC curves, it can be seen that there exists a slight exothermic peak around 500 °C at the heating rate of 10 °C/min for all three initial structures. This peak corresponds to the decomposition of residual β phase. The β-to-α transformation temperature ranges from 430 to 530 °C for a bimodal two-phase Ti-6Al-6V-2Sn alloy [14] and it ranges from 590 to 735 °C for a bimodal two-phase TC21 alloy [12] at a heating rate of 5 °C/min, which are close to the current study. However, as the exothermic peak is not significant, it is impossible to determine the temperature range by DSC curves.
After the first exothermic peak, the heat flux increases continuously and reach the first endothermic peak at 760 to 780 °C. The starting temperatures of endothermic peak for the bimodal and trimodal structures are similar (<600 °C), which are much lower than that for the equiaxed structure (about 730 °C). Metallographic observation suggested that α-to-β phase transformation has begun in this temperature range. The tiny α phase inside residual β phase transforms prior to other α phases, as shown in Figure 7. Microstructure III has the highest exothermic peak because there are plenty of tiny α phase inside β matrix (Figure 7a). On the other hand, microstructure I was annealed at the lowest temperature, which stabilizes the constituent phase. As a result, it has the lowest peak and highest starting temperature.
A second endothermic peak appears at 850 to 870 °C. The tiny α phases inside residual β matrix has transformed completely (Figure 7b). As this peak is not significant for microstructure II, it may correspond to the rapid transformation of larger secondary α lamellae. The lamellar α in microstructure II is not as stable as that in microstructure I and III because it is formed during cooling from high temperature annealing. Actually, it is the same to the tiny α phase in microstructure III. The transformation process would be smooth and continuous for microstructure II in this temperature range.
A third endothermic peak is observed at 950 to 970 °C. Apparently, this corresponds to the transformation of equiaxed α to β phase. Microstructure I has the highest peak and the corresponding temperature for the third peak is the lowest, which may be attributed to the large volume fraction of primary equiaxed α phase. The finishing points of the peaks are all around 1000 °C, indicating the β transus temperature at a specific heating rate may not be affected by the initial structure.
No matter what initial structure is, there are three obvious endothermic peaks between the room temperature and the β-transus temperature, which correspond to the transformation of tiny secondary α lamellae, the coarse secondary α lamellae and the primary equiaxed α. The multiple forms of the α phase result in such a three stage α-to-β transformation behavior. The starting and ending points of each stage is affected by the initial structure. As the three stages of transformation overlap, it is impossible to obtain the specific starting and ending temperatures.
The three endothermic peaks can also be observed at the heating rate of 20 °C/min. The temperature for each peak increases as expected. However, the temperature interval between different peaks is deceased, indicating the overlapping of the three stages of phase transformation. When the heating rate increases to 40 °C/min, only the first peak can be clearly observed. The high heating rate increases the driving force for α-to-β transformation, which promotes the transformation of equiaxed α and the coarse lamellar α.
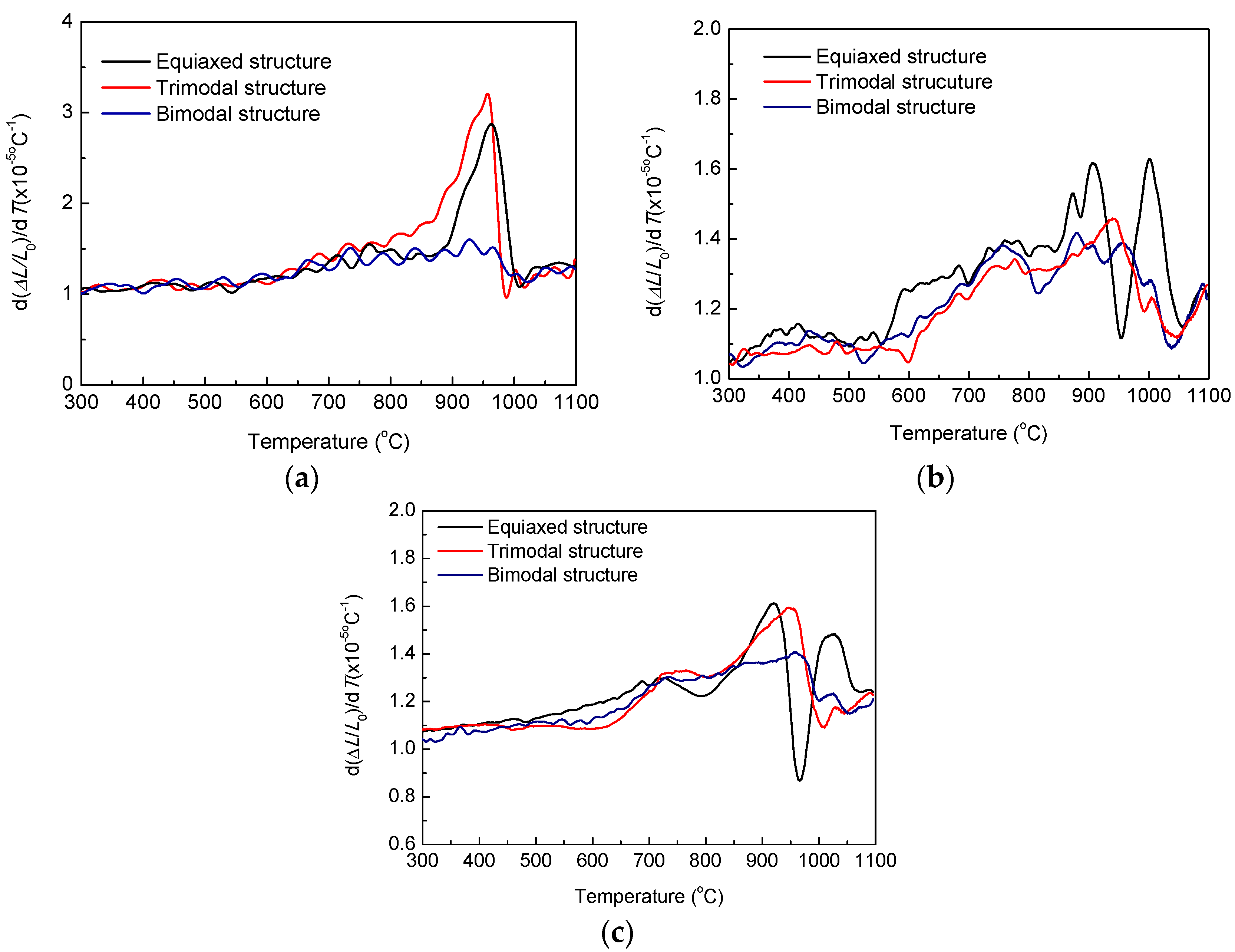
The β-to-α phase transformation is accompanied by a volume contraction of 0.15–0.3% [19]. In two-phase titanium alloy, the overall expansion was related to the expansions of the constituent phases and the relative volume fractions. During continuous heating, the length change of the specimens was influenced in the following aspects: the dilatation by lattice change, the thermal expansion of the lattice and additional expansion of the β lattice due to the impoverishment of β stabilizers [20]. Because the sample length variation during phase transformation was not apparent in two-phase titanium alloy, the derivatives of length change with respect to temperature (dL/dT) were used to investigate β-α-β phase transformation, as shown in Figure 8. During continuous heating, the metastable β matrix firstly decomposed to acicular α phases and an increase of length change may be observed in dilatometric curves [12]. However, due to the element partitioning, the lattice of the β phase also contracts [20]. As a result, the thermal expansion rate varies little below 600 °C irrespective of initial structure and heating rate in this work. Due to the lattice expansion of β phase, the TA15 titanium alloy shows a slight increase in expansion rate when the heating temperature is above 600 °C. A similar behavior was also observed in the Ti-6Al-4V alloy. At the lowest heating rate of 5 °C/min, a substantial increase in expansion rate was observed for the initially microstructure I and III, while the variation in expansion rate was low for microstructure II. This is because the residual β phase and lamellar α are cooled from the high temperature β phase, which has a relatively low content of V. The lattice expansion would be low as the element partitioning is not significant. On the other hand, when the equiaxed α transforms to β phase, β stabilizers would diffuse over a long distance as the deviation of β stabilizer content in equiaxed α and β phase is very large. So the degree of enrichment of β stabilizers in β matrix would severely decrease, which increased the lattice parameter of β phase. Therefore, there was an apparent expansion in dilatometric curves in the third stage.
A sudden decrease in expansion rate occurs at about 950 °C for initially microstructure I and III. Barriobero-Vila et al. [14] found that the expansion in β lattice is more significant when the fraction of β phase is low. With the increase of β fraction, the phase transformation has less effect on the composition of β phase. The expansion of β lattice is more sluggish. Meanwhile, the rapid phase transition may cause significant volume contraction. Thus, the expansion rate drops dramatically. As the α-β phase transition was dominant in the four stages of β-α-β transformation, the obvious peak (Figure 8a) in the curves of derivative of length change corresponded with the starting and ending of the transformation from α to β phase.
The phase transformation sequence in continuous heating is summaried in Table 2. Microstructures I and III undergo a four stage phase transformation: the decomposition of residual β phase to the tiny secondary α laths, the transformation of tiny α laths, the transformation of coarse α laths and the transformation of equiaxed α. The secondary and third stages overlap for microstructure II because the existed α laths are thin. The four stages of phase transformation overlap with increasing heating rate.
Dilatometry and DSC can be used to quantify the kinetics of phase transformations [21,22]. In this paper, the dilatometric methods have been adopted. Commonly, the transformed rate increases with temperature in a sigmoidal way. So the results are not presented in this work. In fact, the transformation rate was not measured by the volume contraction in α to β transformation but evaluated by the rapid increase in lattice parameter of β phase, as an increase in expansion rate during transformation is observed at all heating rates. Due to the nonlinearity in lattice expansion and the volume contraction by transformation, it may be concluded that the dilatometry can not be used to estimate the transformation kinetics in TA15 titanium alloy.
3.3. Transformation Kinetics
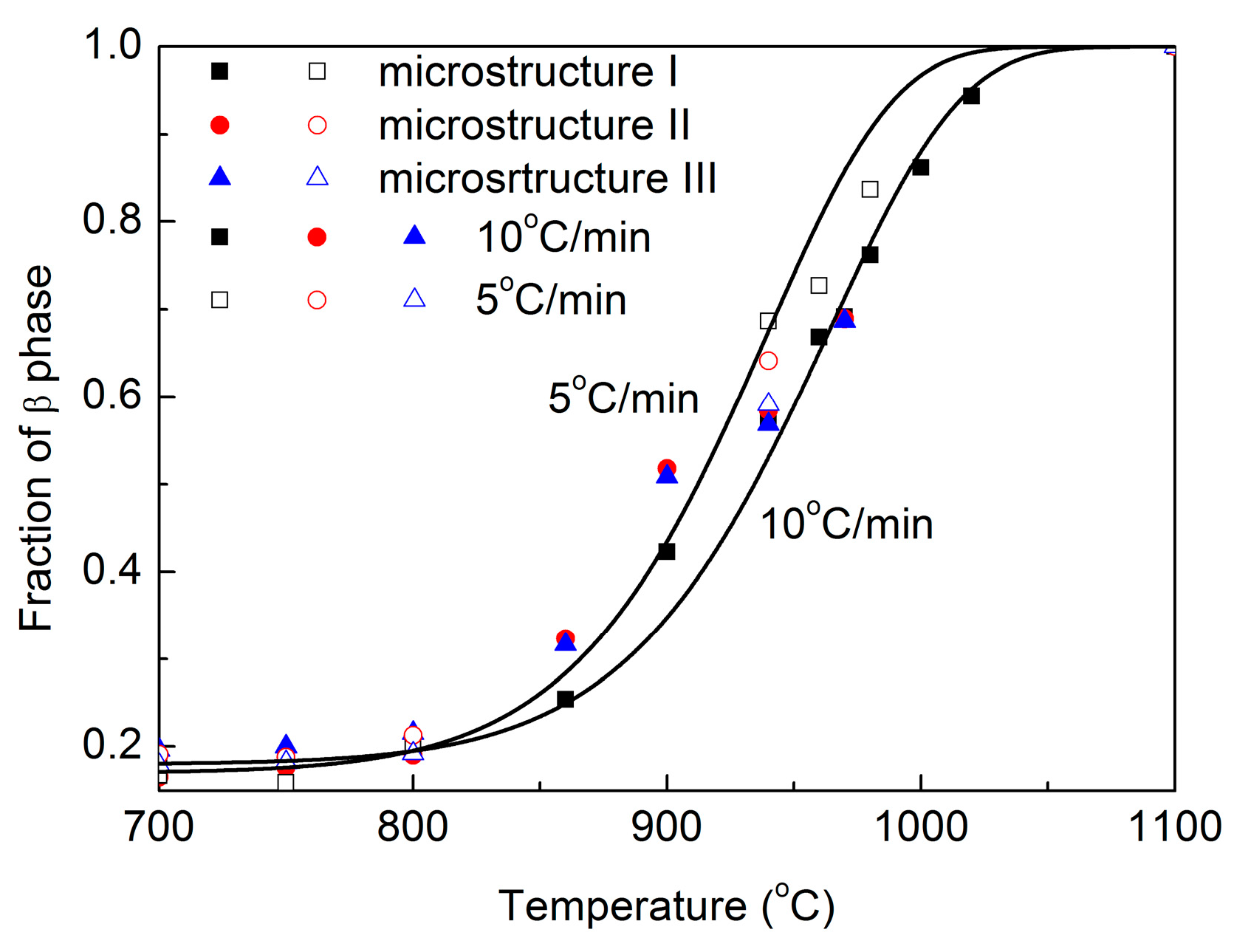
The kinetics measured for different initial structures showed that the effect of initial microstructure is negligible especially when the transformation of equiaxed α becomes dominant, as shown in Figure 9. For each initial structure, the volume fraction of β phase increases slowly with the temperature before 800 °C and the increases sharply until all the α phase was transformed. At the heating rate of 5 °C/min, the volume fraction of β phase around 940 °C was the highest for microstructure I. With increasing heating rate, the specimen with microstructure I has the lowest fraction of β phase.
In this temperature range, there still exists a large fraction of lamellar α in specimens with initially microstructure II and III (Figure 10). On the contrast, only the equiaxed α phase is left for microstructure I. At a low heating rate, the phase fraction is more close to the equilibrium value. The phase fraction is more affected by the chemical compositions of the constituent phases. The content of β stabilizers in α lamellae is higher than that in equiaxed α. In the presence of lamellar α, the fraction of α phase is larger according to the lever rule. At a higher heating rate, the transformation rate is more determined by the diffusion of the β stabilizer (Mo and V for the TA15 alloy). The α lamellae are thin and distributed in the residual β matrix. Along with the high content of β stabilizer, the phase transformation is faster when there are large amount of α lamellae.
The phase transformation kinetics in isothermal condition is often depicted by the Johnson–Mehl–Avrami (JMA) approach:
where f(t) is the transformed fraction at a specific time t, n is the JMA exponent, and k is a rate constant. In non-isothermal conditions, k is taken to be a function of temperature which is given by:
where k0 is a constant, Q is the activation energy of the transformation, R is the gas constant, and T is the absolute temperature. Elmer et al. [15] suggested that a unique activation energy under non-isothermal conditions is not always possible because the nucleation and growth of the β phase are simultaneously operating. Their contributions are temperature and rate dependent and influenced by the initial structure. However, the α-to-β transformation in titanium alloys often has a large growth component and it is possible to simplify it by using the activation energy of growth. It has been found in the continuous cooling of TA15 titanium alloy that Mo diffusion through β matrix controls the epitaxial growth of primary α due to its slowest diffusivity [23]. Assuming the diffusion of V in β phase controls the transformation and the mobility of the α-β interface is high, Elmer [15] suggested to use the activation energy for the diffusion of V to represent the activation energy for phase transformation in a Ti-6Al-4V alloy. These assumptions are also valid in the TA15 titanium alloy [23].The activation energy for diffusion of Mo is determined to be 154 kJ/mol [24]. It is used as a starting value for parameter identification. The JMA exponent n also has physical significance. Elmer et al. [15] used a value of n = 4 to represent a transformation mechanism involving both growth and nucleation. For diffusion controlled transformation under isothermal condition, the value should be larger than 2.5. The value of 4 is also employed as a starting value.
Using the numerical procedure in Ref. [18], the optimized parameters are given in Table 3. The calculated JMA exponent is near 1. This means the phase transformation is controlled by the growth of existing large β phase. This is in accordance with the microstructural developments in the current work. Elmer [15] reported a much higher value of JMA exponent. In their work, the heating rate is hundreds of times larger than the current work, which may change the mechanism of phase transformation.
4. Conclusions
Experimental study was carried out on the effect of initial structure on microstructure evolution in continuous heating of a near-α TA15 titanium alloy. The following conclusions were drawn:
- (1)
- A four stage phase transformation occurs during continuous heating of the TA15 titanium alloy for microstructure I and III: the decomposition of residual β phase, the transformation of tiny α laths, the transformation of coarse α laths and the transformation of equiaxed α. The secondary and third stages overlap for microstructure II. The four stages of phase transformation overlap with increasing heating rate.
- (2)
- The α-to-β transformation is accompanied by the coarsening of secondary α laths for microstructure II, resulting in significant changes in the size and volume fraction of α laths.
- (3)
- The phase transformation kinetics is not affected by the initial structure when the transformation of equiaxed α becomes dominant. In the presence of lamellar α, the specimen with initially microstructure I has the highest transformed fraction under slow heating but the lowest transformed fraction under rapid heating.
- (4)
- The transformed fraction increases with temperature in a sigmoidal way which can be fitted by the JMA model. The determined JMA exponent is close to 1, suggesting phase transformation is controlled by the growth of existing large β phase.
Acknowledgments
This work is supported by the National Natural Science Foundation of China (No. 51575449), Research Fund of the State Key Laboratory of Solidification Processing (NWPU), China (No. 104-QP-2014), and 111 Project (B08040).
Author Contributions
Xiaoguang Fan conceived and designed the experiments and interpret the data, Qi Li and Xiaoguang Fan wrote the paper, Anming Zhao analyzed the data and Yuguo Shi performed the experiments, Wenjia Mei collected the literatures.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Lütjering, G.; Williams, J.C. Titanium; Springer: Berlin, Germany, 2007. [Google Scholar]
- Beranoagirre, A.; Lacalle, L.N.L. Grinding of gamma TiAl intermetallic alloys. Procedia Eng. 2013, 63, 489–498. [Google Scholar] [CrossRef]
- Beranoagirre, A.; Olvera, D.; Lacalle, L.N.L. Milling of gamma titanium–aluminum alloys. Int. J. Adv. Manuf. Technol. 2012, 62, 83–88. [Google Scholar] [CrossRef]
- Zhou, Y.G.; Zeng, W.D.; Yu, H.Q. An investigation of a new near-beta forging process for titanium alloys and its application in aviation components. Mater. Sci. Eng. A 2005, 393, 204–212. [Google Scholar] [CrossRef]
- Tang, B.; Kou, H.; Zhang, X.; Gao, P.; Li, J. Study on the formation mechanism of α lamellae in a near β titanium alloy. Prog. Nat. Sci. Mater. Int. 2016, 26, 385–390. [Google Scholar] [CrossRef]
- Sun, Z.; Guo, S.; Yang, H. Nucleation and growth mechanism of α-lamellae of Ti alloy TA15 cooling from an α + β phase field. Acta Mater. 2013, 61, 2057–2064. [Google Scholar] [CrossRef]
- He, D.; Zhu, J.C.; Zaefferer, S.; Raabe, D.; Liu, Y.; Lai, Z.L.; Yang, X.W. Influences of deformation strain, strain rate and cooling rate on the Burgers orientation relationship and variants morphology during β → α phase transformation in a near α titanium alloy. Mater. Sci. Eng. A 2012, 549, 20–29. [Google Scholar] [CrossRef]
- Zhao, Z.B.; Wang, Q.J.; Hu, Q.M.; Liu, J.R.; Yu, B.B.; Yang, R. Effect of β (110) texture intensity on α-variant selection and microstructure morphology during β/α phase transformation in near α titanium alloy. Acta Mater. 2017, 126, 372–382. [Google Scholar] [CrossRef]
- Kherrouba, N.; Bouabdallah, M.; Badji, R.; Carron, D.; Amir, M. β to α transformation kinetics and microstructure of Ti-6Al-4V alloy during continuous cooling. Mater. Chem. Phys. 2016, 181, 462–469. [Google Scholar] [CrossRef]
- Liu, H.H.; Niinomi, M.; Nakai, M.; Cho, K.; Fujii, H. Deformation-induced omega-phase transformation in a beta-type titanium alloy during tensile deformation. Scr. Mater. 2017, 130, 27–31. [Google Scholar] [CrossRef]
- Jonas, J.J.; Aranas, C.; Fall, A.; Jahazi, M. Transformation softening in three titanium alloys. Mater. Des. 2017, 113, 305–310. [Google Scholar] [CrossRef]
- Wang, Y.H.; Kou, H.C.; Chang, H.; Zhu, Z.; Su, X.; Li, J.; Zhou, L. Phase transformation in TC21 alloy during continuous heating. J. Alloys Compd. 2009, 472, 252–256. [Google Scholar] [CrossRef]
- Sha, W.; Guo, Z.L. Phase evolution of Ti–6Al–4V during continuous heating. J. Alloys Compd. 1999, 290, L3–L7. [Google Scholar] [CrossRef]
- Barriobero-Vila, P.; Requena, G.; Buslaps, T.; Alfeld, M.; Boesenberg, U. Role of element partitioning on the α–β phase transformation kinetics of a bi-modal Ti–6Al–6V–2Sn alloy during continuous heating. J. Alloys Compd. 2015, 626, 330–339. [Google Scholar] [CrossRef]
- Elmer, J.W.; Palmer, T.A.; Babu, S.S.; Zhang, W.; DebRoy, T. Phase transformation dynamics during welding of Ti–6Al–4V. J. Appl. Phys. 2004, 95, 8327–8339. [Google Scholar] [CrossRef]
- Guo, L.G.; Zhu, S.; Yang, H.; Fan, X.G.; Chen, F.L. Quantitative analysis of microstructure evolution induced by temperature rise during (α + β) deformation of TA15 titanium alloy. Rare Met. 2016, 35, 223–229. [Google Scholar] [CrossRef]
- Chen, F.; Xu, G.; Zhang, X.; Zhou, K. Exploring the phase transformation in β-quenched Ti-55531 alloy during continuous heating via, dilatometric measurement, microstructure characterization, and diffusion analysis. Metall. Mater. Trans. A 2016, 47, 5383–5394. [Google Scholar] [CrossRef]
- Malinov, S.; Guo, Z.; Sha, W.; Wilson, A. Differential scanning calorimetry study and computer modeling of β ⇒ α phase transformation in a Ti-6Al-4V alloy. Metall. Mater. Trans. A 2001, 32, 879–887. [Google Scholar] [CrossRef]
- Motyka, M.; Kubiak, K.; Sieniawski, J.; Ziaja, W. Phase transformations and characterization of α + β titanium alloys. In Comprehensive Materials Processing; Hashmi, S., Ed.; Elsevier: Amsterdam, The Netherlands, 2014; Volume 2, pp. 7–36. [Google Scholar]
- Elmer, J.W.; Palmer, T.A.; Babu, S.S.; Specht, E.D. In situ observations of lattice expansion and transformation rates of α and β phases in Ti–6Al–4V. Mater. Sci. Eng. A 2005, 391, 104–113. [Google Scholar] [CrossRef]
- Guo, Z.; Keong, K.G.; Sha, W. Crystallisation and phase transformation behaviour of electroless nickel phosphorus platings during continuous heating. J. Alloys Compd. 2003, 358, 112–119. [Google Scholar] [CrossRef]
- Liu, Y.C.; Sommer, F.; Mittemeijer, E.J. Abnormal austenite–ferrite transformation behavior in substitutional Fe-based alloys. Acta Mater. 2003, 51, 507–519. [Google Scholar] [CrossRef]
- Meng, M.; Yang, H.; Fan, X.G.; Yan, S.L.; Zhao, A.M.; Zhu, S. On the modeling of diffusion-controlled growth of primary α in heat treatment of two-phase Ti-alloys. J. Alloys Compd. 2016, 691, 67–80. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Lehner, T.M.; Miller, J.D.; Doherty, R.D.; Fueere, D.U. α/β heat treatment of a titanium alloy with a nonuniform microstructure. Metall. Mater. Trans. A 2007, 38, 910–921. [Google Scholar] [CrossRef]
Figure 1.
Optical microscopy images of the microstructures prior to heating: (a) microstructure I; (b) microstructure II; (c) microstructure III.
Figure 1.
Optical microscopy images of the microstructures prior to heating: (a) microstructure I; (b) microstructure II; (c) microstructure III.

Figure 2.
Optical microscopy micrographs of samples with initially microstructure I after heated up to (a) 700 °C; (b) 800 °C; (c) 860 °C; (d) 900 °C; (e) 940 °C and (f) 970 °C at 10 °C/min.
Figure 2.
Optical microscopy micrographs of samples with initially microstructure I after heated up to (a) 700 °C; (b) 800 °C; (c) 860 °C; (d) 900 °C; (e) 940 °C and (f) 970 °C at 10 °C/min.

Figure 3.
Optical microscopy micrographs of specimens with initially microstructure II after heated up to (a) 750 °C; (b) 800 °C; (c) 860 °C; (d) 940 °C at 10 °C/min.
Figure 3.
Optical microscopy micrographs of specimens with initially microstructure II after heated up to (a) 750 °C; (b) 800 °C; (c) 860 °C; (d) 940 °C at 10 °C/min.
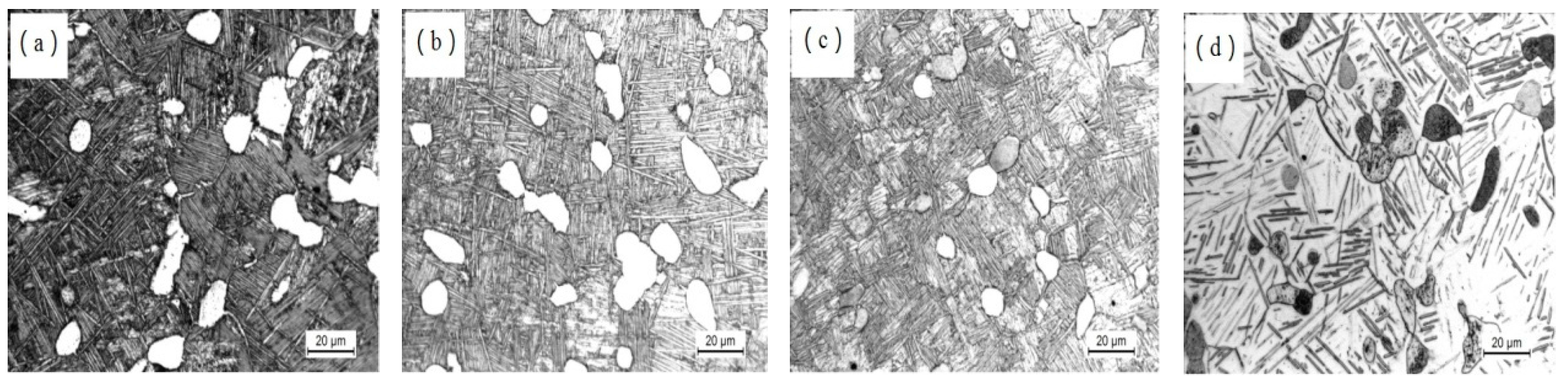
Figure 4.
Secondary electron images of the lamellar α from initially microstructure II after heated up to (a) 700 °C; (b) 900 °C; (c) 940 °C; (d) 970 °C.
Figure 4.
Secondary electron images of the lamellar α from initially microstructure II after heated up to (a) 700 °C; (b) 900 °C; (c) 940 °C; (d) 970 °C.

Figure 5.
Optical microscopy images of the specimens after heated up from initially microstructure III: (a) 700 °C, Water quenched (WQ); (b) 800 °C, WQ; (c) 940 °C, WQ; (d) 970 °C, WQ.
Figure 5.
Optical microscopy images of the specimens after heated up from initially microstructure III: (a) 700 °C, Water quenched (WQ); (b) 800 °C, WQ; (c) 940 °C, WQ; (d) 970 °C, WQ.

Figure 6.
Secondary electron images of the lamellar α with initially microstructure III: (a) 800 °C, WQ; (b) 860 °C, WQ; (c) 900 °C, WQ; (d) 970 °C, WQ.
Figure 6.
Secondary electron images of the lamellar α with initially microstructure III: (a) 800 °C, WQ; (b) 860 °C, WQ; (c) 900 °C, WQ; (d) 970 °C, WQ.

Figure 7.
DSC curves of the different initially structures at the heating rate of (a) 10 °C/min; (b) 20 °C/min; (c) 40 °C/min.
Figure 7.
DSC curves of the different initially structures at the heating rate of (a) 10 °C/min; (b) 20 °C/min; (c) 40 °C/min.

Figure 8.
Derivatives of length change with respect to temperature (dL/dT) of the different initially structures at the heating rate of (a) 5 °C/min; (b) 10 °C/min; (c) 20 °C/min.
Figure 8.
Derivatives of length change with respect to temperature (dL/dT) of the different initially structures at the heating rate of (a) 5 °C/min; (b) 10 °C/min; (c) 20 °C/min.

Figure 9.
Measured fraction β with temperature at different heating rates.

Figure 10.
Optical microscopy micrographs of specimens after heated up to 940 °C at 5 °C/min: (a) equiaxed structure; (b) bimodal structure; (c) trimodal structure.
Figure 10.
Optical microscopy micrographs of specimens after heated up to 940 °C at 5 °C/min: (a) equiaxed structure; (b) bimodal structure; (c) trimodal structure.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The mechanical properties of different microstructures for TA15 titanium alloy (compared to equiaxed structure).
Table 1.
The mechanical properties of different microstructures for TA15 titanium alloy (compared to equiaxed structure).
| Microstructure | Yield Strength | Elongation | Fracture Toughness | Creep Strength | HCF Strength | LCF Strength |
|---|---|---|---|---|---|---|
| Bimodal | ++ | −/o | + | + | +/o | + |
| Trimodal | + | −/o | + | + | + | ++ |
Table 2.
Phase transformation sequence in continuous heating of TA15 alloy.
| Microstructure | Phase Transition |
|---|---|
| I | residual β-secondary α, secondary α-β, lamellar α-β, equaixed α-β |
| II | residual β-secondary α, secondary α/lamellar α-β, equaixed α-β |
| III | residual β-secondary α, secondary α-β, lamellar α-β, equaixed α-β |
Table 3.
Calculated Johnson–Mehl–Avrami (JMA) parameters for the continuous heating of TA15 titanium alloy.
Table 3.
Calculated Johnson–Mehl–Avrami (JMA) parameters for the continuous heating of TA15 titanium alloy.
| ln (k0) | n | Q (kJ/mol) |
|---|---|---|
| 26.9 | 0.75 | 333 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Fan, X.; Li, Q.; Zhao, A.; Shi, Y.; Mei, W. The Effect of Initial Structure on Phase Transformation in Continuous Heating of a TA15 Titanium Alloy. Metals 2017, 7, 200. https://doi.org/10.3390/met7060200
AMA Style
Fan X, Li Q, Zhao A, Shi Y, Mei W. The Effect of Initial Structure on Phase Transformation in Continuous Heating of a TA15 Titanium Alloy. Metals. 2017; 7(6):200. https://doi.org/10.3390/met7060200
Chicago/Turabian StyleFan, Xiaoguang, Qi Li, Anming Zhao, Yuguo Shi, and Wenjia Mei. 2017. "The Effect of Initial Structure on Phase Transformation in Continuous Heating of a TA15 Titanium Alloy" Metals 7, no. 6: 200. https://doi.org/10.3390/met7060200
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.