The Effect of Niobium on the Changing Behavior of Non-Metallic Inclusions in Solid Alloys Deoxidized with Mn and Si during Heat Treatment at 1473 K


Abstract
:1. Introduction
2. Experimental Methods
2.1. Materials
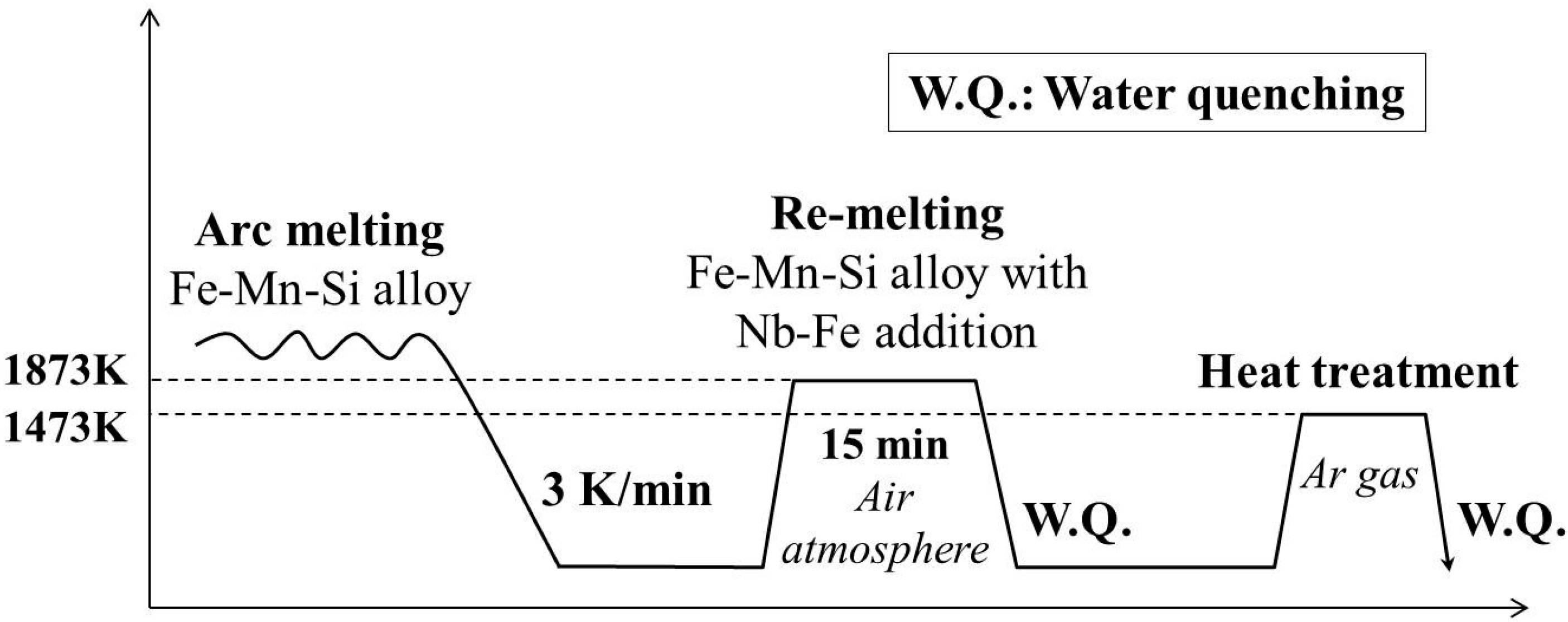
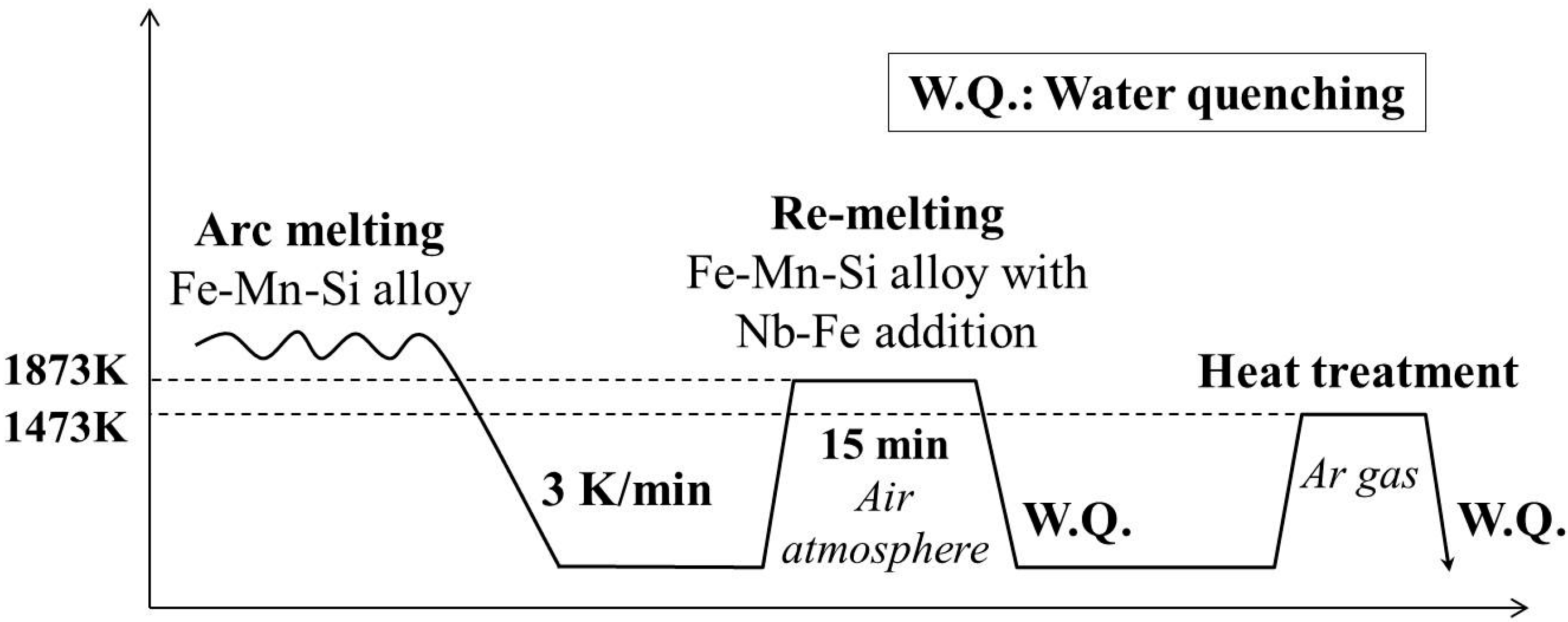
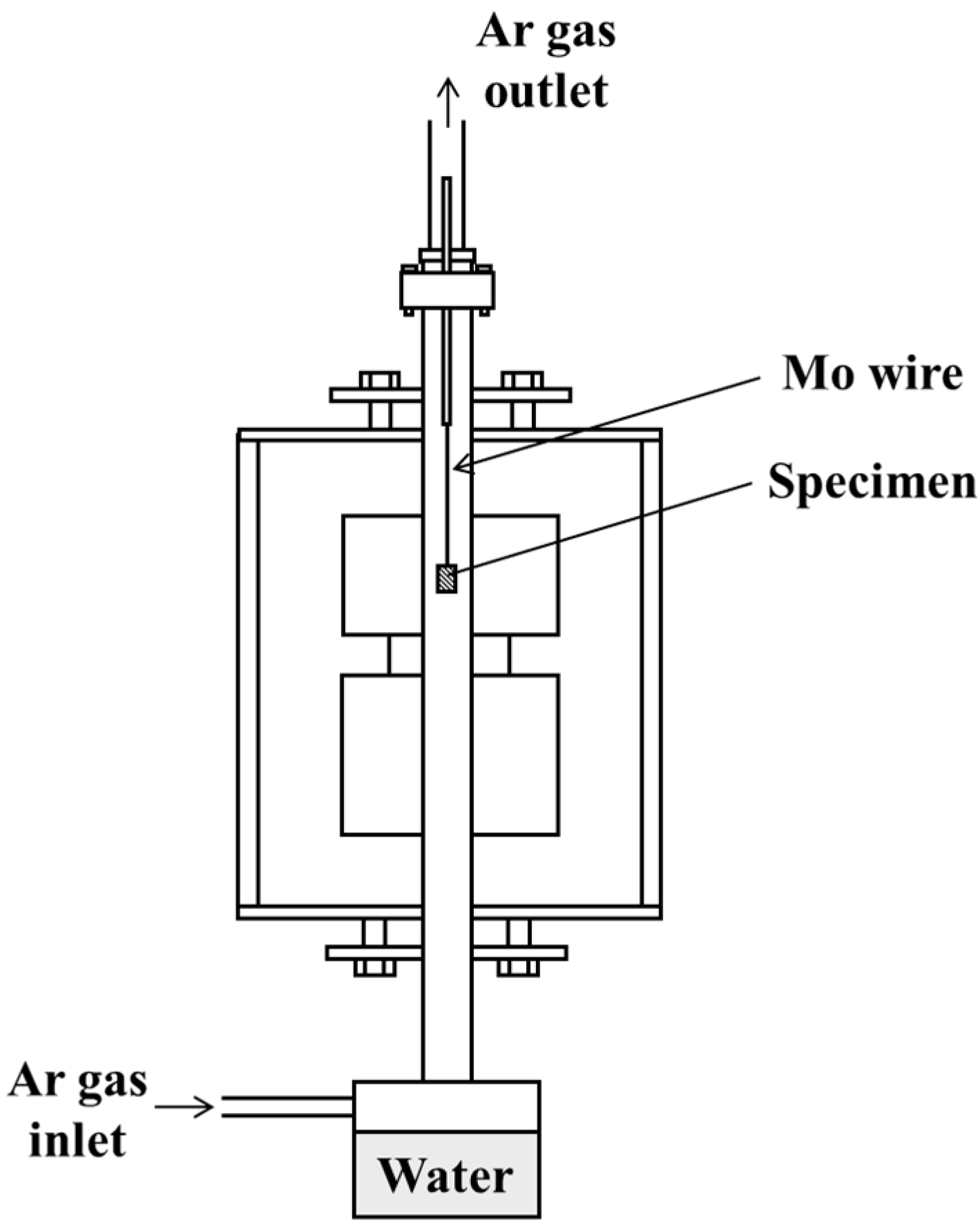
2.2. Heat Treatment
2.3. EPMA Analysis
3. Results
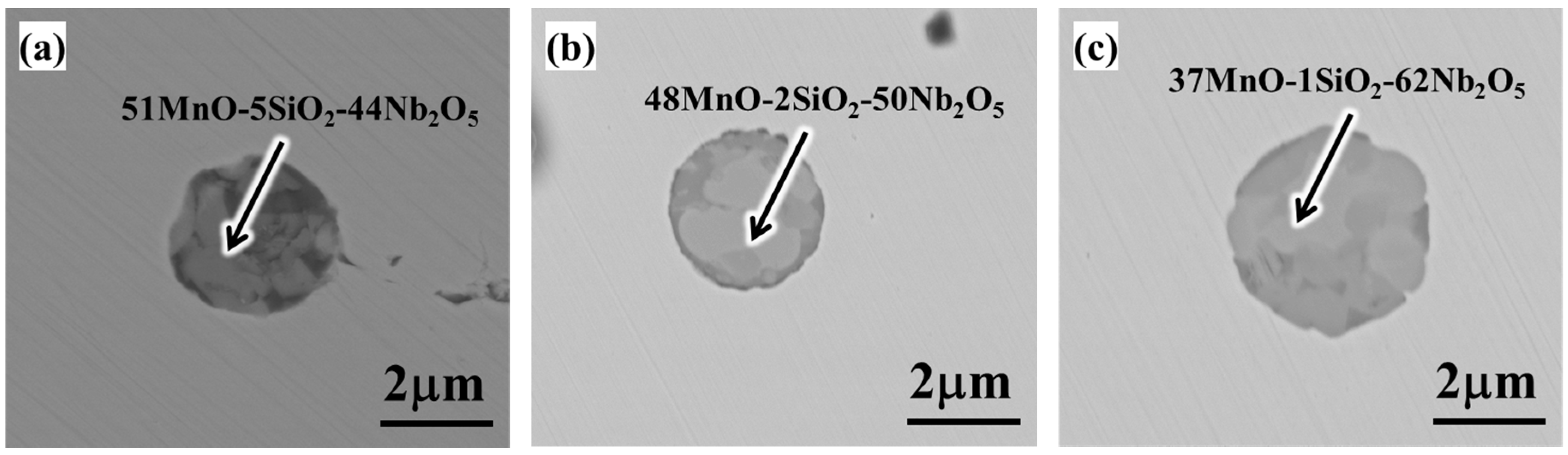
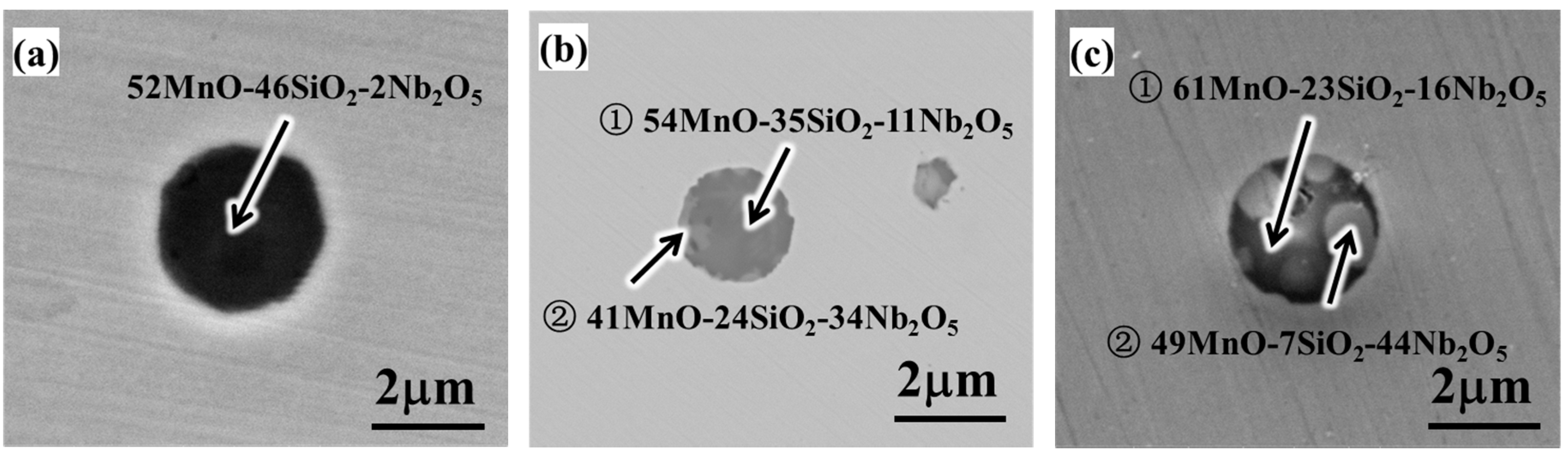
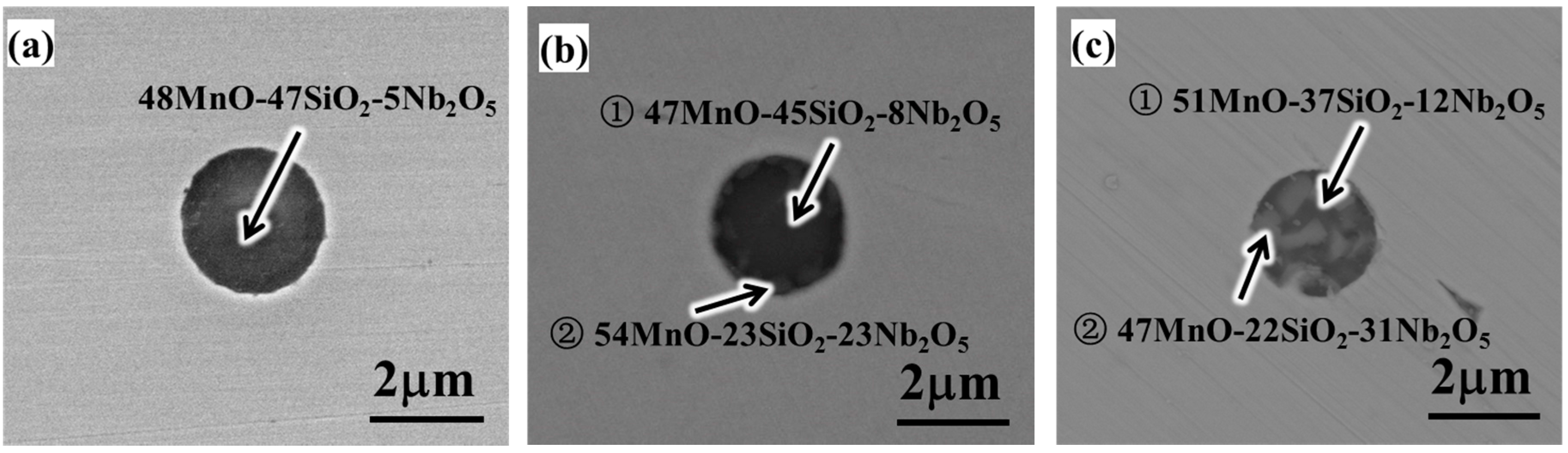
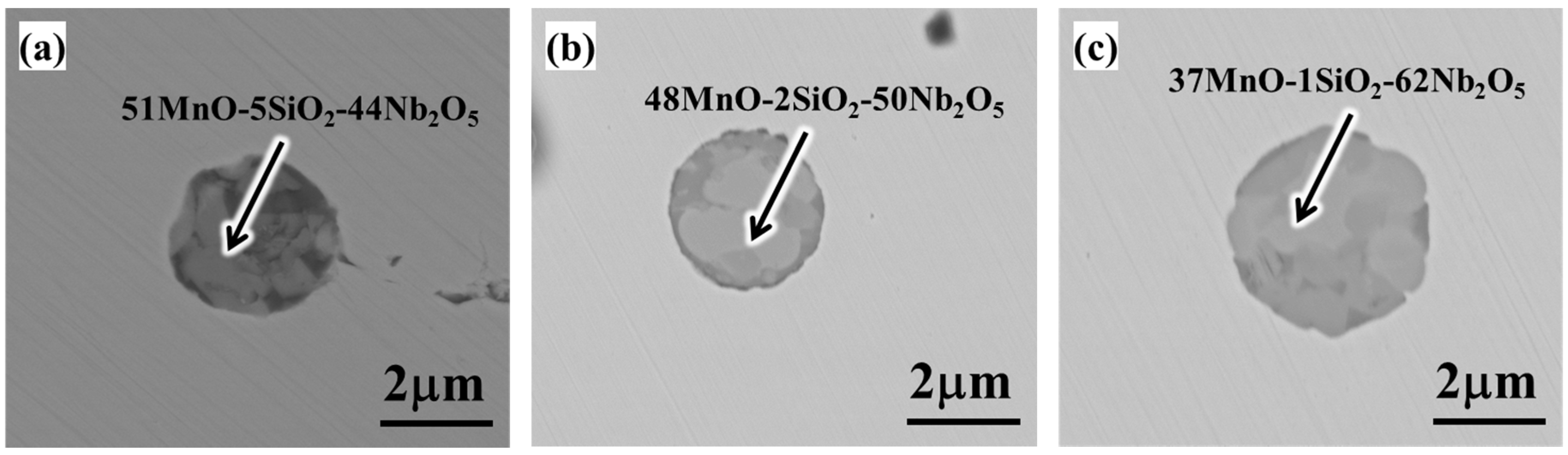
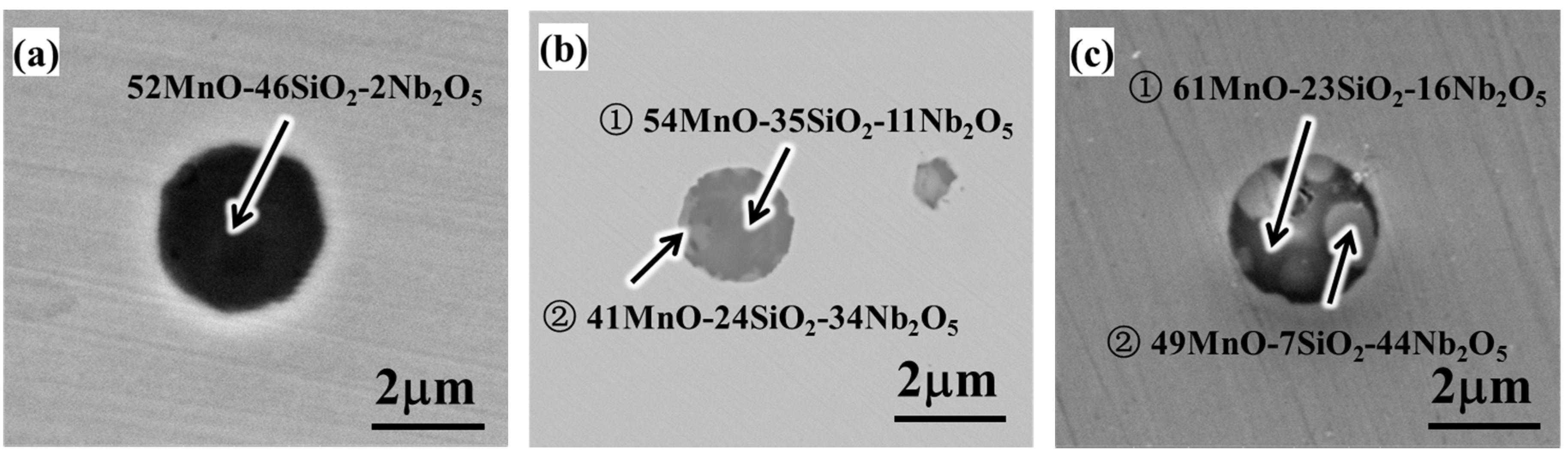
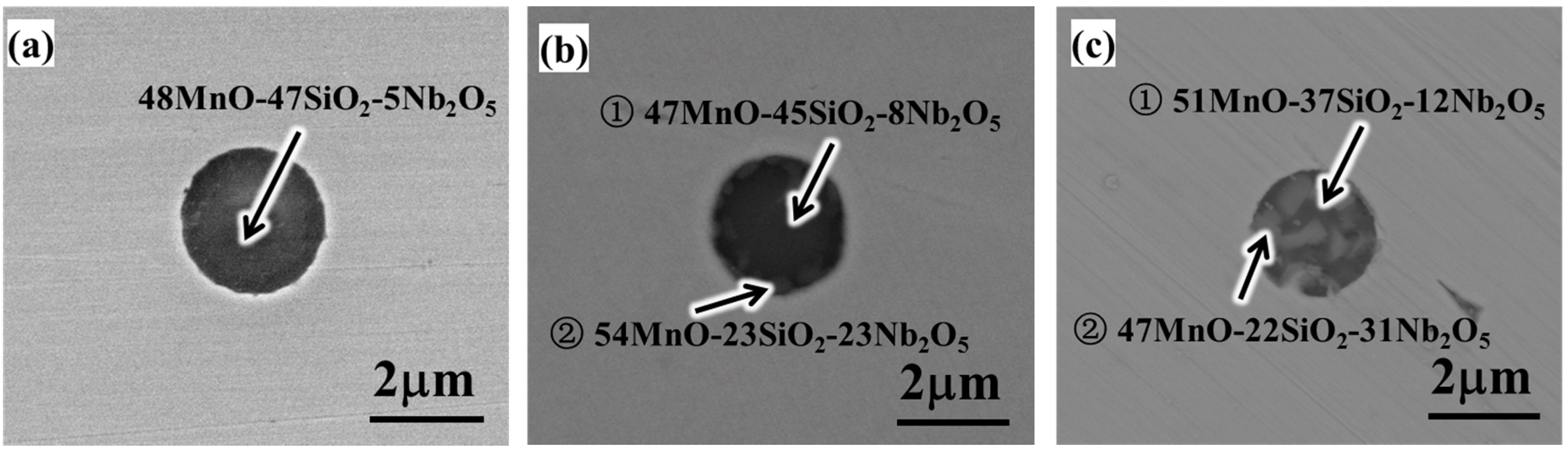
3.1. Influence of Heat Treatment at 1473 K on the Morphology and Compositions of Oxide Inclusions
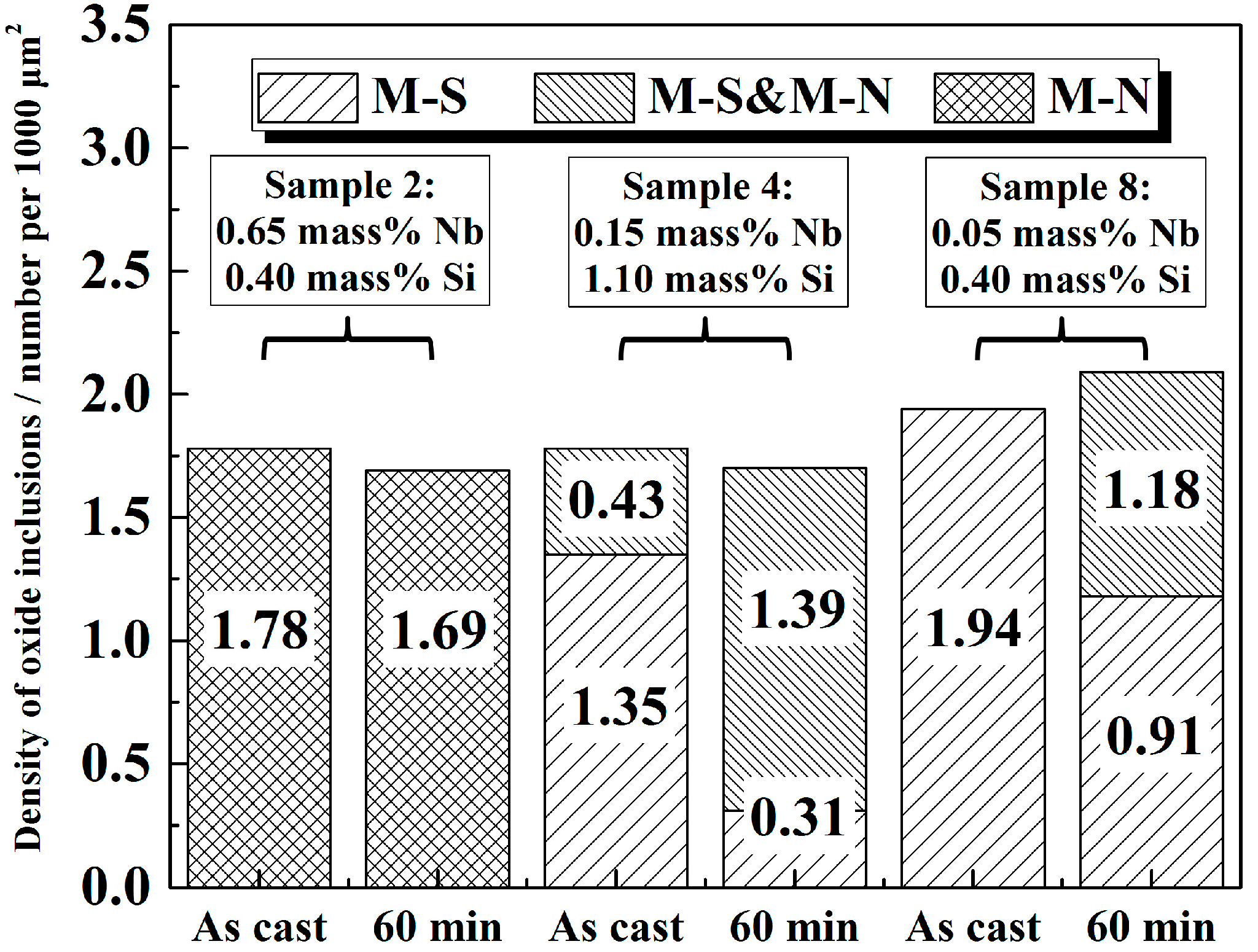
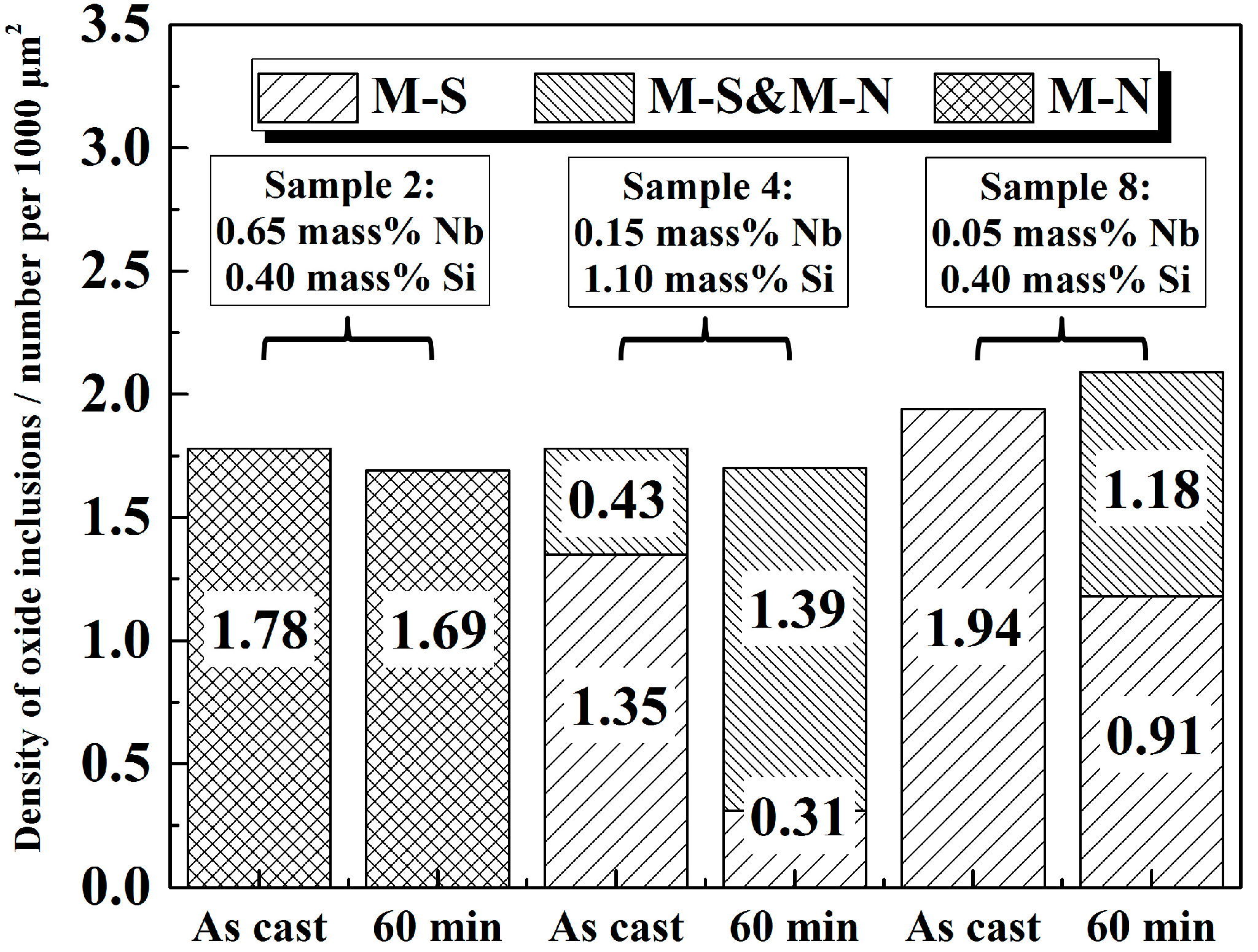
3.2. Influence of Nb, Si and Mn Contents of the Alloy on Change in Type and Quantity of Oxide Inclusions
4. Discussion
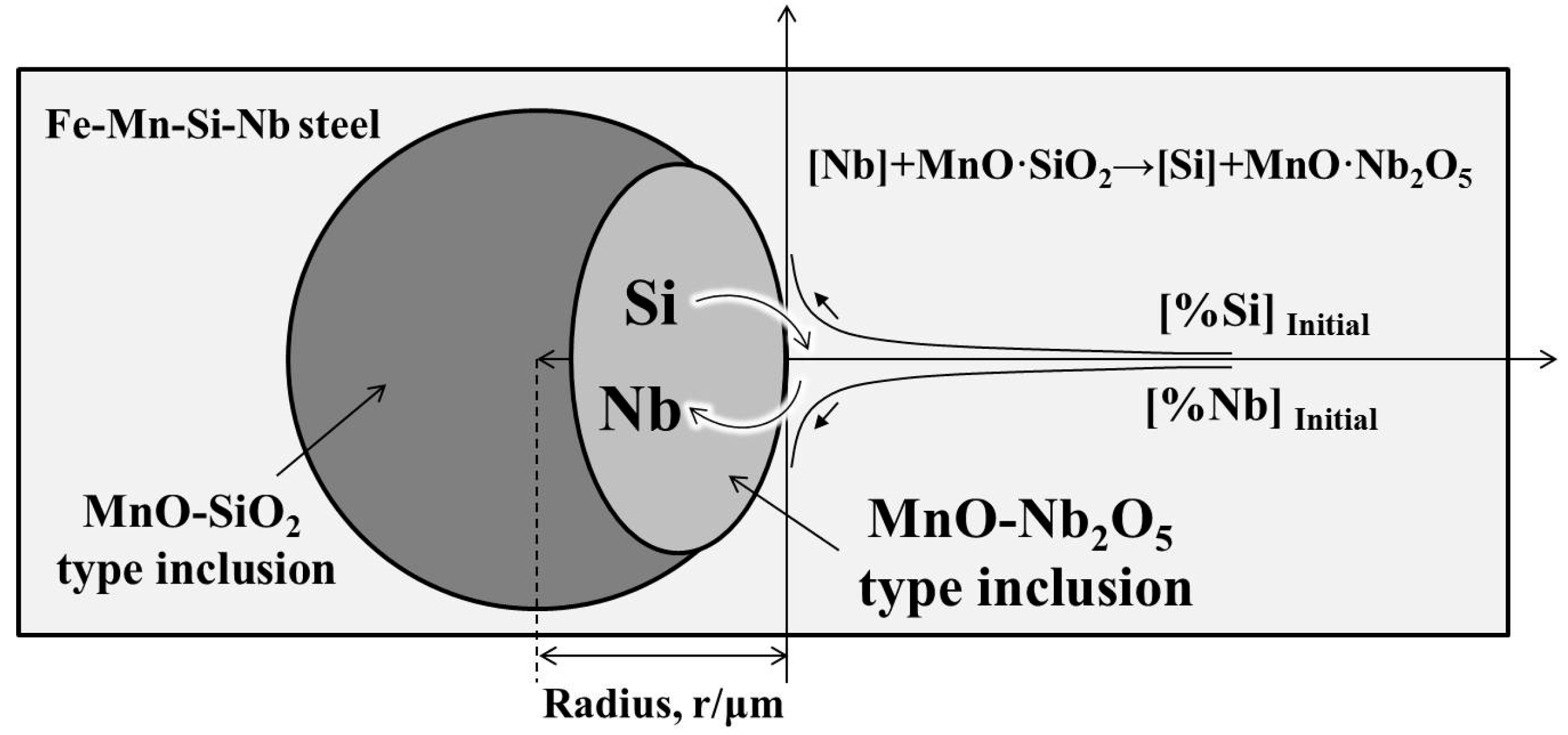
4.1. Mechanism of the Interface Reaction between the Alloy and M-S-Type Inclusion
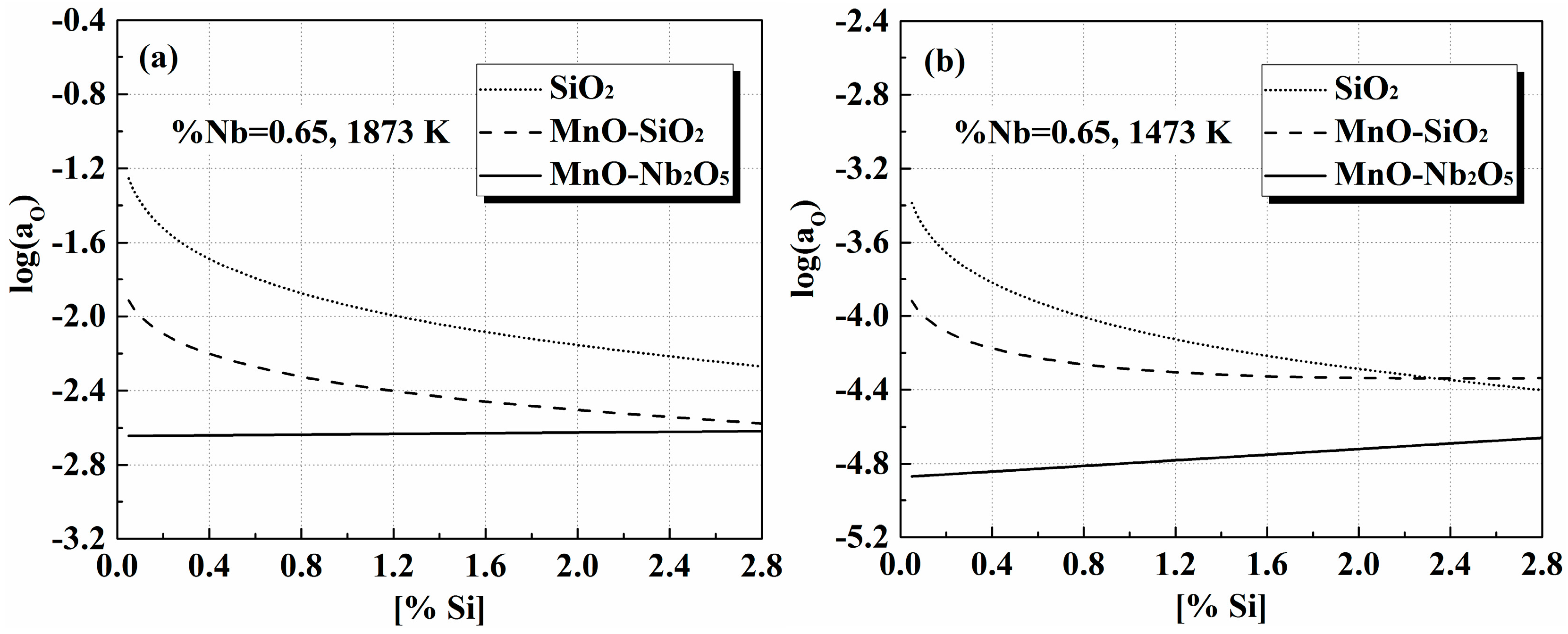
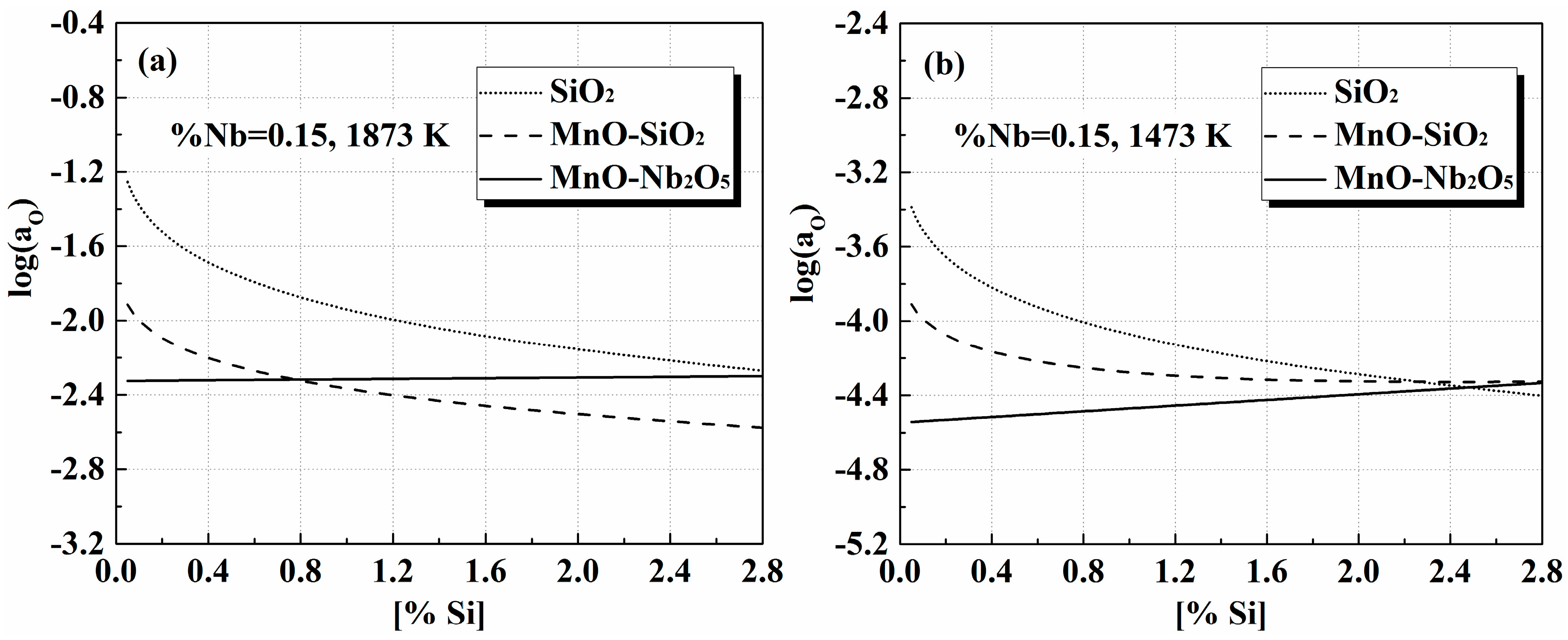
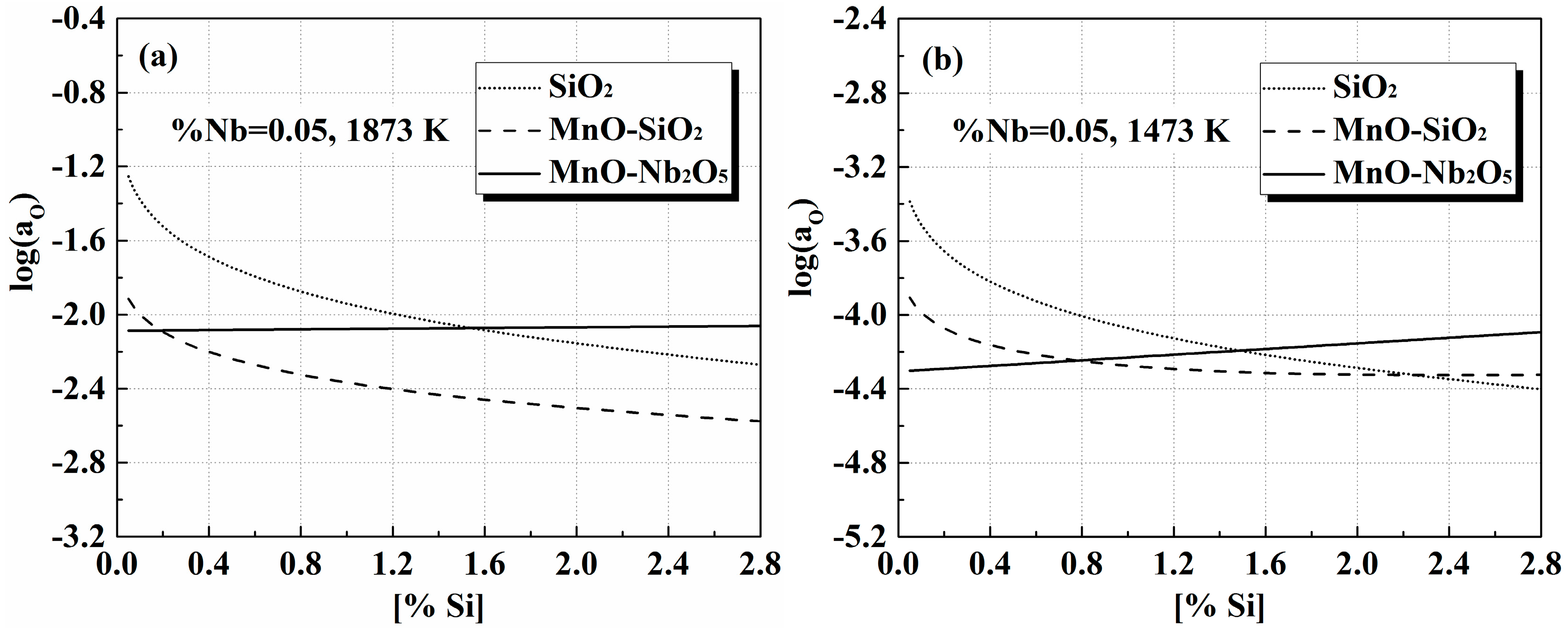
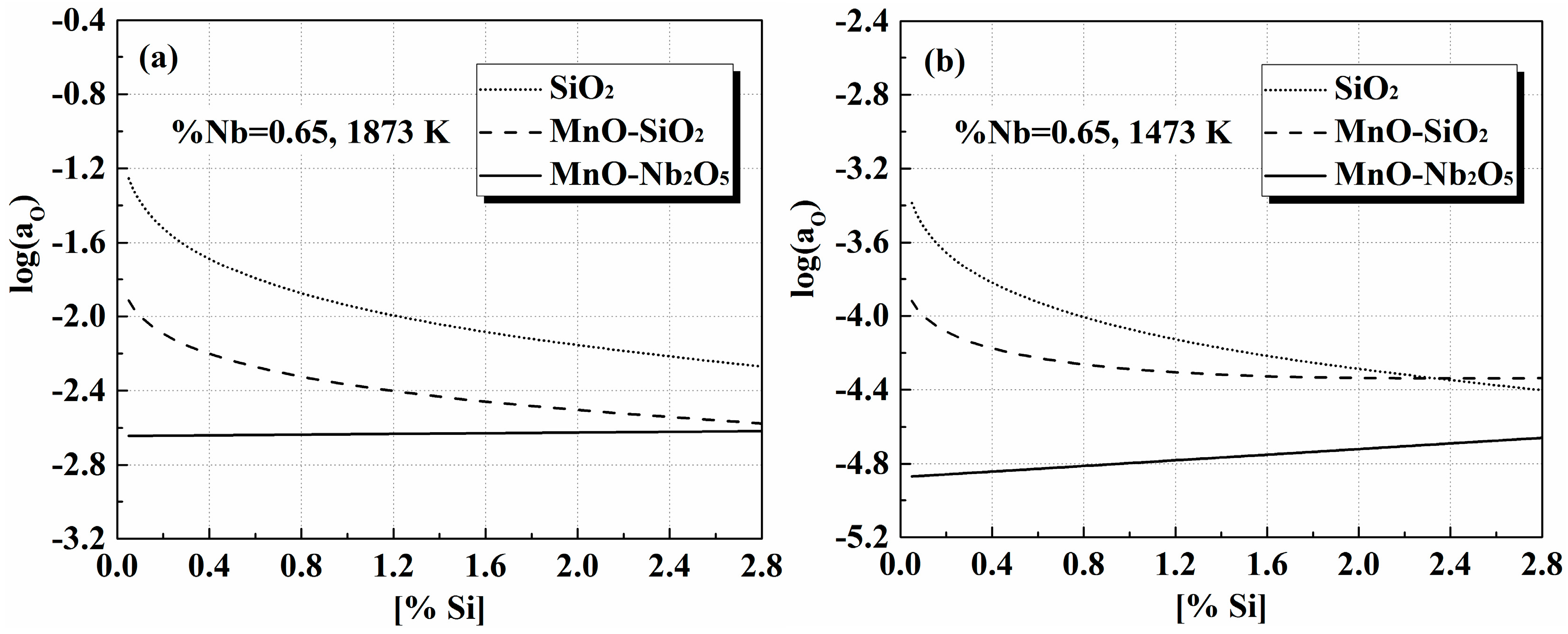
4.2. The Equilibrium Relation between the Alloy and the Oxide Inclusions
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Li, Y.; Wan, X.; Cheng, L.; Wu, K. Effect of oxides on nucleation of ferrite: First principle modelling and experimental approach. Mater. Sci. Technol. 2016, 32, 88–93. [Google Scholar] [CrossRef]
- Yuan, Q.; Xu, G.; Zhou, M.; He, B.; Hu, H. The effect of p on the microstructure and melting temperature of Fe2SiO4 in silicon-containing steels investigated by in situ observation. Metals 2017, 7, 37. [Google Scholar] [CrossRef]
- Wakoh, M. Control of the size and the composition of oxide inclusions for oxides metallurgy. Tetsu-to-Hagane 2009, 95, 713–720. [Google Scholar]
- Gao, X.; Yang, S.; Li, J.; Yang, Y.; Chattopadhyay, K.; Mclean, A. Effects of MgO nanoparticle additions on the structure and mechanical properties of continuously cast steel billets. Metall. Mater. Trans. A 2016, 47B, 461–470. [Google Scholar] [CrossRef]
- Shibata, H.; Kimura, K.; Tanaka, T.; Kitamura, S. Mechanism of change in chemical composition of oxide inclusions in Fe-Cr Alloys deoxidized with Mn and Si by heat treatment at 1473 K. ISIJ Int. 2011, 51, 1944–1950. [Google Scholar] [CrossRef]
- Choi, W.; Matsuura, H.; Tsukihashi, F. Changing behavior of non-metallic inclusions in solid iron deoxidized by Al-Ti addition during heating at 1473 K. ISIJ Int. 2011, 51, 1951–1956. [Google Scholar] [CrossRef]
- Shao, X.; Wang, X.; Jiang, M.; Wang, W.; Huang, F. Effect of heat treatment conditions on shape control of large-sized elongated MnS inclusions in resulfurized free-cutting steels. ISIJ Int. 2011, 51, 1995–2001. [Google Scholar] [CrossRef]
- Liu, C.; Yang, S.; Li, J.; Ni, H.; Zhang, X. Solid-state reaction between Fe-Al-Ca alloy and Al2O3-CaO-FeO oxide during heat treatment at 1473 K (1200 °C). Metall. Mater. Trans. B 2017, 48B, 1348–1357. [Google Scholar] [CrossRef]
- Liu, C.; Ni, H.; Yang, S.; Li, J.; Ye, F. Interfacial reaction mechanism between multi-component oxides and solid alloys deoxidised by Mn and Si during heat treatment. Ironmak. Steelmak. 2017, 44. [Google Scholar] [CrossRef]
- Koldaev, A.; D’yakonov, D.; Zaitsev, A.; Arutyunyan, N. Kinetics of the formation of nanosize niobium carbonitride precipitates in low-alloy structural steels. Metallurgist 2017, 60, 1032–1037. [Google Scholar] [CrossRef]
- Liu, S.; Challa, V.; Natarajan, V.; Misra, R.; Sidorenko, D.; Mulholland, M.; Manohar, M.; Hartmann, J. Significant influence of carbon and niobium on the precipitation behavior and microstructural evolution and their consequent impact on mechanical properties in microalloyed steels. Mater. Sci. Eng. A Struct. 2017, 683, 70–82. [Google Scholar] [CrossRef]
- Kang, Y.; Jung, I. Thermodynamic Modelling of pyrometallurgical oxide systems containing Mn oxides. In Proceedings of the VIII International Conference on Molten Slags, Fluxes and Salts, Santiago, Chile, 18–21 January 2009; Sánchez, M., Parra, P., Riveros, G., Díaz, C., Eds.; Quebecor World: Montreal, Chile, 2009. [Google Scholar]
- Zhao, L. XPS study of the thermal stability of niobium surface oxides. Acta Phys. Chim. Sin. 1988, 4, 558–560. [Google Scholar]
- Han, H.; Lin, Q.; Wei, S. Binary system 4MnO-Nb2O5-SiO2—One of the binary sections in the ternary system MnO-Nb2O5-SiO2. Chin. J. Met. Sci. Technol. 1990, 6, 136–138. [Google Scholar]
- Takada, J.; Yamamoto, S.; Kikuchi, S.; Adachi, M. Determination of diffusion coefficient of oxygen in γ-iron from measurements of internal oxidation in Fe-Al alloys. Metall. Trans. A 1986, 17A, 221–229. [Google Scholar] [CrossRef]
- Ban-Ya, S. Mathematical expression of slag-metal reactions in steelmaking process by quadratic formalism based on the regular solution model. ISIJ Int. 1993, 33, 2–11. [Google Scholar] [CrossRef]
- Hino, M.; Ito, K. Thermodynamic Data for Steelmaking, 1st ed.; Tohoku University Press: Sendai, Japan, 2010; pp. 167–170. [Google Scholar]
- Zhang, S.; Wei, S.; Wang, R.; Li, L. Electrochemical study of activity of Nb2O5 and MnO in Nb2O5-MnO-SiO2 system. Acta Metall. Sin. 1990, 26, B11–B15. [Google Scholar]
- Ban-Ya, S.; Tatsuhiko, E.; Mitsuo, S. Physical Chemistry of Metals, 1st ed.; Maruzen Press: Tokyo, Japan, 1996; pp. 204–205. [Google Scholar]
- Turkdogan, E.T. Physical Chemistry of High Temperature Technology, 1st ed.; Academic Press: New York, NY, USA, 1980; p. 81. [Google Scholar]
- Shibata, H.; Tanaka, T.; Kimura, K.; Kitamura, S. Composition change in oxide inclusions of stainless steel by heat treatment. Ironmak. Steelmak. 2010, 37, 522–528. [Google Scholar] [CrossRef]
- Han, H.; Lin, Q.; Wei, S. Binary system MnO-Nb2O5. Chin. J. Met. Sci. Technol. 1990, 6, 98–102. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Fe | Mn | Si | Nb | ||
|---|---|---|---|---|---|---|
| Mass % | ||||||
| 1 | High Si | High Nb | 97.57 | 0.63 | 1.09 | 0.61 |
| 2 | Medium Si | High Nb | 98.21 | 0.67 | 0.37 | 0.65 |
| 3 | Low Si | High Nb | 98.60 | 0.61 | 0.025 | 0.67 |
| 4 | High Si | Medium Nb | 98.07 | 0.68 | 1.12 | 0.13 |
| 5 | Medium Si | Medium Nb | 98.72 | 0.72 | 0.41 | 0.15 |
| 6 | Low Si | Medium Nb | 99.11 | 0.65 | 0.028 | 0.16 |
| 7 | High Si | Low Nb | 98.13 | 0.67 | 1.06 | 0.04 |
| 8 | Medium Si | Low Nb | 98.84 | 0.72 | 0.39 | 0.05 |
| 9 | Low Si | Low Nb | 99.20 | 0.73 | 0.023 | 0.05 |
| Sample | No. | Heating Time | As Cast | 60 min |
|---|---|---|---|---|
| Fe-0.65 mass % Nb | 1 | High Si (1.10 mass %) | ● | ● |
| 2 | Medium Si (0.40 mass %) | ● | ● | |
| 3 | Low Si (0.025 mass %) | ● | ● | |
| Fe-0.15 mass % Nb | 4 | High Si (1.10 mass %) | ○× | × |
| 5 | Medium Si (0.40 mass %) | × | ×● | |
| 6 | Low Si (0.025 mass %) | ● | ● | |
| Fe-0.05 mass % Nb | 7 | High Si (1.10 mass %) | ○ | ○× |
| 8 | Medium Si (0.40 mass %) | ○ | ○× | |
| 9 | Low Si (0.025 mass %) | × | ×● |
| No. | Reaction | ΔGϴ (J/mol) | Reference |
|---|---|---|---|
| 1 | Nb(s) = [Nb] | −134,260 + 33.05T | [18] |
| 2 | 4Nb(s) + 5O2(g) = 2Nb2O5(s) | −3,770,150 + 834.95T | [19] |
| 3 | Mn(l) + 1/2O2(g) = MnO(s) | −399,000 + 82.4T | [19] |
| 4 | O2(g) = [O] | −234,304 − 5.78T | [20] |
| 5 | Mn(l) = [Mn] | 4083.6 − 38.16T | [20] |
| 6 | [Si] + 2[O] = SiO2(s) | −576,440 + 218.2T | [21] |
| 7 | MnO(s) + SiO2(s) = MnSiO3(s) | −27,960 + 2.42T | [21] |
| 8 | MnO(s) + Nb2O5(s) = MnNb2O6(s) | 86,940 − 49.6T | [22] |
| i | Mn | Si | Nb | O | |
|---|---|---|---|---|---|
| j | |||||
| Mn | 0 | −1838/T + 0.964 | 413/T − 0.217 | −0.083 | |
| Si | −0.0146 | 0.0103 | 0 | −0.119 | |
| Nb | 0.0093 | −0.01 | 0 | −19,970/T + 9.950 | |
| O | −0.021 | −0.066 | −3440/T + 1.717 | −1750/T + 0.76 | |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Liu, X.; Yang, S.; Li, J.; Ni, H.; Ye, F. The Effect of Niobium on the Changing Behavior of Non-Metallic Inclusions in Solid Alloys Deoxidized with Mn and Si during Heat Treatment at 1473 K. Metals 2017, 7, 223. https://doi.org/10.3390/met7060223
Liu C, Liu X, Yang S, Li J, Ni H, Ye F. The Effect of Niobium on the Changing Behavior of Non-Metallic Inclusions in Solid Alloys Deoxidized with Mn and Si during Heat Treatment at 1473 K. Metals. 2017; 7(6):223. https://doi.org/10.3390/met7060223
Chicago/Turabian StyleLiu, Chengsong, Xiaoqin Liu, Shufeng Yang, Jingshe Li, Hongwei Ni, and Fei Ye. 2017. "The Effect of Niobium on the Changing Behavior of Non-Metallic Inclusions in Solid Alloys Deoxidized with Mn and Si during Heat Treatment at 1473 K" Metals 7, no. 6: 223. https://doi.org/10.3390/met7060223