Demonstrating the Effect of Precipitation on the Mechanical Stability of Fine-Grained Austenite in Reversion-Treated 301LN Stainless Steel


Abstract
:Highlights
- Mechanical stability of fine-grained austenite decreases gradually during annealing at 750–800 °C.
- Nano-size Cr2N precipitation occurs in austenite during annealing at 750–800 °C.
- The degree of stability drop follows the predicted kinetics of the precipitation.
1. Introduction
2. Experimental Methods
2.1. Test Material
2.2. Annealing Experiments
2.3. Tensile Testing
2.4. Microstructure Examinations
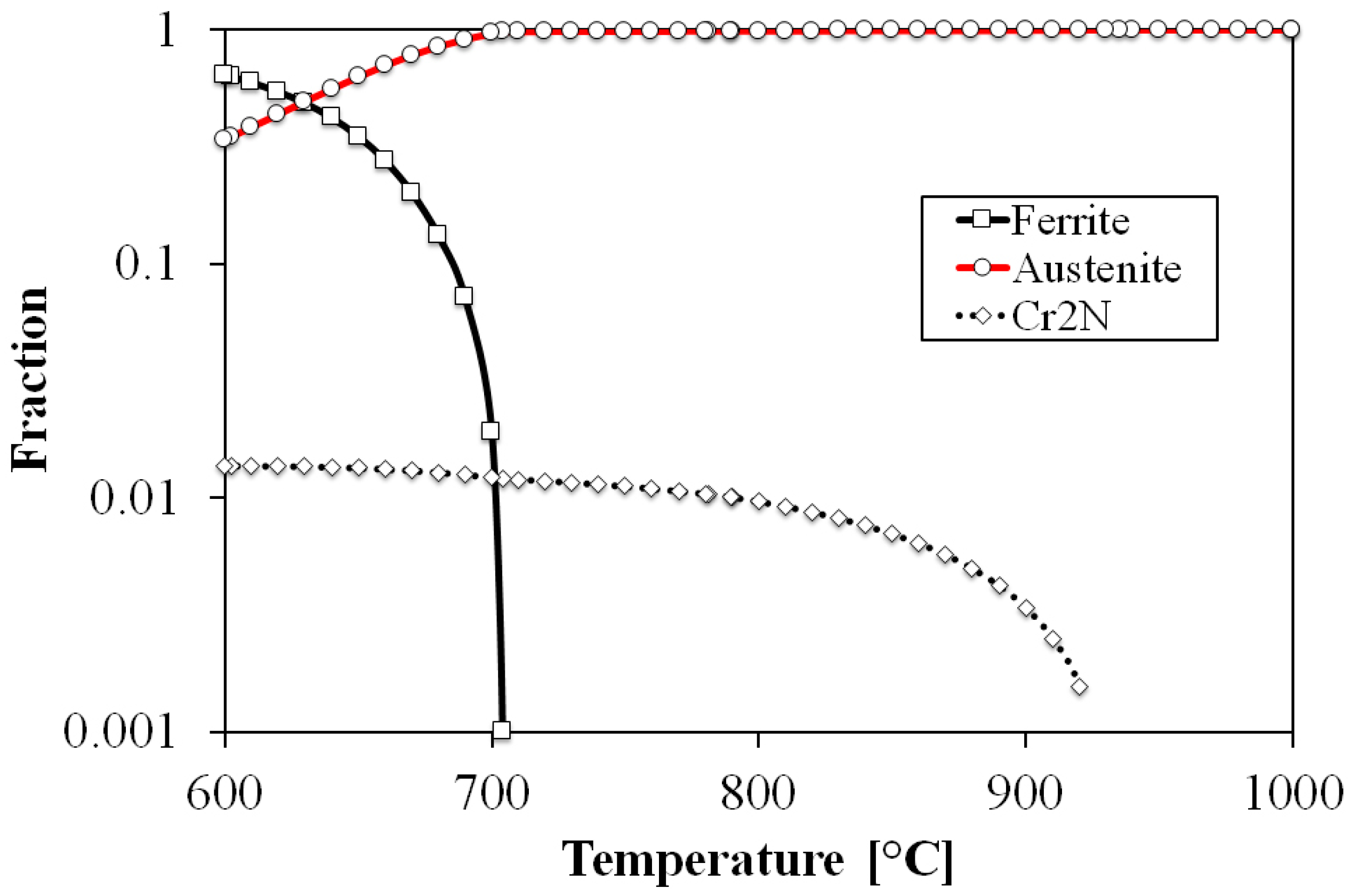
2.5. Modelling of Equilibrium Phase Structure and Precipitation Kinetics
3. Results and Discussion
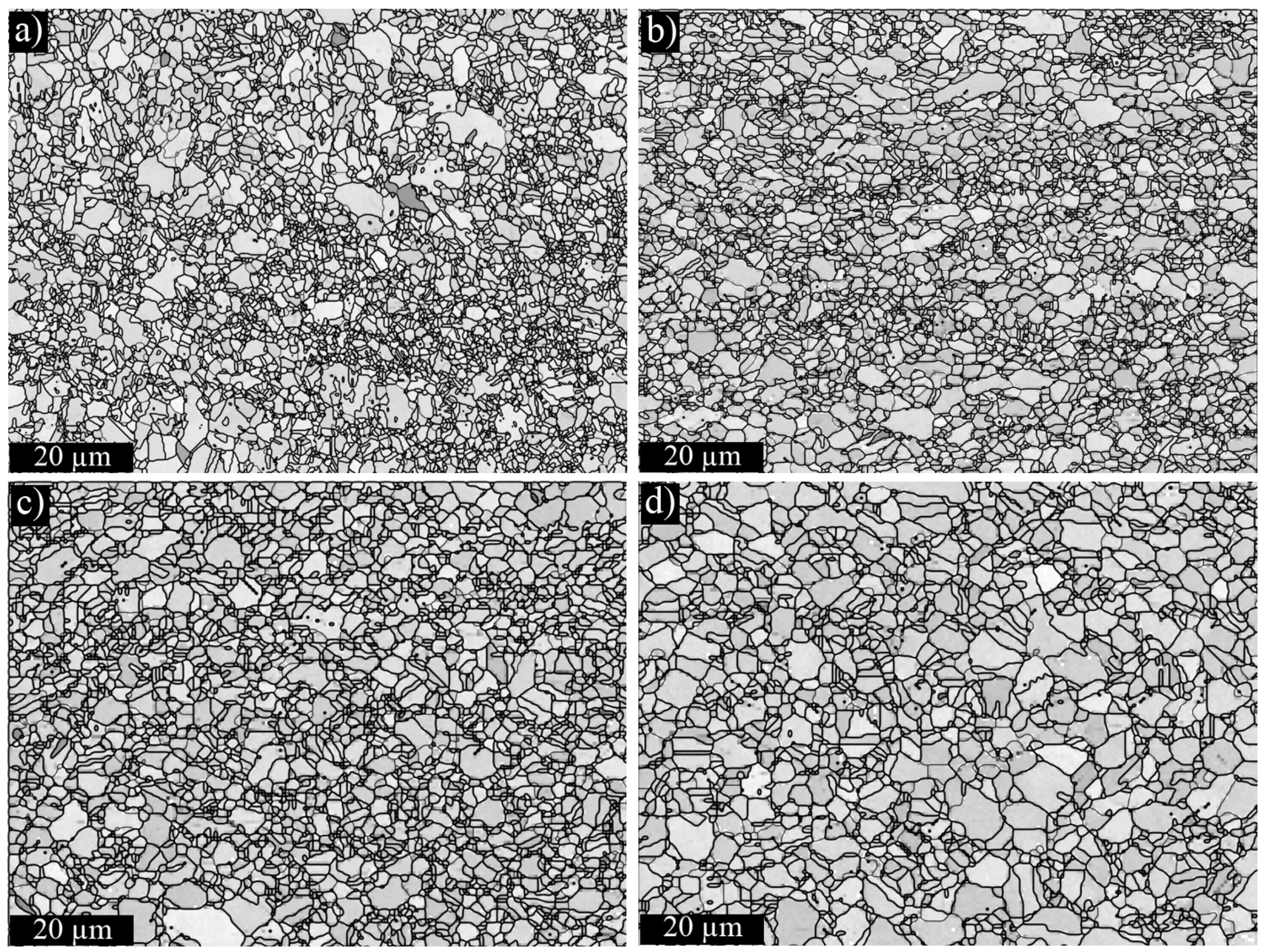
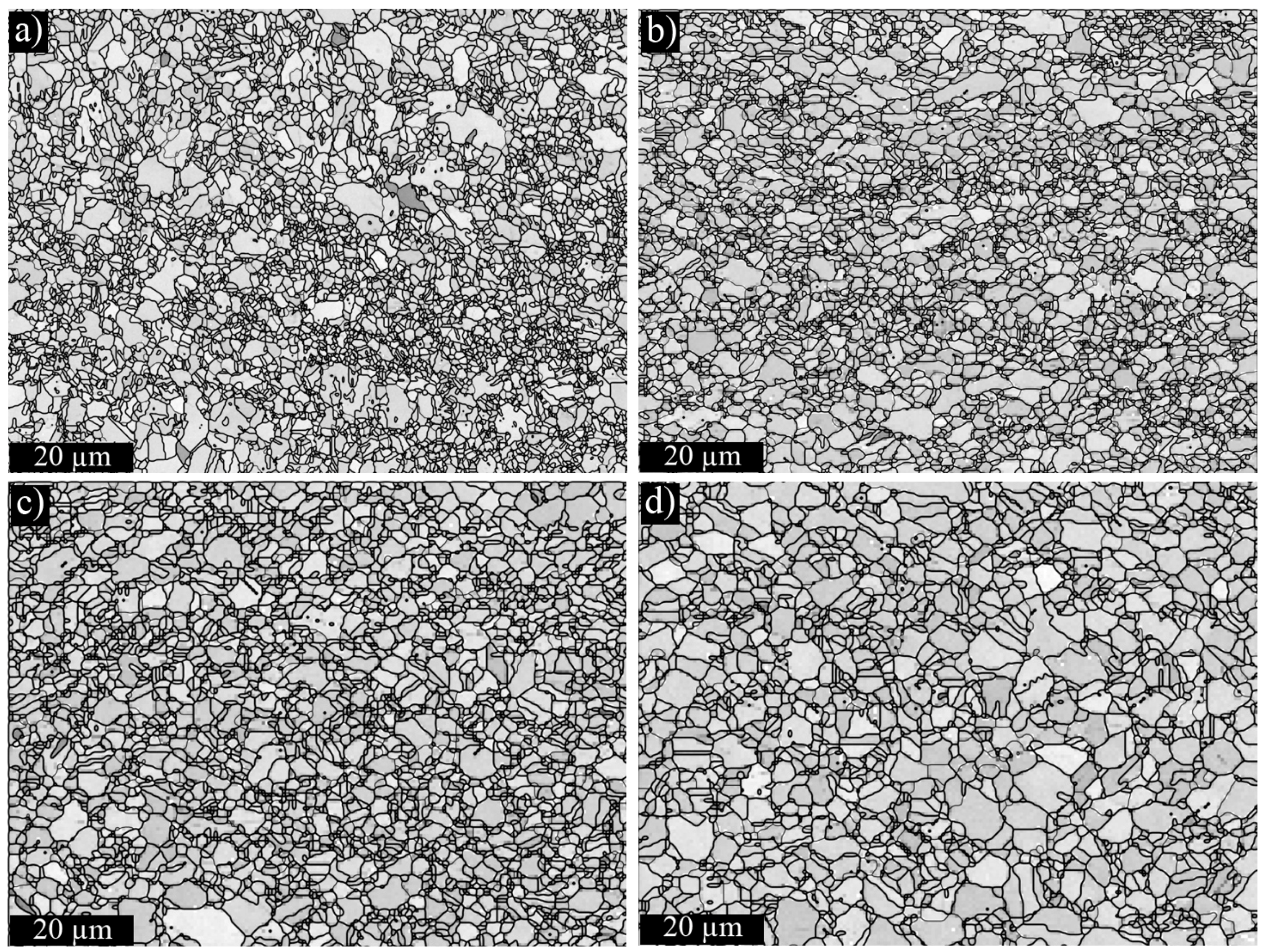
3.1. Grain Structure of Annealed Samples
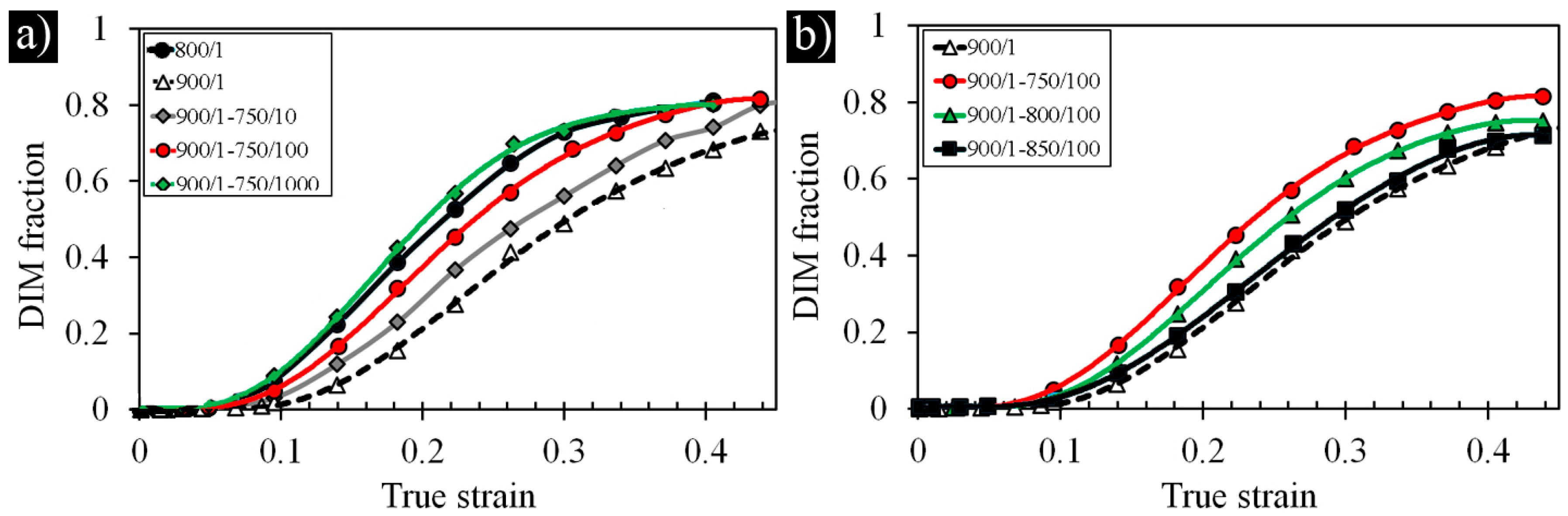
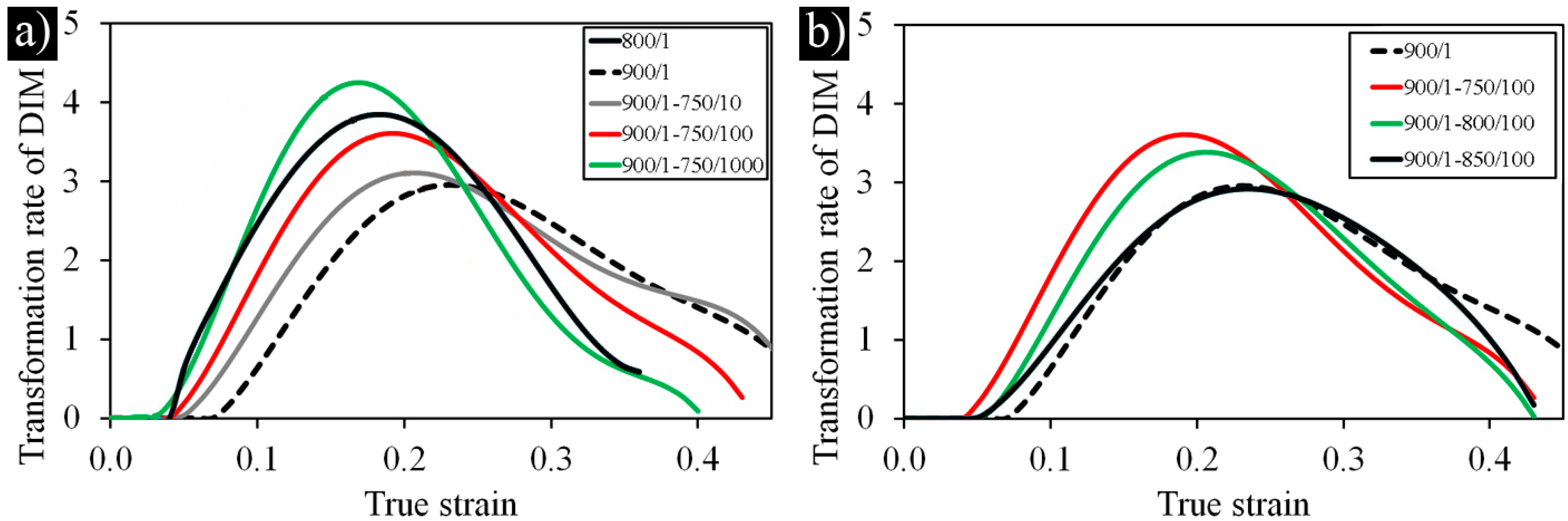
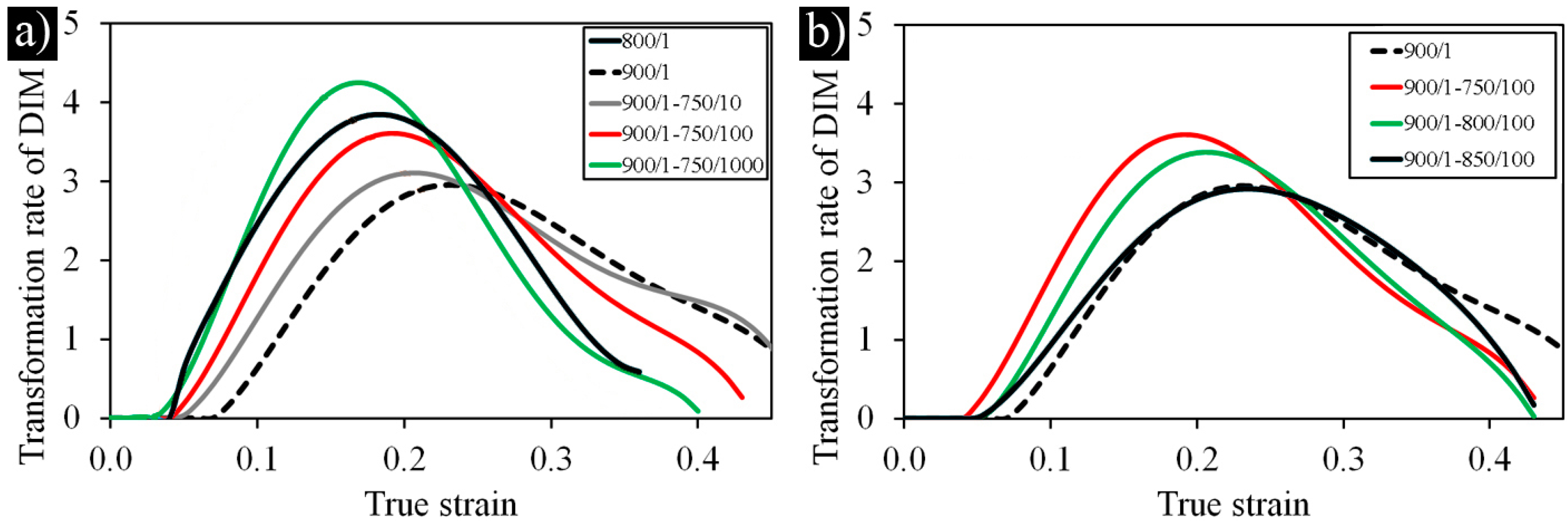
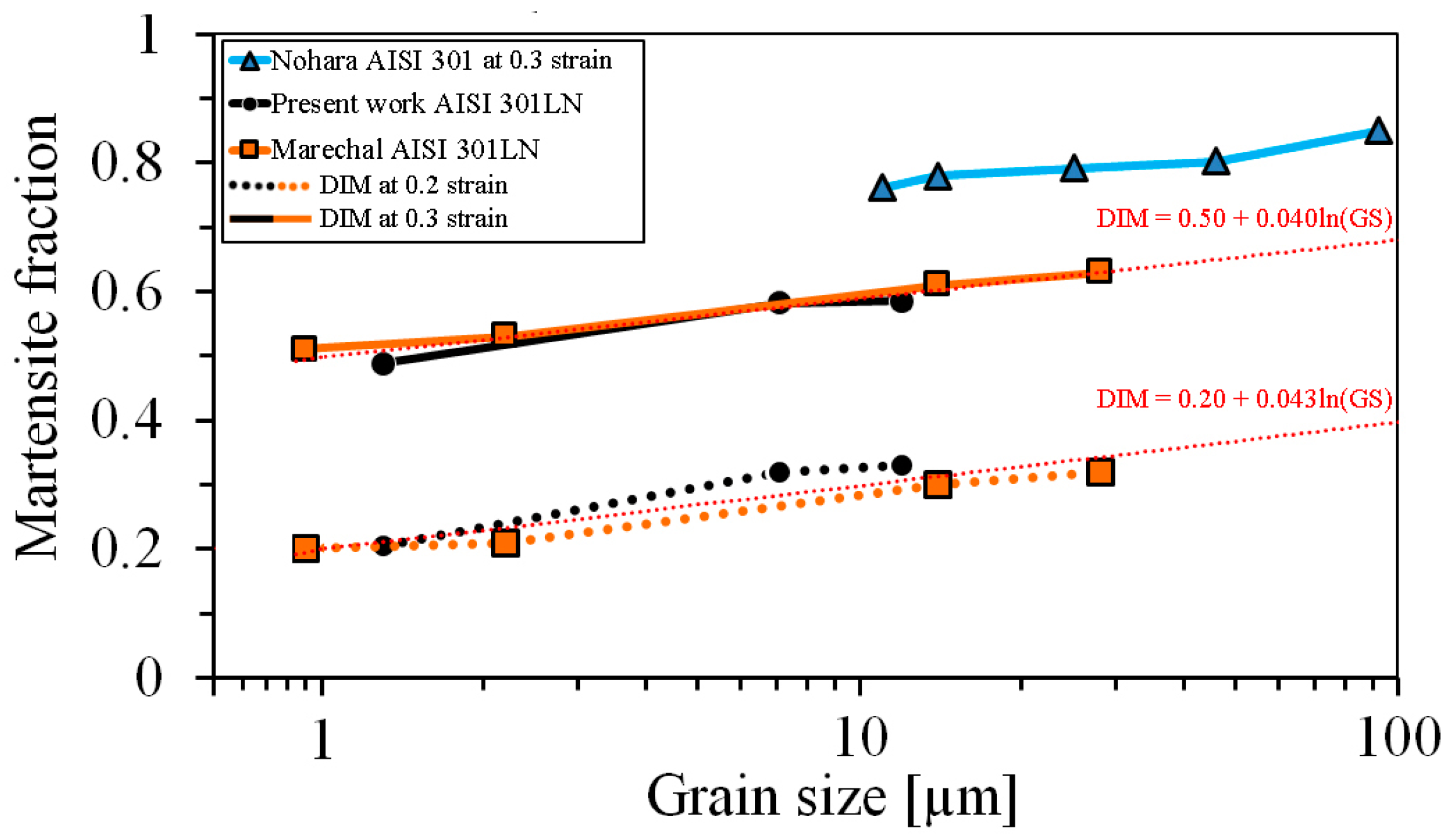
3.2. Austenite Stability
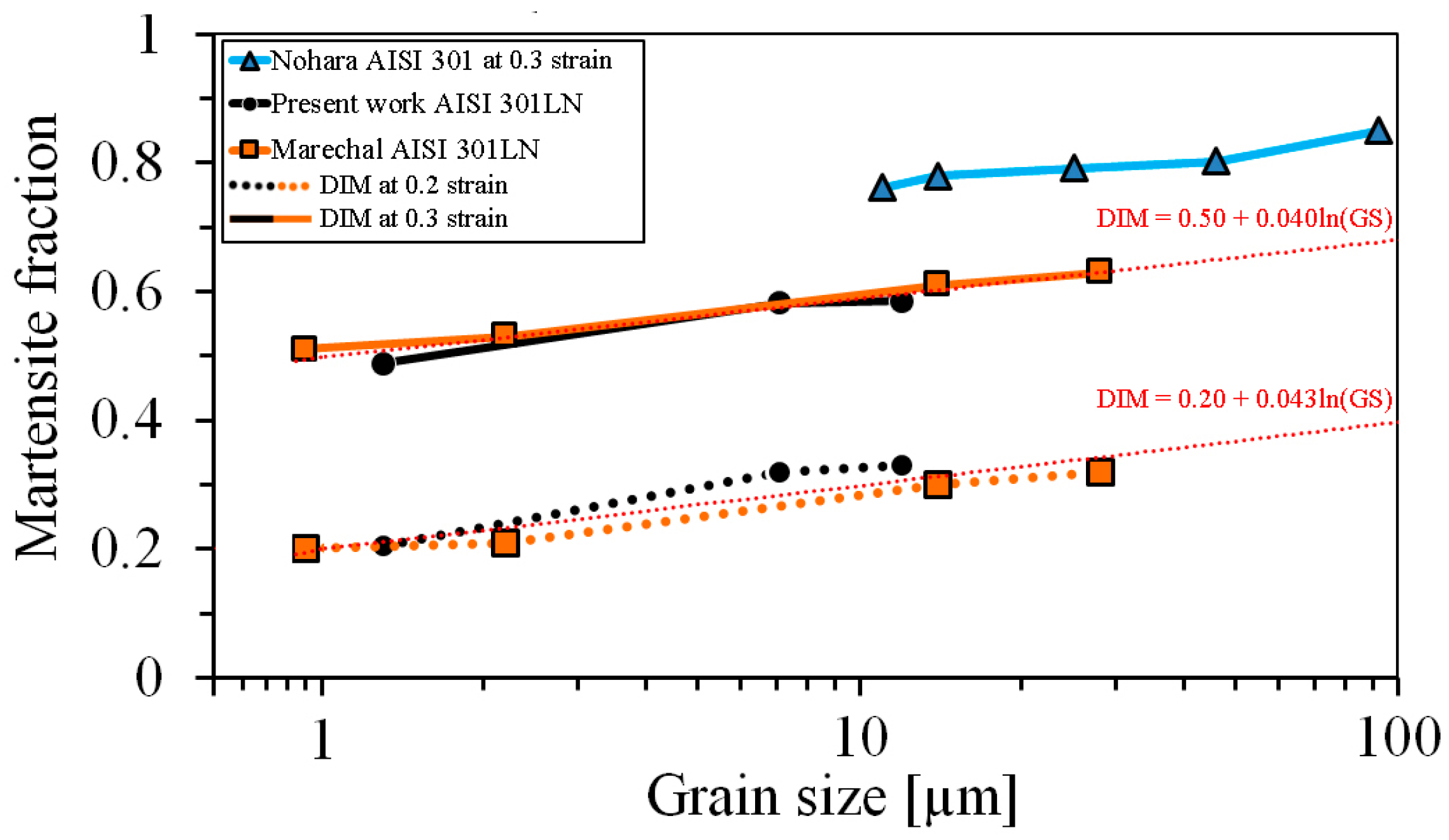
3.3. Grain Coarsening
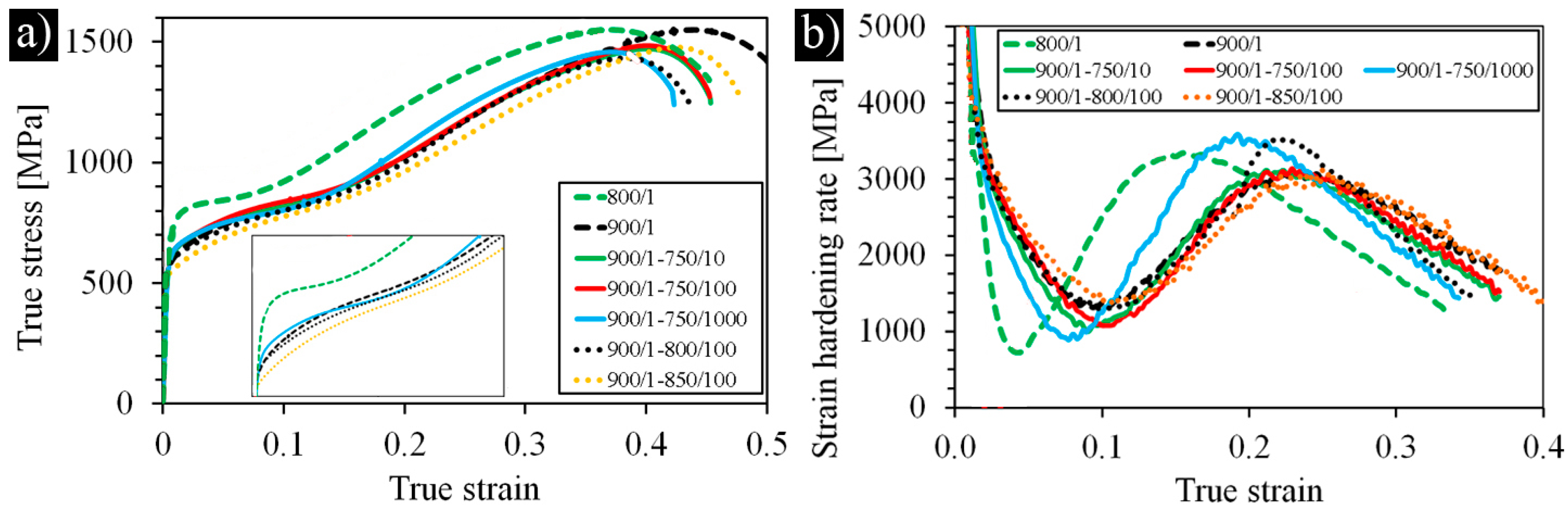
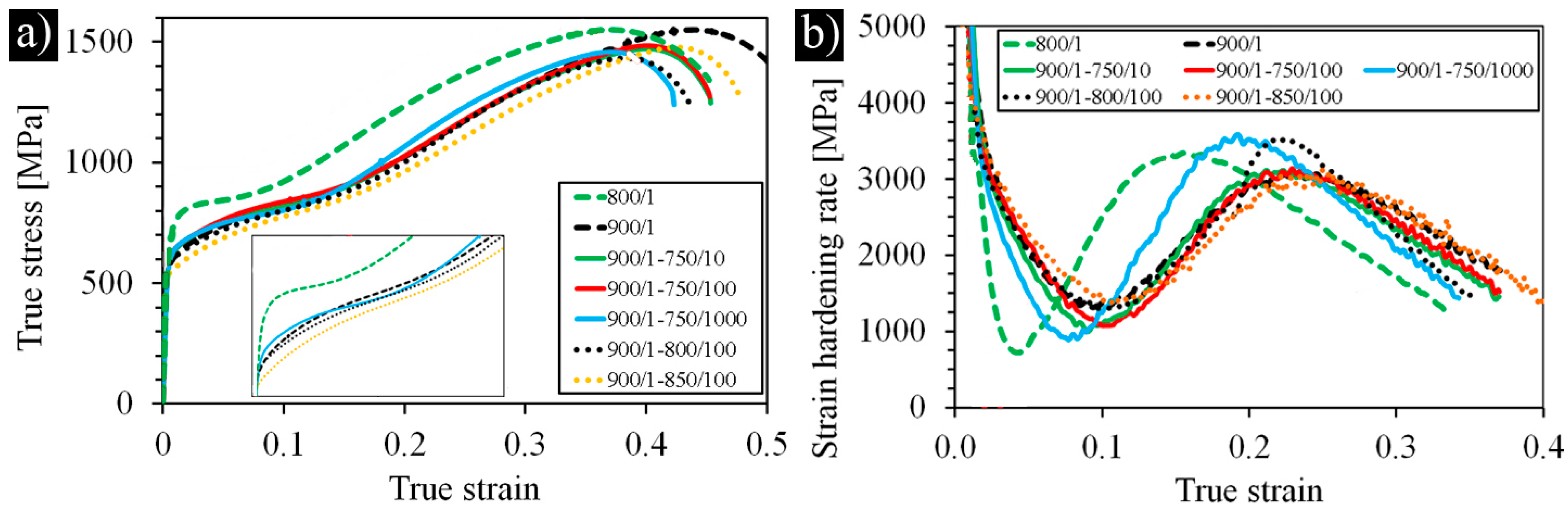
3.4. Flow Stress and Strain Hardening Behaviors Affected by Annealing
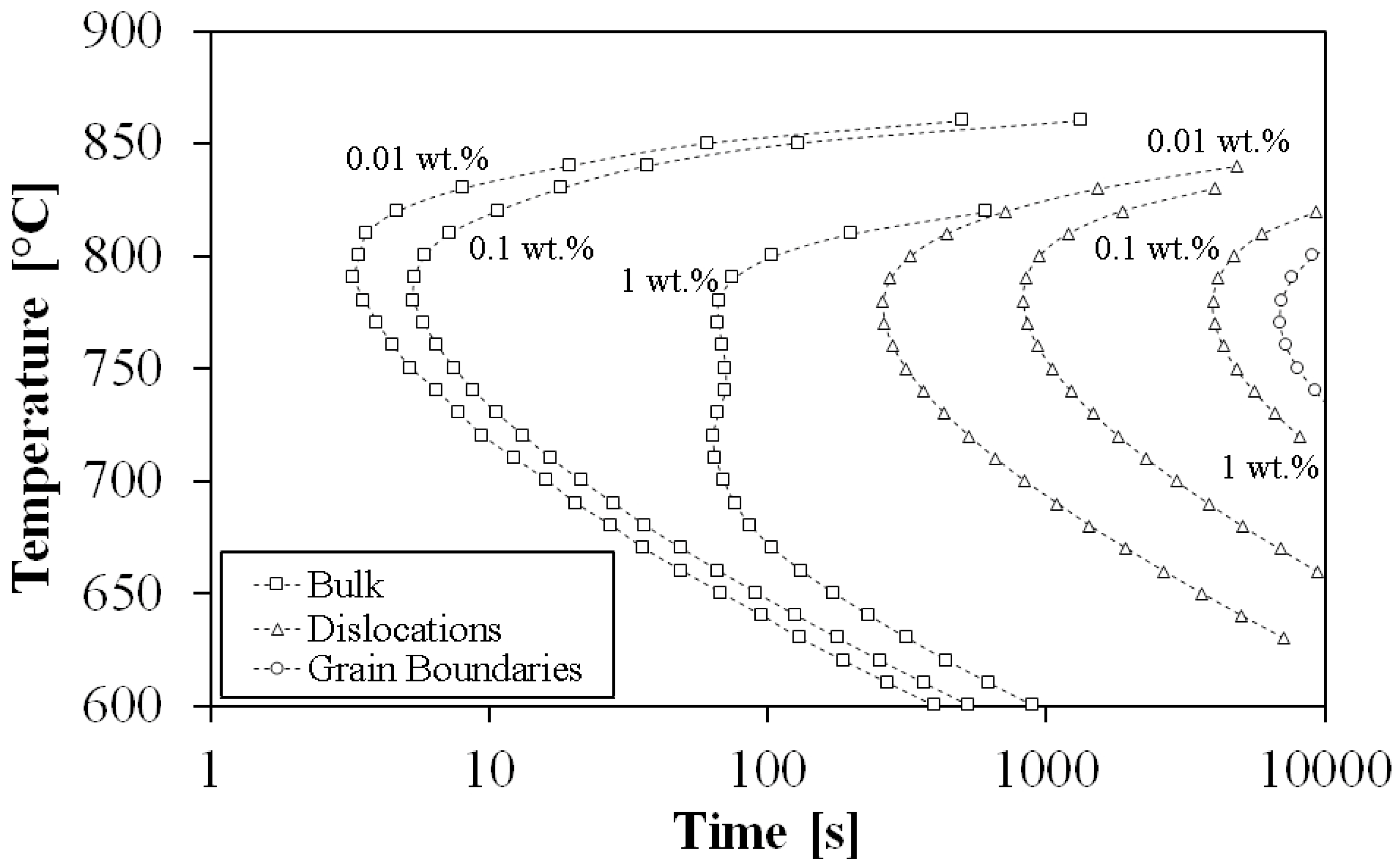
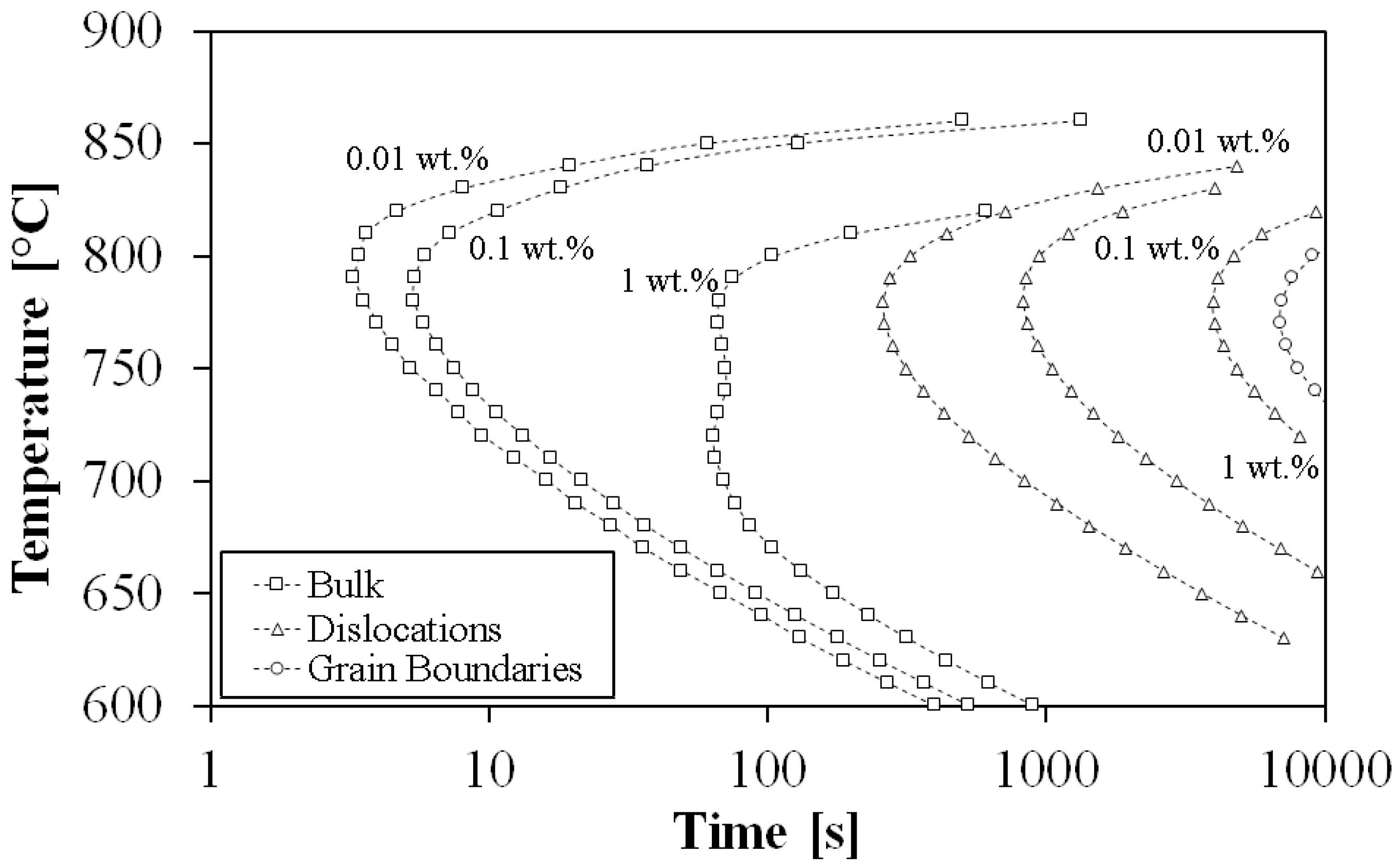
3.5. Modelling of Precipitation Kinetics
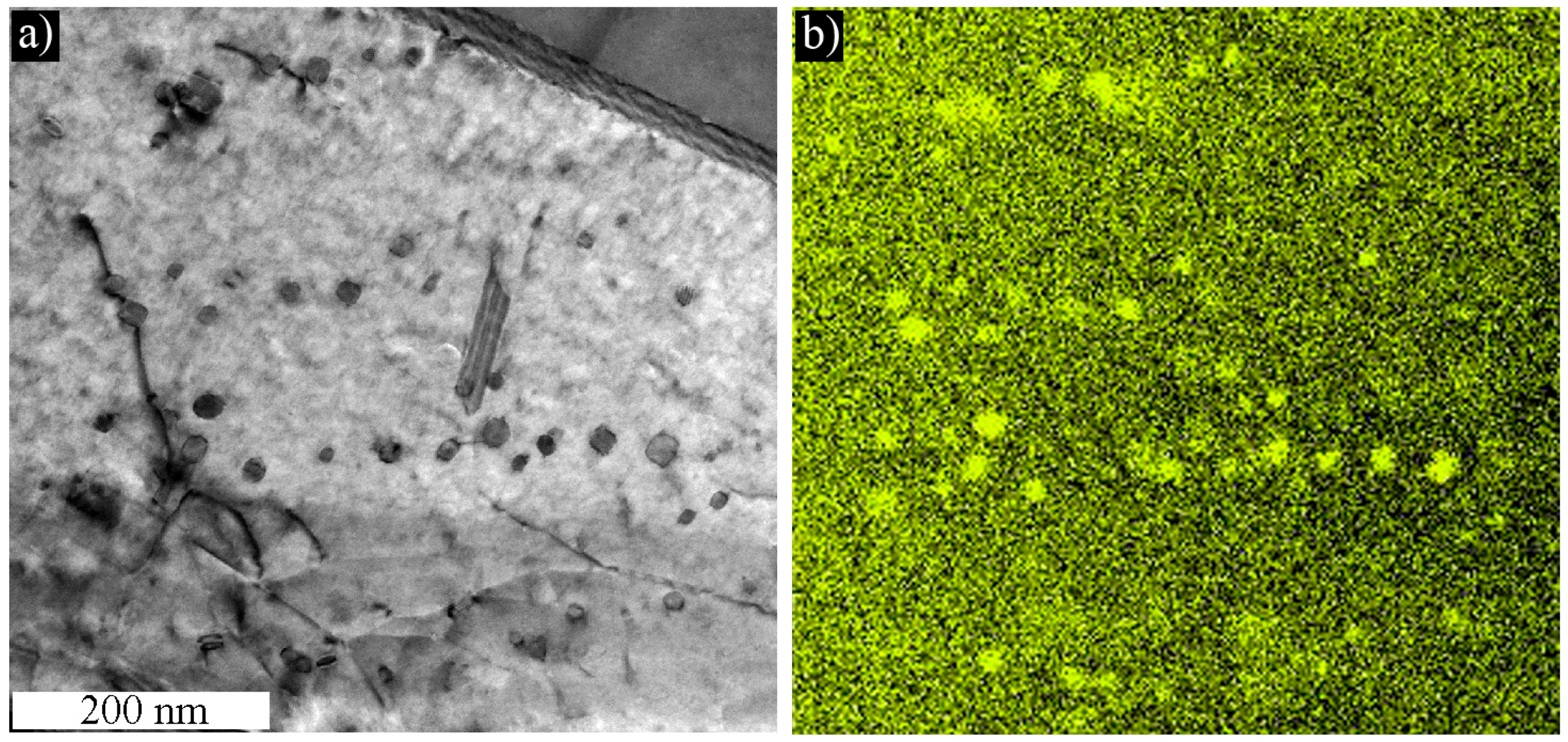
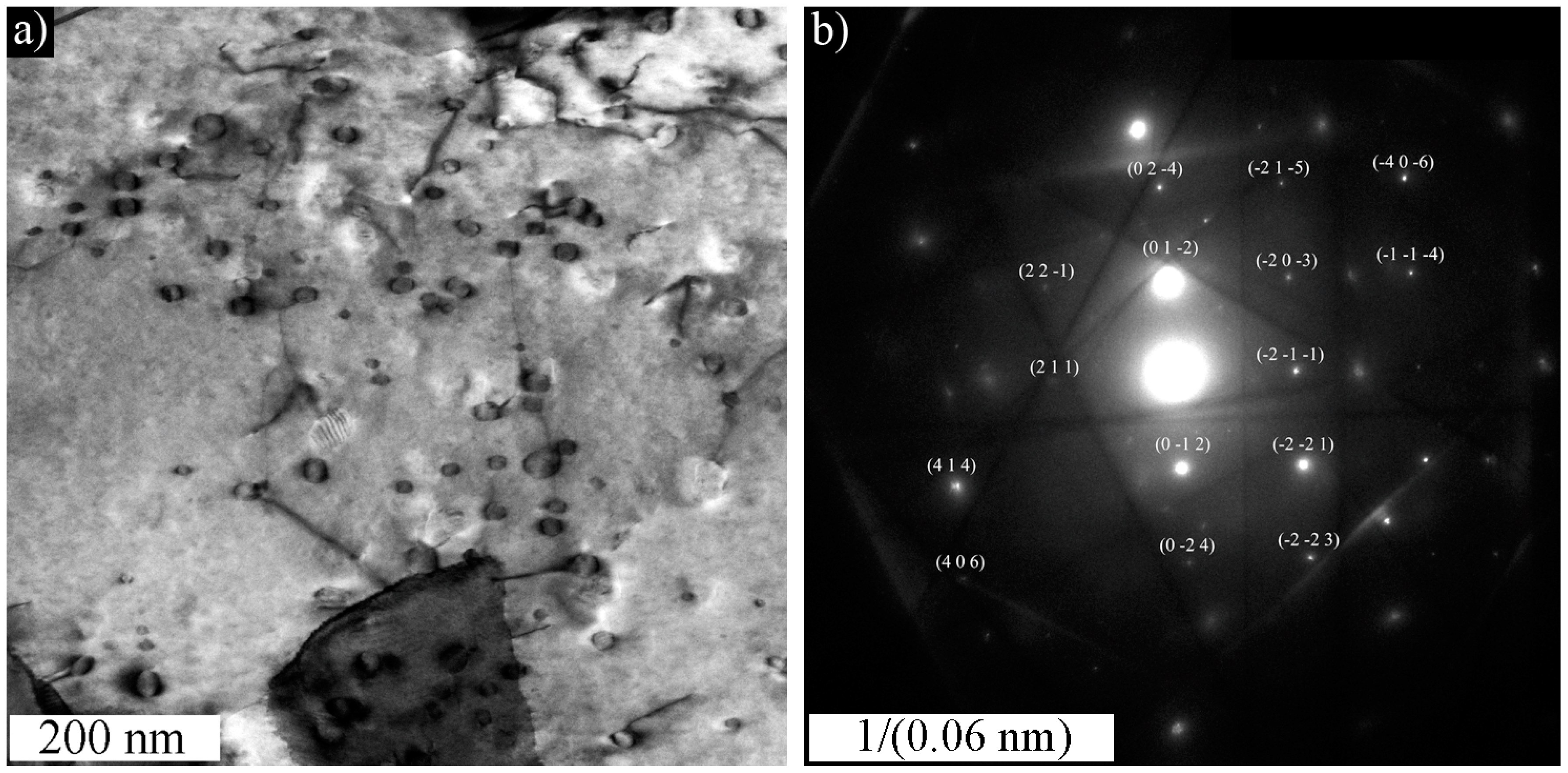
3.6. STEM Examination of Precipitates
3.7. Completing Remarks
4. Conclusions
- -
- Low-temperature annealing at 750 °C for 10–1000 s gradually decreased gradually the stability of the fine-grained structure down to a low stability level for the ultrafine-grained structure created at 800 °C within 1 s.
- -
- Grain growth was minimal during these subsequent annealing treatments so that it did not cause the stability drop.
- -
- Annealing at 750 °C for 1000 s resulted in slightly increased yield strength, long Luders elongation, and a reduced strain-hardening rate at small tensile strains, which seems to be typical of fine/nano-grained alloys containing fine precipitates.
- -
- Modeling of the precipitation kinetics in annealed austenite indicates that Cr2N precipitation started at 750 °C within 10 s, and continued for longer than 100 s. The predicted precipitation kinetics were in good agreement with the observed gradual reduction of austenite stability. The precipitation became much slower at 850 °C, and the corresponding stability change observed was minimal within 100 s annealing.
- -
- Nano-sized particles identified as Cr2N were found to exist inside austenite grains after 1000 s annealing at 750 °C.
- -
- It is very likely that the precipitation is the factor decreasing the mechanical stability of reversion-treated submicron-sized austenitic structures while they are being formed at 800–700 °C in 301LN nitrogen bearing steel.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Fahr, D. Stress- and strain-induced formation of martensite and its effects on strength and ductility of metastable austenitic stainless steels. Mater. Trans. 1971, 2, 1883–1892. [Google Scholar]
- Padilha, A.F.; Plaut, R.L.; Rios, P.R. Annealing of cold-worked austenitic stainless steels. ISIJ Int. 2003, 43, 135–143. [Google Scholar] [CrossRef]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. R 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Stolarz, J.; Baffie, N.; Magnin, T. Fatigue short crack behaviour in metastable austenitic stainless steels with different grain sizes. Mater. Sci. Eng. A 2001, 319, 521–526. [Google Scholar] [CrossRef]
- Pereloma, E.; Gazder, A.; Timokhina, I. Retained austenite: Transformation-induced plasticity. In Encyclopedia of Iron, Steel, and Their Alloys; Taylor & Francis: New York, NY, USA, 2015; pp. 3088–3103. [Google Scholar]
- De Knijf, D.; Nguyen-Minh, T.; Petrov, R.H.; Kestens, L.A.I.; Jonas, J.J. Orientation dependence of the martensite transformation in a quenched and partitioned steel subjected to uniaxial tension. J. Appl. Cryst. 2014, 47, 1261–1266. [Google Scholar] [CrossRef]
- De Diego-Calderón, I.; Rodriguez-Calvillo, P.; Lara, A.; Molina-Aldareguia, J.M.; Petrov, R.H.; De Knijf, D.; Sabirov, I. Effect of microstructure on fatigue behavior of advanced high strength steels produced by quenching and partitioning and the role of retained austenite. Mater. Sci. Eng. A 2015, 641, 215–224. [Google Scholar] [CrossRef]
- Das, A.; Tarafder, S.; Chakraborti, P.C. Estimation of deformation induced martensite in austenitic stainless steels. Mater. Sci. Eng. A 2011, 529, 9–20. [Google Scholar] [CrossRef]
- Simmons, J.W. Overview: High-nitrogen alloying of stainless steels. Mater. Sci. Eng. A 1996, 207, 159–169. [Google Scholar] [CrossRef]
- Machado, I.F.; Carvalho, P.A.; Padilha, A.F. Austenite instability and precipitation behavior of high nitrogen stainless steels. In Stainless Steel: Microstructure, Mechanical Properties and Methods of Application; Pramanik, A., Kumar Basak, A., Eds.; Nova Science Publishers: New York, NY, USA, 2015; pp. 1–36. [Google Scholar]
- Nohara, K.; Ono, Y.; Ohashi, N. Composition and grain size dependencies of strain-induced martensitic transformation in metastable austenitic stainless steels. J. Iron Steel Inst. Jpn. 1977, 63, 212–222. [Google Scholar] [CrossRef]
- Angel, T. Formation of martensite in austenitic stainless steels. J. Iron Steel Inst. 1954, 177, 165–174. [Google Scholar]
- Lee, T.-H.; Oh, C.-S.; Kim, S.-J. Effects of nitrogen on deformation-induced martensitic transformation in metastable austenitic Fe–18Cr–10Mn–N steels. Scr. Mater. 2008, 58, 110–113. [Google Scholar] [CrossRef]
- Simmons, J.W.; Covino, B.S.; Hawk, J.A.; Dunning, J.S. Effect of nitride (Cr2N) precipitation on the mechanical, corrosion, and wear properties of austenitic stainless steel. ISIJ Int. 1996, 36, 846–854. [Google Scholar] [CrossRef]
- Leal, R.H.; Guimaraes, J.R.C. Microstructure evolution during mechanically induced martensitic transformation in Fe-31% Ni-0.1% C. Mater. Sci. Eng. 1981, 48, 249–254. [Google Scholar] [CrossRef]
- Varma, S.K.; Kalyanam, J.; Murr, L.E.; Srinivas, V. Effect of grain size on deformation-induced martensite formation in 304 and 316 stainless steels during room temperature tensile testing. J. Mater. Sci. Lett. 1994, 13, 107–111. [Google Scholar] [CrossRef]
- Järvenpää, A.; Jaskari, M.; Man, J.; Karjalainen, L.P. Austenite stability in reversion-treated structures of a 301LN steel under tensile loading. Mater. Charact. 2017, 127, 12–26. [Google Scholar] [CrossRef]
- Järvenpää, A.; Jaskari, M.; Man, J.; Karjalainen, L.P. Stability of grain-refined reversed structures in a 301LN austenitic stainless steel under cyclic loading. Mater. Sci. Eng. A 2017, 703, 280–292. [Google Scholar] [CrossRef]
- Maréchal, D. Linkage between Mechanical Properties and Phase Transformation in a 301LN Austenitic Stainless Steel. Ph.D. Thesis, The University of British Columbia, Vancouver, BC, Canada, 2011. [Google Scholar]
- Somani, M.C.; Juntunen, P.; Karjalainen, L.P.; Misra, R.D.K.; Kyröläinen, A. Enhanced mechanical properties through reversion in metastable austenitic stainless steels. Metall. Mater. Trans. A 2009, 40, 729–744. [Google Scholar] [CrossRef]
- Kisko, A.; Misra, R.D.K.; Talonen, J.; Karjalainen, L.P. The influence of grain size on the strain-induced martensite formation in tensile straining of an austenitic 15Cr–9Mn–Ni–Cu stainless steel. Mater. Sci. Eng. A 2013, 578, 408–416. [Google Scholar] [CrossRef]
- Behjati, P.; Kermanpur, A.; Najafizadeh, A.; Samaei Baghbadorani, H. Effect of annealing temperature on nano/ultrafine grain of Ni-free austenitic stainless steel. Mater. Sci. Eng. A 2014, 592, 77–82. [Google Scholar] [CrossRef]
- Shi, F.; Wang, L.J.; Cui, W.F.; Liu, C.M. Precipitation kinetics of Cr2N in high nitrogen austenitic stainless steel. J. Iron Steel Res. Int. 2008, 15, 72–77. [Google Scholar] [CrossRef]
- Rajasekhara, S.; Karjalainen, L.P.; Kyröläinen, A.; Ferreira, P.J. Microstructure evolution in nano/submicron grained AISI 301LN stainless steel. Mater. Sci. Eng. A 2010, 527, 1986–1996. [Google Scholar] [CrossRef]
- Rajasekhara, S.; Ferreira, P.J.; Karjalainen, L.P.; Kyröläinen, A. Hall–Petch behavior in ultra-fine-grained AISI 301LN stainless steel. Met. Mater. Trans. A 2007, 38, 1202–1210. [Google Scholar] [CrossRef]
- Lee, S.-J.; Park, Y.-M.; Lee, Y.-K. Reverse transformation mechanism of martensite to austenite in a metastable austenitic alloy. Mater. Sci. Eng. A 2009, 515, 32–37. [Google Scholar] [CrossRef]
- Kisko, A.; Rovatti, L.; Misra, D.; Puspendu, S.; Talonen, J.; Karjalainen, L.P. Studies on martensite transformation in a metastable austenitic Cr-Mn stainless steel. Mater. Sci. Forum 2013, 762, 424–430. [Google Scholar] [CrossRef]
- Castro Cerda, F.M.; Kestens, L.A.I.; Monsalve, A.; Petrov, R.H. The effect of ultrafast heating in cold-rolled low carbon steel: Recrystallization and texture evolution. Metals 2016, 6, 288. [Google Scholar] [CrossRef]
- Beese, A.M.; Mohr, D. Identification of the direction-dependency of the martensitic transformation in stainless steel using in situ magnetic permeability measurements. Exp. Mech. 2011, 51, 667–676. [Google Scholar] [CrossRef]
- Talonen, T.; Aspegren, P.; Hänninen, H. Comparison of different methods for measuring strain induced α’-martensite content in austenitic steels. Mater. Sci. Technol. 2004, 20, 1506–1512. [Google Scholar] [CrossRef]
- Talonen, J. Effect of Strain-Induced α′-Martensite Transformation on Mechanical Properties of Metastable Austenitic Stainless Steels. Ph.D. Thesis, Helsinki University of Technology, Espoo, Finland, 2007. [Google Scholar]
- Järvenpää, A.; Karjalainen, L.P.; Jaskari, M. Effect of grain size on fatigue behaviour of Type 301LN stainless steel. Int. J. Fatigue 2014, 65, 93–98. [Google Scholar] [CrossRef]
- Precipitation Module (TC-PRISMA) User Guide Thermo-Calc Version 2017a; Thermo-Calc Software AB: Solna, Sweden, 2017.
- Song, R.; Ponge, D.; Raabe, D.; Speer, J.G.; Matlock, D.K. Overview of processing, microstructure and mechanical properties of ultrafine grained bcc steels. Mater. Sci. Eng. A 2006, 441, 1–17. [Google Scholar] [CrossRef]
- Lee, T.; Park, C.H.; Lee, D.-L.; Lee, C.S. Enhancing tensile properties of ultrafine-grained medium-carbon steel utilizing fine carbides. Mater. Sci. Eng. A 2011, 528, 6558–6564. [Google Scholar] [CrossRef]
- Wang, Z.C.; Prangnell, P.B. Microstructure refinement and mechanical properties of severely deformed Al–Mg–Li alloys. Mater. Sci. Eng. A 2002, 328, 87–97. [Google Scholar] [CrossRef]
- Xu, W.; San Martin, D.; Riverta Diaz del Castillo, P.E.J.; Van der Zwaag, S. Modelling and characterization of Chi phase grain boundary precipitation during aging of Fe-Cr-Ni-Mo stainless steel. Mater. Sci. Eng. A 2007, 467, 24–32. [Google Scholar] [CrossRef] [Green Version]
- Ouden, D.; Vermolen, F.J.; Zhao, L.; Vuik, C.; Sietsma, J. Mathematical modelling of NbC particle nucleation and growth in an HSLA steel under elastic deformation. Solid State Phenom. 2011, 172–174, 893–898. [Google Scholar] [CrossRef]
- Padilha, A.F.; Rios, P.R. Decomposition of austenite in austenitic stainless steels. ISIJ Int. 2002, 42, 325–337. [Google Scholar] [CrossRef]
- Lee, T.-H.; Ha, H.-Y.; Kim, S.-J. Precipitation of second phases in high-interstitial-alloyed austenitic steel. Metall. Mater. Trans. A 2011, 42, 3543–3548. [Google Scholar] [CrossRef]
- Lee, T.-H.; Oh, C.-S.; Han, H.N.; Lee, C.G.; Kim, S.-J.; Takaki, S. On the crystal structure of Cr2N precipitates in high-nitrogen austenitic stainless steel. Acta Cryst. 2005, B61, 137–144. [Google Scholar] [CrossRef] [PubMed]
- Li, J.-Y.; Liu, H.-N.; Huang, P.-W. Effects of pre-precipitation of Cr2N on microstructures and properties of high nitrogen stainless steel. J. Cent. South Univ. 2012, 19, 1189–1195. [Google Scholar] [CrossRef]
- Talonen, J.; Hanninen, H. Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels. Acta Mater. 2007, 55, 6108–6118. [Google Scholar] [CrossRef]
- Yabuktsov, I.A.; Ariapour, A.; Perovic, D.D. Effect of nitrogen on stacking fault energy of f.c.c. iron-based alloys. Acta Mater. 1999, 47, 1271–1279. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | Mo | Cu | Al | O | N | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.025 | 0.53 | 1.25 | 0.024 | 0.001 | 17.5 | 6.5 | 0.09 | 0.20 | 0.014 | 0.0038 | 0.150 | balance |
| Annealing parameter | 800/1 | 900/1 | 900/1-750/10 | 900/1-750/100 | 900/1-750/1000 | 900/1-800/100 | 900/1-850/100 |
|---|---|---|---|---|---|---|---|
| Max. temperature (°C) | 800 | 900 | 900 + 750 | 900 + 750 | 900 + 750 | 900 + 800 | 900 + 850 |
| Time (s) | 1 | 1 | 1 + 10 | 1 + 100 | 1 + 1000 | 1 + 100 | 1 + 100 |
| Code | Grain Size [µm] | |||
|---|---|---|---|---|
| LAGB | S.D. | HAGB | S.D. | |
| 800/1 | 0.5 | 0.2 | 0.6 | 0.6 |
| 900/1 | 1.3 | 0.4 | 1.4 | 1.4 |
| 900/1-750/1000 | 1.6 | 0.5 | 1.7 | 1.0 |
| 900/1-800/100 | 1.7 | 0.5 | 1.9 | 0.9 |
| 900/1-850/100 | 2.2 | 0.9 | 2.4 | 2.0 |
| Code | N | YS | YS S.D. | UTS | UTS S.D. | UEl | UEl S.D. | TEl | TEl S.D. |
|---|---|---|---|---|---|---|---|---|---|
| (MPa) | (%) | ||||||||
| 800/1 | 3 | 750 | 12 | 1100 | 24 | 39 | 1.4 | 57 | 3.5 |
| 900/1 | 3 | 550 | 5 | 1025 | 17 | 47 | 67 | 2.7 | |
| 900/1-750/1000 | 3 | 590 | 7.9 | 1020 | 20 | 41 | 0.3 | 53 | 0.9 |
| 900/1-800/100 | 3 | 580 | 24 | 990 | 30 | 45 | 1.6 | 59 | 1.8 |
| 900/1-850/100 | 2 | 525 | 7.7 | 980 | 21 | 49 | 1.1 | 62 | 0.7 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Järvenpää, A.; Jaskari, M.; Juuti, T.; Karjalainen, P. Demonstrating the Effect of Precipitation on the Mechanical Stability of Fine-Grained Austenite in Reversion-Treated 301LN Stainless Steel. Metals 2017, 7, 344. https://doi.org/10.3390/met7090344
Järvenpää A, Jaskari M, Juuti T, Karjalainen P. Demonstrating the Effect of Precipitation on the Mechanical Stability of Fine-Grained Austenite in Reversion-Treated 301LN Stainless Steel. Metals. 2017; 7(9):344. https://doi.org/10.3390/met7090344
Chicago/Turabian StyleJärvenpää, Antti, Matias Jaskari, Timo Juuti, and Pentti Karjalainen. 2017. "Demonstrating the Effect of Precipitation on the Mechanical Stability of Fine-Grained Austenite in Reversion-Treated 301LN Stainless Steel" Metals 7, no. 9: 344. https://doi.org/10.3390/met7090344