Welding Residual Stress Analysis and Fatigue Strength Assessment of Multi-Pass Dissimilar Material Welded Joint between Alloy 617 and 12Cr Steel


Abstract
:1. Introduction
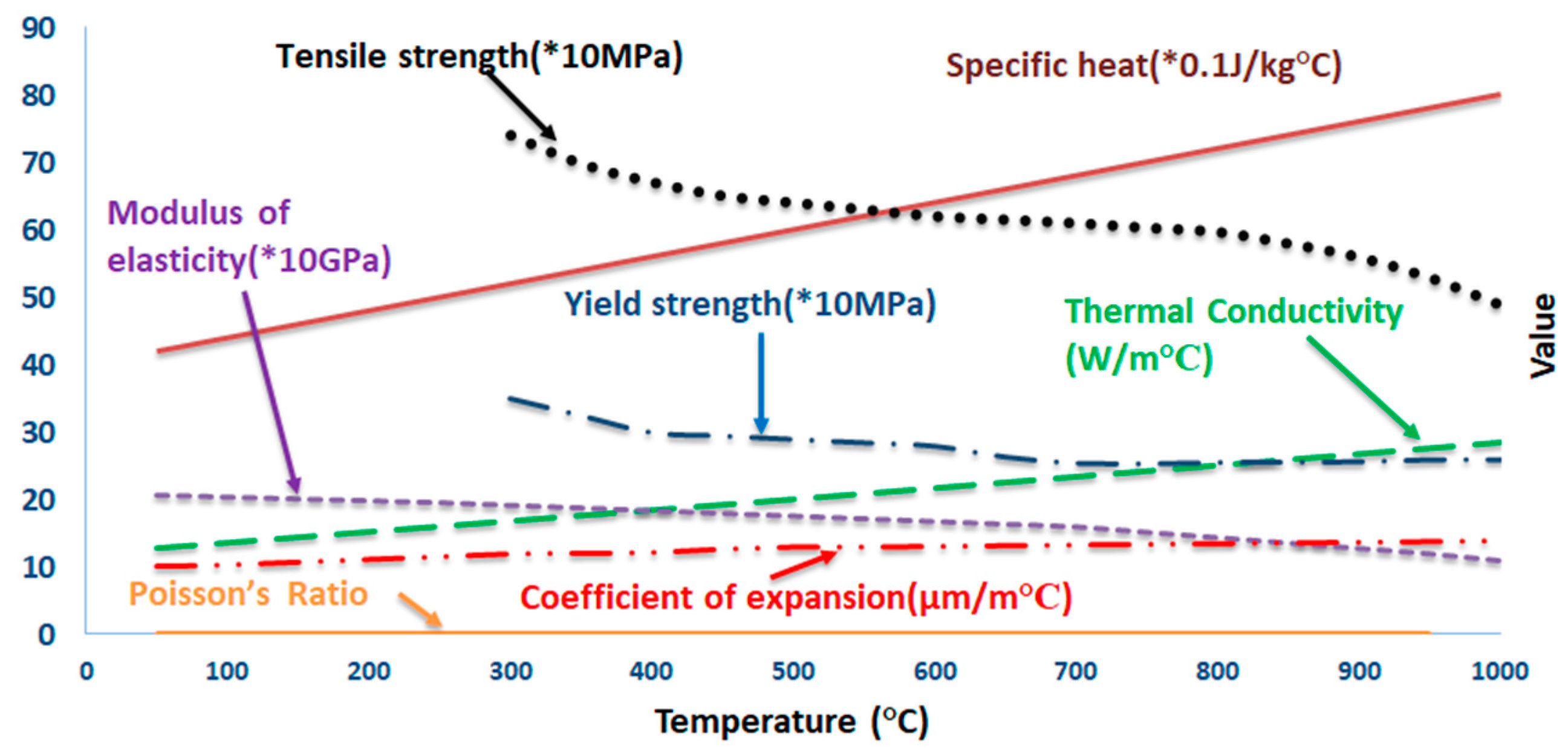
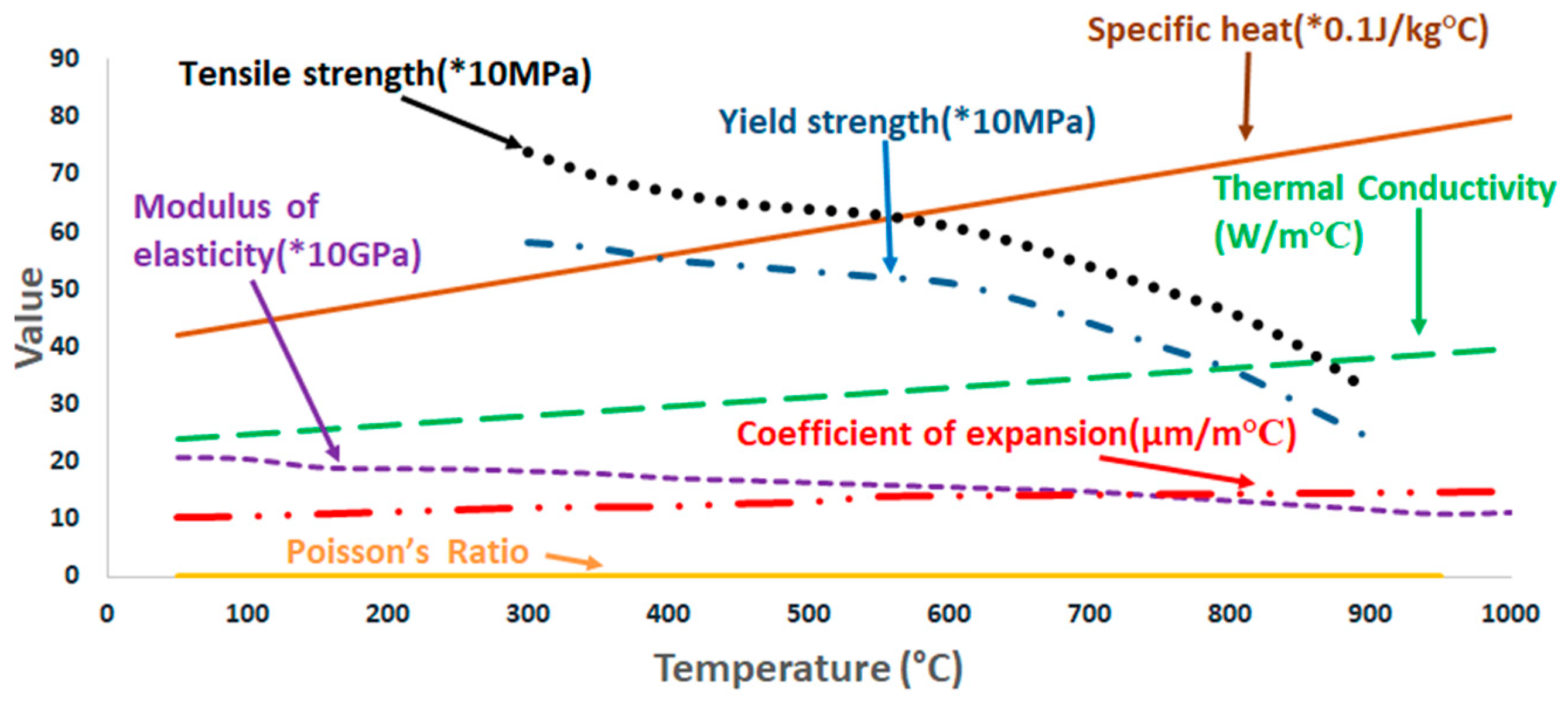
2. Materials and Methods
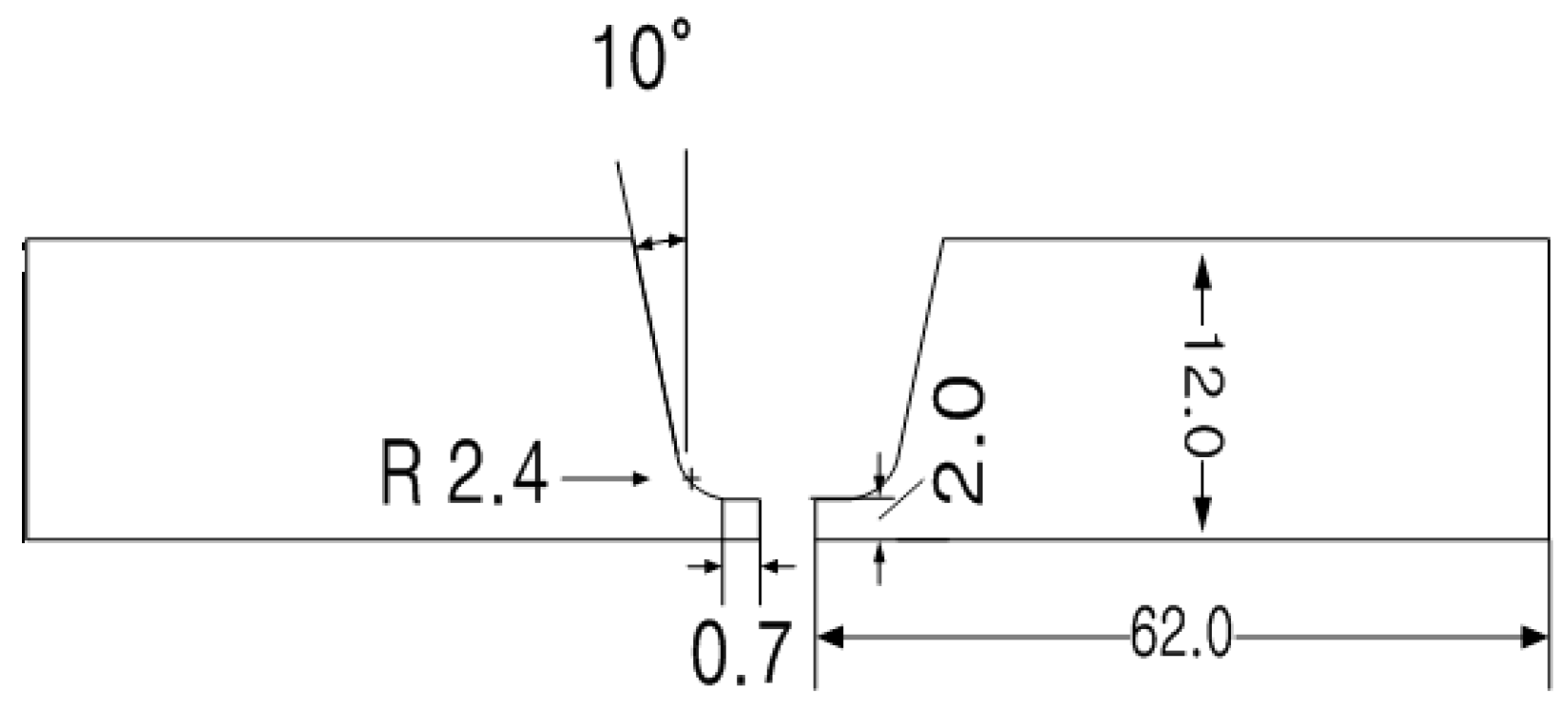
3. Residual Stress Analysis of Multi-Pass Dissimilar Material Welded Joint between Alloy 617 and 12Cr Steel
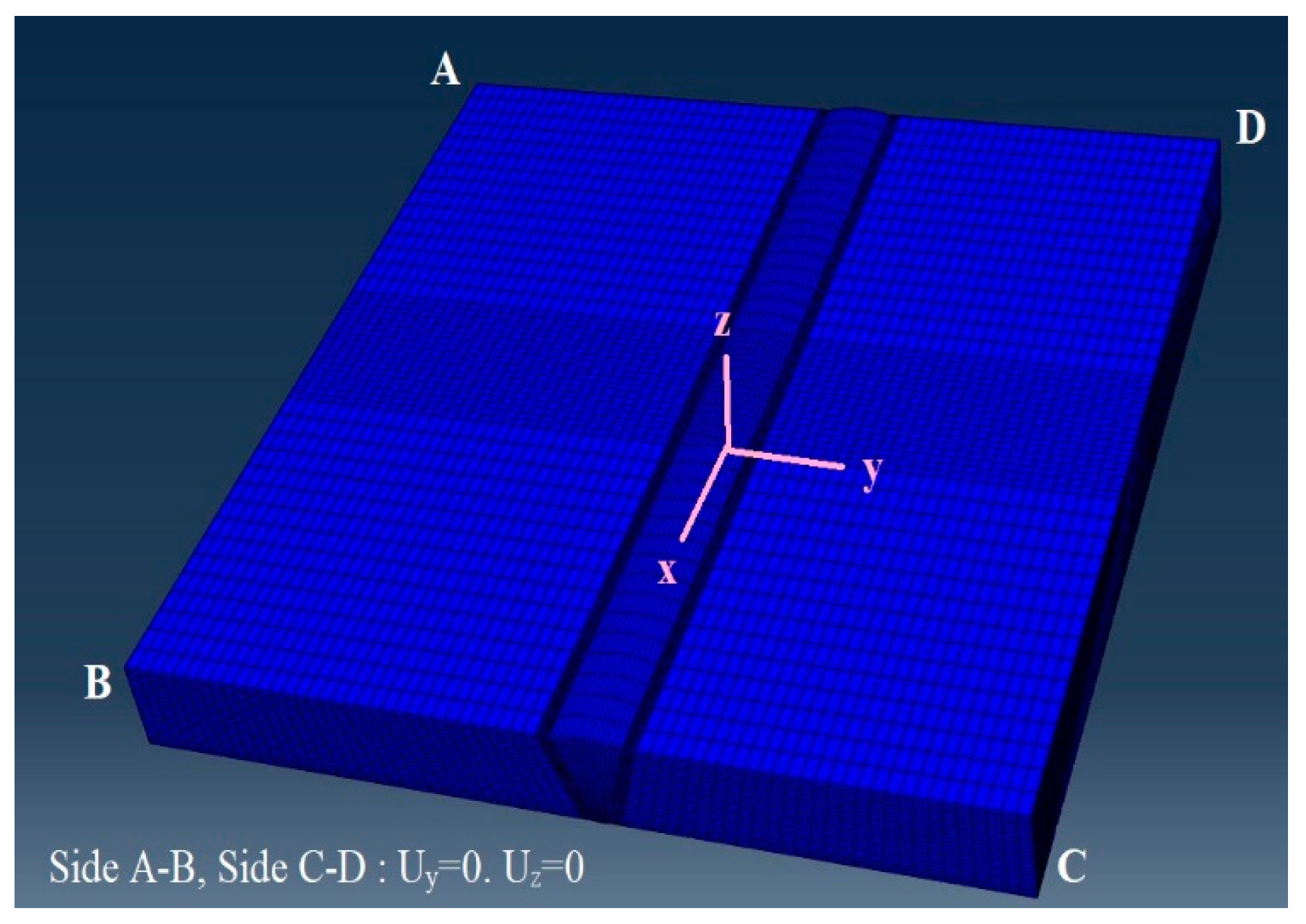
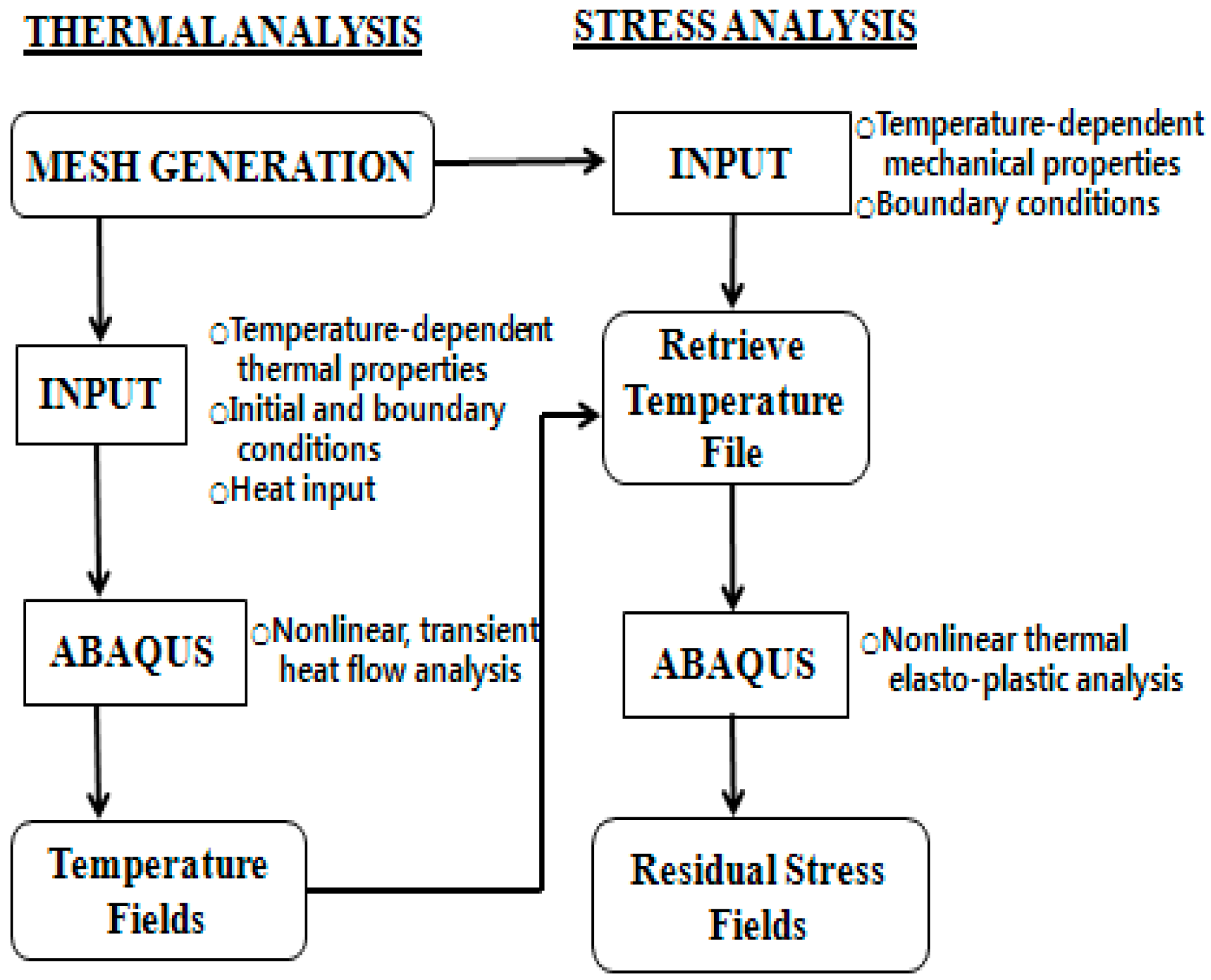
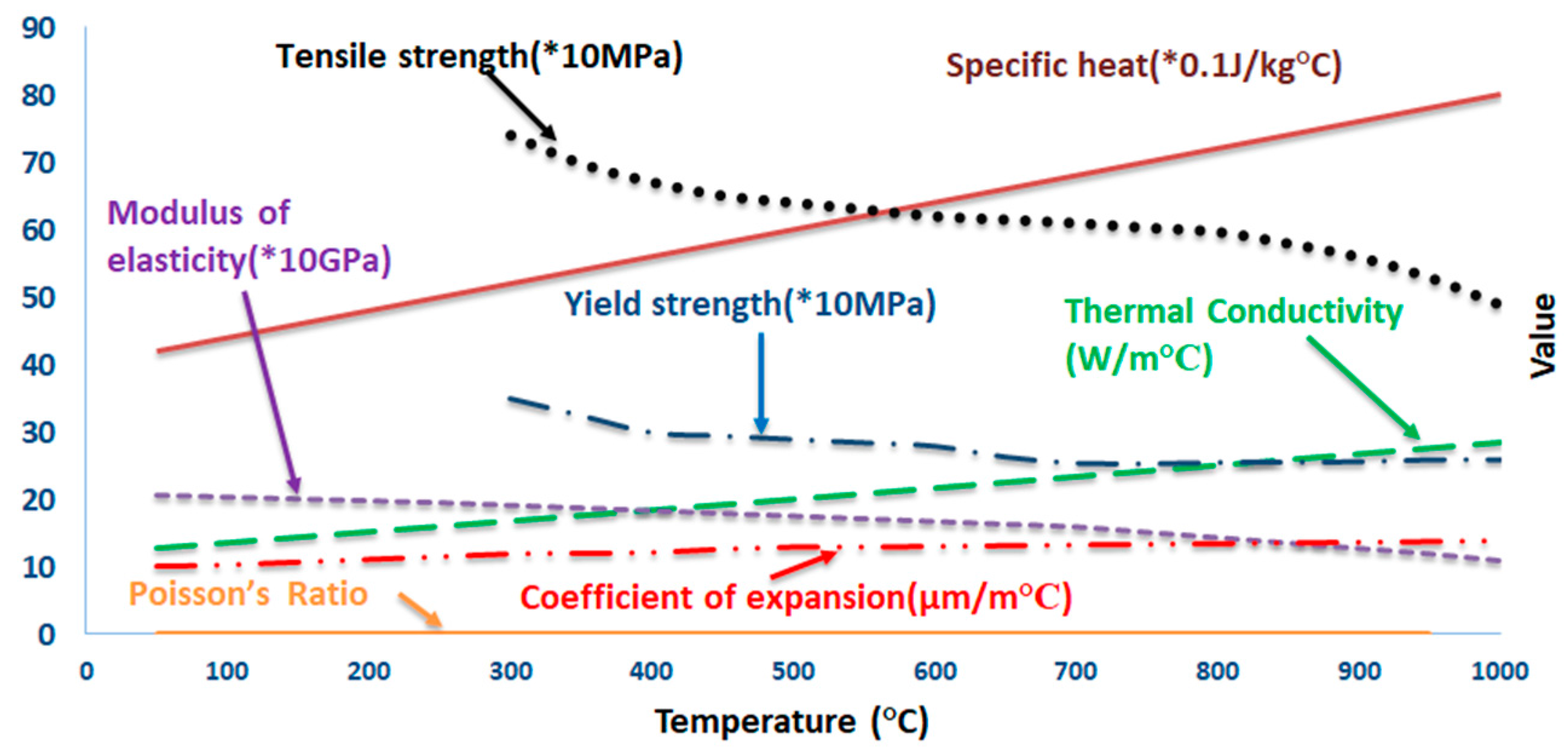
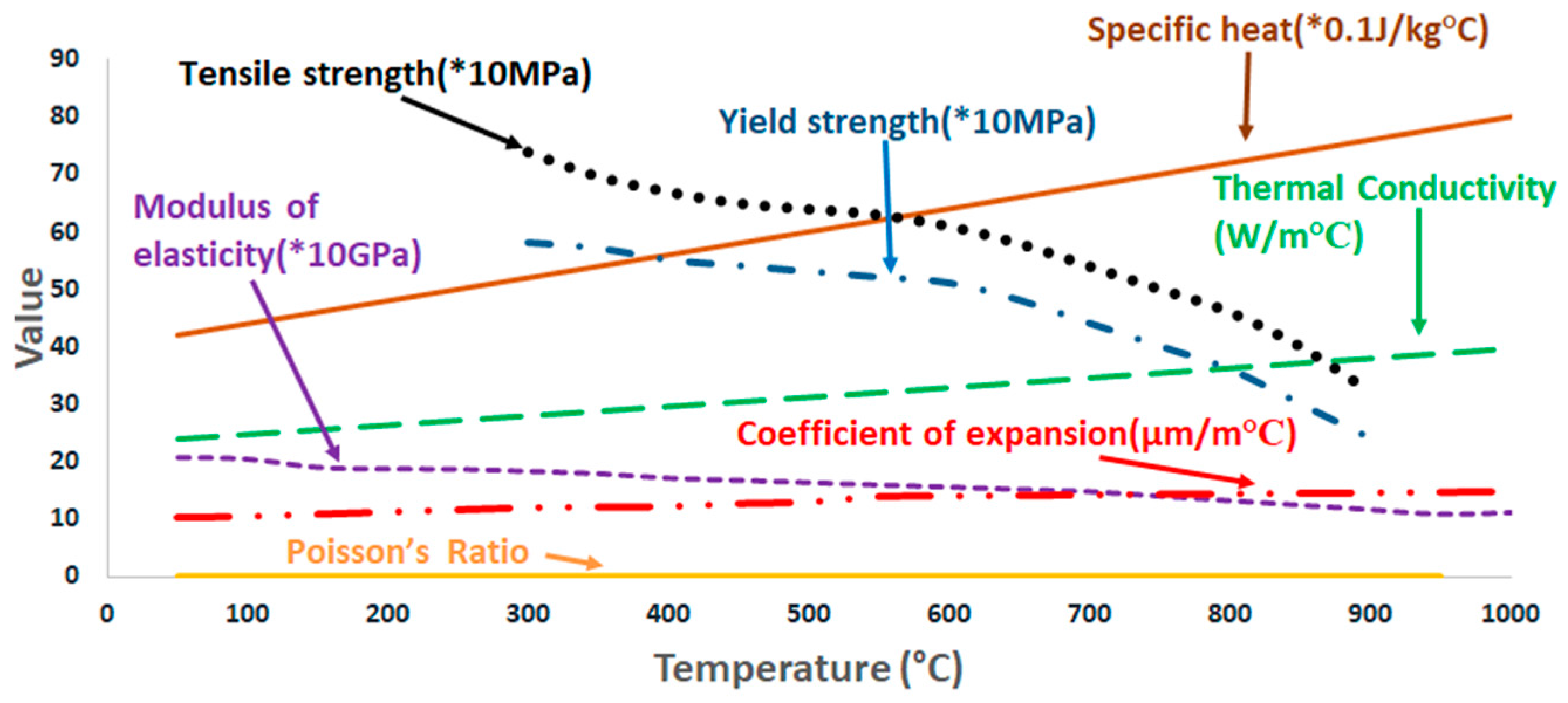
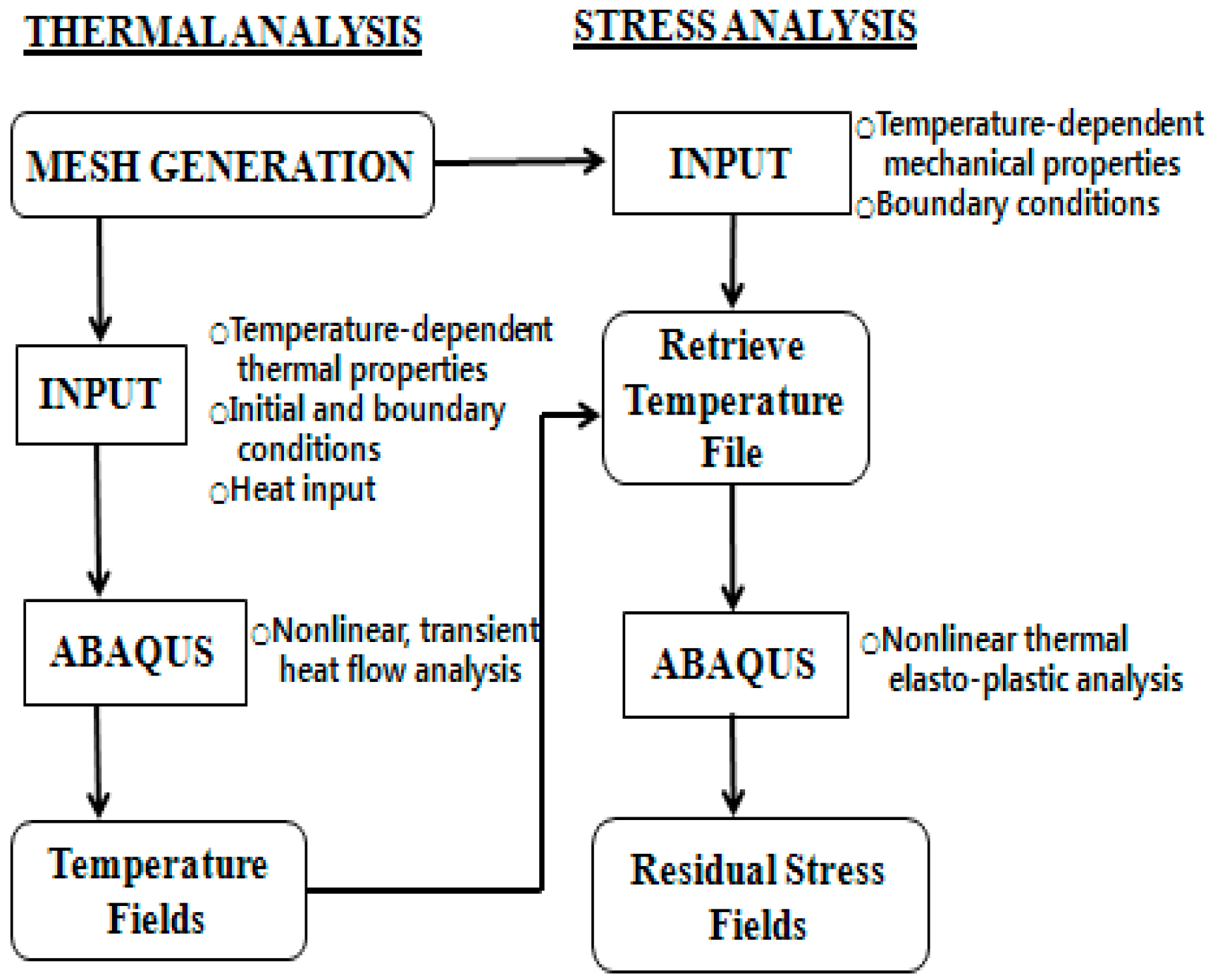
3.1. Numerical Analysis of Welding Residual Stresses
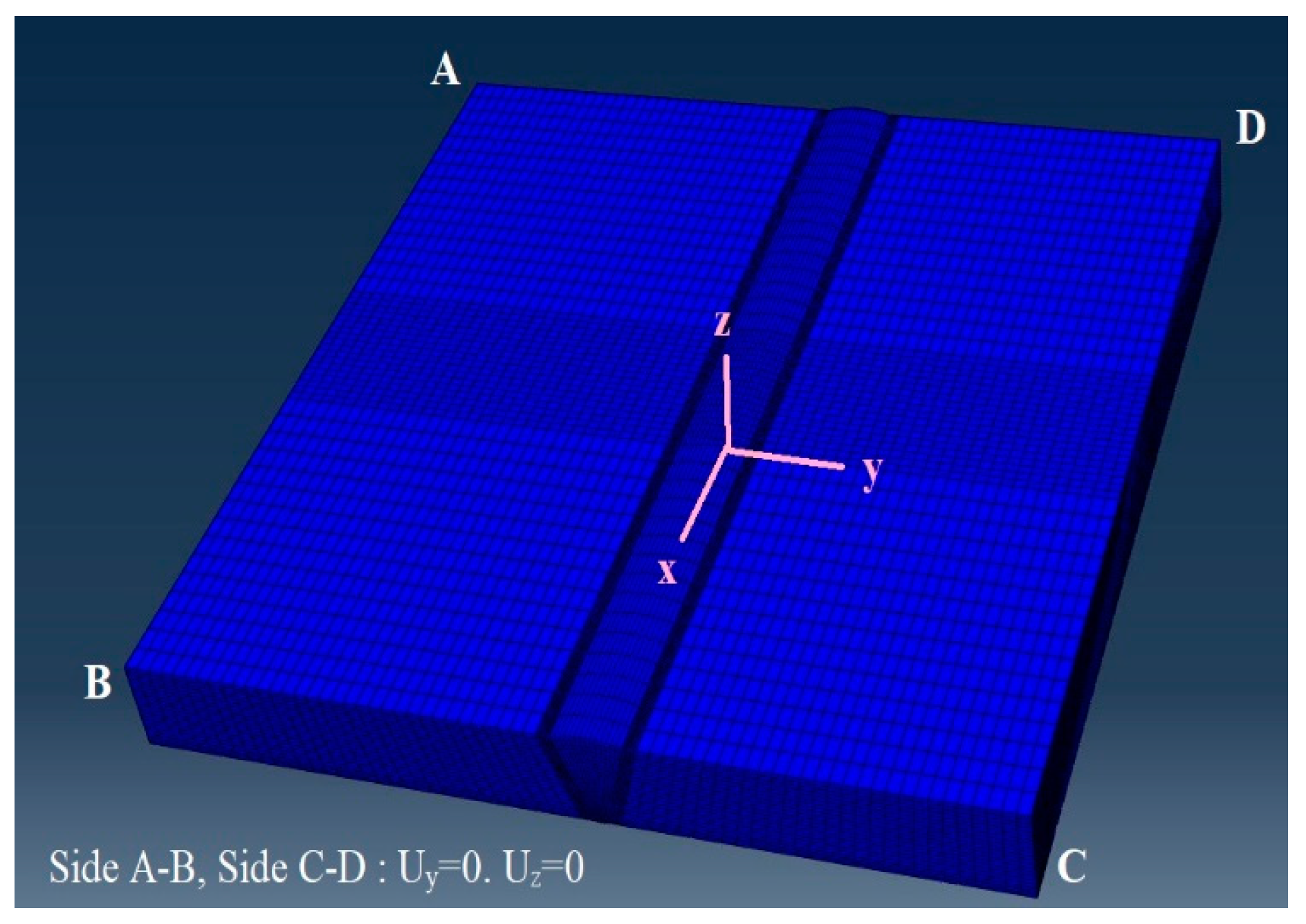
3.1.1. Numerical Analysis Procedure
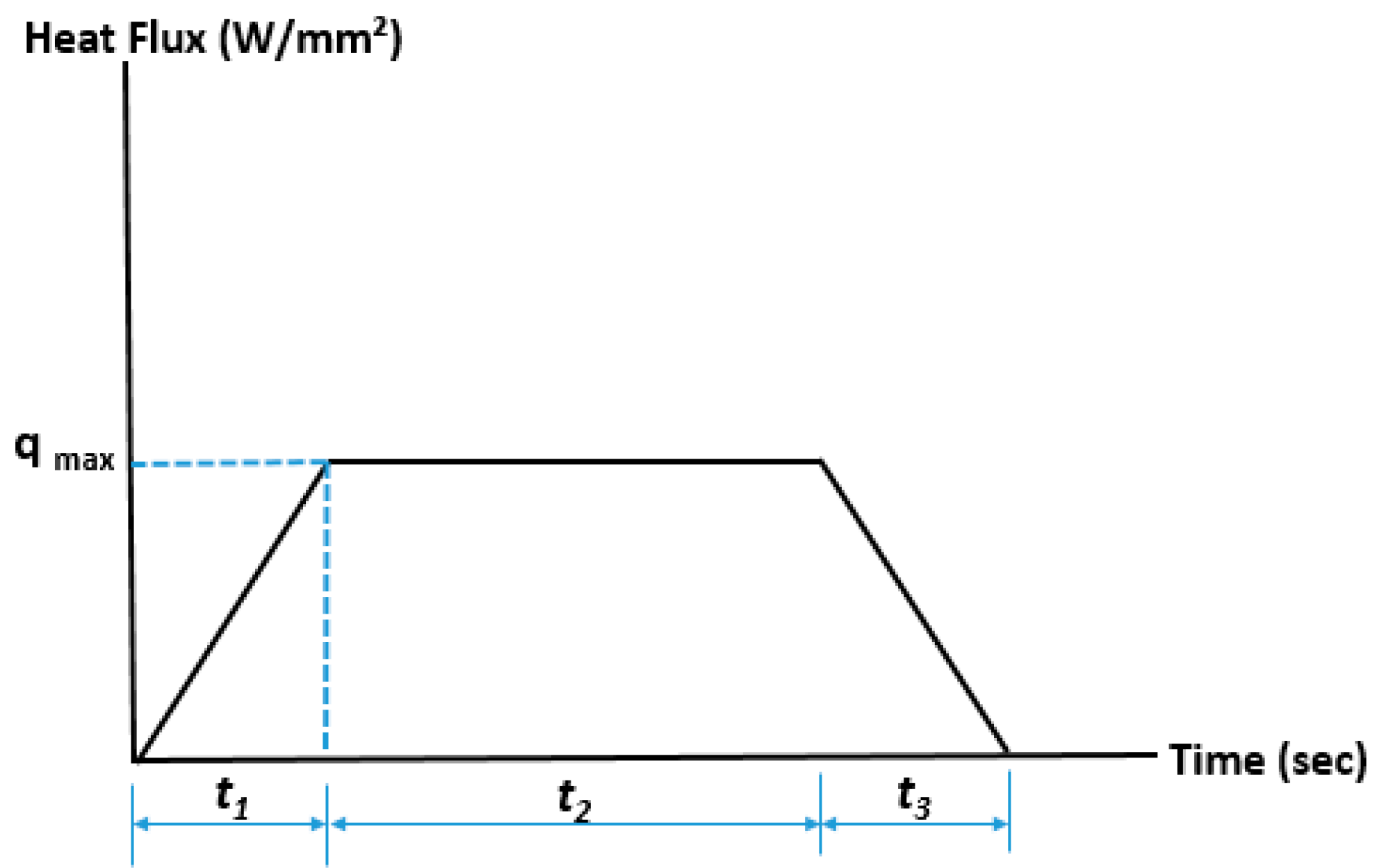
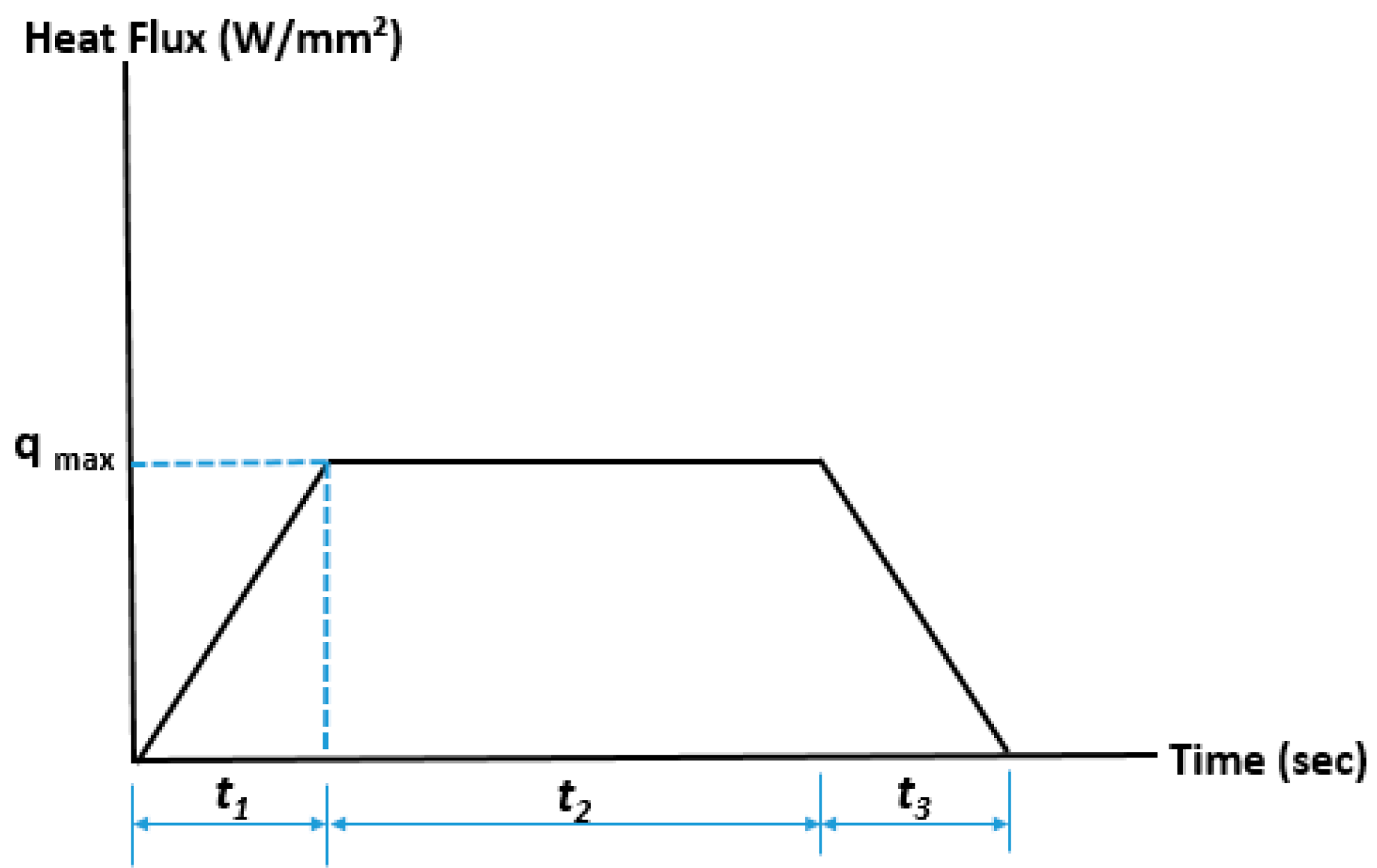
3.1.2. Heat Source Model for Numerical Analysis
- q(0): maximum heat flux at the center of heating spot
- x: distance from the center of heating spot
- C: heat flux concentration coefficient
- Q: total heat input
- QS: surface heat input
- Qb: body heat input
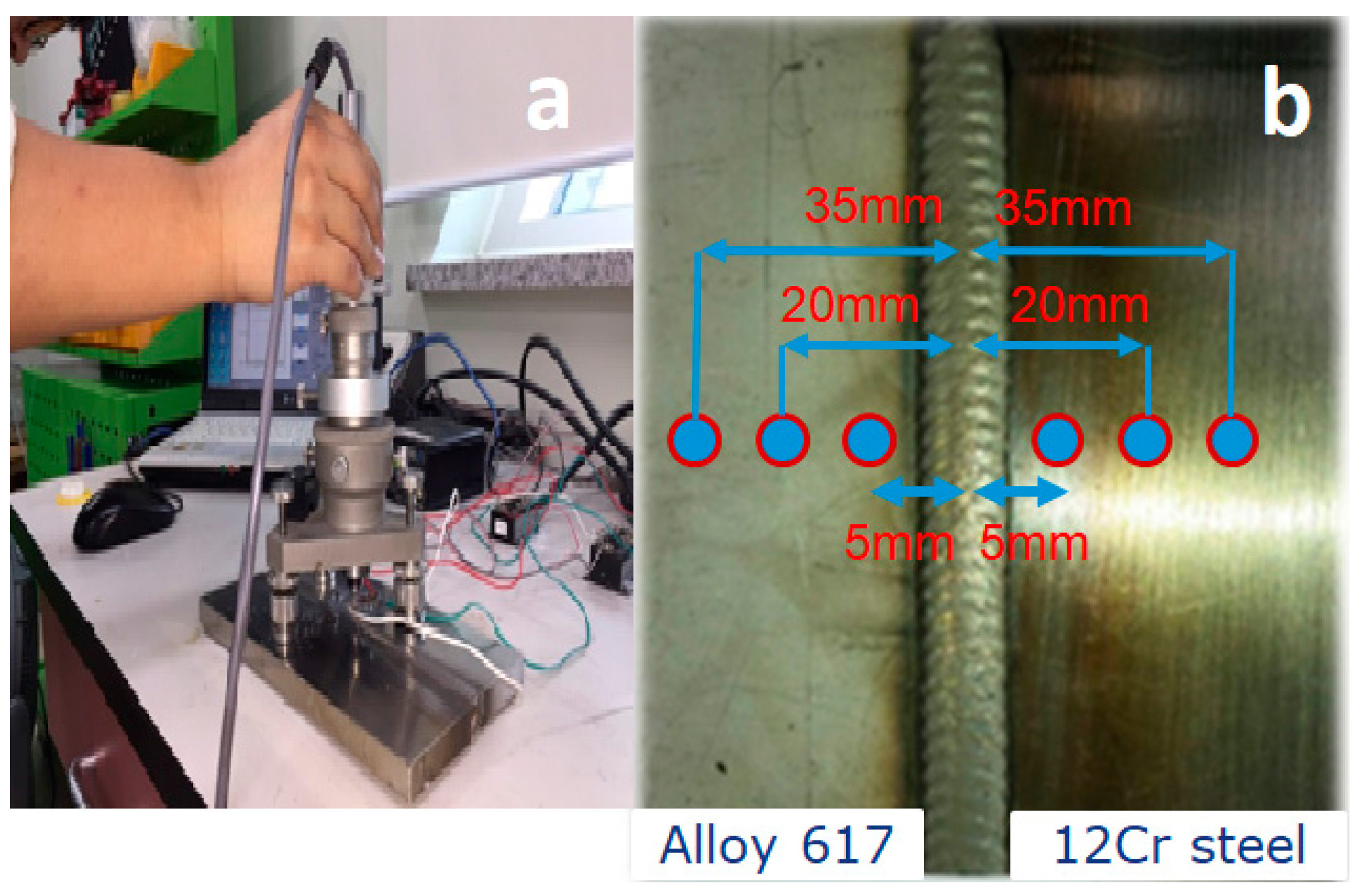
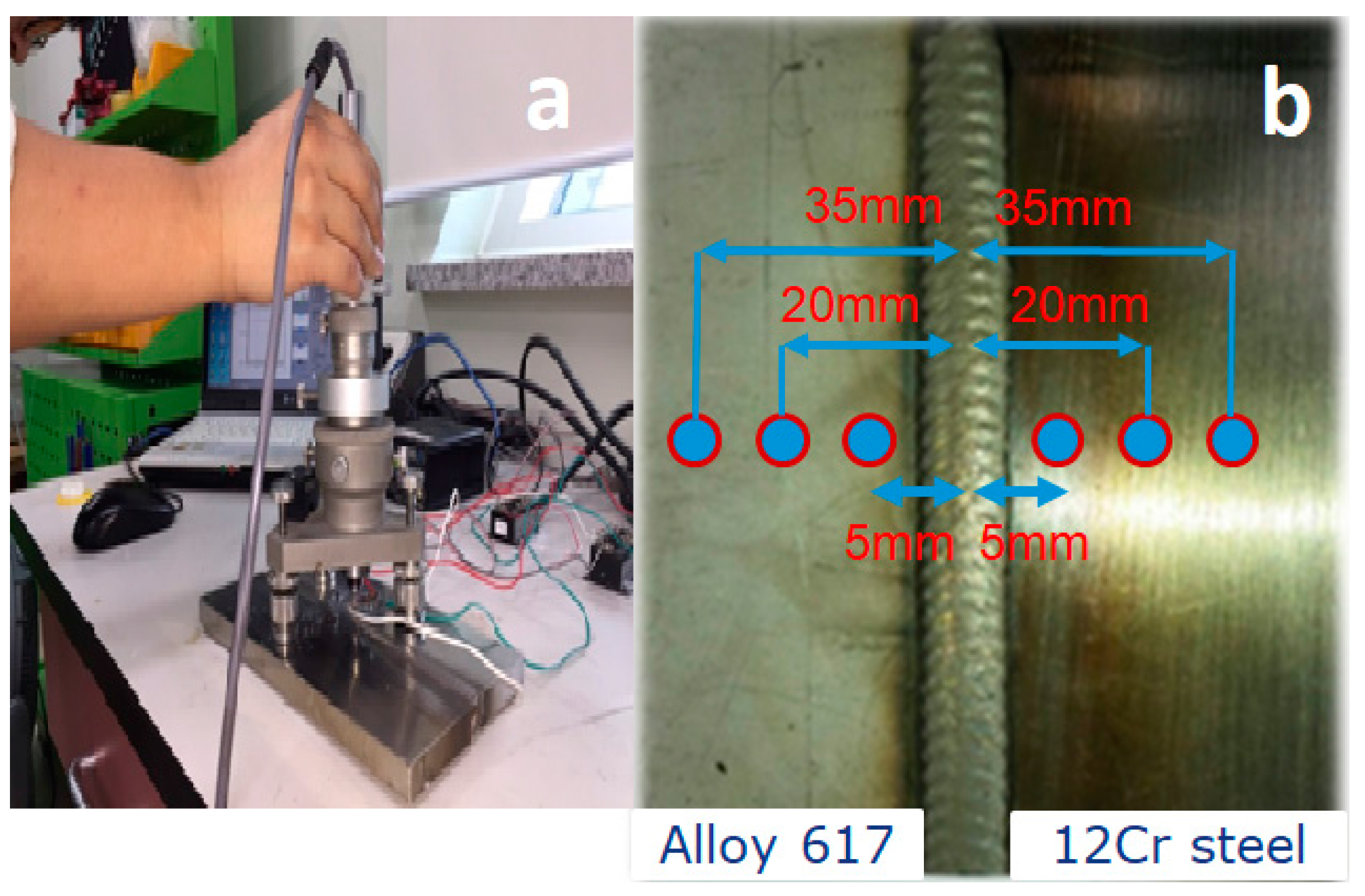
3.2. Experimental Analysis of Welding Residual Analysis
3.3. Results and Discussion
4. Fatigue Strength Assessment of Multi-Pass Dissimilar Material Welded Joint
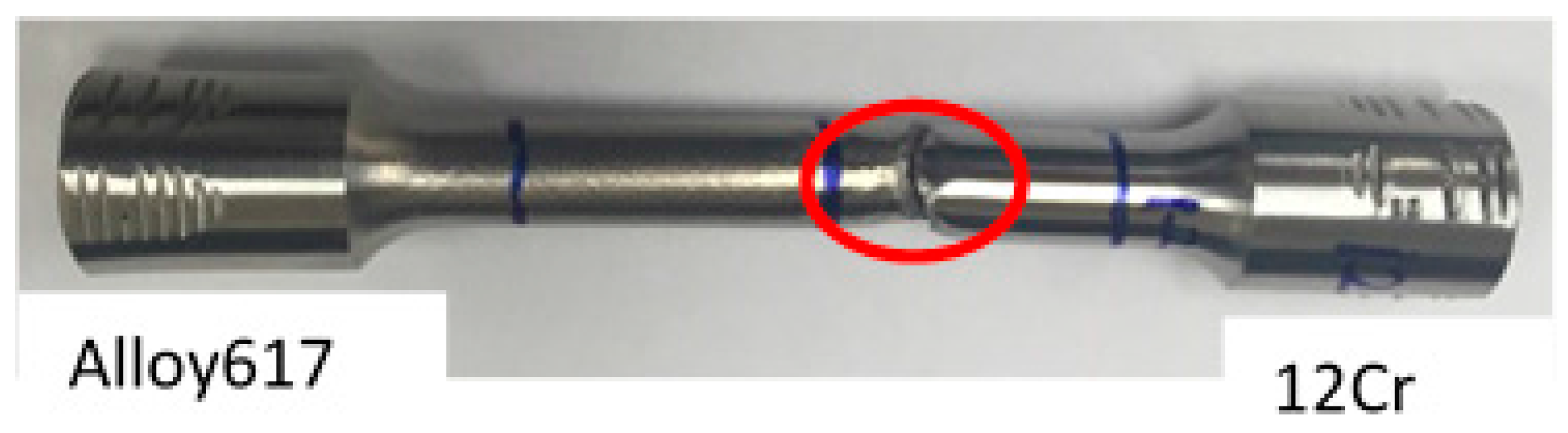
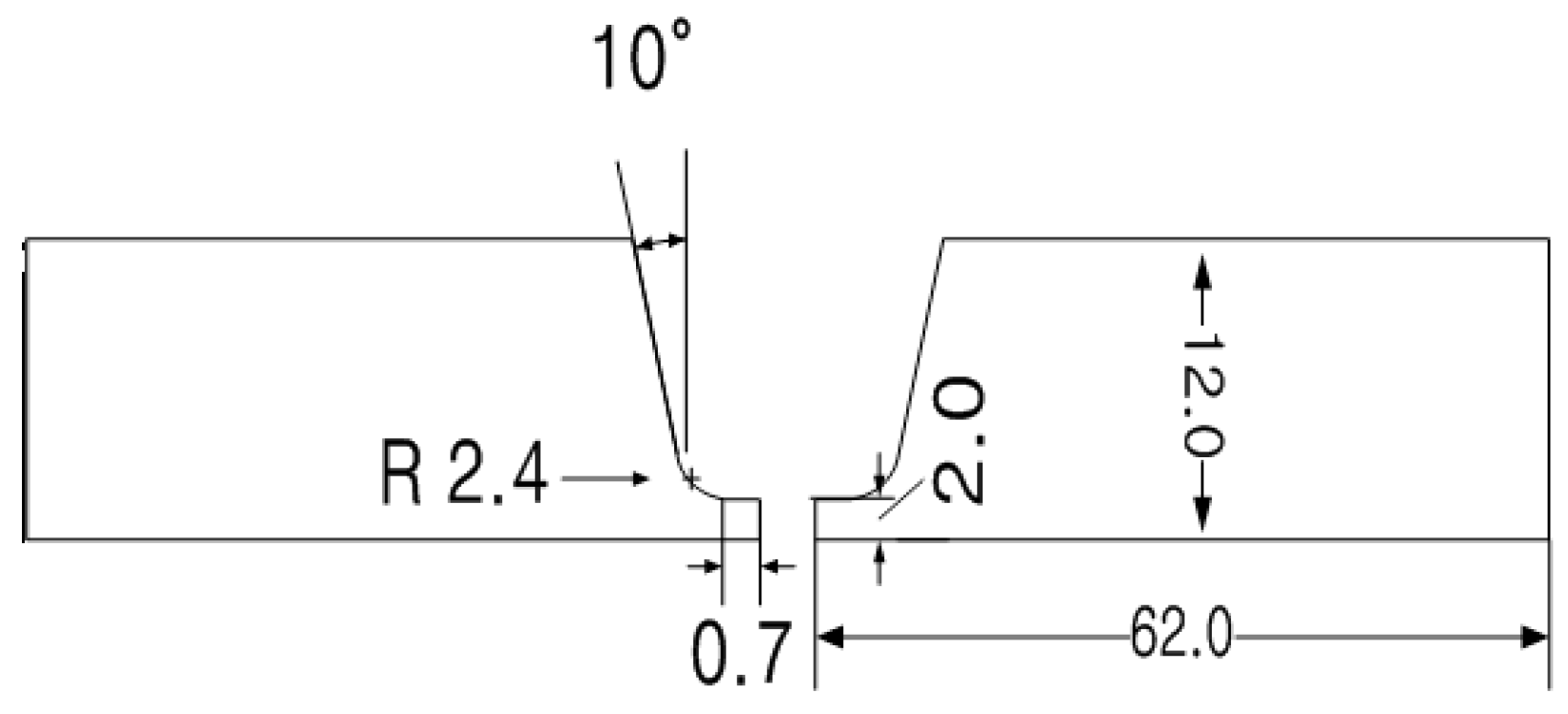
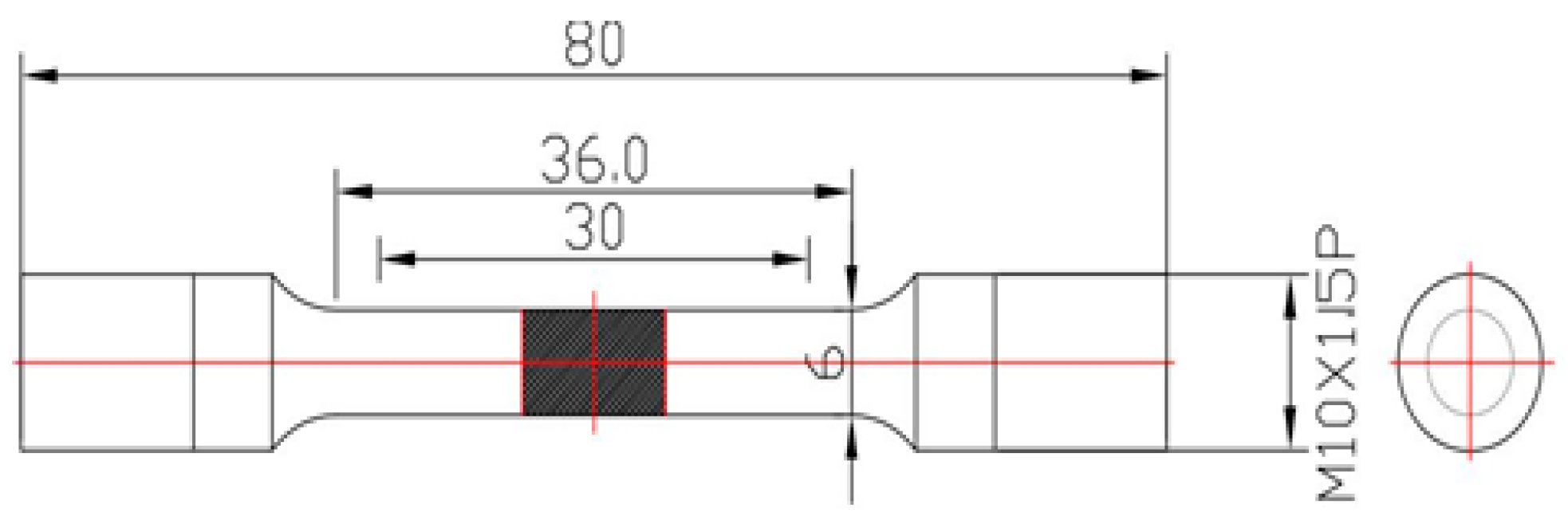
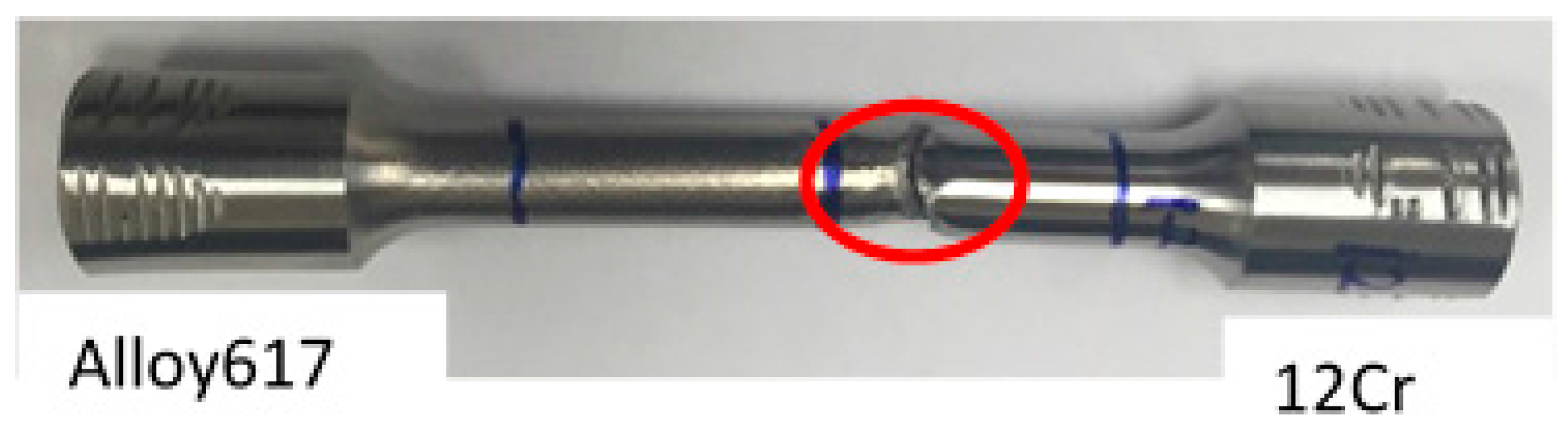
4.1. Specimen and Test Procedure
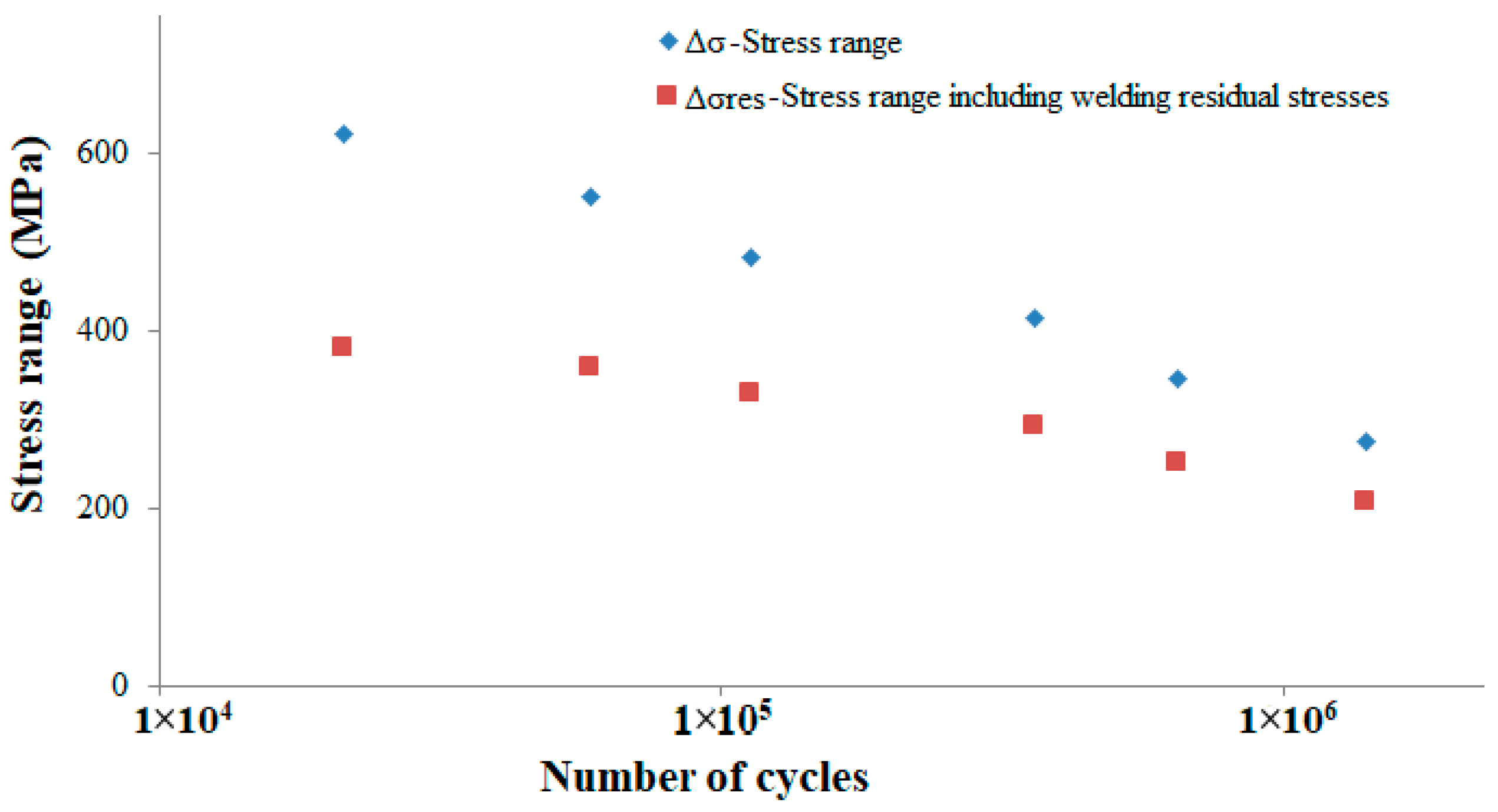
4.2. Calculation of Stress Range Considering Welding Residual Stresses
- Se: fatigue strength
- Su: ultimate strength
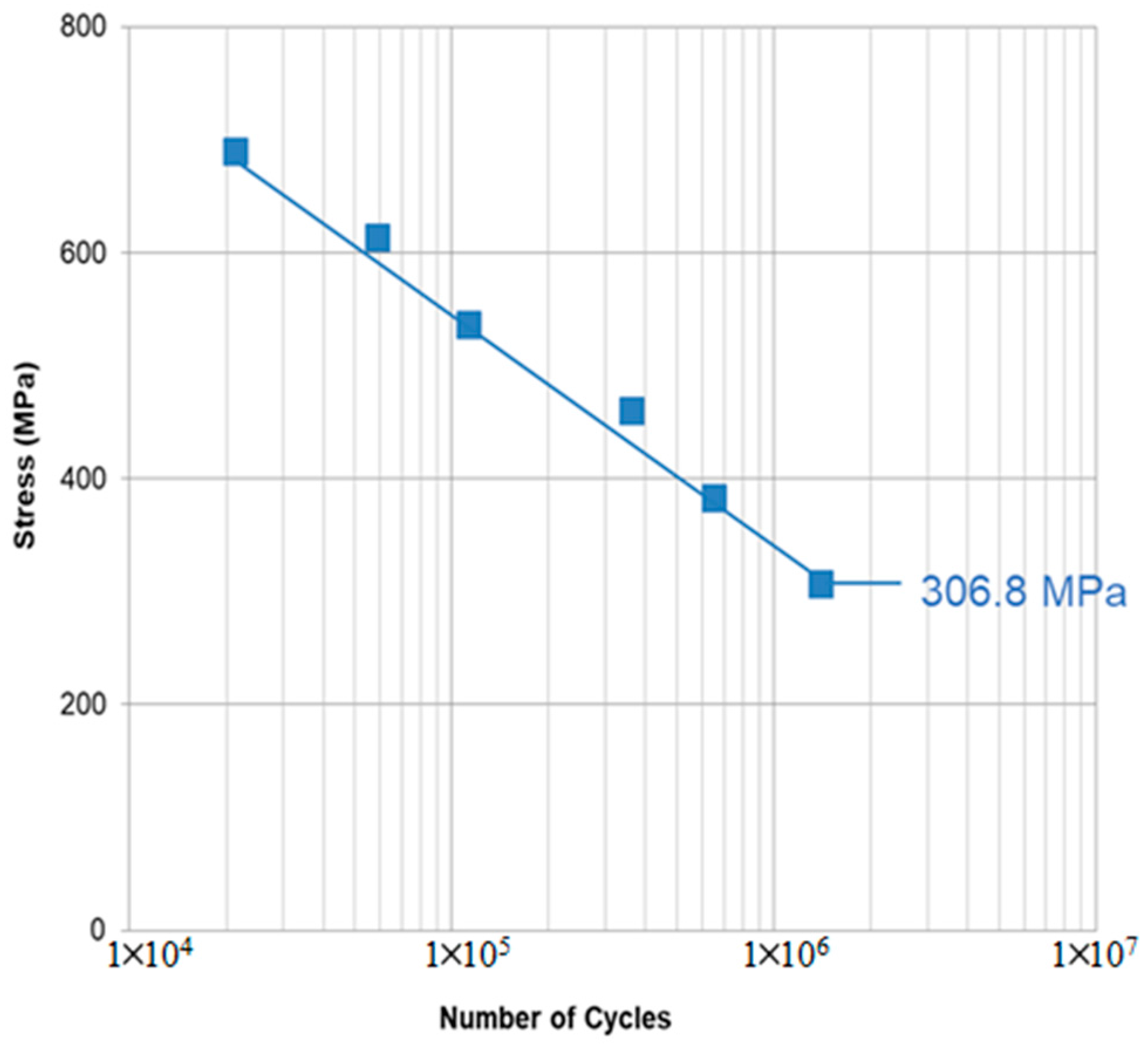
4.3. Results and Discussion
5. Conclusions
- (1)
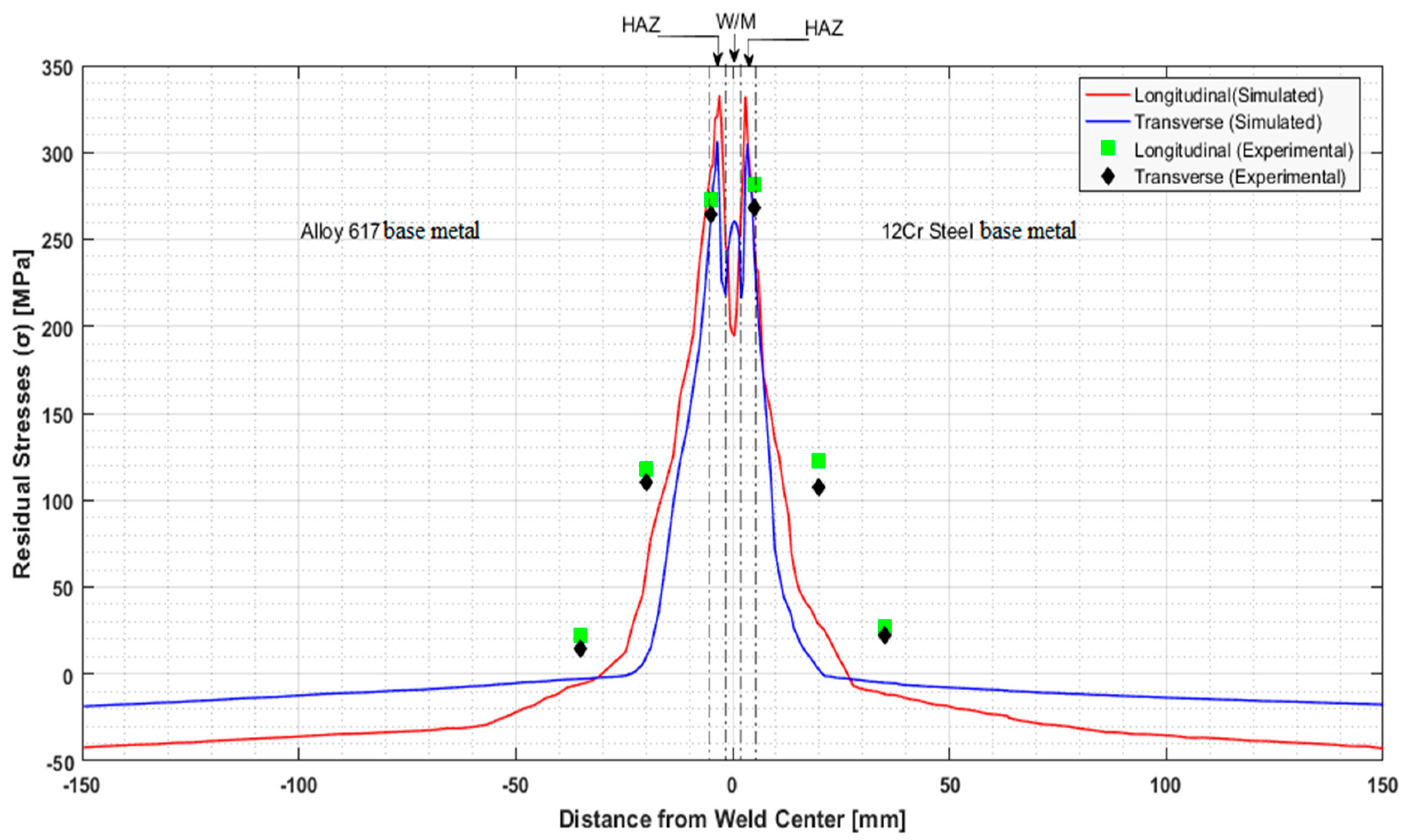
- Welding residual stresses at the weld of dissimilar welded joint distributed complicatedly on longitudinal and transverse directions. Results of numerical and experimental analysis showed a good agreement qualitatively.
- (2)
- Numerical and experimental peak values of welding residual stresses at HAZ of the weld on the 12Cr steel side were predicted to be 333 and 282 MPa HAZ, respectively.
- (3)
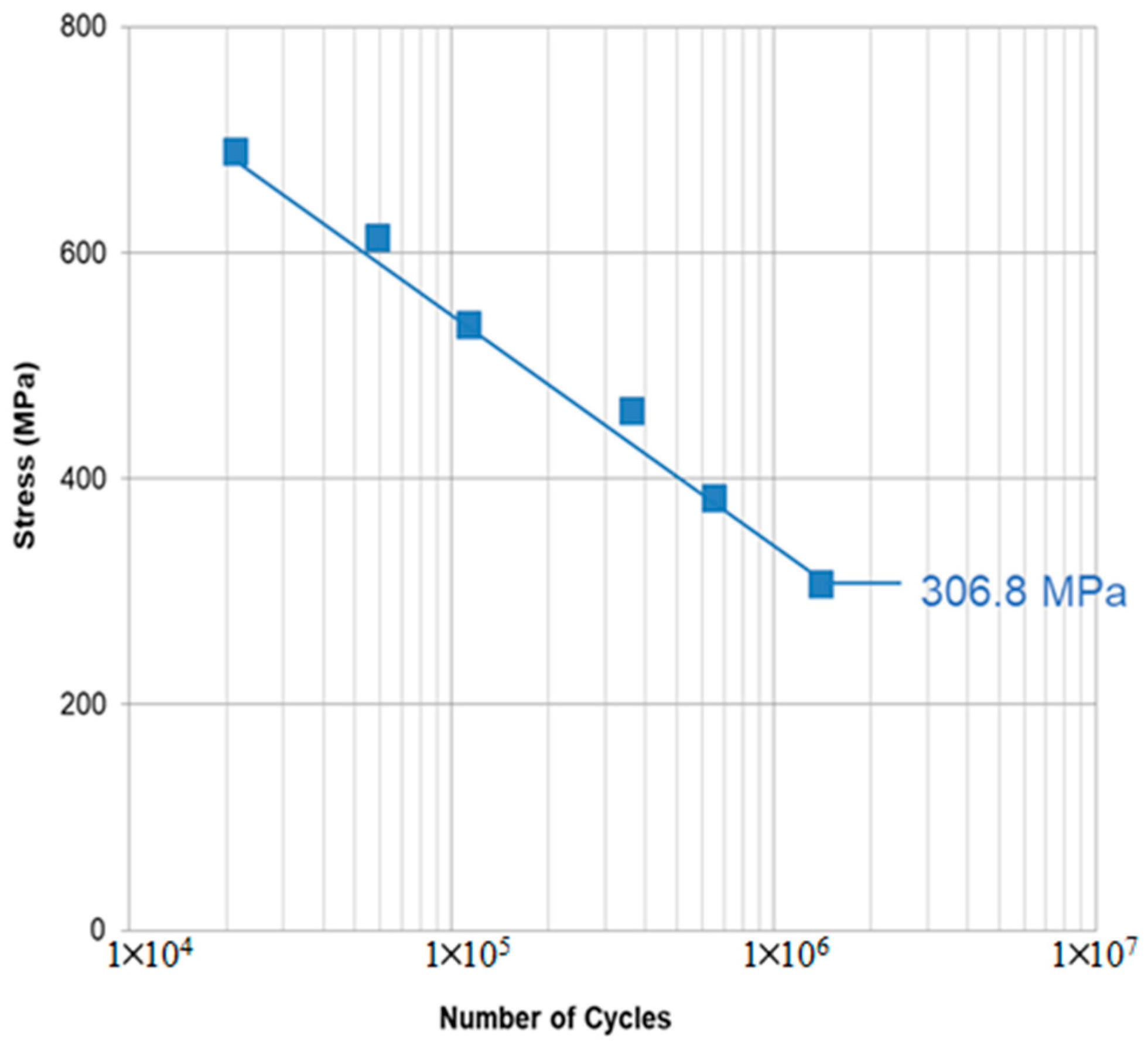
- The low fatigue limit of dissimilar material welded joint was assessed to be 306.8 MPa, which was 40% of tensile strength (767 MPa).
- (4)
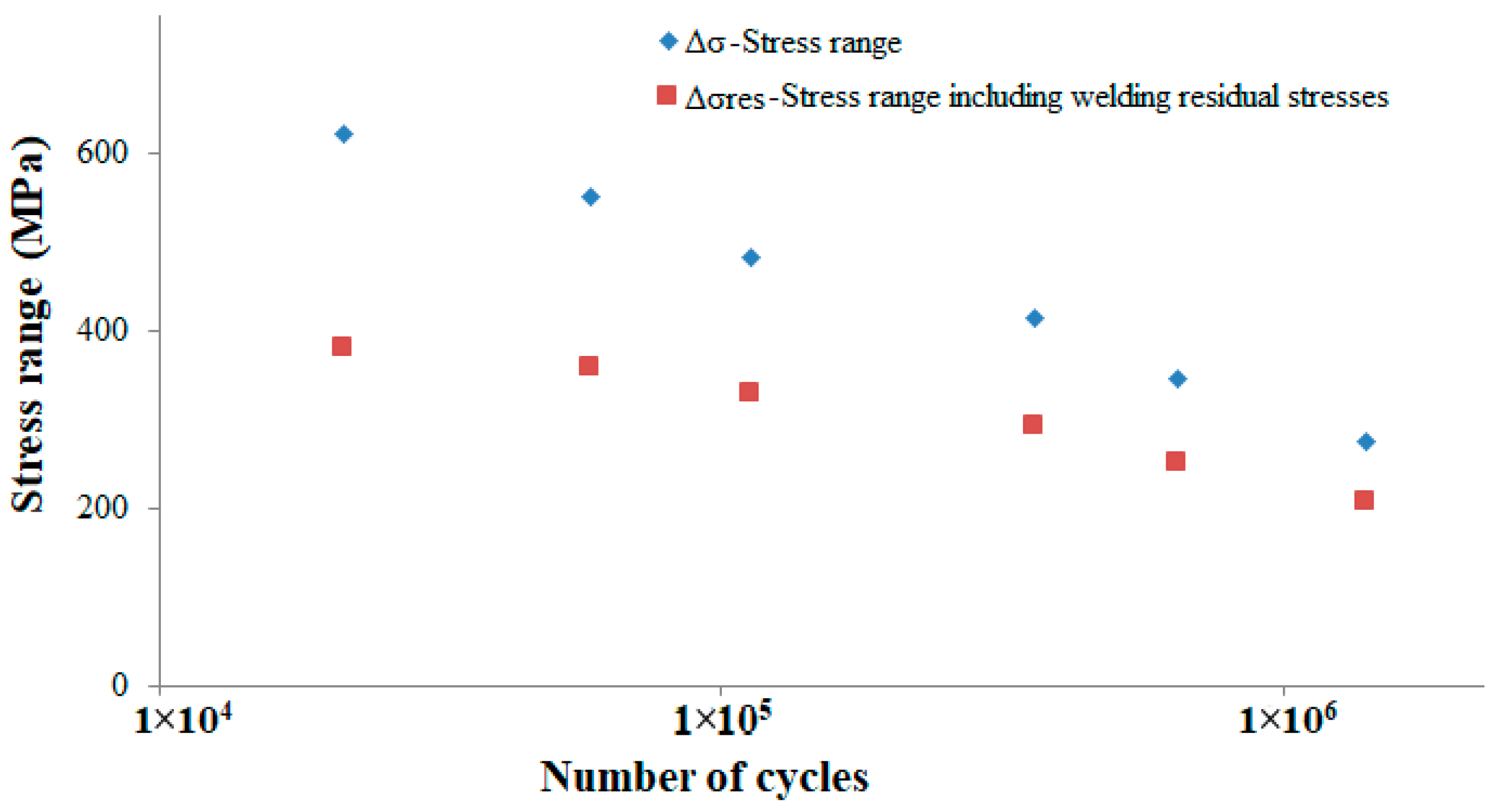
- Stress range values without including welding residual stresses were 14% higher than those calculated by including the effect of residual stresses.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Xiang, W.; Chen, Y. Performance improvement of combined cycle power plant based on the optimization of the bottom cycle and heat recuperation. J. Therm. Sci. 2007, 16, 84–89. [Google Scholar] [CrossRef]
- Franco, A.; Casarosa, C. On some perspectives for increasing the efficiency of combined cycle power plants. Appl. Therm. Eng. 2002, 22, 1501–1518. [Google Scholar] [CrossRef]
- Abe, F. Research and Development of Heat-Resistant Materials for Advanced USC Power Plants with Steam Temperatures of 700 °C and Above. Engineering 2015, 1, 211–224. [Google Scholar] [CrossRef]
- Ennis, P.J.; Strang, A.; Gill, S.P.; McColvin, G.M.; Atkinson, H.V. Microstructural stability of nickel based alloys for advanced power plant applications. Energy Mater. 2009, 4, 184–188. [Google Scholar] [CrossRef]
- Greenfield, P.; Marriott, J.; Pithan, K. A Review of the Properties of 9–12% Chromium Steels for Use as HP/IP Rotors in Advanced Steam Turbines; Commission of the European Communities: Whetstone Leicester, UK, 1989. [Google Scholar]
- Martinsen, K.; Hu, S.J.; Carlson, B.E. Joining of dissimilar materials. CIRP Ann. Manuf. Technol. 2015, 64, 679–699. [Google Scholar] [CrossRef]
- Deogade, S.R.; Ambade, P.S.P.; Patil, A. Finite Element Analysis of Residual Stresses on Ferritic Stainless Steel using Shield Metal Arc Welding. Int. J. Eng. Res. Gen. Sci. 2015, 3, 1131–1137. [Google Scholar]
- Lohe, D.; Vohringer, O. Handbook of Residual Stress and Deformation of Steel; ASM International: Geauga County, OH, USA, 2002; pp. 54–69. [Google Scholar]
- Jenney, C.L.; O’Brien, A. Welding Handbook; American Welding Society: Miami, FL, USA, 1991; Volume 1, p. 982. [Google Scholar] [CrossRef]
- Kandil, F.A.; Lord, J.D.; Fry, A.T.; Grant, P.V. A Review of Residual Stress Measurement Methods—A Guide to Technique Selection; National Physical Laboratory Material Centre: Middlesex, UK, 2001. [Google Scholar]
- Galietti, U.; Palumbo, D. Thermoelastic stress analysis of titanium components and simultaneous assessment of residual stress. In Proceedings of the 14th International Conference on Experimental Mechanics, Poitiers, France, 4–9 July 2010; EPJ Web of Conference. Volume 6, p. 38015. [Google Scholar] [CrossRef]
- Du, Y.; Backman, D.; Patterson, E. A new approach to measuring surface residual stress using thermoelasticity. In Proceedings of the Society for Experimental Mechanics—11th International Congress and Exhibition on Experimental and Applied Mechanics, Orlando, FL, USA, 2–5 June 2008; pp. 673–680. [Google Scholar]
- Zang, W.; Gunnars, J.; Dong, P.; Hong, J.K. Improvement and Validation of Weld Residual Stress Modelling Procedure; Report Number 2009:15; Swedish Radiation Safety Authority: Stockholm, Sweden, 2009; Volume 15.
- Syngellakis, A.; Wu, S. Finite element predictions of residual stresses due to heat transfer during welding. In WIT Transactions on Engineering Sciences; WIT Press: Ashurst, UK, 2012; Volume 75, pp. 333–344. ISBN 9781845646028. [Google Scholar]
- Zeitschrift, A.; Band, I.K.; Link, P.; Dienst, E. Fatigue Strength and Safety of Welded Structures (Bridges, Structural Steel Work and Pressure Pipes); ETH-Bibliothek: Zurich, Switzerland, 1936. [Google Scholar] [CrossRef]
- Al Hajri, M.; Malik, A.U.; Meroufel, A.; Al-Muaili, F. Premature failure of dissimilar metal weld joint at intermediate temperature superheater tube. Case Stud. Eng. Fail. Anal. 2015, 3, 96–103. [Google Scholar] [CrossRef]
- Bae, D.H.; Sohn, I.S.; Hong, J.K. Assessing Effects of Residual Stress on the Fatigue Strength of Spot Welds. Weld. J. 2003, 82, 18–23. [Google Scholar]
- Ahmad, H.; Hwang, J.; Lee, J.; Bae, D. An Assessment of the Mechanical Properties and Microstructural Analysis of Dissimilar Material Welded Joint between Alloy 617 and 12Cr Steel. Metals 2016, 6, 242. [Google Scholar] [CrossRef]
- Corlett, B.J.; Lucas, J.; Smith, J.S. Sensors for narrow-gap welding. IEE Proc. A Sci. Meas. Technol. 1991, 138, 213–222. [Google Scholar] [CrossRef]
- Shim, Y.; Feng, Z.; Lee, S.; Kim, D.; Jaeger, J.; Papritan, J.C.; Tsai, C. Determination of Residual Stresses in. Weld. J. 1992, 71, 305–312. [Google Scholar]
- Zain-Ul-Abdein, M.; Nélias, D.; Jullien, J.F.; Deloison, D. Thermo-mechanical analysis of laser beam welding of thin plate with complex boundary conditions. Int. J. Mater. Form. 2008, 1, 1063–1066. [Google Scholar] [CrossRef]
- Inconel Alloy 617. Available online: http://www.specialmetals.com/assets/smc/documents/alloys/inconel/inconel-alloy-617.pdf (accessed on 29 October 2017).
- Coussement, C.; Dhooge, A.; de Witte, M.; Dobbelaere, R.; van der Donckt, E. High temperature properties of improved 9% Cr steel weldments. Int. J. Press. Vessel. Pip. 1991, 45, 163–178. [Google Scholar] [CrossRef]
- Hong, J.K.; Tsai, C.L.; Dong, P. Assessment of Numerical Procedures For Residual Stress Analysis of Multipass Welds. Weld. J. N. Y. 1998, 77, 372–382. [Google Scholar]
- Bae, D.H.; Kim, C.H.; Cho, S.Y. Numerical Analysis of Welding Residual Stress Using Heat Source Models for the Multi-Pass Weldment. J. Mech. Sci. Technol. 2002, 16, 1054–1064. [Google Scholar] [CrossRef]
- Bae, D.H.; Tsai, C.L. Effects of Heat Source Models in Numerical Analysis for Transient Thermal History and Residual Stresses; The Korean Society of Mechanical Engineers (KSME): Seoul, Korea, 1999; pp. 309–315. [Google Scholar]
- ASTM E837-13a Standard Test Method for Determining Residual Stresses by the Hole-Drilling Strain-Gage Method. Available online: https://www.astm.org/Standards/E837.htm (accessed on 31 August 2017).
- ASTM International. Standard Test Methods for Tension Testing of Metallic Materials 1; ASTM International: West Conshohocken, PA, USA, 2009; Volume I, pp. 1–27. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base Material | Yield Strenght (MPa) | Tensile Strenght (MPA) | Elongation | Reduction in Area (%) | Melting Point (°C) |
|---|---|---|---|---|---|
| Alloy 617 | 322 | 732 | 62 | 56 | 1330 |
| 12Cr | 551 | 758 | 18 | 50 | 1375 |
| Dissimilar material welded joint | 490 | 767 | 48 | - | - |
| Base/Filler Metal | Chemical Composition (Weight %) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ni | Cr | Co | Mo | Al | C | Fe | Si | Ti | Cu | Mn | S | |
| Alloy 617 | 44.3 | 22 | 12.5 | 9.0 | 1.2 | 0.07 | 1.5 | 0.5 | 0.3 | 0.2 | 0.5 | 0.008 |
| 12Cr | 0.43 | 11.6 | - | 0.04 | - | 0.13 | Bal. | 0.4 | - | 0.1 | 0.58 | - |
| Thyssen 617 | 45.7 | 21.5 | 11.0 | 9.0 | 1.0 | 0.05 | 1.0 | 0.1 | 1 | - | - | - |
| Pass | Shield Gas | Voltage (V) | Current (A) | Welding Speed (cm/min) | Heat Input (kJ/mm) |
|---|---|---|---|---|---|
| 1 | Argon-2.5% H2 | 10 | 150 | 10 | 0.9 |
| 2 | Argon-2.5% H2 | 13 | 150 | 10 | 1.17 |
| 3 | Argon-2.5% H2 | 16 | 150 | 10 | 1.44 |
| 4 | Argon-2.5% H2 | 16 | 150 | 10 | 1.44 |
| 5 | Argon-2.5% H2 | 16 | 150 | 10 | 1.44 |
| 6 | Argon-2.5% H2 | 16 | 150 | 10 | 1.44 |
| 7 | Argon-2.5% H2 | 16 | 150 | 10 | 1.44 |
| Load Conditions | ||||||
|---|---|---|---|---|---|---|
| σmax (MPa) | 0.9σu = 690.3 | 0.8σu = 613.6 | 0.7σu = 536.9 | 0.6σu = 460.2 | 0.5σu = 383.5 | 0.4σu = 306.8 |
| Stress Ratio | R = 0.1 | |||||
| FrEquation | 10 Hz | |||||
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmad, H.W.; Hwang, J.H.; Lee, J.H.; Bae, D.H. Welding Residual Stress Analysis and Fatigue Strength Assessment of Multi-Pass Dissimilar Material Welded Joint between Alloy 617 and 12Cr Steel. Metals 2018, 8, 21. https://doi.org/10.3390/met8010021
Ahmad HW, Hwang JH, Lee JH, Bae DH. Welding Residual Stress Analysis and Fatigue Strength Assessment of Multi-Pass Dissimilar Material Welded Joint between Alloy 617 and 12Cr Steel. Metals. 2018; 8(1):21. https://doi.org/10.3390/met8010021
Chicago/Turabian StyleAhmad, Hafiz Waqar, Jeong Ho Hwang, Ju Hwa Lee, and Dong Ho Bae. 2018. "Welding Residual Stress Analysis and Fatigue Strength Assessment of Multi-Pass Dissimilar Material Welded Joint between Alloy 617 and 12Cr Steel" Metals 8, no. 1: 21. https://doi.org/10.3390/met8010021