Austempered Ductile Iron (ADI): Influence of Austempering Temperature on Microstructure, Mechanical and Wear Properties and Energy Consumption

Abstract
:1. Introduction
2. Materials and Methods
2.1. Casting of Ductile Iron
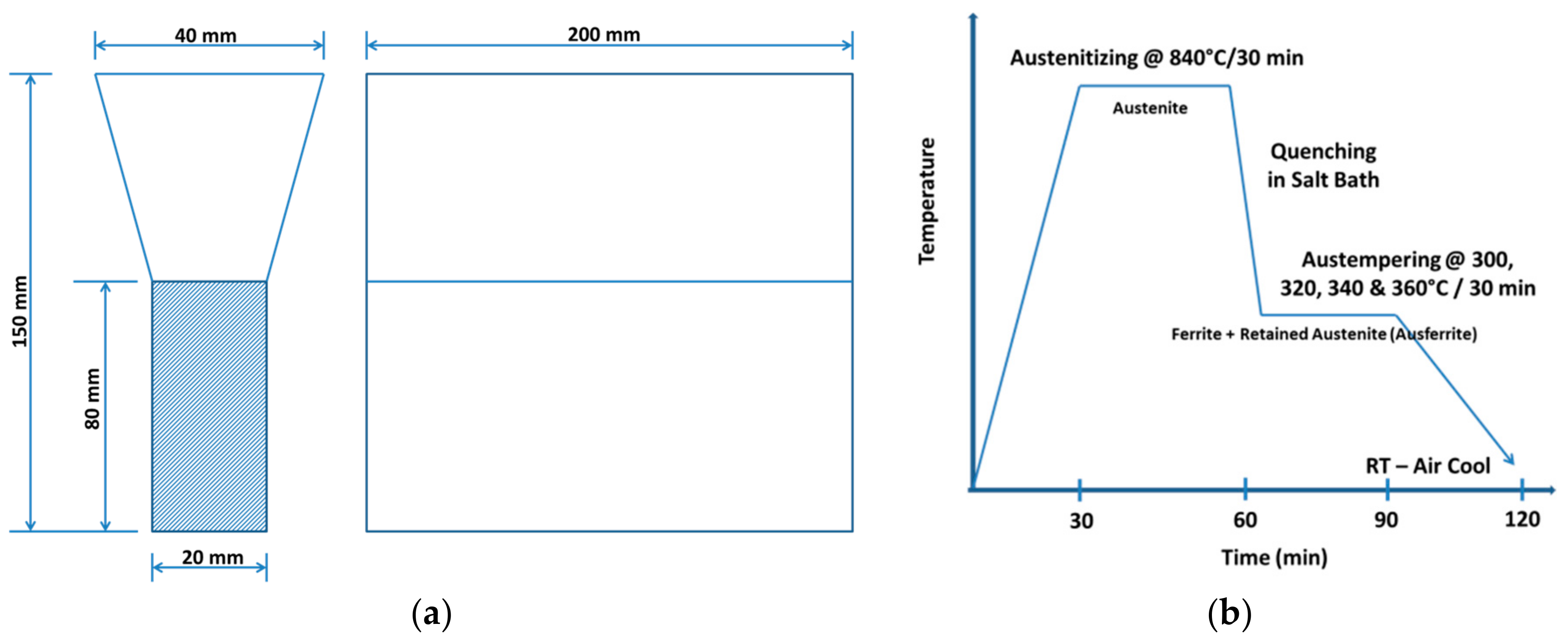
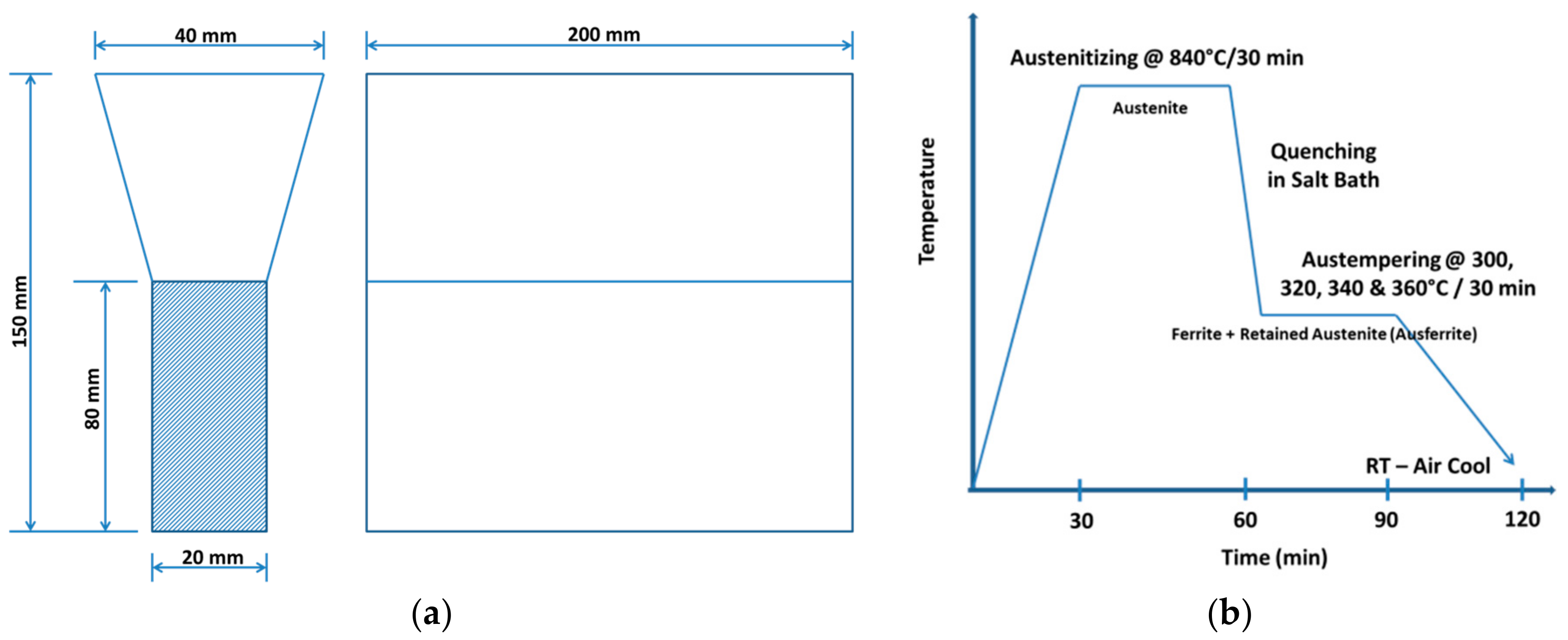
2.2. Austempering of Ductile Iron
2.3. Mechanical Testing and Optical Microscopy
2.4. Pin-on-Disc Wear Testing
2.5. Scanning Electron Microscopy
2.6. X-ray Diffraction Analysis
3. Results and Discussions
3.1. Microstructure
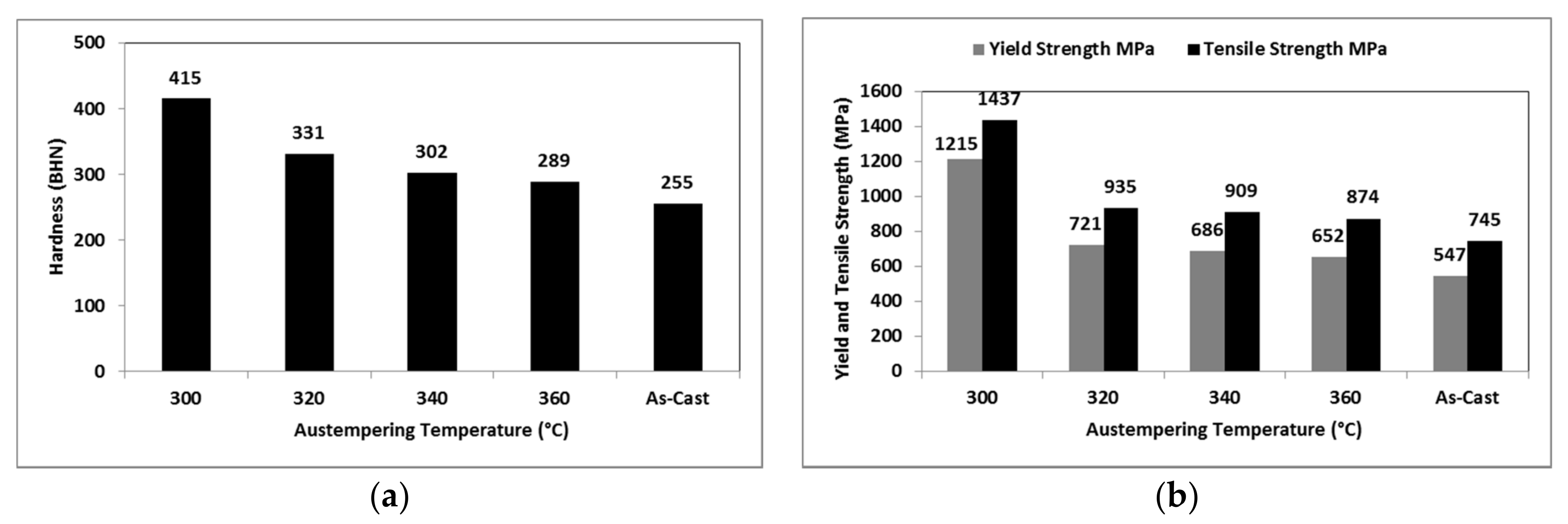
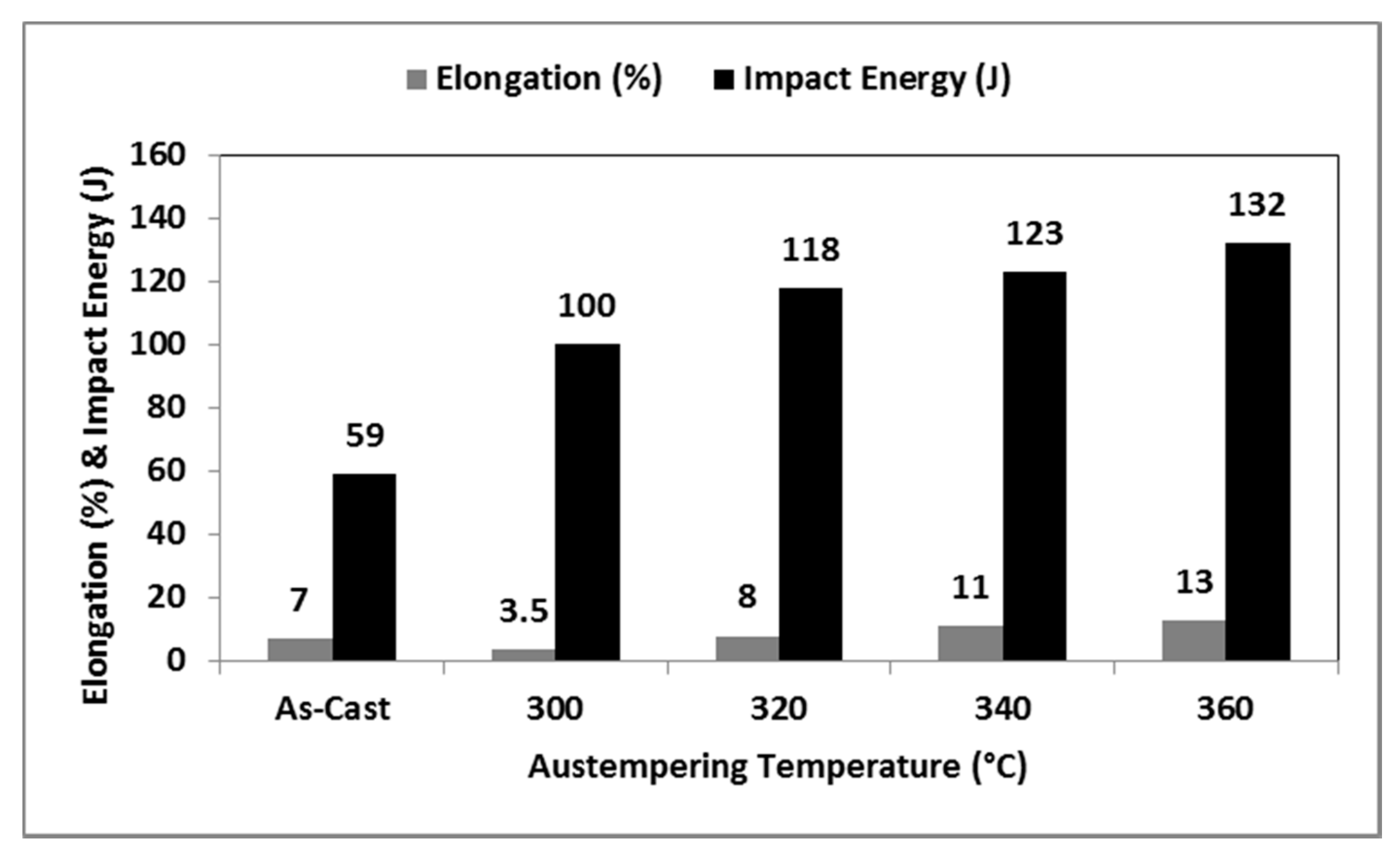
3.2. Mechanical Properties
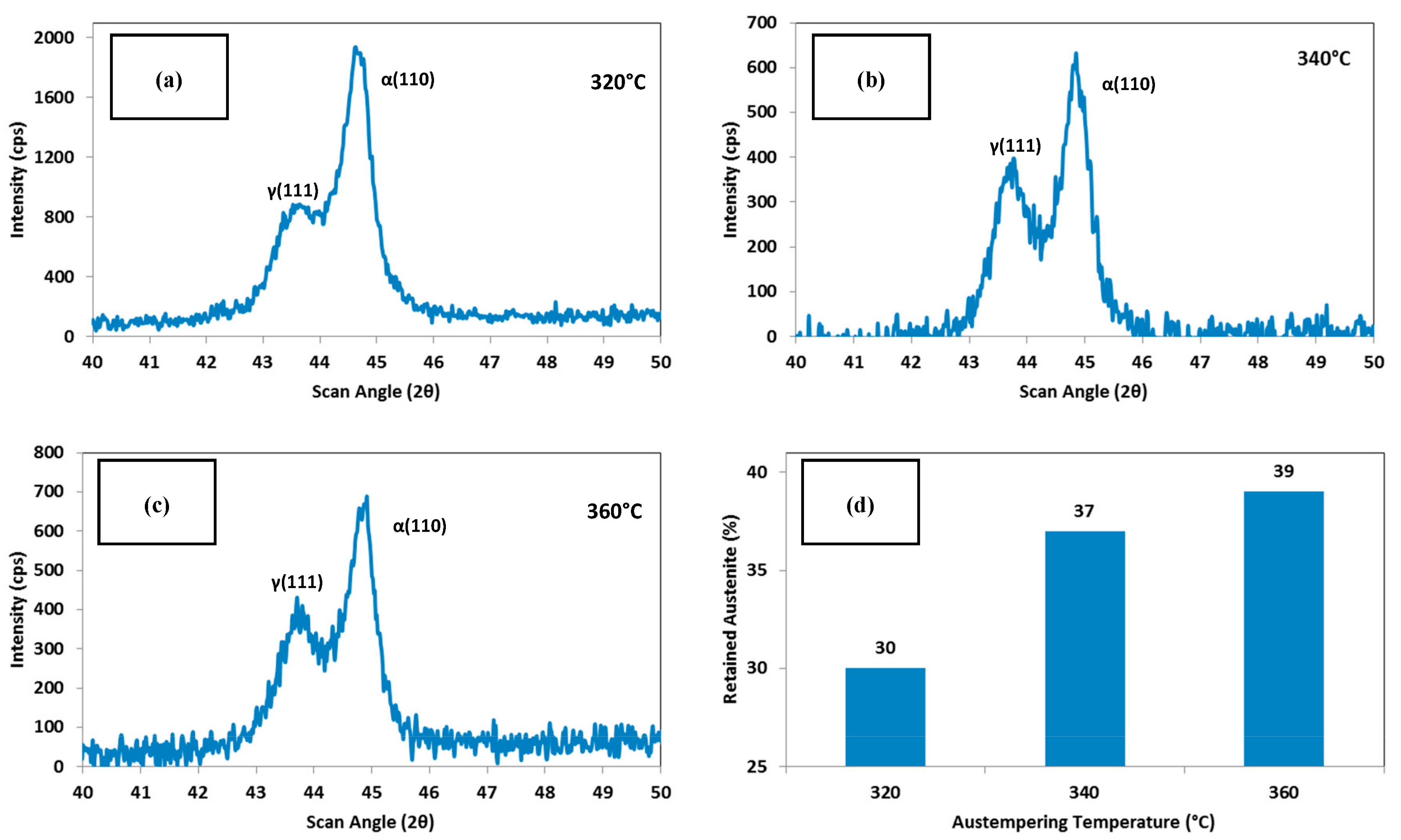
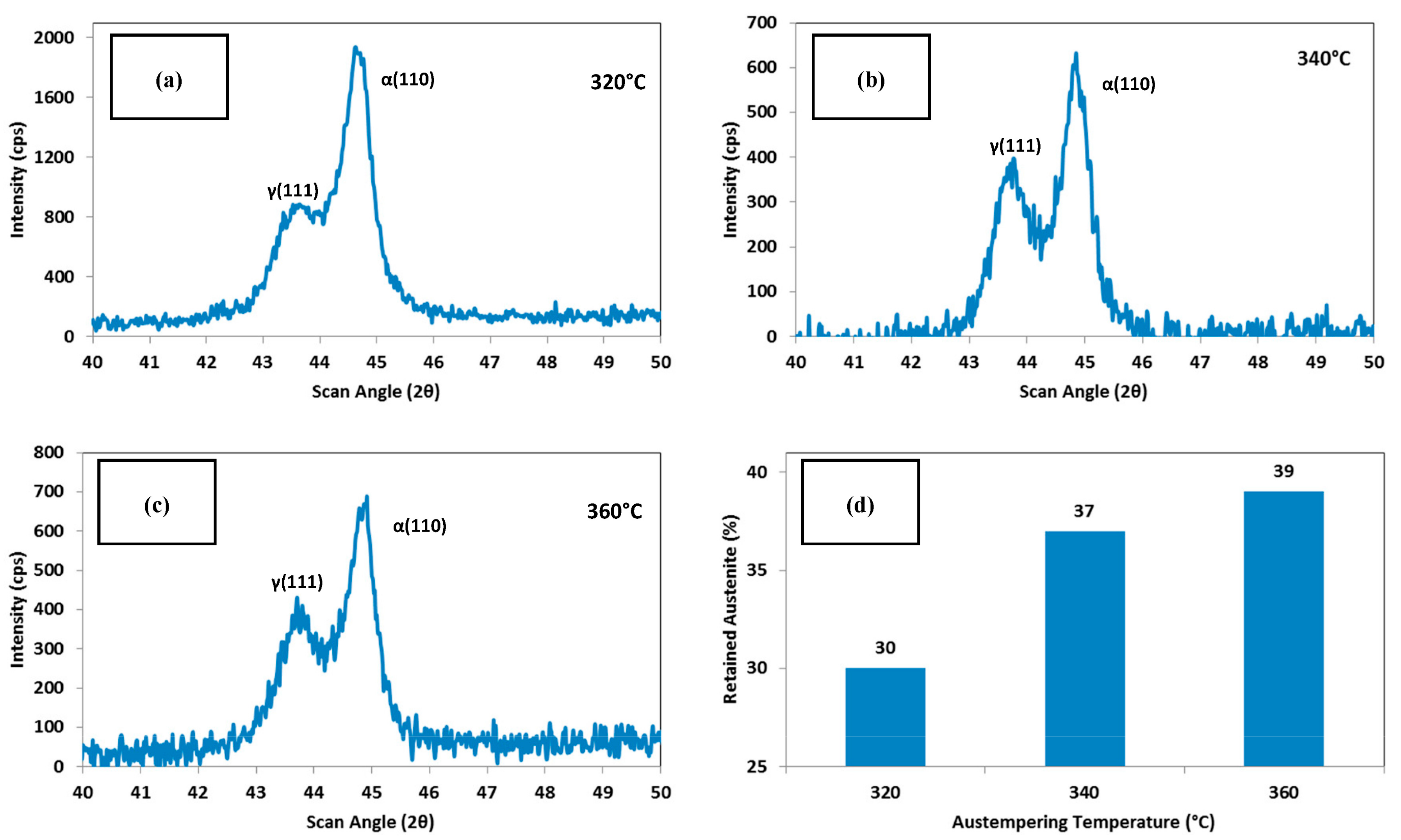
3.3. Effect on Retained Austenite
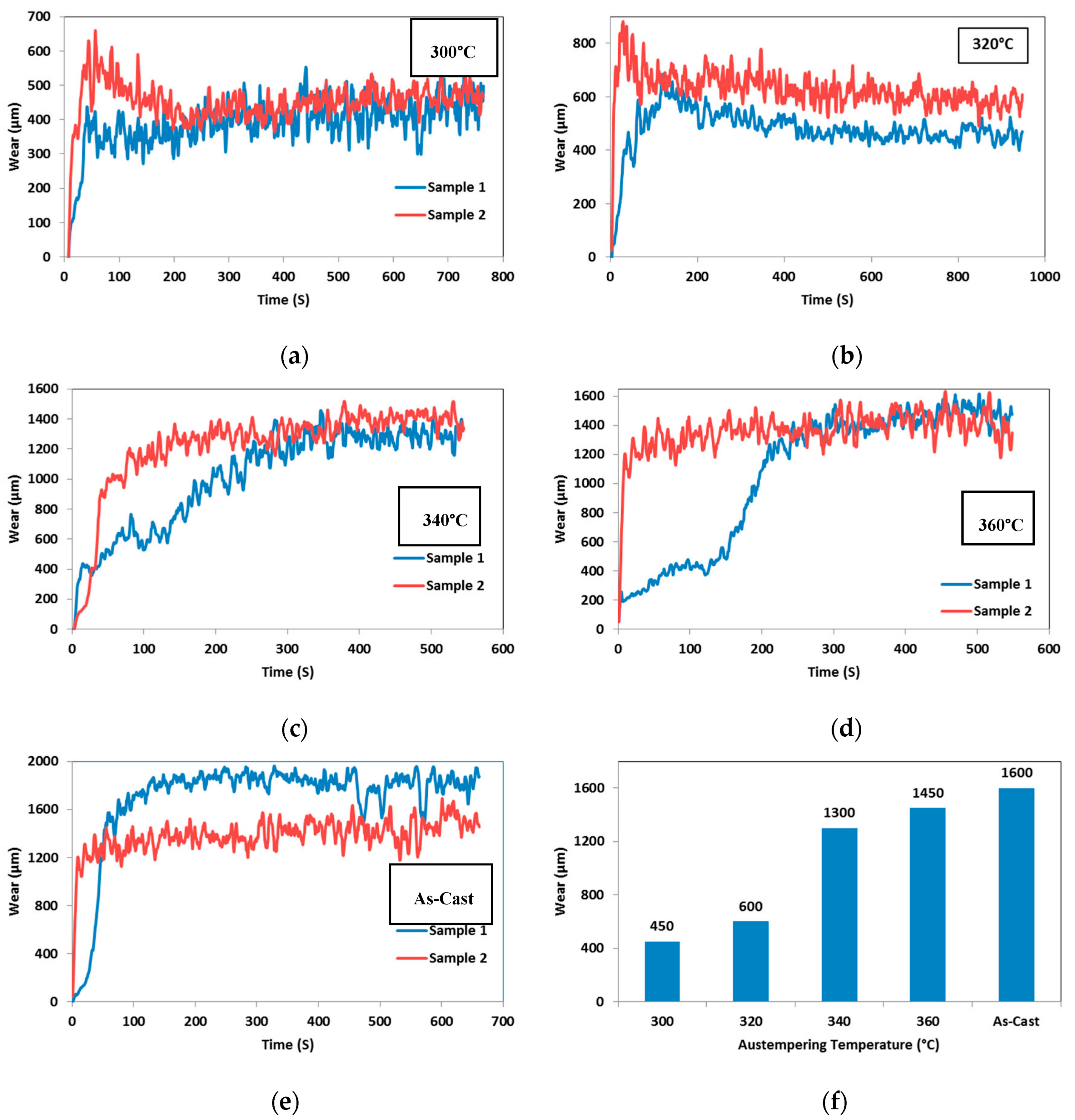
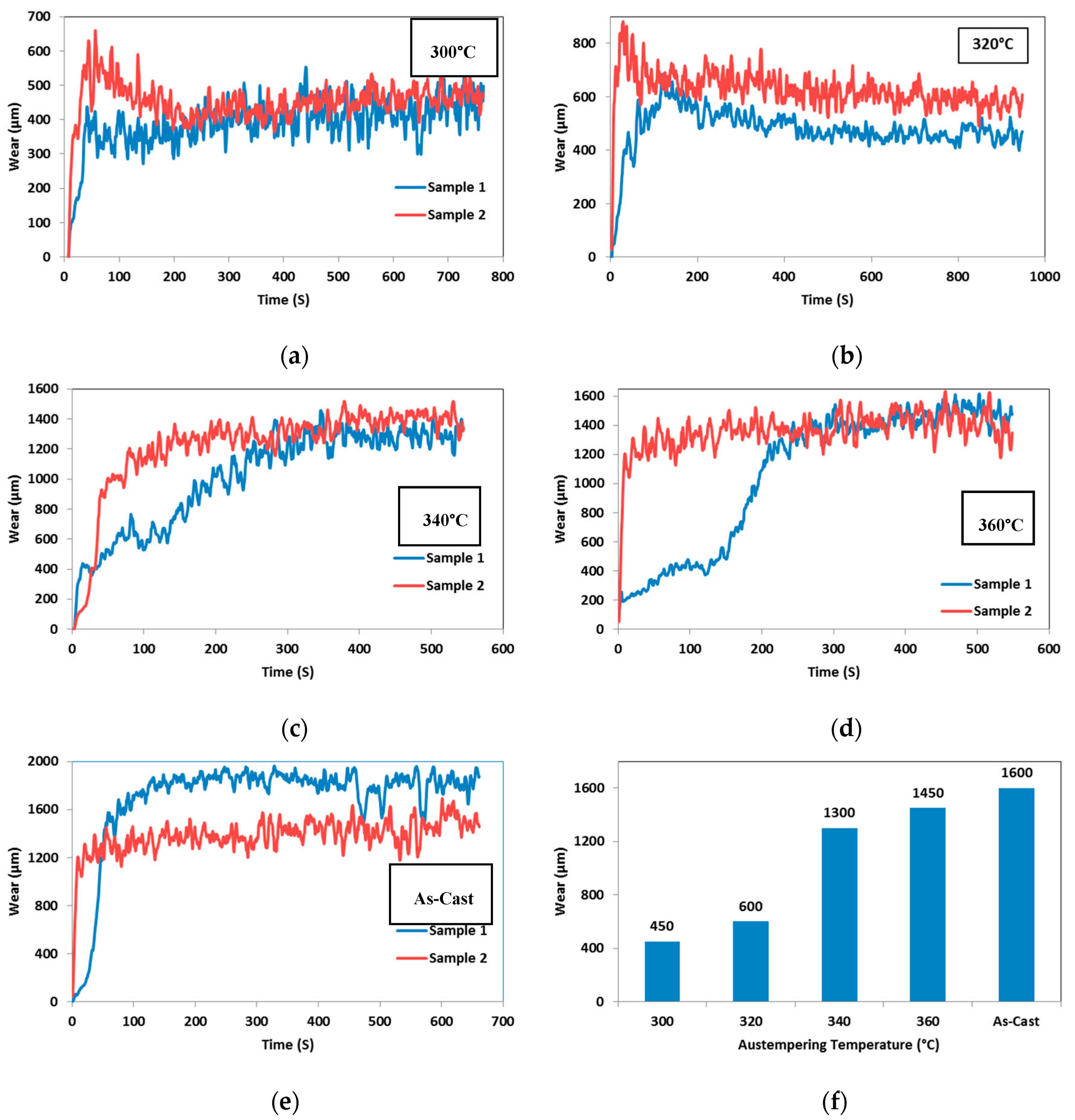
3.4. Effect on Specific Wear
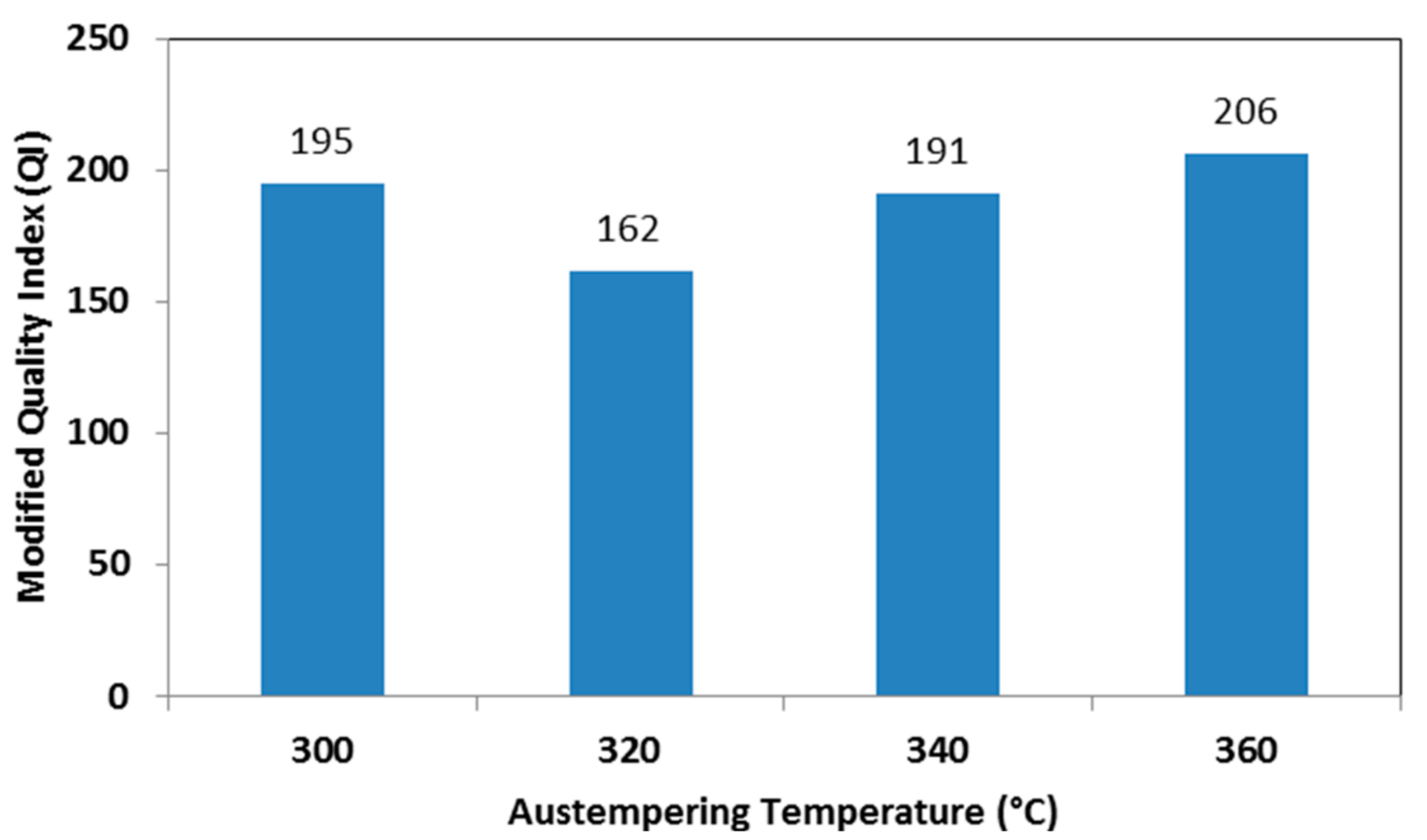
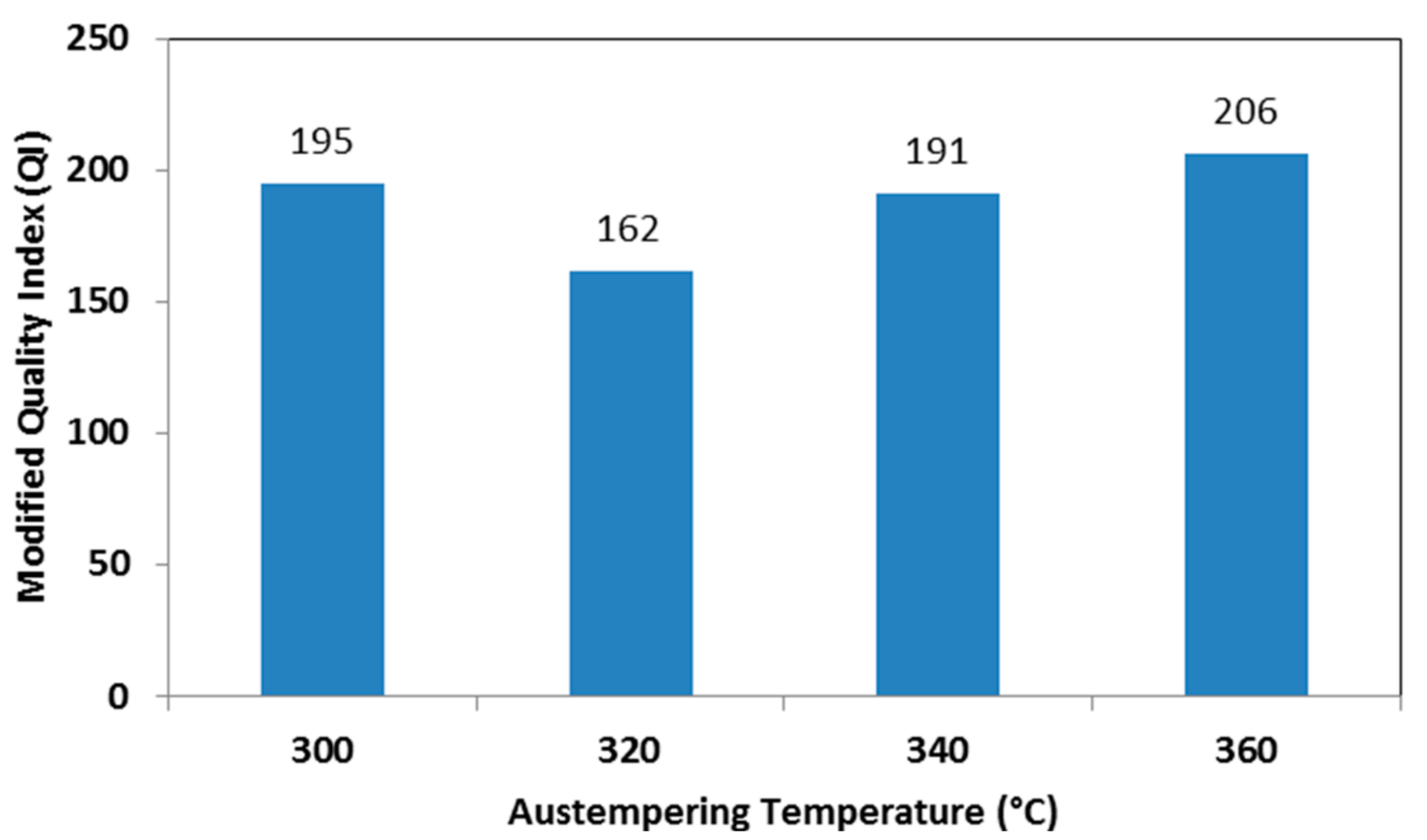
3.5. Quality Index
3.6. Energy Consumption
4. Conclusions
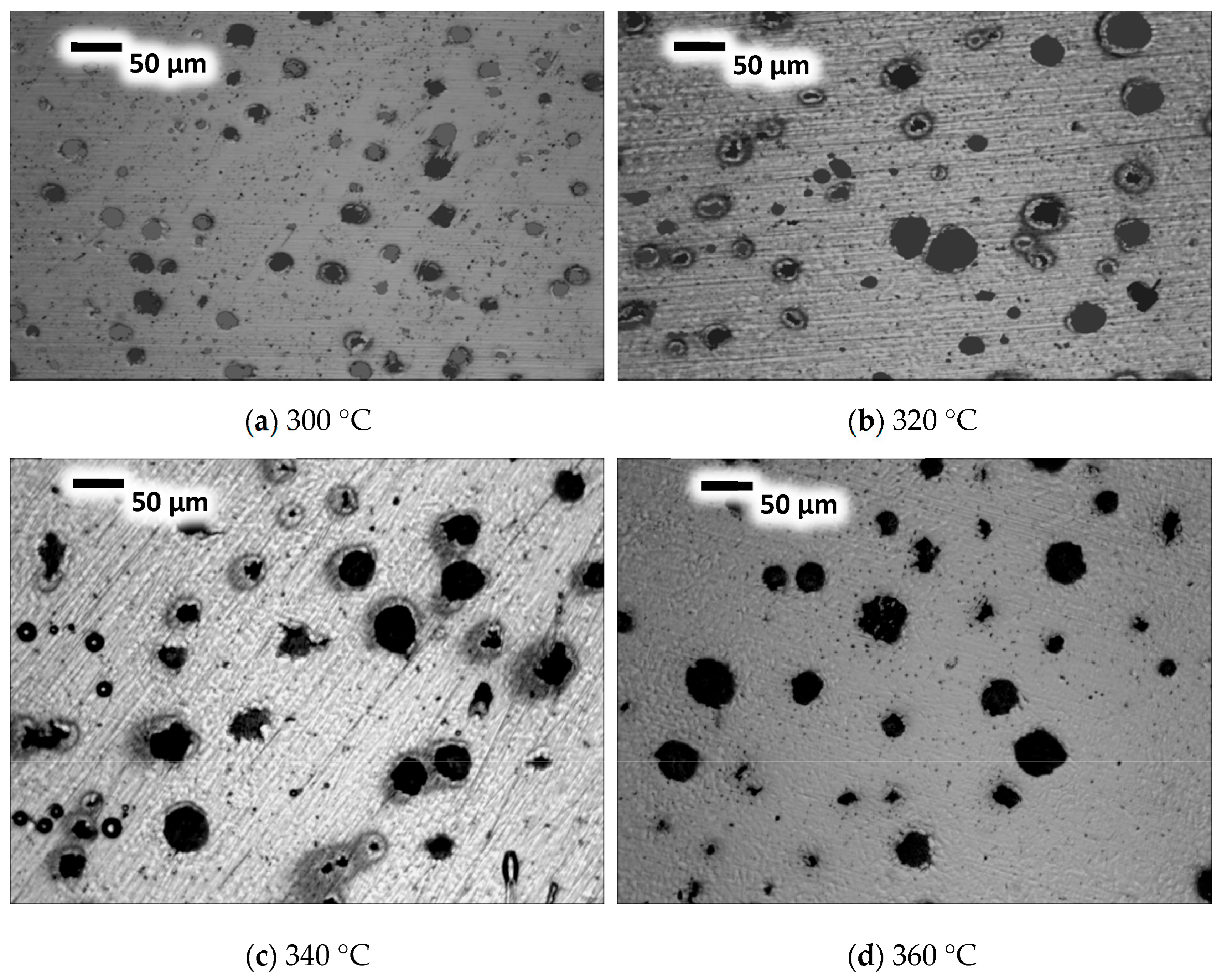
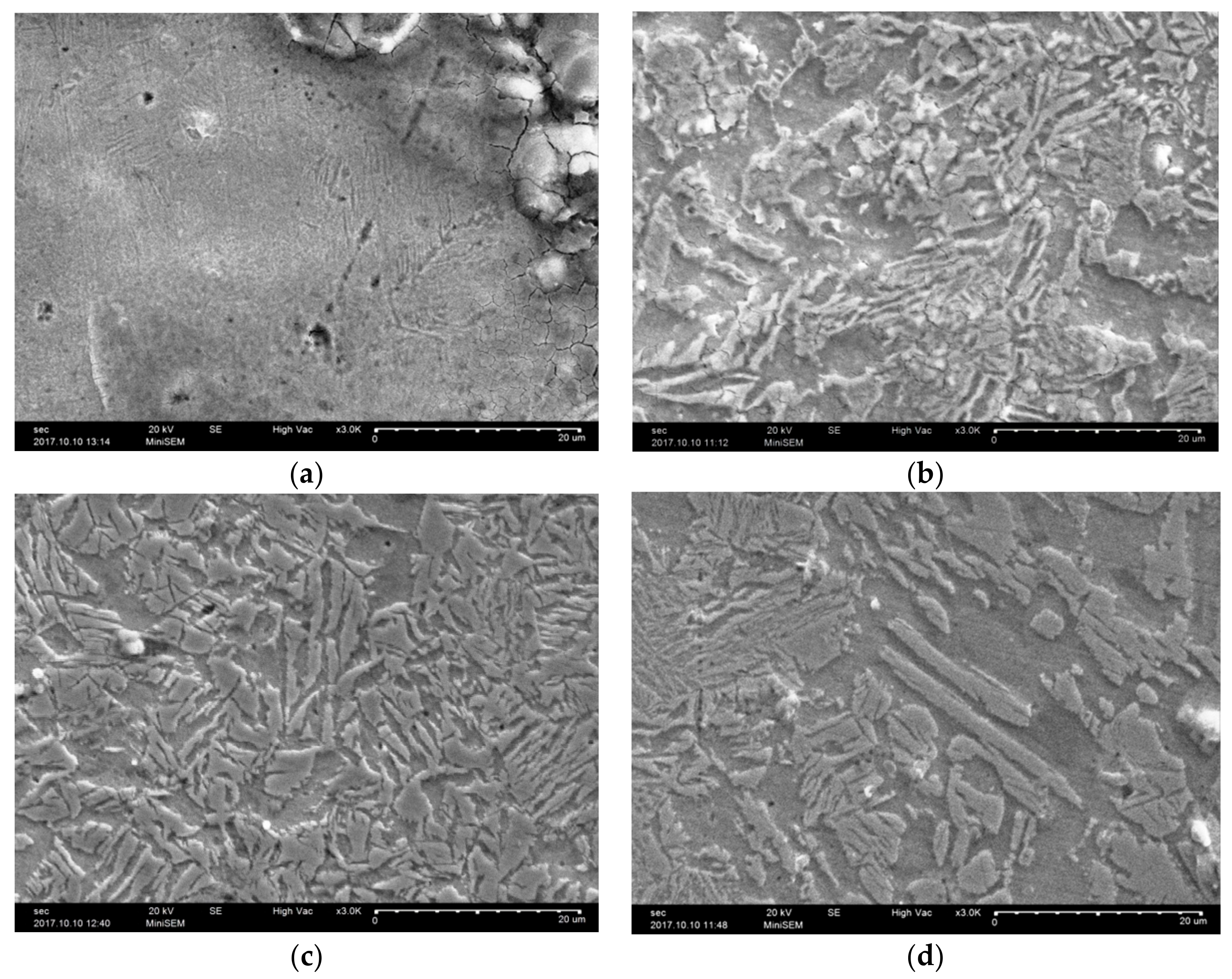
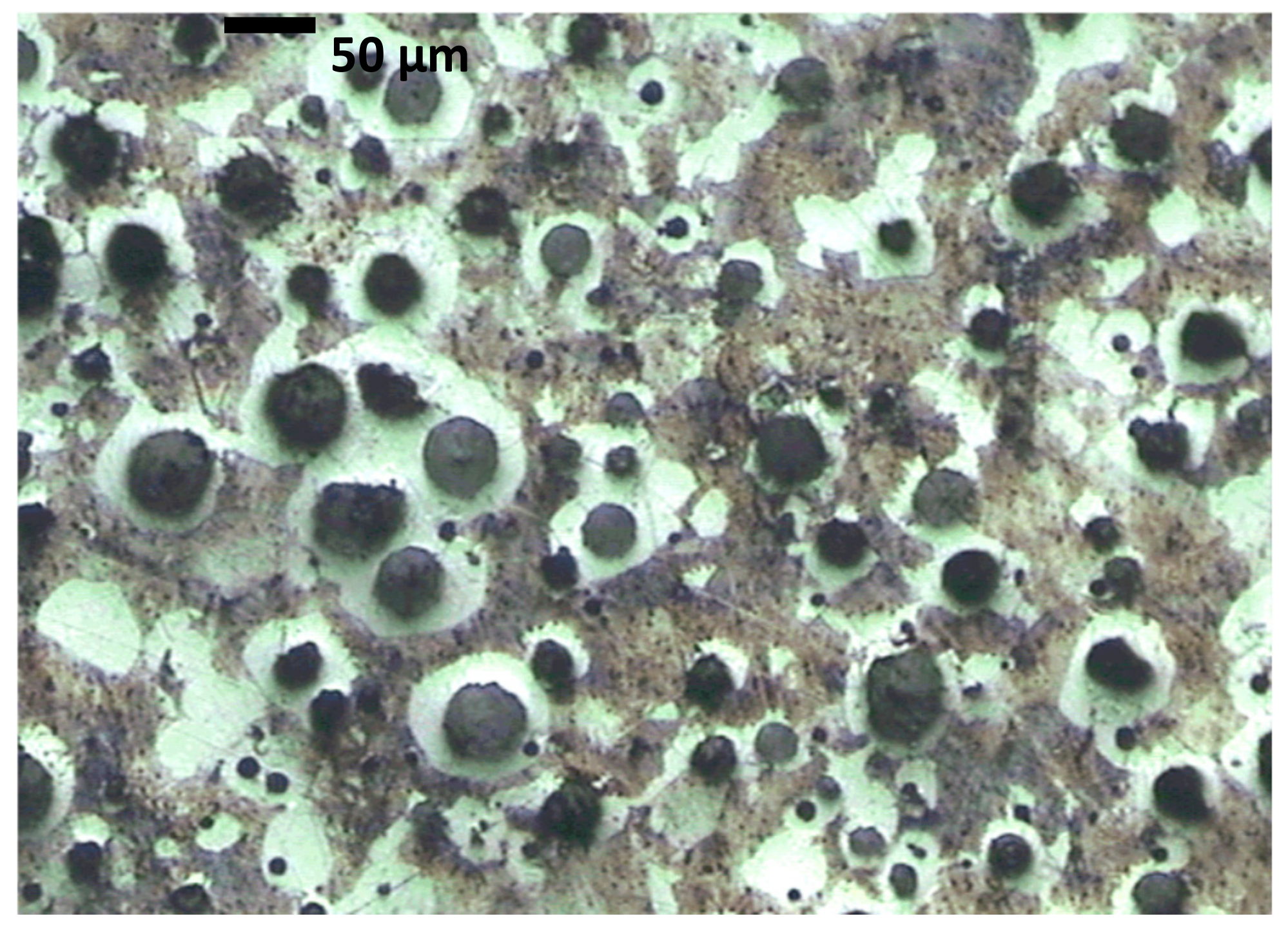
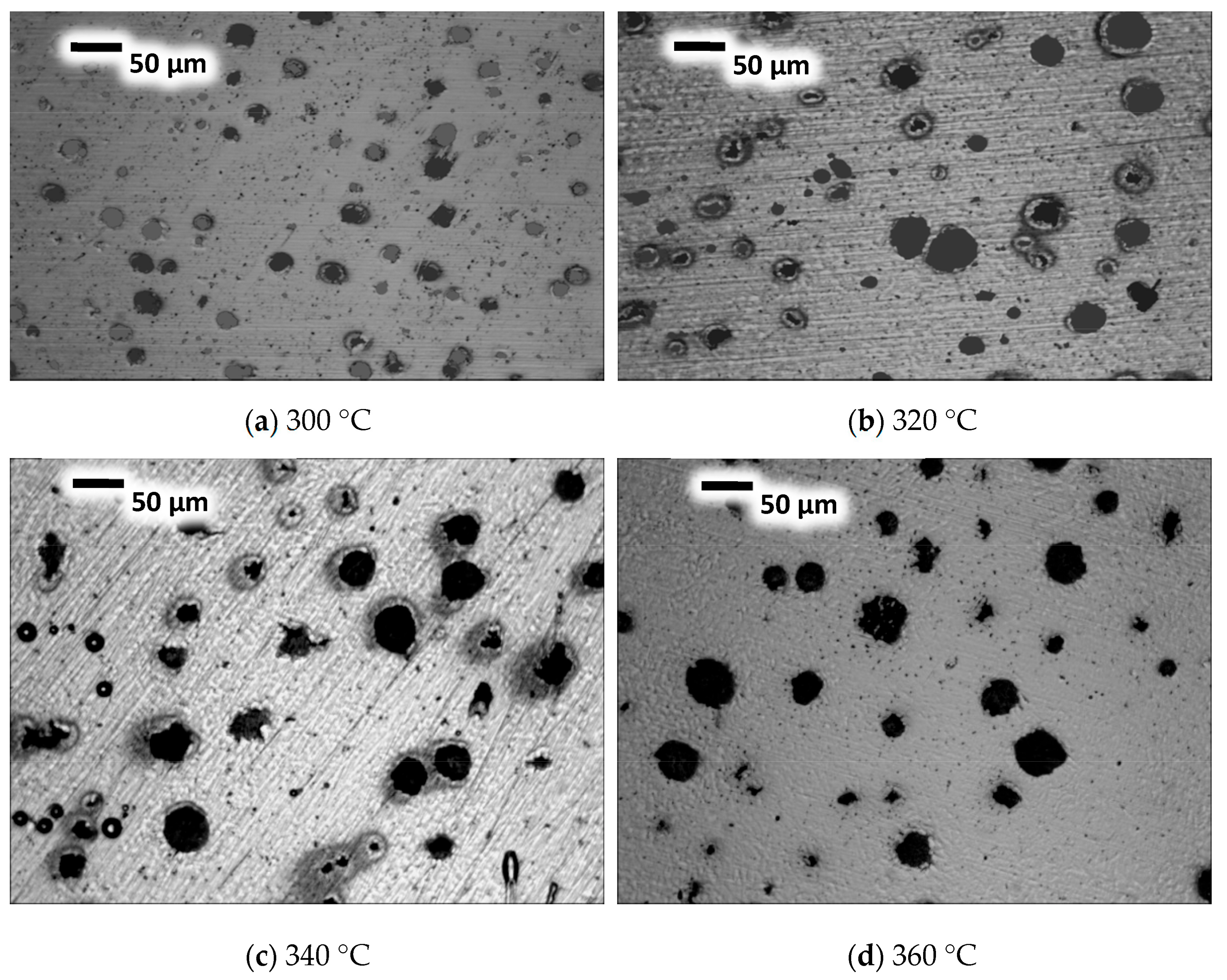
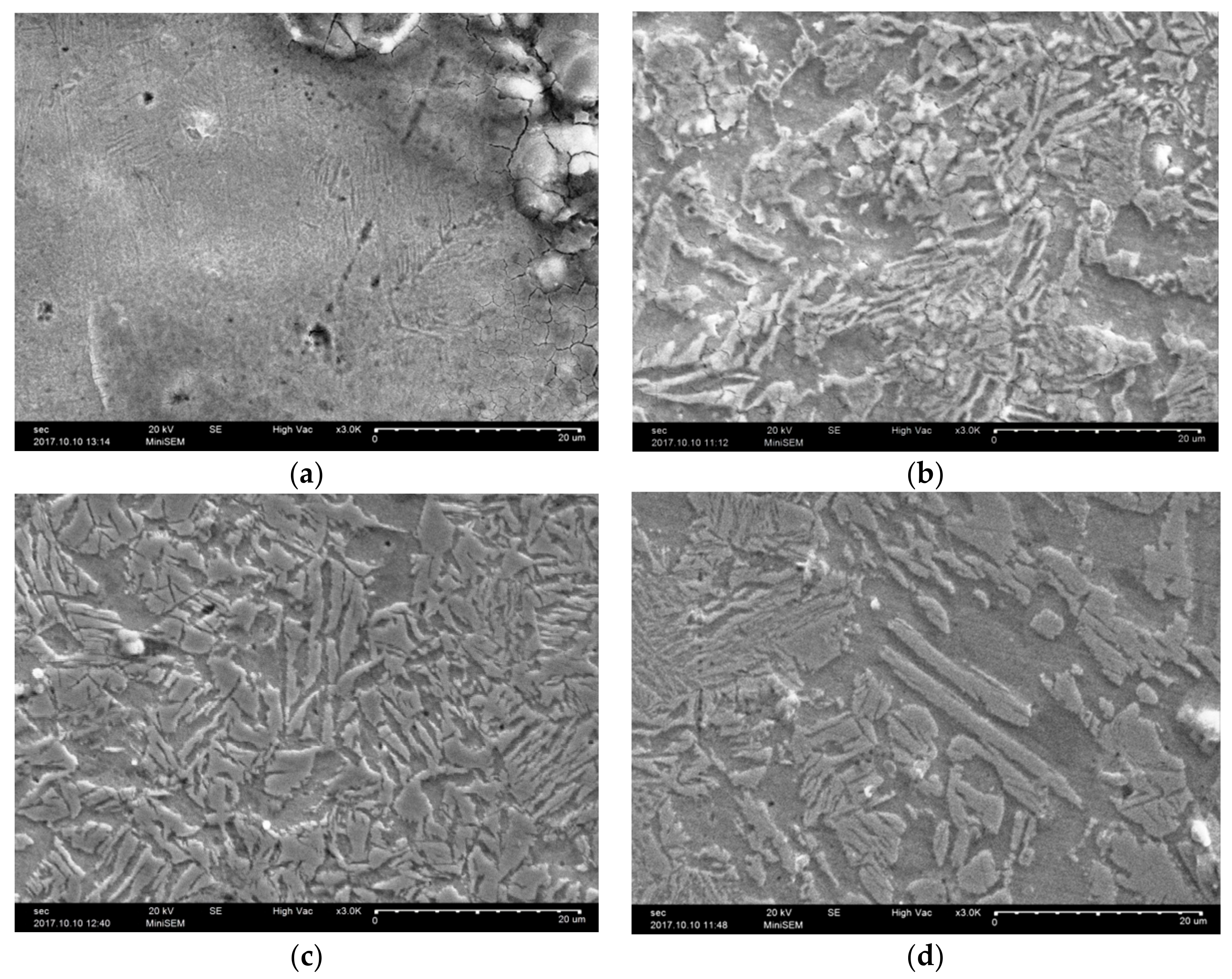
- The as-cast structure of nodular iron mainly consists of pearlite and ferrite with the presence of dark graphite nodules encircled by white ferrite phase, appearing like a “bull’s eye”. Since the pearlite content is higher than the ferrite content, it is considered a pearlitic grade of spheroidal graphite iron. ADI microstructures of all samples austempered at 300–360 °C consist of acicular ferrite and carbon-enriched austenite, called “ausferrite”.
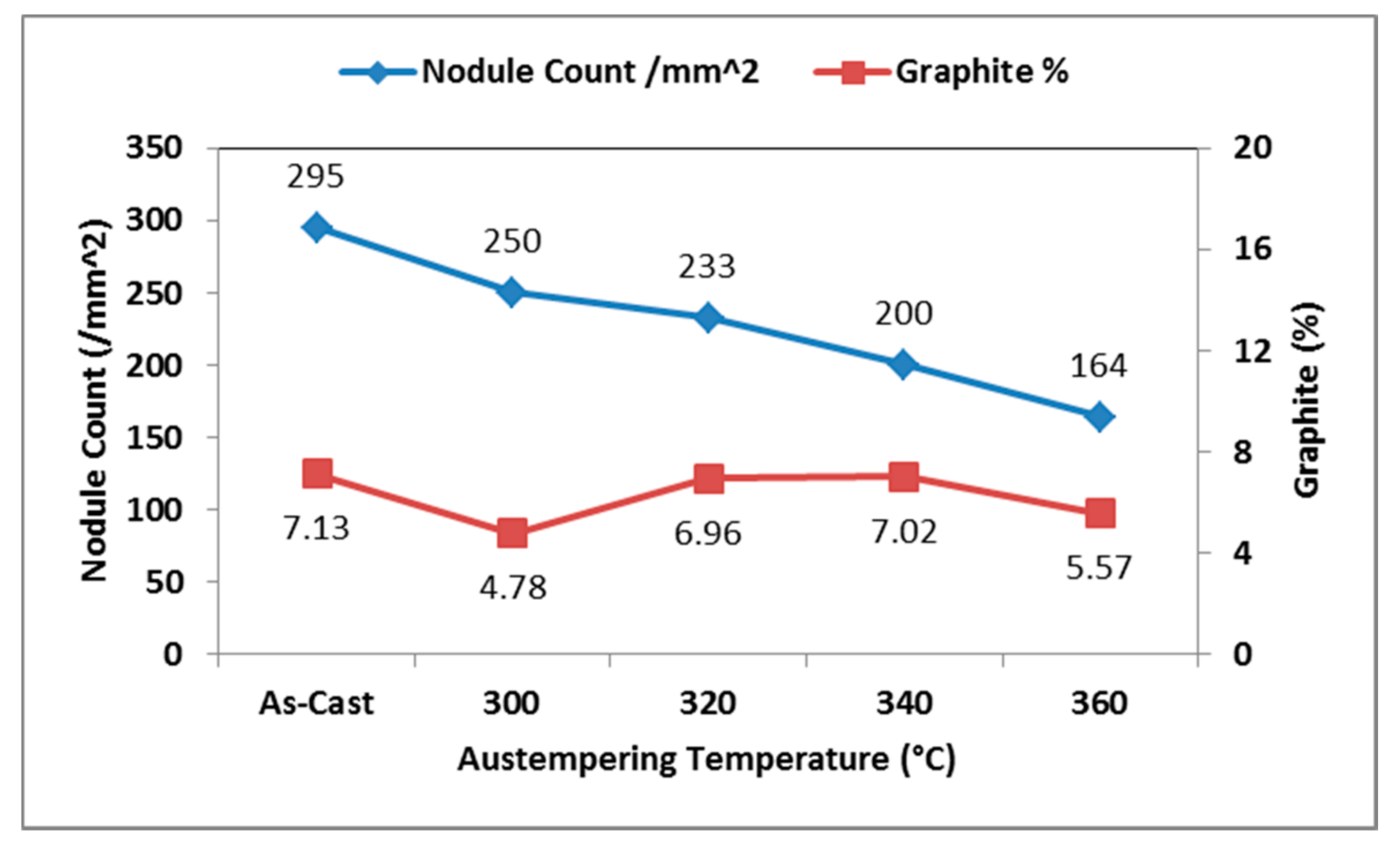
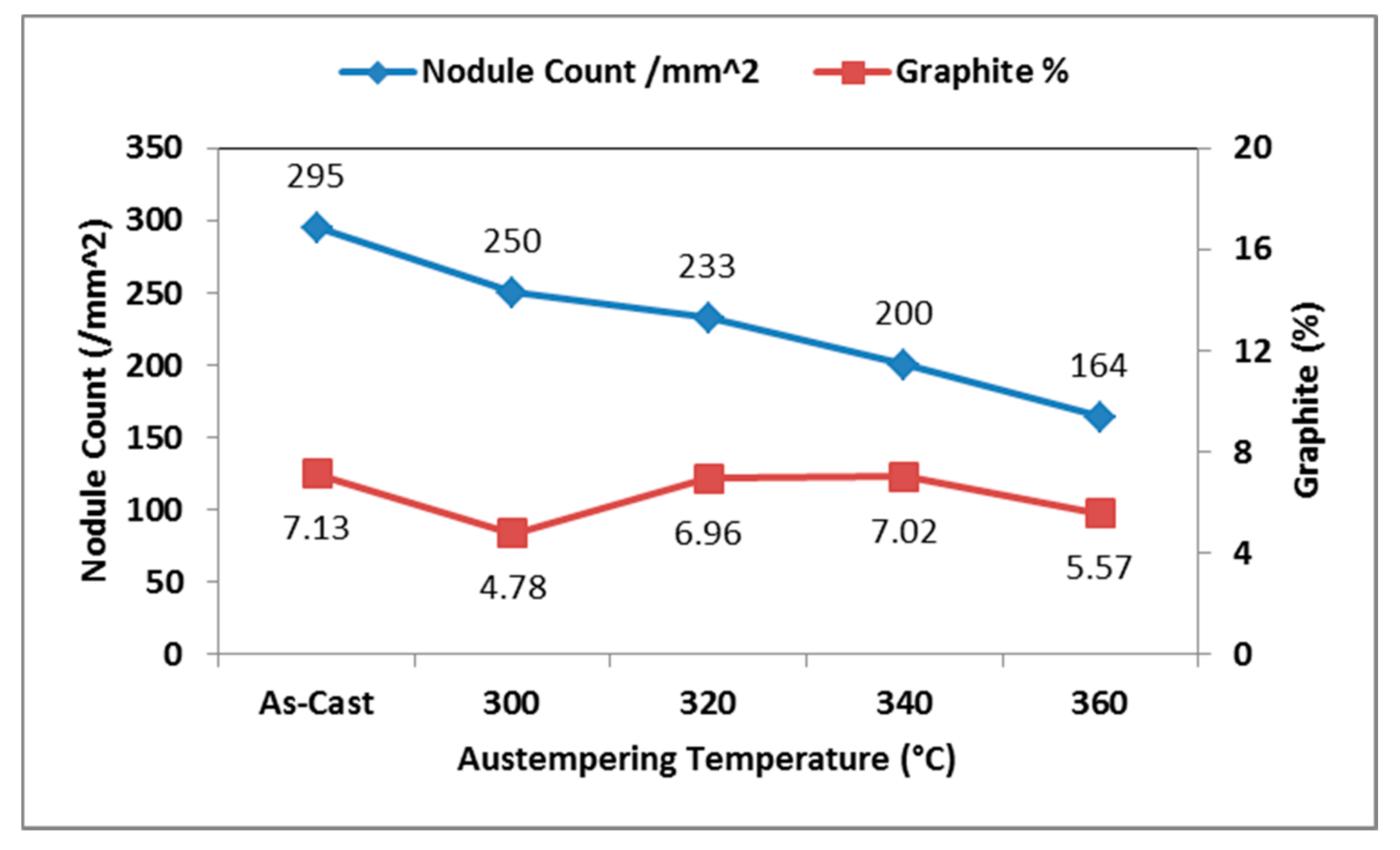
- The nodule count of ADI decreases and the nodule size increases with an increase in the austempering temperature.
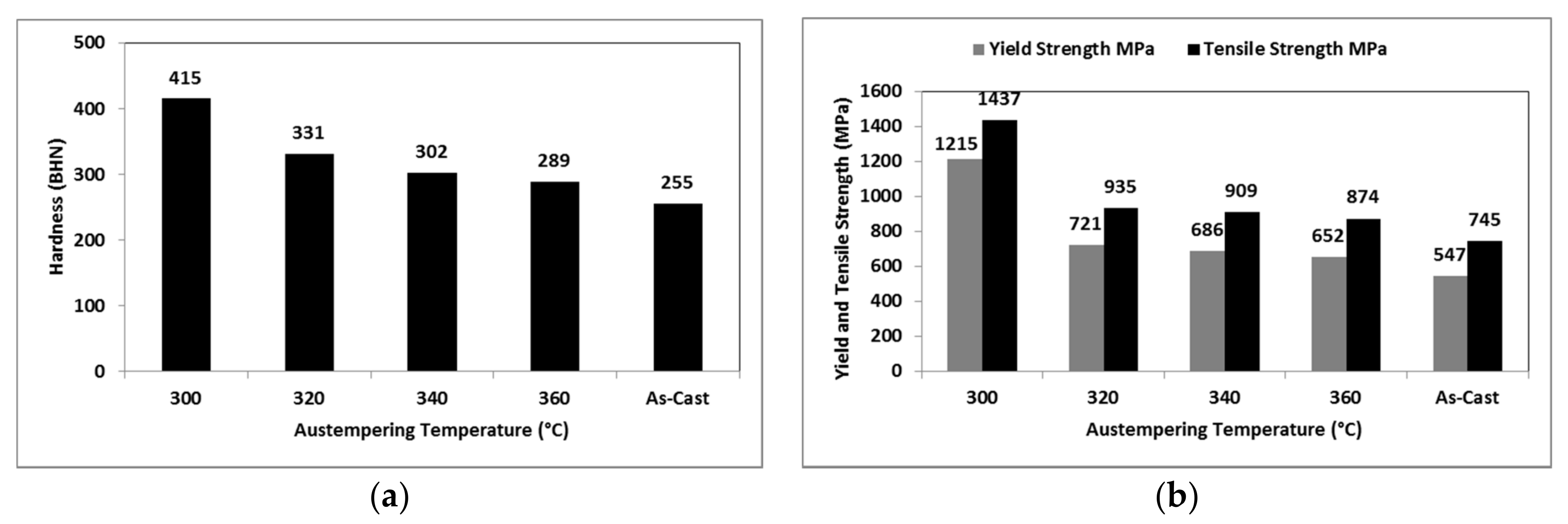
- Decreases in hardness and strength were found when there was an increase in austempering temperature, from 300 to 360 °C. This could be due to the coarsening of the microstructure at elevated temperatures, which is observed in optical and scanning electron microscopic images.
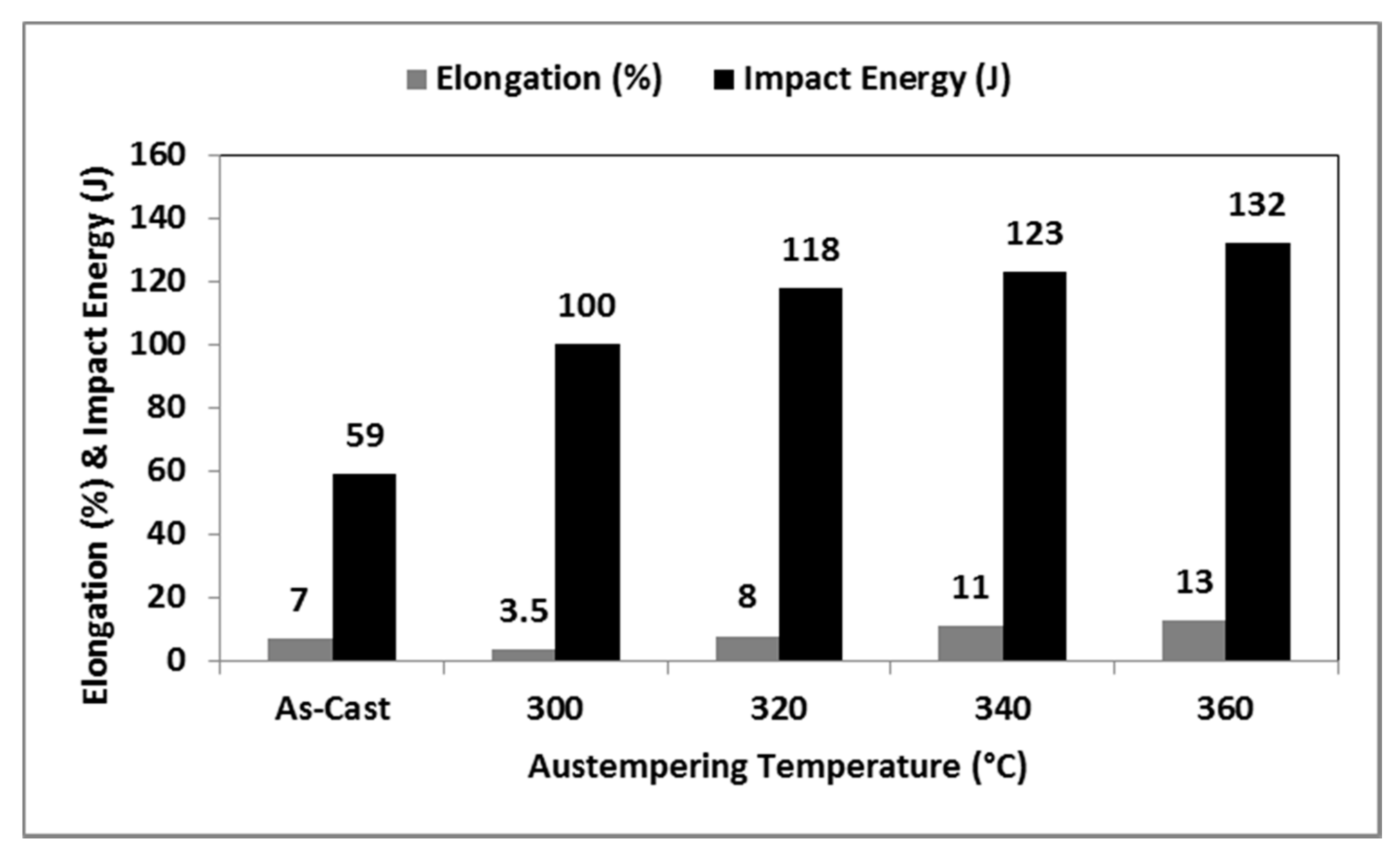
- With an increase in austempering temperature from 300 to 360 °C, elongation as well as impact toughness gradually increases. This is because an increased amount of austenite is stabilized/enriched due to carbon dissolution at a higher temperature and the same is confirmed by XRD analysis.
- The increase in austempering temperature resulted in increased specific wear. The change in wear is very high between 320 °C and 340 °C.
- A modified quality index was envisaged, incorporating tensile strength, elongation and wear resistance and it will be useful for practicing engineers in selection of components higher the index, the better the strength as well as wear resistance properties. The samples austempered at 340 °C and 360 °C showed better values.
- About an 8% reduction in energy consumption is gained when the heat treatment parameters are optimized.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Tanaka, Y.; Kage, H. Development and Application of Austempered Spheroidal Graphite Cast Iron. Mater. Trans. 1992, 33, 543–557. [Google Scholar] [CrossRef]
- Mi, Y. Effect of Cu, Mo, Si on the Content of Retained Austenite of Austempered Ductile iron. Scr. Metall. 1995, 32, 1313–1317. [Google Scholar] [CrossRef]
- Eric, O.; Rajnovic, D.; Zec, S.; Sidjanin, L.; Jovanovic, M.T. Microstructure and fracture of alloyed austempered ductile iron. Mater. Charact. 2006, 57, 211–217. [Google Scholar] [CrossRef]
- Franetovic, V.; Shea, M.M.; Ryntz, E.F. Transmission electron microscopy study of austempered nodular iron: Influence of silicon content, austenitizing time and austempering temperature. Mater. Sci. Eng. 1987, 96, 231–235. [Google Scholar] [CrossRef]
- Panneerselvam, S.; Martis, C.J.; Putatunda, S.K.; Boileau, J.M. An investigation on the stability of austenite in austempered ductile cast iron (ADI). Mater. Sci. Eng. A 2015, 626, 237–246. [Google Scholar] [CrossRef]
- Putatunda, S.K. Development of austempered ductile cast iron (ADI) with simultaneous high yield strength and fracture toughness by a novel two-step austempering process. Mater. Sci. Eng. A 2001, 315, 70–80. [Google Scholar] [CrossRef]
- Zhang, N.; Zhang, J.; Lu, L.; Zhang, M.; Zeng, D.; Song, Q. Wear and friction behavior of austempered ductile iron as railway wheel material. Mater. Des. 2016, 89, 815–822. [Google Scholar] [CrossRef]
- Hemanth, J. Effect of cooling rate on dendrite arm spacing (DAS), eutectic cell count (ECC) and ultimate tensile strength (UTS) of austempered chilled ductile iron. Mater. Des. 1999, 21, 1–8. [Google Scholar] [CrossRef]
- Cast Metals Development Ltd. Austempered ductile-iron castings—Advantages, production, properties and specifications. Mater. Des. 1992, 13, 285–297. [Google Scholar]
- Trudel, A.; Gagne, M. Effect of Composition and Heat Treatment Parameters on the Characteristics of Austempered Ductile Irons. Can. Metall. Q. 1997, 36, 289–298. [Google Scholar] [CrossRef]
- Putatunda, S.K.; Gadicherla, P.K. Influence of austenitizing temperature on fracture toughness of a low manganese austempered ductile iron (ADI) with ferritic as cast structure. Mater. Sci. Eng. A 1999, 268, 15–31. [Google Scholar] [CrossRef]
- Rao, P.P.; Putatunda, S.K. Investigations on the fracture toughness of austempered ductile irons austenitized at different temperatures. Mater. Sci. Eng. A 2003, 349, 136–149. [Google Scholar] [CrossRef]
- Eric, O.; Jovanovic, M.; Sidjanin, L.; Rajnovic, D.; Zec, S. The austempering study of alloyed ductile iron. Mater. Des. 2006, 27, 617–622. [Google Scholar] [CrossRef]
- Sohi, M.H.; Ahmadabadi, M.N.; Vahdat, A.B. The role of austempering parameters on the structure and mechanical properties of heavy section ADI. J. Mater. Process. Technol. 2004, 153–154, 203–208. [Google Scholar] [CrossRef]
- Hsu, C.H.; Shy, Y.H.; Yu, Y.H.; Lee, S.C. Effect of austempering heat treatment on fracture toughness of copper alloyed gray iron. Mater. Chem. Phys. 2000, 63, 75–81. [Google Scholar] [CrossRef]
- Kim, Y.J.; Shin, H.; Park, H.; Lim, J.D. Investigation into mechanical properties of austempered ductile cast iron (ADI) in accordance with austempering temperature. Mater. Lett. 2008, 62, 357–360. [Google Scholar] [CrossRef]
- Guerra, L.F.V.; Jacuinde, A.B.; Mejia, I.; Zuno, J.; Maldonado, C. Effects of boron addition and austempering time on microstructure, hardness, and tensile properties of ductile irons. Mater. Sci. Eng. A 2015, 648, 193–201. [Google Scholar] [CrossRef]
- Dias, J.F.; Ribeiro, G.O.; Carmo, D.J.; Vilela, J.J. The effect of reducing the austempering time on the fatigue properties of austempered ductile iron. Mater. Sci. Eng. A 2012, 556, 408–413. [Google Scholar] [CrossRef]
- Fordyce, E.P.; Allen, C. The dry sliding wear behaviour of an austempered spheroidal cast iron. Wear 1990, 135, 265–278. [Google Scholar] [CrossRef]
- Lu, G.X.; Zhang, H. Sliding wear characteristics of austempered ductile iron with and without laser hardening. Wear 1990, 138, 1–12. [Google Scholar]
- Zhou, W.S.; Zhou, Q.D.; Meng, S.K. Lubricated sliding and rolling wear of austempered ductile iron. Wear 1993, 162–164, 696–702. [Google Scholar] [CrossRef]
- Ahmadabadi, M.N.; Ghasemi, H.M.; Osia, M. Effects of successive austempering on the tribological behaviour of ductile cast iron. Wear 1999, 231, 293–300. [Google Scholar] [CrossRef]
- Haseeb, A.S.M.A.; Islam, M.A.; Bepari, M.M.A. Tribological behaviour of quenched and tempered, and austempered ductile iron at the same hardness level. Wear 2000, 244, 15–19. [Google Scholar] [CrossRef]
- Ghaderi, A.R.; Ahmadabadi, M.N.; Ghasemi, H.M. Effect of graphite morphologies on the tribological behaviour of austempered cast iron. Wear 2003, 255, 410–416. [Google Scholar] [CrossRef]
- Zimba, J.; Samandi, M.; Yu, D.; Chandra, T.; Navara, E.; Simbi, D.J. Un-lubricated sliding wear performance of unalloyed austempered ductile iron under high contact stresses. Mater. Des. 2004, 25, 431–438. [Google Scholar] [CrossRef]
- Perez, M.J.; Cisneros, M.M.; Lopez, H.F. Wear resistance of Cu-Ni-Mo austempered ductile iron. Wear 2006, 260, 879–885. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, N.; Zhang, M.; Zeng, D.; Song, Q.; Lu, L. Rolling-sliding wear of austempered ductile iron with different strength grades. Wear 2014, 318, 62–67. [Google Scholar] [CrossRef]
- Jacuinde, A.B.; Guerra, F.V.; Rainforth, M.; Mejia, I.; Maldonado, C. Sliding wear behavior of austempered ductile iron micro alloyed with boron. Wear 2015, 330–331, 23–31. [Google Scholar] [CrossRef]
- Zammit, A.; Abela, S.; Wagner, L.; Mhaede, M.; Grech, M. Tribological behaviour of shot peened Cu-Ni austempered ductile iron. Wear 2013, 302, 829–836. [Google Scholar] [CrossRef]
- Straffelini, G.; Giuliari, C.; Pelizzari, M.; Veneri, E.; Bronzato, M. Dry rolling-sliding wear of austempered cast iron. Wear 2011, 271, 1602–1608. [Google Scholar] [CrossRef]
- Lin, C.K.; Lai, P.K.; Shih, T.S. Influence of microstructure on the fatigue properties of austempered ductile irons—I. High-cycle fatigue. Int. J. Fatigue 1996, 18, 297–307. [Google Scholar] [CrossRef]
- Lin, C.K.; Hung, T.P. Influence of microstructure on the fatigue properties of austempered ductile irons—II. Low-cycle fatigue. Int. J. Fatigue 1996, 18, 309–320. [Google Scholar] [CrossRef]
- Meneghetti, G.; Ricotta, M.; Masaggia, S.; Atzori, B. Comparison of the low-cycle and medium-cycle fatigue behaviour of ferritic, pearlitic, isothermed and austempered ductile irons. Fatigue Fract. Eng. Mater. Struct. 2013, 36, 913–929. [Google Scholar] [CrossRef]
- Fatahalla, N.; Hussein, O. Microstructure, mechanical properties, toughness, wear characteristics and fracture phenomena of austenitized and austempered low-alloyed ductile iron. Open Access Libr. J. 2015, 2, 1–16. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | S | P | Mg | Cu | Cr | Mo | Ni | CE |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Weight (%) | 3.68 | 2.54 | 0.19 | 0.001 | 0.038 | 0.045 | 0.61 | 0.03 | 0.25 | 0.82 | 4.51 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sellamuthu, P.; Samuel, D.G.H.; Dinakaran, D.; Premkumar, V.P.; Li, Z.; Seetharaman, S. Austempered Ductile Iron (ADI): Influence of Austempering Temperature on Microstructure, Mechanical and Wear Properties and Energy Consumption. Metals 2018, 8, 53. https://doi.org/10.3390/met8010053
Sellamuthu P, Samuel DGH, Dinakaran D, Premkumar VP, Li Z, Seetharaman S. Austempered Ductile Iron (ADI): Influence of Austempering Temperature on Microstructure, Mechanical and Wear Properties and Energy Consumption. Metals. 2018; 8(1):53. https://doi.org/10.3390/met8010053
Chicago/Turabian StyleSellamuthu, Prabhukumar, D. G. Harris Samuel, D. Dinakaran, V. P. Premkumar, Zushu Li, and Sridhar Seetharaman. 2018. "Austempered Ductile Iron (ADI): Influence of Austempering Temperature on Microstructure, Mechanical and Wear Properties and Energy Consumption" Metals 8, no. 1: 53. https://doi.org/10.3390/met8010053