Due to the advantages of weight reduction, product performance improvement and lower cost, high-strength steel spokes have been widely used in the automobile industry [
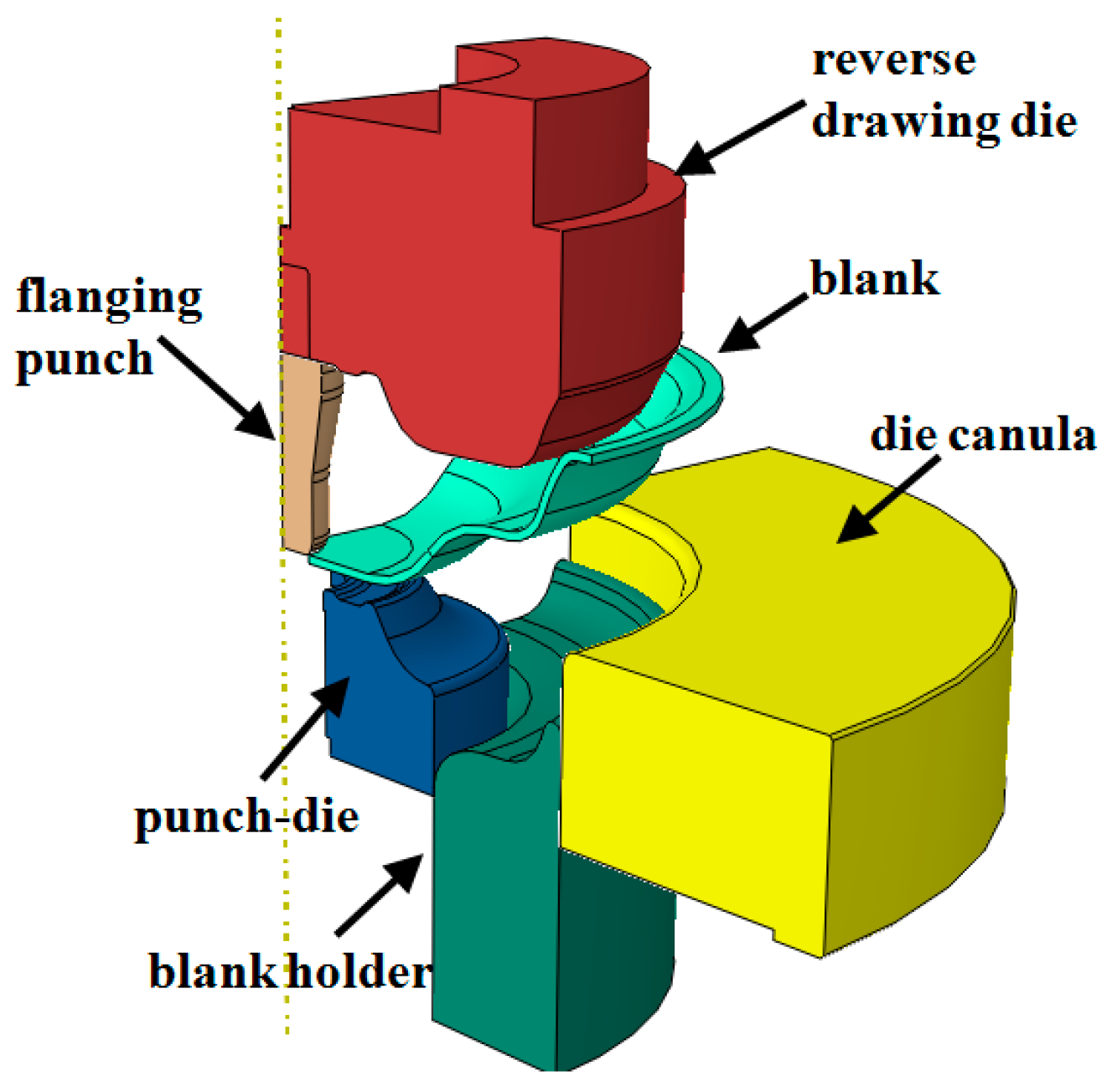
1]. Forming processes of steel spokes include stamping and spinning. The stamping forming process is composed of punching, drawing, reverse drawing, hole-flanging, wind hole punching, trimming and printing [
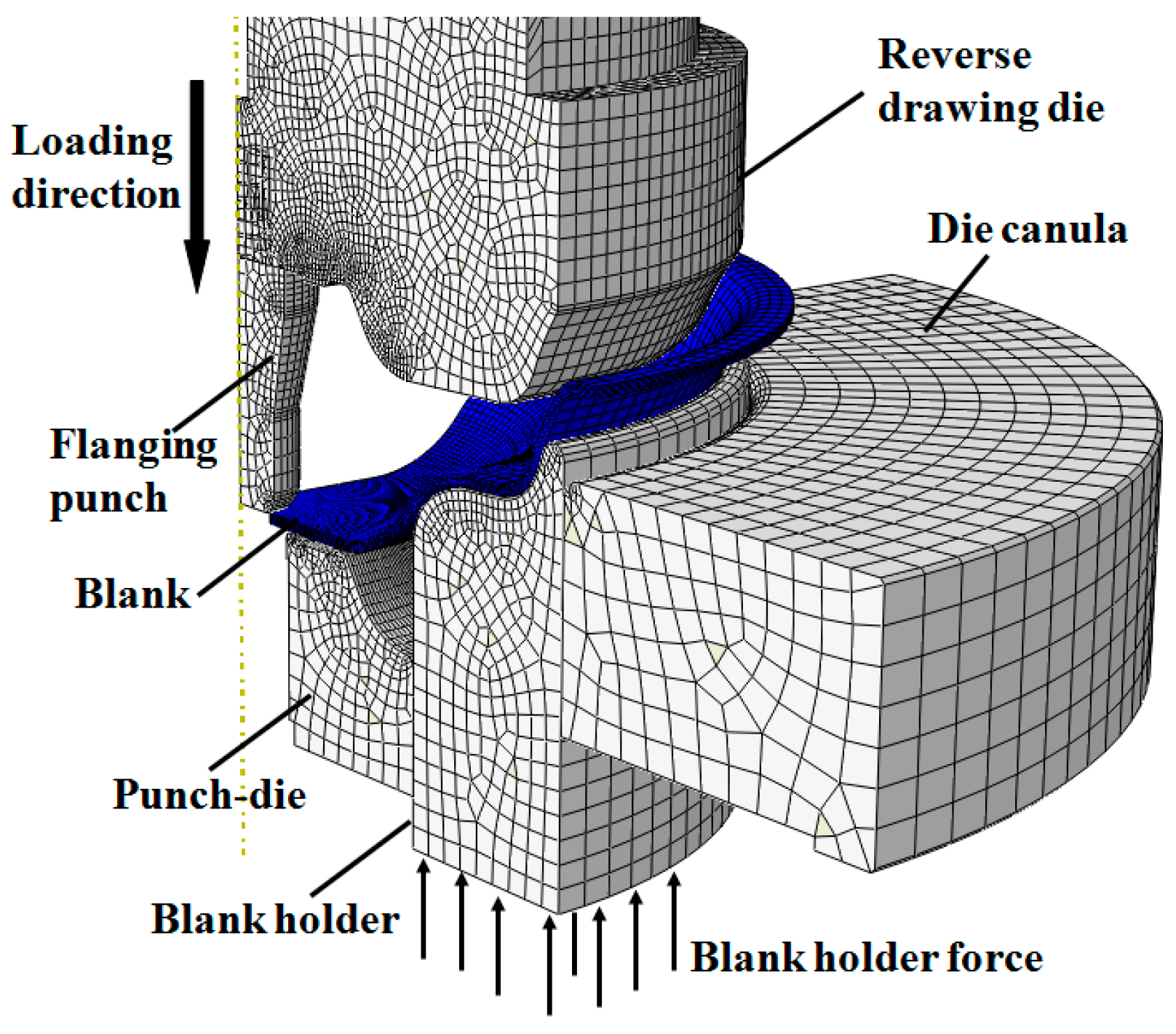
2]. To improve production efficiency, a reverse drawing–flanging combined process for high-strength steel spokes has been employed in factories. However, due to the worse plasticity of high-strength steel and the complex shape of the formed spoke [
3], many defects may occur during the process, such as uneven wall thickness distribution, excessive thinning in the mounting zone and center hole cracking, which may affect the fatigue performance of the spoke, or require the spoke to be scrapped. Processing parameters such as the friction condition between the die and the blank, the blank holder force, the flanging punch shape and the die fillet radius are the main factors affecting the forming procedure. When the processing parameters are selected inappropriately, the above defects may occur easily. In addition, there also exists a coupling effect between the wall thickness variation and the center hole cracking. B550CL is a new high-strength steel developed by Baosteel Company Co., Ltd. (Shanghai, China), whose chemical composition, content and microstructure are shown in
Table 1 and
Figure 1. As shown in
Figure 1, the microstructure of B550CL is a mixture of ferritic and pearlitic. When B550CL is used in wheel forming, flanging cracking and thickness thinning often appear in the reverse drawing–flanging combined process of B550CL spokes. Therefore, the optimization of processing parameters considering the multiple defects and the interactive effect among them is of great importance to improving the forming quality of B550CL high-strength steel spokes in the reverse drawing–flanging combined process.
The research on the optimization of processing parameters in high-strength steel spoke forming is not extensive, so a study of relevant parameter optimization is used for reference. To get the required wall thickness distribution in the multistage forming of a steel wheel spoke, Abe et al. [
4] adopted a rigid plastic finite element model to study the effects of the drawing ratio and punch corner radius on the wall thickness of a formed spoke. Tan et al. [
5] developed a two-stage forming process of a tailor blank and studied the effects of processing parameters such as the punch stroke, the punch width and the clearance between the punch and die on the local thickening. Chen et al. [
6] simulated the plate part stamping process and optimized processing parameters, such as stamping speed, friction conditions and die fillet radius, with the optimal results proven by the experiment. Based on the experiment and a numerical simulation method, Mori et al. [
7] optimized parameters to prevent the shock line in multi-stage sheet metal forming. Chen et al. [
8] proposed four kinds of forming schemes for automobile-pieces and gained the corresponding FLD (forming limit diagram). Qiu et al. [
9] studied the effects of the die parameters and forming scheme on the forming process to avoid the cracking of spoke center hole flanging. To get the spoke structure with a small stress concentration and light weight, Schafer and Finke [
10] redesigned the structure and shape of a spoke, and proved that a simulation combined with the experimental design is a quick and effective method to realize parameter optimization. Among the research, the optimization of parameters is solely carried out through making comparisons among different parameters combinations and does not carry out a comprehensive test. In addition, the aforementioned work only aims at a single forming index and does not consider the effects of multiple defects or the coupling effects among them. To achieve multi target optimization, the grey relational analysis (GRA) method is often adopted. Gao et al. [
11] made the optimization of the processing parameters in the thin-walled circular tube bending process by using the grey relational analysis (GRA) method combined with an orthogonal experimental design, and the optimal results were verified by the experiment. Prasad et al. [
12] presented the optimization of the pulsed current MPAW (micro plasma arc welded) process by using grey relational analysis, considering multiple quality characteristics to get the proper geometry of weld bead. Xiao et al. [
13] established a grey relational analysis model of rotary draw bending of double-ridged rectangular tubes to optimize the clearances and friction coefficients between the tube and the various dies with consideration of interactive effects of different defects. It can be seen that the GRA method shows better performance in dealing with multi-objective decision-making problems [
14]. Taking into account the uncertainty problems related to little data and poor information on the research object, the GRA method can gain helpful information from the limited given data and has been applied to solve the problem of multi-target optimization [
15]. Thus, the GRA method was chosen to deal with the parameter optimization of the reverse drawing–flanging combined process of high-strength steel spokes.
Therefore, in this paper, based on the GRA method combined with an orthogonal experimental design and FE (finite element) simulation, the optimization of parameters for the reverse drawing–flanging combined process of the B550CL steel spoke was performed with consideration of uneven wall thickness distribution, excessive thinning in the mounting zone, center hole cracking and the interactive effects among them, which will supply an important technique guide to the effective quick-die design on the combined forming process.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}