Characterization of Austenite Microstructure from Quenched Martensite Using Conventional Metallographic Techniques and a Crystallographic Reconstruction Procedure

Abstract
:
1. Introduction
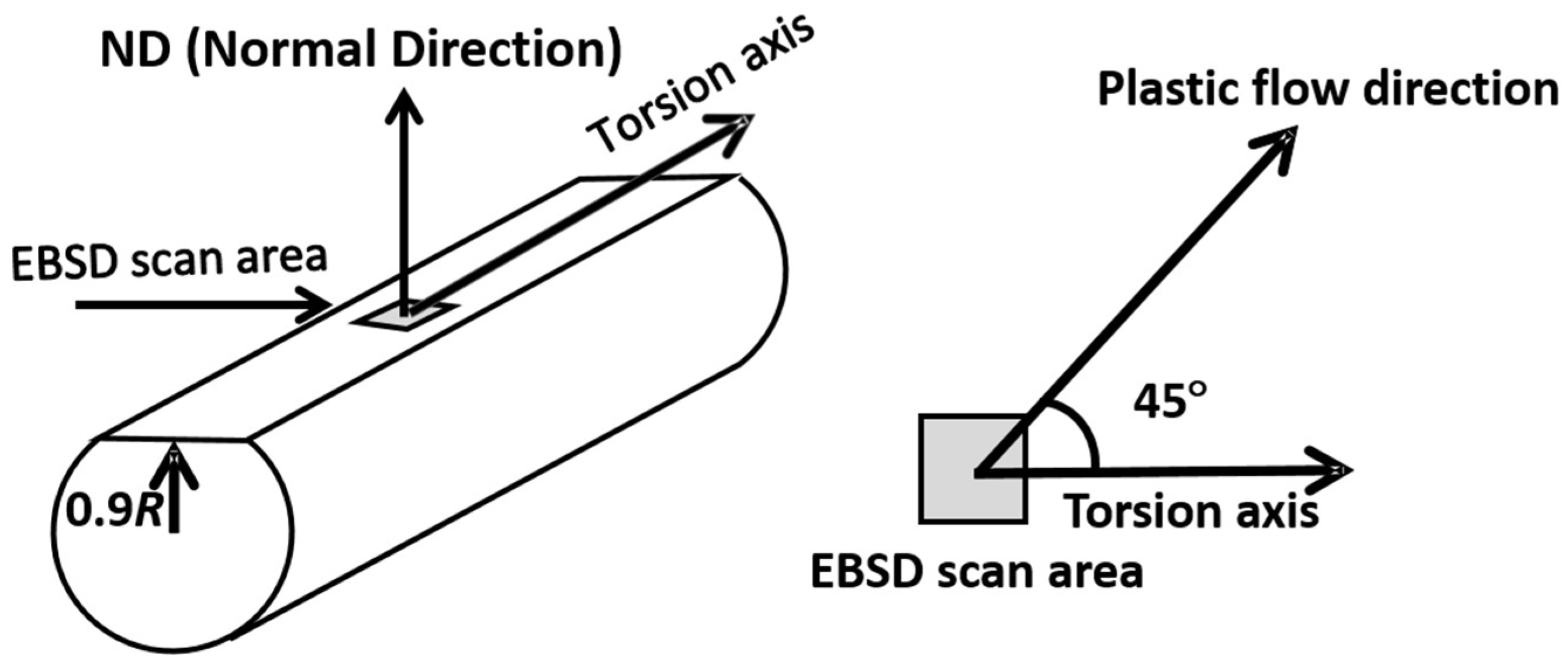
2. Materials and Methods
3. Results
3.1. Microstructural Characterization
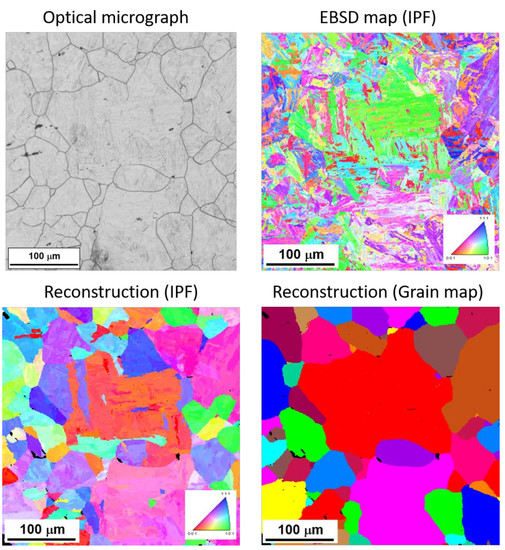
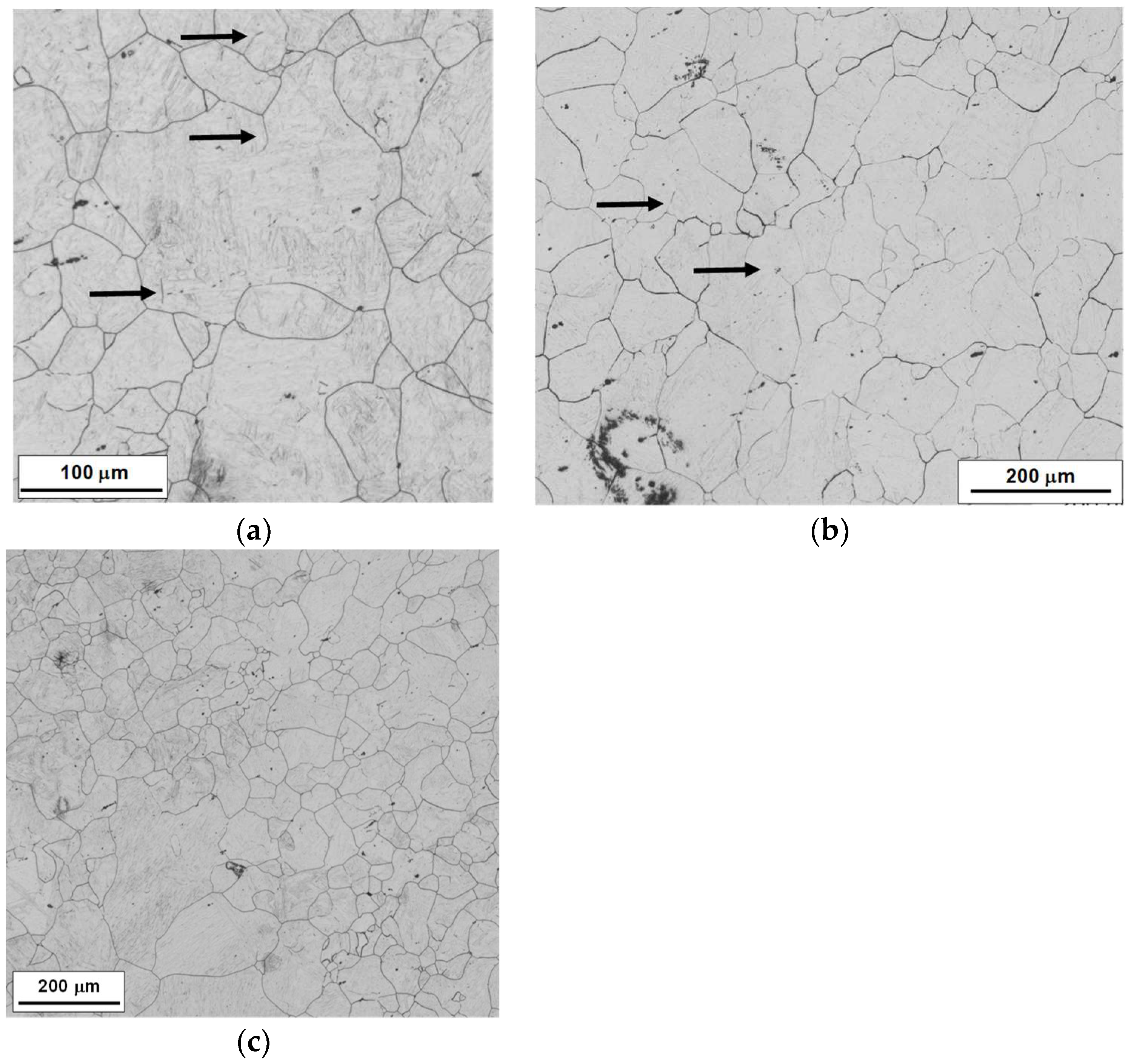
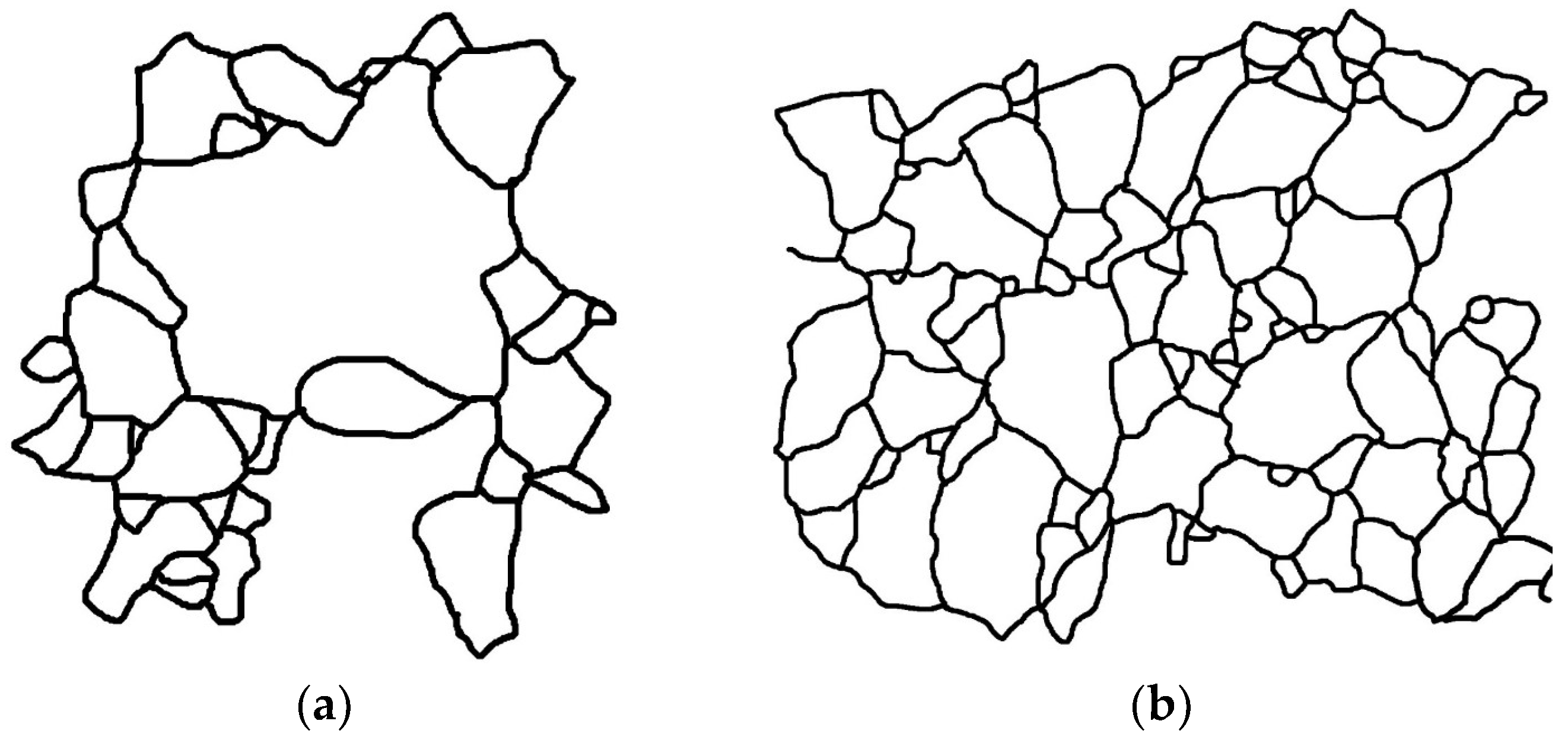
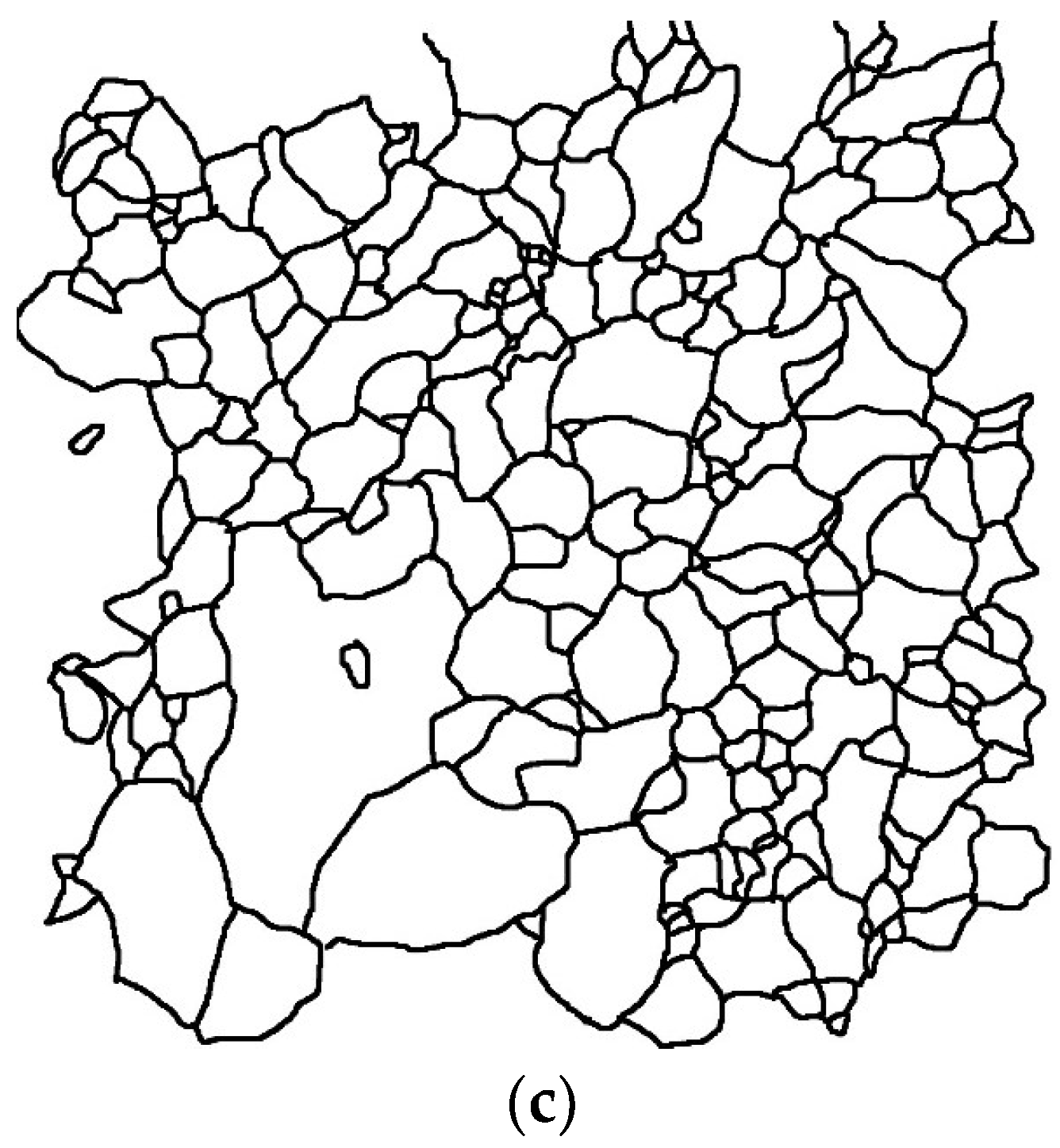
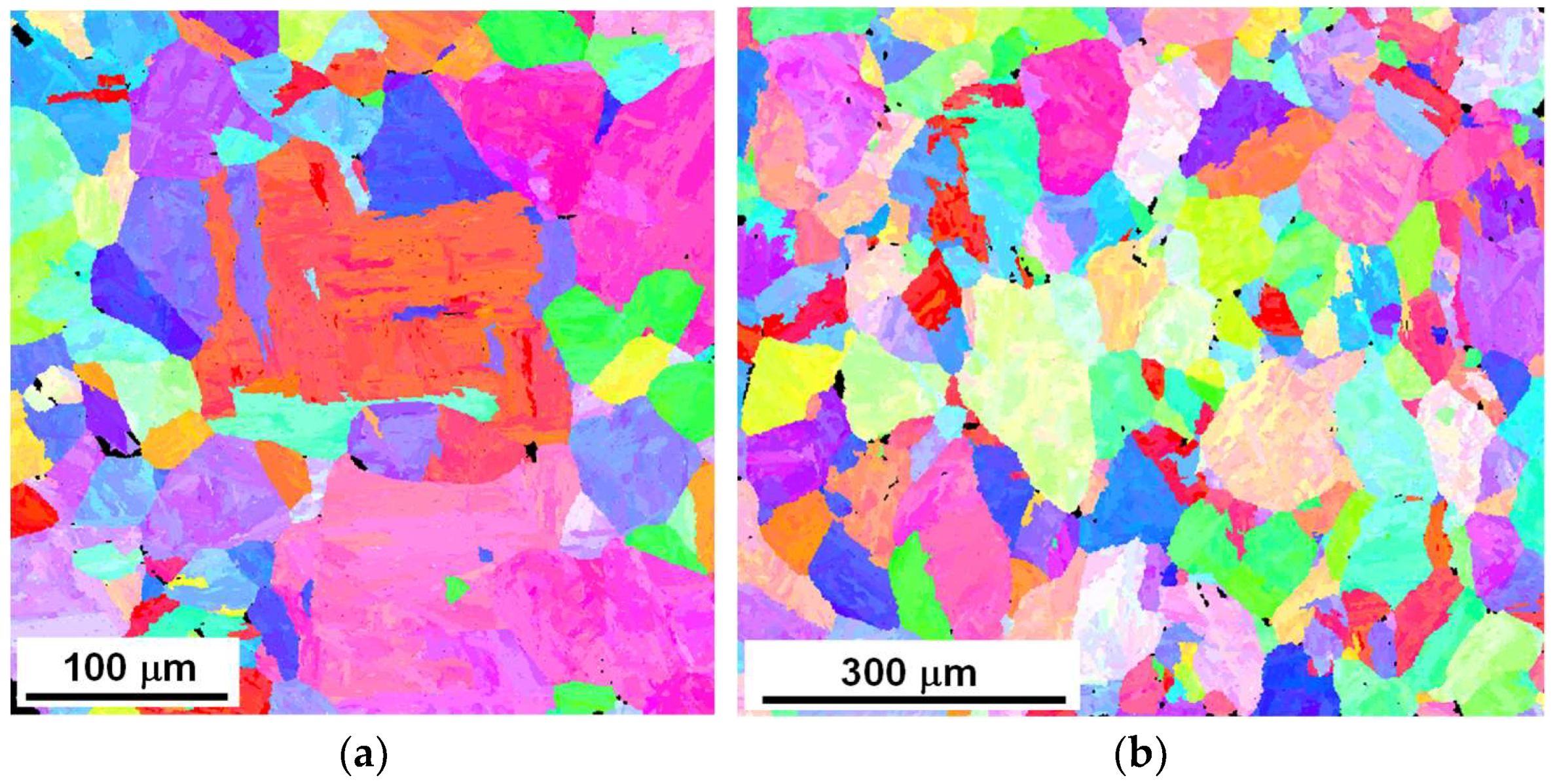
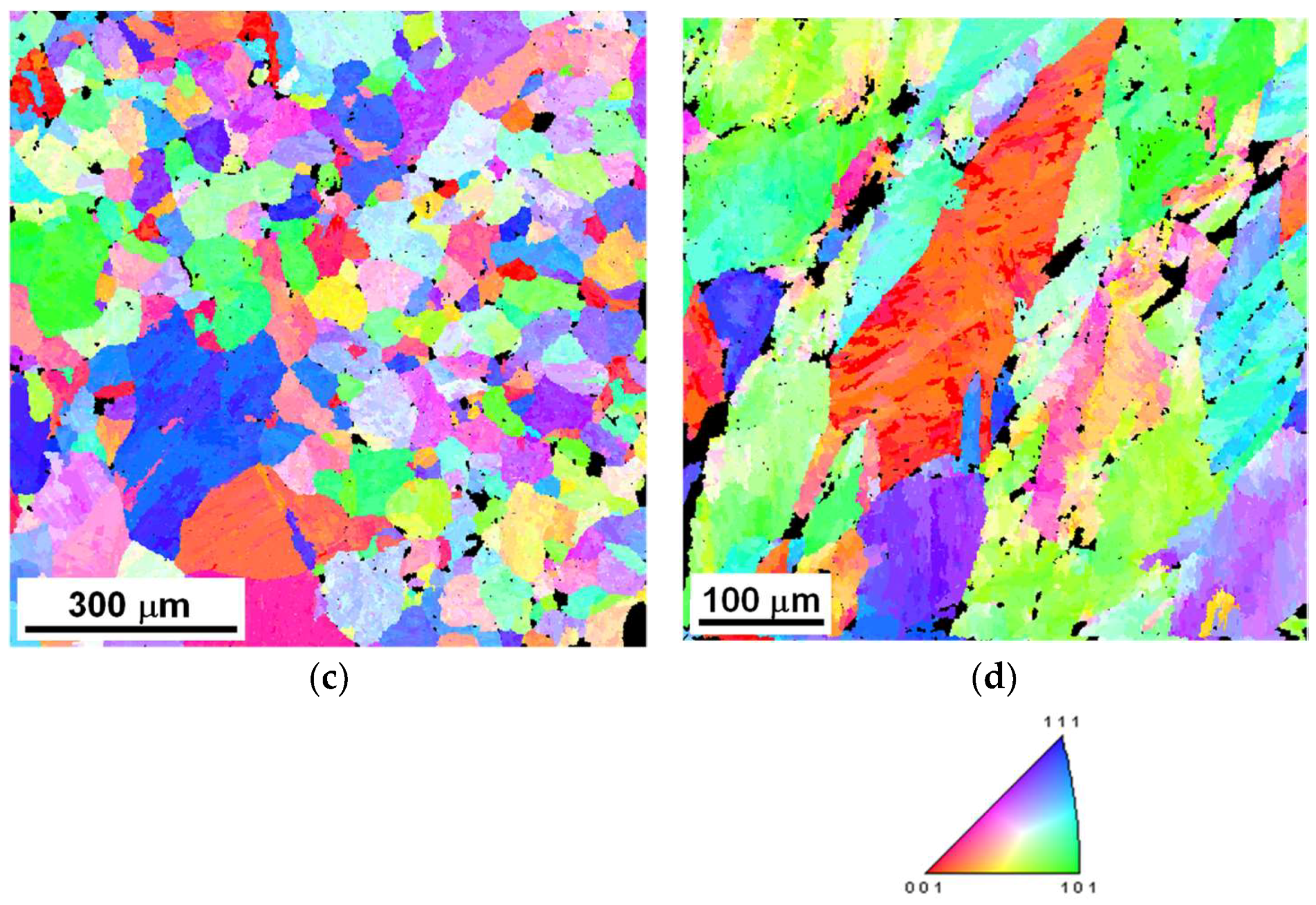
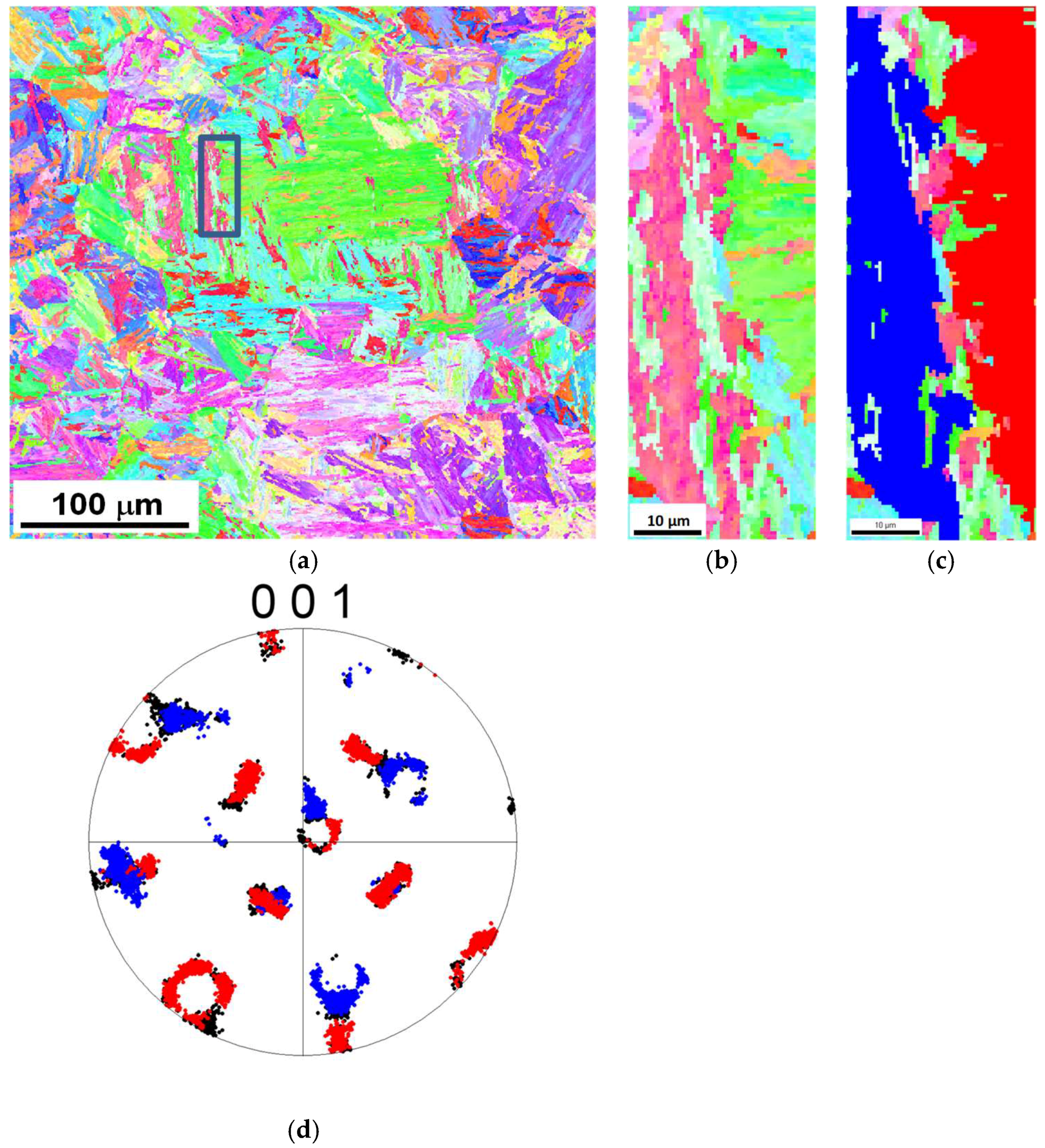
3.1.1. Recrystallized Microstructure
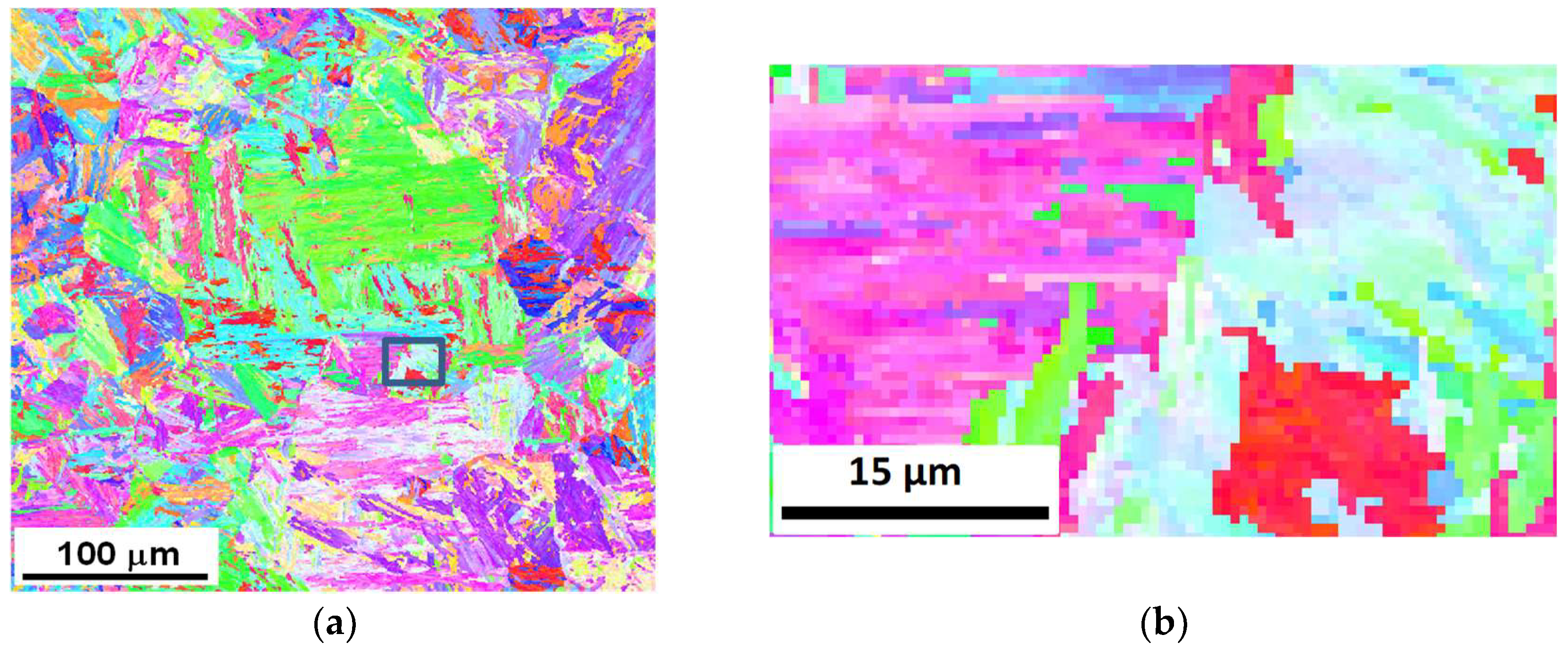
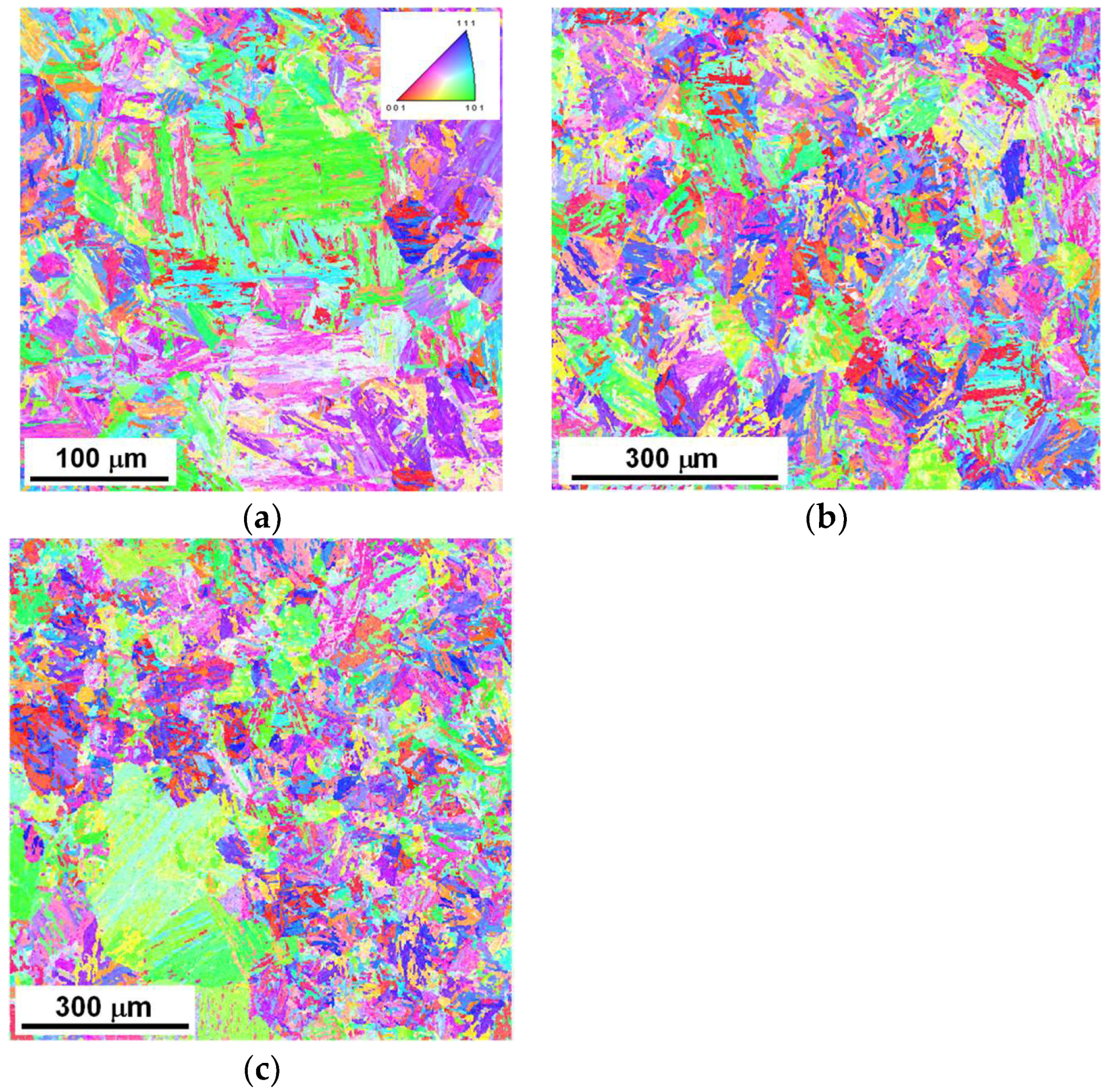
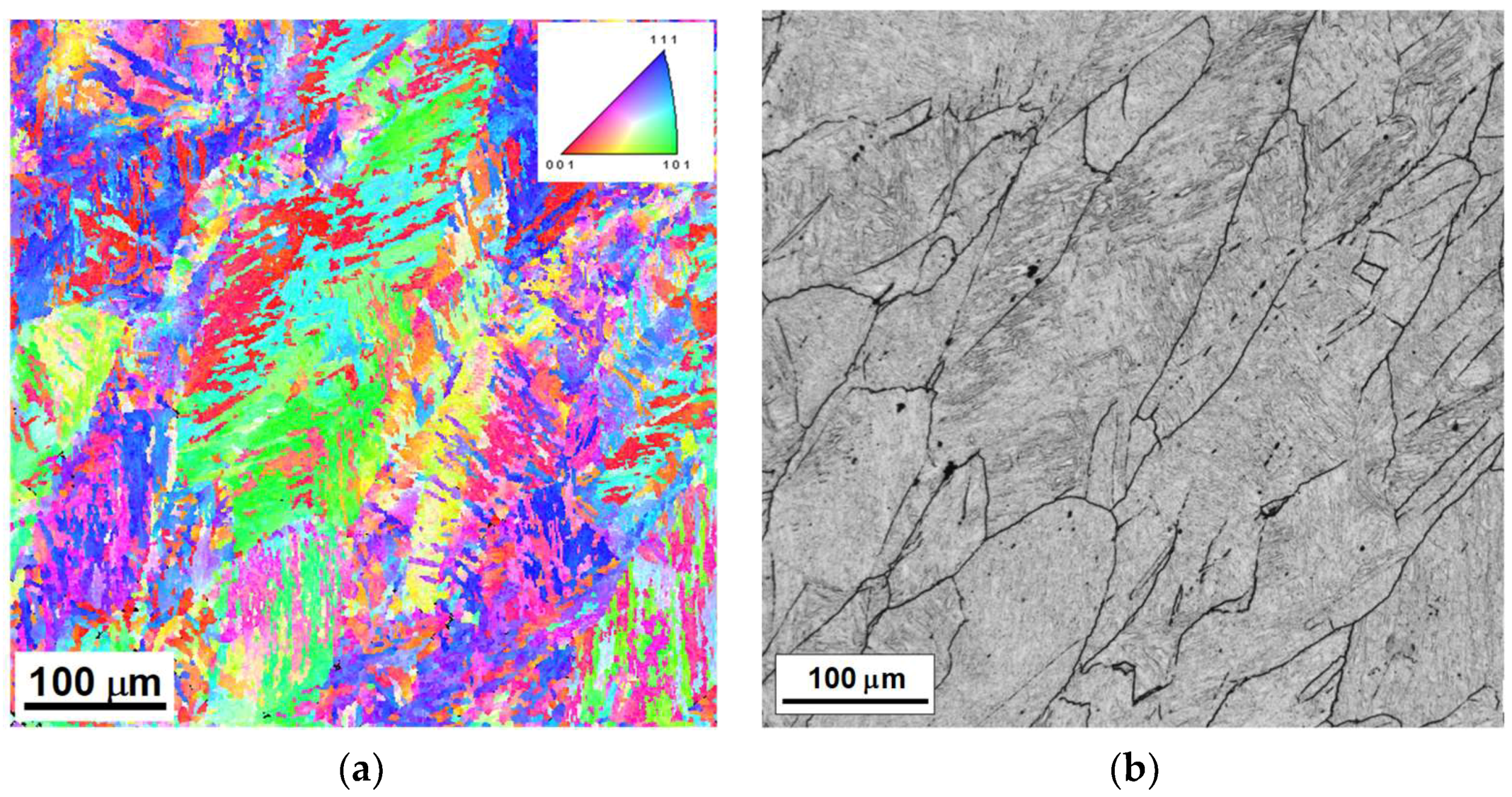
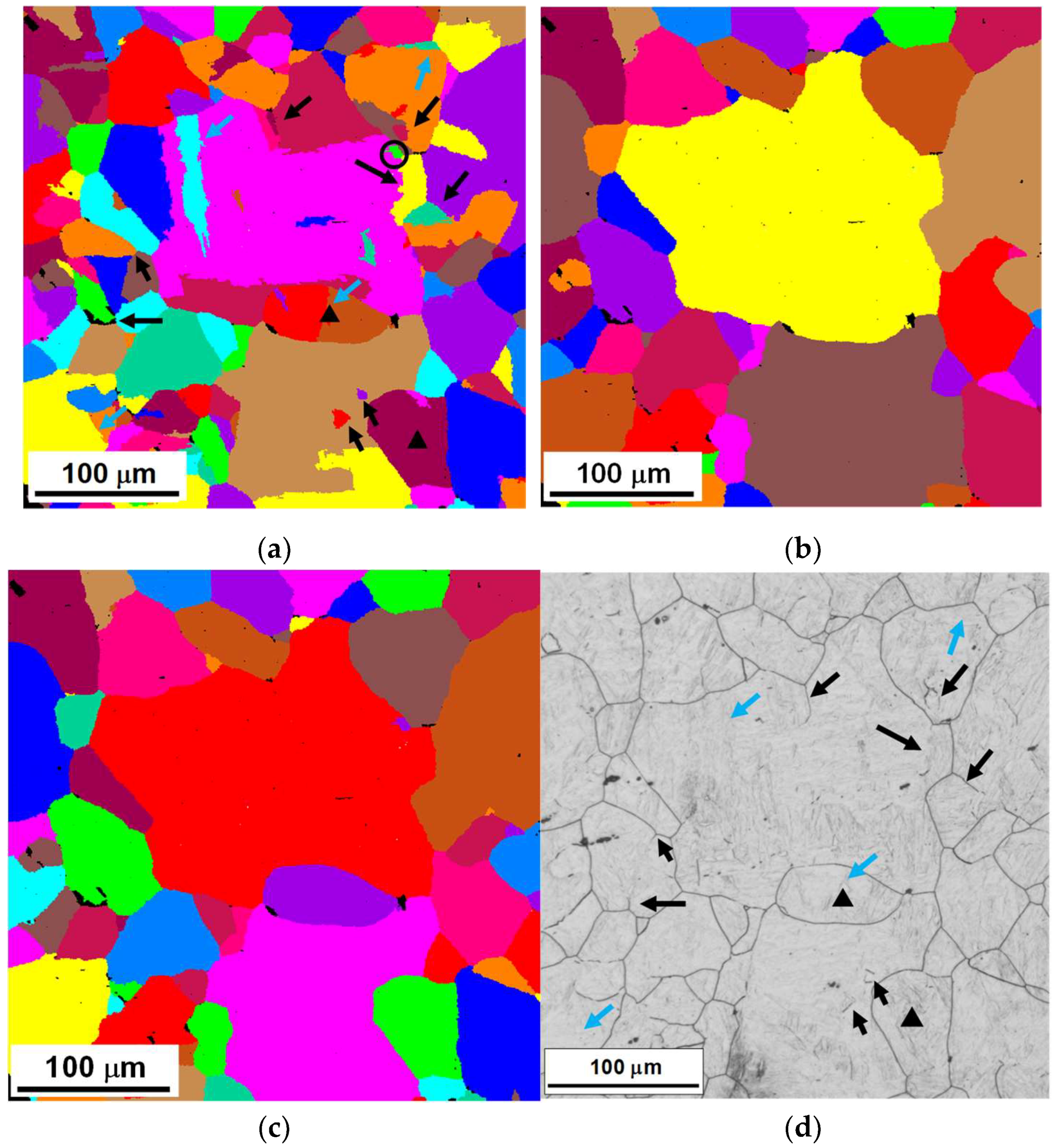
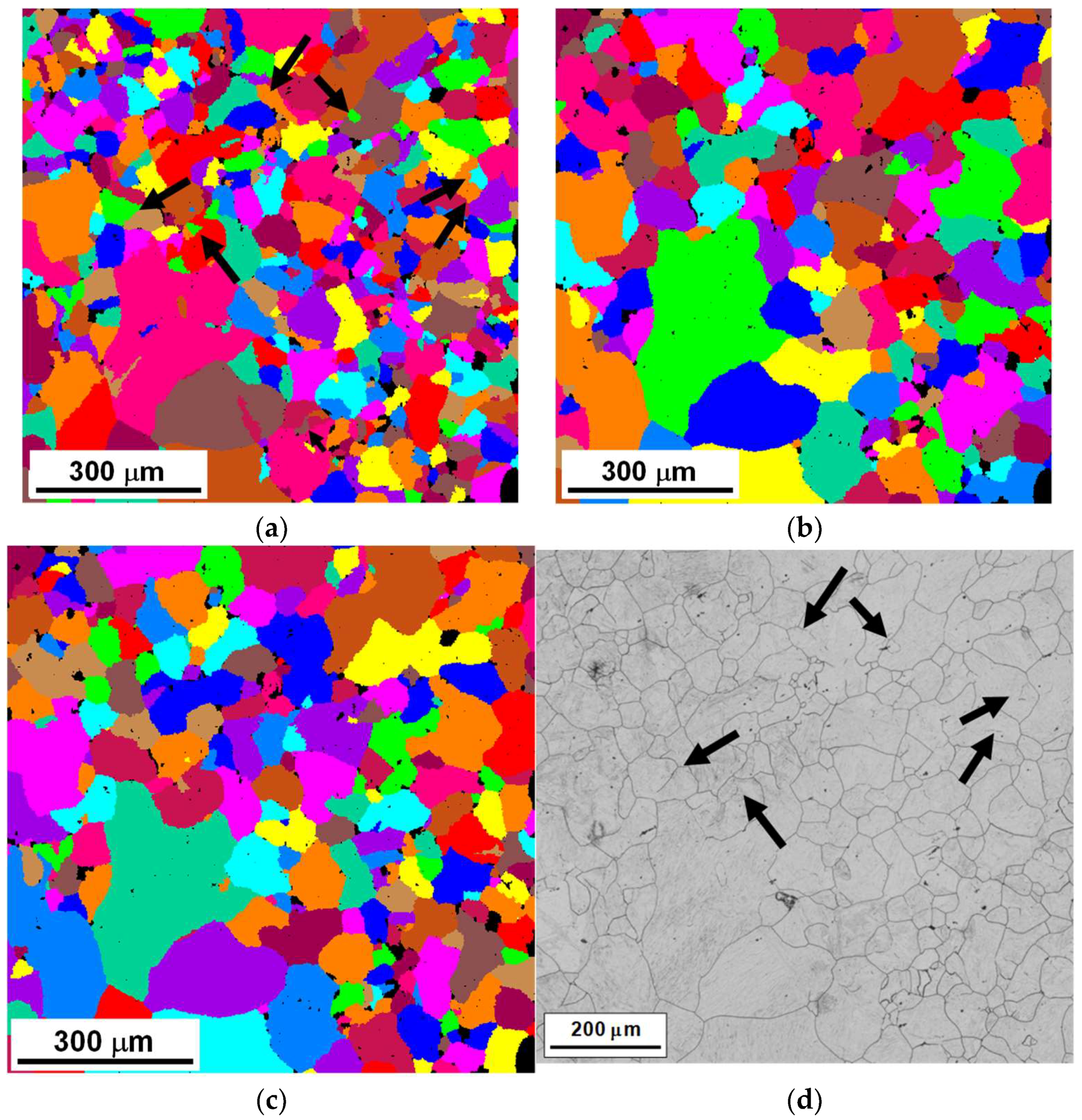
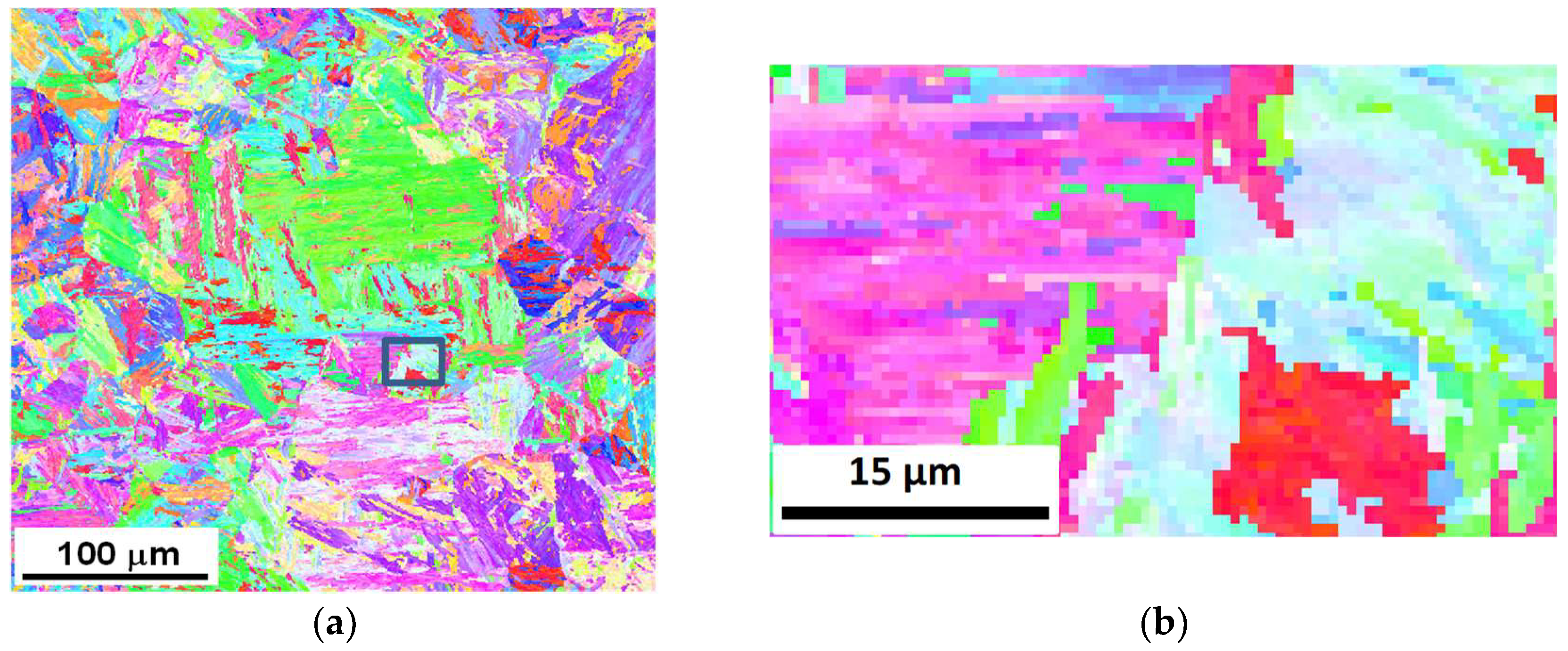
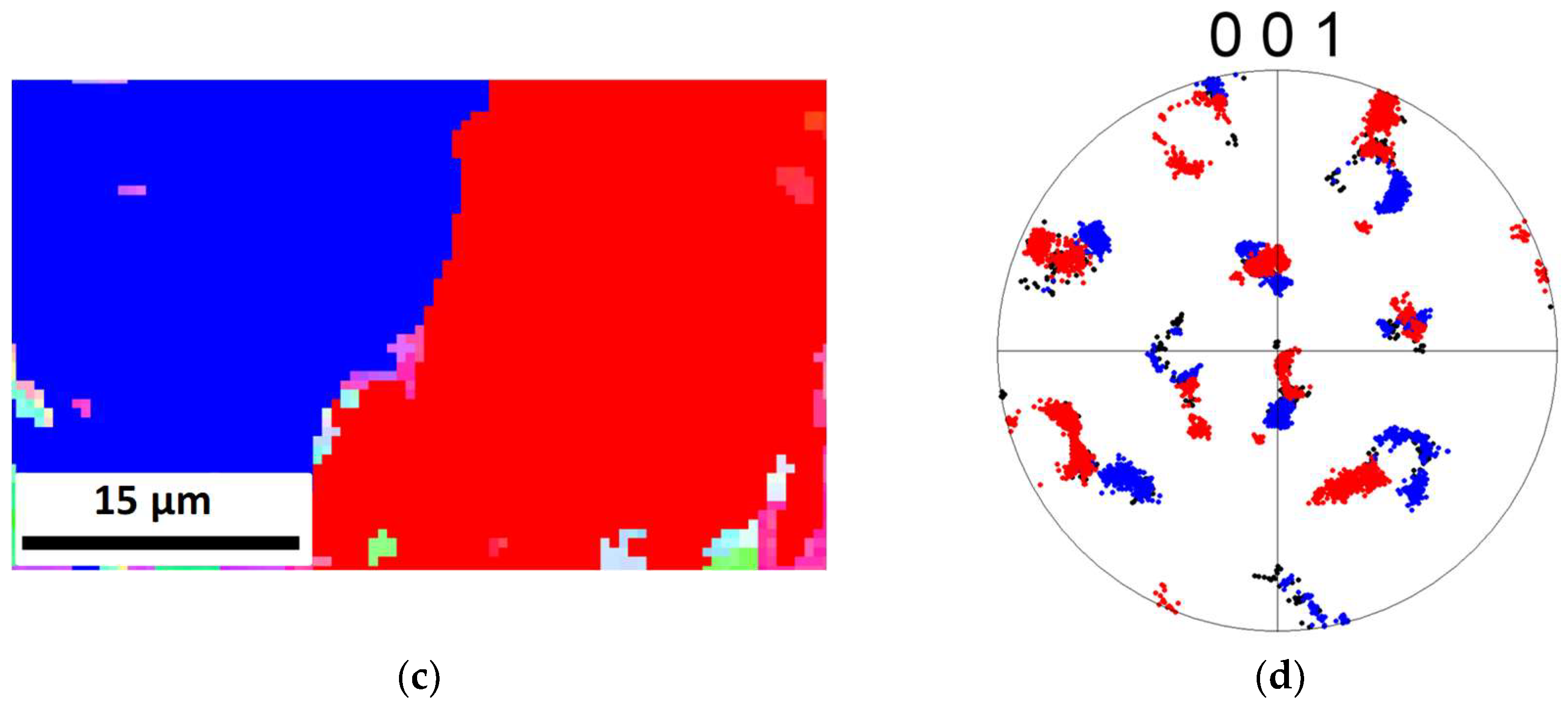
3.1.2. Deformed Microstructure
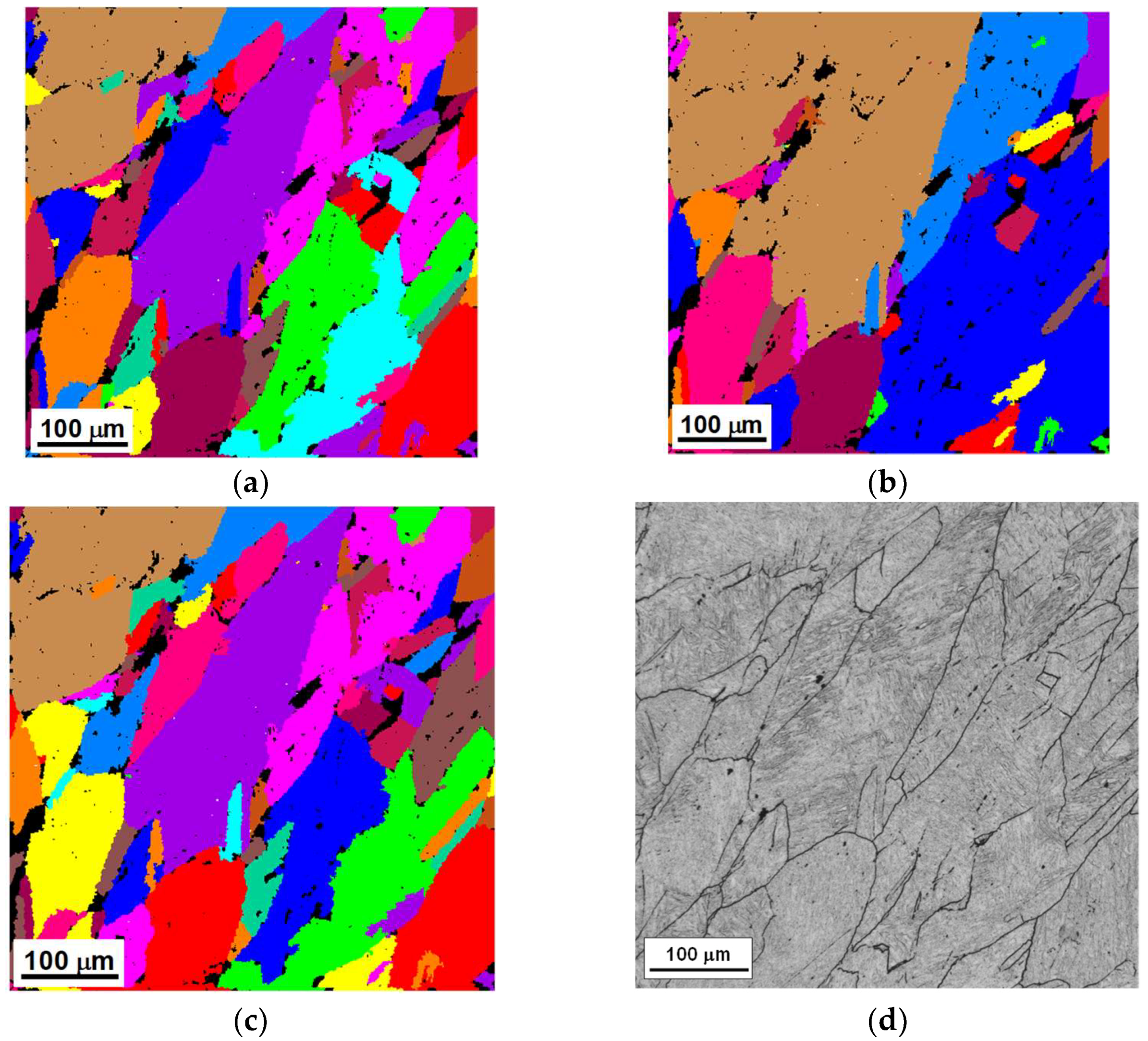
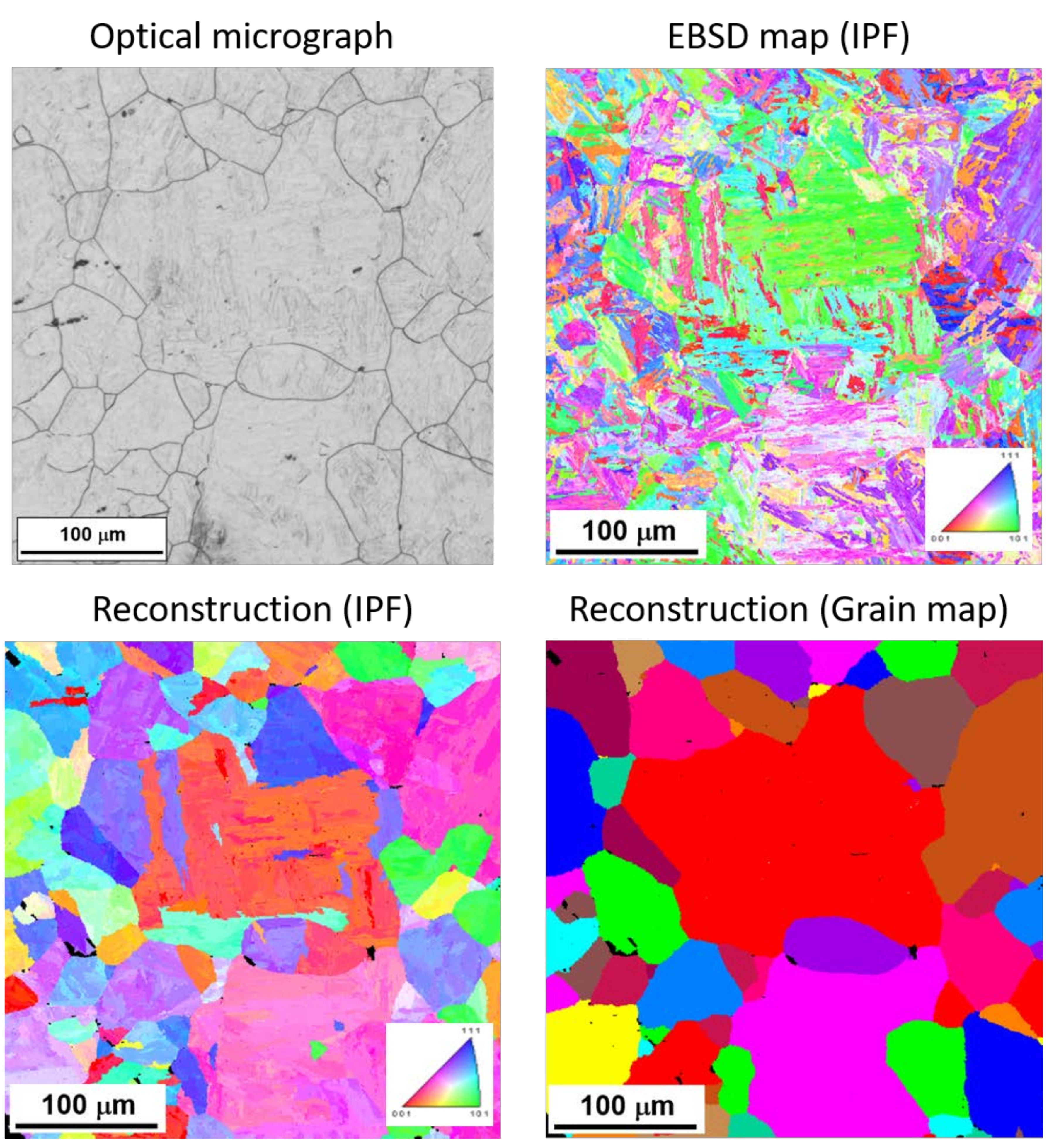
3.2. Application of Reconstruction Procedure
4. Discussion
4.1. Recrystallized Microstructure
4.1.1. Grain Boundary Character
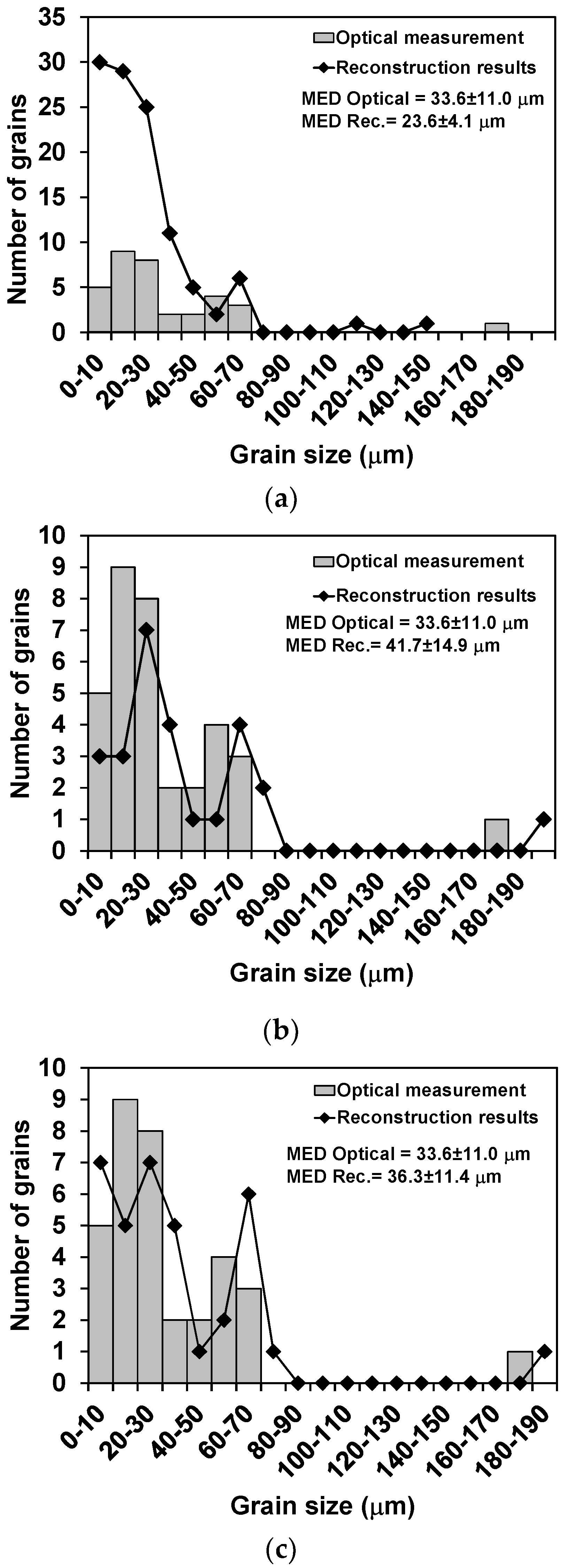
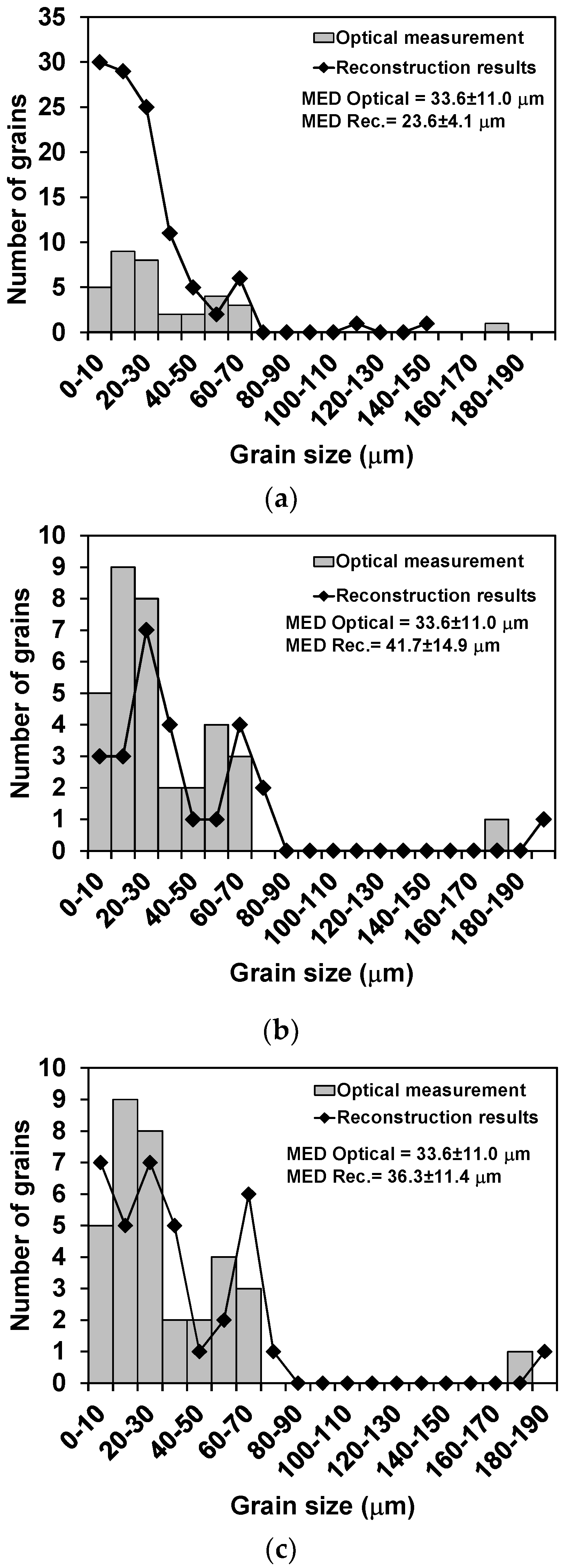
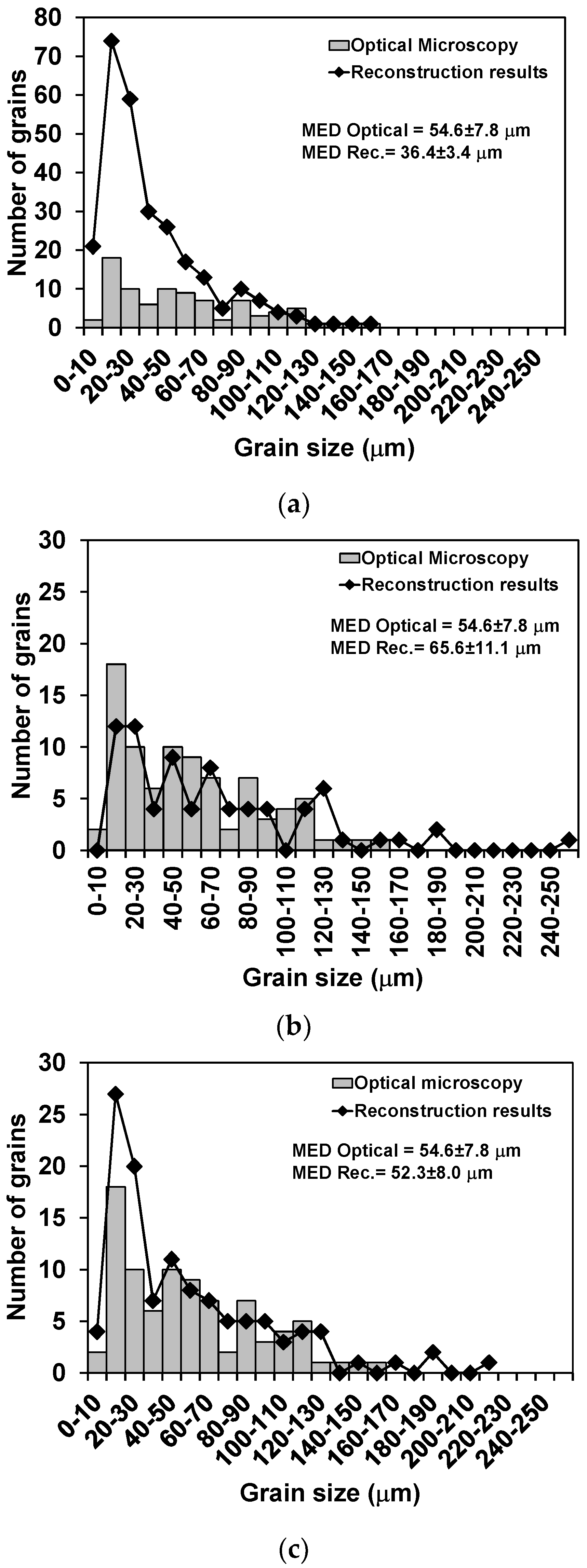
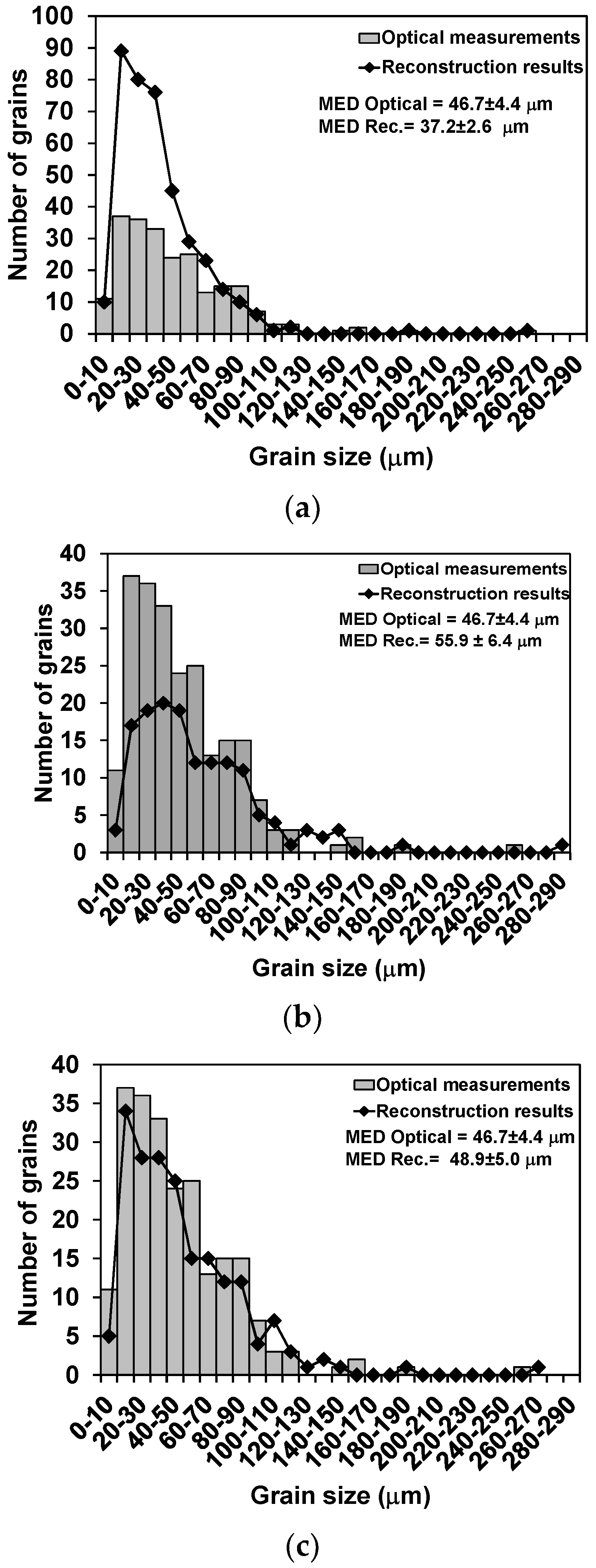
4.1.2. Grain Size Measurements
4.2. Deformed Microstructure
5. Conclusions
- -
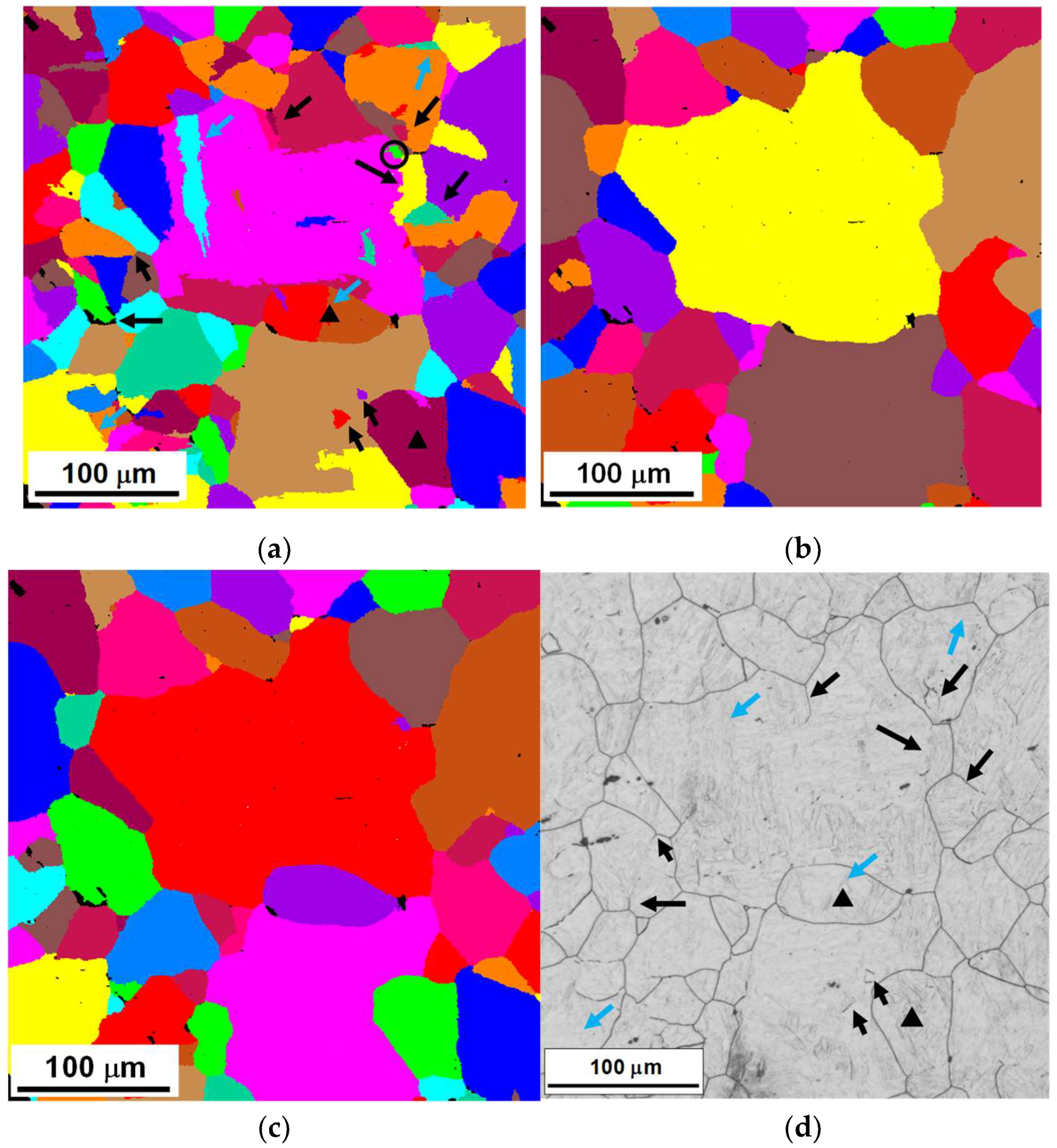
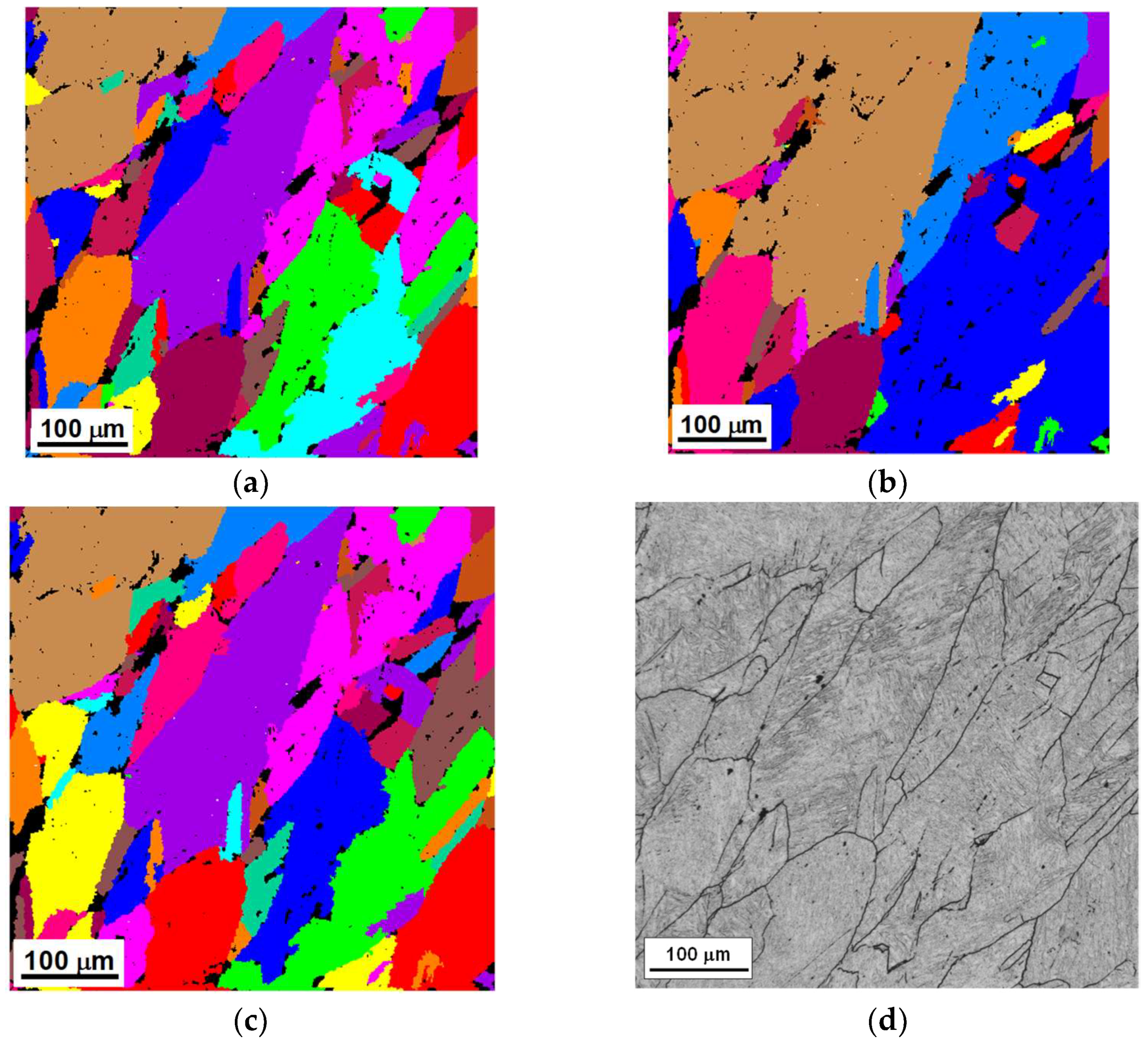
- The austenite morphology and grain size measurements obtained by applying conventional metallographic techniques to reveal the previous austenite grain boundaries from quenched martensite (Bechet-Beaujard etching) were compared with the results of a reconstruction procedure applied to orientation imaging data collected from the same martensitic specimens, quenched from both recrystallized and deformed austenite. The austenite morphology revealed by both methods showed a good correspondence in the two microstructures investigated, although their comparability strongly depends on the criteria used for grain boundary definition in the reconstructed austenite maps.
- -
- In the case of the recrystallized microstructure, the reconstruction procedure showed the presence of a large number of coherent twin boundaries in the microstructure that were not revealed by chemical etching. Although the coherence of the twin boundaries cannot be completely assessed from the crystallographic recovered data, in this microstructure the application of misorientation or misorientation plus twin boundary plane criteria for twin boundary exclusion led to a good correspondence between the morphology revealed by metallographic methods and the reconstruction results.
- -
- A very good correlation between the average grain size and the size distribution determined by conventional metallography and the reconstruction method was observed when the grain boundary misorientation plus twin boundary coincidence criteria were used for twin boundary exclusion from the reconstruction measurements. On the other hand, considering all the reconstructed boundaries resulted in a large overestimation of the number of grains present in the microstructure compared to the metallographic results, as well as in an underestimation of the average grain size. Using only the misorientation criteria led to larger grain size than the optical MED. The effect on the results of varying the step size from 0.5 to 1.5 μm for EBSD acquisition was small, showing the ability of the reconstruction method to provide quantitative measurements in areas representative of the analyzed austenite microstructure.
- -
- In the microstructure quenched after applying several roughing and finishing passes, a good correspondence between the conventional metallography austenite morphology and the reconstruction results was also obtained when the misorientation and twin boundary criteria were used for twin exclusion from the grain size maps. However, in this case, the results were also comparable to considering all high angle grain boundaries for grain definition. This can be attributed to the loss in twin boundary coherence during the finishing deformation passes. However, the less stringent application of the misorientation criterion only led to an incorrect grain boundary classification and in some cases to the reunification of some of the deformed twinned regions which had lost coherence.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Hodgson, P.D.; Gibb, R.K. Mathematical model to predict the mechanical properties of hot rolled C-Mn and Microalloyed steels. ISIJ Int. 1992, 32, 1329–1338. [Google Scholar] [CrossRef]
- Bengochea, R.; López, B.; Gutiérrez, I. Influence of the prior austenite microstructure on the transformation products obtained for C-Mn-Nb steels after continuous cooling. ISIJ Int. 1999, 39, 583–591. [Google Scholar] [CrossRef]
- Ray, R.K.; Jonas, J.J.; Butron-Guillen, M.P.; Savoie, J. Transformation textures in steels. ISIJ Int. 1994, 34, 927–942. [Google Scholar] [CrossRef]
- Andrade, H.L.; Akben, M.G.; Jonas, J.J. Effect of molybdenum, niobioum, and vanadium on static recovery and recrystallisation and on solute strengthening in microalloyed steels. Metall. Mater. Trans. A 1983, 14, 1967–1977. [Google Scholar] [CrossRef]
- Fernández, A.I.; López, B.; Rodríguez-Ibabe, J.M. Relationship between the austenite recrystallised fraction and the softening measured from the interrupted torsion test technique. Scr. Mater. 1999, 40, 543–549. [Google Scholar] [CrossRef]
- Bechet, S.; Beaujard, L. New Reagent for the micrographical demonstration of the austenite grain of hardened or hardened-tempered steels. Rev. Met. 1955, 52, 830–836. [Google Scholar] [CrossRef]
- Barraclough, D.R. Etching of prior austenite grain boundaries in martensite. Metallography 1973, 6, 465–472. [Google Scholar] [CrossRef]
- Ücisik, A.H.; McMahon, C.J.; Feng, H.C. The influence of intercritical heat treatment on the temper embrittlement of a P-doped Ni-Cr steel. Metall. Trans. 1978, 9A, 321–329. [Google Scholar] [CrossRef]
- Bernier, N.; Bracke, L.; Malet, L.; Godet, S. An alternative to the crystallographic reconstruction of austenite in steels. Mater. Charact. 2014, 89, 23–32. [Google Scholar] [CrossRef]
- Germain, L.; Gey, N.; Mercier, R.; Blaineau, P.; Humbert, M. An advanced approach to reconstructing parent orientation maps in the case of approximate orientation relations: Application to steels. Acta Mater. 2012, 60, 4551–4562. [Google Scholar] [CrossRef]
- Humbert, M.; Wagner, F.; Moustahfid, H.; Esling, C. Determination of the orientation of a parent β grain from the orientations of the inherited α plates in the phase transformation from body-centred cubic to hexagonal close packed. J. Appl. Cryst. 1995, 28, 571–576. [Google Scholar] [CrossRef]
- Humbert, M.; Gey, N. The calculation of a parent orientation from inherited variants for approximate (b.c.c.-h.c.p.) orientation relations. J. Appl. Cryst. 2002, 35, 401–405. [Google Scholar] [CrossRef]
- Gey, N.; Humbert, M. Specific analysis of EBSD data to study the texture inheritance due to the β → α phase transformation. J. Mater. Sci. 2003, 38, 1289–1294. [Google Scholar] [CrossRef]
- Cayron, C.; Artaud, B.; Briottet, L. Reconstruction of parent grains from EBSD data. Mater. Charact. 2006, 57, 386–401. [Google Scholar] [CrossRef]
- Tari, V.; Rollett, A.D.; Beladi, H. Back calculation of parent austenite orientation using a clustering approach. J. Appl. Cryst. 2013, 46, 210–215. [Google Scholar] [CrossRef]
- Miyamoto, G.; Iwata, N.; Takayama, N.; Furuhara, T. Mapping the parent austenite orientation reconstructed from the orientation of martensite by EBSD and its application to ausformed martensite. Acta Mater. 2010, 58, 6393–6403. [Google Scholar] [CrossRef]
- Miyamoto, G.; Iwata, N.; Takayama, N.; Furuhara, T. Reconstruction of parent austenite grain structure based on crystal orientation map of bainite with and without ausforming. ISIJ Int. 2011, 51, 1174–1178. [Google Scholar] [CrossRef]
- Sanz, L.; Pereda, B.; López, B. Validation and analysis of the parameters for reconstructing the austenite phase from martensite electron backscatter diffraction data. Metall. Mater. Trans. A 2017, 48, 5258–5272. [Google Scholar] [CrossRef]
- Pereda, B.; Aretxabaleta, Z.; López, B. Softening kinetics in high Al and high Al-Nb-microalloyed steels. J. Mater. Eng. Perform. 2015, 24, 1279–1293. [Google Scholar] [CrossRef]
- Pereda, B.; Fernandez, A.I.; López, B.; Rodríguez-Ibabe, J.M. Effect of Mo on dynamic recrystallization behavior of Nb-Mo microalloyed steels. ISIJ Int. 2007, 47, 860–868. [Google Scholar] [CrossRef]
- Gomez, M.; Rancel, L.; Medina, S.F. Assessment of austenite static recrystallization and grain size evolution during multi-pass hot rolling of a niobium-microalloyed steel. Met. Mater. Int. 2009, 15, 689–699. [Google Scholar] [CrossRef] [Green Version]
- Weyand, S.; Britz, D.; Mücklich, F. Investigation of austenite evolution in low-carbon steel by combining EBSD data. Mater. Perform. Charact. 2015, 4, 322–340. [Google Scholar]
- Aretxabaleta, Z.; Pereda, B.; López, B. Multipass hot deformation behaviour of high Al and Al-Nb steels. Mater. Sci. Eng. 2014, 600, 37–46. [Google Scholar] [CrossRef]
- Aretxabaleta, Z.; Pereda, B.; López, B. Analysis of the effect of Al on the static softening kinetics of C-Mn steels using a physically based model. Metall. Mater. Trans. A 2014, 45, 934–947. [Google Scholar] [CrossRef]
- Development of Microstructure-Based Tools for Alloy and Rolling Process Design (Microtools); Final Report; Publications Office of the European Union: Luxembourg, 2013; ISBN 978-92-79-33613-3.
- TSL OIM Analysis 5.31, Package 7000; EDAX: Mahwah, NJ, USA, 2007.
- The GIMP Team. GIMP 2.8.14. Available online: www.gimp.org (accessed on 5 April 2018).
- LAS v4.5, Build 418; Leica Microsystems: Wetzlar, Germany, 2016.
- MATLAB, Release 2013b; The MathWorks, Inc.: Natick, MA, USA, 2013.
- Jin, Y.; Bernacki, M.; Rohrer, G.S.; Rollett, A.D.; Lin, B.; Bozzolo, N. Formation of annealing twins during recrystallization and grain growth in 304L austenitic stainless steel. Mater. Sci. Forum 2013, 753, 113–116. [Google Scholar] [CrossRef]
- Wright, S.I.; Larsen, R.J. Extracting twins from orientation imaging microscopy scan data. J. Microsc. 2002, 205, 245–252. [Google Scholar] [CrossRef] [PubMed]
- Brandon, D.G. The structure of high-angle grain boundaries. Acta Metall. 1966, 14, 1479–1484. [Google Scholar] [CrossRef]
- Palumbo, G.; Aust, K.T.; Lehockey, E.M.; Erb, U. On a more restrictive geometric criterion for “special” CSL grain boundaries. Scr. Mater. 1998, 38, 1685–1690. [Google Scholar] [CrossRef]
- Henrie, B.L.; Mason, T.A.; Hansen, B.L. A semiautomated electron backscatter diffraction technique for extracting reliable twin statistics. Metall. Mater. Trans. A 2004, 35, 3745–3751. [Google Scholar] [CrossRef]
- Mason, T.A.; Bingert, J.F.; Kaschner, G.C.; Wright, S.I.; Larsen, R.J. Advances in deformation twin characterization using electron backscattered diffraction data. Metall. Mater. Trans. A 2002, 33, 949–954. [Google Scholar] [CrossRef]
- Randle, V. A methodology for grain boundary plane assessment by single-section trace analysis. Scr. Mater. 2001, 44, 2789–2794. [Google Scholar] [CrossRef]
- Poddar, D.; Cizek, P.; Beladi, H.; Hodgson, P.D. Orientation dependence of the deformation microstructure in a Fe-30Ni-Nb model austenitic steel subjected to hot uniaxial compression. Scr. Mater. 2001, 44, 2789–2794. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Mn | Si | P | S | Al | Cu | Cr | Ni | Nb | Ti | N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Al1 | 0.21 | 2.0 | 0.01 | 0.02 | 0.001 | 1.06 | <0.005 | <0.005 | <0.005 | 0.001 | 0.001 | 0.005 |
| Al1Nb3 | 0.21 | 2.0 | 0.01 | 0.02 | 0.001 | 0.88 | <0.005 | <0.005 | <0.005 | 0.028 | 0.001 | 0.004 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sanz, L.; López, B.; Pereda, B. Characterization of Austenite Microstructure from Quenched Martensite Using Conventional Metallographic Techniques and a Crystallographic Reconstruction Procedure. Metals 2018, 8, 294. https://doi.org/10.3390/met8050294
Sanz L, López B, Pereda B. Characterization of Austenite Microstructure from Quenched Martensite Using Conventional Metallographic Techniques and a Crystallographic Reconstruction Procedure. Metals. 2018; 8(5):294. https://doi.org/10.3390/met8050294
Chicago/Turabian StyleSanz, Lorena, Beatriz López, and Beatriz Pereda. 2018. "Characterization of Austenite Microstructure from Quenched Martensite Using Conventional Metallographic Techniques and a Crystallographic Reconstruction Procedure" Metals 8, no. 5: 294. https://doi.org/10.3390/met8050294