Combined Effects of Densified Polystyrene and Unprocessed Fly Ash on Concrete Engineering Properties

Faculty of Engineering, Soran University, Soran, 440018 Erbil, Kurdistan-Iraq
Buildings 2017, 7(3), 77; https://doi.org/10.3390/buildings7030077
Submission received: 18 June 2017
/
Revised: 17 August 2017
/
Accepted: 22 August 2017
/
Published: 25 August 2017
Abstract
:The present study evaluated the combined effects of two types of waste materials of expanded polystyrene (EPS) and unprocessed fly ash (FA) on different properties of concrete. A novel recycling technique of densifying waste EPS is used to produce a novel lightweight aggregate (LWA). This new technique has solved the problem of segregation in concrete by coating EPS particles with a natural binder of clay and cement. Nine different concrete mixtures with a water to cement ratio of 0.8 were used. The densified EPS and unprocessed FA were partially replaced with natural aggregate and Portland cement, respectively. The engineering properties, including workability, density, compressive strength, ultrasonic pulse velocity (UPV), and water absorption (WA) were investigated at different curing times. According to the experimental results, there is a decrease in compressive strength and UPV with increasing this novel LWA content in concrete. However, by using a suitable mix design, the utilisation of these two waste materials in concrete using an appropriate recycling technique is possible.
Keywords:
compressive strength; concrete; densifying; fly ash; recycling; UPV; waste expanded polystyrene1. Introduction
Normal concrete is basically made of natural coarse aggregates, natural fine aggregates, Portland cement and water and, of course, each one of these main ingredients, to a different level, has an environmental effect [1]. Depending on their chemical compositions and physical properties, many waste materials including by-products can be used in concrete mixtures as aggregates or cementitious materials; therefore, concrete can become an environmentally-sustainable material [2].
Expanded polystyrene (EPS) is mainly used in the packaging industry. A large quantity of EPS is disposed of as waste in landfill. For example, 12.3% of waste plastic produced in Western Europe each year is waste EPS. As we know, waste EPS is a lightweight material. Therefore, it can be partially replaced with natural coarse and/or fine aggregates to produce lightweight aggregate concrete (LWAC). LWAC is an important material in reducing the dead-weight of concrete complying with special concrete structures of high-rise buildings [3,4,5,6,7,8,9,10,11,12].
Most research [3,4,5,6,7,8,9,10,11,12] on concrete containing unmodified expanded polystyrene (EPS) has revealed a decrease in the durability and mechanical properties of concrete with increasing the amount of EPS particles in concrete. These studies have also shown that an increase in strength can be obtained with smaller EPS bead size in concrete. For example an investigation [3] studied engineering properties of concrete by partially replacing natural coarse aggregate with equal volume of the chemically-coated EPS at the levels of 30%, 50%, and 70%. They found that compressive strength, unit weight and modulus of elasticity decreased and drying shrinkage and creep increased with increasing EPS content in concrete. Additionally, the results of strength tests in another investigation [6] confirmed the presence of a particle size effect on the EPS concrete compressive strength since it was observed that the smaller the EPS bead size, the greater the concrete compressive strength, for the same concrete porosity.
The studies [7,8,9] on EPS concretes have also revealed that mixtures produced using the normal vibration method will lead to a large number of EPS particles floating upward and serious concrete segregation, resulting in lightweight aggregate concrete (LWAC) while reducing its various engineering properties. This is due to the ultra-light (up to 95% air) EPS particles and being quite weak. This is confirmed by a recent project [7] which reported the results of an experimental investigation into the properties of hardened concrete bricks containing EPS beads. The beads were used as part of fine aggregate replacement in the concrete mixes. It was found that the concrete is very prone to segregation and has low compressive strength. To improve the consistence (workability) of the concrete containing EPS particles, a great deal of research [6,10,11] has used superplasticisers; however, they are costly bonding additives and may not be available in all parts of the world, particularly in developing countries, and also these additives are not sustainable and environmentally-friendly materials.
Some studies have reported the importance of using fly ash (FA) in concrete which can save a significant amount of energy and cost in cement manufacturing and also it can improve engineering properties of concrete by replacing with normal cement. For example, a recent study [10] covers the use of EPS beads both in concrete and mortar, containing a processed (not unprocessed) fly ash as the cementitious material. The concretes’ densities were between 550 and 2200 kg/m3. The EPS replacements ranged from 0% to 95%. The study indicates that the EPS concrete mixes produced with processed fly ash show lower water absorption values and better chemical resistance compared to the normal concrete.
A new technique has been developed to achieve the recycling of waste EPS, with the aim of reusing the waste EPS as lightweight aggregate (LWA) to produce LWAC, and the effect of this novel LWA on different engineering properties of concrete has also been investigated in the previous study [12]. Research on mortar and concrete containing processed FA has been conducted by many researchers [5,10]. However, unprocessed FA may perform differently when used to partially replace Portland cement in mortar or concrete. There is not much information in the literature on the concrete properties containing densified EPS and unprocessed FA using the new recycling technique presented in this investigation. Therefore, this scientific article reports the results of the combined effects of these two types of waste materials as LWA and cementitious material on physical, durability, and mechanical properties of concrete at various ages of water curing. Additionally, the relationships between the various investigated concrete properties were also reported in this investigation.
2. Materials and Methods
2.1. Materials
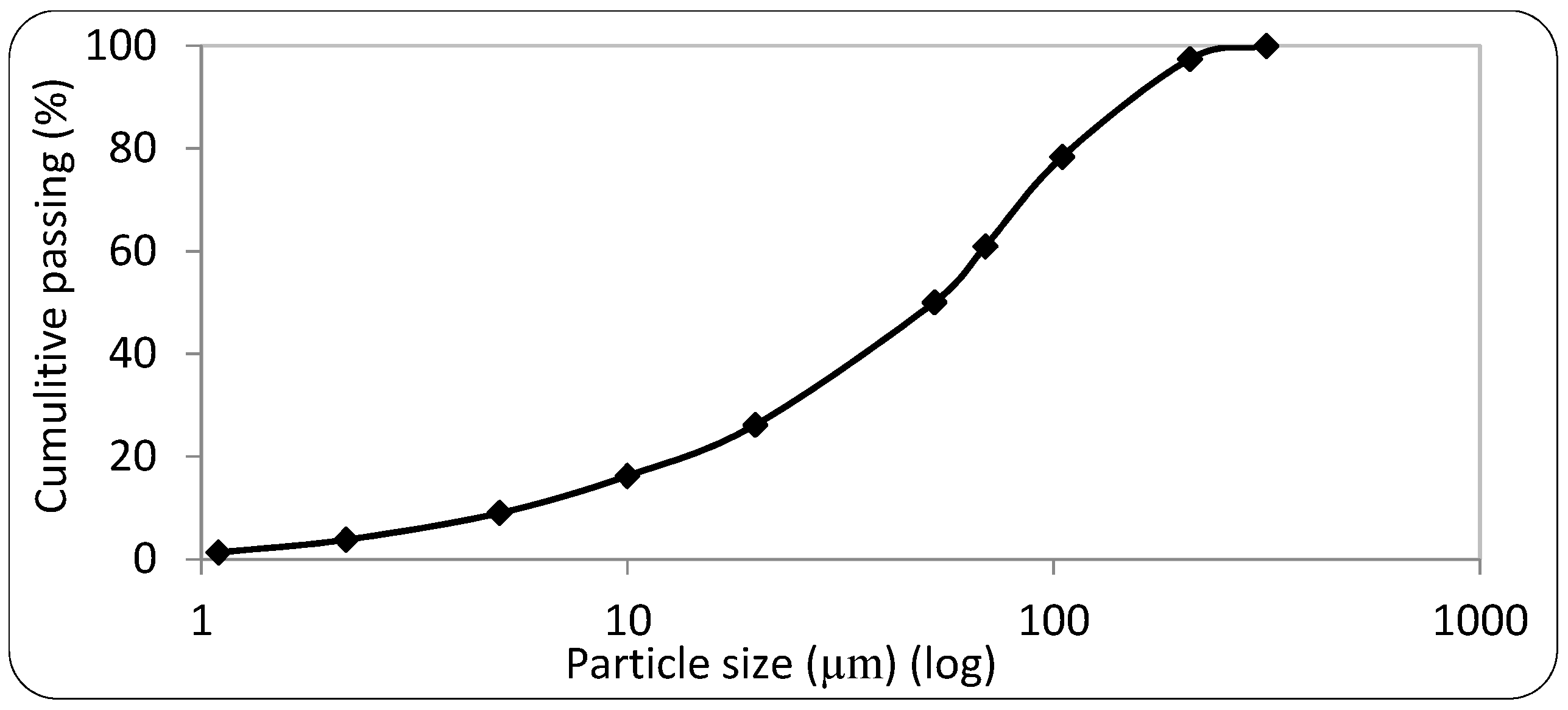
The Type I Portland cement was used to produce different concrete mixtures. The FA used was obtained from a local power station in the UK, and was an unprocessed FA with a high loss-on-ignition (LOI) of approximately 23%. LOI increases with the increase in unburned carbon content in FA. Unburned carbon particles have more surface area and porosity; hence, an increase in water demand of the mixtures is expected. In the present study low-cost materials were used to produce a low-cost concrete and to become an environmentally-sustainable material. To minimise the cost, an unprocessed FA is used. The chemical characteristics of Portland cement and FA are given in Table 1. The particle size distributions (sieving) of FA are shown in Figure 1. A mixed low-cost natural aggregate of 8 mm in size complying with British standard requirements was used for this investigation. The particle size distributions (sieving) details of natural and densified EPS called stabilised polystyrene (SPS) aggregates, complying with BS EN 933-1 [13], are illustrated in Figure 2. The main characteristics including density, specific gravity, and water absorption of natural and SPS aggregates are presented in Table 2. In the case of novel LWA (SPS), due to the coating materials of 10% clay and 20% cement used in the production process (Figure 3) in the present investigation; water absorption of SPS is higher than natural aggregate as expected with almost all LWAs due to their high porosity.
Production Process of SPS Aggregate
In order to achieve a uniform dispersion of the EPS particles in concrete, a new recycling technique has been used [12]. The waste EPS crushed into different sizes (gravel- and sand-sized EPS beads of 2–6 mm mean diameter, angular in shape with an average density of 30 kg/m3) then mixed with the paste made from red clay, cement, and water, then formed into a palm-sized “cake”, which was then dried in the controlled laboratory environment of 20 ± 2 °C and between 60% to 70% relative humidity (RH) for 14 days. The dried rough palm-sized “cakes” then re-crushed at different sizes (0–10 mm) into a novel LWA called SPS. It is worth mentioning here that clay is an abundant resource in most countries and it can be used as an alternative natural binder material to improve the resistance to segregation of EPS in concrete. The great cohesiveness of this binder at the time of wet mixing avoided the segregation of EPS particles. After conducting many trial mixes with different volume ratios, a proportion of 7:2:1:1.5 (70% waste EPS:20% Portland cement:10% clay powder:water) used in the production of SPS has given the best results in terms of maximising the amount of waste EPS for a suitable coating thickness, enhancing bond strength between EPS particles, and the coating material and workability without using too much cement. However, no experiment was conducted on the effect of bond between coating and EPS particles on concrete properties in the present study. The water to cement + clay ratio used (W/(C + C)) was 0.75. Although the finished material of SPS aggregate is very light and easy to move by hand, when incorporated into a concrete, it creates a durable lightweight concrete. It is a chalk-like, soft, friable substance, usually red in colour, 0–10 mm in size (Figure 3). It is porous and low in density. The bulk density of SPS aggregate (457 kg/m3 in solid state) is almost 1/4 of the natural aggregate. Figure 4 illustrates general description of the production process of this novel LWA.
2.2. Concrete Mixtures
A total of nine concrete mixtures with varying amounts of SPS and FA were made for this investigation. The control mixture (Mix 1) had a proportion of 1 (cement):6 (natural aggregate). The natural aggregate was replaced with 0%, 60%, and 100% (by volume) of SPS aggregate. According to the literature, choosing lower substitutions of waste EPS in concrete is within satisfactory limits. However, one of the main goals of the present work is to utilise as much waste EPS as possible, solving the disposal problem of waste EPS and investigate the effect of high replacement levels (instead of low replacement levels) of waste EPS on concrete engineering properties. The Portland cement was replaced with 0%, 20%, and 40% (by mass) of fly ash. The amount of water and W/C ratio of 0.8 was kept constant for all mixtures and no adjustment to the water content was made for all mixtures; in this case, the consistency of some concrete mixtures can be lower than expected. Due to economic reasons a superplasticiser has not been used in the present study, otherwise it could have lowered the W/C ratio. Further details about the mixtures are illustrated in Table 3.
All concrete mixtures were done in a mixer of 100-L capacity. First, SPS aggregate was wetted with 1/3 of the mixing water before adding the remaining ingredients. A slump test was carried out to measure the consistency (workability) of the fresh concretes, complying with BS EN 12350-2:2009 [14]. After casting of each concrete mixture, specimens were covered with plastic sheets to minimise the moisture evaporation and left in the laboratory environment for 24 h. After 24 h, demoulding took place and specimens were placed in a water tank to be tested at different curing times.
2.3. Testing Procedure
2.3.1. Compressive Strength
To determine compressive strength complied with BS EN 12390-3:2009 [15], three cubes of 100 mm size for each age were used and the data at different curing times of 1, 7, 28, and 360 days were reported in this investigation. At each age, the specimens were taken out from the curing tank and the excess water was wiped from the surface of the specimens. After placing the specimens on the platform of compression machine, the load continuously and uniformly applied without shock until the specimens fail. A testing machine with capacity of 3000 kN at the loading rate of 0.6 MPa/s complying with BS EN 12390-4:2009 [16] was used for compressive strength testing.
2.3.2. Ultrasonic Pulse Velocity (UPV)
To determine UPV values complied with BS EN 12504-4:2004 [17], three cubes of 100 mm size were used and similar to compressive strength test, the data at 1, 7, 28, and 360 days of water curing were reported. The UPV is as an in-situ non-destructive test to measure homogeneity, uniformity, compact-ability, and presence of cracks or voids, thus representing the durability of concrete. This test consists of measuring the time of travel of an ultrasonic pulse passing through the specimen’s length (in this case 100 mm). The concrete with higher velocity indicates higher quality in terms of uniformity and homogeneity. For example, concrete with UPV of less than 3.5 km/s, between 3.5 to 4.5 km/s and higher than 4.5 km/s is considered as concrete with “poor”, “good”, and “excellent” quality, respectively. The UPV was calculated from the formula:
where:
V = L/T
- V is the pulse velocity, in km/s;
- L is the path length (100 mm), in mm; and
- T is the time taken by the pulse to transverse the 100 mm length, in μs.
2.3.3. Water Absorption
One of the most important properties of a good quality concrete is low water absorption. For measuring the water absorption (WA), three prisms of 100 × 100 × 50 mm were used and the data at different curing times of 1, 7, 28, and 360 days of age were reported. The specimens were cured in water at laboratory temperature until the testing day. Since EPS particles are very sensitive to high temperatures, saturated surface-dry (SSD) prisms were kept in an oven at a lower temperature of 80 °C until a constant dry weight was achieved. This normally took 24 h. After drying and cooling processes, the specimens were immersed in water and the weight gain was measured at regular intervals until a constant saturated weight was reached. The constant saturated weight is a point when the difference between two consecutive readings is almost negligible. The increase in weight of specimens as a percentage of the original weight is expressed as their water absorption. This process normally took 48 h. The water absorption at 30 min was also reported in this investigation. The WA was calculated from this formula to assess the concrete quality in terms of durability:
where:
WA (%) = l00 × (Ws − Wd)/Wd
- Ws is the constant saturated weight of specimens; and
- Wd is the constant dry weight of specimens.
3. Results and Discussion
3.1. Consistency
The slump values for concretes containing varying amounts of SPS aggregates and FA is presented in Table 3. The slump values were between 3 and 44 mm.
3.1.1. Effect of SPS
The consistency of the concretes containing 0% SPS (mixtures 1, 4, and 7) was almost satisfying, and compaction and finish-ability processes were not easily achieved, but the consistency of all other mixtures were normal to work with, and casting, compaction, and finish-ability processes were performed easily. By increasing the SPS content, the consistency of the concretes increased. The increasing of consistency continued up to 60% SPS content then started to decrease for concrete containing 100% SPS. This was mainly due to the high water absorption of SPS aggregate compared with natural aggregate. Although, EPS particles are hydrophobic and resist absorption of the mixture’s water, but with an increase in the SPS content in concrete the amount of highly-absorbent coating materials increased. The coating materials started to absorb more of the mixture’s water and to affect the workability when more than 60% SPS was used in the concrete. Therefore, the consistency of the concrete containing higher than 60% SPS (e.g., 100% SPS) started to decrease. As mentioned before, for economic reasons a superplasticiser has not been used in the present work, otherwise, it could have improved the consistency [3,8,18,19]. It is worth mentioning that due to the effect of gravity, lightweight concrete usually does not show as much slump as normal-weight concrete with the same consistency [20,21,22,23].
3.1.2. Effect of FA
The slump values were in the range of 8–44 mm for concrete without FA and decreased to the range of 3–25 mm with 40% FA. According to the literature [24], the concrete containing FA will cause an increase in consistency at a constant W/C ratio. However, due to the high content of unburned carbon in the unprocessed FA used in the present study, which has more surface area and porosity and increases the water demand, the concretes’ slump values decreased with an increase in FA.
3.2. Density
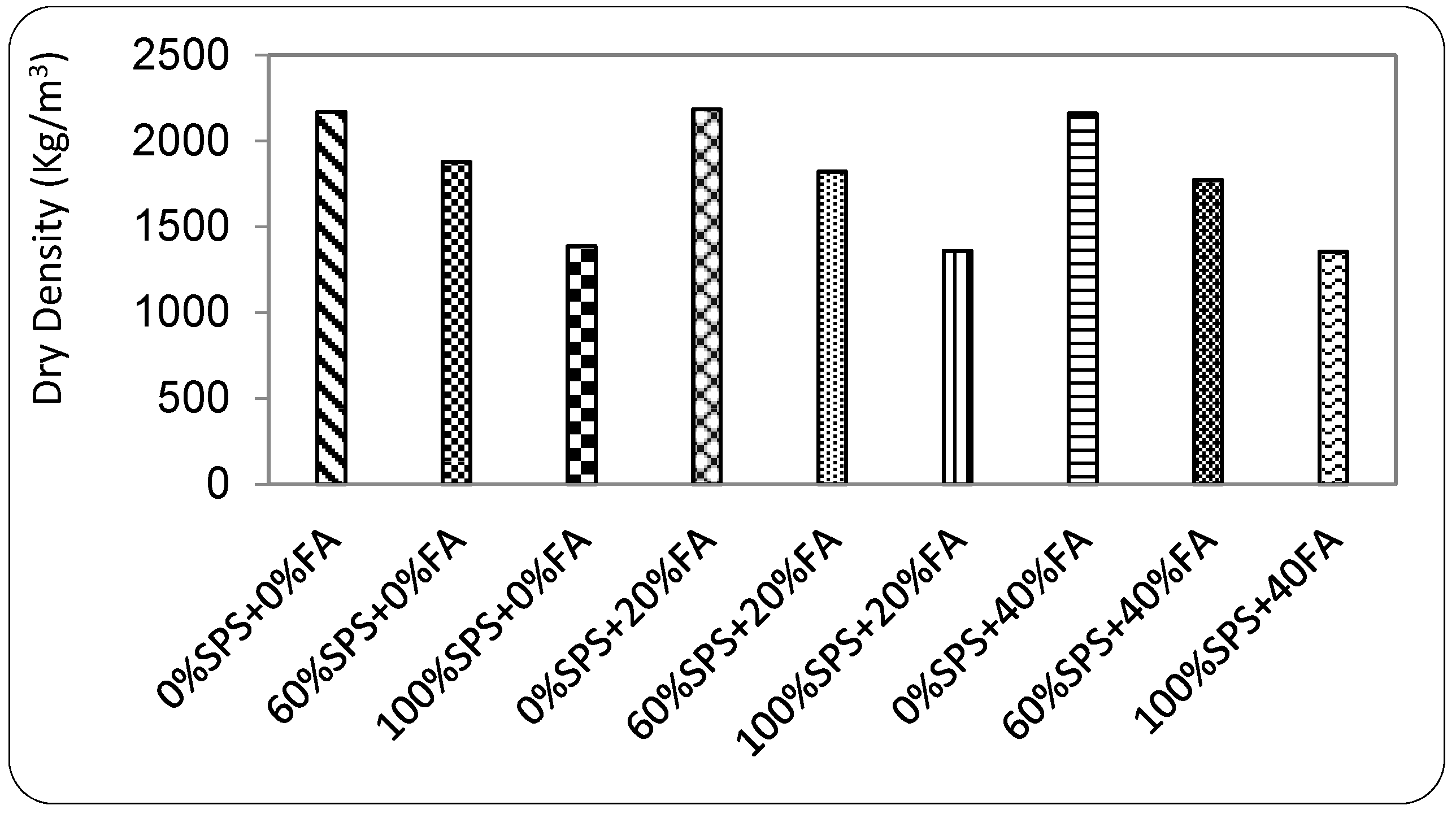
The dry density of concretes complied with BS EN 12390-7:2009 [25] containing different contents of SPS and FA is presented in Figure 5. The density values were in the range of 1354–2185 kg/m3.
3.2.1. Effect of SPS
The density values in Figure 5, shows that the density of concretes decreased with increasing in SPS contents in concrete [12]. This is because the density of SPS aggregates was much less than that of natural aggregates (Table 2). According to BS EN 206:2000 [26], LWC is the concrete with a dry density between 800 and 2000 kg/m3. Thus, in the case of present investigation the concrete incorporating 60% SPS and higher can be considered as LWC.
3.2.2. Effect of FA
Increasing the replacement level of FA with Portland cement had little effect on the density of concretes. The density of SPS concretes appears to decrease with an increase in the FA content. For example, the density of control mixture (0% SPS + 0% FA) was 2171 kg/m3, which decreased to 2161 kg/m3 with 40% FA content in concrete. A recent study [27] observed that the low density of LWAC containing FA is probably related to the higher air content and lack of structure of FA.
3.3. Compressive Strength
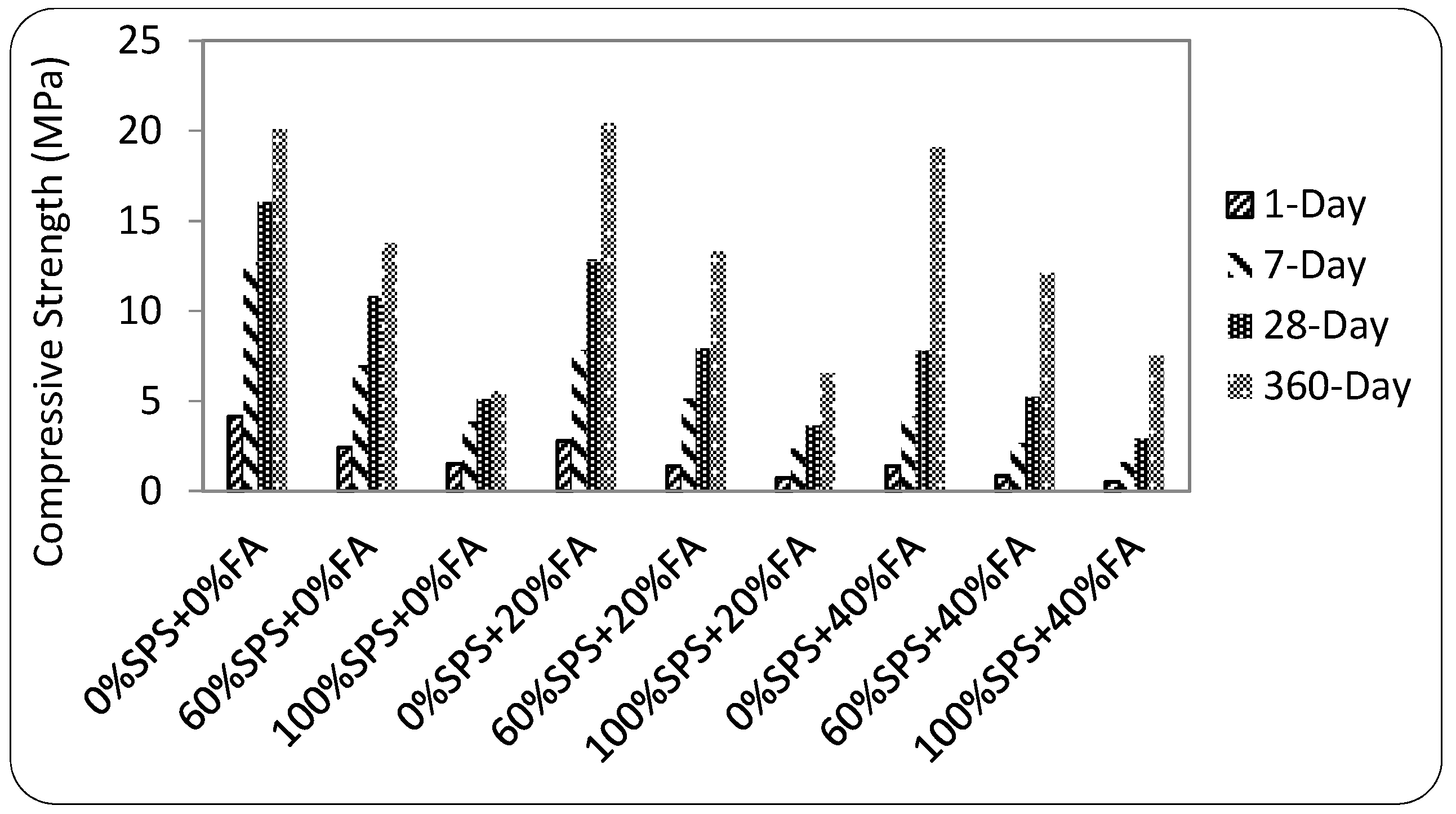
The compressive strength of concretes containing varying amounts of SPS and FA at different curing times is illustrated in Figure 6. The compressive strength was in the range of 3–16 MPa at 28 day curing time and 6–20 MPa at 360 day curing age.
3.3.1. Effect of SPS
The compressive strength is decreased as the SPS aggregate content in concrete is increased. For example, the compressive strength for the control concrete (0% SPS + 0% FA) was 16 MPa at 28 days of age and this decreased to 11 MPa for the concrete containing 60% SPS + 0% FA at the same age; the decrease in strength was about 31%. The lower strength of SPS concretes maybe due to two factors: the first factor may be the lack of natural coarse aggregate in the concrete, as an investigation [4] reported that the concrete mixes containing coarse aggregate showed an increase in strength and a slight increase in density. Another factor may be the replacement of natural aggregates with SPS and the resulting increase in the surface area of fine particles, which can lead to weakening of interfacial transition zones (ITZ) between the aggregates and the cement paste. Similar results have been reported elsewhere [7,28]. Some previous studies [10,29] reported that the strength of LWAC depends on the strengths of the LWA used and the hardened cement paste, as well as the bonding of the aggregate/cement paste in the ITZ [30,31]. As the adhesion between EPS and the cement paste decreasing, the strength is decreasing as well. In the case of SPS in the present work, due to the coating of EPS with clay and cement the strength is higher than unmodified EPS particles [12]. It is well known that the density of concrete has a significant influence on the strength. The strength of SPS concretes decreased with the decrease in density of the concrete, as expected.
3.3.2. Effect of FA
Similar to the results presented in a published study [32], the strength of control and SPS concretes decreased with an increase in FA content. The strength for the control concrete (60% SPS + 0% FA) was 11 MPa at 28 days of age and this drops down to 8 MPa for the concrete containing (60% SPS + 20% FA) at the same age; the decrease percentage in strength was about 27%. This is confirmed in a study [33] which reported that strength gain is expected to be lower in concrete containing an unprocessed FA, as no processing has been undertaken. According to the compressive strength values obtained in the present study, LWAC containing 60% SPS aggregates and up to 40% FA can conform to the Type II structural and insulating strength requirement reported by RILEM (Table 4). Furthermore, it should be mentioned that the thermal conductivity values were extrapolated from the formula of the ACI Committee 213R, (2003) recommendations [22]: , where is the thermal conductivity (W/mK) and γ is the dry density (kg/m3) of concrete. The concrete containing high contents of SPS and FA can be used in low-strength concretes’ applications; for example, footpaths, cycle paths, and noise reduction barriers, or it may be used to produce lightweight bricks and blocks with low thermal conductivity.
3.3.3. Effect of Curing Time
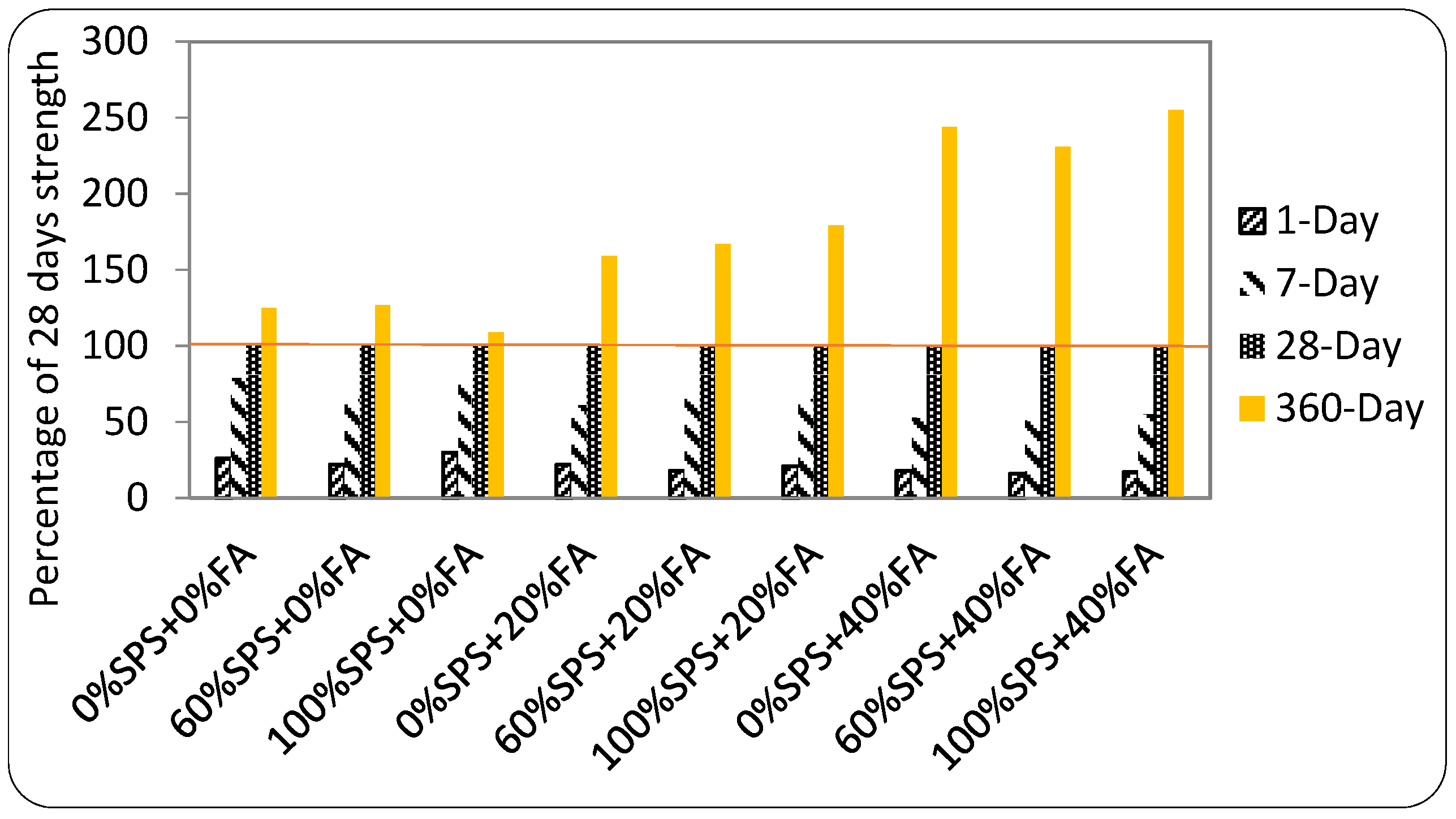
Figure 7 shows the percentage of 28 days’ strength gain of concrete with different contents of SPS and FA at different curing times. The 100% SPS concretes containing 0%, 20%, and 40% FA have shown 75%, 65%, and 55% of 28-day compressive strength, respectively, at seven days. Furthermore, strength gains of almost 8%, 44%, and 60% more than that of 28-day strength for 100% SPS mixes containing 0%, 20%, and 40% FA, respectively, have been obtained at 360 days’ curing. That means the rate of strength gain at an early age decreased and after a long curing period increased as the FA content in SPS concretes increased (Figure 6). The lower rate of strength development in concretes containing FA may be due to the effect of slow reactivity of FA at early ages. Similar results have been reported earlier [5,35,36]. This is due to the typically low fineness of FA compared to Portland cement and low pozzolanic activity of FA, which delays the strength gain of concrete [33]. The low pozzolanic activity is attributed to the high proportion of organic content as suggested by the high value of loss-of-ignition (23%). FA requires a long curing period to complete the hydration process because it decreases the heat of hydration in the concrete [32]. As we know the only compound which is responsible for early strength development in Portland cement is calcium silicate hydrate (C3S). Therefore, when Portland cement is replaced with any pozzolanic material (e.g., FA), the quantity of C3S is reduced, resulting in lower early strength development.
3.3.4. Failure Mode
The failure mode of normal weight concretes under compressive loading is different from lightweight concrete as it was exhibited in concrete containing SPS aggregate. The failure mode in control concrete was brittle and breakable, however, the failure mode of SPS concretes was more gradual and compressible and the specimens were capable of retaining the load after failure without full collapse (Figure 8). This clearly shows the high energy absorption capacity of these concretes that was suggested earlier [4,5,11,31,37]. A recent study [38] reported that there are two main advantages of concrete containing waste plastic: first, the compactness of between 15% and 35%, reducing the thickness under compressive loading and, second, dimensional regaining after load removal.
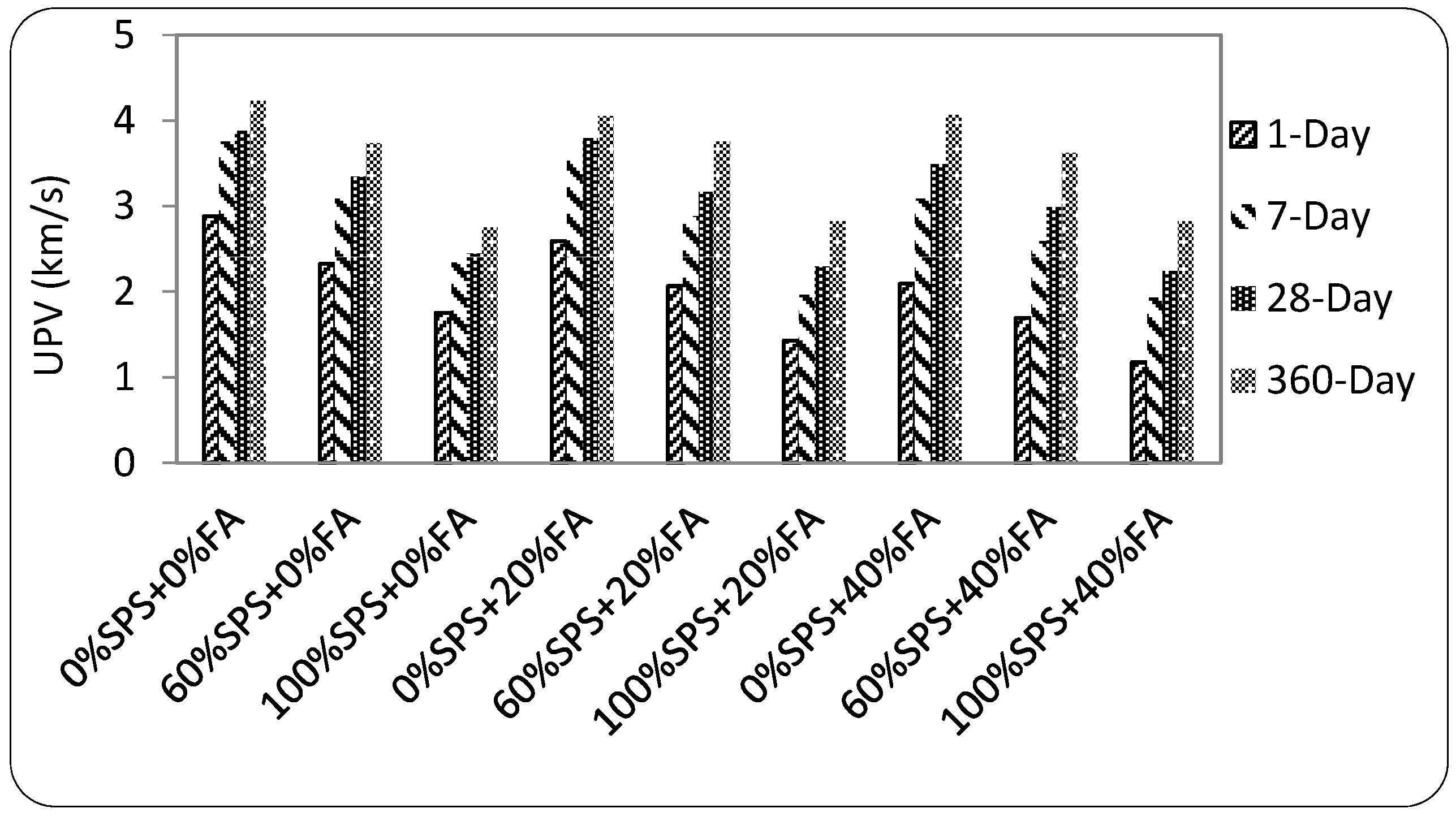
3.4. Ultrasonic Pulse Velocity
Figure 9 shows the UPV values of concrete containing different contents of SPS and FA at different curing times. The UPV values were in the range of 2.2–3.9 km/s at 28 days of age and 2.8–4.2 km/s at 360 days of age.
3.4.1. Effect of SPS
Similar to the strength results reported in previous section, an increase in SPS leads to a decrease in UPV of concrete. At 28 days of age, the UPV of concrete incorporating 60% SPS without FA (60% SPS + 0% FA) decreased by 14% compared to the control concrete (0% SPS + 0% FA). In the present study, concrete mixes 1, 4, and 7 can be considered as concretes with “good” condition, and concrete mixes 2, 5, and 8 can be considered as concrete with “satisfactory” condition, while concrete mixes 3, 6, and 9 are of “poor” quality based on the UPV data. This is confirmed in an investigation [39] conducted on the UPV of concrete earlier that concrete with UPV of between 3.5 and 4.5 km/s is considered as concrete with ‘‘good’’ quality.
The concrete mixes without FA exhibited an increase in UPV with curing time. It is interesting to see that the rate of UPV development was higher in early ages and then started to obtain almost constant results. For example, the increase in UPV for concrete (60% SPS + 0% FA) between the ages of one and seven days (about one week) water curing was of 25% and between the ages of 28 and 360 days (about 48 weeks) curing, the increase was only 10%. An investigation [40] conducted on the engineering properties of concrete reported that, as a consequence of the cement-water hydration process over curing time, the physical and chemical changes will occur in the concrete and will increase the strength and density and, as a result, will increase the UPV values of concrete.
3.4.2. Effect of FA
An increase in FA leads to a decrease in UPV values of concrete as presented in Figure 8. The control concrete achieved a pulse velocity of 3.9 km/s at 28 days of age, whereas concretes (0% SPS + 20% FA) and (0% SPS + 40% FA) achieved a pulse velocity of 3.8 and 3.5 km/s at the same age, a decrease of 3% and 10%, respectively, in comparison with the control mixture (Figure 9). Similar to the control concrete, the concrete mixes incorporating FA showed an increase in UPV with increasing in curing time. However, the rate of UPV gain was higher in early ages of hydration process, and then started to become almost constant. For example, for concrete containing 60% SPS + 40% FA, the increase in UPV between the ages of one and seven days (about one week) was 35%, whereas between the ages of 28 and 360 days (about 48 weeks) it was 17%.
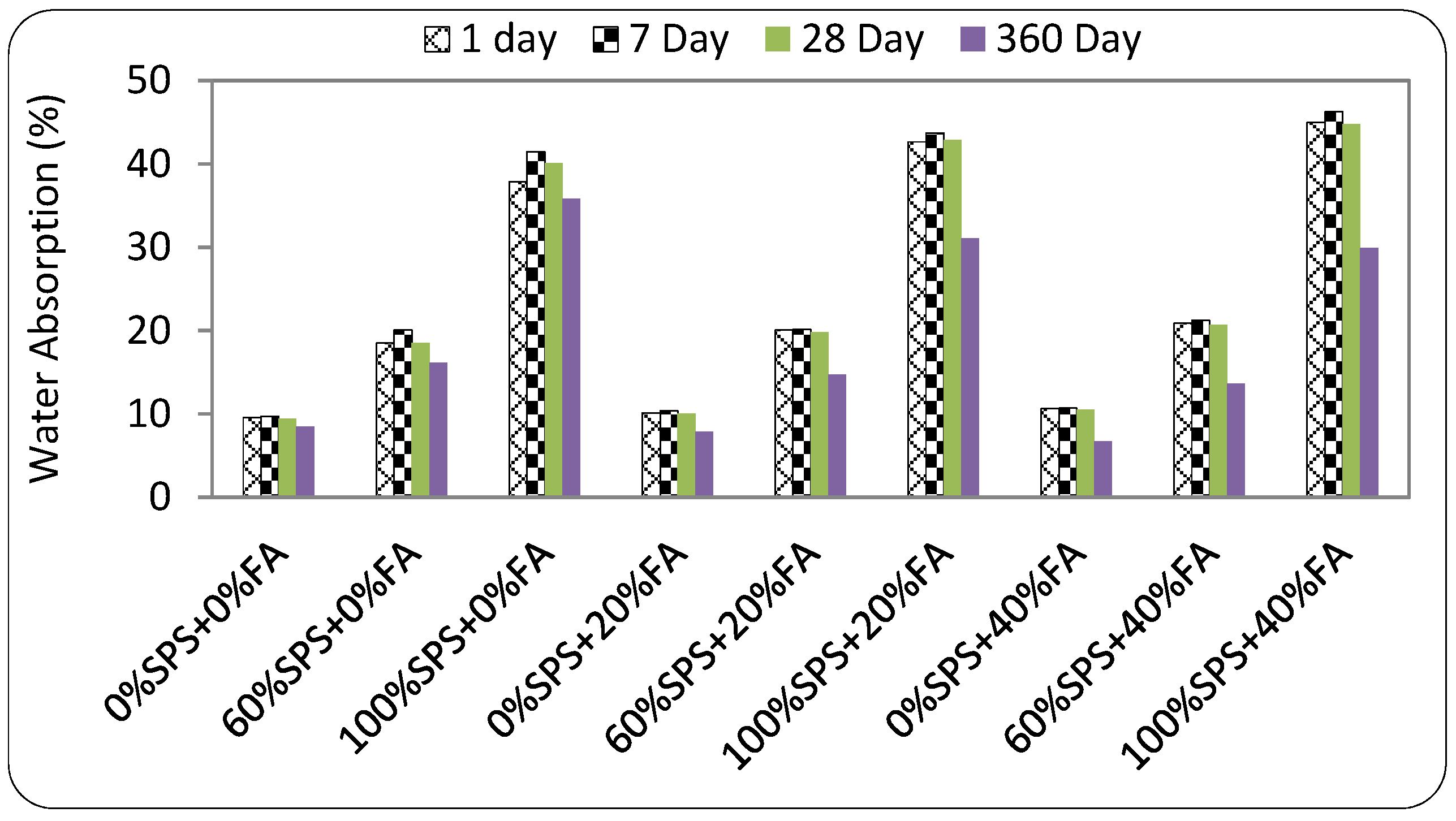
3.5. Water Absorption
The 30 min and total WA of concrete containing different contents of SPS and FA at different curing times are illustrated in Table 5. The WA values at 30 min and total varied between 2.8% to 32.5% and 9.5% to 44.8%, respectively, at 28 days of curing.
3.5.1. Effect of SPS
According to the results showed in Table 5, due to the higher value of volumetric paste, the concrete containing a higher SPS content, exhibited higher water absorption (WA). Since the main material in SPS production is the non-absorbent EPS (70%), the higher WA of concrete containing higher SPS content increased as a result of the combination of two reasons: firstly, the highly-porous ITZ between the EPS particles and the coating materials of clay and cement; and, secondly, the highly-absorbent coating materials in comparison to the mixture cement paste. This can be confirmed from the higher WA of concretes with higher SPS content. WA at the initial stage of 30 min is similar to the total water absorption values. According to the CEB assessment criteria [41], concrete with 5% WA at initial stage of 30 min can be considered as a “good” quality concrete. Therefore, concrete containing 60% SPS aggregates with almost 7% WA, indicating an “average” quality concrete. If a comparison can be made between present work and some previous studies [10,42,43] conducted on lightweight concrete with similar densities and cement content, the performance of SPS concrete may be higher based on the WA data. For example, an investigation [42] on lightweight concrete reported that the total WA of concretes at 28 days of age made with diatomite aggregate was between 30% and 65%. Another investigation [43] stated a WA of 35% for lightweight concrete made with 80% perlite aggregate content. In contrast, concretes incorporating SPS in the present study exhibited WA between 9.5% to 44.8%.
3.5.2. Effect of FA
The concrete containing FA showed considerably higher WA than the control mixture. The initial WA (30-min) decreased with age. However, the total WA slightly increased at seven days of age, then slightly decreased at 28 days of age, but sharply decreased at 360 days of age as shown in Figure 10 and Table 5. At 28 and 360 days of ages, concretes containing different percentages of SPS aggregate and FA showed absorption ranging from 2.8% to 32.5% and from 2.6% to 19.3% at 30 min, respectively. The maximum reduction in WA was for concrete containing 100% SPS + 40% FA at long-term curing of 360 days of age. The WA of concretes increased with an increase in FA replacement levels at early ages and decreased after long-term curing. That means the rate of absorption at an early age increased, and after a long curing period decreased as the FA content in the SPS concretes increased. The higher rate of absorption in concretes containing FA may be due to the effect of slow reactivity of FA particles at early ages as has been reported earlier [35]. They reported that a high quality (classified or processed) FA can make positive changes in the pore structure of hydrated cementitious systems, but in the case of unprocessed FA (i.e., the present work) the results may be different.
The durability of concrete incorporating EPS particles may be comparable to the durability performance of higher density LWC produced by different types of porous LWA [11]. However, low density LWC with high WA may not be suitable for applications where durability and high resistance to water penetration, chloride performance, and chemicals are required.
4. Correlations
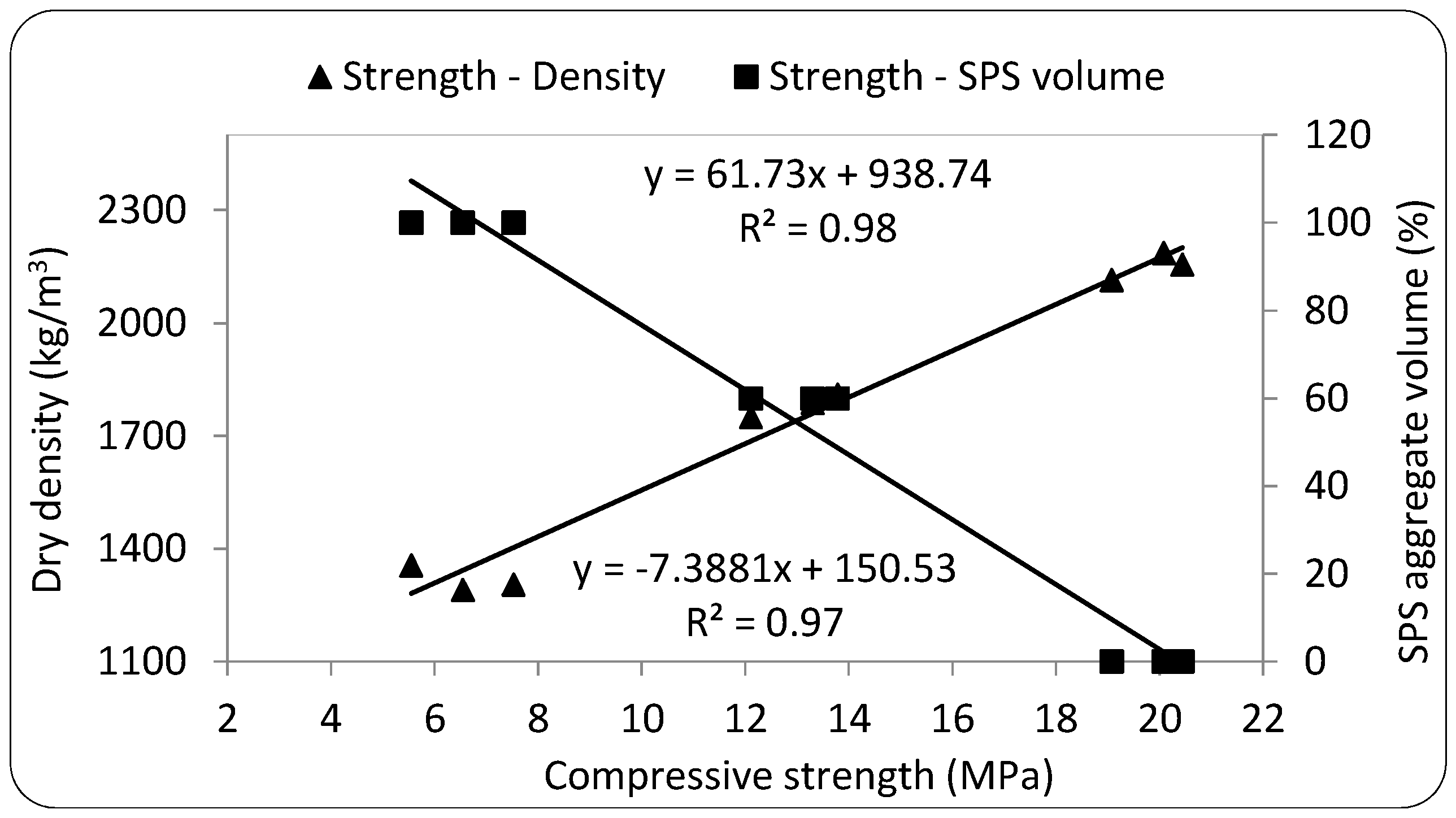
4.1. Strength, Density, and Volume
Figure 11 shows the relationship between compressive strength, density and volume of SPS + FA of concrete made with varying contents of SPS aggregate and FA at 360 days of age. The strength of concrete increased linearly with increasing in density (Equation (3)), or with the decrease in the SPS + FA contents (Equation (4)).
In Equation (3), Y is the density (kg/m3) and X is the compressive strength (MPa).
In Equation (4), Y is the SPS volume (%) and X is the compressive strength (MPa).
The values (R2 = 0.98 and 0.97) represent a very strong positive correlation between the two compared parameters of strength and density and a very strong negative correlation between strength and SPS + FA volume, respectively.
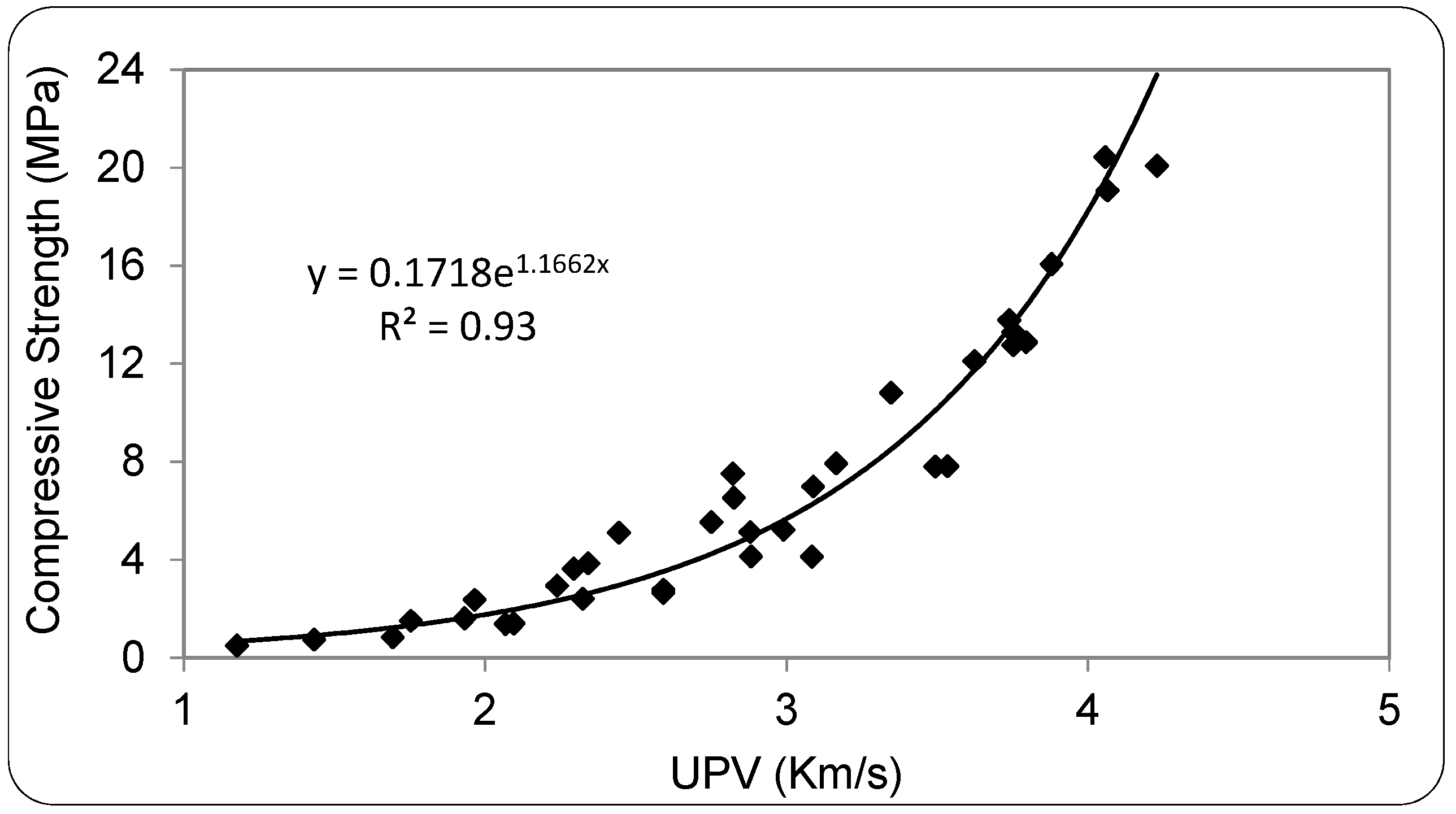
4.2. Strength and UPV
The relationship between the strength and UPV of concrete made with different SPS and FA contents is illustrated in Figure 12. An increase in UPV leads to an increase in compressive strength. An exponential function appears to better describe the relationship between strength and UPV for all concretes made with different SPS and FA contents at all ages.
Y = 0.1718e1.1662x R2= 0.93
Equation (5) indicates a very strong positive relationship (R2 = 0.93), where X is the UPV (km/s) and Y is the compressive strength (MPa). The proposed equation is based on the 36 experimental points from the present study. A study [32] suggested the relationship between the compressive strength and UPV of concrete incorporating FA with UPV values between 2.7 to 4.1 km/s as ƒcu = 0.0142e0.0018V with R2 = 0.96. Another study [24] proposed the relationship between compressive strength and UPV values of concrete as ƒcu = 0.003e0.00217V with R2 = 0.97. However, the suggested equations underestimate the UPV values for a given strength.
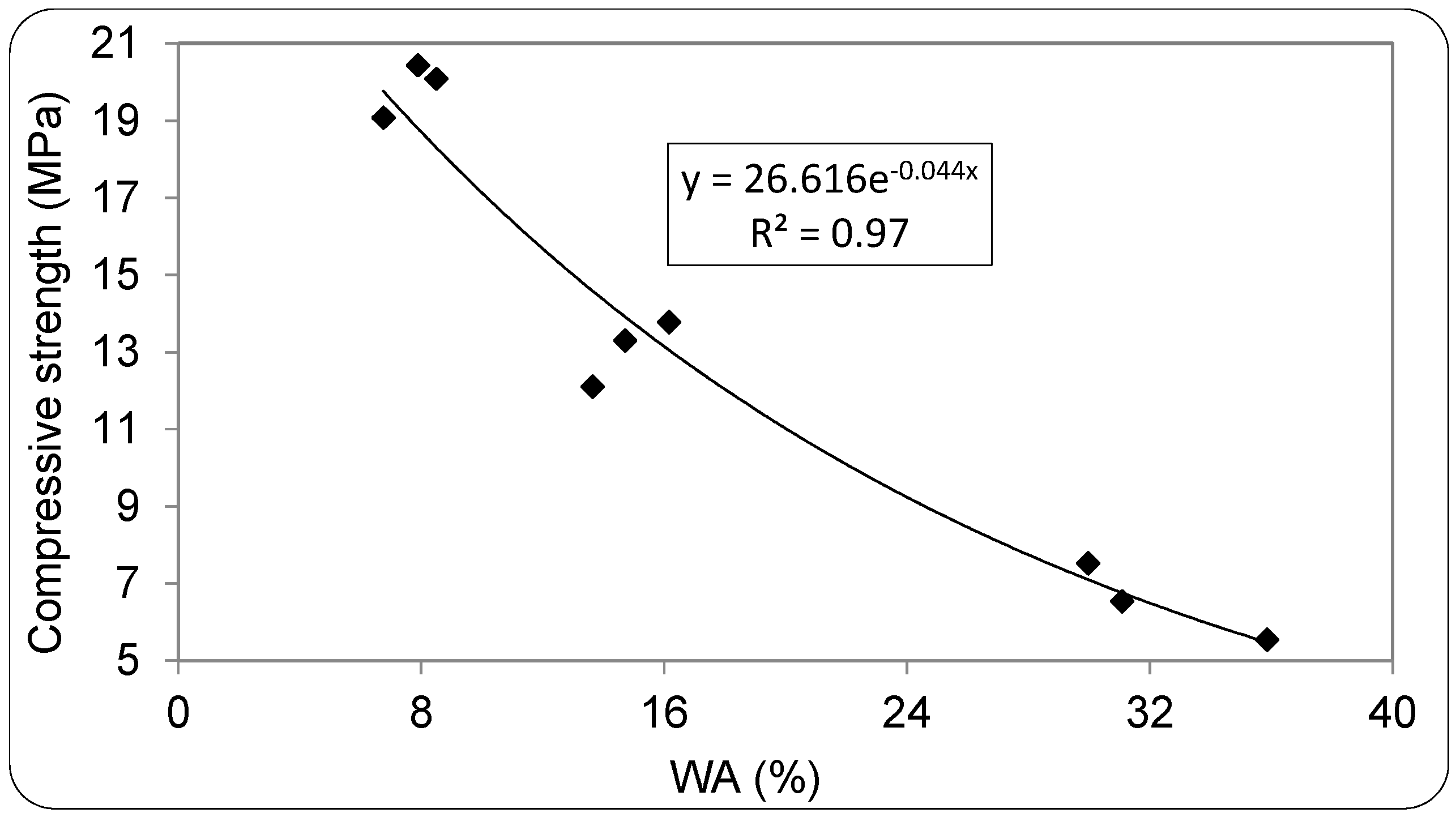
4.3. Strength and WA
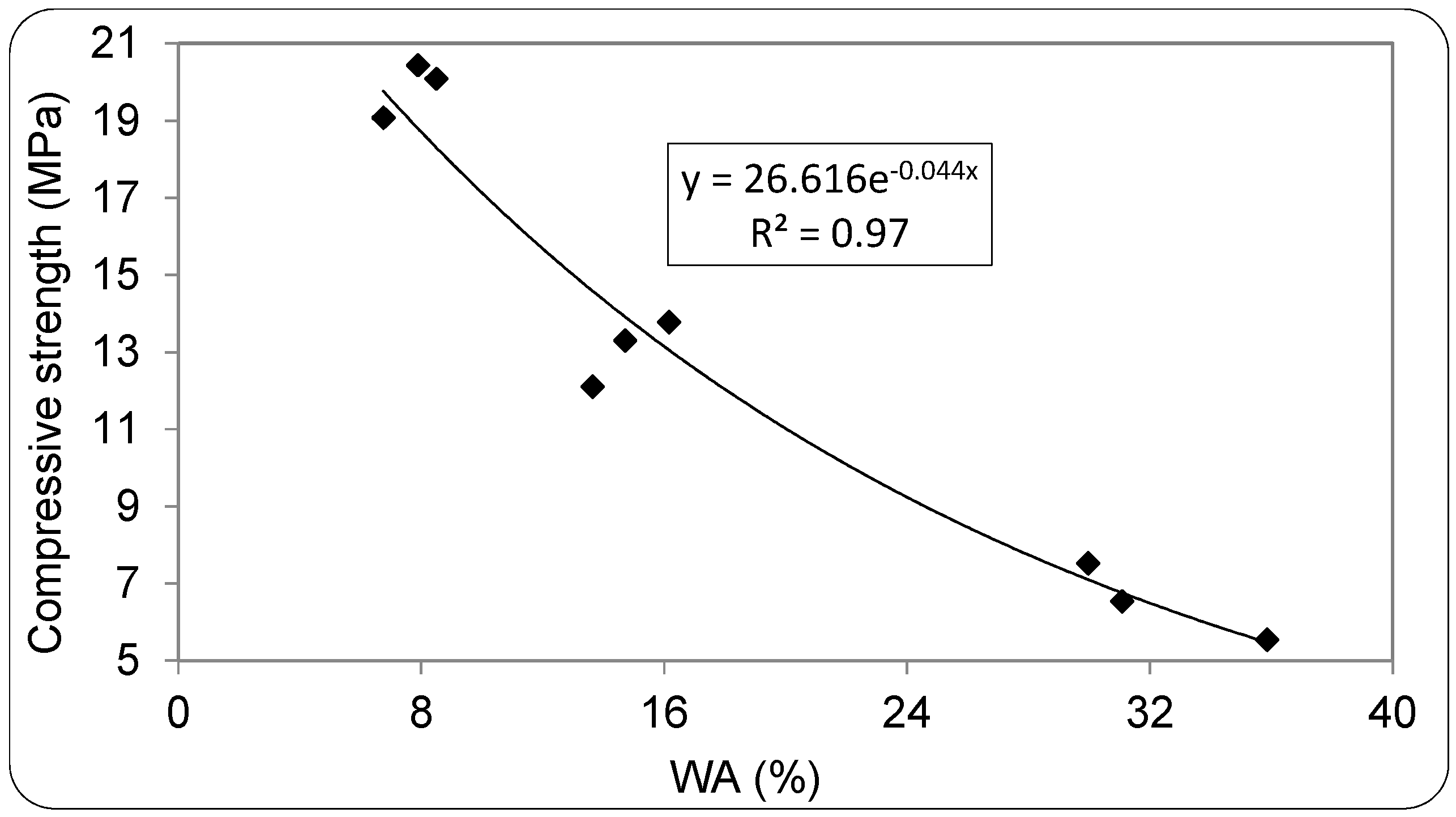
The relationship between compressive strength and WA of concrete made with different SPS and FA contents at 360 days of age is illustrated in Figure 13. The compressive strength of the concretes appears to decrease with an increase in concrete water absorption. However, the experimental results obtained in the present research show that due to the slow reactivity of FA in concrete at early ages, the rate of absorption at an early age increased and decreased after a long curing period (360 days of age) as the SPS + FA content in concretes increased as explained earlier:
Y = 26.616e−0.044x R2 = 0.97
In Equation (6), Y is the compressive strength (MPa) and x is the water absorption (%). The value (R2 = 0.97) represents a very strong negative correlation between the two compared parameters of compressive strength and WA for the concrete incorporating different amounts of SPS aggregate and FA.
5. Conclusions and Future Work
This study investigated the combined effects of two types of waste materials using a novel recycling technique of densification. The problem of EPS segregation in concrete reported in the literature has been improved by coating them with a natural clay binder. By increasing SPS and FA in concrete the strength, UPV, and density decreased and water absorption increased. The level of decrease in the strength and UPV depends upon the replacement level of SPS and FA. For example, the concrete containing 60% SPS and 20% FA at 28 days of age decrease in strength and UPV was 50% and 19%, respectively, in comparison with the control concrete. The novel concrete produced in the present study can be used in the following applications:
- LWAC containing 60% SPS aggregates and up to 40% FA can conform to the Type II structural and insulating strength requirement reported by RILEM (Table 4).
- The concrete containing high contents of SPS and FA can be used in low-strength concretes’ applications for example footpaths, cycle paths, and noise reduction barriers, or may be used to produce lightweight bricks and blocks with low thermal conductivity.
If SPS aggregate is manufactured correctly, with appropriate concrete mix design, the utilisation of this novel lightweight aggregate made from waste EPS and unprocessed FA in lightweight concrete production is possible. However, more durability and mechanical experiments, e.g., water penetration, splitting tensile strength and effect of bond between coating and EPS particles as future work needed to be done before this novel environmentally-friendly material could be proven adequate for use in different applications of the construction industry.
Acknowledgments
The assistance from Soran University (Kurdistan-Iraq), Parry & Associates Ltd. (U.K.) and University of Wolverhampton (U.K.) civil engineering’s laboratory is gratefully acknowledged.
Author Contributions
Bengin Herki conceived, designed and performed the experiments; he analyzed the data; and wrote the paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Mehta, P.K. Reducing the environmental impact of concrete. Concr. Int. 2001, 23, 61–66. [Google Scholar]
- Mehta, P.K. The next revolution in materials of construction. In Proceedings of the VII AIMAT Congress, Ancona, Italy, 29 June–2 July 2004. [Google Scholar]
- Sabaa, B.; Ravindrarajah, R.S. Engineering properties of lightweight concrete containing crushed expanded polystyrene waste. In Proceedings of the Materials Research Society, 1997 Fall Meeting Symposium MM: Advances in Materials for Cementitious Composites, Boston, MA, USA, 1–3 December 1997. [Google Scholar]
- Babu, K.G.; Babu, D.S. Behaviour of lightweight expanded polystyrene concrete containing silica fume. Cem. Concr. Res. 2003, 33, 755–762. [Google Scholar] [CrossRef]
- Ganesh Babu, D.; Ganesh Babu, K.; Wee, T.H. Properties of lightweight expanded polystyrene aggregate concretes containing fly ash. Cem. Concr. Res. 2005, 35, 1218–1223. [Google Scholar] [CrossRef]
- Miled, K.; Sab, K.; Le Roy, R. Particle size effect on EPS lightweight concrete compressive strength: Experimental investigation and modelling. Mechan. Mater. 2007, 39, 222–240. [Google Scholar] [CrossRef]
- Ismail, I.; Saim, A.A.; Saleh, A.L. Properties of hardened concrete bricks. In Proceedings of the 5th Asia-Pacific Structural Engineering and Construction Conference (APSEC 2003), Johor Bahru, Malaysia, 26–28 August 2003. [Google Scholar]
- Le Roy, R.; Parant, E.; Boulay, C. Taking into account the inclusions’ size in lightweight concrete compressive strength prediction. Cem. Concr. Res. 2005, 35, 770–775. [Google Scholar] [CrossRef]
- Chen, B.; Liu, J. Mechanical properties of polymer-modified concretes containing expanded polystyrene beads. Constr. Build. Mater. 2007, 21, 7–11. [Google Scholar] [CrossRef]
- Ganesh Babu, K.; Saradhi Babu, D. Performance of fly ash concretes containing lightweight EPS aggregates. Cem. Concr. Compos. 2004, 26, 605–611. [Google Scholar] [CrossRef]
- Babu, D.S.; Ganesh Babu, K.; Tiong-Huan, W. Effect of polystyrene aggregate size on strength and moisture migration characteristics of lightweight concrete. Cem. Concr. Compos. 2006, 28, 520–527. [Google Scholar] [CrossRef]
- Herki, B.A.; Khatib, J.M. Valorisation of waste expanded polystyrene in concrete using a novel recycling technique. Eur. J. Environ. Civ. Eng. 2016, 1–19. [Google Scholar] [CrossRef]
- British Standards Institution. Tests for Geometrical Properties of Aggregates—Part 1: Determination of Particle Size Distribution—Sieving Method; BS EN 933-1; British Standards Institution: London, UK, 1997. [Google Scholar]
- British Standards Institution. Testing Fresh Concrete—Part 2: Slump-Test; BS EN 12350-2; British Standards Institution: London, UK, 2009. [Google Scholar]
- British Standards Institution. Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens; BS EN 12390-3; British Standards Institution: London, UK, 2009. [Google Scholar]
- British Standards Institution. Testing Hardened Concrete—Part 4: Compressive Strength Testing Machine; BS EN 12390-4; British Standards Institution: London, UK, 2009. [Google Scholar]
- British Standards Institution. Testing Concrete—Part 4: Determination of Ultrasonic Pulse Velocity; BS EN 12504-4; British Standards Institution: London, UK, 2004. [Google Scholar]
- Kan, A.; Demirboğa, R. Effect of cement and EPS beads ratios on compressive strength and density of lightweight concrete. Indian J. Eng. Mater. Sci. 2007, 14, 158–162. [Google Scholar]
- Ferrándiz-Mas, V.; García-Alcocel, E. Durability of expanded polystyrene mortars. Constr. Build. Mater. 2013, 46, 175–182. [Google Scholar] [CrossRef] [Green Version]
- Hassanpour, M.; Shafigh, P.; Mahmud, H. Lightweight aggregate concrete fibre reinforcement—A review. Constr. Build. Mater. 2012, 37, 452–461. [Google Scholar] [CrossRef]
- Anwar Hossain, K.M. Properties of volcanic pumice based cement and lightweight concrete. Cem. Concr. Res. 2004, 34, 283–291. [Google Scholar] [CrossRef]
- Demirboga, R.; Kan, A. Thermal conductivity and shrinkage properties of modified waste polystyrene aggregate concretes. Constr. Build. Mater. 2012, 35, 730–734. [Google Scholar] [CrossRef]
- Kim, H.K.; Jeon, J.H.; Lee, H.K. Workability, and mechanical, acoustic and thermal properties of lightweight aggregate concrete with a high volume of entrained air. Constr. Build. Mater. 2012, 29, 193–200. [Google Scholar] [CrossRef]
- Khatib, J.M. Performance of self-compacting concrete containing fly ash. Constr. Build. Mater. 2008, 22, 1963–1971. [Google Scholar] [CrossRef]
- British Standards Institution. Testing Hardened Concrete—Part 7: Density of Hardened Concrete; BS EN 12390-7; British Standards Institution: London, UK, 2009. [Google Scholar]
- British Standards Institution. Concrete—Part 1: Specification, Performance, Production and Conformity; BS EN 206-1; British Standards Institution: London, UK, 2000. [Google Scholar]
- Demirboga, R.; Gül, R. The effects of expanded perlite aggregate, silica fume and fly ash on the thermal conductivity of lightweight concrete. Cem. Concr. Res. 2003, 33, 723–727. [Google Scholar] [CrossRef]
- Tang, W.C.; Lo, Y.; Nadeem, A. Mechanical and drying shrinkage properties of structural-graded polystyrene aggregate concrete. Cem. Concr. Compos. 2008, 30, 403–409. [Google Scholar] [CrossRef]
- Lo, T.Y.; Tang, W.C.; Cui, H.Z. The effects of aggregate properties on lightweight concrete. Build. Environ. 2007, 42, 3025–3029. [Google Scholar] [CrossRef]
- Cui, H.Z.; Lo, T.Y.; Memon, S.A.; Xu, W. Effect of lightweight aggregates on the mechanical properties and brittleness of lightweight aggregate concrete. Constr. Build. Mater. 2012, 35, 149–158. [Google Scholar] [CrossRef]
- Sadrmomtazi, A.; Sobhani, J.; Mirgozar, M.A.; Najimi, M. Properties of multi-strength grade EPS concrete containing silica fume and rice husk ash. Constr. Build. Mater. 2012, 35, 211–219. [Google Scholar] [CrossRef]
- Demirboğa, R.; Türkmen, İ.; Karakoç, M.B. Relationship between ultrasonic velocity and compressive strength for high-volume mineral-admixtured concrete. Cem. Concr. Res. 2004, 34, 2329–2336. [Google Scholar] [CrossRef]
- Snelson, D.G.; Kinuthia, J.M.; Davies, P.A.; Chang, S.-R. Sustainable construction: Composite use of tyres and ash in concrete. Waste Manag. 2009, 29, 360–367. [Google Scholar] [CrossRef] [PubMed]
- International Union of Laboratories and Experts in Construction Materials, Systems and Structures (RILEM). Functional Classification of Lightweight Concretes, 2nd ed.; RILEM: Paris, France, 1978. [Google Scholar]
- Ramezanianpour, A.A.; Malhotra, V.M. Effect of curing on the compressive strength, resistance to chloride-ion penetration and porosity of concretes incorporating slag, fly ash or silica fume. Cem. Concr. Compos. 1995, 17, 125–133. [Google Scholar] [CrossRef]
- Wang, H.Y. Durability of self-consolidating lightweight aggregate concrete using dredged silt. Constr. Build. Mater. 2009, 23, 2332–2337. [Google Scholar] [CrossRef]
- Siddique, R.; Khatib, J.; Kaur, I. Use of recycled plastic in concrete: A review. Waste Manag. 2008, 28, 1835–1852. [Google Scholar] [CrossRef] [PubMed]
- Gadea, J.; Rodríguez, A.; Campos, P.L.; Garabito, J.; Calderón, V. Lightweight mortar made with recycled polyurethane foam. Cem. Concr. Compos. 2010, 32, 672–677. [Google Scholar] [CrossRef]
- Yew, M.K.; Mahmud, H.B.; Ang, B.C.; Yew, M.C. Effects of heat treatment on oil palm shell coarse aggregates for high strength lightweight concrete. Mater. Des. 2014, 54, 702–707. [Google Scholar] [CrossRef]
- Albano, C.; Camacho, N.; Hernández, M.; Matheus, A.; Gutiérrez, A. Influence of content and particle size of waste pet bottles on concrete behaviour at different w/c ratios. Waste Manag. 2009, 29, 2707–2716. [Google Scholar] [CrossRef] [PubMed]
- Euro-International Committee for Concrete. Diagnosis and Assessment of Concrete Structures: State of the Art Report; CEB Inc.: Arlington, VA, USA, 1989. [Google Scholar]
- Unal, O.; Uygunoglu, T.; Yildiz, A. Investigation of properties of low-strength lightweight concrete for thermal insulation. Build. Environ. 2007, 42, 584–590. [Google Scholar] [CrossRef]
- Sengul, O.; Azizi, S.; Karaosmanoglu, F.; Tasdemir, M.A. Effect of expanded perlite on the mechanical properties and thermal conductivity of lightweight concrete. Energy Build. 2011, 43, 671–676. [Google Scholar] [CrossRef]
Figure 1.
Sieving analysis of unprocessed FA.

Figure 2.
Sieving analysis of natural and SPS aggregates.
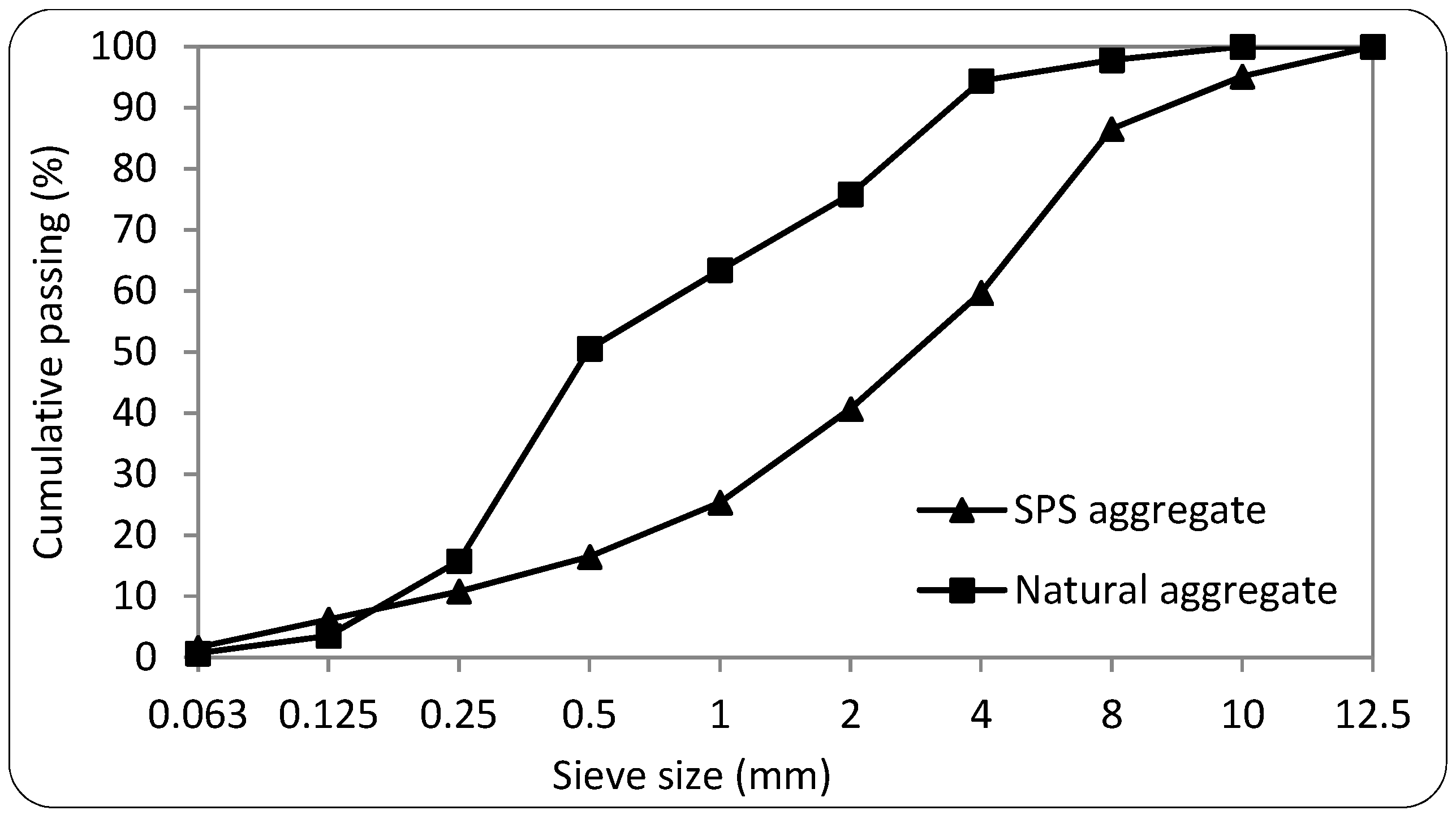
Figure 3.
Novel SPS lightweight aggregate.
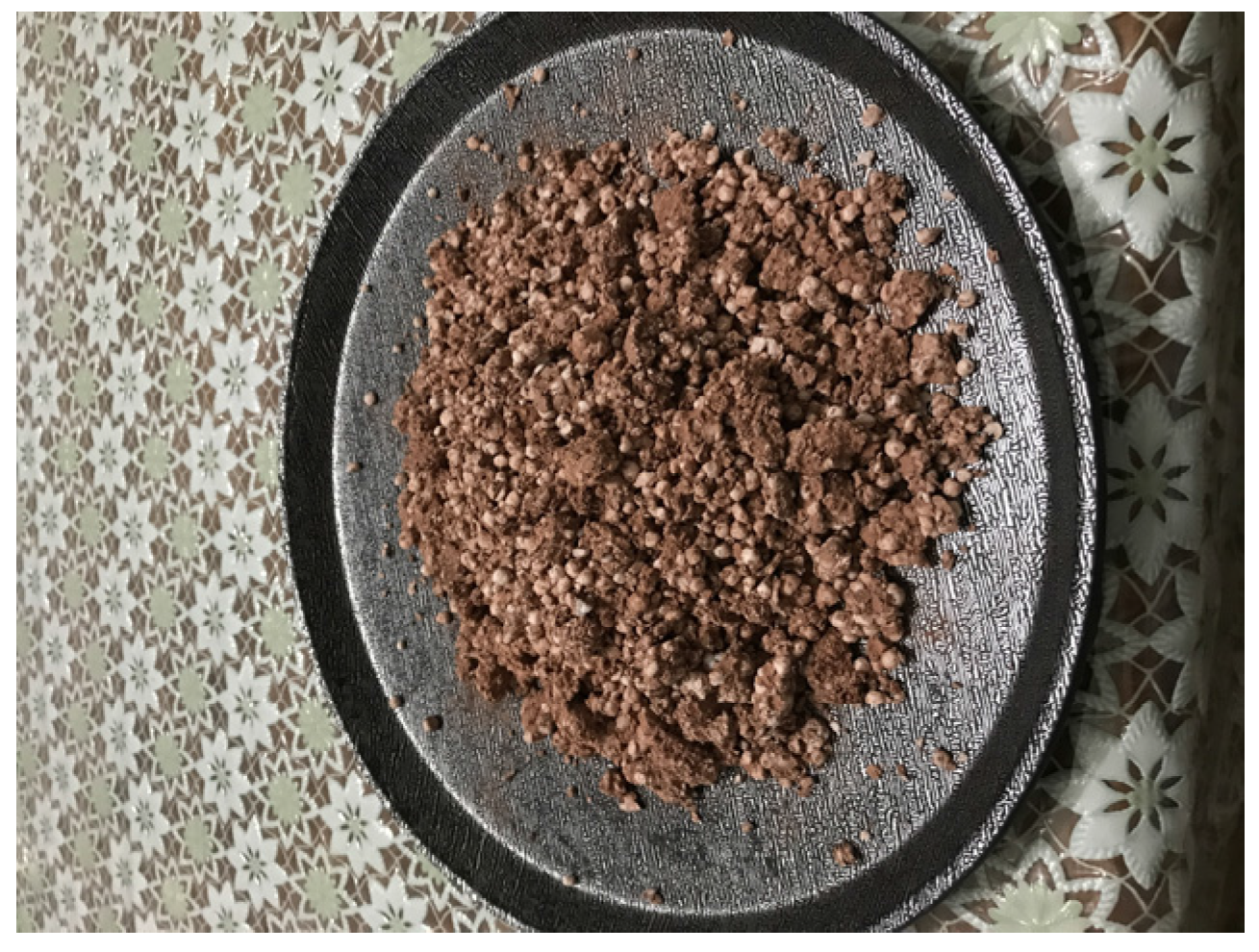
Figure 4.
Production process of SPS aggregate.
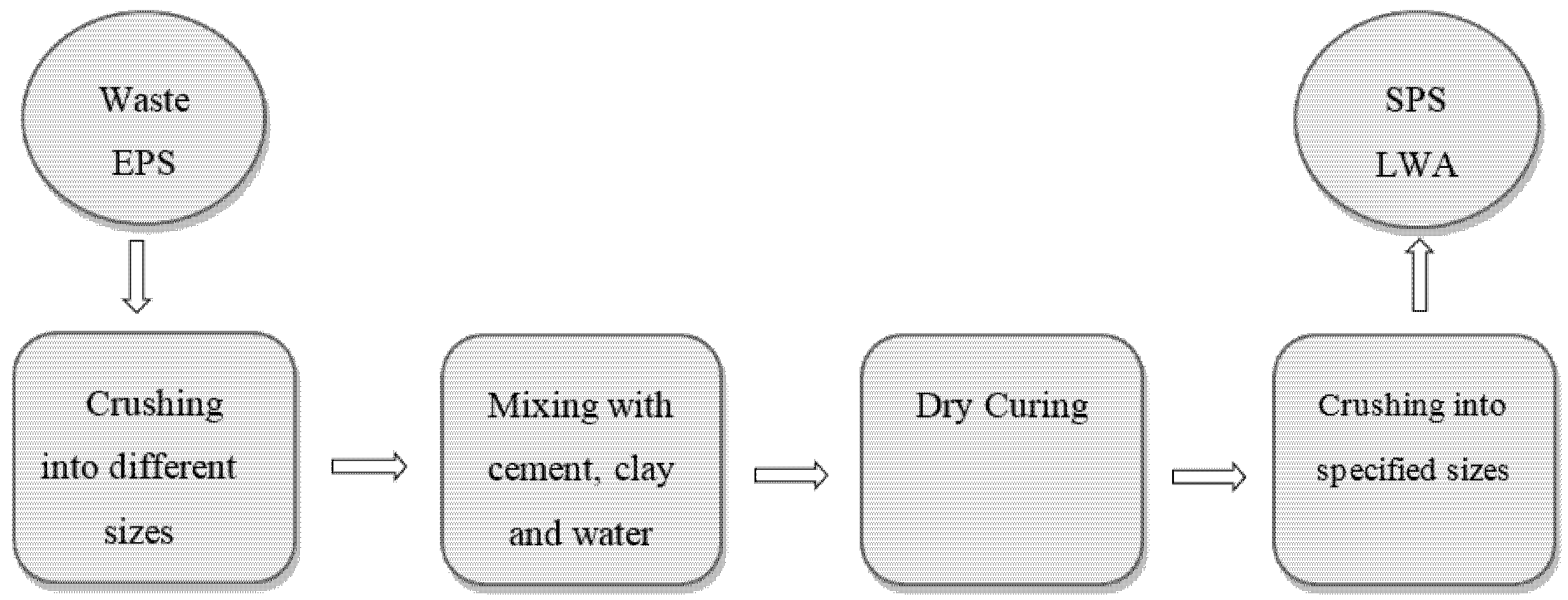
Figure 5.
Density of concretes containing SPS aggregate and FA.
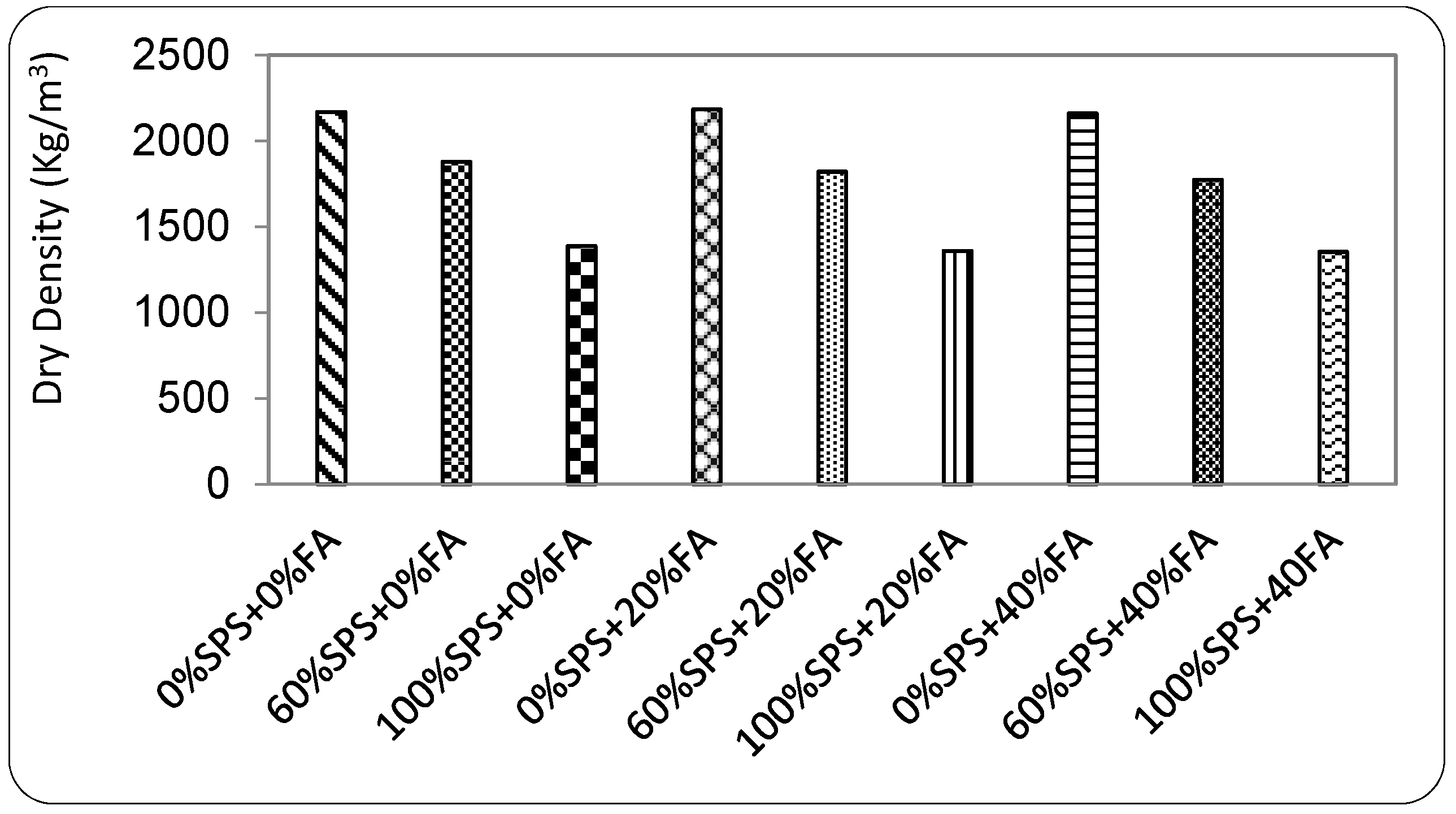
Figure 6.
Effect of SPS and FA on compressive strength at different ages.
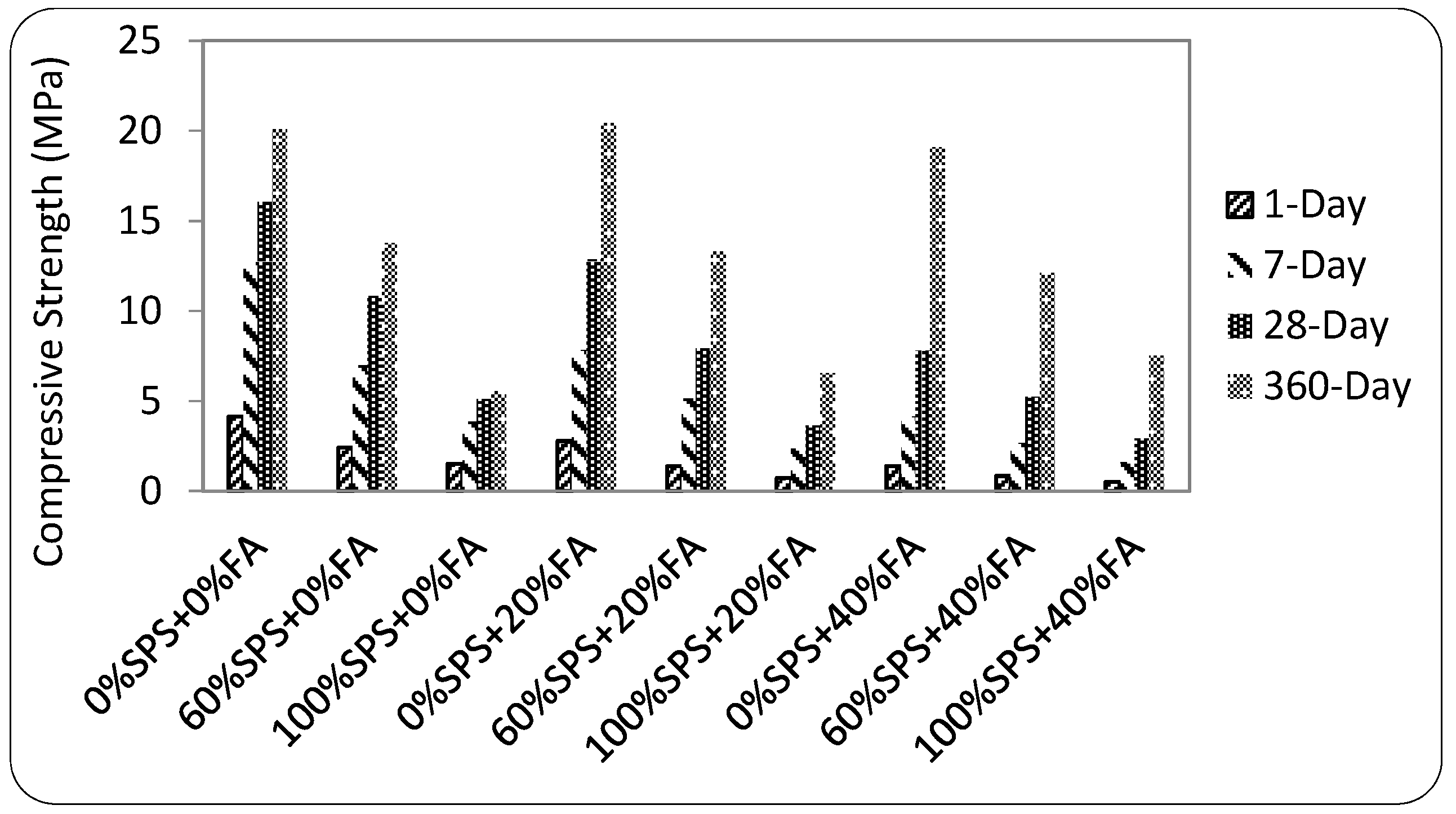
Figure 7.
Percentage of 28-day strength development with age.
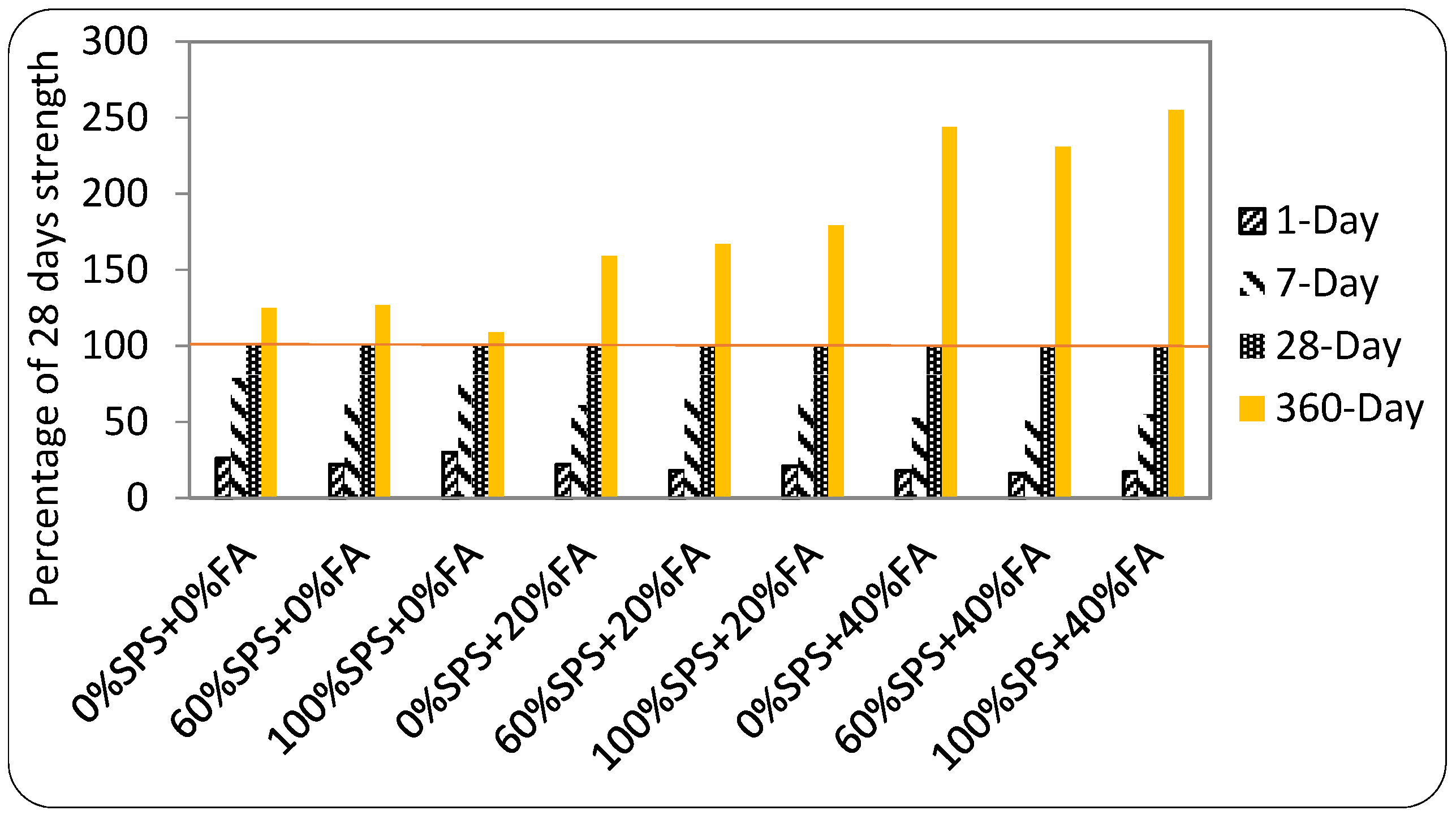
Figure 8.
Failure mode of control (left) and 100% SPS (right) concretes.

Figure 9.
Effect of SPS and FA on UPV values at different ages.
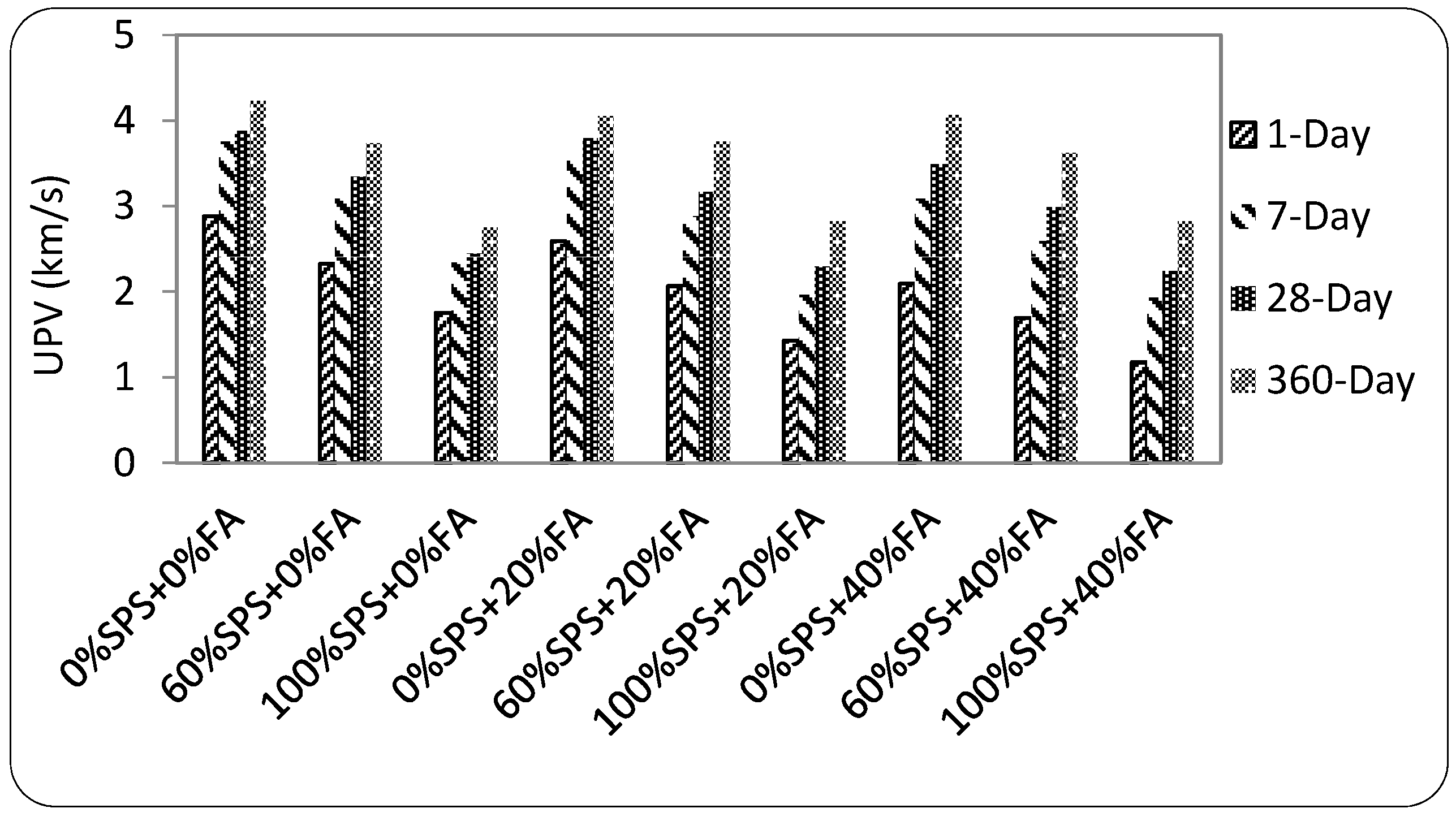
Figure 10.
WA of concrete mixes at different curing periods.
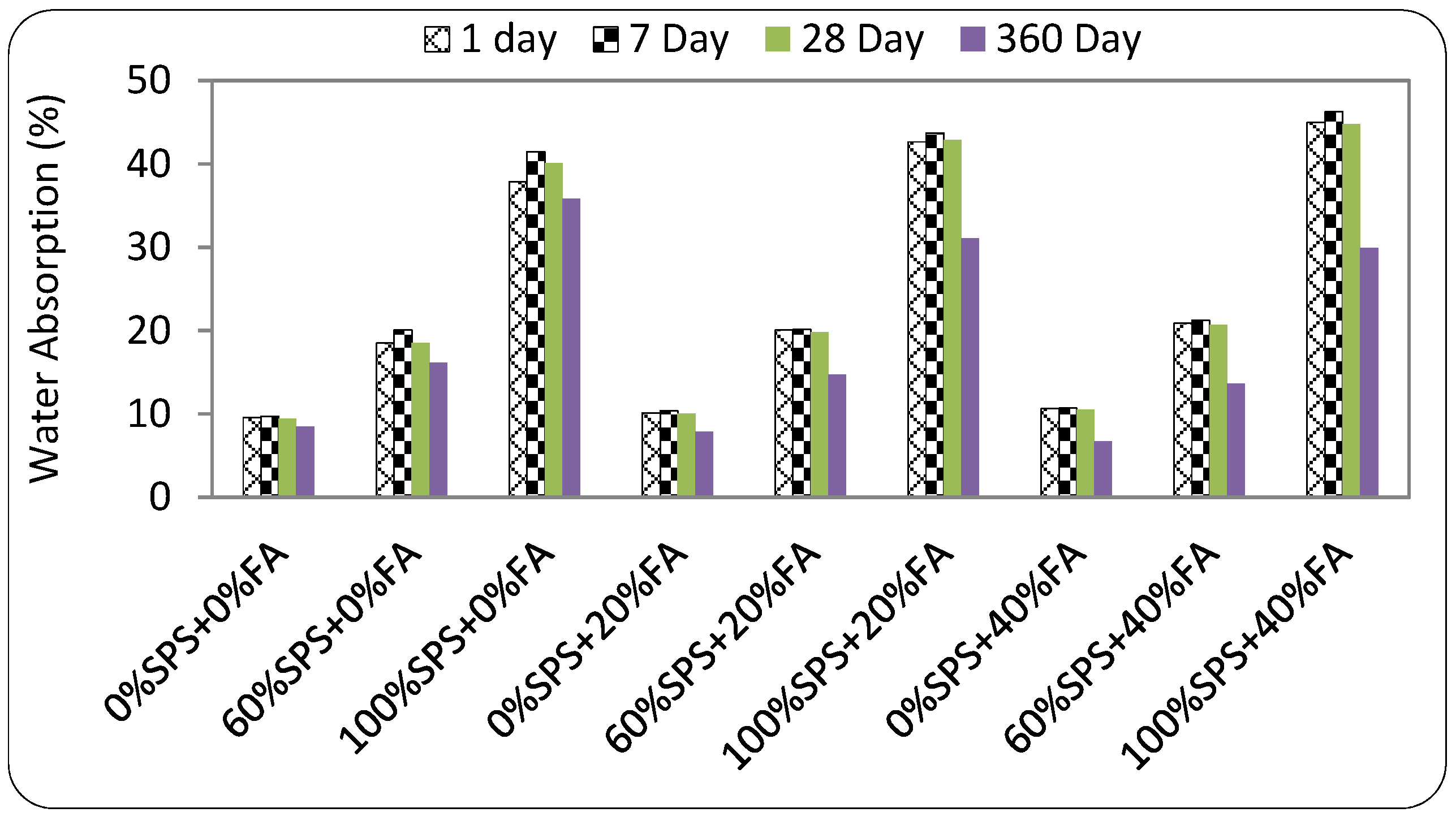
Figure 11.
Correlation between strength, density, and SPS volume.
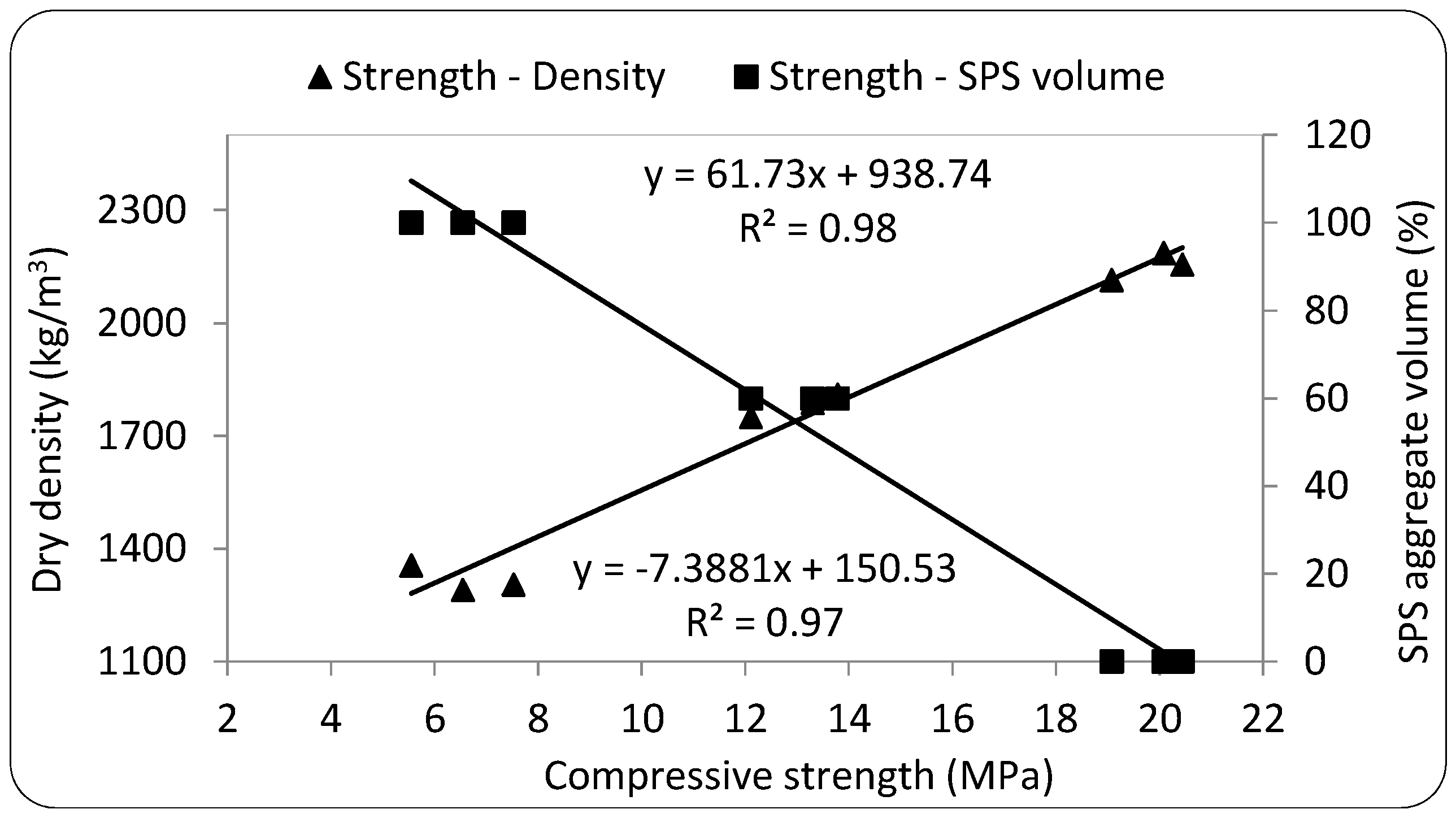
Figure 12.
Correlation between strength and UPV.
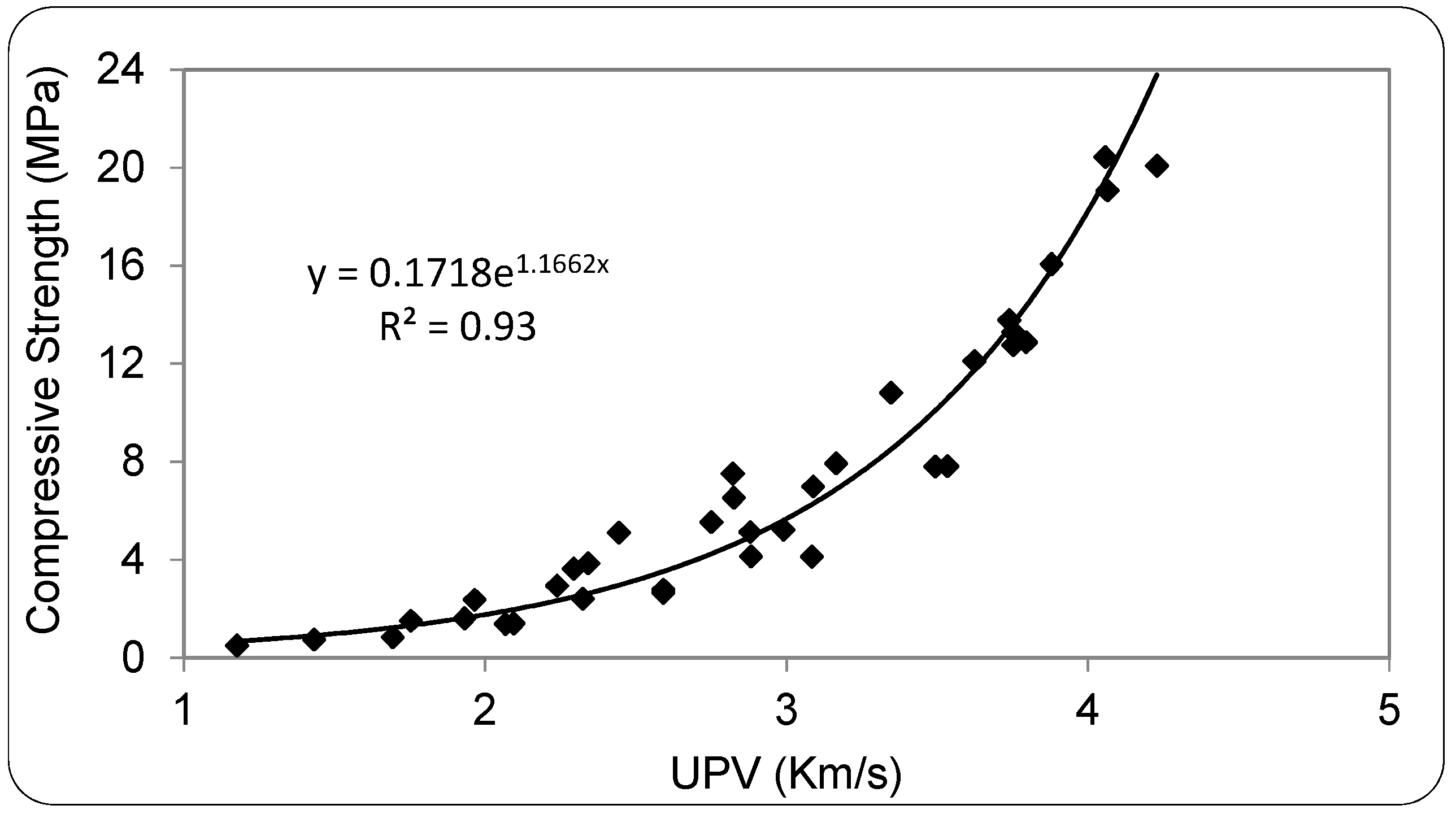
Figure 13.
Relationship between strength and WA.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical characteristics of Portland cement and FA.
| Constituent | Values (%) | |
|---|---|---|
| Fly Ash | Cement | |
| Loss on ignition | 23 | 1.5 |
| Insoluble residue | - | 0.5 |
| Brightness | - | 43 |
| SiO2 | 45.06 | 22.8 |
| Al2O3 | 16.94 | 3.8 |
| Fe2O3 | 9.04 | 1.4 |
| CaO | 1.96 | 66.5 |
| MgO | 1.02 | 0.8 |
| SO3 | - | 3.3 |
| K2O | 1.4 | 0.7 |
| Na2O | 0.34 | 0.1 |
| Cl | - | <0.1 |
| Flexural tensile strength (28 Days) | - | 9.9 (MPa) |
| Compressive strength (28 Days) | - | 75.5 (MPa) |
Table 2.
Characteristics of natural and SPS aggregates.
| Properties | SPS Aggregate | Natural Aggregate |
|---|---|---|
| Bulk density (kg/m3) | 457 | 1673 |
| Specific gravity (SSD) | 0.80 | 2.67 |
| Water absorption 24h (%) | 13.0 | 1.1 |
Table 3.
Details of concrete mixtures.
| W/B | Mix No. | SPS (%) | FA (%) | Mix Constituents | Slump (mm) | ||||
|---|---|---|---|---|---|---|---|---|---|
| Binders (kg/m3) | Aggregates (kg/m3) | Water (kg/m3) | |||||||
| Cement | FA | NA | SPS | ||||||
| 0.8 | 1 | 0 | 0 | 320 | 0 | 1920 | 0 | 256 | 8 |
| 2 | 60 | 0 | 320 | 0 | 768 | 345 | 256 | 44 | |
| 3 | 100 | 0 | 320 | 0 | 0 | 575 | 256 | 25 | |
| 4 | 0 | 20 | 256 | 64 | 1920 | 0 | 256 | 5 | |
| 5 | 60 | 20 | 256 | 64 | 768 | 345 | 256 | 35 | |
| 6 | 100 | 20 | 256 | 64 | 0 | 575 | 256 | 20 | |
| 7 | 0 | 40 | 192 | 128 | 1920 | 0 | 256 | 3 | |
| 8 | 60 | 40 | 192 | 128 | 768 | 345 | 256 | 25 | |
| 9 | 100 | 40 | 192 | 128 | 0 | 575 | 256 | 15 | |
W/B—water/binder ratio; SPS—stabilised polystyrene; FA—fly ash; NA—natural aggregate.
Table 4.
Functional classification of LWAC (RILEM, 1978) [34].
Table 4.
Functional classification of LWAC (RILEM, 1978) [34].
| Class | I | II | III |
|---|---|---|---|
| Type of lightweight concrete | Structural | Structural and Insulating | Insulating |
| Cylinder compressive strength (MPa) | >15.0 | >3.5 | >0.5 |
| Oven-dry density (kg/m3) | <2000 | not specified | not specified |
| Coefficient of thermal conductivity (W/mK) | - | <0.75 | <0.30 |
Table 5.
Total and 30 min WA of concrete at different ages.
| Mix No. | WA (%) | |||||||
|---|---|---|---|---|---|---|---|---|
| 1 Day | 7 Days | 28 Days | 360 Days | |||||
| 30 min | Total | 30 min | Total | 30 min | Total | 30 min | Total | |
| 1 | 8.45 | 9.59 | 4.22 | 9.72 | 2.82 | 9.46 | 2.63 | 8.49 |
| 2 | 17.29 | 18.53 | 11.56 | 20.09 | 7.54 | 18.55 | 7.06 | 16.16 |
| 3 | 36.09 | 37.87 | 34.97 | 41.48 | 28.49 | 40.12 | 19.35 | 35.86 |
| 4 | 9.41 | 10.15 | 7.46 | 10.39 | 5.05 | 10.08 | 3.54 | 7.89 |
| 5 | 18.75 | 20.09 | 15.01 | 20.16 | 10.93 | 19.83 | 7.91 | 14.71 |
| 6 | 39.98 | 42.65 | 39.52 | 43.70 | 30.98 | 42.89 | 18.37 | 31.08 |
| 7 | 10.03 | 10.67 | 9.00 | 10.72 | 6.44 | 10.52 | 2.60 | 6.75 |
| 8 | 19.61 | 20.94 | 18.53 | 21.26 | 13.11 | 20.67 | 5.99 | 13.64 |
| 9 | 41.84 | 45.02 | 42.70 | 46.27 | 32.49 | 44.78 | 16.99 | 29.97 |
© 2017 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Herki, B.M.A. Combined Effects of Densified Polystyrene and Unprocessed Fly Ash on Concrete Engineering Properties. Buildings 2017, 7, 77. https://doi.org/10.3390/buildings7030077
AMA Style
Herki BMA. Combined Effects of Densified Polystyrene and Unprocessed Fly Ash on Concrete Engineering Properties. Buildings. 2017; 7(3):77. https://doi.org/10.3390/buildings7030077
Chicago/Turabian StyleHerki, Bengin M. A. 2017. "Combined Effects of Densified Polystyrene and Unprocessed Fly Ash on Concrete Engineering Properties" Buildings 7, no. 3: 77. https://doi.org/10.3390/buildings7030077
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.