Experimental Study of Self-Compacting Mortar Incorporating Recycled Glass Aggregate


1
Department of Civil Engineering, PAN AFRICAN UNIVERSITY for Basic Sciences, Technology and Innovation (PAUSTI), 62000 00200 Nairobi, Kenya
2
School of Civil Engineering, Ethiopian Institute of Technology-Mekelle (EiT-M), Mekelle University, 231 Mekelle, Ethiopia
3
Rongo University, 103-40404 Rongo, Kenya
4
Commission for University Education, 54999-00200 Nairobi, Kenya
*
Author to whom correspondence should be addressed.
Buildings 2018, 8(2), 15; https://doi.org/10.3390/buildings8020015
Submission received: 20 December 2017
/
Revised: 12 January 2018
/
Accepted: 24 January 2018
/
Published: 26 January 2018
Abstract
:This experimental research is focused on the development of self-compacting mortar incorporating recycled glass aggregate (SCM-RGA) as partial substitution of fine aggregate (wt 0%, 10%, 20%, 30%, 40% and 50%). The fresh and hardened mechanical properties as well as durability of SCM-RGA mixes were investigated. Limestone powder (LP) was used as filler that constitutes 20% of the powder volume to reduce the amount of cement. The SCM-RGA mixtures were designed based on Japanese mix design method. The experimental test results showed that the slump flow of SCM-RGA mixes decreased and V-funnel flow time increased when the content of recycled glass aggregate (RGA) increased. The bulk density, compressive strength, flexural strength, water absorption and sorptivity of SCM-RGA mixes were decreased as RGA content increased. Moreover, the accelerated mortar bar test results showed that the expansion due to alkali–silica reaction (ASR) of SCM-RGA mixes increased as the content of RGA increased although the expansion of all mixes were within acceptable limit and potentially innocuous. In conclusion, up to 30% of RGA can be successfully integrated in SCM mixes that offers comparable strength performance, sorptivity enhancement and without long term detrimental ASR effect, and thus, contributes towards sustainable solid waste management, conservation of natural resources and environmental protection.
1. Introduction
Sustainable waste management especially for non-degradable solid wastes such as glass is one of the major challenges that faces developing countries. Due to rapid population growth, urbanization and paramount economic growth, the rate of waste generation in aforementioned countries is increasing rapidly and consequently poses serious health and environmental problems. Fortunately, there are mitigation measures commonly employed in solid waste disposal; recycling, landfilling and incinerating. However, recycling of solid wastes for new material manufacturing in developing countries is not viable solution because it is capital intensive. Landfilling and incinerating are not eco-friendly solutions. Therefore, there is a need for reliable and cost-effective method to curb this menace. Recycling of solid wastes in concrete production is then a prevailing and feasible option towards sustainable solid waste management and infrastructure development [1].
The construction industry is growing rapidly, leading to high consumption of concrete. More than 70% of concrete volume is occupied by aggregates. In developing countries, particularly Africa, the aggregates are acquired by extensive extraction of natural rocks and rivers which adversely affects the ecology of riparian habitats, forested areas, riverbeds and land use [2]. Hence, utilization of wastes and industrial by-products as substitution of aggregates in concrete or mortar is a fascinating and viable option to secure natural resources and environmental conservation [3].
Worldwide, discarded and post-consumer waste glass are becoming a substantial burden in stockpiles and landfills [4]. According to Chandak [5] report, globally 2% of solid waste composition is waste glass in low-income and middle-income countries, and 7% in high income countries. In Nairobi city, it has been estimated that about 22,630 tons of waste glass is generated each year [6]. Even though, glass is recyclable, that can be reused for new glass production, high cost of recycling and limited number of glass industries in Africa impede the recycling of waste glass. These are also the driving forces promoting the recycling of waste glass as components in production of mortar or concrete [7].
Self-compacting mortar (SCM) is an integral part of self-compacting concrete (SCC) and is principally used in structural retrofitting, rehabilitation and repair of structures, grouting and production of light transmitting concrete. According to EFNARC [8] self-compacting concrete (SCC) is “concrete that is able to flow under its own weight and completely fill the formwork, even in the presence of dense reinforcement, without the need of any vibration, whilst maintaining homogeneity”. SCC is an emerging advanced concrete technology that offers overall technical, health and environmental advantages over conventional concrete. SCC was first developed at the University of Tokyo by Prof. Okamura in 1988 to enhance concrete durability and avoid workmanship defects during concreting operation [9]. Moreover, the first SCC mix design method was advocated by Japanese [10] and it is also known as Japanese mix design method. The mix design of SCC is highly dependent on the applied material properties, and extensive researches has been carried out in different countries considering various circumstances [11]. In Africa, particularly East Africa the practice of SCC is in infant stage at this time, and this might be due to the absence of guidelines or standards that support the design, production and application of SCC in the region. The present study aims to develop SCM mixes based on local available materials to boost and support the design and manufacturing of SCC in East Africa.
The workability of fresh SCC basically depends on the fundamental engineering properties of fresh SCM [12]. In fact, the design of SCC is trial and error that requires plenty of time and effort. However, design of SCM requires relatively less time and cost, and helps to achieve a target SCC easily. It is then prominent to study and proportion SCM to minimize SCC phase trials [13]. Generally, SCC or SCM requires higher cement content than conventional concrete to achieve self-consolidation. Mineral admixtures such as limestone powder (LP) are introduced as fillers to reduce the amount of cement and heat of hydration, enhance flowability and durability, and retard time of setting. In addition, superplasticiser (SP) is used to lower yield stress and increase segregation resistance of SCM or SCC [14,15].
Several previous studies [16,17,18,19], revealed that incorporating recycled glass as fine aggregate in concrete decreased slump flow due to the harsh texture and geometry of glass. On the contrary, other authors [20,21,22], reported that concrete with recycled glass tends to have increased workability and this attribute was explained as the contribution of the smooth surface of glass grains, while others [23,24] deduced that the slump flow remained comparable in both concrete with and without glass aggregate.
Extensive experimental research conducted on concrete containing recycled glass aggregate (RGA) has consistently reported that its compressive and flexural strength are lower compared to concrete containing natural aggregate [16,18,19,20,23,24,25]. The findings from [17,19,24,25], showed that the bulk density of hardened concrete slightly decreased as the RGA amount increased. Some authors [20,26,27], deduced a remarkable reduction in sorptivity and water absorption as the content of RGA increased, and concluded that incorporating waste glass enhances durability of concrete.
The potential effects of utilizing glass aggregates in concrete reported by previous research [4,28,29,30], were an alkali–silica reaction (ASR) between the amorphous silicate glass grains and alkali of cement in the presence of water that might results in volumetric expansion and spalling. However, experimental evidence proved that the potential problem of ASR decreased with reduced glass aggregate particle size. Du and Tan [31], revealed that glass aggregate less than 2.36 mm would effectively mitigated ASR expansion and assured pozzolanic activity.
This research aims at exploring the possibility and viability of using recycled glass aggregate as fine aggregate in self-compacting mortar/concrete for application in the construction industry of Africa particularly East Africa.
2. Experimental Program
2.1. Materials
All materials used to prepare SCM mixtures were locally available. An ordinary Portland cement Type I (CEM I 42.5N) conforming to the requirements of EN 197-1 [32] was used as a binding agent. The mineral admixture used as filler was limestone powder (LP) with CaCO3 content of 85.5% by mass. The fineness of the limestone powder passing 185 μm, 75 μm and 45 μm was 100%, 90.85% and 75.77% respectively. Figure 1 shows gradation of limestone powder. Fine aggregate (FA) used was natural river sand that passes through #8 sieve (2.36 mm). Particle size distribution of the fine aggregate was conforming to the requirements of ASTM C33 [33]. Soda-lime silicate glass were collected from local landfills, then cleaned and crushed manually to produce graded finely crushed recycled glass aggregate (RGA) that met the requirements of ASTM C33 [33]. The unit weight, specific gravity and fineness modulus of the RGA was 1545 kg/m3, 2.32 and 2.70 respectively. Sieve analysis test results of FA and RGA are also given in Figure 2. The chemical composition of cement, LP, RGA and FA analyzed using X-ray diffraction (XRD) are detailed in Table 1. Sika ViscoCrete 3088, polycarboxylate based high range water reducer (superplasticiser) was used as chemical admixture to improve workability and rheology of SCM mixtures. The properties of the superplasticiser are presented in Table 2. The physical properties of cement, LP, RGA and FA are reported in Table 3.
2.2. Mixture Proportioning
The SCM mixtures were designed based on Okamura’s method [10]. A total of 6 SCM mixtures were proportioned and their details are as presented in Table 4. In all SCM mixtures, sand to mortar volume ratio (S/M) was kept 0.5 and limestone powder was used as filler that constitutes 20% of the powder volume. Fine aggregates were replaced with RGA by weight at varying percentage of 0%, 10%, 20%, 30%, 40% and 50%. Water to powder ratio and superplasticiser (SP) dosage were varying until a desired mixture that fulfills the requirements of SCM was obtained.
2.3. Test Program
The test program of SCM consisted of two phases. The first phase dealt with assessment of the rheological properties (deformability and viscosity) of fresh SCM mixtures. The second phase focused on investigation of the bulk density, compressive and flexural strength, water absorption, sorptivity and expansion due to alkali–silica-reaction (ASR) of hardened SCMs.
2.4. Mixing Procedure
The constituent materials were weighed properly, based on the mix design. The powder, fine aggregate or/and recycled glass were first placed in a mortar mixer, and mixed thoroughly in dry state. After mixing for 1 min, 80% of the required water added to the mixer and continue mixing for 1 min more under normal speed of the mixer. Then the required superplasticiser and 20% of remaining water were introduced and the mixing continued further for 5 min. For dispersibility between superplasticiser and the matrix, the mix was kept resting for 2 min. Finally, the mixture mixed for 1 min before being discharged. The mixing procedure followed in this experimental program is shown in Figure 3.
2.5. Test Methods
2.5.1. Tests on Fresh SCM-RGA Mixtures
The rheological properties of fresh SCM mixtures were assessed by conducting mini slump flow and V-funnel flow time tests. All SCM mixtures were designed to satisfy the flow properties requirement set by EFNARC (European Federation of National Associations Representing for Concrete) [8].
Slump Flow Test
The deformability of SCM mixtures were evaluated by slump flow test using mini slump cone. The slump flow test was performed according to EFNARC [8] and the spread diameter (dm) of all the mixtures kept within the range of 250 ± 10 mm. The flow of the mixtures was also visually observed for bleeding, segregation and inconsistency. The deformability of SCM mixtures was expressed in terms of relative flow area (Гm) using:
where do is the diameter of the base of truncated mini slump cone (do = 100 mm), and dm is the mean value of the two perpendicular measured spread diameters of d1 and d2, dm = (d1 + d2)/2.
V-funnel Flow Time Test
The viscosity and passing ability of SCM mixtures were examined by conducting V-funnel flow time test according to the procedures outlined in EFNARC [8]. This test is feasible and simple method to select suitable water to powder ratio of the mixtures and the permissible value of the flow time (t) is 9 ± 2 s [8]. The passing ability of SCM mixtures can be expressed in terms of relative flow velocity (Rm):
2.5.2. Tests on Hardened SCM-RGA
Compressive and Flexural Strength
The flexural and compressive strength of hardened SCMs were determined at 3, 7, 14 and 28 days according to ASTM C348 [34] and ASTM C349 [35]. After a desired SCM mixture was obtained, it was poured into 40 × 40 × 160 mm3 prism moulds without applying any compaction. Then 24 h after casting, the specimens were demoulded and cured in water at a temperature of 20 ± 1 °C until the age of testing.
Water Absorption by Immersion
Water absorption by immersion was determined according to ASTM C642 [36] in three 40 × 40 × 160 mm3 SCM specimens of each mixtures after 28 days of curing. The specimens were dried in an oven for 24 h with the temperature kept at 105 ± 5 °C. The mass of oven-dried specimens was recorded after cooling to room temperature. Then the specimens were immersed in water at temperature of 21 °C for about 72 h until a constant saturated surface-dried mass was achieved. The ratio of the amount of water absorbed by the oven-dried specimen to the mass of oven-dried specimen was considered as the rate of water absorption.
Sorptivity (Capillary Water Absorption)
Sorptivity coefficient of specimens was obtained by capillary water absorption test carried out according to ASTM C1585 [37]. For each SCM mixtures three 50 × 50 × 50 mm3 moulds were prepared and the test was carried out after 28 days of curing. The specimens were dried in an oven at 110 ± 5 °C temperature for 24 h. Then after the specimens cooled to room temperature, the four lateral faces of the specimens were sealed properly using box sealing tape to hinder entrance of moisture while the opposite faces left open. The initial weight of the specimens was recorded after sealing and submerged in water about 5 ± 1 mm above the bottom face. The weight gain due to sorption was determined by weighting the submerged specimen at a definite interval of time 5, 10, 30 min, 1, 2, 3, 4 and 5 h. Sorptivity coefficient can be defined by the following relationship:
where k is sorptivity coefficient (mm/h1/2), ΔW is the amount of adsorbed water (g), A is the wetted area (mm2), ρw is the density of water (10−3 g/mm3), and t is the time (h) at which the submerged weight was determined. The value of k was obtained from the slope of the linear relationship between cumulative water absorption (ΔW/A) in (g/mm2) and time in (h1/2) by using regression analysis in MS excel.
Expansion due to Alkali–Silica-Reaction (ASR)
The alkali–silica reactivity and expansion development of SCM-RGA mixes were evaluated by using accelerated mortar bar method based on ASTM C1260 [38]. For each mixture three 25 × 25 × 285 mm3 specimen were prepared in accordance to ASTM C490 [39]. After 24 ± 2 h, the specimens were demoulded and placed in a metal container with tap water in an oven maintained at a temperature of 80 ± 2 °C for about 24 h. Initial length of the specimens was recorded after curing in water and then transferred to a container with 1 N NaOH solution at 80 ± 2 °C. The change in length of the mortar bars were subsequently measured after 3, 7, 10 and 14 days of curing in 1N NaOH solution.
3. Results and Discussion
3.1. Fresh Properties of SCM-RGA Mixes
Test results of the fresh properties (slump flow and V-funnel flow time) of SCM mixtures incorporating RGA are presented in Table 5.
3.1.1. Slump Flow
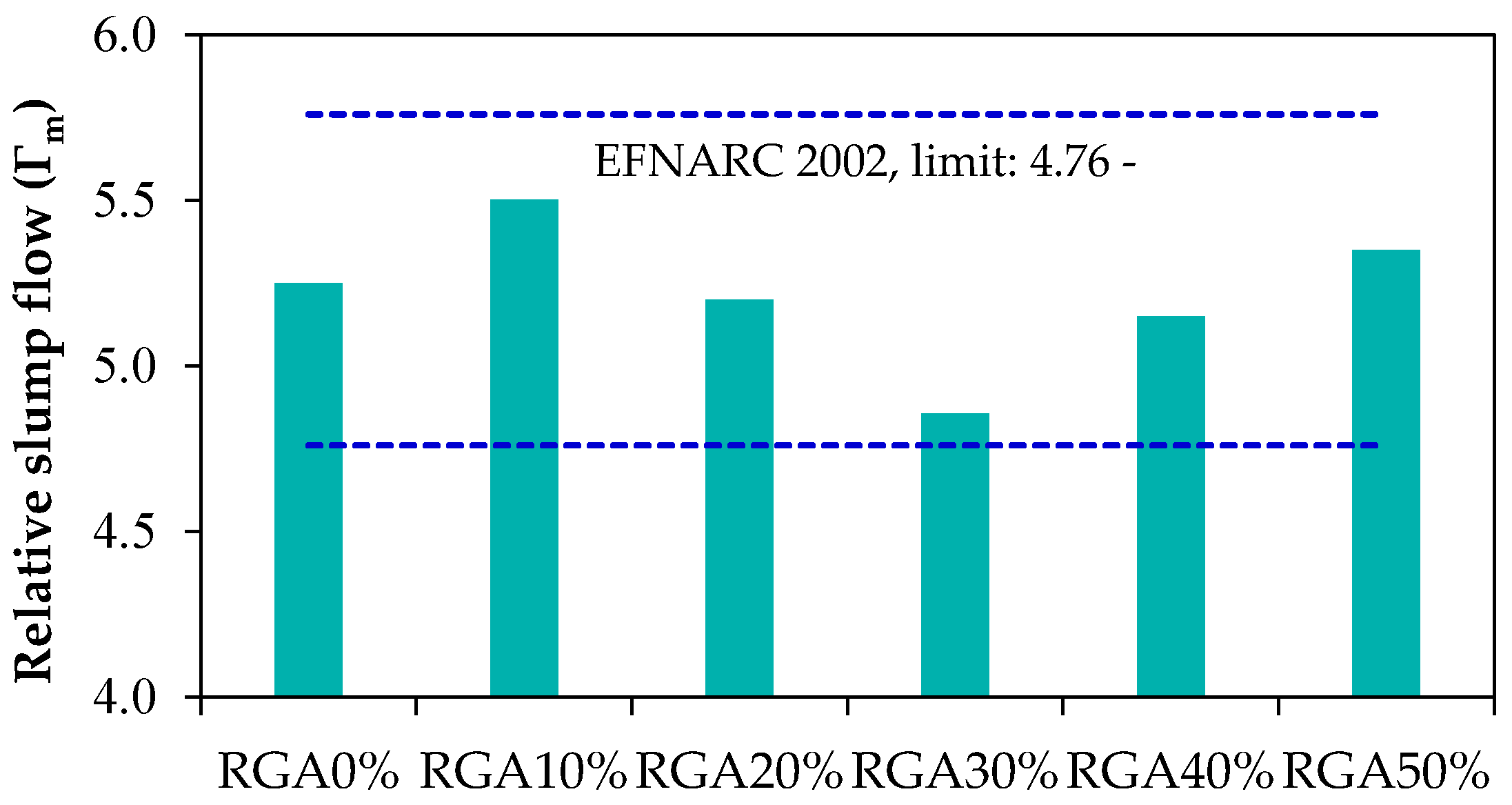
The SCM mixtures were designed to deform 250 ± 10 mm conforming to EFNARC [8] criteria, which was achieved by adjusting the dosage of superplasticiser (SP). The relative slump flow of SCM-RGA mixes is given in Figure 4, and as it can be seen, the values of relative slump of all mixes are in the reference range. The experimental test results showed that as the content of RGA increased, the slump flow slightly decreased. This finding is consistent with the research outcomes, Limbachiya [18] reported reduction in slump flow as washed glass sand (WGS) percentage exceeded 30%. A research conducted by Ismail and AL-Hashmi [17] reported similar results that as the content of recycled glass increased, slump flow decreased. Similar observations were also reported by Afshinnia and Rangaraju [16]. The grain shape (sharp and angular edge) and higher aspect ratio of RGA attributed to the slight reduction of flowability of SCM mixtures [19]. Consequently, Figure 5 clearly indicates that to maintain the slump flow of mixtures containing glass aggregate within the range of 250 ± 10 mm, superplasticiser dosage was increased as the content of RGA increased (R2 = 0.96). The use of superplasticiser (SP) ensures deflocculating and reduces water demand of SCM mixtures and intensify intermolecular interaction of particles [40]. The dosage of superplasticiser for each mixture was determined based on the slump flow test to obtain desired flowability that met self-compactability requirements [41]. The dosage of superplasticiser of all mixes was between 0.78% and 0.82% by weight of powder.
3.1.2. V-funnel Flow Time
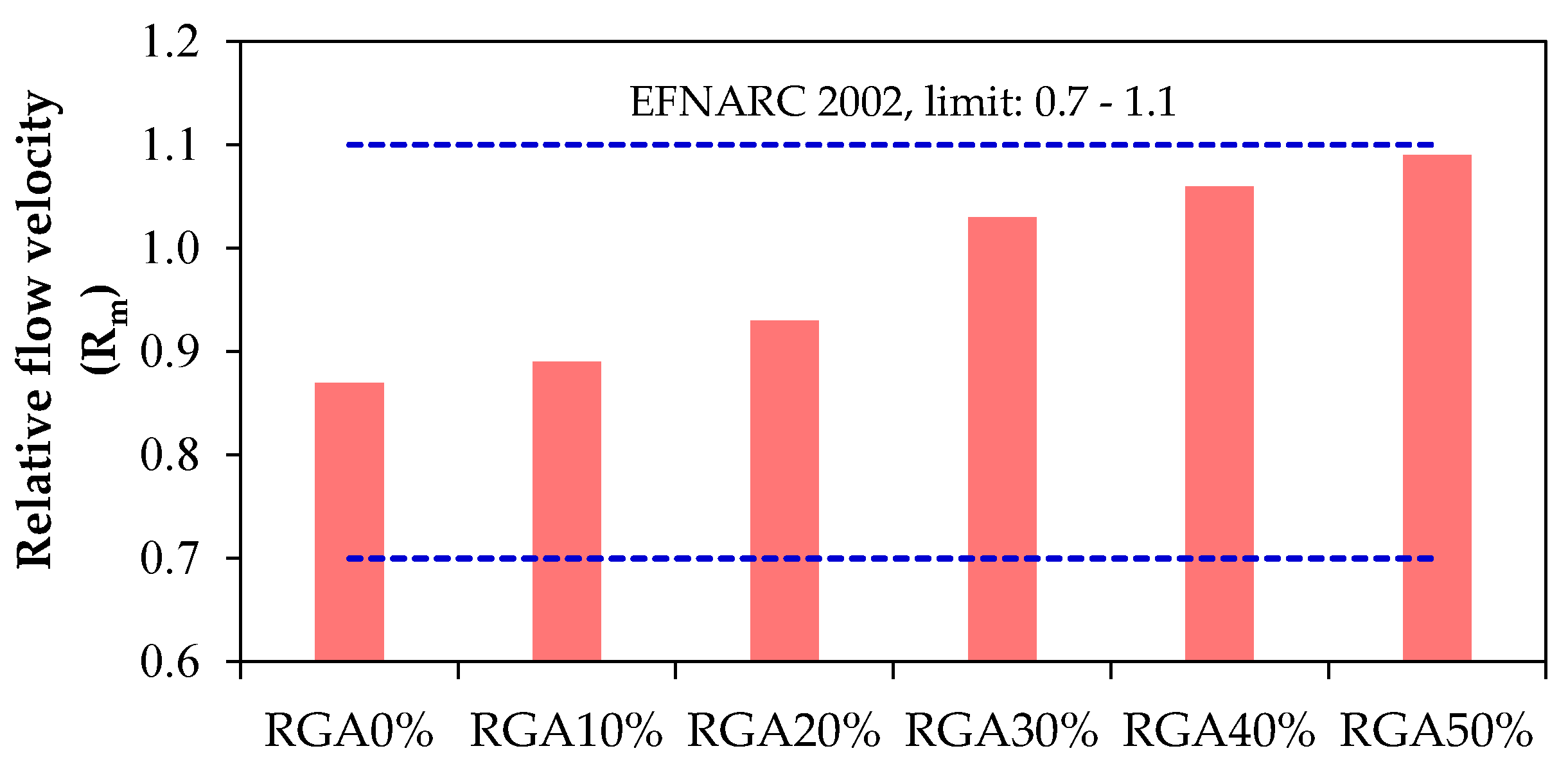
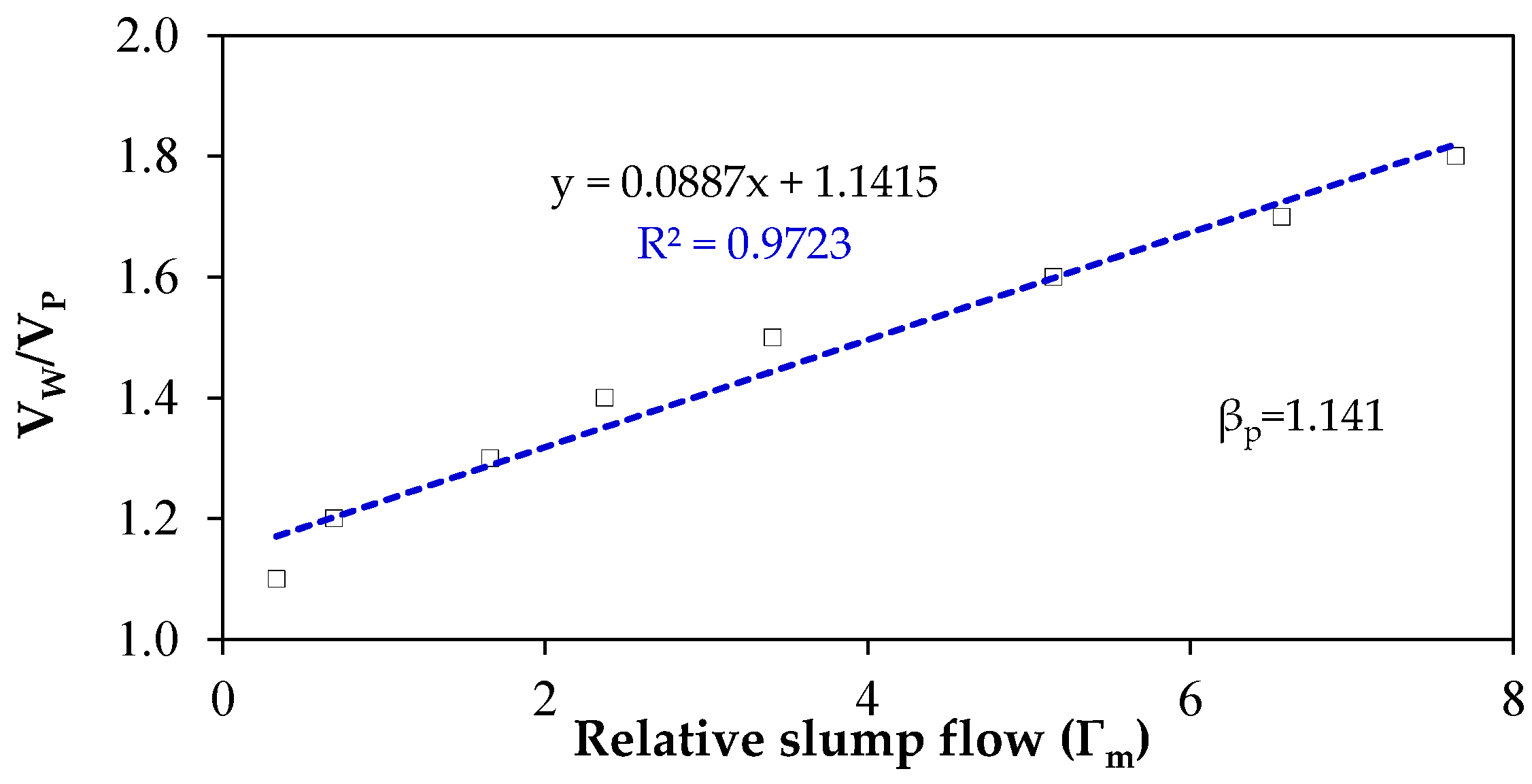
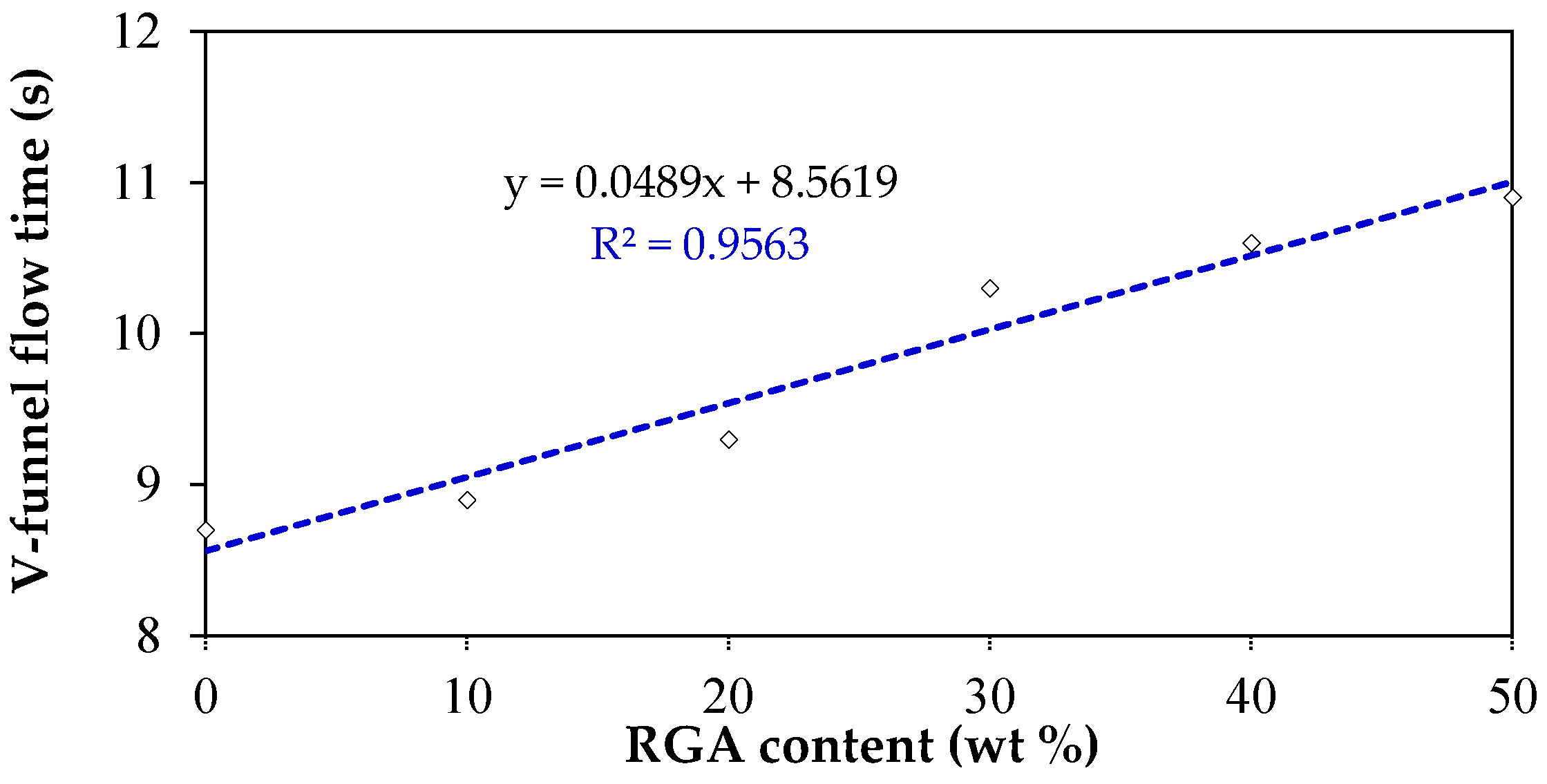
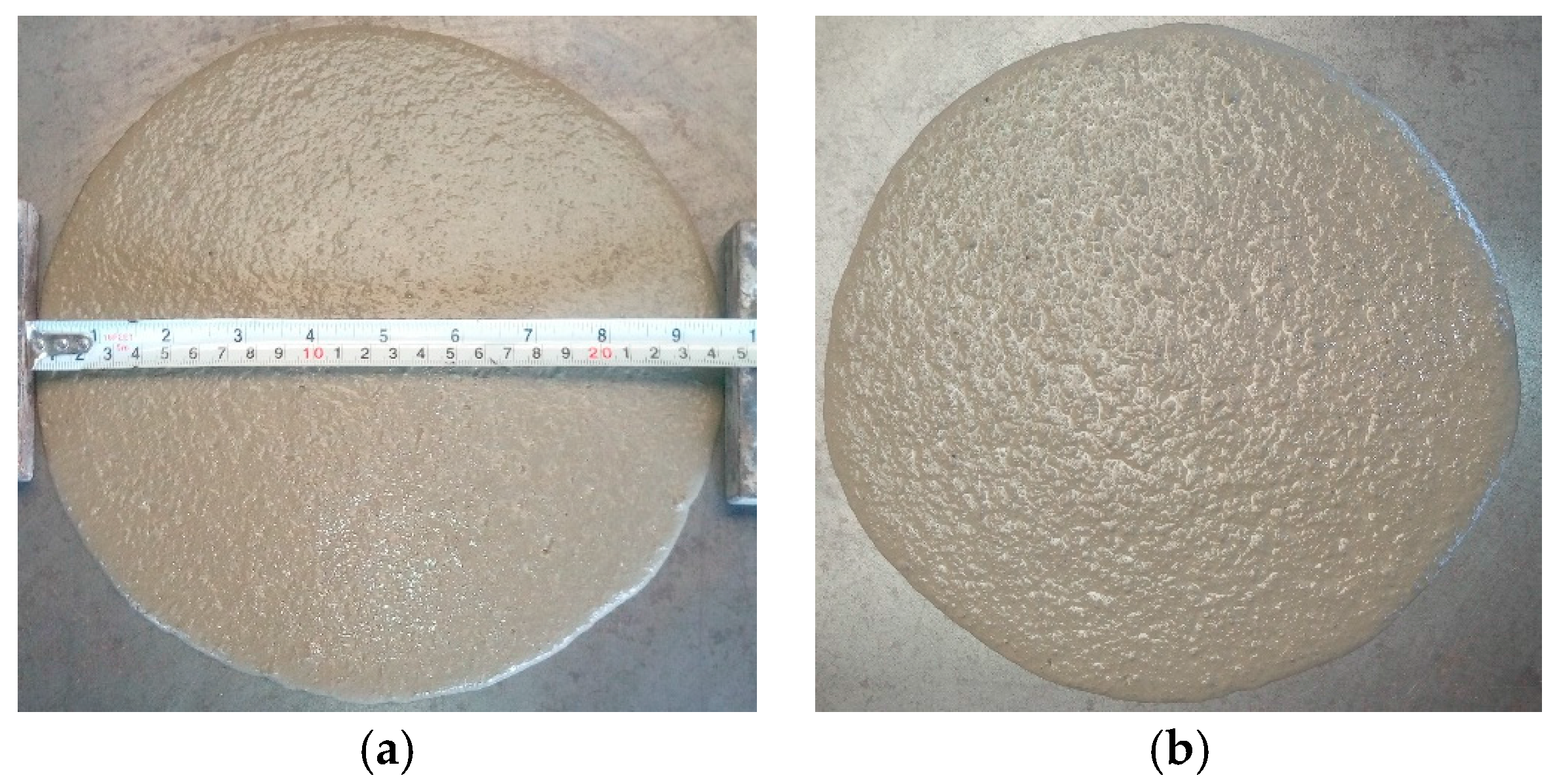
Figure 6 presents the relative flow velocity of all mixes prepared in this study. The flow time of all SCM mixtures was in ranges of 8.7–10.9 s. Incorporation of RGA slightly slows down the flow time of SCM mixtures due to the geometrical shape of glass particles that hinders the movement of the paste matrix. It was observed that the flow time of SCM mixtures was affected by water to powder ratio [11,42]. To reduce the amount of cement, limestone powder was introduced in all mixtures as filler that constitutes 20% of powder volume. Limestone powder increases packing density of particles, lowers void ratio and improves durability [43]. Furthermore, it lowers setting time and improves fluidity [44]. In this experimental study, the first charge of water to powder volume ratio (VW/VP) was considered the same value of βp (retained water ratio) based on recommendation of the Japanese mix design method. The value of retained water ratio (βp = 1.14) was obtained from the paste flow test given in Figure 7. However, after several trial mixes the suitable water to powder volume ratio (VW/VP) was fixed at 1.02 (equivalent to water to powder weight ratio, W/P = 0.33) for all mixtures. The flow time of the reference mixture and SCM containing 50% of waste glass content was 8.7 and 10.9 s respectively. As illustrated in Figure 8, it was observed that utilization of recycled glass aggregates increased the flow time of fresh SCM-RGA mixtures. This was attributed to higher internal friction and high surface tension of glass particles [45]. Keeping water to cement ratio constant, as the content of glass aggregates increased excess water in the mixes increased due to the fact that water absorption of glass is lower than that of fine aggregate and this phenomenon could result in bleeding and segregation of the matrix [3]. In this study, it was visually observed during execution of slump flow test that the slump flow spread of all mixes was very consistent and stable (see Figure 9).
3.2. Hardened Properties of SCM-RGA
The physical, strength and durability properties of SCM-RGA mixes are presented in Table 6 and Table 7.
3.2.1. Bulk Density
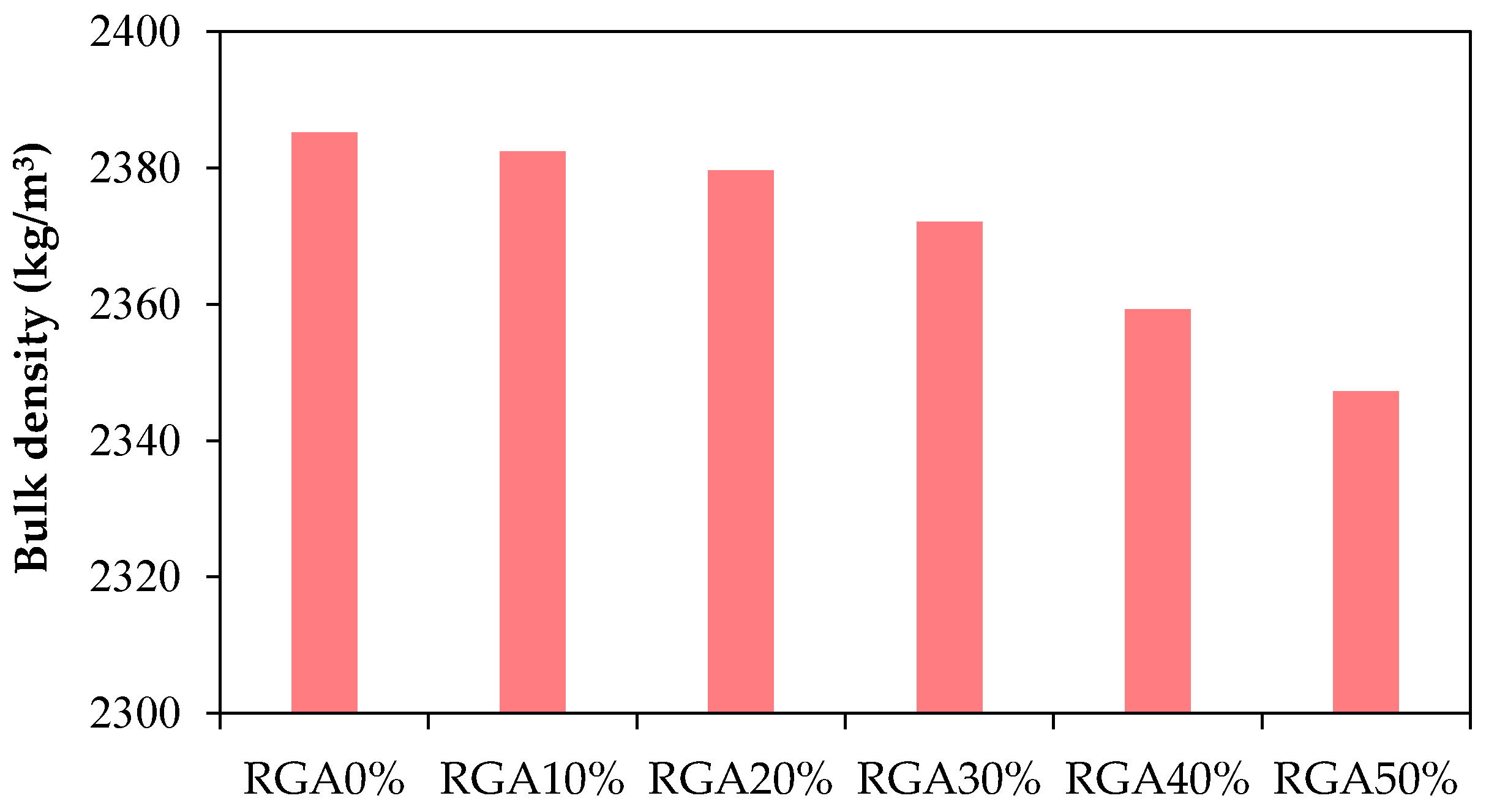
The hardened bulk density of all SCM-RGA specimens prepared in this study measured at 28 days are tabulated and graphically presented in Figure 10. Specimens containing RGA exhibits relatively lower hardened density when compared to specimens with natural fine aggregate. This reduction in density could be due to the fact that particle density of RGA used in this research were 1.3% lower than that of natural fine aggregate [17,19,24,25,46]. The density for all specimens were in the range of 2347 kg/m3 to 2386 kg/m3. Moreover, the hardened specimens incorporating 50% RGA showed 1.6% reduction of bulk density relative to that of the reference specimens.
3.2.2. Compressive Strength
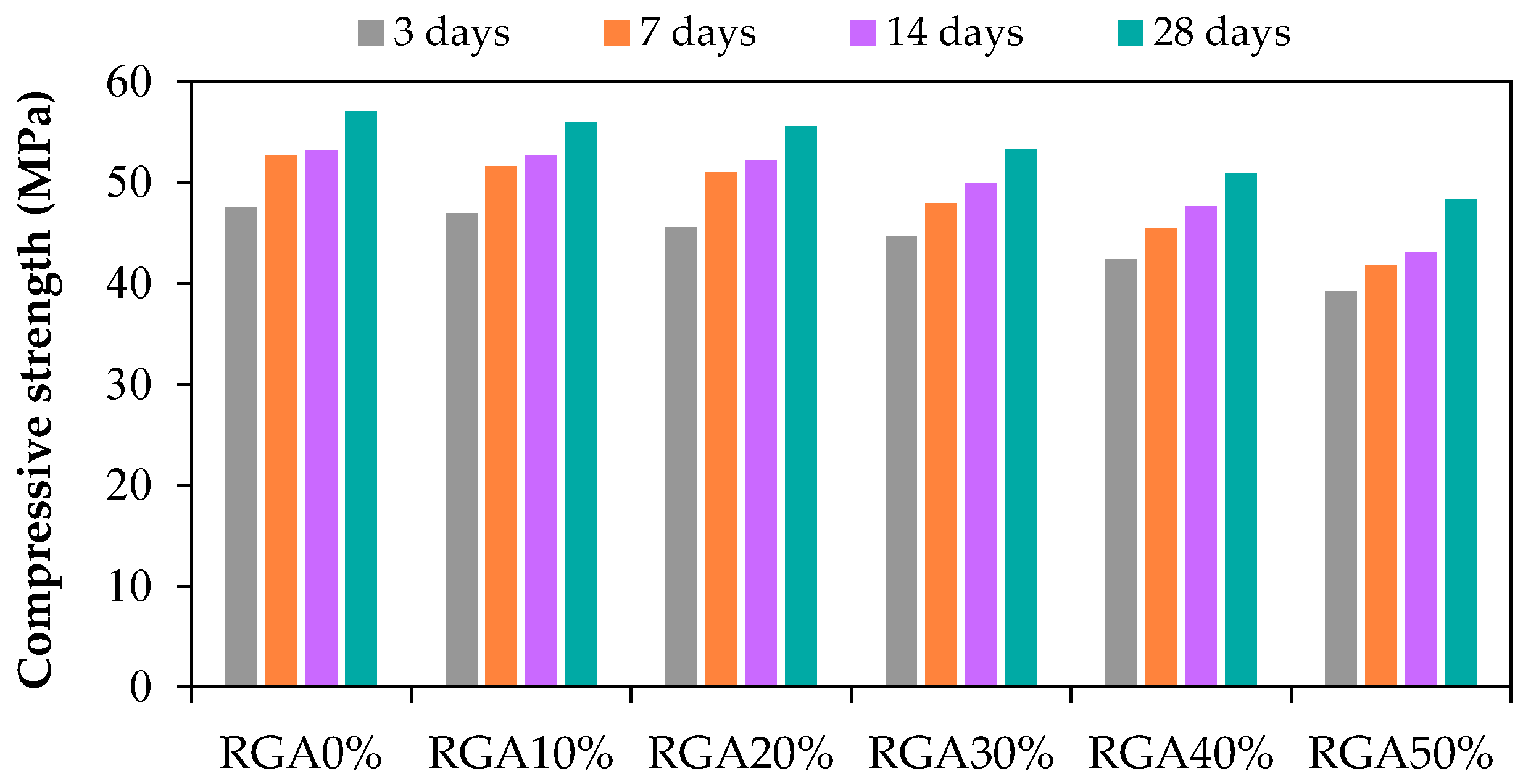
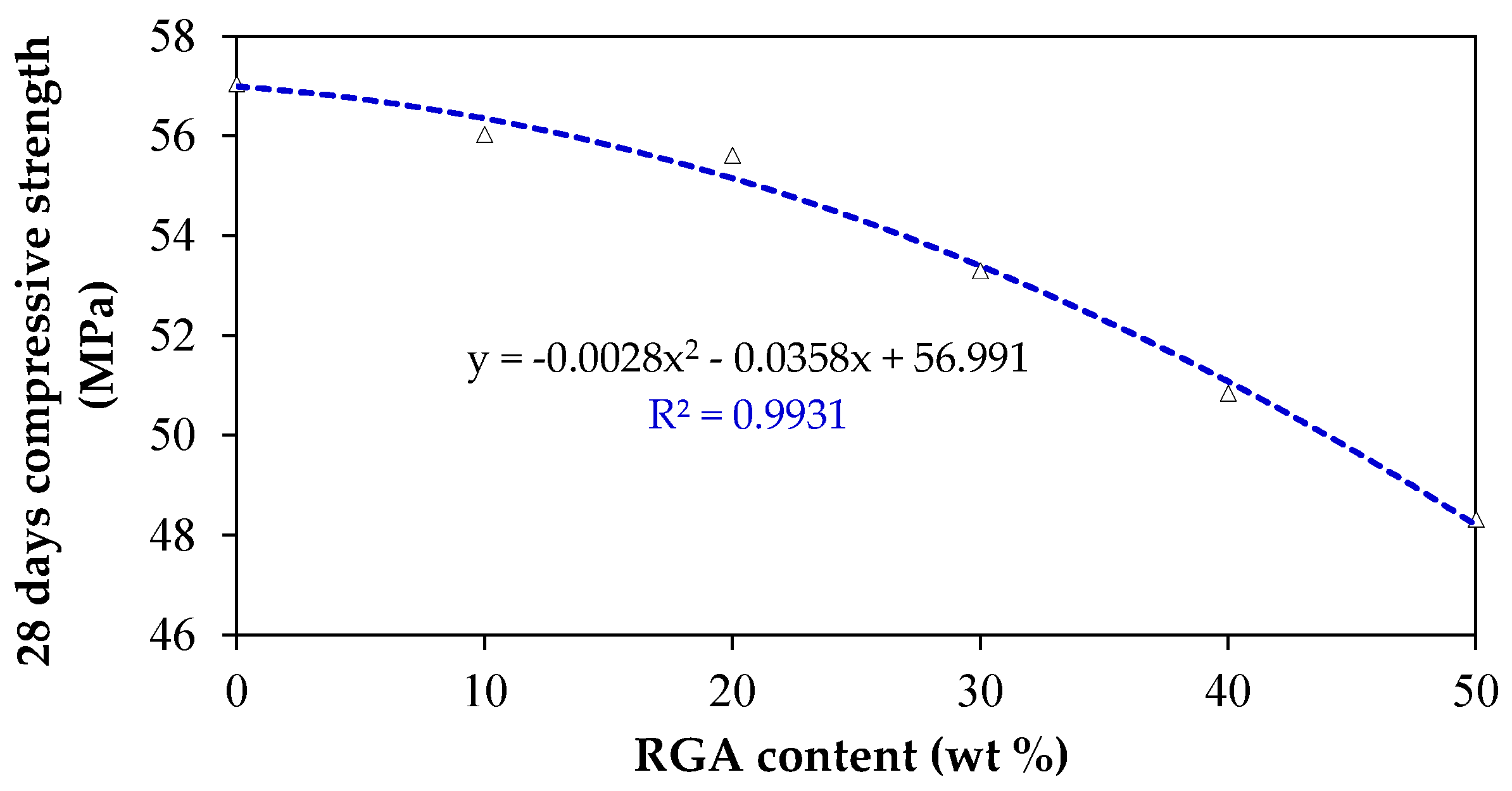
Experimental test results that show the development of compressive strength of SCM mixes at 3, 7, 14 and 28 days are presented in Figure 11. It is evident from the experimental results that incorporation of RGA as replacement of fine aggregate in SCM remarkably decreased compressive strength relative to control mix regardless of the percentage of replacement and age. This reduction could be attributed to lower toughness strength against fracture, smooth grain surface and weak interfacial adhesion between the cement paste matrix and glass particle [19,22,24,47]. This finding is in concurrence with those of previous studies [16,18,20,23,25]. It was also observed that up to 30% of RGA content, compressive strength was not significantly affected. At 28 days, the reduction in compressive strength in comparison to control mix was 1.78%, 2.52% and 6.57% for 10%, 20% and 30% replacement of RGA respectively. Similar results were also reported by Sharifi et al. [21] and Tan and Du [19]. On the other hand, reduction in compressive strength was apparent with further increase in RGA content especially beyond 30% replacement. The maximum reduction of compressive strength was 15.29% noted for 50% RGA content. The relationship between RGA content and the 28 days compressive strength given in Figure 12 showed a strong correlation (R2 = 0.99). An average of six prism specimens represented in the data points was fitted with second order polynomial trend line regression function curve.
3.2.3. Flexural Strength
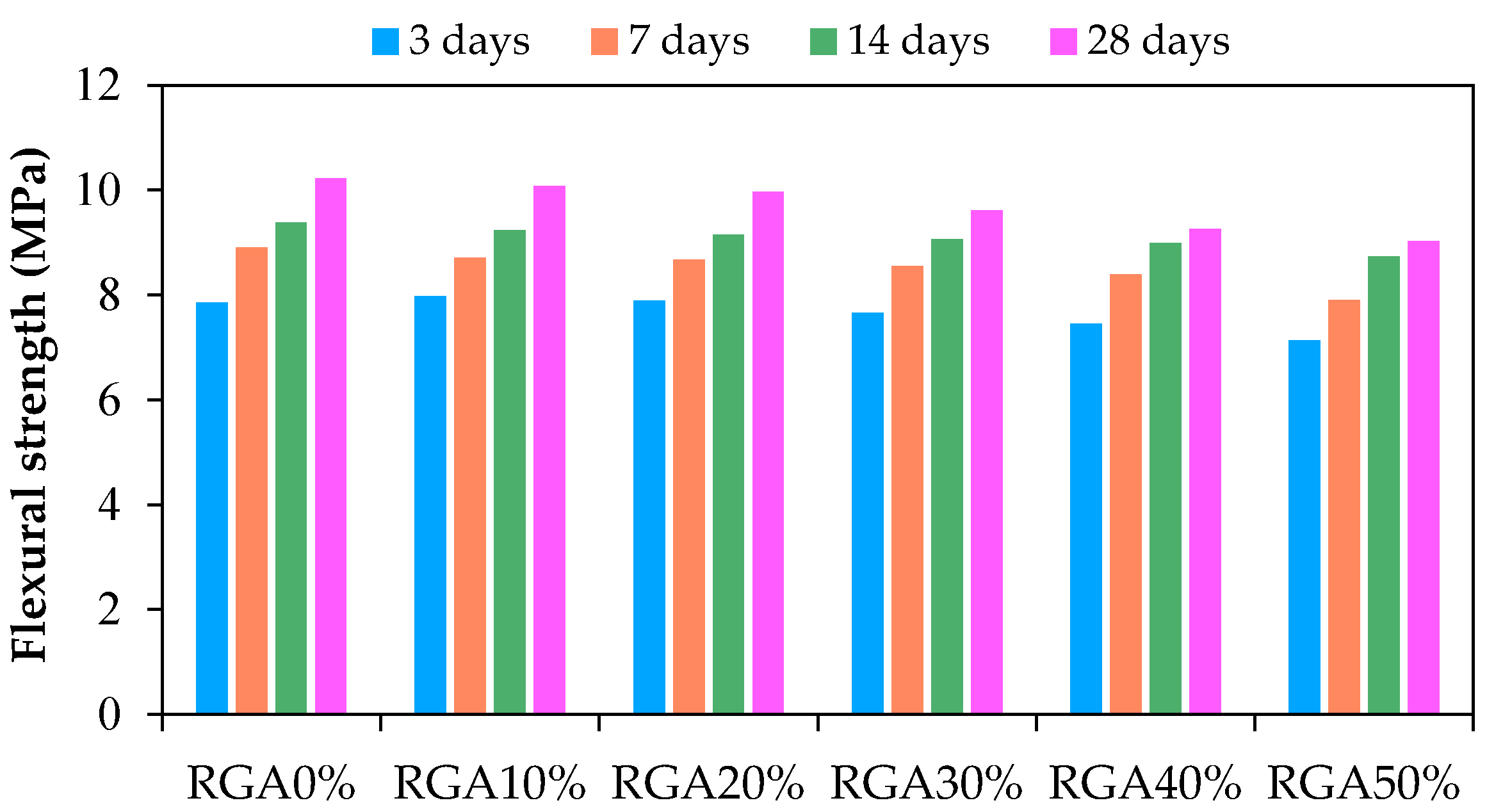
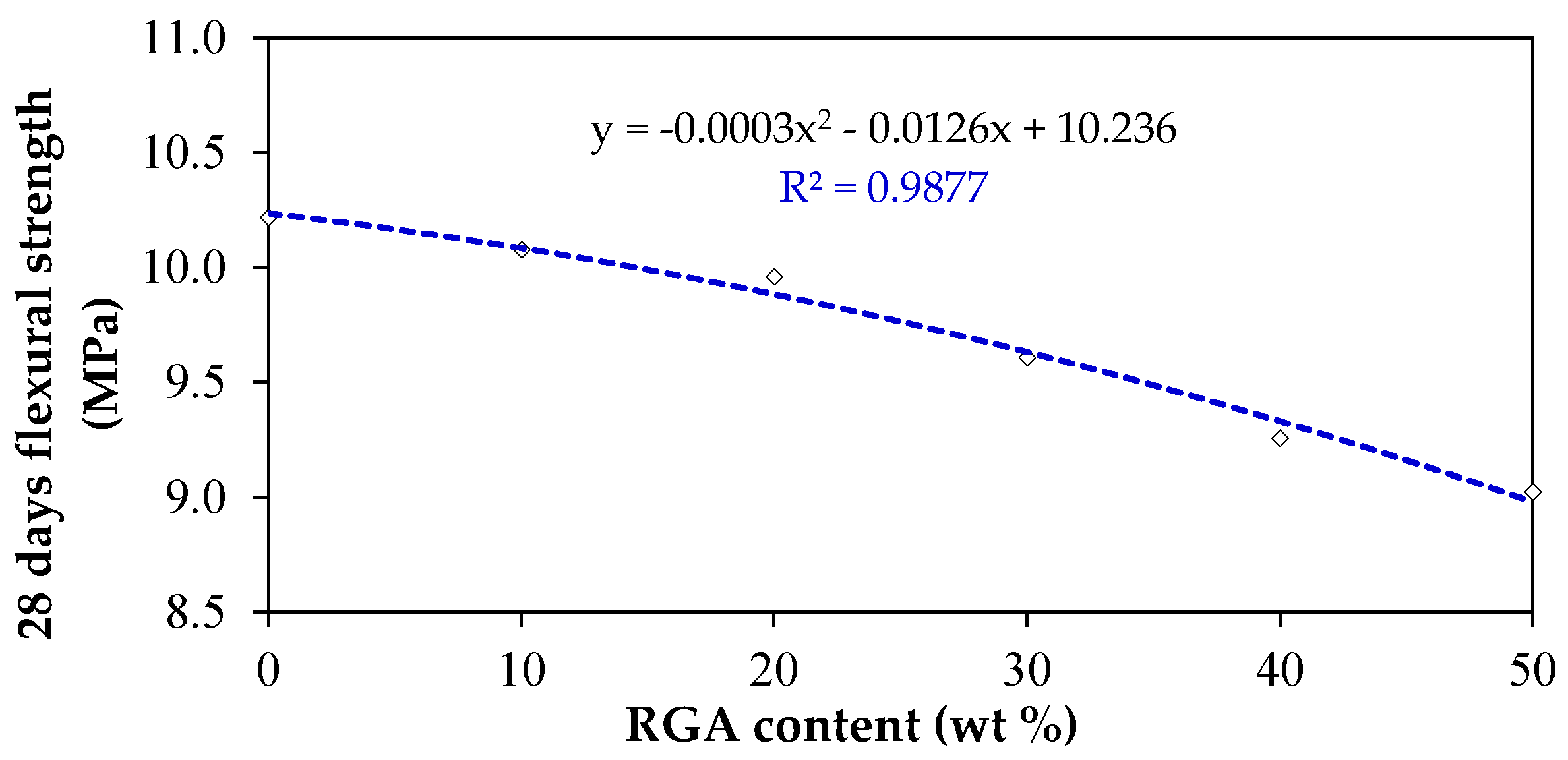
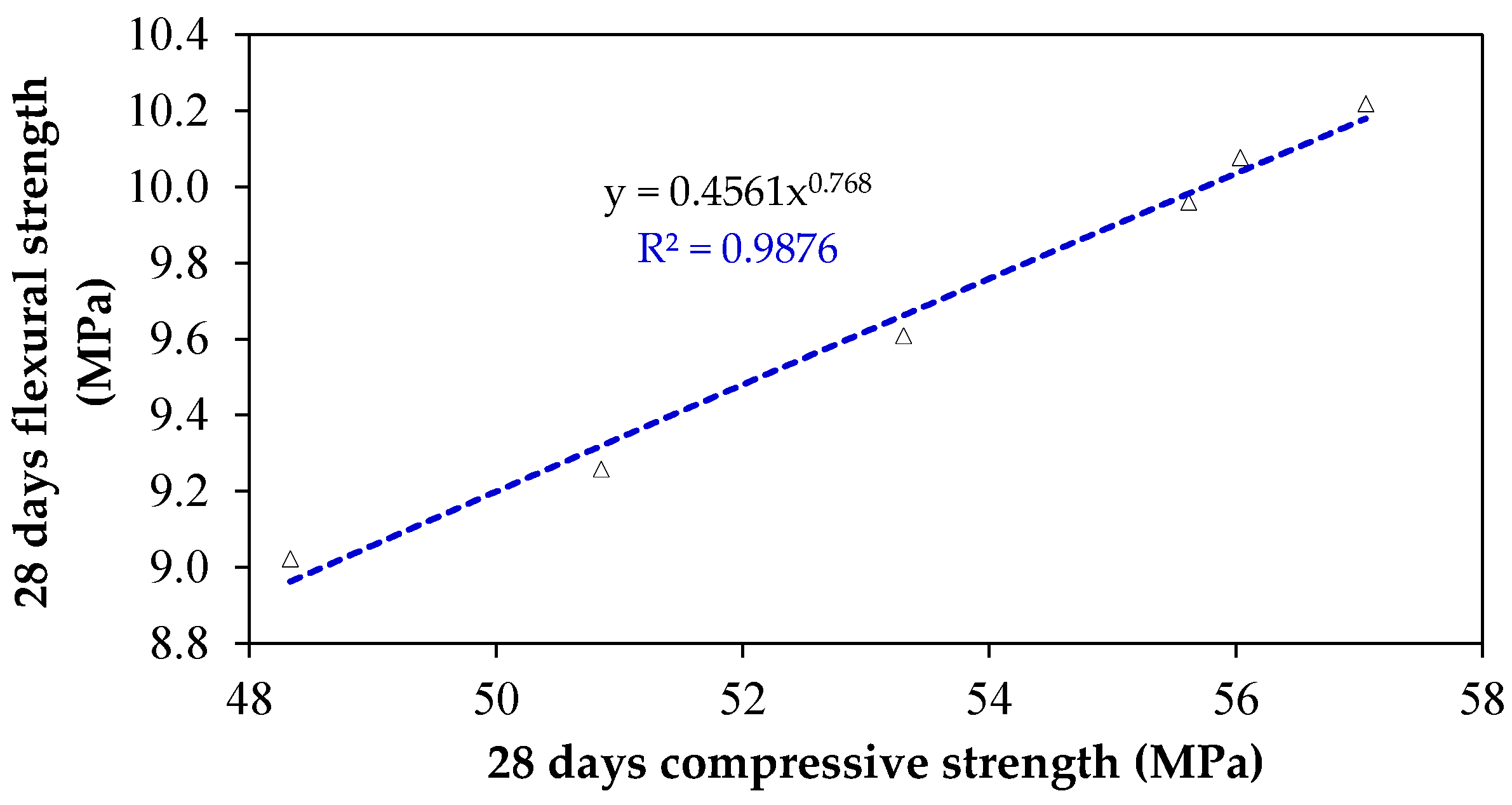
Figure 13 presents the evolution of flexural strength at 3, 7, 14 and 28 days and experimental results show a trend that resembles the compressive strength results. However, the influence of RGA was not as pronounced on flexural strength as seen for compressive strength. According to experimental results, 28 days flexural strength tends to decrease by 1.38%, 2.52%, 5.97%, 9.40% and 11.70% for RGA content of 10%, 20%, 30%, 40% and 50% respectively. The results obtained in this research are consistent with other authors [19,23,25,47] who reported that the flexural strength of mixes containing RGA decreased with respect to increases in replacement level. The average of three measurements plotted in Figure 14 indicates a correlation between RGA replacement level and 28 days of flexural strength with high reliability (R2 ≈ 0.99). Moreover, as shown graphically in Figure 15, the relationship between the 28 days compressive and flexural strength for SCM mixes incorporating RGA showed strong correlation in a power regression function (R2 = 0.99). It is evident that as compressive strength of SCM-RGA mixes increased, flexural strength also increased. Limbachiya [18], reported a similar trend with a correlation factor of (R2 = 0.92) for washed glass sand mixes.
3.2.4. Water Absorption
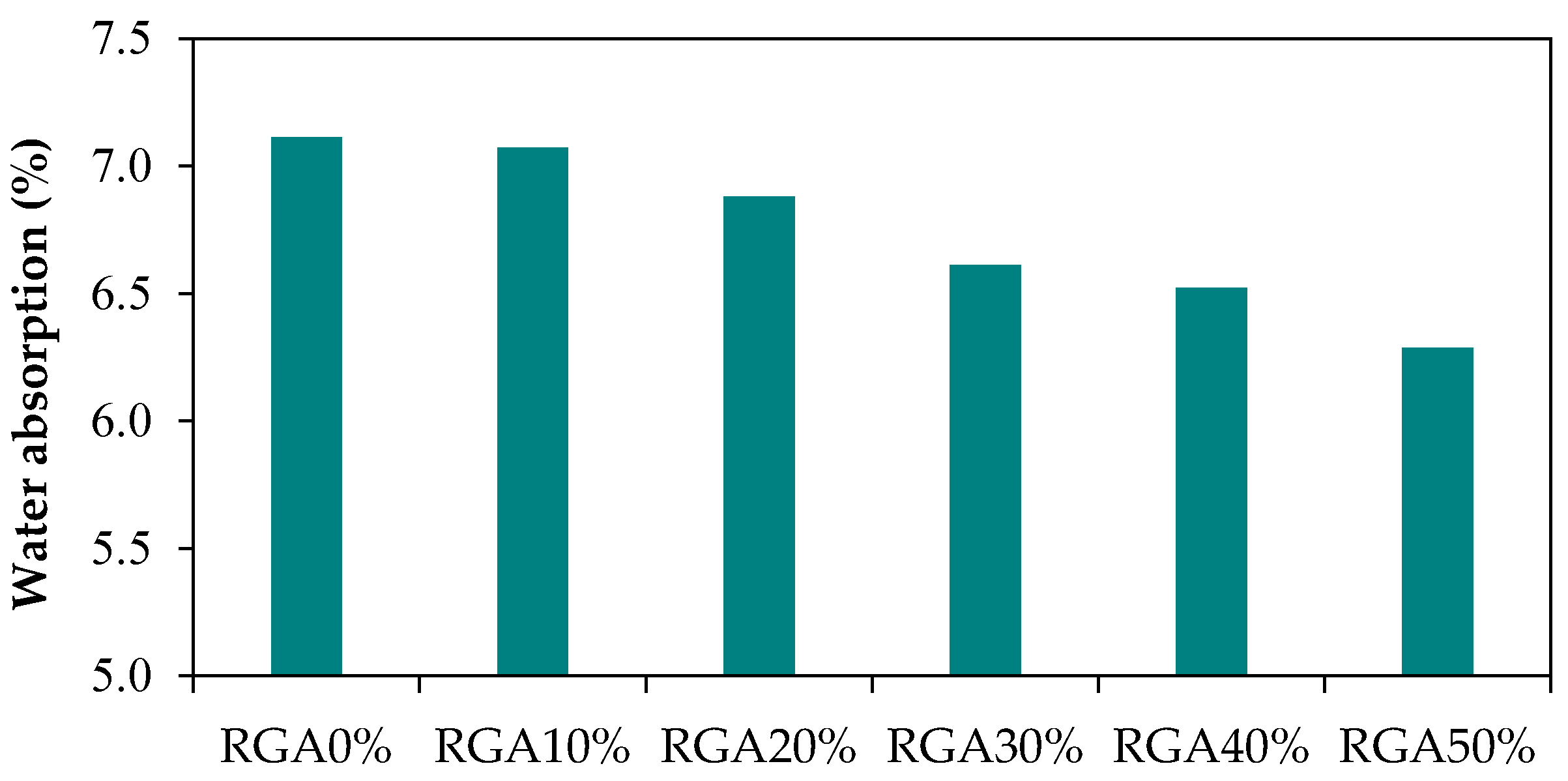
The water absorption by immersion test results of all SCM-RGA mixes are given graphically in Figure 16. It is found that inclusion of RGA slightly decreased water absorption. This reduction was due to the fact that glass does not absorb water. This result is in line with other authors [26,48,49]. The maximum water absorption obtained after 72 ± 2 h immersion was 7.11% for the control mix and the lowest was 6.29%, belonging to a mix with 50% RGA content. It is generally believed that good quality concrete has water absorption of less than 10% [50]. All the SCM mixes produced in this research met the requirements and can be regard as a good quality concrete.
3.2.5. Sorptivity
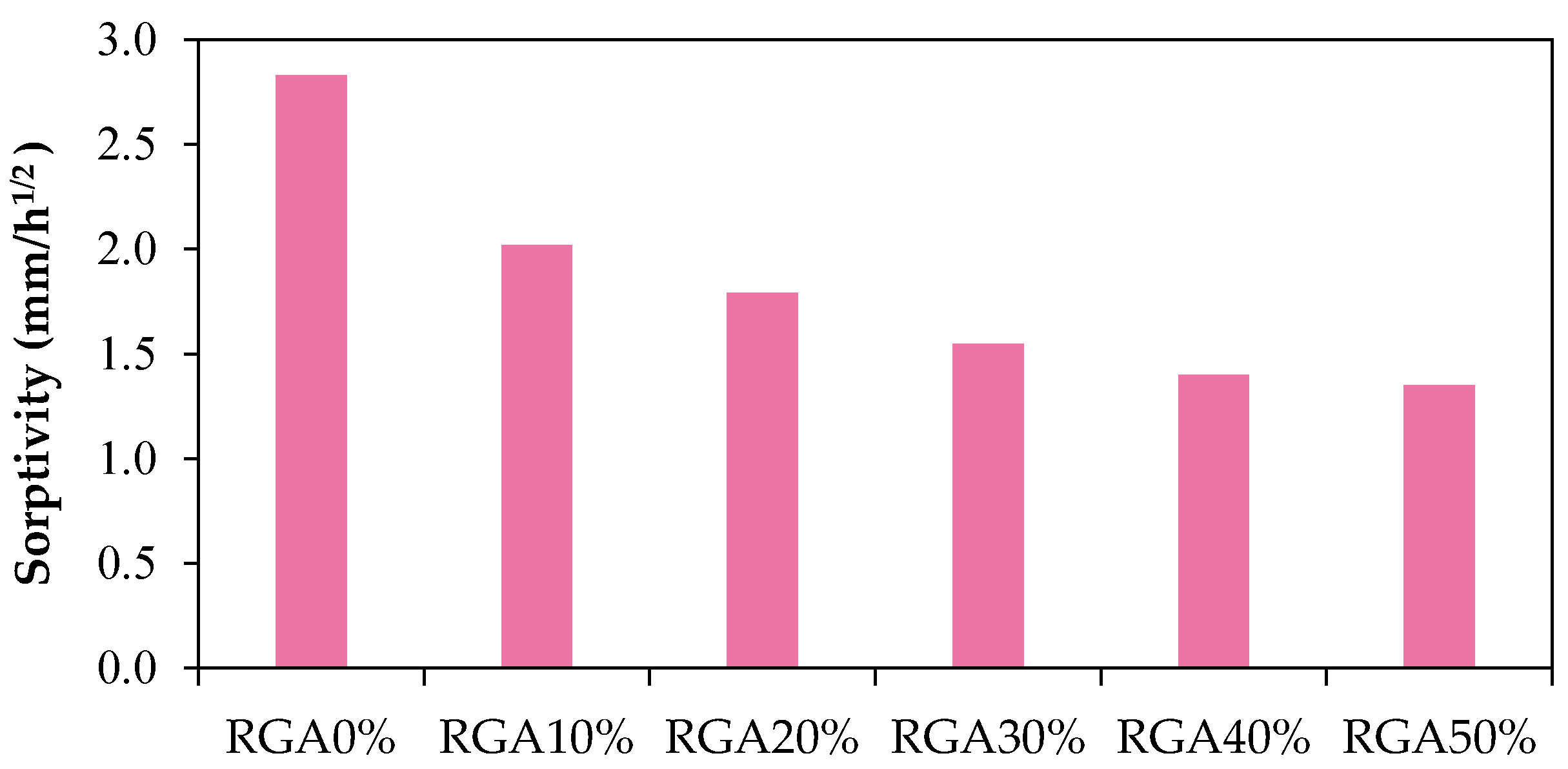
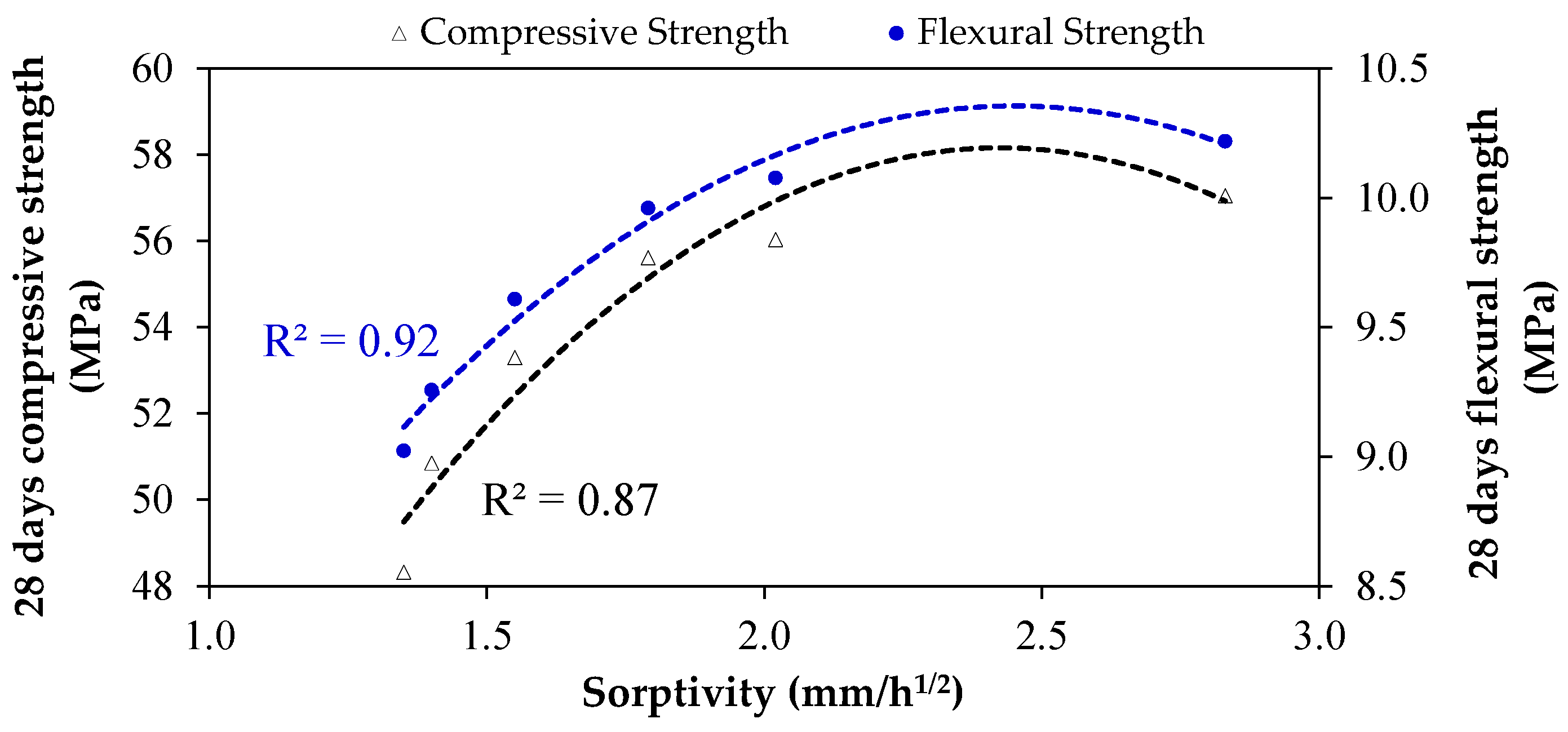
When the surface of hardened concrete is submerged in water or exposed to moisture, the concrete pores absorb water by action of capillary suction and the rate at which water is absorbed is called sorptivity. Durability, deterioration under wet-dry cycle and service life time of concrete can be related with its rate of sorptivity. The results of capillary water absorption at 28 days of curing are presented graphically in Figure 17. The results showed that sorptivity values significantly decreased as the content of RGA increased due lower moisture intake nature of glass particles compared to natural fine aggregates. Similar findings were reported by some other authors [20,22,26,27]. The sorptivity value of the reference and 50% RGA specimens was 2.83 mm/h1/2 and 1.35 mm/h1/2 respectively. The sorptivity value of a mix containing 50% RGA decreased by 52.3%. Figure 18 shows cumulative water absorbed per unit area (g/mm2) versus square root of time (h1/2). The sorptivity value for each mix was determined from the gradient of linear trend line graph given in Figure 18 by using regression analysis. Furthermore, there exist a relationship between sorptivity coefficient and both 28 days of compressive and flexural strength plotted in Figure 19 and has shown good correlation. The experimental result clearly reveals for mixes containing RGA both strength and sorptivity values decreased as the content of RGA increased. This could be explained as the strength of SCM specimens decreased due to weak interfacial adhesion between glass particle and paste matrix, whereas sorptivity decreased due to impermeable nature of glass. Finally, according to Menéndez et al. [51], a concrete with less than 3 mm/h1/2 of sorptivity value is regarded as durable concrete. The specified sorptivity value ensures the minimum concrete cover of 15 mm for reinforcement steel bars in reinforced concrete to prevent corrosion. The value of sorptivity that is 3 mm/h1/2, defined as water could penetrate to a depth of 15 mm in 24 h rain that guarantee minimum concrete cover. On the ground of this suggestion, the SCM-RGA mixes prepared in this research could be considered as durable since they exhibited sorptivity coefficient of lower than 3 mm/h1/2.
3.2.6. Expansion due to Alkali–Silica Reaction (ASR)
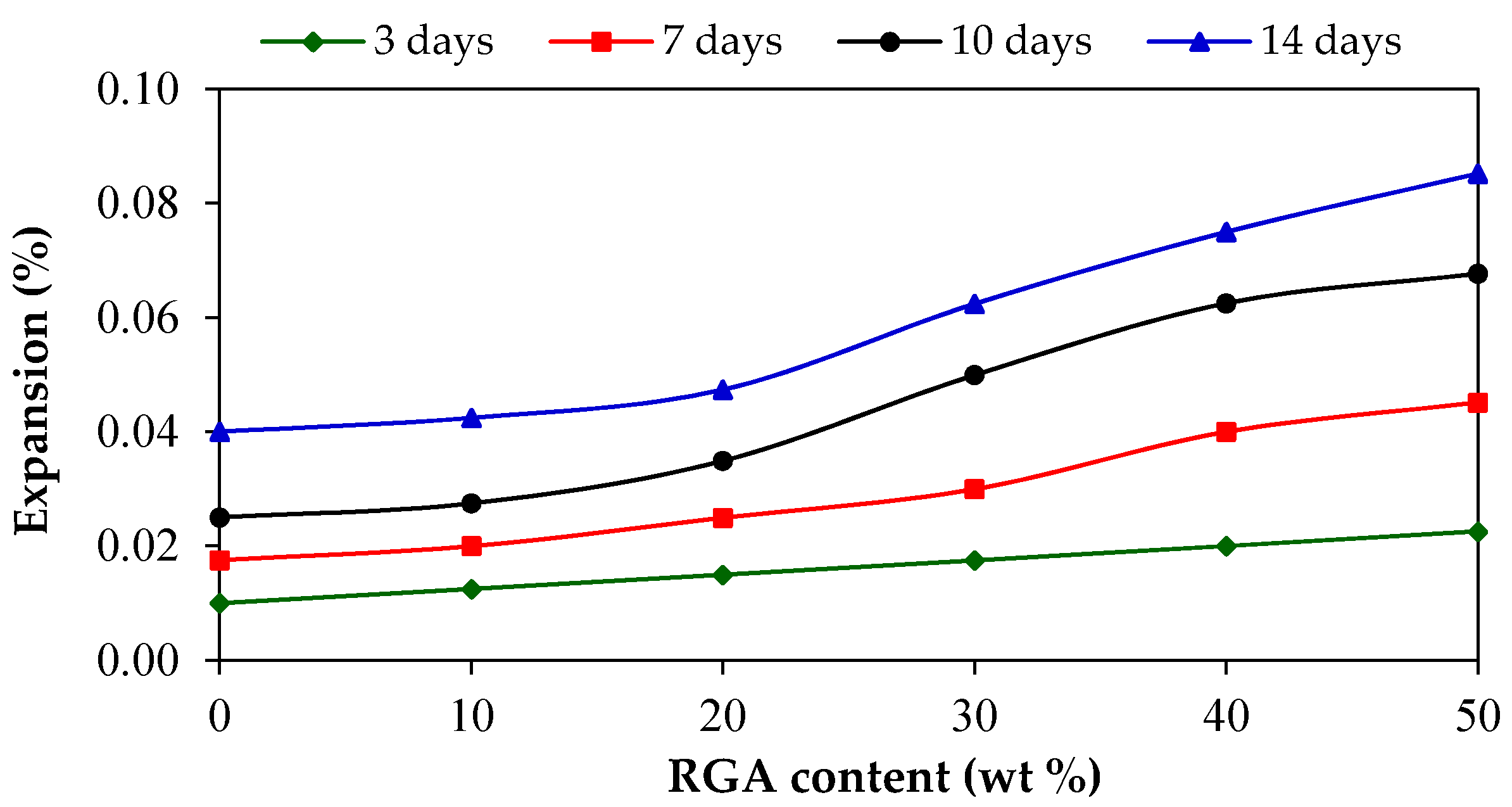
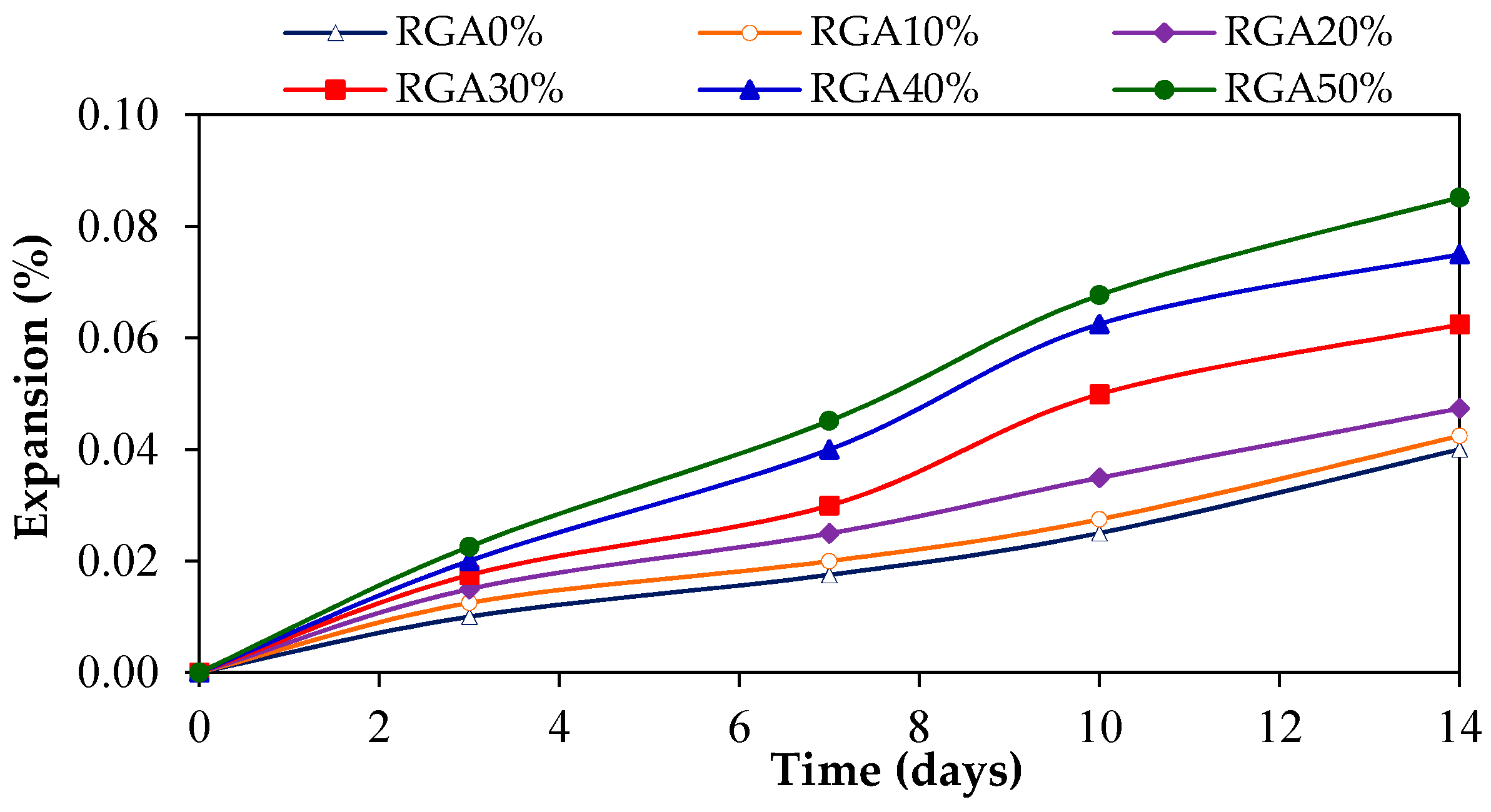
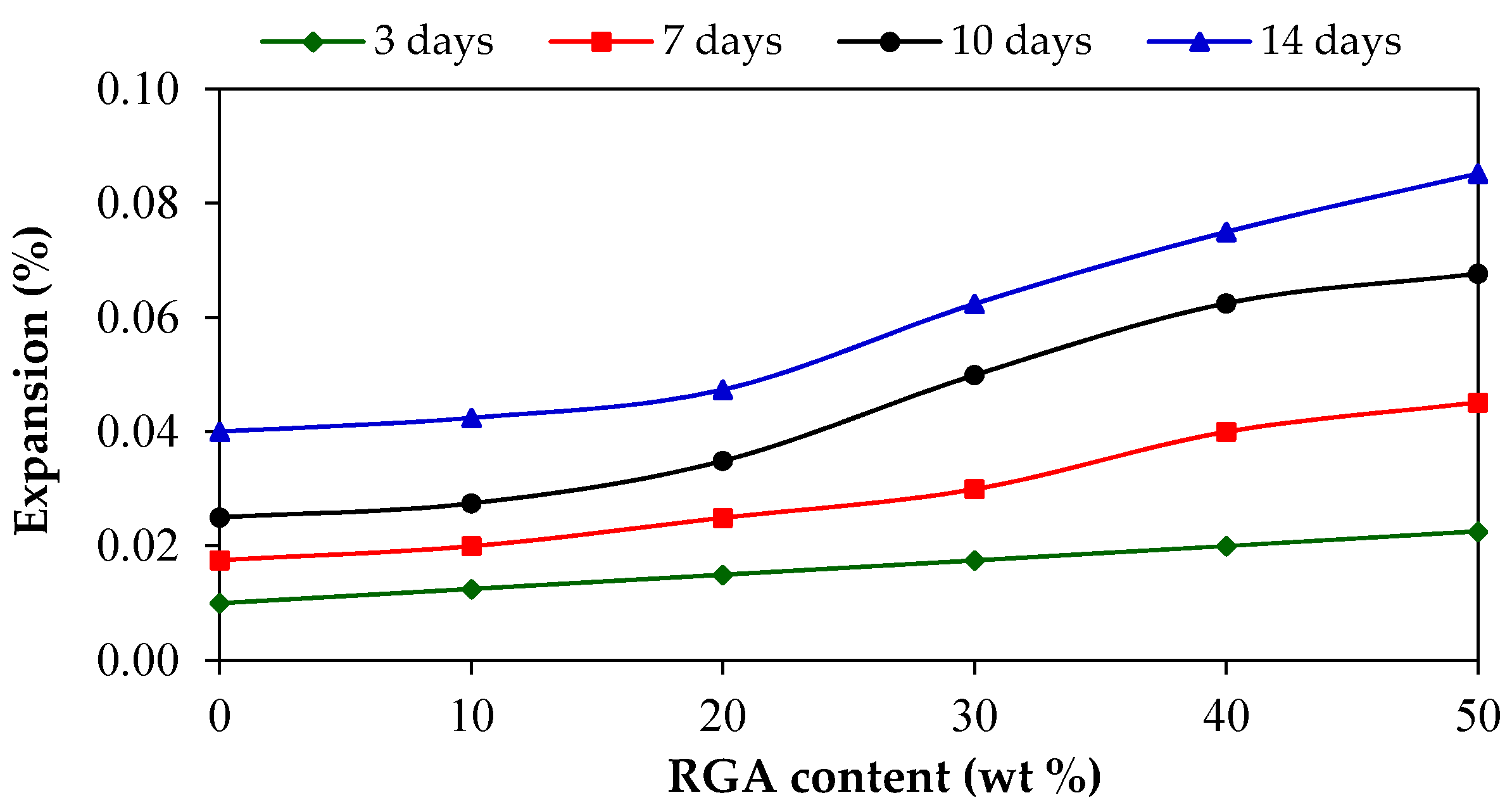
The mechanism of ASR is the chemical process between siliceous aggregate and hydroxyl ion in hardened concrete that leads to evolution of viscous alkali–silicate gel [52]. The formation of alkali–silicate gel increases the volume of concrete i.e., exerts expansion pressure inside and causes potential cracks and disruption [4,28,31]. The accelerated mortar bar test results showed the expansion of specimens due to ASR measured at 3, 7, 10 and 14 days and are graphically given in Figure 20 and Figure 21. It was clearly noted that as the content of RGA increased, ASR expansion also increased. This result is in concurrence with other studies [18,24,48,53,54]. Although the ASR expansion in mortar bars incorporating RGA increased substantially with age, expansion of all specimens at 14 days were below 0.1%, which could be considered as innocuous according to ASTM C1260 [38]. Based on visual observations, specimens containing 40% and 50% RGA showed slight mapping micro-cracks on the surface after 14 days of curing in 1N NaOH solution, while all other specimens were sound.
4. Conclusions
Based on the outcomes of this experimental research, the following conclusions can be drawn:
- The slump flow of SCM-RGA mixes decreased and V-funnel flow time increased as the content of glass aggregate increased. At a given water to powder ratio, superplasticiser dosage should be increased as the content of glass aggregate increased to ensure and maintain slump flow and flow time within the acceptable range.
- The density, compressive strength and flexural strength of SCM-RGA mixes decreased with an increase in glass aggregate content. However, up to 30% RGA replacement ratio, the compressive and flexural strength showed 6.57% and 5.97% of reduction compared to reference SCM respectively.
- SCM mixes containing glass aggregate exhibited lower water absorption and sorptivity value when compared to the control SCM. Sorptivity and water absorption decreased when the glass aggregate content increased. At 50% RGA replacement ratio, sorptivity of SCM-RGA is 52.3% lower than the reference SCM. This clearly indicates that concrete containing glass aggregates is more durable than conventional concrete.
- A strong correlation was observed between the compressive and flexural strength of SCM-RGA mixes, that is as compressive strength increased, flexural strength also increased in a power function trend line.
- For SCM containing RGA, good correlation between sorptivity and strength (compressive and flexural values) was observed. The strength of SCM-RGA decreased due to week interfacial bondage between the binding paste matrix and glass aggregate, and the sorptivity also significantly decreased due to relatively lower water permeability nature of glass.
- It was observed that as the content of glass aggregate increased, ASR expansion also increased. Nevertheless, all mixes prepared in this study were potentially innocuous in regard to ASR expansion.
- The experimental evidences showed that glass aggregate can be successfully incorporated in SCM as replacement of fine aggregate without a remarkable effect on workability and strength properties especially up to 30% of glass aggregate content. Thus, contributes towards sustainable solid waste management, saving landfills, conservation of natural resources and environmental protection. The SCM-RGA mixes developed in this study are apt for SCC making, grouting, rehabilitation of structures and production of light transmitting concrete.
Acknowledgments
The authors are greatly indebted to African Union Commission (AUC) and Japan International Cooperation Agency (JICA) for funding this research through Africa-ai-Japan Project (African Union-African Innovation-JKUAT and PAUSTI Network Project) under the Africa-ai-Japan Innovation Research Grant 2017/18 (JKU/ADM/10B).
Author Contributions
Stanley Shitote, Walter Oyawa and Awetehagn Tuaum conceived and designed the experiments; Awetehagn Tuaum performed the experiments; Stanley Shitote and Awetehagn Tuaum analyzed the data; Walter Oyawa contributed reagents/materials/analysis tools; Awetehagn Tuaum, Satanley Shitote and Walter Oyawa wrote the paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Topçu, İ.B.; Canbaz, M. Properties of concrete containing waste glass. Cem. Concr. Res. 2004, 34, 267–274. [Google Scholar] [CrossRef]
- Langer, W.; Drew, L.; Sachs, J. Aggregate and the Environment; American Geological Institute (AGI): Alexandria, VA, USA, 2004; pp. 1–68. ISBN 0-922152-71-3. [Google Scholar]
- Sharifi, Y.; Afshoon, I.; Firoozjaie, Z. Fresh properties of self-compacting concrete containing ground waste glass microparticles as cementing material. J. Adv. Concr. Technol. 2015, 13, 50–66. [Google Scholar] [CrossRef]
- Corinaldesi, V.; Nardinocchi, A.; Donnini, J. Reuse of recycled glass in mortar manufacturing. Eur. J. Environ. Civ. Eng. 2016, 20, 140–151. [Google Scholar] [CrossRef]
- Chandak, S.P. Trends in solid waste management: Issues, challenges and opportunities. In Proceedings of the International Consultative Meeting on Expanding Waste Management Services in Developing Countries, Tokyo, Japan, 18–19 March 2010. [Google Scholar]
- Kasozi, A.; Harro, B.V. Solid Waste Management in Nairobi: A Situation Analysis; Environmental & Process Systems Engineering Group-University of Cape Town, the City Council of Nairobi and the United Nations Environment Programme: Nairobi, Kenya, 2010. [Google Scholar]
- Nunes, S.; Matos, A.M.; Duarte, T.; Figueiras, H.; Sousa-Coutinho, J. Mixture design of self-compacting glass mortar. Cem. Concr. Compos. 2013, 43, 1–11. [Google Scholar] [CrossRef]
- European Federation for Specialist Construction Chemicals and Concrete Systems (EFNARC). Specification and Guidelines for Self-Compacting Concrete; European Federation for Specialist Construction Chemicals and Concrete Systems: Norfolk, UK, 2002; pp. 1–32. ISBN 0953973344. [Google Scholar]
- Okamura, H.; Ozawa, K. Self-compacting high performance concrete. Struct. Eng. Int. 1996, 6, 269–270. [Google Scholar] [CrossRef]
- Okamura, H.; Ozawa, K. Mix design of self compacting concrete. Concr. Libr. JSCE 1995, 25, 107–120. [Google Scholar]
- Midorikawa, T.; Pelova, G.I.I.; Walraven, J.C. Application of ‘The water layer model’ to self-compacting mortar with different size distributions of fine aggregate. Heron 2009, 54, 73–100. [Google Scholar]
- Karataş, M.; Benli, A.; Ergin, A. Influence of ground pumice powder on the mechanical properties and durability of self-compacting mortars. Constr. Build. Mater. 2017, 150, 467–479. [Google Scholar] [CrossRef]
- Mohseni, E.; Miyandehi, B.M.; Yang, J.; Yazdi, M.A. Single and combined effects of nano-SiO2, nano-Al2O3 and nano-TiO2 on the mechanical, rheological and durability properties of self-compacting mortar containing fly ash. Constr. Build. Mater. 2015, 84, 331–340. [Google Scholar] [CrossRef]
- Okamura, H.; Ouchi, M. Self-compacting concrete. J. Adv. Concr. Technol. 2003, 1, 5–15. [Google Scholar] [CrossRef]
- Rizwan, S.A.; Bier, T.A. Blends of limestone powder and fly-ash enhance the response of self-compacting mortars. Constr. Build. Mater. 2012, 27, 398–403. [Google Scholar] [CrossRef]
- Afshinnia, K.; Rangaraju, P.R. Impact of combined use of ground glass powder and crushed glass aggregate on selected properties of portland cement concrete. Constr. Build. Mater. 2016, 117, 263–272. [Google Scholar] [CrossRef]
- Ismail, Z.Z.; AL-Hashmi, E.A. Recycling of waste glass as a partial replacement for fine aggregate in concrete. Waste Manag. 2009, 29, 655–659. [Google Scholar] [CrossRef] [PubMed]
- Limbachiya, M.C. Bulk engineering and durability properties of washed glass sand concrete. Constr. Build. Mater. 2009, 23, 1078–1083. [Google Scholar] [CrossRef]
- Tan, K.H.; Du, H. Use of waste glass as sand in mortar: Part I—Fresh, mechanical and durability properties. Cem. Concr. Compos. 2013, 35, 109–117. [Google Scholar] [CrossRef]
- Ling, T.C.; Poon, C.S.; Kou, S.C. Influence of recycled glass content and curing conditions on the properties of self-compacting concrete after exposure to elevated temperatures. Cem. Concr. Compos. 2012, 34, 265–272. [Google Scholar] [CrossRef]
- Sharifi, Y.; Houshiar, M.; Aghebati, B. Recycled glass replacement as fine aggregate in self-compacting concrete. Front. Struct. Civ. Eng. 2013, 7, 419–428. [Google Scholar] [CrossRef]
- Wright, J.R.; Cartwright, C.; Fura, D.; Rajabipour, F. Fresh and hardened properties of concrete incorporating recycled glass as 100% sand replacement. J. Mater. Civ. Eng. 2014, 26. [Google Scholar] [CrossRef]
- Ali, E.E.; Al-Tersawy, S.H. Recycled glass as a partial replacement for fine aggregate in self compacting concrete. Constr. Build. Mater. 2012, 35, 785–791. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Properties of self-compacting concrete prepared with recycled glass aggregate. Cem. Concr. Compos. 2009, 31, 107–113. [Google Scholar] [CrossRef]
- Almesfer, N.; Ingham, J. Effect of Waste Glass on the Properties of Concrete. J. Mater. Civ. Eng. 2014, 26. [Google Scholar] [CrossRef]
- De Castro, S.; De Brito, J. Evaluation of the durability of concrete made with crushed glass aggregates. J. Clean. Prod. 2013, 41, 7–14. [Google Scholar] [CrossRef]
- Sikora, P.; Horszczaruk, E.; Skoczylas, K.; Rucinska, T. Thermal properties of cement mortars containing waste glass aggregate and nanosilica. Procedia Eng. 2017, 196, 159–166. [Google Scholar] [CrossRef]
- Maraghechi, H.; Shafaatian, S.M.H.; Fischer, G.; Rajabipour, F. The role of residual cracks on alkali silica reactivity of recycled glass aggregates. Cem. Concr. Compos. 2012, 34, 41–47. [Google Scholar] [CrossRef]
- Sharifi, Y.; Afshoon, I.; Firoozjaei, Z.; Momeni, A. Utilization of waste glass micro-particles in producing self-consolidating concrete mixtures. Int. J. Concr. Struct. Mater. 2016, 10, 337–353. [Google Scholar] [CrossRef]
- Siad, H.; Lachemi, M.; Sahmaran, M.; Mesbah, H.A.; Hossain, K.M.A.; Ozsunar, A. Potential for using recycled glass sand in engineered cementitious composites. Mag. Concr. Res. 2017, 69, 905–918. [Google Scholar] [CrossRef]
- Du, H.; Tan, K.H. Use of waste glass as sand in mortar: Part II—Alkali-silica reaction and mitigation methods. Cem. Concr. Compos. 2013, 35, 118–126. [Google Scholar] [CrossRef]
- European Committee for Standardization. Composition, Specifications and Conformity Criteria for Common Cements; EN 197-1; European Committee for Standardization: Brussels, Belgium, 2000. [Google Scholar]
- ASTM International. Standard Specification for Concrete Aggregates; ASTM C33-11; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- ASTM International. Flexural Strength of Hydraulic-Cement Mortars; ASTM C348-02; ASTM International: West Conshohocken, PA, USA, 2002. [Google Scholar]
- ASTM International. Standard Test Method for Compressive Strength of Hydraulic-Cement Mortars (Using Portions of Prisms Broken in Flexure); ASTM C349-02; ASTM International: West Conshohocken, PA, USA, 2002. [Google Scholar]
- ASTM International. Standard Test Method for Density, Absorption, and Voids in Hardened Concrete; ASTM C 642-06; ASTM International: West Conshohocken, PA, USA, 2006. [Google Scholar]
- ASTM International. Standard Test Method for Measurement of Rate of Absorption of Water by Hydraulic-Cement Concretes; ASTM C 1585-04; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM International. Standard Test Method for Potential Alkali Reactivity of Cement-Aggregate Combinations (Mortar-Bar Method); ASTM C1260-07; ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- ASTM International. Standard Practice for Use of Apparatus for the Determination of Length Change of Hardened Cement Paste, Mortar, and Concrete; ASTM C490-07; ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- Georgiadis, A.S.; Sideris, K.K.; Anagnostopoulos, N.S. Properties of SCC produced with limestone filler or viscosity modifying admixture. J. Mater. Civ. Eng. 2009, 22, 352–360. [Google Scholar] [CrossRef]
- Khaleel, O.R.; Abdul Razak, H. The effect of powder type on the setting time and self compactability of mortar. Constr. Build. Mater. 2012, 36, 20–26. [Google Scholar] [CrossRef]
- Okamura, H.; Ozawa, K.; Ouchi, M. Self-Compacting Concrete. Struct. Concr. 2000, 1, 5–15. [Google Scholar] [CrossRef]
- Tironi, A.; Scian, A.N.; Irassar, E.F. Blended cements with limestone filler and kaolinitic calcined clay: Filler and pozzolanic effects. J. Mater. Civ. Eng. 2017, 29. [Google Scholar] [CrossRef]
- Bentz, D.P.; Ferraris, C.F.; Jones, S.Z.; Lootens, D.; Zunino, F. Limestone and silica powder replacements for cement: Early-age performance. Cem. Concr. Compos. 2017, 78, 43–56. [Google Scholar] [CrossRef] [PubMed]
- Rahma, A.; El Naber, N.; Issa Ismail, S. Effect of glass powder on the compression strength and the workability of concrete. Cogent Eng. 2017, 4. [Google Scholar] [CrossRef]
- Penacho, P.; De Brito, J.; Rosário Veiga, M. Physico-mechanical and performance characterization of mortars incorporating fine glass waste aggregate. Cem. Concr. Compos. 2014, 50, 47–59. [Google Scholar] [CrossRef]
- Choi, S.Y.; Choi, Y.S.; Yang, E.I. Effects of heavy weight waste glass recycled as fine aggregate on the mechanical properties of mortar specimens. Ann. Nucl. Energy 2016, 99, 372–382. [Google Scholar] [CrossRef]
- Ling, T.C.; Poon, C.S. A comparative study on the feasible use of recycled beverage and CRT funnel glass as fine aggregate in cement mortar. J. Clean. Prod. 2012, 29–30, 46–52. [Google Scholar] [CrossRef]
- Ling, T.C.; Poon, C.S. Utilization of recycled glass derived from cathode ray tube glass as fine aggregate in cement mortar. J. Hazard. Mater. 2011, 192, 451–456. [Google Scholar] [CrossRef] [PubMed]
- Medina, C.; Zhu, W.; Howind, T.; Sanchez De Rojas, M.I.; Frias, M. Influence of mixed recycled aggregate on the physical-mechanical properties of recycled concrete. J. Clean. Prod. 2014, 68, 216–225. [Google Scholar] [CrossRef]
- Menéndez, G.; Bonavetti, V.L.; Irassar, E.F. Ternary blend cement concrete. Part II: Transport mechanisms. Mater. Constr. 2007, 57, 31–43. [Google Scholar] [CrossRef]
- Rajabipour, F.; Maraghechi, H.; Fischer, G. Investigating the alkali-silica reaction of recycled glass aggregates in concrete materials. J. Mater. Civ. Eng. 2010, 22, 1201–1208. [Google Scholar] [CrossRef]
- Saccani, A.; Bignozzi, M.C. ASR expansion behavior of recycled glass fine aggregates in concrete. Cem. Concr. Res. 2010, 40, 531–536. [Google Scholar] [CrossRef]
- Yuksel, C.; Ahari, R.S.; Ahari, B.A.; Ramyar, K. Evaluation of three test methods for determining the alkali-silica reactivity of glass aggregate. Cem. Concr. Compos. 2013, 38, 57–64. [Google Scholar] [CrossRef]
Figure 1.
Particle size distribution of limestone powder (LP).
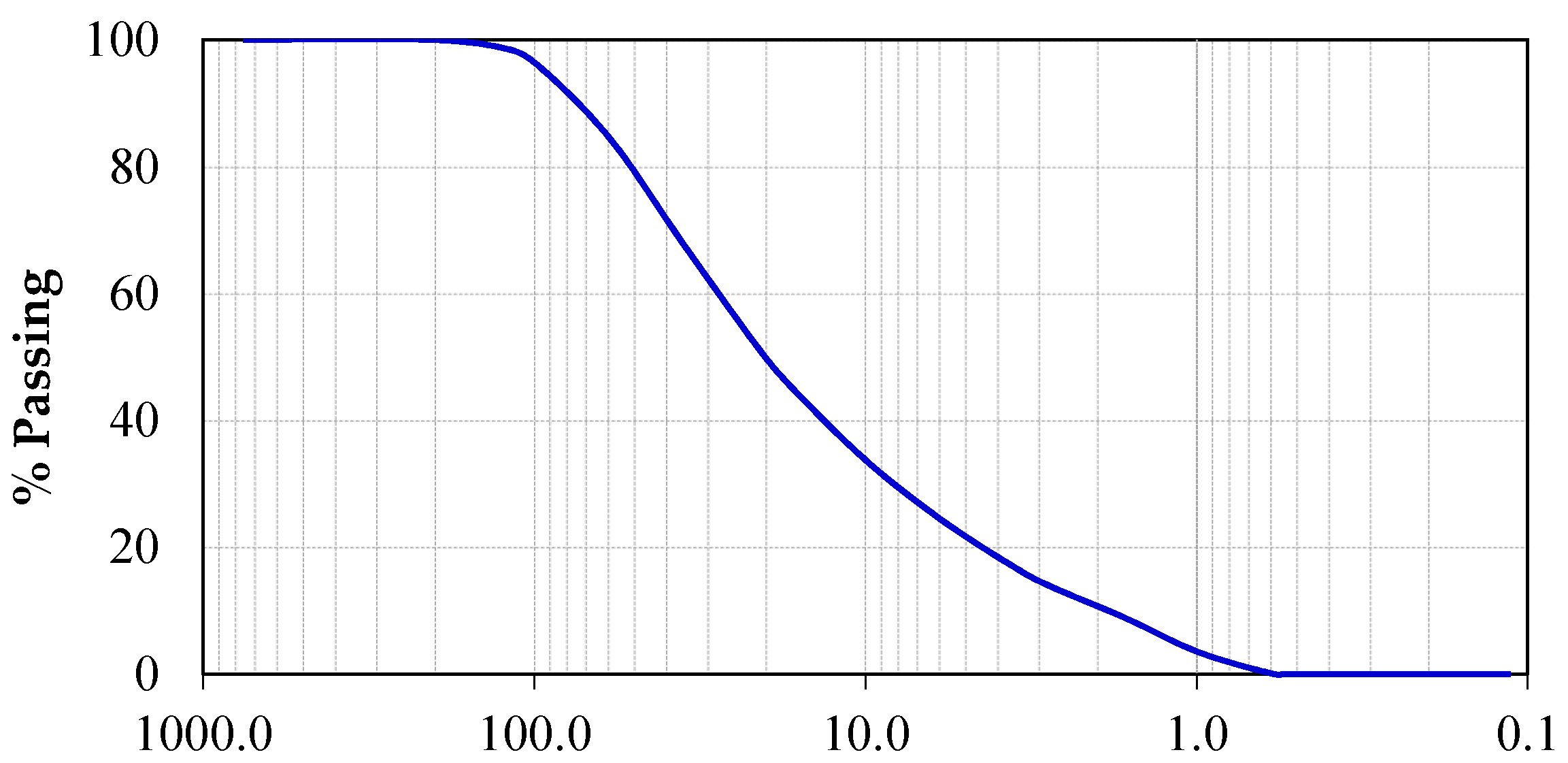
Figure 2.
Particle size distribution of fine aggregate and RGA.
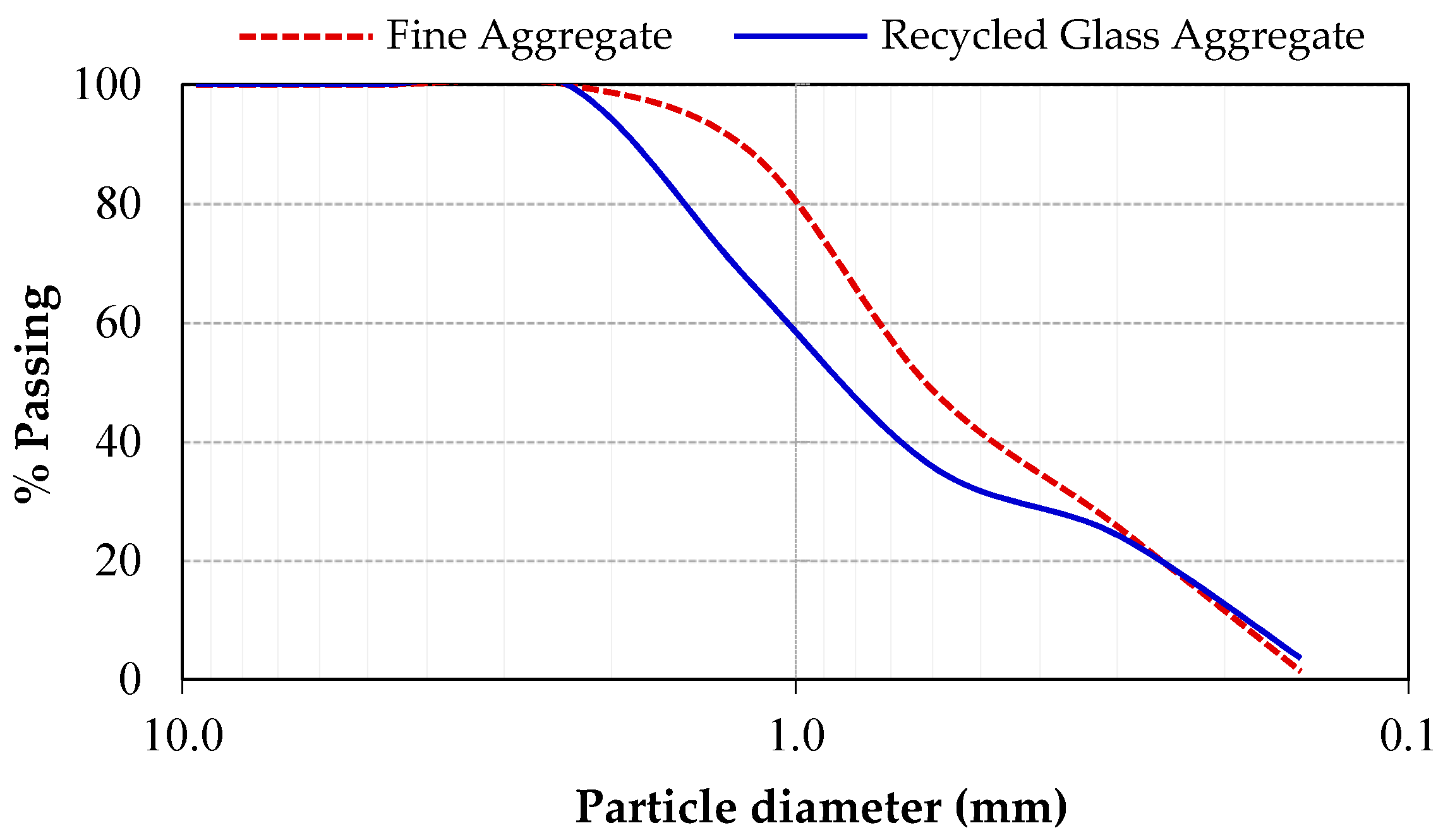
Figure 3.
Mixing procedure.

Figure 4.
Relative slump flow of SCM-RGA mixes.

Figure 5.
Relationship between RGA content and superplasticiser dosage of SCM-RGA mixes.
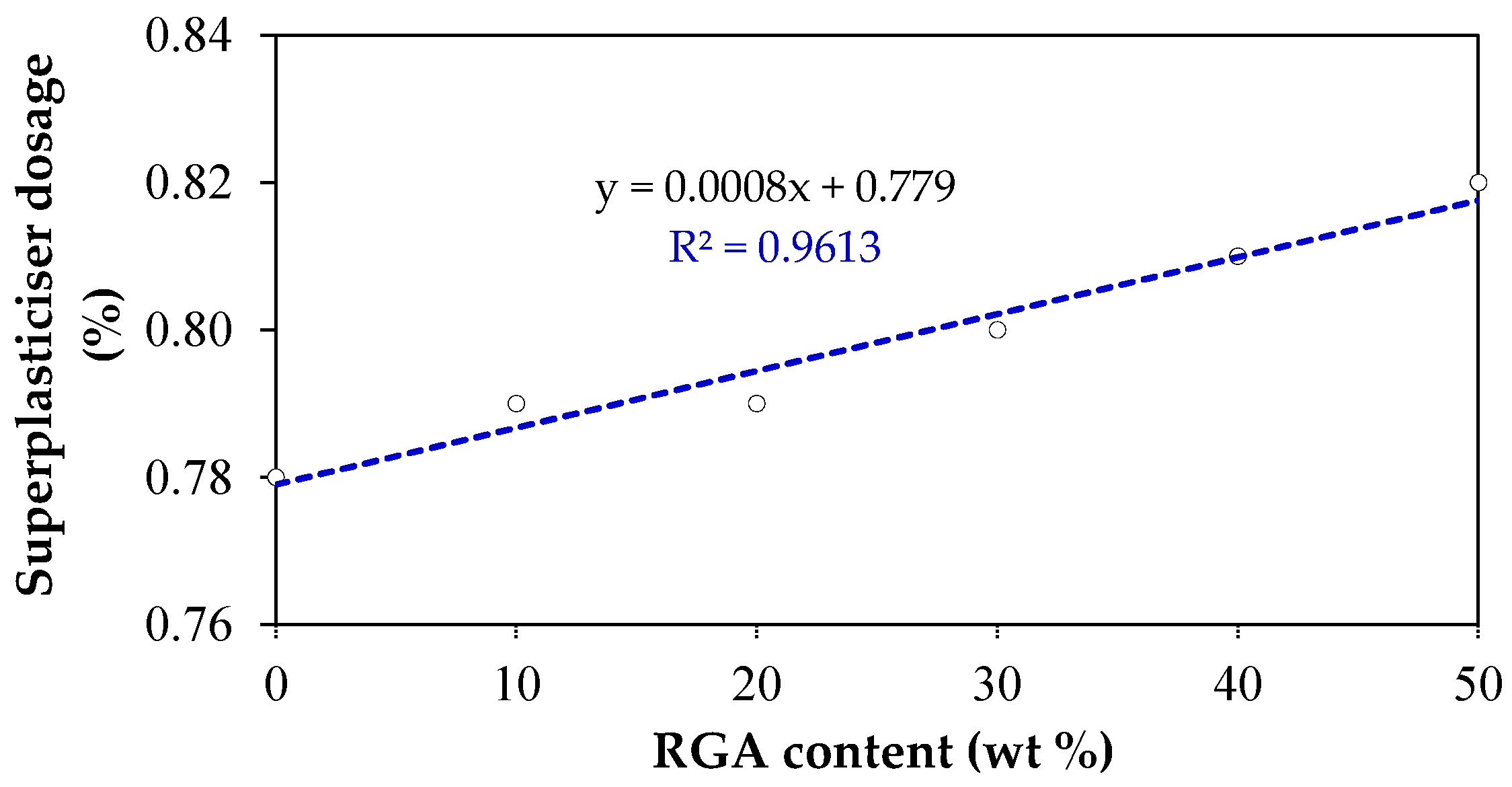
Figure 6.
Relative flow velocity of SCM-RGA mixes.
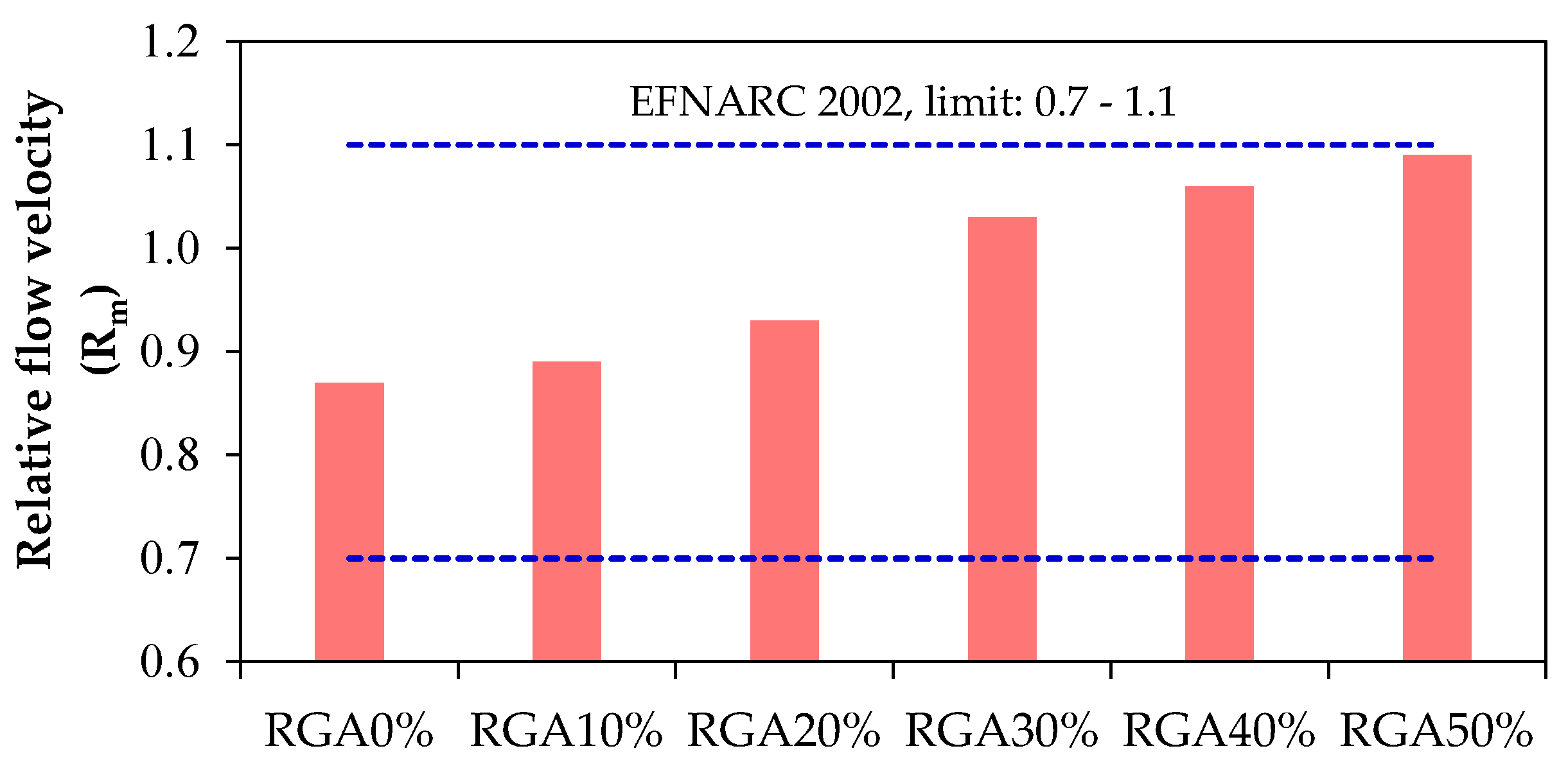
Figure 7.
Paste design (Determination of retained water ratio, βp).
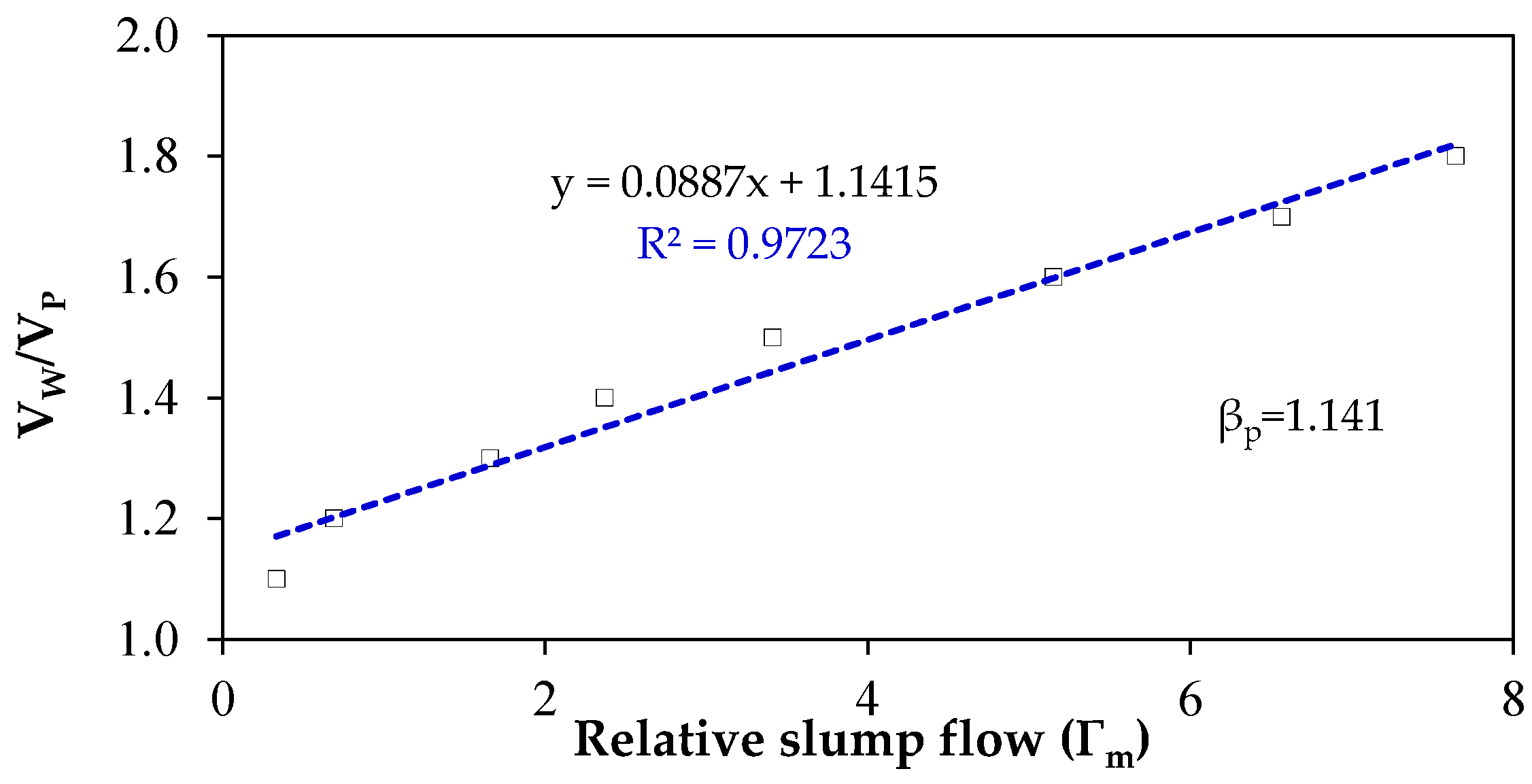
Figure 8.
Relationship between RGA content and flow time of SCM-RGA mixes.
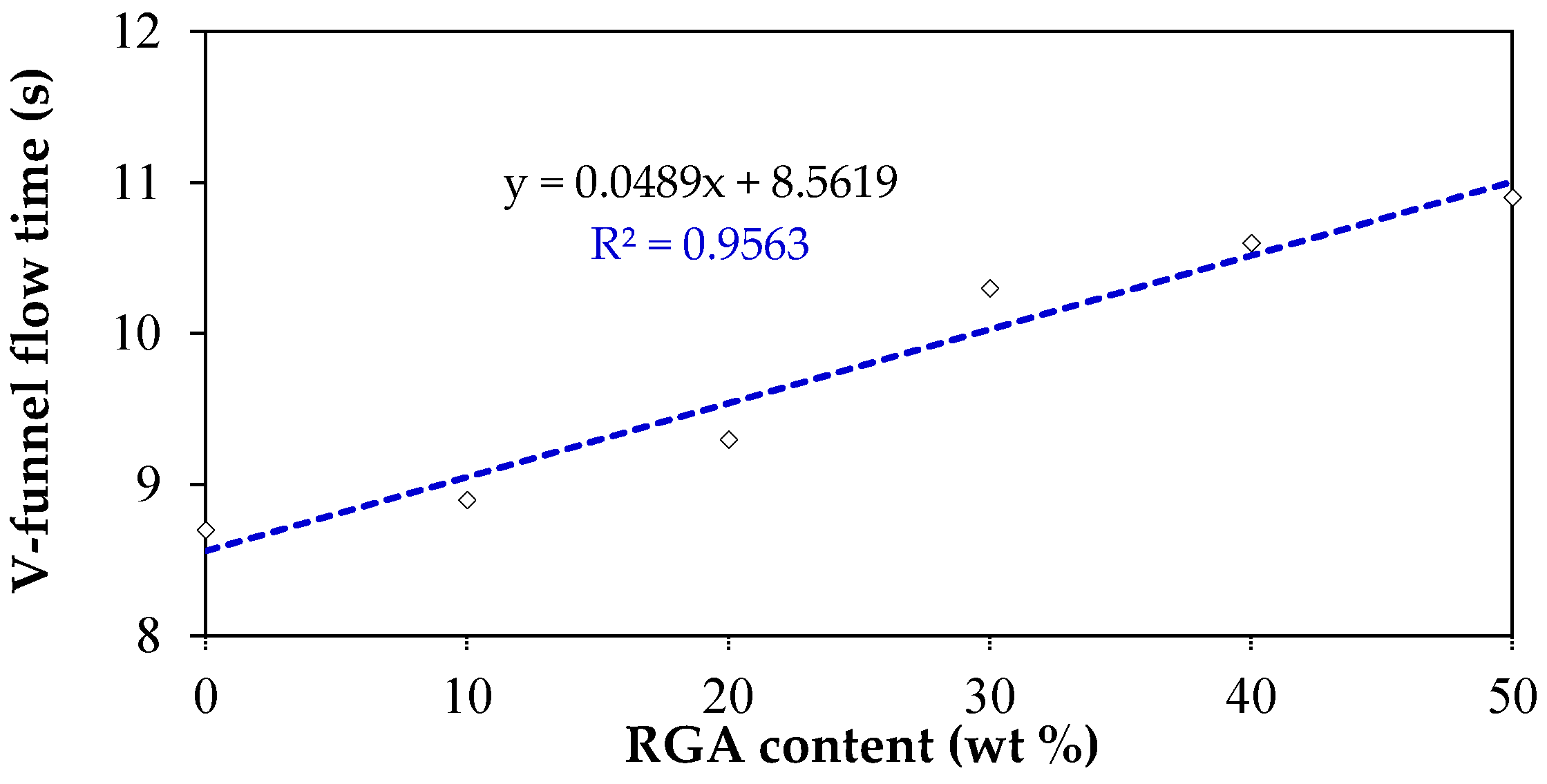
Figure 9.
Typical slump flow of SCM-RGA0% and SCM-RGA50%; (a) SCM-RGA0%; (b) SCM-RGA50%.
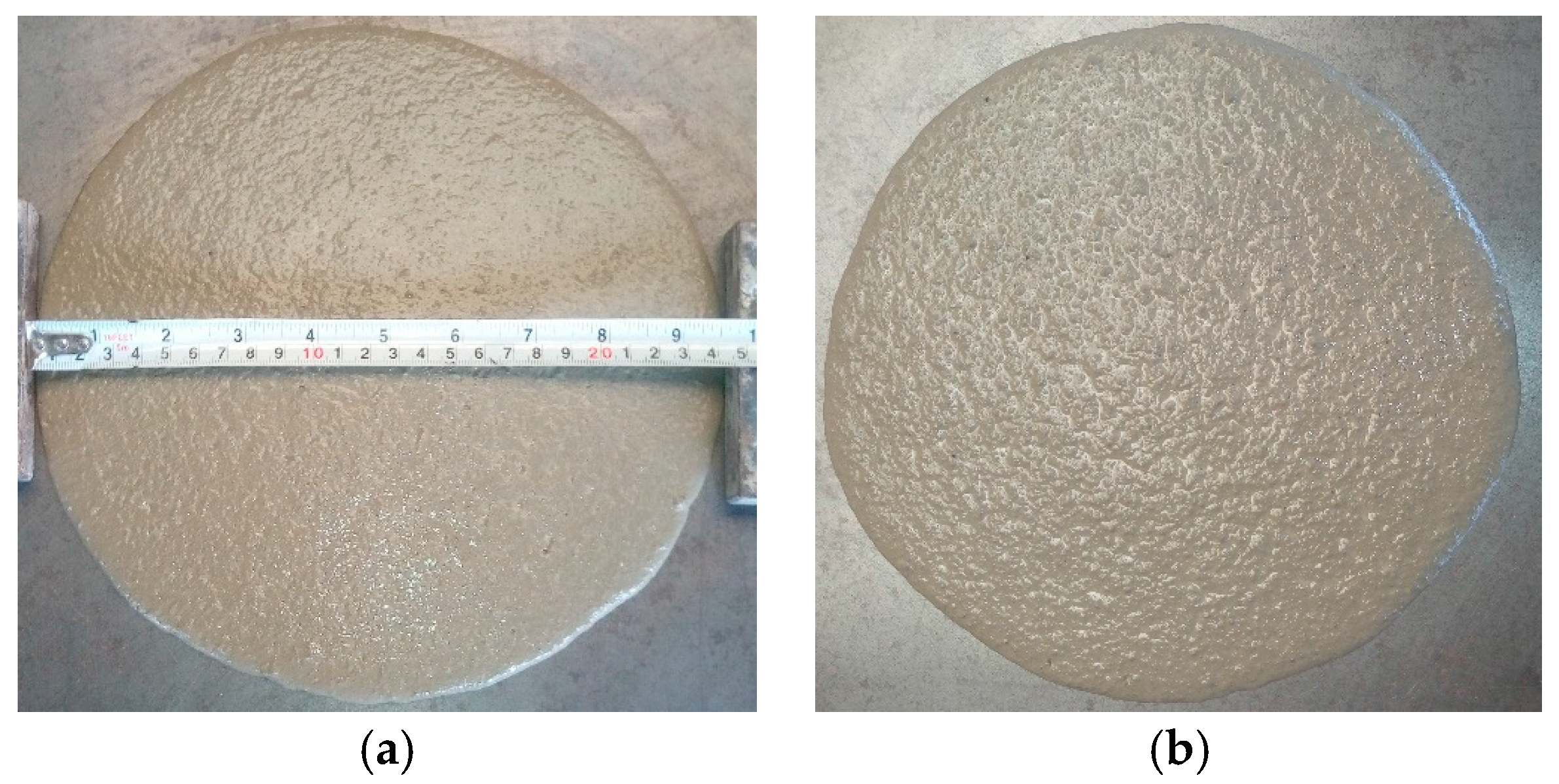
Figure 10.
Bulk density of hardened SCM-RGA mixes.
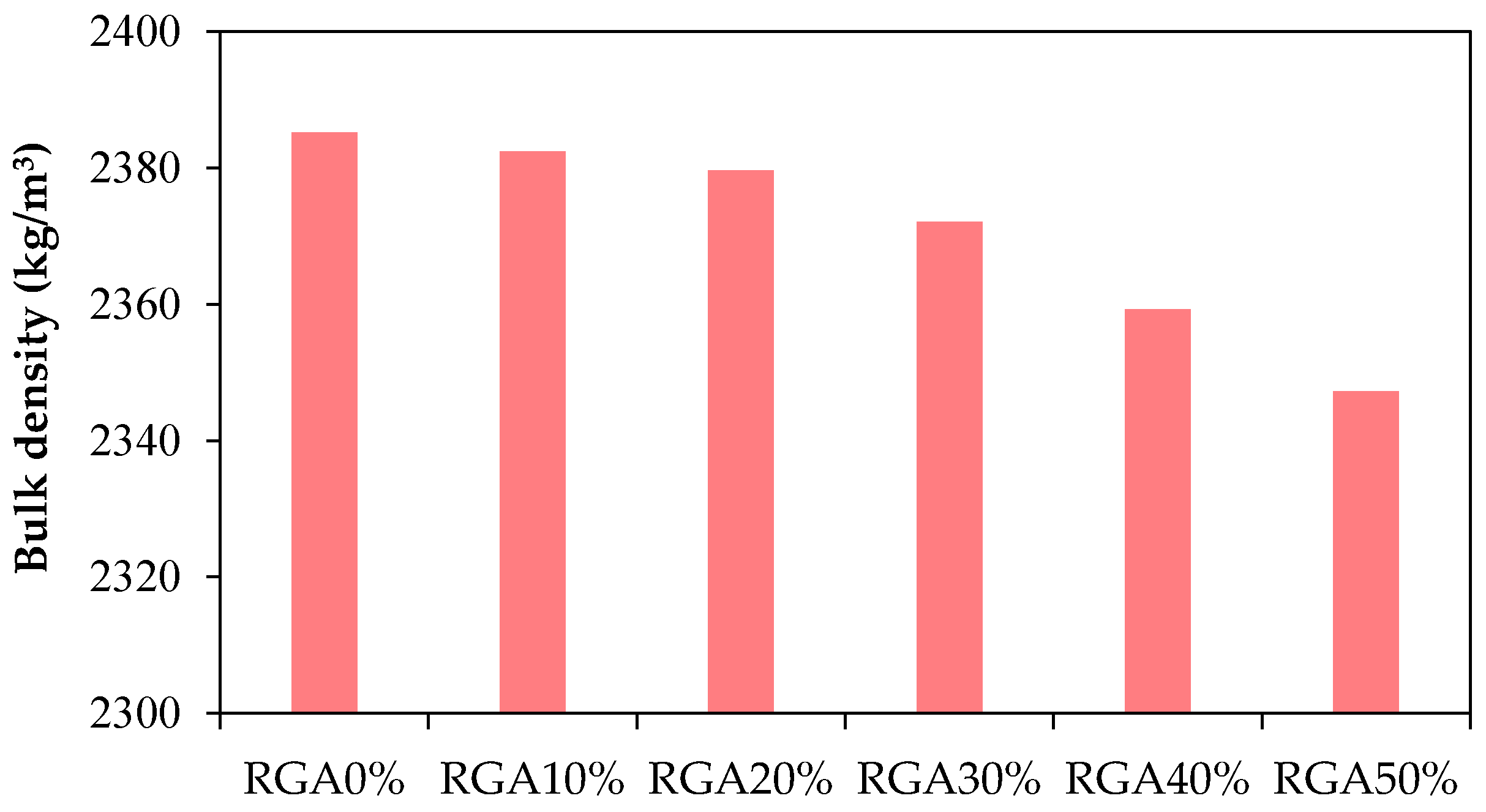
Figure 11.
Compressive strength development of SCM-RGA mixes.
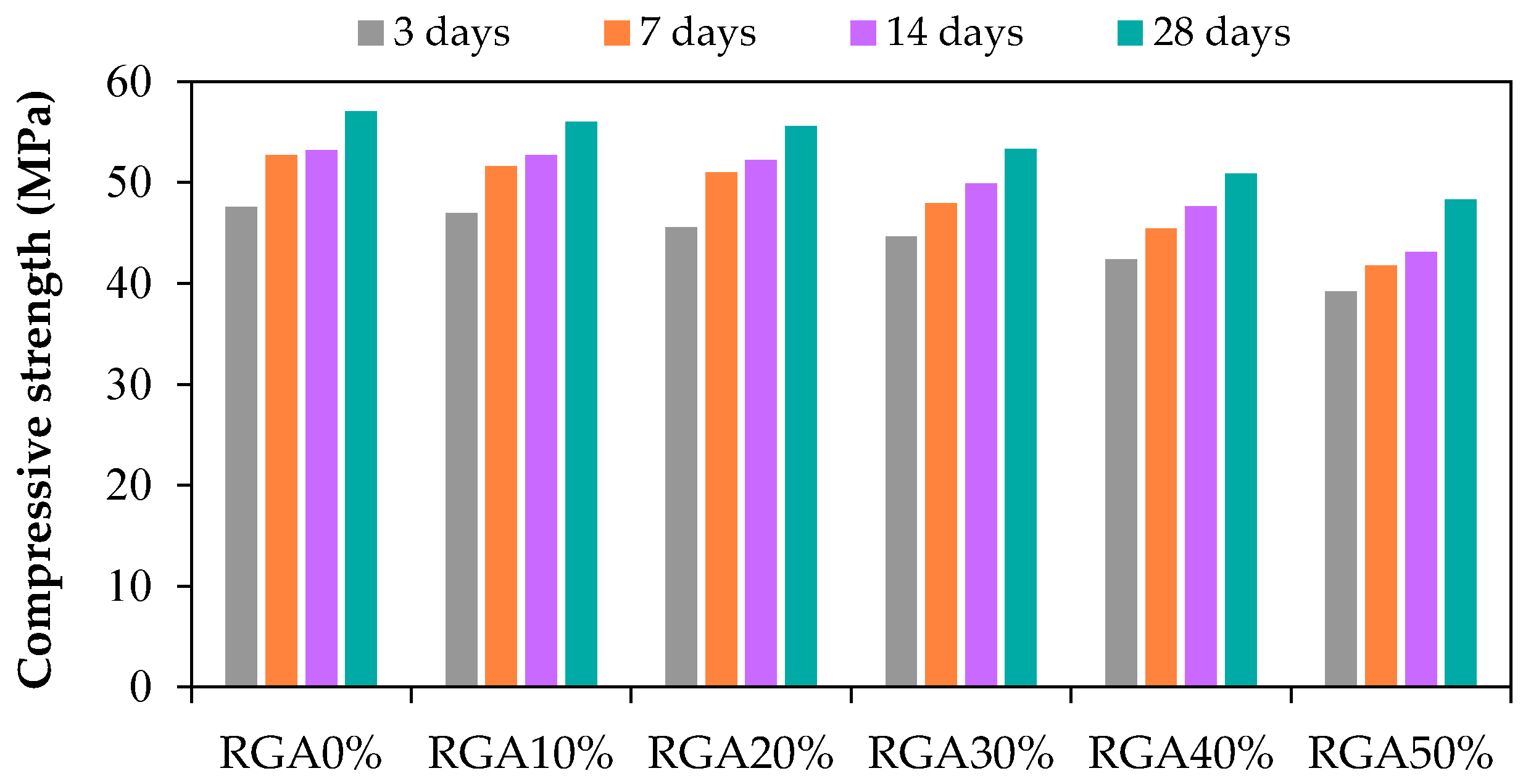
Figure 12.
Relationship between RGA content and corresponding 28 days compressive strength.
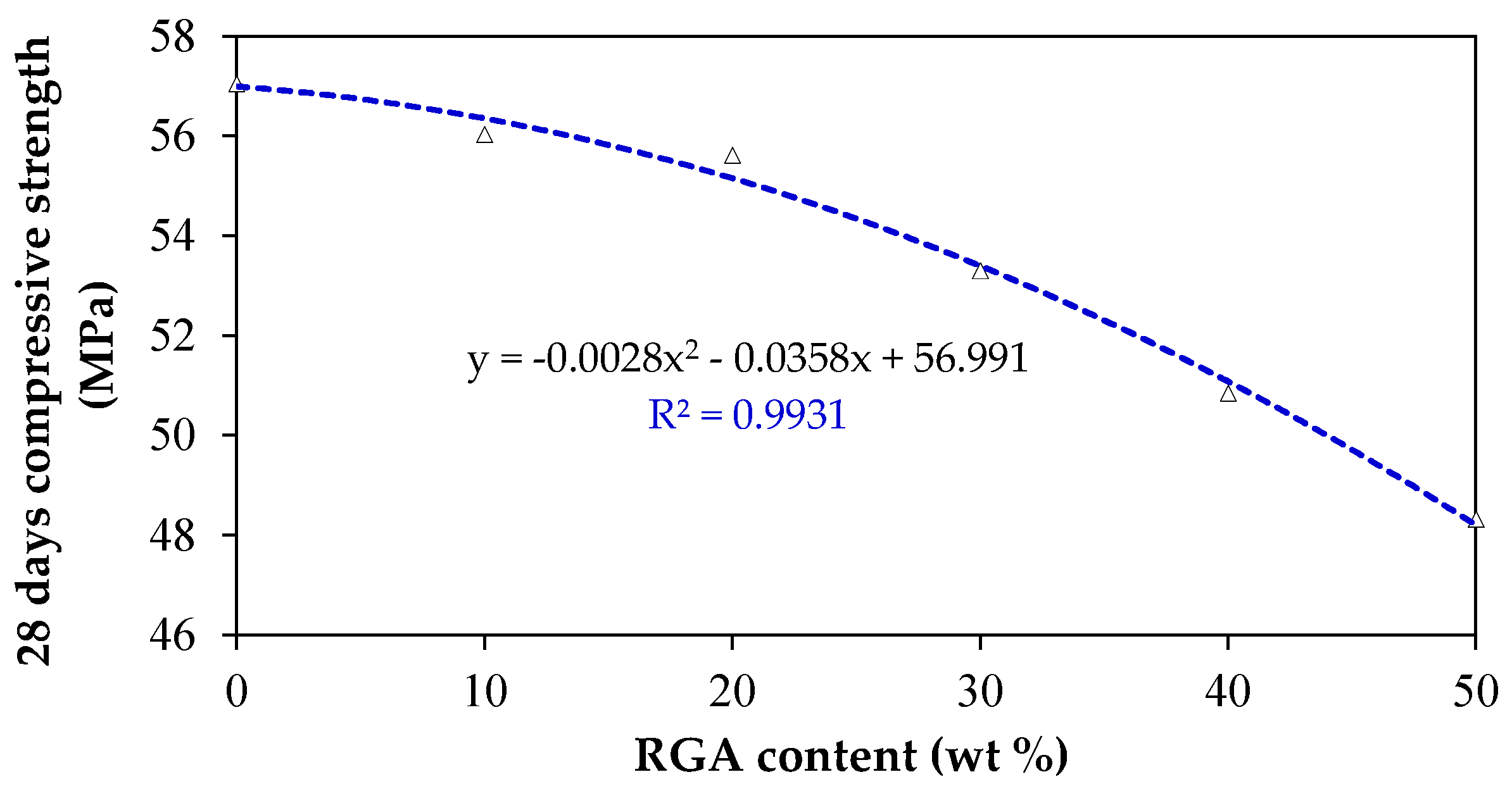
Figure 13.
Flexural strength development of SCM-RGA mixes.
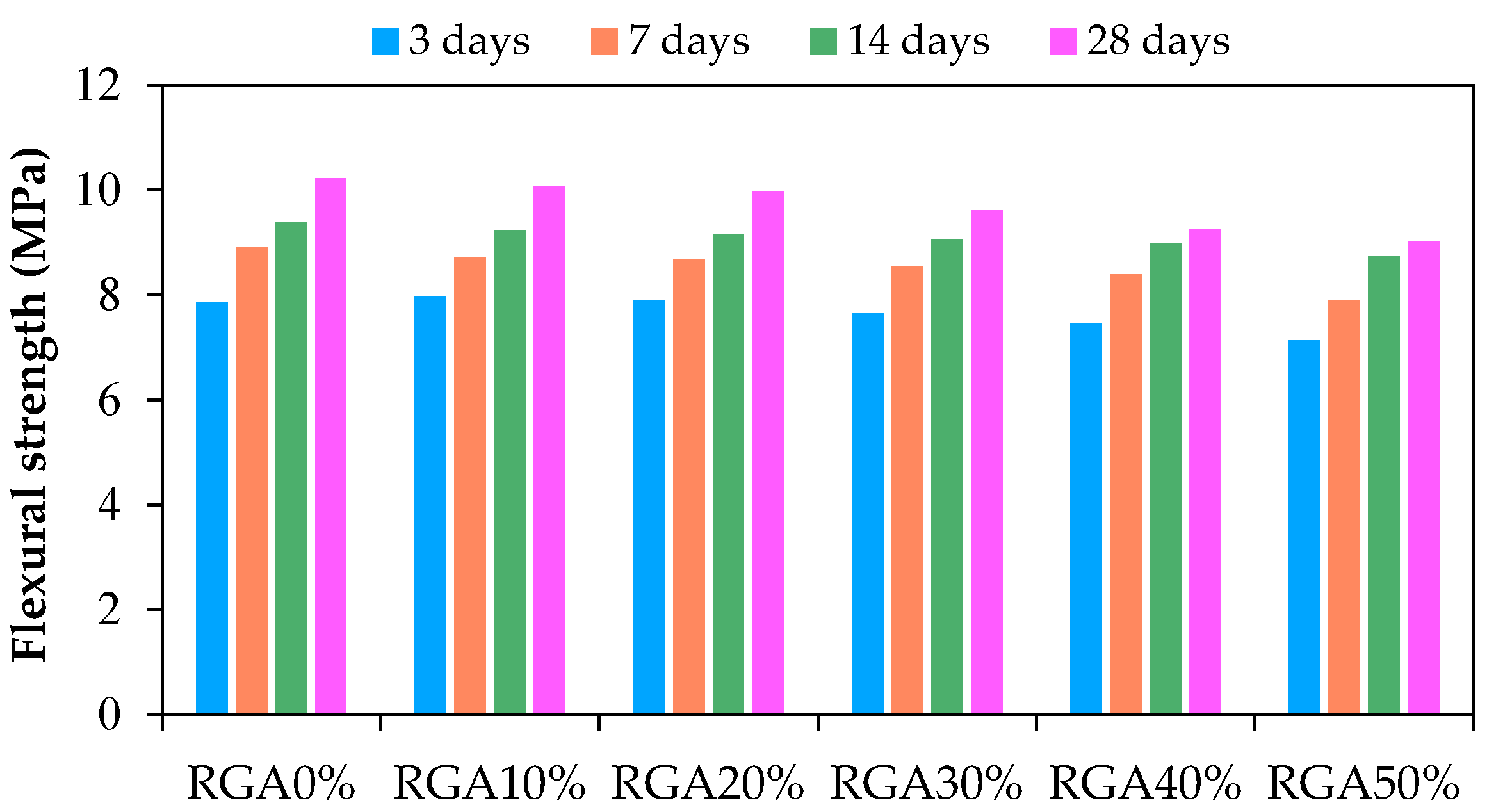
Figure 14.
Relationship between RGA content and corresponding 28 days flexural strength.
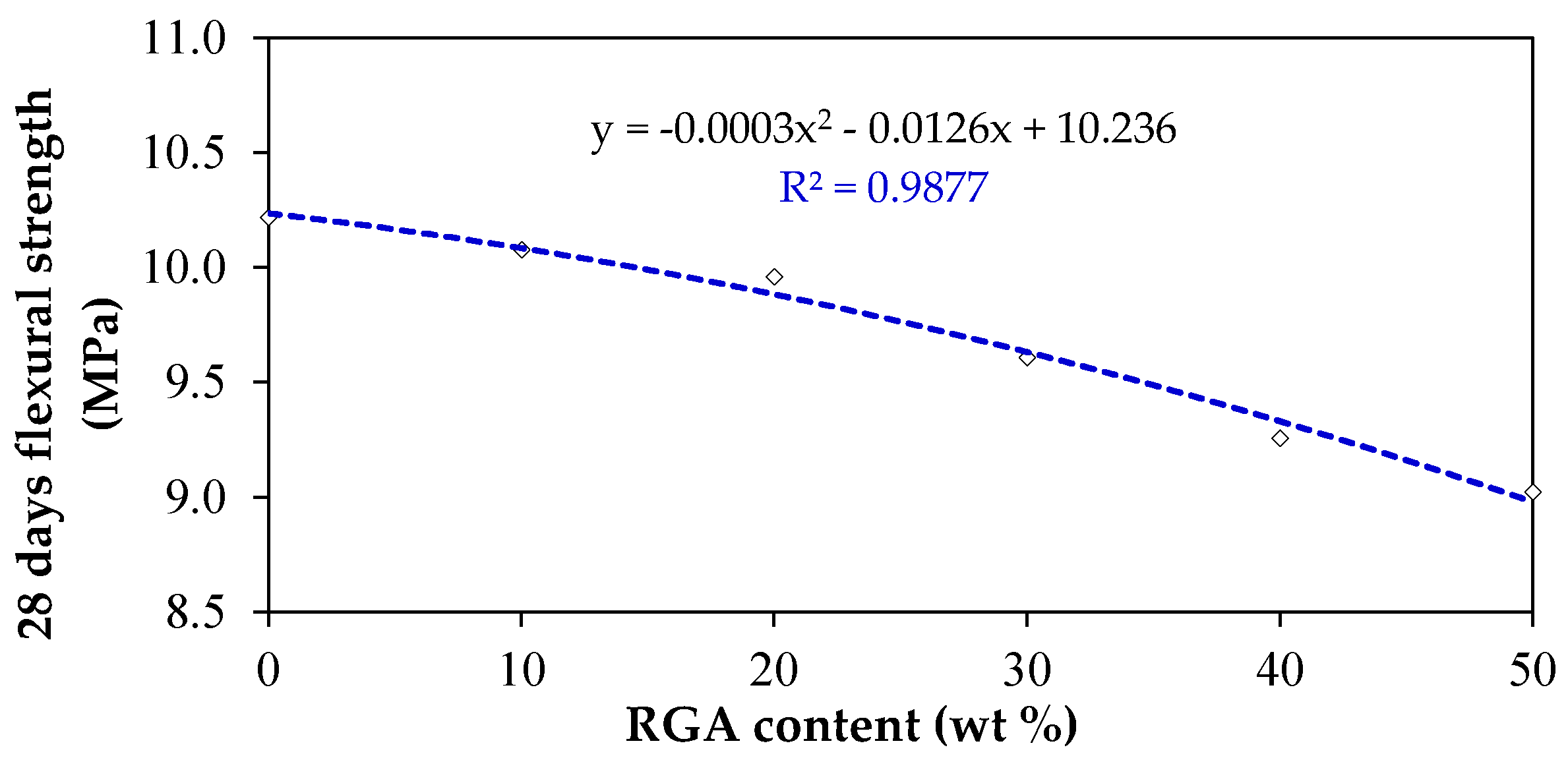
Figure 15.
Relationship between 28 days compressive and flexural strength of SCM-RGA mixes.
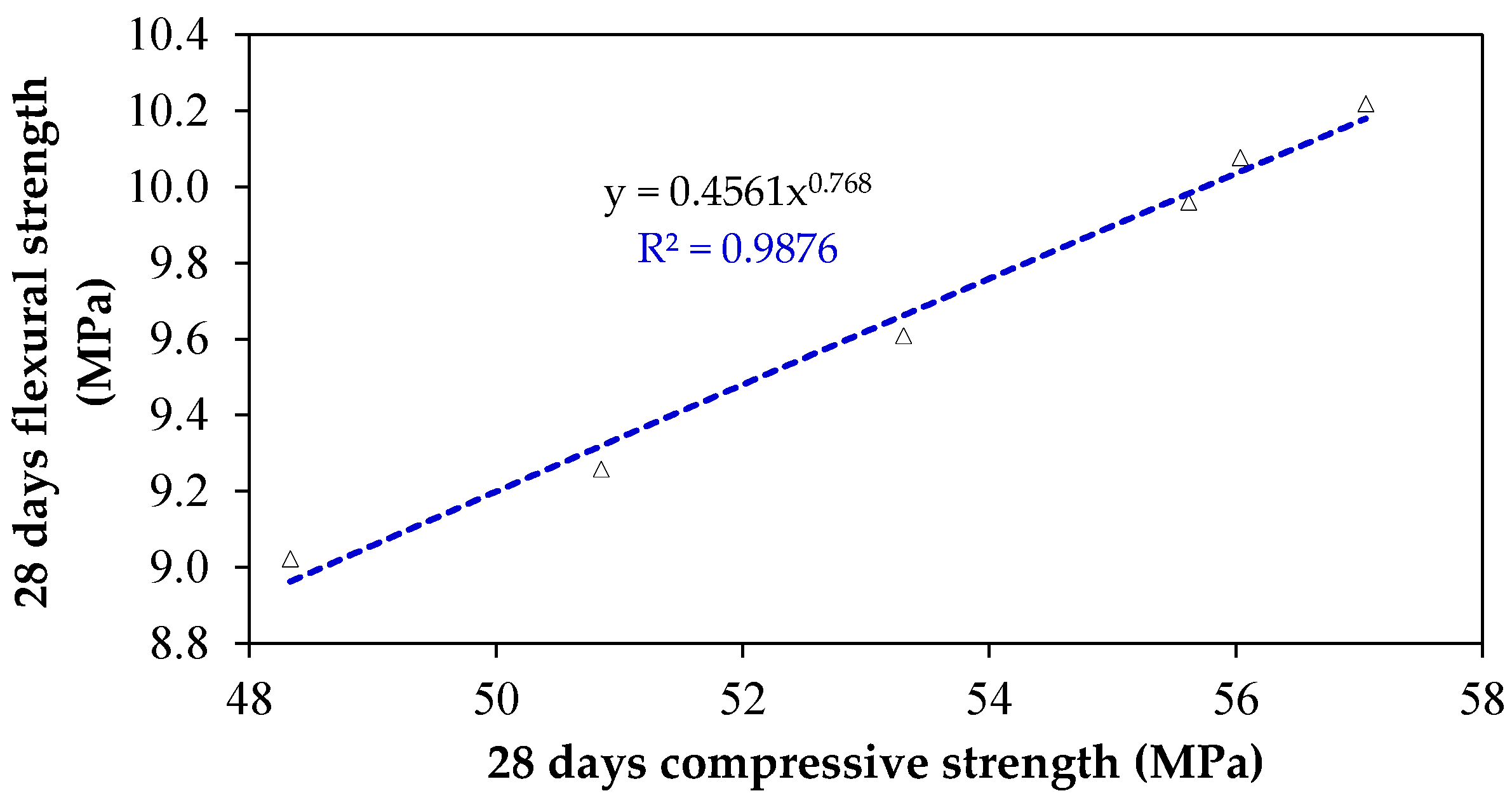
Figure 16.
Water absorption of SCM-RGA mixes.
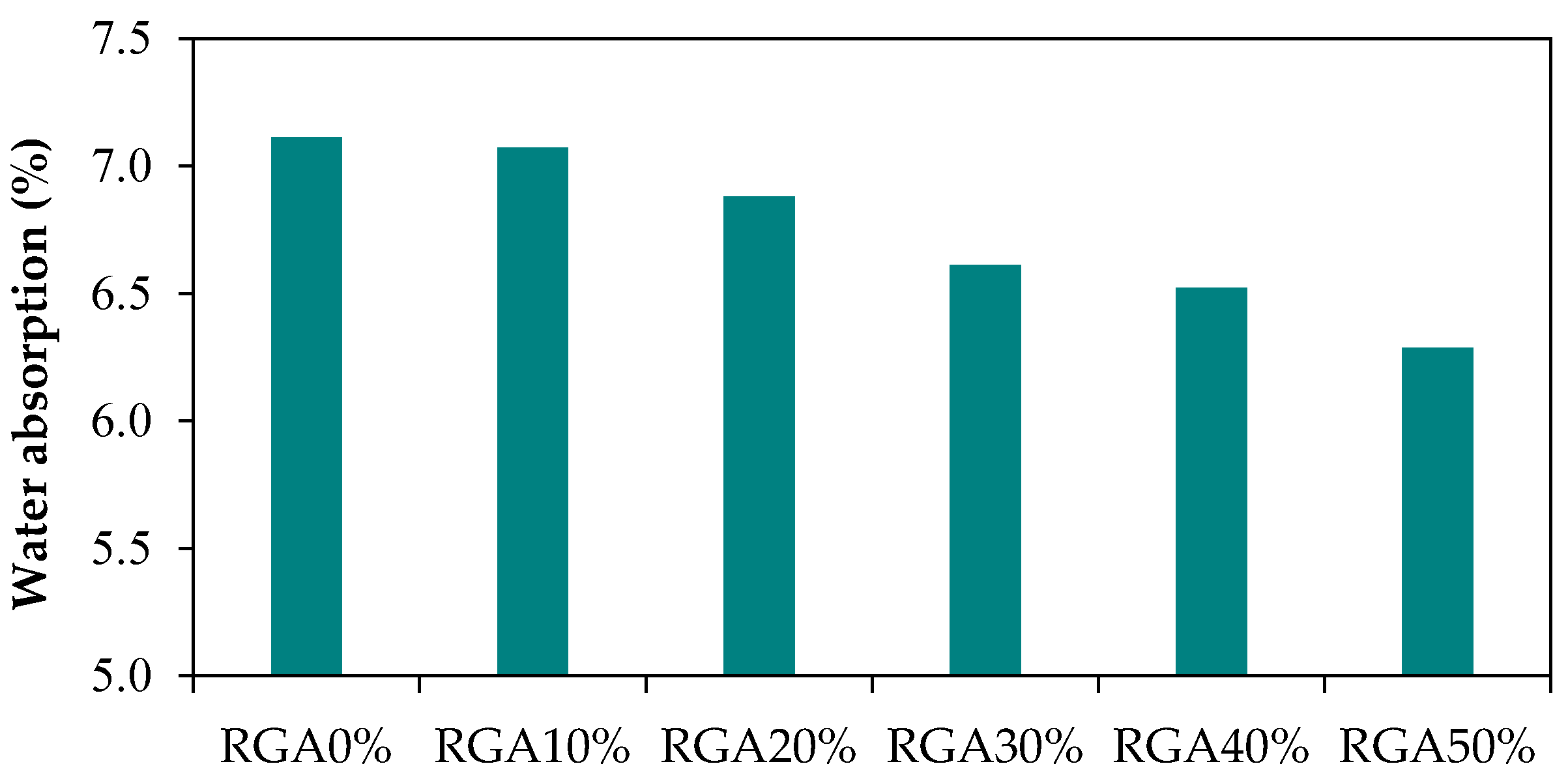
Figure 17.
Sorptivity coefficient of SCM-RGA mixes.
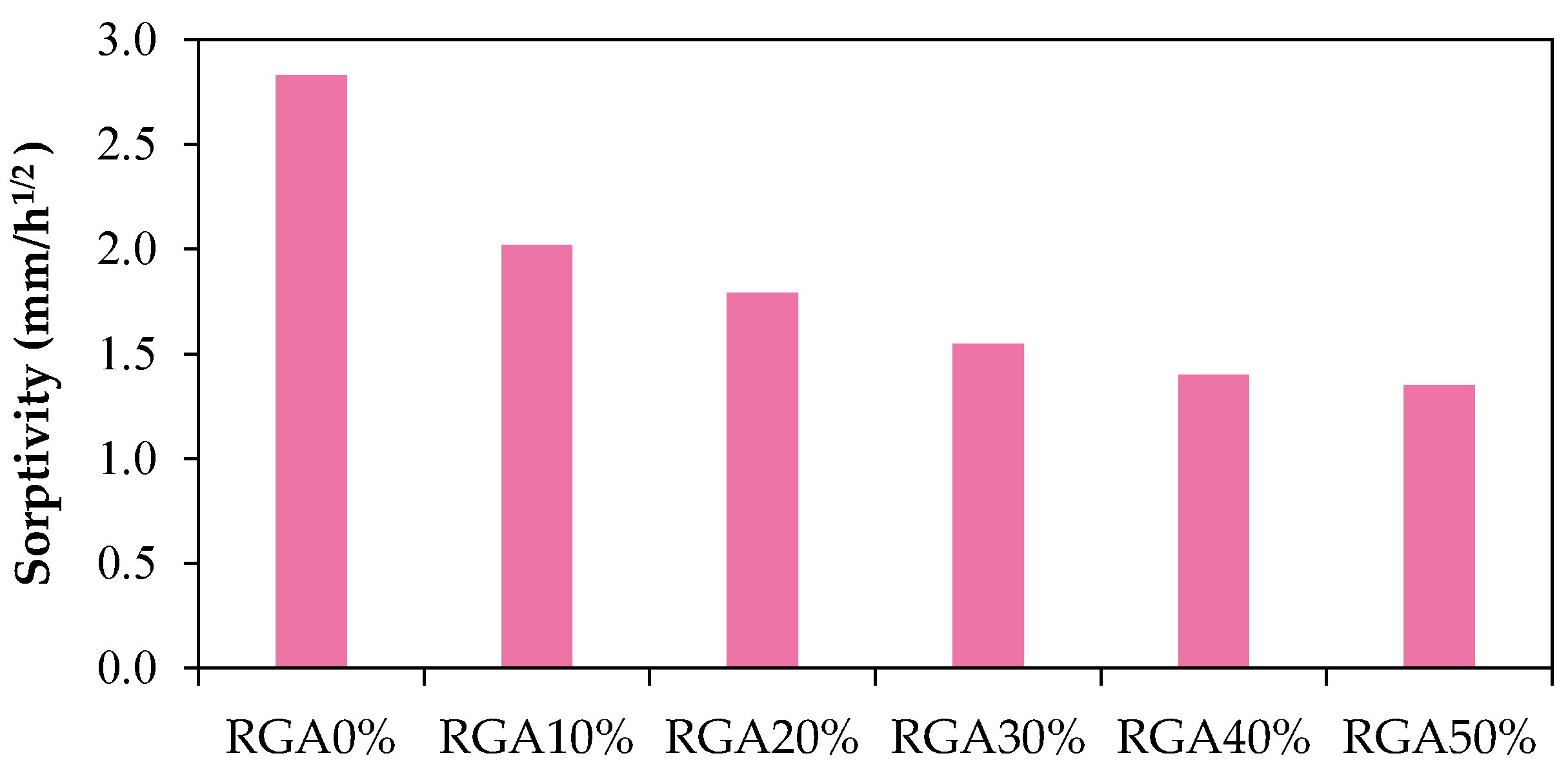
Figure 18.
Evolution of capillary surface water absorption of SCM-RGA mixes.
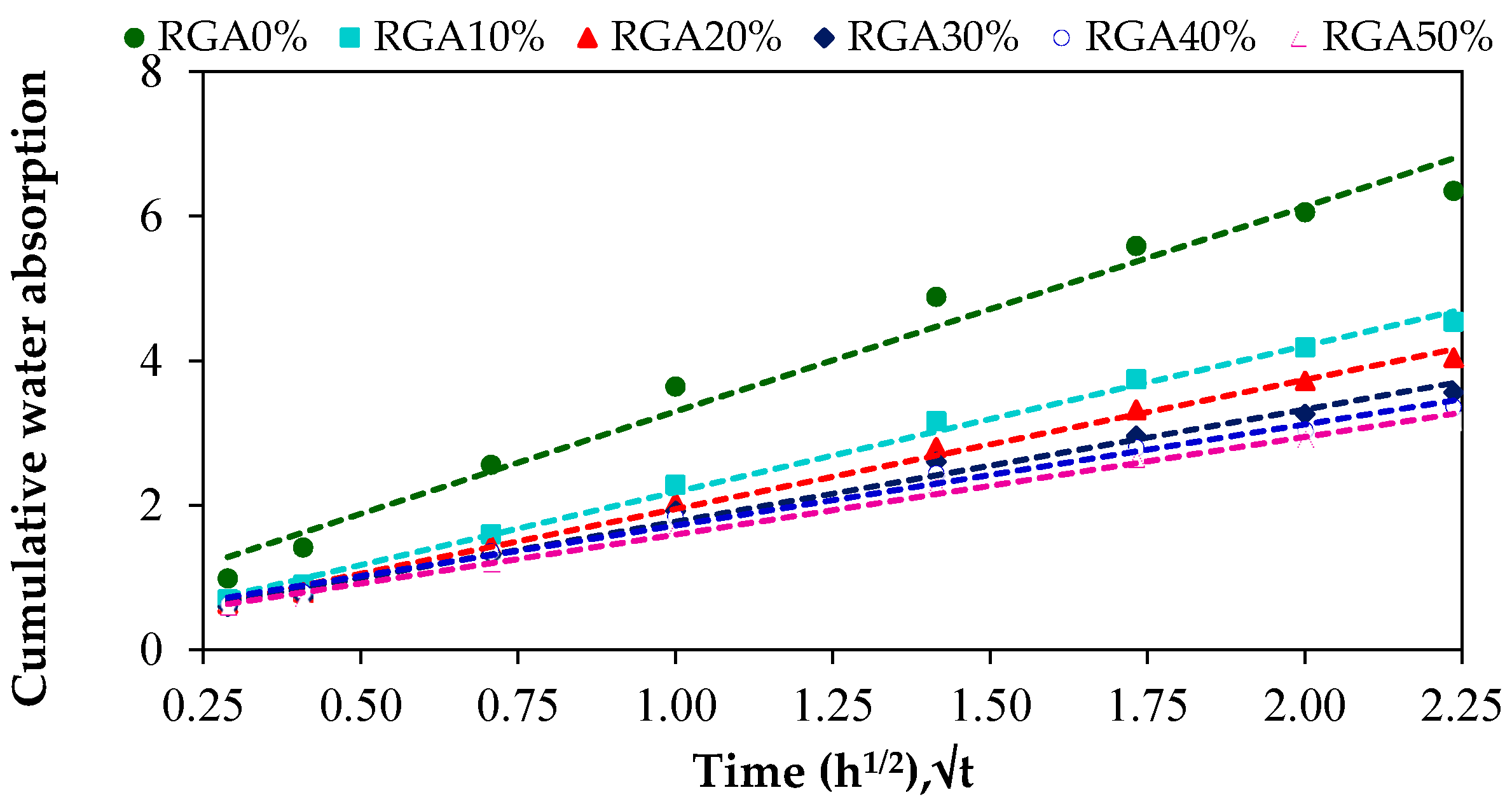
Figure 19.
Relationship between the sorptivity value, and the 28 days compressive and flexural strength.
Figure 19.
Relationship between the sorptivity value, and the 28 days compressive and flexural strength.
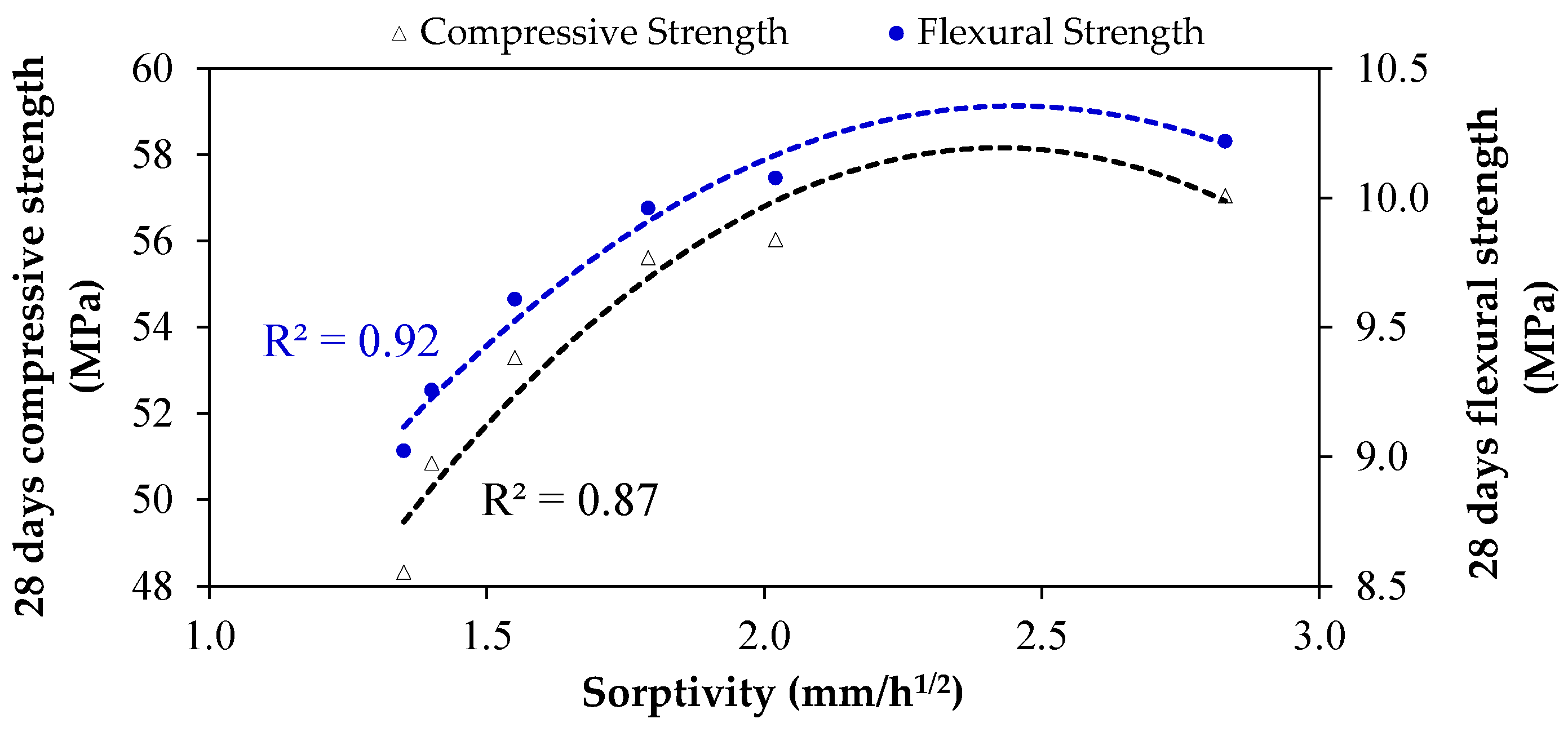
Figure 20.
Alkali–silica reaction (ASR) expansion of SCM-RGA mixes.

Figure 21.
ASR expansion as a function of RGA content.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of cement, limestone powder (LP), recycled glass aggregate (RGA) and fine aggregate.
Table 1.
Chemical composition of cement, limestone powder (LP), recycled glass aggregate (RGA) and fine aggregate.
| Chemical Composition (%) | Cement | LP | RGA | Fine Aggregate |
|---|---|---|---|---|
| CaO | 63.37 | 47.86 | 10.67 | 4.17 |
| SiO2 | 20.61 | 12.20 | 81.98 | 79.96 |
| Al2O3 | 5.05 | 0.60 | 0.86 | 8.65 |
| Fe2O3 | 3.24 | 0.30 | 0.23 | 1.53 |
| MgO | 0.81 | 0.90 | 5.63 | 0.00 |
| SO3 | 2.75 | 0.00 | 0.19 | 1.27 |
| K2O | 0.52 | — | 0.23 | 2.82 |
| Na2O | 0.15 | — | — | — |
| P2O5 | — | 0.15 | 0.12 | 0.79 |
| C3A | 7.91 | — | — | — |
| Insoluble residue (I.R.) | 1.00 | 0.20 | — | — |
| Loss on ignition (LOI) | 2.90 | 37.65 | — | — |
Table 2.
Properties of the superplasticiser (Sika ViscoCrete 3088).
| Description | Property |
|---|---|
| Appearance/color | Yellowish liquid |
| Density (kg/L) | 1.06 (at +20 °C) |
| pH value | 5.5 ± 0.5 |
| Chemical base | Aqueous solution of modified polycarboxylate |
| Dosage | 0.2–2% by weight of cement |
Table 3.
Physical properties of cement, LP, RGA and fine aggregate.
| Properties | Cement | LP | RGA | Fine Aggregate | |
|---|---|---|---|---|---|
| Specific gravity | 3.15 | 2.80 | 2.32 | 2.37 | |
| Bulk density (kg/m3) | 1433 | 1365 | 1545 | 1610 | |
| Fineness modulus | — | — | 2.70 | 2.35 | |
| Specific surface (cm2/g) | 3197 | 1029 | — | — | |
| Soundness (mm) | 0.30 | — | — | — | |
| Normal consistency (%) | 25.65 | — | — | — | |
| Setting time (min) | Initial | 160 | — | — | — |
| Final | 252 | — | — | — | |
| Compressive strength (N/mm2) | At 2 days | 19.30 | — | — | — |
| At 28 days | 48.94 | — | — | — | |
Table 4.
Self-compacting mortar incorporating recycled glass aggregate (SCM-RGA) mix proportioning.
| Mix Designation | W/P | W/C | Cement (kg/m3) | Limestone Powder (kg/m3) | Water (kg/m3) | Fine Aggregate (kg/m3) | RGA (kg/m3) | SP (kg/m3) |
|---|---|---|---|---|---|---|---|---|
| RGA0% | 0.33 | 0.40 | 623.76 | 138.61 | 252.48 | 1185.00 | — | 5.95 |
| RGA10% | 0.33 | 0.40 | 623.76 | 138.61 | 252.48 | 1066.50 | 118.50 | 6.02 |
| RGA20% | 0.33 | 0.40 | 623.76 | 138.61 | 252.48 | 948.00 | 237.00 | 6.02 |
| RGA30% | 0.33 | 0.40 | 623.76 | 138.61 | 252.48 | 829.50 | 355.50 | 6.10 |
| RGA40% | 0.33 | 0.40 | 623.76 | 138.61 | 252.48 | 711.00 | 474.00 | 6.18 |
| RGA50% | 0.33 | 0.40 | 623.76 | 138.61 | 252.48 | 592.50 | 592.50 | 6.25 |
Table 5.
Fresh properties of SCM-RGA mixes.
| Fresh Properties | Mix Designation | EFNARC [8] Criteria | |||||
|---|---|---|---|---|---|---|---|
| RGA0% | RGA10% | RGA20% | RGA30% | RGA40% | RGA50% | ||
| Slump flow (mm) | 250 | 255 | 249 | 242 | 248 | 252 | 250 ± 10 |
| V-funnel flow time (s) | 8.7 | 8.9 | 9.3 | 10.3 | 10.6 | 10.9 | 9 ± 2 |
Table 6.
Compressive and flexural strength of SCM-RGA mixes.
| Mix Designation | Compressive Strength (MPa) | Flexural Strength (MPa) | ||||||
|---|---|---|---|---|---|---|---|---|
| 3 Days | 7 Days | 14 Days | 28 Days | 3 Days | 7 Days | 14 Days | 28 Days | |
| RGA0% | 47.59 | 52.70 | 53.21 | 57.05 | 7.85 | 8.91 | 9.38 | 10.22 |
| RGA10% | 46.98 | 51.61 | 52.70 | 56.04 | 7.97 | 8.70 | 9.23 | 10.08 |
| RGA20% | 45.54 | 51.01 | 52.21 | 55.62 | 7.89 | 8.67 | 9.14 | 9.96 |
| RGA30% | 44.65 | 47.92 | 49.92 | 53.30 | 7.66 | 8.55 | 9.06 | 9.61 |
| RGA40% | 42.43 | 45.42 | 47.61 | 50.85 | 7.45 | 8.39 | 8.98 | 9.26 |
| RGA50% | 39.24 | 41.79 | 43.13 | 48.33 | 7.13 | 7.91 | 8.73 | 9.02 |
Table 7.
Bulk density, water absorption and sorptivity of SCM-RGA mixes.
| Mix Designation | Bulk Density (kg/m3) | Water Absorption (%) | Sorptivity (mm/h1/2) |
|---|---|---|---|
| RGA0% | 2385.25 | 7.11 | 2.83 |
| RGA10% | 2382.43 | 7.07 | 2.02 |
| RGA20% | 2379.68 | 6.88 | 1.79 |
| RGA30% | 2372.11 | 6.61 | 1.55 |
| RGA40% | 2359.31 | 6.52 | 1.40 |
| RGA50% | 2347.25 | 6.29 | 1.35 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Tuaum, A.; Shitote, S.; Oyawa, W. Experimental Study of Self-Compacting Mortar Incorporating Recycled Glass Aggregate. Buildings 2018, 8, 15. https://doi.org/10.3390/buildings8020015
AMA Style
Tuaum A, Shitote S, Oyawa W. Experimental Study of Self-Compacting Mortar Incorporating Recycled Glass Aggregate. Buildings. 2018; 8(2):15. https://doi.org/10.3390/buildings8020015
Chicago/Turabian StyleTuaum, Awetehagn, Stanley Shitote, and Walter Oyawa. 2018. "Experimental Study of Self-Compacting Mortar Incorporating Recycled Glass Aggregate" Buildings 8, no. 2: 15. https://doi.org/10.3390/buildings8020015
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.