Waste Concrete Valorization; Aggregates and Mineral Carbonation Feedstock Production
by
 ,
,
Louis-César Pasquier
1,* ,
,
Nassima Kemache
2,
Julien Mocellin
1,
Jean-François Blais
1 and
Guy Mercier
1 1
Institut National de la Recherche Scientifique (Centre Eau, Terre et Environnement), Université du Québec, 490 rue de la Couronne, Québec, QC G1K 9A9, Canada
2
COREM, 180, rue de la Minéralogie, Québec, QC G1N 1X7, Canada
*
Author to whom correspondence should be addressed.
Geosciences 2018, 8(9), 342; https://doi.org/10.3390/geosciences8090342
Submission received: 20 July 2018
/
Revised: 27 August 2018
/
Accepted: 3 September 2018
/
Published: 11 September 2018
(This article belongs to the Special Issue Carbon Sequestration)
Abstract
:Concrete is a major constituent of our world. Its contributes to building society but is also an important contributor to the global CO2 emissions. The combination of waste concrete recycling and greenhouse gas abatement is obviously an interesting approach. Mineral carbonation is the methodology that allows the use of calcium oxide within the concrete and transform it into carbonates with the CO2. Following previous results, carbonation experiments were performed using concrete paste extracted from a waste concrete sample after aggregate separation. The latter was performed after crushing and attrition followed by sieving to obtain three fractions. The coarser one composed of aggregates, the second of sand and the last, a fine powder of waste concrete paste (MCF). The MCF is then used in carbonation experiments in an 18.7 L stirred reactor with a diluted source of CO2 following previously optimized conditions. Different S/L ratios were experimented. The results show that 110 kg of CO2 can be stored per ton of MCF obtained after separation. Using the mass balance obtained from the experiments, an economic evaluation was performed on both aggregate separation and carbonation. While the first step can be profitable, using the MCF as a material for industrial flue gas abatement is less evident, both on the applicability and the feasibility.
1. Introduction
Concrete is amongst the most used construction products worldwide. While it contributes to societal evolution, its production is responsible for several environmental impacts. Amongst them, carbon dioxide emissions and consequently, climate change. Indeed, about 5% of the annual anthropogenic global CO2 emissions are generated by this sector [1]. On the other hand, the constant growth and changes of cities and infrastructure produce large amounts of waste concrete (WC). For instance, more than 50 and 60 million tons of WC are annually generated in Europe and the United States respectively [2]. While conventional disposal was landfilling, today’s regulations require alternatives and recycling [3].
Before getting more into the details of the recycling procedures, it is important to remember that concrete composition is substantially variable depending on the use and requirements. Thus, chemical and physical characteristics will vary a lot, resulting in variable reactivity. In general, concrete mix before curing is composed of 11, 32, 39, 7 and 2 vol.% of cement, sand, stone (aggregates), water and entrapped air respectively [2,4]. The curing process will result in a lower water content. The composition varies depending on the application and the characteristics researched (strength, durability, esthetic, etc.) [5].
Different valorization options are available. For instance, geopolymers can be produced from WC with the addition of waste plastics or fly ashes [6,7]. Nevertheless, such applications remain limited. Most of the existing recycling is performed through reuse in construction (i.e., to produce more concrete). Such approaches are simple as it only requires mechanical treatments (crushing) to obtain materials with a desirable size and can be directly made on site right after demolition. The resulting crushed material can then be used as filling material or as aggregates [8]. Such an application is used more and more by constructors to reduce the costs associated with waste transportation.
Reuse of waste concrete as aggregates (RCA) has been the subject of numerous studies. Mostly, the properties have been investigated to confirm that concrete made with RCA encounter the requirements regarding structural strength, durability, etc. The use of RCA in concrete is known to affect unit weight, durability, workability, and durability depending on the amount of RCA incorporated [9]. For example, freeze/thaw durability is reportedly being impacted when RCA is used [10]. Nevertheless, such observations are directly correlated with the aggregate nature and a specific selection of the material used can override the problem [11]. The heterogeneity within the results expressed in the literature highlight the importance of the aggregates characteristics and concrete mix used. Yet the subject is still a matter of discussion and can explain some reluctance in the applications. Nevertheless, the circular economy concept motivated by the need to reduce CO2 emissions associated with concrete production are elements that should accelerate applications with RCA [12,13,14,15].
Another use for waste concrete identified in the last decade is as a feedstock for mineral carbonation (MC). MC is a Carbon Capture Utilization and Storage approach that uses divalent cation within a solid matrix (minerals and wastes) to store CO2 as carbonates [16]. The presence of reactive phases like portlandite (Ca(OH)2) and calcium silicate hydrate (C-S-H) in cementitious materials makes WC an interesting material for MC [17]. Studies showed that carbonation of WC could lead to a reasonable amount of pressurized pure CO2 converted into high-value-added precipitated calcium carbonates (PCC) [18,19]. Furthermore, the use of WC for reducing emissions directly from a cement plant stacks (without capture) using no chemicals or additives was also demonstrated [20]. More recently, the advantage of preconditioning WC to remove the non-reactive phases (aggregates and sand) showed that reactivity was increased [21].
Following the recent results of Ben Ghacham et al. [21], the present study investigates the largest scale feasibility and the applicability of producing recycling aggregates from WC with the generation of a readily usable material for MC. Experiments were performed on pilot scale equipment. The results obtained were then integrated into a techno-economic model to investigate the feasibility of such application.
2. Materials and Methods
2.1. Concrete Sampling
Concrete blocks were sampled at AIM Ecocentre at St Augustin de Desmaures, Québec, Canada. Various types of concrete from pavement to cinder block were sampled. Heterogeneity of the sample resulted in concretes with different types of mix with various sizes of aggregates within the matrix. A total of 2495 kg was sampled.
2.2. Sample Preparation
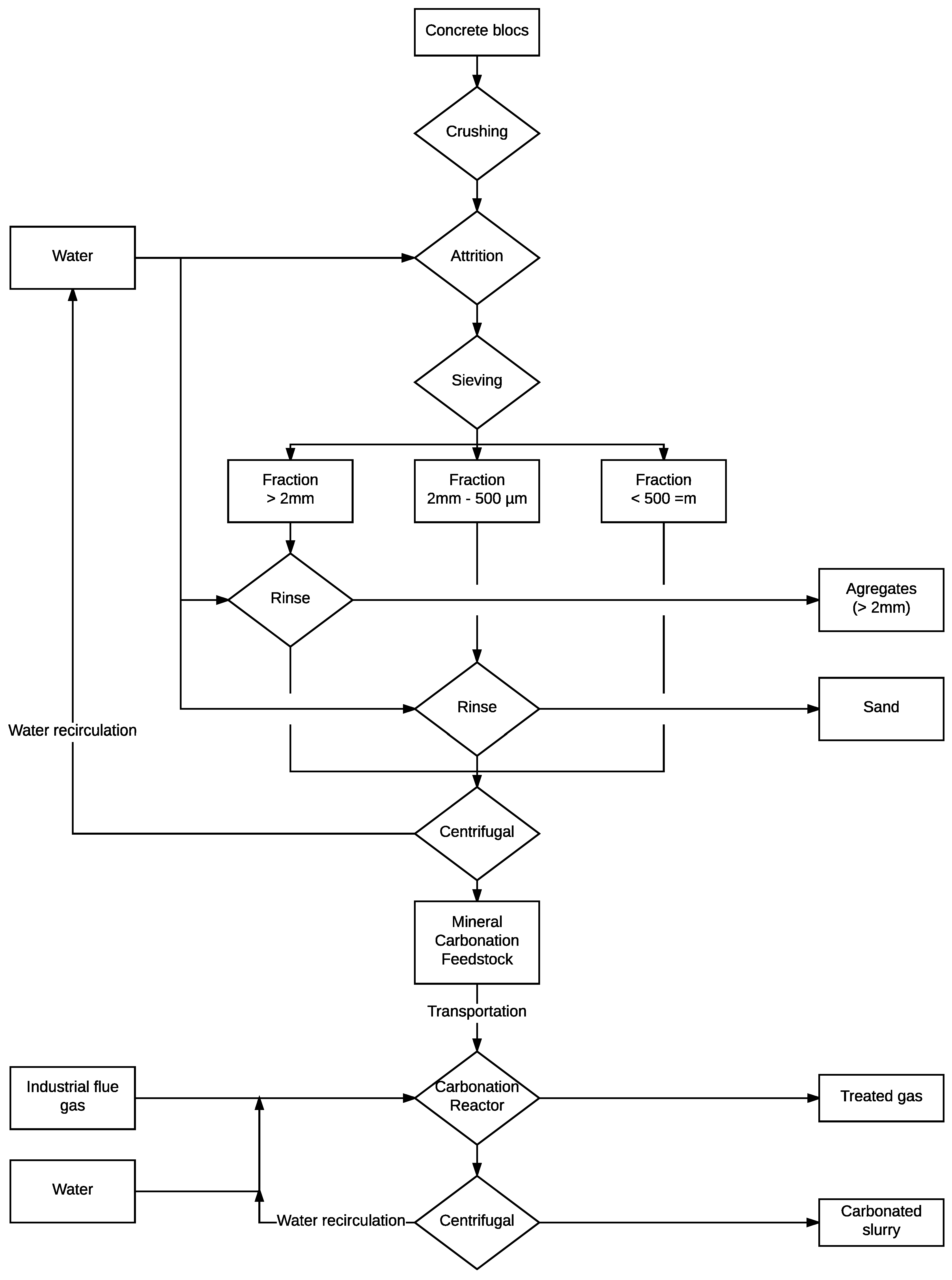
Concrete blocks were crushed using a jaw crusher (Fritsch Pulverisette 1, Idar-Oberstein, Germany) with an aperture of 2 mm. The resulting material was then mixed with water to obtain a pulp with 40 wt.% solid. The pulp was then treated in a 100 L attrition cell. The cell was a cylinder with a diameter of 61 cm and a height of 102 cm, with three bafles of 69 cm × 10 cm. Batch attrition treatments were performed for 30 min with an agitation of 1500 rpm with around 65 kg of solids each batch. The total mass of the sample was treated after four attrition sequences. The resulting pulp was then wet sieved using a mechanical sieve (Sweco, Stockholm, Sweden) with 76 cm diameter sieves. Two sieve sizes were used; 2 mm and 500 µm. The resulting wet fractions were rinsed, left for settling, the supernatant recovered, weighted and stored in a cubic meter plastic tote tank. The solid fractions obtained were dried at 60 °C for 24 h or until getting a stable mass (<500 µm) and named; coarse aggregates, sand and mineral carbonation feedstock (MCF) for the fractions > 2 mm, 2 mm to 500 µm and <500 µm respectively. The dry mass for each fraction was measured to establish a dry mass balance. Figure 1 represents the schematic process diagram resulting from the sample preparation. The liquid solid operations are performed using a centrifuge instead of settling which is unrealistic in real conditions.
2.3. Carbonation Procedure
Carbonation experiments were performed in triplicates in a 18.7 L stirred tank Parr Reactor, model 4555 (Parr Instrument Co., Moline, IL, USA). Only the MCF was used for carbonation. Batch wise mode was used. Each test was performed at ambient temperature (18–25 °C) with a total pressure of 10.2 atm under an agitation of 600 rpm. The gas used for the experiments was prepared by Linde Canada and has a certified composition of 18.2 vol.%CO2, 4 vol.%O2 balanced with N2. The composition was selected to simulate a cement plant flue gas composition. A different liquid to solid ratio (L/S) of 10 and 30 wt.% (mass of solid/mass of water) of MFC was prepared using the water obtained after the attrition and sieving steps. Once the pulp charged in the reactor, the gas was filled to the desired pressure and all the valves closed during the reaction time. After 15 min, the pressure was recorded, and the gas was removed and analyzed using an IR cell analyzer (NOVA plus, MRU Instrument, Humble, TX, USA). Another batch of gas was then contacted with the same pulp following the procedure previously described. The pulp was then recovered and filtered. An aliquot of the liquid fraction was acidified with 5% HNO3 for ICP analysis and another fraction taken for inorganic carbon analysis. The solid was dried overnight at 60 °C and used for chemical and carbon analysis.
2.4. Analytical
Chemical analyses of liquid and solid samples were performed using Induced Chromatography Plasma-Atomic Emission Spectra (ICP) analysis (Vista AX CCO Simultaneous ICP-AES, Palo Alto, CA, USA). Solid samples were fused using metaborate lithium prior to ICP analysis (Corporation Scientifique Claisse, Québec, QC, Canada). Inorganic carbon analyses were completed with a TOC-V CPH (Shimadzu, Tokyo, Japan) on liquid samples and with a CHNS analyzer (Leco TruSpec Micro, St Joseph, MI, USA). Granulometry was measured with a laser scattering Particle Size Distribution Analyzer (Horiba LA-950V2, Kyoto, Japan).
2.5. Economic Modelling
The economic modelling is based on the mass balance obtained after the experiments extrapolated for the treatment of one tonne of concrete. Following the process diagram, equipment was sized and the energy requirements were calculated following the methodology described by Pasquier, et al. [22]. Concrete treatment (aggregate preparation) and carbonation steps were modelled in two separate models. The WCA production was considered as a mobile unit operating directly on the demolition site while the carbonation plant is installed on an industrial emitter site. The aggregate unit is sized to treat 75 t/h of concrete and to operate 243 days per year at a rate of 8 h per days. On the other hand, the carbonation unit is designed to operate 24 h per days and 350 days per year with a capacity of 80 t/h. The carbonation model assumed that the MCF is transported over 100 km by truck. Direct costs were calculated by adding factors to the total equipment capital cost to account for the equipment installation and insulation (20%), controllers (5%), piping (15%), electric systems (7%), buildings (15%), land management (3%), facilities (12%) and equipment tax (7%) respectively [23,24]. Indirect cost factors for engineering/supervision and construction expenses of 15% and 15% respectively were also applied to the total equipment capital cost. The construction and management costs and contingency were calculated on total capital using factors of 3% and 10% respectively.
The profitability analysis was completed over a project lifetime of 10 years. The income tax rate (2%) was taken from the Canada Revenue Agency [25], while the carbon credit price was based upon the minimum value fixed by Québec law and in accordance with predicted values for the Western Climate Initiative cap and trade [26,27]. While the last bid showed a mean price of 15.49 US$, a price of 50 US$/tCO2 was used in the model accounting for a minimum growth of 7% of the tax and assuming that the process would be applied in 10 years [28]. Regarding the incomes from the aggregates, a price of $6/t of sand and $10/t of aggregates was used. A recycling fee of $5/t of waste concrete was also fixed for the used concrete valorization.
3. Results and Discussion
3.1. Waste Concrete Treatment Efficiency
The mass balance obtained after the treatment of the WC is presented in Table 1. For a simpler use, the mass balance is extrapolated for the treatment of a ton of WC. Following the experiments, a total of 4100 L of water is needed. A volume of 2500 L is required to reach 40 wt.% of solid during the attrition experiments, while 1600 L were used for rinsing the fraction during the sieving step. A total of 96.6% of the water was retrieved and assumed to be recirculated in the process.
Over the 1000 kg of WC treated, the amount of WCA (fraction > 2 mm) stood for 53.5% of the initial sample while the sand fraction represented 24.6% of the initial mass. On the other hand, 21.6% of the WC treated is retrieved as MCF. The latter result shows that in WC, almost 80% of the mass is inert for MC applications. Such results illustrate the reality concerning the use of waste alkaline material for carbonation where not all the initial mass is of interest.
Regarding the proportions of the fractions obtained, the amount of what we call MCF is relatively higher than the initial content of Portland cement (10–15%). The increase of the “fines” mass can be attributed to the higher particle size reduction induced by crushing. The amount of sand and coarse aggregates also differ from the conventional initial concrete composition. Here, the amount of sand is quite a bit smaller while the >2 mm fraction is more important. Such variation is not surprising due to the variability of concrete samples. Indeed, the mixing could be very different depending on the concrete application. Thus, the composition between the concrete made for buildings is completely different from pavement or transport infrastructure. The latter will have larger coarse aggregates while others will result in a finer particles mix [5].
3.2. MCF Use for Cement Plant CO2 Abatement
Mineral carbonation experimental assays were performed using the resulting MCF fraction. The main characteristics of the MCF are presented in Table 2.
As illustrated in Table 2, MCF inorganic content (carbonates) is relatively high, as 44.3% of the Ca initially present in the material is already carbonated. The carbonation capacity (Rx) is calculated using the mass of Ca available for carbonation. With almost half of the concrete powder already carbonated, the Rx value is relatively low (12%).
Carbonation experiments were performed following previous optimized experimental conditions detailed by Ben Ghacham et al. [21]. Additional experiments were realized with 30 wt.% pulp concentrations. Increasing the amount of solid during carbonation was intended to improve the amount of CO2 converted by reaching solution saturation more rapidly by induced higher dissolution rates of Ca. In addition, a higher pulp ratio decreases both the amount of water used and the reactor size.
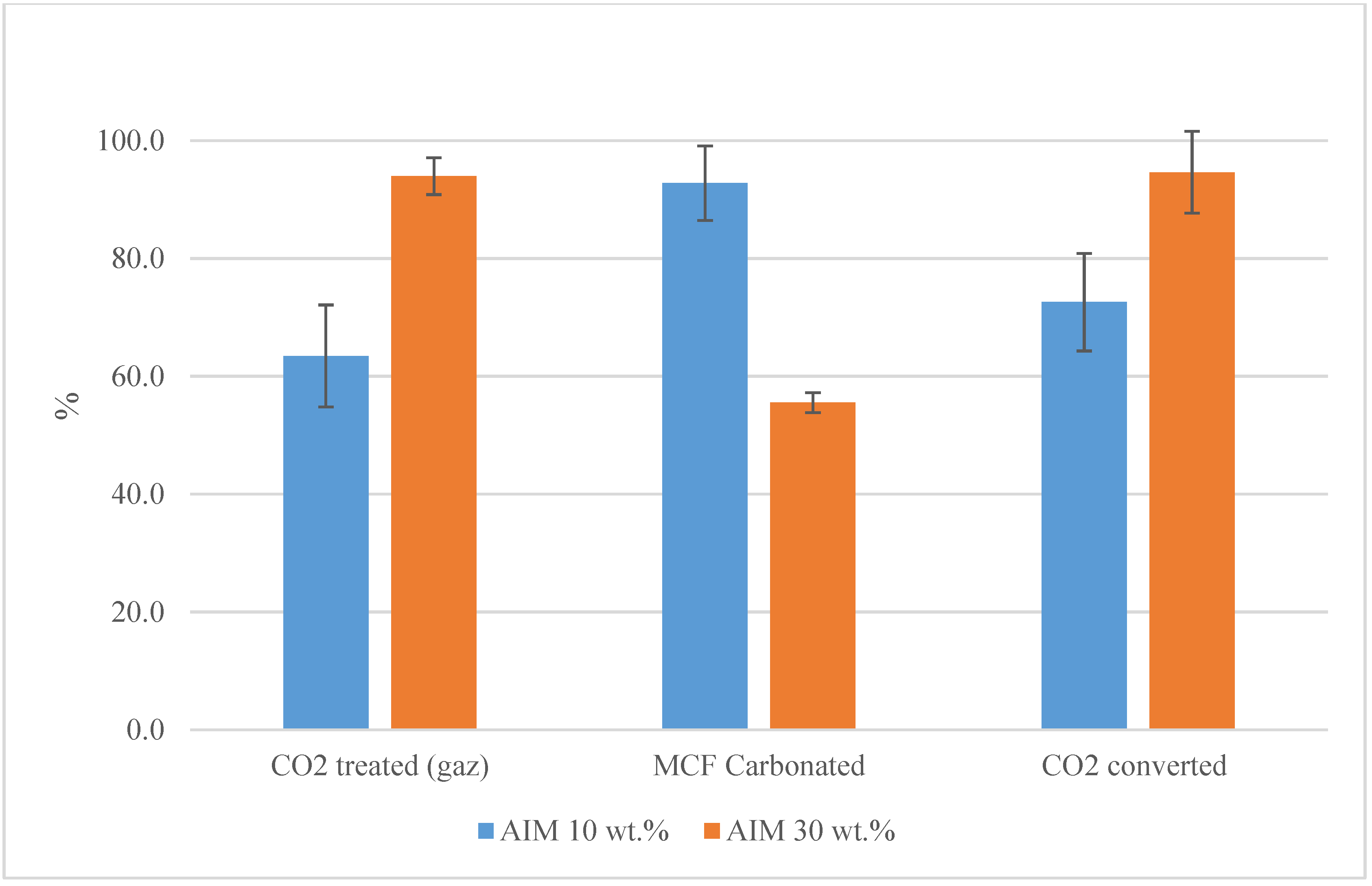
With a comparative amount of CO2 introduced for each test (106 g CO2), the results obtained with 30 wt.% solids are higher in terms of CO2 removed from the gas phase (Figure 2). Lowering the pulp dilution allows an increase of the amount of dissolved CO2, resulting in a higher amount of carbonate within the solid matrix. Considering the initial concentration of carbonated calcium, the gain of CO2 (i.e., carbonates) in the solid is 52.6 and 94.4 g for 10 and 30 wt.% experiments respectively. Nevertheless, when considering the amount of CO2 carbonated per mass of solid, the experiments with 10 wt.% pulp present a higher efficiency with 0.11 g CO2/g of solid against 0.07 g CO2/g of solid with 30 wt.%. Considering the theoretical capacity, the global efficiency reaches 93 and 56% for 10 and 30 wt.% respectively (Figure 2). When comparing the amount of CO2 converted, it appears that almost the totality of the CO2 solubilized is converted with a L/S of 30 wt.%. It indicates that the amount of CO2 introduced was not sufficient in these experiments. On the other hand, experiments at 10 wt.% present an excess of about 30% CO2. Based on these results, the scenario of 10% L/S was selected for the economic study.
3.3. Economical Study
The following section presents the cost study. To fit the reality, the aggregates separation is discussed separately from the carbonation.
3.3.1. Aggregates Production
As previously mentioned, WC are not generated in one place and most of the material generated is directly reused on site. Separating the aggregates from the cement matrix should also take place on site. Thus, the equipment capacity should reflect this reality. On the other hand, the capacity does not fit the carbonation requirements. Base case scenario parameters used for the study are presented in Table 3.
CAPEX is estimated at about 1.16 million US$. Globally, equipment costs are levelized. Conveyors (about 350 k$), the crusher (21 k$) and the attrition cell (21 k$) stands as the major equipment expenses, for a total of 617,023$. The difference with the CAPEX is due to direct cost (333,192$), indirect cost (123,405$), and contingency (85,890$).
In terms of operating costs, the OPEX is evaluated at 4.31 $/t of WC. Direct costs stand as the major contributor where electricity (1.24 $/t of WC) is the most important cost. Energy consumption is estimated at 78 kWh/t of WC treated. Considering the energy provided by diesel generators with an emission factor of 267 g CO2 per kWh [29], the overall CO2 process balance is evaluated to 21 kg CO2 per t of WC.
Overall, the revenues generated by the aggregates (fine and coarse) potential sale and the fee for concrete valorisation, overcome the process costs. A profit of around 7$ per t of WC could be generated following our simulation.
3.3.2. MCF Carbonation
After sand and coarse aggregates separation, MCF is retrieved and can be transported to an emitter site. Transportation is a key parameter and base case scenario was set to 100 km (Table 4). Carbonation plant capacity was set to 80 t of MCF/h for the processing of 604,800 t of MCF per year corresponding to an average large city production capacity. For instance, a city like New York City produced more than 19,000 tons of C&D per day in 2003 [30].
The economic analysis performed for the carbonation step shows that 80% of the cost is associated with material transportation. Electricity, indirect and capital costs represent 3, 2 and 5% respectively. The overall cost is estimated at 15.15 $/t of MCF and 155.37 $/t CO2 stored. The carbonation process simplicity allows us to maintain an OPEX relatively low. Nevertheless, as a result of the low fixation rate, the cost per ton of CO2 stored will invariably remain high. In terms of profitability, only the revenue from carbon credit/tax was considered. Indeed, with the base case price of 50 $/tCO2 the revenues do not overcome the cost and the carbonation procedure is not profitable. A carbon price of 156 $/t CO2 would be required to reach an equilibrium between costs and revenues. In the specific case of Québec, the price of carbon is subject to a minimum rise of about 7% per annum. At this rate it will take 18 years to reach this point.
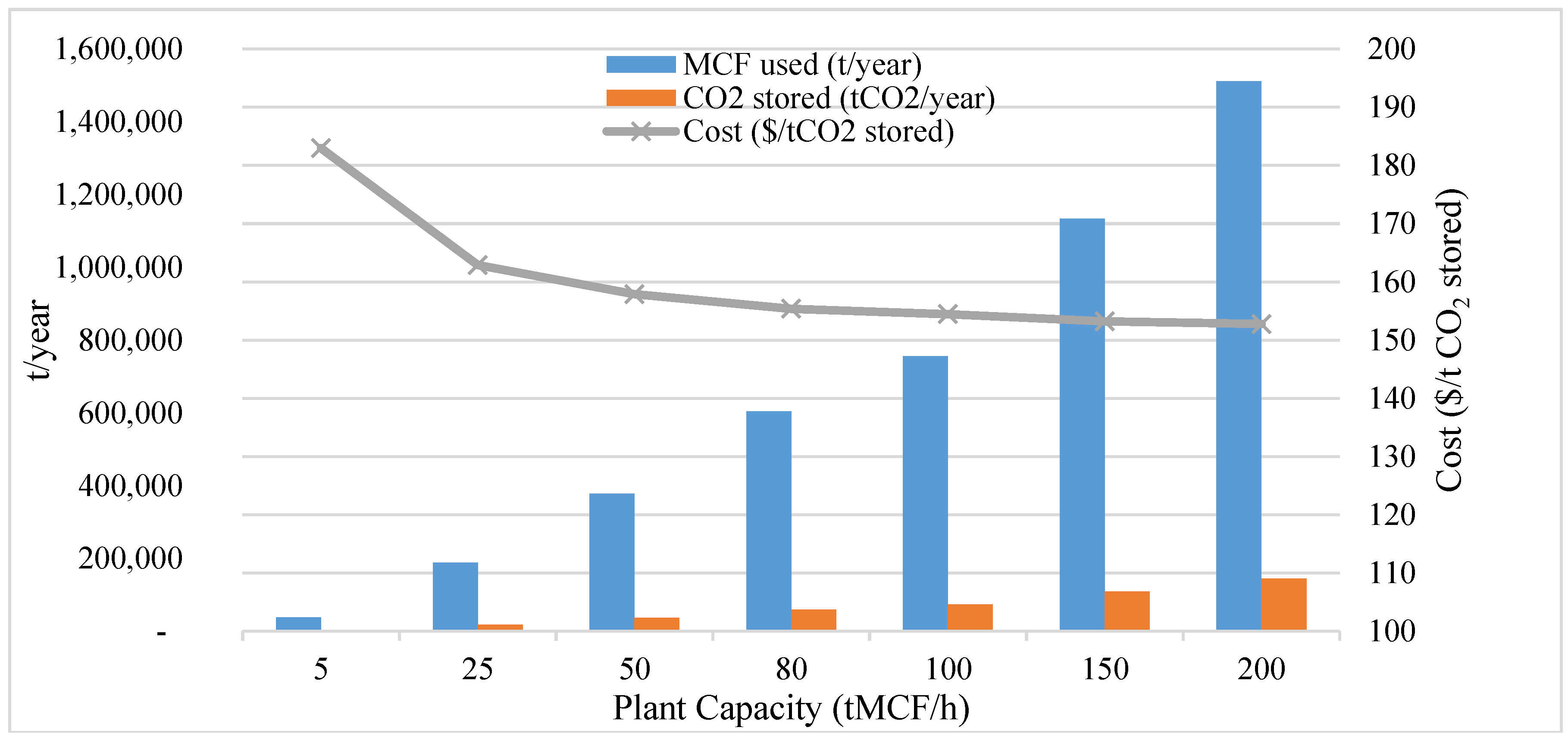
Figure 3 highlights the dynamic between the capacity of the plant and the amount of CO2 that can be stored. To reach a capacity of more than 100,000 t CO2 stored per year, more than a million tons of MCF is required. Considering that only 21.6% of initial mass of WC can be used for carbonation, more than 4.5 million tons of WC are required. Above 25 t of MCF/h, the OPEX reaches a plateau, demonstrating that increasing the capacity will not have a significant effect on the process cost. It also indicates that a small capacity plant would be feasible and will not result in important OPEX costs.
4. Discussion
The aim of the study was to corroborate experimental results with an economic analysis to provide an opinion on the feasibility to use waste concrete as a mineral carbonation feedstock. The approach considered the separation of non-reactive materials, aggregates and sand, directly onsite, to avoid material transportation. The separation steps are simple conventional mining/civil operations involving attrition and sieving. Compared with past results of Ben Ghacham et al. [21], the amount of material with an interest in carbonation was greatly increased and end products are well separated. Based on mass balance obtained from pilot scale waste concrete treatment, the approach was modelized. Results showed that aggregates and sand removal could be profitable if aggregates and sand are reused and sold.
While material pre-treatment operations could easily take place directly on the demolition site, the carbonation step in our approach is performed on an industrial site and involved transportation. The presence of undesirable elements such as steel reinforcement or insulation materials could impact the economics of pre-treatment operations. As tearing down the structure was not accounted for in the study, such elements were not considered. Nevertheless, selective demolition would be preferable for both recycling and overall demolitions costing [31]. Economic calculations were based on experimental results and proposed a reaction with a diluted gas at 10.2 atm. The analysis showed that the net cost for carbonation is around 15 $/t of MCF (72.14 $/t of WC). The overall cost for concrete separation, aggregates separation and mineral carbonation is evaluated at 77.5 $/tWC. Assuming the revenues from the aggregates and sand sales, recycling fee and carbon tax, the overall approach would not be beneficial.
In terms of the CO2 stored, it goes up to 137 $/t CO2. Even if the approach is relatively simple and does not involve any chemicals or long reaction times, the cost remains high, mostly due to the low storage capacity. Even if revenues could be generated from carbon credits/tax, the margin is too high to end up with a profitable approach in the considered scenario.
The addition of the emissions generated by both processes (aggregates and carbonation) result in the emission of 34 kg CO2 per t of WC with respectively 21 and 13 kg CO2 per t of WC for the aggregate separation and the carbonation process. The higher rate for the aggregates process is explained by the use of diesel to generate the energy required. Such emissions could be offset by switching to renewables. The carbonation rate expressed per ton of WC is downgraded to 24 kg CO2/t of WC. The overall GHG balance of the process would be negative with 10 kg of CO2. Nevertheless, considering the complete life span of concrete, it is known as an important CO2 sink [32]. Considering that the carbon measured in the WC is issued from passive carbonation (Table 2), 9.2 wt.% CO2 is present in the MCF. Thus 20 kg of CO2/t of WC was already trapped by the concrete, turning the overall GHG balance positive with a net reduction of 10 kg of CO2/t of WC.
From this study, important considerations arise. First, waste concrete is still an interesting carbonation material from the reactivity point of view. Experiments performed on a larger scale showed that reactivity could be increased compared with previous results obtained by Ben Ghacham et al. [21]. The increasing capacity can be explained by optimized and more efficient concrete pre-treatment steps, allowing retrieveal of more reactive material. Carbonation efficiency, 110 and 70 kg of CO2 per ton of MFC with L/S ratio of 10 and 30 wt.% respectively, are in accordance with literature [33]. Nevertheless, when comparing efficiency and feedstock requirements, applications are limited to large cities or areas with a dense population. As an average, a third of concrete stands as reactive material and consequently, the amount of concrete required for carbonation increase rapidly. In our case, to reduce the emissions of 100,000 t CO2 per year, more than a million tons of waste concrete should be processed. Once feedstock availability is met, distance between material generation and emitters is another important factor to account for. Transportation of MCF over a long distance will both increase GHG emissions and cost. Again, it limits the application to dense areas where industrial sites are nearby cities or infrastructure in general.
From a typical economical point of view, the process profitability cannot only stand on a carbon price. In fact, in the considered case, only the approach of generating by-products from waste construction material is profitable. Even if the overall process approach generates profit, the margin is small and relies on high carbon prices which do not represent the actual situation. Addition of the carbonation process could be interesting with higher revenues generated from construction waste management fees, where C&D landfilling ban or valorization and reuse policies are applied [34]. On the other hand, no value was considered for the carbonated material. As illustrated by Katsuyama et al. [18] and Iizuka et al. [35] production of PCC resulted in high revenues and made the process profitable. In our case, PCC is not achievable in the proposed process. Nevertheless, reusing such material in a new concrete mix could add interesting value to the carbonated product. For example, with a price of 15 $/t of carbonated products, the balance for carbonation will be beneficial.
From the beginning, most of the conclusions are related to geographical context. Feedstock point sources within small distance, large amount of waste concrete availability, proximity between point sources and CO2 emitters are elements isolated from the study. Context is thus a major element to be considered before stating feasibility. As far as the waste concrete management fees are low, profitability is not plausible. In markets like Canada where large cities are not abundant, and plenty of space for landfilling is still available, context does not seem favourable yet. Another important element is the electricity point source. In our model, hydroelectricity, which is the current energy source in Quebec, was considered. Using Natural gas instead would make the overall process emit more CO2 than it captures. The gas compression stands as the major energy demand for the carbonation process and requires too much energy. To be interesting in other areas without renewable energy available, operation to lower pressures would be necessary.
5. Conclusions
This study proposed the use of waste concrete paste obtained after mechanical separation and sieving. This pre-treatment step allowed us to obtain more reactive material from concrete and reduce inert material transportation. Due to the value added by—product production, the processing of waste concrete to generate reactive matters is profitable. The second part of the study focused on carbonation. The results obtained from pilot scale operations (18 L reactor) were taken as a base case for economic study inputs. Contrary to the aggregate’s separation, the carbonation process is not in our base case simulation profitable. From the results, important elements for feasibility were identified and are listed below:
- The low carbonation potential requires a large amount of waste concrete to reach a significant amount of CO2 reduction.
- A carbon economy is important but should be completed by waste material legislation with an incentive effect to generate revenues from waste management fees.
- In its actual form, the process can be operated in areas where renewable energy is available. Operation at lower pressure is required for implementation in other areas.
Author Contributions
Conceptualization, all authors ; Methodology, all authors.; Software, J.-F.B. and L.-C.P.; Validation, all authors ; Formal Analysis, N.K. and J.M.; Investigation, all authors.; Data Curation, N.K.; Writing-Original Draft Preparation, all authors; Writing-Review & Editing, L.-C.P.; Supervision, G.M. J.-F.B.; Project Administration, G.M.; Funding Acquisition, G.M.
Funding
This research was funded by NSERC grant number 12IPJ476749-15.
Acknowledgments
The authors would also like to thank the anonymous reviewer for the useful comments provided.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Friedlingstein, P.; Houghton, R.; Marland, G.; Hackler, J.; Boden, T.A.; Conway, T.; Canadell, J.; Raupach, M.; Ciais, P.; Le Quere, C. Update on CO2 emissions. Nat. Geosci. 2010, 3, 811. [Google Scholar] [CrossRef]
- CSI. The Cement Sustainability Initiative. Recycling Concrete; World Business Council for Sustainable Development: Geneva, Switzerland, 2009. [Google Scholar]
- Robinson, G.R., Jr.; Menzie, W.D.; Hyun, H. Recycling of construction debris as aggregate in the mid-atlantic region, USA. Res. Conserv. Recycl. 2004, 42, 275–294. [Google Scholar] [CrossRef]
- ACI. Aci Design Handbook; American Concrete Institute: Farmington Hills, MN, USA, 2013. [Google Scholar]
- Nawy, E.G. Concrete Construction Engineering Handbook; CRC Press: Boca La ton, FL, USA, 2008. [Google Scholar]
- Ahmari, S.; Ren, X.; Toufigh, V.; Zhang, L. Production of geopolymeric binder from blended waste concrete powder and fly ash. Constr. Build. Mater. 2012, 35, 718–729. [Google Scholar] [CrossRef]
- Rebeiz, K.; Fowler, D.W. Flexural strength of reinforced polymer concrete made with recycled plastic waste. ACI Struct. J. 1996, 93, 524–530. [Google Scholar]
- Buck, A.D. Recycled Concrete as a Source of Aggregates; US Army Engineer Waterways Experiement Station: Vicksburg, MS, USA, 1976; p. 23. [Google Scholar]
- Topcu, I.B.; Şengel, S. Properties of concretes produced with waste concrete aggregate. Cem. Concr. Res. 2004, 34, 1307–1312. [Google Scholar] [CrossRef]
- Tuyan, M.; Mardani-Aghabaglou, A.; Ramyar, K. Freeze–thaw resistance, mechanical and transport properties of self-consolidating concrete incorporating coarse recycled concrete aggregate. Mater. Des. 2014, 53, 983–991. [Google Scholar] [CrossRef]
- Richardson, A.; Coventry, K.; Bacon, J. Freeze/thaw durability of concrete with recycled demolition aggregate compared to virgin aggregate concrete. J. Clean. Prod. 2011, 19, 272–277. [Google Scholar] [CrossRef]
- Lotfi, S.; Eggimann, M.; Wagner, E.; Mróz, R.; Deja, J. Performance of recycled aggregate concrete based on a new concrete recycling technology. Constr. Build. Mater. 2015, 95, 243–256. [Google Scholar] [CrossRef]
- Rao, A.; Jha, K.N.; Misra, S. Use of aggregates from recycled construction and demolition waste in concrete. Resour. Conserv. Recycl. 2007, 50, 71–81. [Google Scholar] [CrossRef]
- Xiao, J. Recycled aggregate concrete. In Recycled Aggregate Concrete Structures; Springer: Beijing, China, 2018; pp. 65–98. [Google Scholar]
- Yoda, K.; Shintani, A. Building application of recycled aggregate concrete for upper-ground structural elements. Constr. Build. Mater. 2014, 67, 379–385. [Google Scholar] [CrossRef]
- IPCC. Mineral Carbonation and Industrial Uses of Carbon Dioxide; Cambridge University Press: Cambridge, UK; New York, NY, USA, 2005; pp. 321–338. [Google Scholar]
- Thouvenot, P.; Bildstein, O.; Munier, I.; Cochepin, B.; Poyet, S.; Bourbon, X.; Treille, E. Modeling of Concrete Carbonation in Deep Geological Disposal of Intermediate Level Waste; EDP Science: Ellis, France, 2013. [Google Scholar]
- Katsuyama, Y.; Yamasaki, A.; Iizuka, A.; Fujii, M.; Kumagai, K.; Yanagisawa, Y. Development of a process for producing high purity calcium carbonate (CaCO3) from waste cement using pressurized CO2. Environ. Prog. Sustain. Energy 2005, 24, 162–170. [Google Scholar] [CrossRef]
- Vanderzee, S.; Zeman, F. Recovery and carbonation of 100% of calcium in waste concrete fines: Experimental results. J. Clean. Prod. 2018, 174, 718–727. [Google Scholar] [CrossRef]
- Ben Ghacham, A.; Cecchi, E.; Pasquier, L.-C.; Blais, J.-F.; Mercier, G. CO2 sequestration using waste concrete and anorthosite tailings by direct mineral carbonation in gas–solid–liquid and gas–solid routes. J. Environ. Manag. 2015, 163, 70–77. [Google Scholar] [CrossRef] [PubMed]
- Ben Ghacham, A.; Pasquier, L.-C.; Cecchi, E.; Blais, J.-F.; Mercier, G. Valorization of waste concrete through CO2 mineral carbonation: Optimizing parameters and improving reactivity using concrete separation. J. Clean. Prod. 2017, 166, 869–878. [Google Scholar] [CrossRef]
- Pasquier, L.C.; Mercier, G.; Blais, J.F.; Cecchi, E.; Kentish, S. Technical and economic evaluation of a mineral carbonation process using southern québec mining wastes for CO2 sequestration of raw flue gas with by-product recovery. Int. J. Greenh. Gas Control 2016, 50, 147–157. [Google Scholar] [CrossRef]
- Peters, M.S.; Timmerhaus, K.D. Plant Design and Economics for Chemical Engineers, 4th ed.; McGraw-Hill: New York, NY, USA, 1991; p. 988. [Google Scholar]
- Ulrich, G.D. A Guide to Chemical Engineering Process Design and Economics; John Wiley & Sons: New York, NY, USA, 1984; p. 422. [Google Scholar]
- Canada Revenue Agency. Canadian Income Tax Rates for Individuals-Current and Previous Years. Available online: http://www.cra-arc.gc.ca/tx/ndvdls/fq/txrts-eng.html (accessed on 25 may 2018).
- Dumont, J. Le Marché du Carbone du Québec (Spede): Analyse et Enjeux; Univérsité de Sherbrooke: Sherbrooke, QC, Canada, 2013. [Google Scholar]
- Gouvernement du Québec. Règlement concernant le système de plafonnement et d’échange de droits d’émission de zaz à effet de serre. Éditeur officiel du Québec: Loi sur la qualité de l’environ 2013, 49, 524. [Google Scholar]
- MDDELCC. Vente Aux Enchères Conjointe n° 10 de Février 2017 Rapport Sommaire Des Résultats; California Environment Protection Agency-Air Resources Board: Sago Myanmar, CA, USA, 2017.
- IPCC. IPCC Guidelines for National Greenhouse Gas Inventories; Prepared by the National Greenhouse Gas Inventories Programme; IGES: Tsukuba, Japan, 2006; p. 233. [Google Scholar]
- NYC DDC. Construction & Demolition Waste Manual; Prepared for NYC Department of Design & Construction by Gruzen Samton LLP with City Green Inc.: New York, NY, USA, 2003. [Google Scholar]
- Silva, R.; De Brito, J.; Dhir, R. Properties and composition of recycled aggregates from construction and demolition waste suitable for concrete production. Constr. Build. Mater. 2014, 65, 201–217. [Google Scholar] [CrossRef]
- Xi, F.; Davis, S.J.; Ciais, P.; Crawford-Brown, D.; Guan, D.; Pade, C.; Shi, T.; Syddall, M.; Lv, J.; Ji, L. Substantial global carbon uptake by cement carbonation. Nat. Geosci. 2016, 9, 880. [Google Scholar] [CrossRef]
- Kaliyavaradhan, S.K.; Ling, T.-C. Potential of CO2 sequestration through construction and demolition (c&d) waste—An overview. J. CO2 Util. 2017, 20, 234–242. [Google Scholar]
- Jeffrey, C. Construction and Demolition Waste Recycling: A Literature Review; Dalhousie University Office of Sustainabilit: Halifax, NS, Canada, 2011. [Google Scholar]
- Iizuka, A.; Fujii, M.; Yamasaki, A.; Yanagisawa, Y. Development of a new CO2 sequestration process utilizing the carbonation of waste cement. Ind. Eng. Chem. Res. 2004, 43, 7880–7887. [Google Scholar] [CrossRef]
Figure 1.
Process diagram.

Figure 2.
Comparative amount of CO2 treated, MCF carbonated and the CO2 converted results between 10 and 30 wt.% L/S ratios (10 min, 10.2 bars).
Figure 2.
Comparative amount of CO2 treated, MCF carbonated and the CO2 converted results between 10 and 30 wt.% L/S ratios (10 min, 10.2 bars).

Figure 3.
Quantity of MCF used, CO2 stored per year and OPEX as function of the carbonation plant capacity.
Figure 3.
Quantity of MCF used, CO2 stored per year and OPEX as function of the carbonation plant capacity.


{kind=link}
{kind=link}
{kind=link}
Table 1.
Mass balance for the treatment of one ton of waste concrete.
| Process Step | Volume (L) | Wet Mass (kg) | Dry Mass (kg) |
|---|---|---|---|
| Initial mass of concrete | 1000 | 1000 | |
| Water (attrition) | 2500 | 2500 | |
| Attrition | 3500 | 1000 | |
| Water (sieving) | 1600 | 1600 | |
| Sieving: | 5100 | 1000 | |
| >2 mm | 594 | 535 | |
| 2 mm 500 µm | 273 | 246 | |
| <500 µm | 270 | 216 | |
| Water for recirculation | 3962 | 3962 | |
| Mass balance | |||
| Inputs | 4100 | 5100 | 1000 |
| Outputs | 3962 | 5099 | 997 |
| Balance (%) | 96.6 | 99.9 | 99.7 |
Table 2.
MCF characteristics.
| Parameter | MCF |
|---|---|
| Calcium concentration (mg/g) | 198.4 |
| Initial inorganic carbon content (%) | 2.6 |
| Initial CaO content (wt.% of total MCF) | 27.2 |
| Initial CaCO3 content (wt.% of CaO) | 44.3 |
| Rx (%) | 12 |
Table 3.
Base case scenario parameters and main results for aggregates separation economic study.
| Parameter | Unit | Value |
|---|---|---|
| Base case scenario parameters | ||
| Annual period operation | Days | 234 |
| Capacity | t of WC/hour | 75 |
| Daily operation | h/days | 8 |
| Annual capacity of WC | t/year | 131,220 |
| Sand (fine aggregates) | $/t | 6 |
| Coarse aggregates | $/t | 10 |
| Used concrete credit | $/t | 5 |
| Process cost & Revenues | ||
| CAPEX | $ | 1,159,510 |
| OPEX | $/t of WC | 4.31 |
| Sand | $/t of WC | 1.23 |
| Coarse aggregates | $/t of WC | 5.35 |
| Total revenues | $/t of WC | 11.58 |
| Balance | $/t of WC | 7.27 |
Table 4.
MCF carbonation economic analysis base case scenario input parameter.
| Input Parameters | Unit | Base Case Value |
|---|---|---|
| Cost model parameters: | ||
| Plant treatment capacity | t rocks/h | 80 |
| Annual period of operation | Days | 350 |
| Daily period of operation | Hours | 24 |
| Annual Interest rate | % | 2 |
| Manpower rate | $/h | 25 |
| Distance | Km | 100 |
| Sequestration efficiency | kgCO2/t MCF | 110 |
| Energy unit costs (Electricity) | ¢/kWh | Hydroelectricity: 3.5 |
| Transportation unit cost | $/km | 0.12 |
| Profitability analysis parameters | ||
| Carbon credit price | $/tCO2 | 50 |
| Carbonated concrete value | $/t | 5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Pasquier, L.-C.; Kemache, N.; Mocellin, J.; Blais, J.-F.; Mercier, G. Waste Concrete Valorization; Aggregates and Mineral Carbonation Feedstock Production. Geosciences 2018, 8, 342. https://doi.org/10.3390/geosciences8090342
AMA Style
Pasquier L-C, Kemache N, Mocellin J, Blais J-F, Mercier G. Waste Concrete Valorization; Aggregates and Mineral Carbonation Feedstock Production. Geosciences. 2018; 8(9):342. https://doi.org/10.3390/geosciences8090342
Chicago/Turabian StylePasquier, Louis-César, Nassima Kemache, Julien Mocellin, Jean-François Blais, and Guy Mercier. 2018. "Waste Concrete Valorization; Aggregates and Mineral Carbonation Feedstock Production" Geosciences 8, no. 9: 342. https://doi.org/10.3390/geosciences8090342
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.