
Functional Elastic Knits Made of Bamboo Charcoal and Quick-Dry Yarns: Manufacturing Techniques and Property Evaluations



1
School of Textiles, Tianjin Polytechnic University, Tianjin 300387, China
2
Department of Fiber and Composite Materials, Feng Chia University, Taichung 40768, Taiwan
3
School of Chinese Medicine, China Medical University, Taichung 40402, Taiwan
4
Department of Fashion Design, Asia University, Taichung 41354, Taiwan
5
Department of Chemistry and Chemical Engineering, Minjiang University, Fuzhou 350108, China
6
College of Texitle and Clothing, Qingdao University, Shangdong 266071, China
7
Graduate Institute of Biotechnology and Biomedical Engineering, Central Taiwan University of Science and Technology, Taichung 40601, Taiwan
8
Innovation Platform of Intelligent and Energy-Saving Textiles, School of Textiles, Tianjin Polytechnic University, Tianjin 300387, China
*
Author to whom correspondence should be addressed.
Appl. Sci. 2017, 7(12), 1287; https://doi.org/10.3390/app7121287
Submission received: 2 October 2017
/
Revised: 29 November 2017
/
Accepted: 5 December 2017
/
Published: 11 December 2017
(This article belongs to the Special Issue Sports Materials)
Abstract
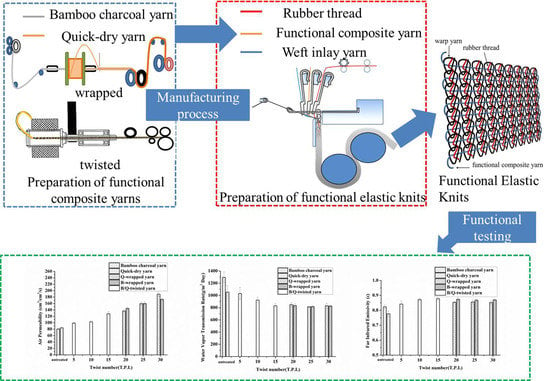
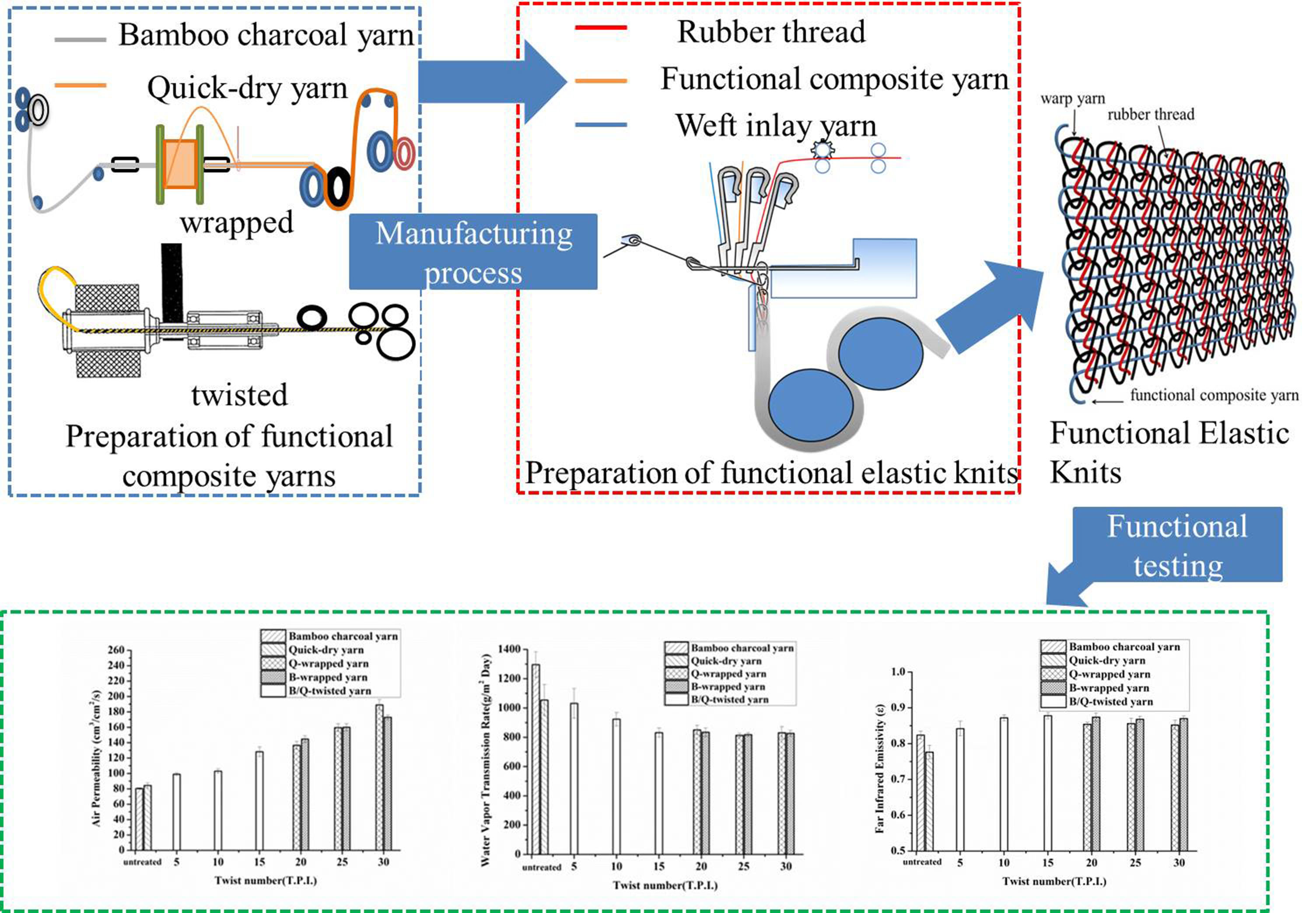
:Conventional sportswear fabrics are functional textiles that can mitigate the impaired muscles caused by exercises for the wearers, but they can also cause discomfort and skin allergy. This study proposes combining two yarns to form functional composite yarns, by using a twisting or wrapping process. Moreover, a different twist number is used in order to adjust the performance of functional composite yarns. A crochet machine is used to make the functional composite yarns into functional elastic knits that are suitable for use in sportswear. The test results show that, in comparison to the non-processed yarns, using the twisted or wrapped yarns can considerably decrease the water vapor transmission rate of functional elastic knits by 38%, while also improving their far infrared emissivity by 13%, water absorption rate by 39%, and air permeability by 136%. In particular, the functional elastic knits that are made of B-wrapped yarns (bamboo charcoal- wrapped yarns), composed of 20 twists per inch, have the optimal diverse functions.
1. Introduction
Functional textiles have functionalities that are specifically tailored to the needs of users. The pursuits of comfort, and such health purposes as thermal insulation, moisture wicking, antistatic, and anti-ultraviolet properties, become the mainstream of current studies [1,2,3,4,5]. Functional textiles are commonly used in sports and protection fields; the design of sportswear textiles emphasizes the selection of the materials used. Perspiration is a major factor to consider in regards to comfort. People exercise and sweat, and their garment absorbs the perspiration. If the textiles fail to expel the perspiration efficiently, the wet textiles make the wearers feel cold and unpleasant [6,7,8]. Therefore, scholars use fibers that have perspiration absorbent and moisture exhaling properties to fabricate sportswear textiles. For example, quick-dry yarns have a cross-shaped transection, which helps to transport sweat from the body to the fabric surface and decreases the accumulation of moisture in clothes. This improves the cooling sensation through the evaporation of sweat from the fabric surface [4]. Bamboo charcoal yarns are composed of multiple bamboo charcoal fibers that emit far infrared rays. They have a specific surface area and micro-porous structure that improves the capillary phenomenon. As a result, quick-dry yarns and bamboo charcoal yarns are pervasively used in sportswear textiles [9,10,11,12,13].
The other important function of sportswear textiles is to protect the wearers from muscle hazards caused by doing the exercises. Common protectors are wrist support, knee support, and back support [14,15,16,17,18]. Conventional protection employs elastic knits to restrain muscles, thereby mitigating an excessively exerted force and fatigue release. However, conventional protectors make the wearers feel uncomfortable and restrain humidity in local areas which leads to skin allergies. Unlike the conventional protectors, compression–stretch materials, made of a considerable number of elastic yarns, can exert a certain pressure onto the muscles. The intense compression provides compression fabrics with a denser structure, but simultaneously limits the perspiration efficacy of the textiles. As a result, the moisture and perspiration are kept in the compression materials, which can cause skin allergic reactions for the wearers. In recent years, there is an innovative research trend using far-infrared textiles to take the load off the muscles. Far infrared ray (FIR) textiles, a new category of functional textiles, contribute to putative health and wellbeing functionality. At the molecular level, FIRs exert strong rotational and vibrational effects, and are biologically beneficial. The other feature of FIR textiles is the enhancement of blood circulation. The local tissues of the human body are activated, which in turn causes dilatation of the blood vessels and facilitates metabolism. The activated cells accelerate the regeneration of impaired tissues and the healing of lesions [10]. To sum up, these materials absorb energy from sunlight and then radiate this energy back onto the body at specified wavelengths. The positive results indicated that FIR textiles outperformed conventional textiles in terms of the FIR emissive efficacy [10]. Functional yarns are specifically designed to improve certain functions, such as UV-cut yarns, FIR emissive yarns, and perspiration absorbent and moisture exhaling yarns. Usually, functional yarns are made of at least one specified function. Functional polymer particles are melted after being heated with a high temperature. The melted particles are ejected through the spinneret under pressure, forming functional fiber bundles. The fiber bundles are then expanded and coated with antistatic agent, and finally formed into functional yarns [13]. The process is highly complex and has a high production cost, which makes mass production impossible. Moreover, adding functional powders results in a high surface roughness of the yarns, causing abrasion against the machine components during the knitting process.
The other method for producing multi-functional yarns is using a wrapping or twisting process to combine different functional yarns [19,20,21,22,23]. The process has a low production cost and is easily manufactured, thereby making mass production feasible. Twisting and wrapping can provide composite yarns with multiple functions, but possibly change the structure and cause the absence of other functions. A previous study examined the relationship with the hygroscopicity of yarns and the twisting process. The test results showed that excessive twisting damaged the yarns’ structure and decreased the capillary phenomenon [24]. Another previous study examined how the moisture diffusion coefficient of yarns was related to twisting. The test results indicated that twisting resulted in changes in the yarns’ structure. The lower the moisture diffusion coefficient, the lower the capillary phenomenon [25].
Our experimental methodology is as follows. The selected materials facilitate the perspiration that the sports textiles emphasize. In order to compensate for the restriction of twisting or wrapping processes against the functions of yarns, bamboo charcoal yarns and quick-dry yarns are two primary materials that are used to meet the requirement of comfort. Different twist numbers and different manufacturing methods are employed in order to compare the functional composite twisted yarns and functional composite wrapped yarns in terms of functionalities. The twisted yarns and wrapped yarns are separately made into functional elastic knits using a crochet machine. The air permeability, far-infrared emissivity, water absorption rate, and mechanical properties of the knits are evaluated, examining the optimal manufacturing parameters.
2. Materials and Methods
2.1. Materials
Bamboo charcoal yarn (Nan Ya Plastics Corporation, Taipei, Taiwan) has a specification of 75D/72F. Quick-dry yarn (Everest Textile Co., Ltd, Taoyuan, Taiwan) has a specification of 75D/48F. Polyester (PET) filament (Yi Jinn Industrial Co., Ltd., Taipei, Taiwan) has a specification of 150 D/48F. Rubber thread (Ta Yu Co., Ltd., Taichung, Taiwan) has a diameter of 0.65 mm.
2.2. Preparation of Functional Composite Yarns and Functional Elastic Knits
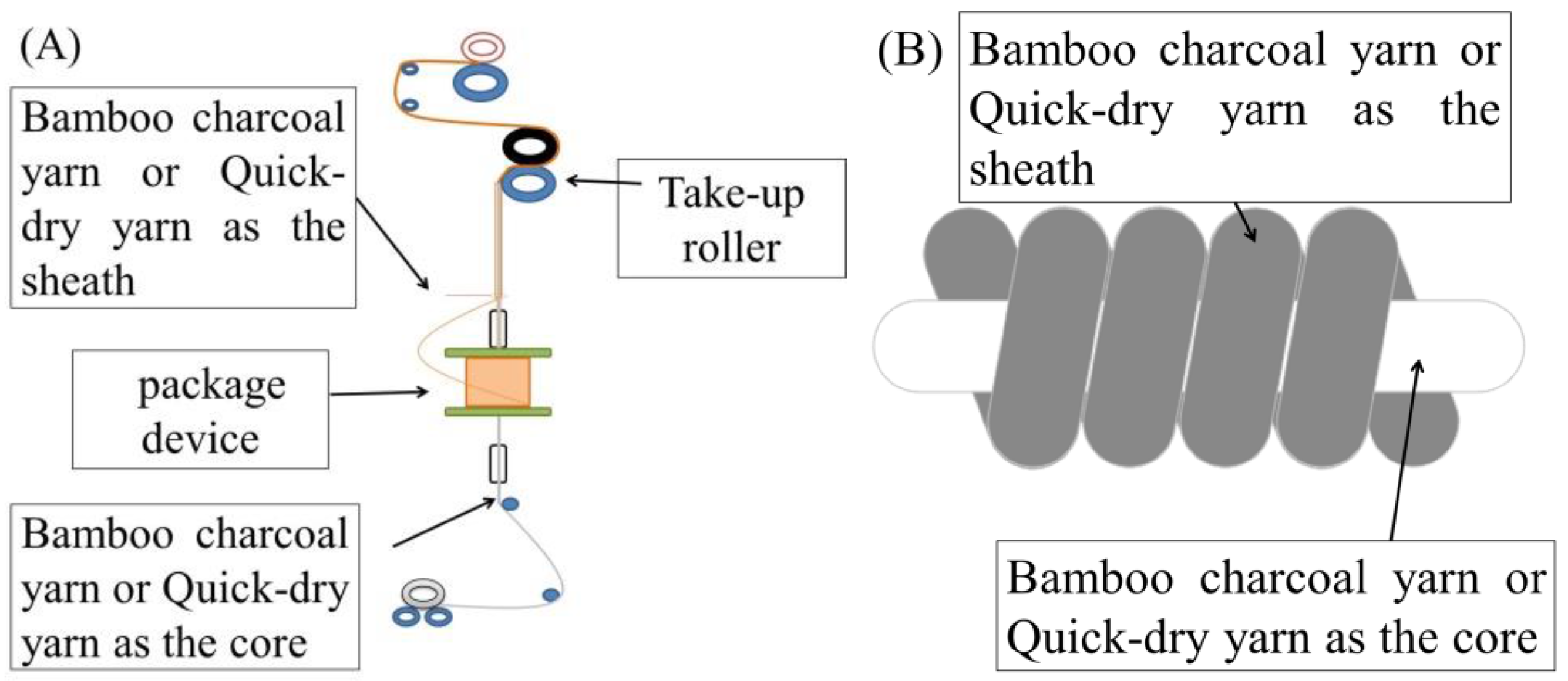
In order to examine the influences of wrapping and twisting processes on the properties of the functional elastic knits, bamboo charcoal yarns and quick-dry yarns were twisted into twisted yarns using a rotor machine, while the other batch was wrapped into wrapped yarns using a hollow spindle spinning machine. During the process, the twist number was obtained based on the rotating speed difference between the winding and take-up processes. Table 1, Table 2 and Table 3 show the compositions, parameters, and specifications of wrapped/twisted functional composite yarns. Figure 1 shows the diagrams of a rotor spindle machine and twisted yarn. The bamboo charcoal yarn and the quick-dry yarn were intertwined evenly to form a spiral structure (Figure 1B) using a rotor spin device. Figure 2 shows the assembly of a hollow spindle machine and the structure of a wrapped yarn. A bamboo charcoal yarn and quick-dry yarn were wrapped in two manners, where the bamboo charcoal yarn was the core and the quick-dry yarn was the sheath, and otherwise.
The twist number is computed using the differences in the rotary speed of the package device and take-up roller. The equation is as follows.
where R is the rotary speed of the rotor spin device or hollow spindle machine (r.p.m.), T is the rotary speed of the take-up roller (r.p.m.), and D is the diameter of the take-up roller (inch).
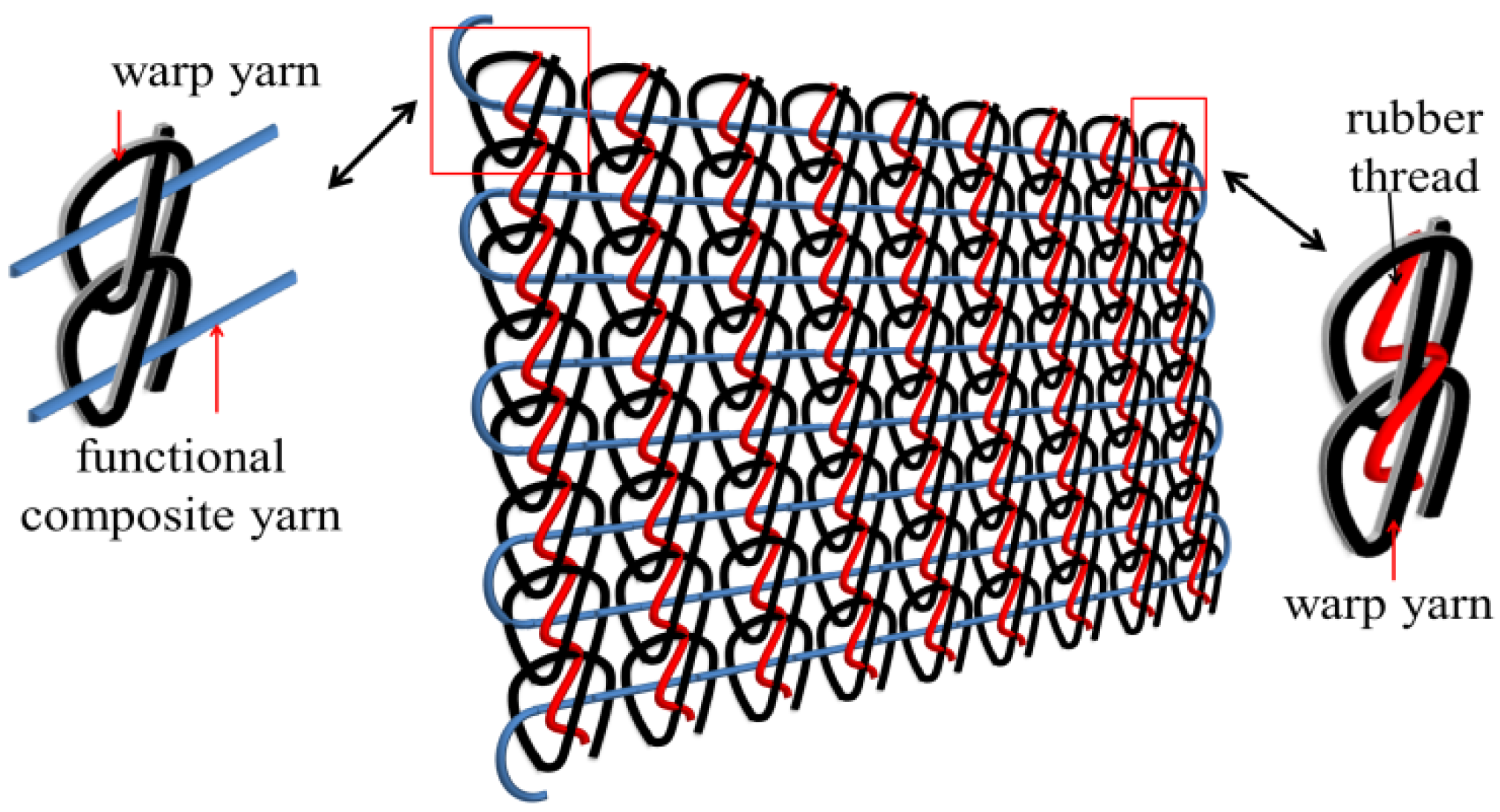
Functional elastic knits are made with functional composite yarns using a crochet machine. The knits are composed of polyester filament as the warp yarns, rubber thread as the warp inlay yarn, and functional composite yarns as the weft inlay yarn (Figure 3). A total of six types of wrapped yarns and three types of twisted yarns, seen in Table 2. The pure bamboo charcoal yarns and quick-dry yarns serve as the control groups. The fabric specifications are shown in Table 4.
2.3. Tests
2.3.1. Mechanical Properties of Yarns
An automatic yarn tester (FPA/M, Statimat-M, Textechno Ltd, Mönchengladbach, Germany) was used to measure the tensile strength and elongation of samples as specified in ASTM D2256. The distance between gauges was 250 mm and tensile rate was 300 mm/min. Twenty samples of each specification are measured in order to have the mean.
2.3.2. Mechanical Properties of Knits
Functional elastic knits were tested for tensile strength using a universal testing machine (HT-2402, Hung Ta Instrument Co., Ltd, Taichung, Taiwan) as specified in ASTM D5034. The distance between gauges was 100 mm and tensile rate was 300 mm/min. Samples had a size of 20 cm × 2.5 cm. Ten samples of each specification were measured in order to have the mean.
2.3.3. Water Vapor Transmission Rate
Functional elastic knits were tested for water vapor transmission rate, following the test standard of ASTM E96 (desiccant method). A piece of sample was mounted on the bottle which has no lid and contained 10 mL of water, and the bottle was placed in the test case for 24 h. The environmental condition of the test box was at a temperature between 23 and 26.7 °C and a relative humidity of 50%. A precision balance was used to measure the weight of the bottle, which was recorded as w0. After 24-h water evaporation, the bottle was weighed again as wt. The water vapor transmission rate was computed with the equation as follows.
where w0 was the initial weight (g) of samples (including the bottle, water, and knits), wt was the weight (g) of samples after 24-h evaporation (including the bottle, water, and knits), A was the area of knits (m2), and t was the evaporation duration.
2.3.4. Water Absorption Rate
Functional elastic knits were tested for water absorption rate, following the test standard of AATCC TM 197-2011. Samples had a size of 200 × 25 mm. Five samples were taken respectively along the warp direction and the weft direction. Samples were affixed above the tank with their lower end of 0.5 cm soaking in water for ten minutes. The capillarity of samples along the warp and weft directions was recorded and computed in order to have the mean.
2.3.5. Far-Infrared (FIR) Emissivity
Functional elastic knits were tested for far infrared (FIR) emissivity using a FIR tester (TSS-5X, Desunnano Co., Ltd., Tokyo, Japan). Samples were mounted on the platform of the tester, and the tester was used to measure the FIR emissivity at ten spots. The values were recorded and computed to have the mean. FIR emissivity was presented by the ratios of the absorbed radiant energy to the released radiant energy between samples and the black body. The equation was as follows. The object that totally cannot release radiant energy after it absorbs radiant energy is called the gray body. In contrast, the object that can completely release radiant energy after it absorbs radiant energy is called the black body.
2.3.6. Air Permeability Test
Functional elastic knits are tested for air permeability using an air permeability tester (Textest FX3300, TEXTEST INSTRUMENTS, Zürich, Switzerland), following the test standard of ASTM D737. The size of samples is 25 cm × 25 cm. A sample is fixed behind the air vent and the air permeability against an air pressure of 125 Pa is measured. Twelve samples of each specification are used for the measurement, and the values are recorded and computed in order to have the mean.
2.3.7. Bursting Strength
Functional elastic knit were tested for bursting strength using a universal testing machine (HT-2402, Hung Ta Instrument Co., Ltd., Taichung, Taiwan), following the test standard of ASTM D3787. Samples were affixed in a ring clamp, and then tested using a pulling clamp at speed of 305 ± 13 mm/min. The samples had a size of 125 mm × 125 mm. Five samples for each specification were tested and the mean was recorded.
3. Results and Discussion
3.1. Effects of Twist Number on the Mechanical Properties of Yarns
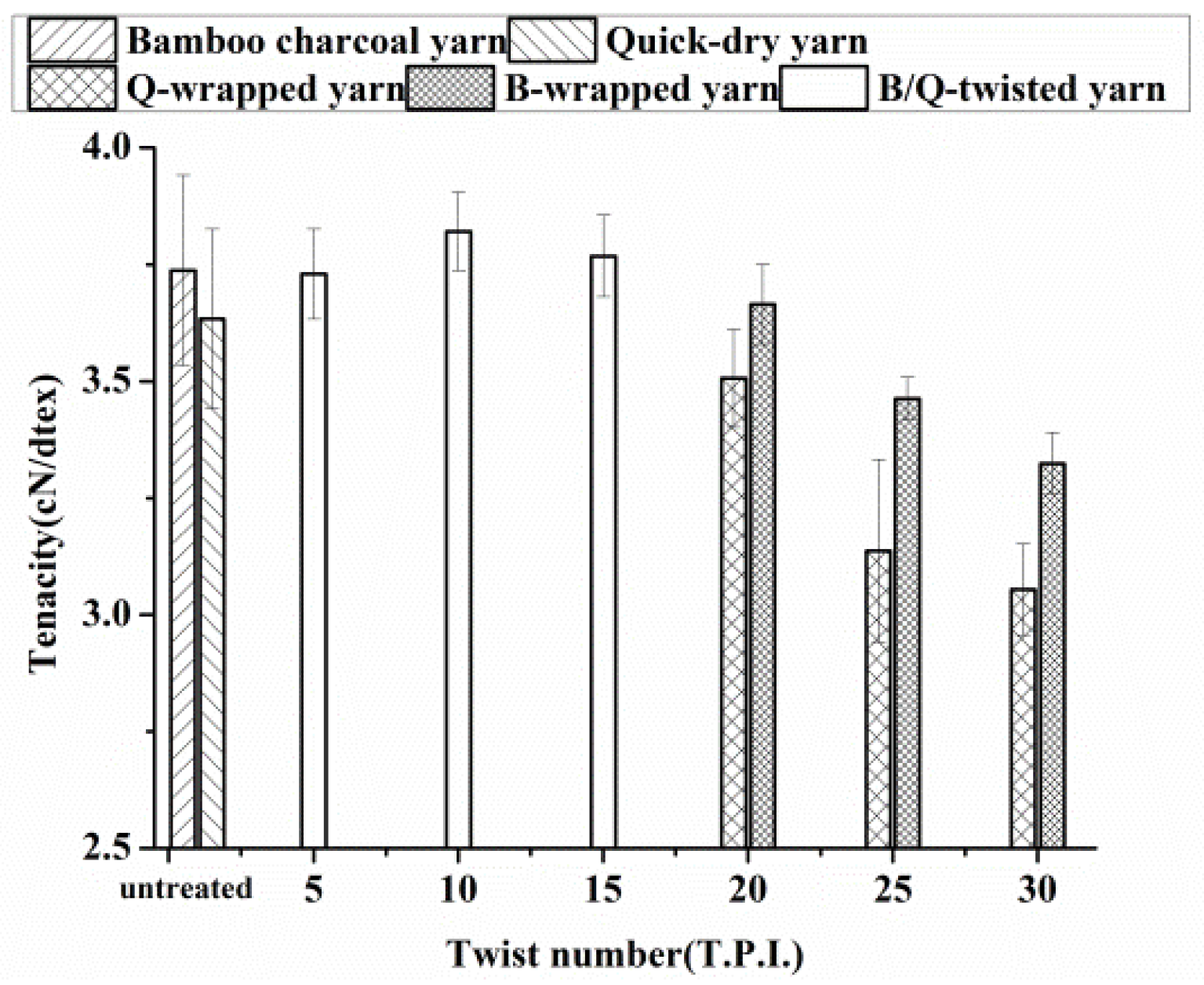
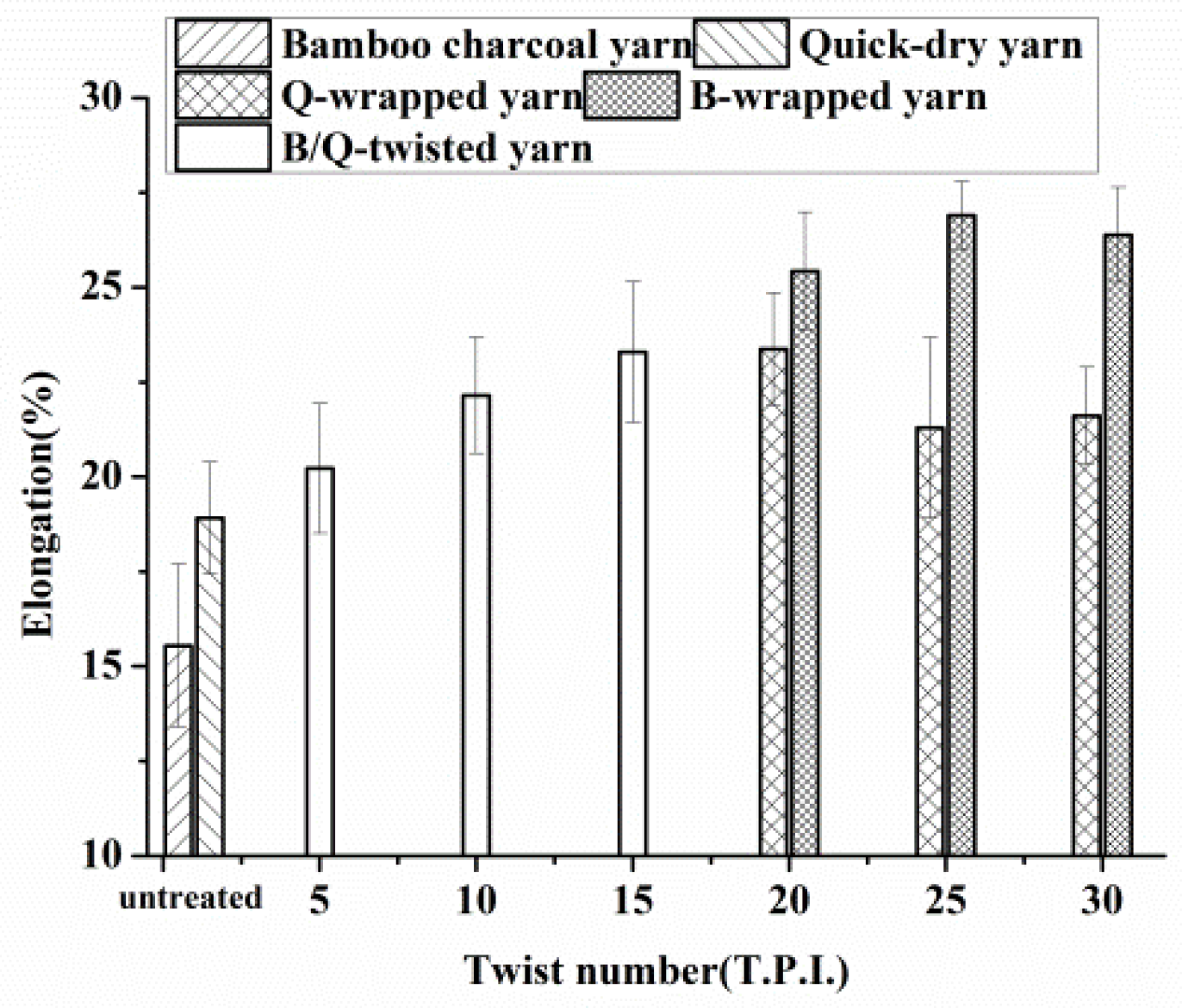
Figure 4 shows that the twisting process provides functional composite yarns with greater tenacity, as compared to the tenacity of the control group (i.e., pure bamboo charcoal yarns and quick-dry yarns). Conversely, the wrapping process provided functional composite yarns with greater tenacity, as compared to the tenacity of the control group. Bamboo charcoal yarns had a low tenacity and elongation at the break, according to Table 3 and Figure 5. The wrapping and twisting process improved the extensibility of the yarns. Therefore, regardless of whether it was wrapped yarns or twisted yarns, the elongation at the break of the functional composite yarns was proportional to the twist number of the yarns.
Moreover, the tenacity of functional composite yarns that were processed with a wrapping process showed a remarkable decrease when the twist number increases. For wrapped yarns, the wrap material could only enwrap the core, but it was primarily the core that bears the majority of the exerted force. Therefore, variations in twist number did not have a considerable influence on the tenacity of the wrapped yarns [26]. Figure 1B and Figure 2B are the structural diagrams of twisted yarns and wrapped yarns. The wrapped yarns were composed of bamboo charcoal yarn and quick-dry yarn alternatively as the core and sheath. A low twist number was unable to enwrap the core completely. After the breakage of the core, a large amount of sheath was possible to slip. A high twist number compactly enwrapped the core, decreasing the slip level of sheath. The twisted yarns were composed of bamboo charcoal yarns and quick-dry yarns with a spiral structure. The higher the twist number, the denser the spiral structure. When a tensile force was exerted, the twisted yarns exhibited a structural slip where the spiral structures were presented. As a result, increasing the twist number improved the elongation of the twisted yarns. However, a high twist number also increased the contact area between the two yarns, as was the case with the friction. Therefore, a high twist number inhibited the slip of structure of twisted yarns, which eventually caused a lower elongation at the break, more than that of the wrapped yarns.
3.2. Effects of Twist Number on the Mechanical Properties of Functional Elastic Knits
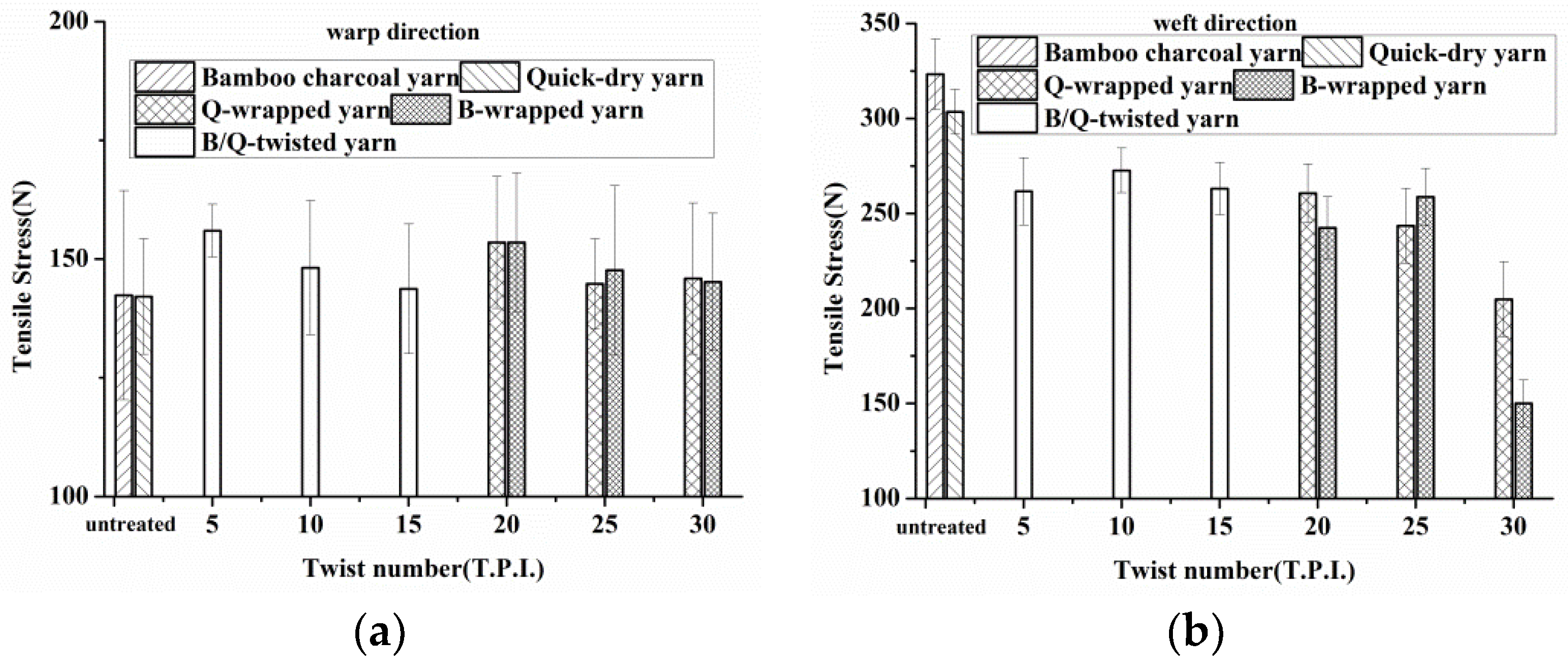
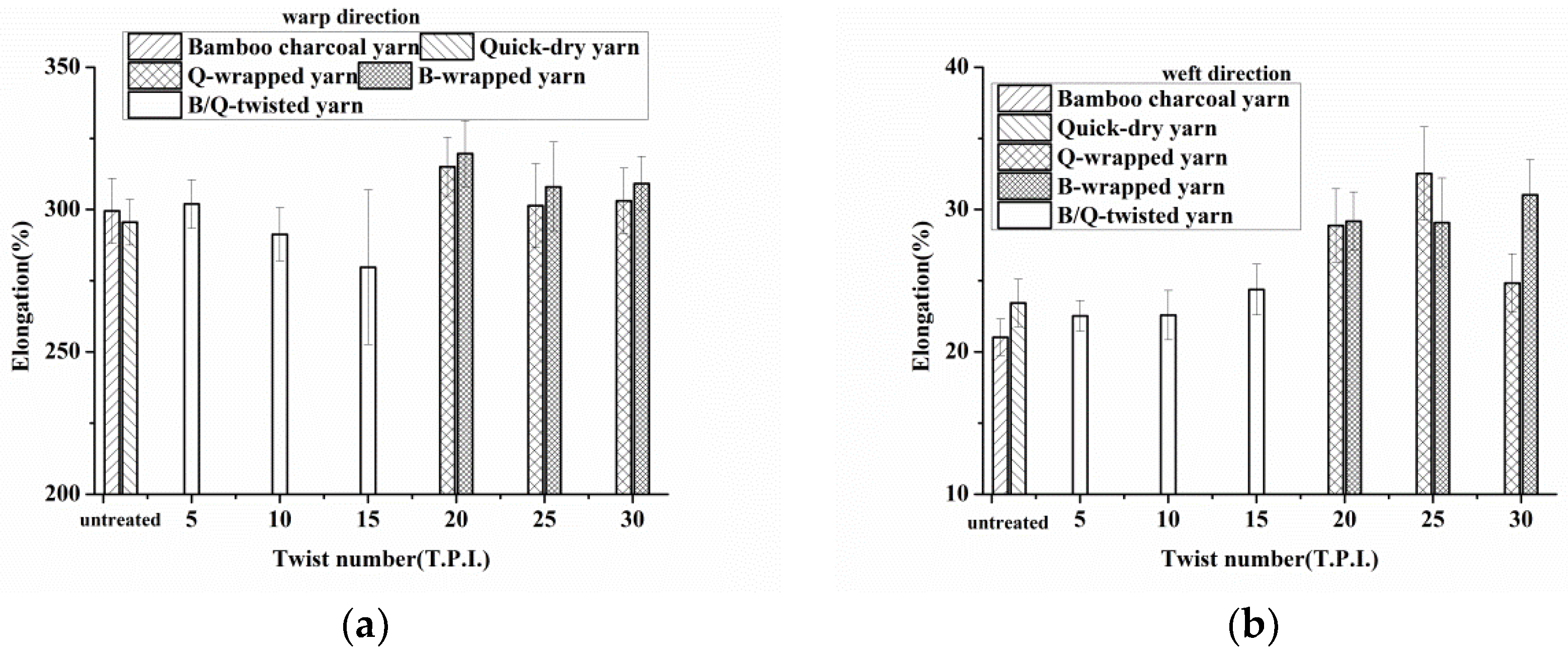
Functional composite yarns were weft inlaid into functional elastic knits using a crochet machine. Therefore, mechanical properties of knits were correlated with the parameters of the functional composite yarns. In Figure 6a, there are no noticeable differences in the tensile stress along the warp direction of the elastic knits. Figure 6b shows that there are no critical differences in the tensile stress along the weft direction of the elastic knits when they are composed of B/Q twisted yarns at a different twist number.
This result was ascribed to the peculiar structure of the knits, which prevented the weft inlay yarn from interfering with the mechanical properties along the warp direction. This was also the case with the elongation along the warp direction as seen in Figure 7a. All functional elastic knits had similar elongation along the warp direction. When composed of a twist number between 5 and 15 T.P.I., B/Q-twisted yarns had similar tenacity, which subsequently provided the elastic knits with similar tensile stress. In contrast, for the elastic knits that were composed of wrapped yarns, the tensile stress along the weft direction was largely in an inverse proportion to the twist number of the wrapped yarns. A high twist number rendered wrapped yarns with lower mechanical properties, which thus had a negative influence on the elastic knits. Moreover, the elongation along the weft direction of elastic knits was dependent on the elongation of the wrapped yarns. Compared to the twisted yarns, the wrapped yarns provided the yarns with higher elongation as seen in Figure 5. Therefore, elastic knits that were made of wrapped yarns had a greater elongation along the weft direction than the elastic knits that were made of twisted yarns (Figure 7b).
3.3. Effects of Twist Number on the Bursting Strength of Functional Elastic Knits
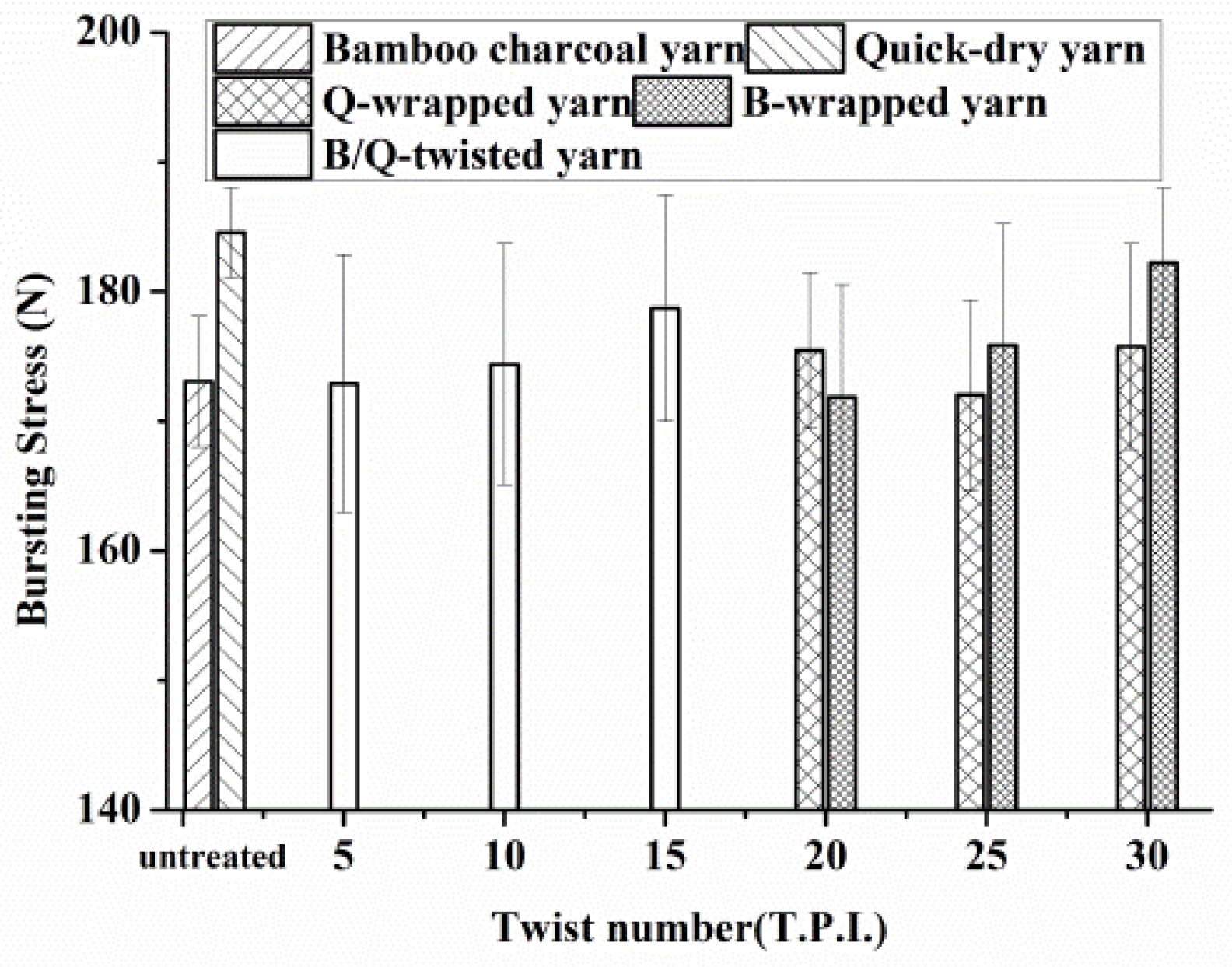
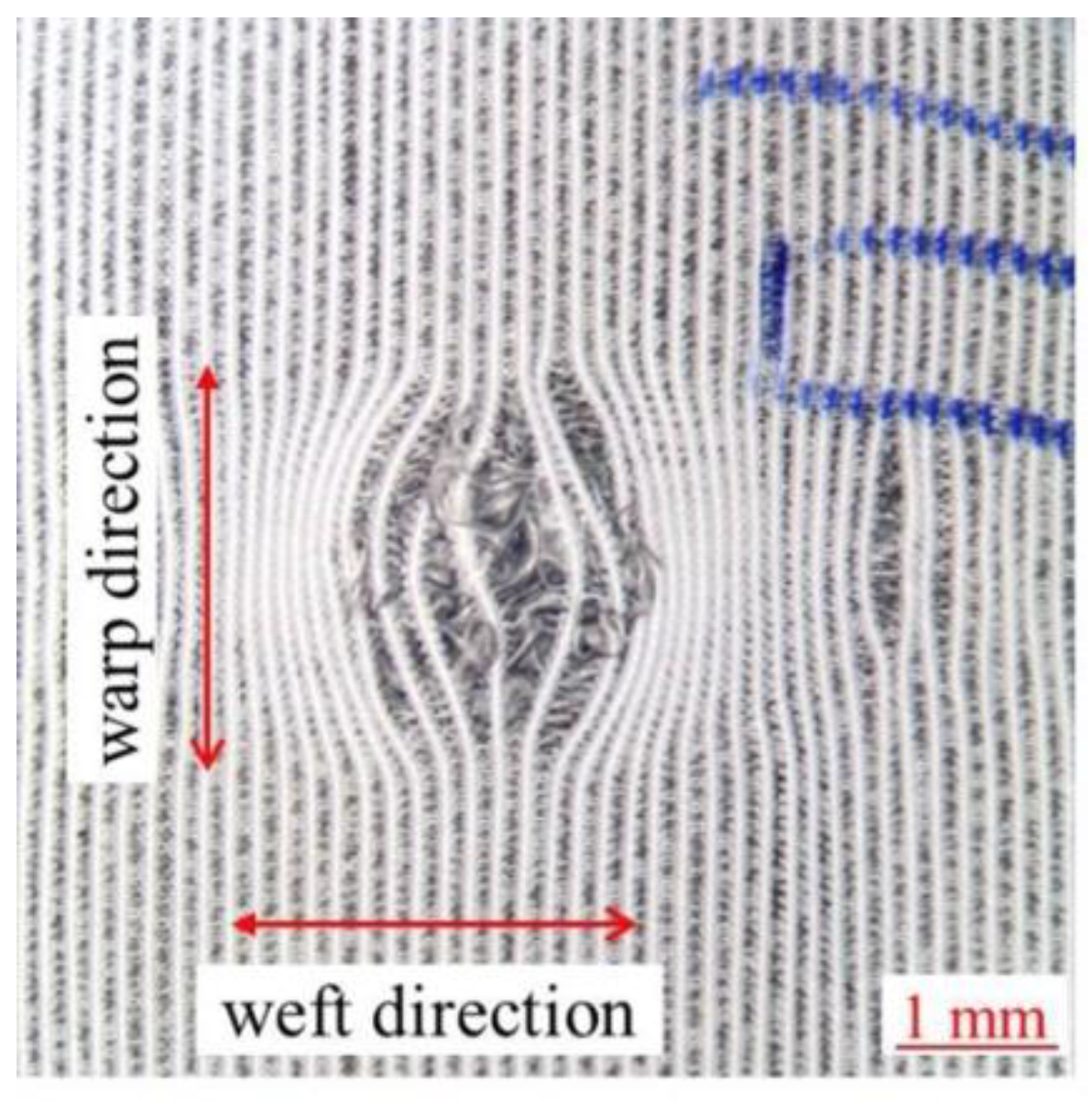
Figure 8 shows that both the experimental and control groups have a bursting strength between 170 and 180 N, while Figure 9 shows that samples that undergo the bursting test all exhibit failure along the weft direction, rather than the warp direction.
Because the functional elastic knits were composed of rubber threads along the warp direction, this provided the elastic knits with good extension along the warp direction. As a result, the rubber threads of elastic knits transmitted the externally applied force via local deformations. On the other hand, the functional elastic knits were composed of weft yarns in order to form an inlay structure as seen in blue lines in Figure 3, and the knits failed to extend along the weft direction, along which the prior damage was rendered. In addition, the functional elastic knits had comparable bursting stress regardless of using yarns for different specifications. This result resembled that which was described in Section 3.2. It was primarily due to the similar mechanical properties of the different functional yarns, as seen in Figure 4 and Figure 5. Therefore, with a specified weft density of 64 pick/inch, the functional yarn types did not have a distinctive difference in the bursting stress of the elastic knits.
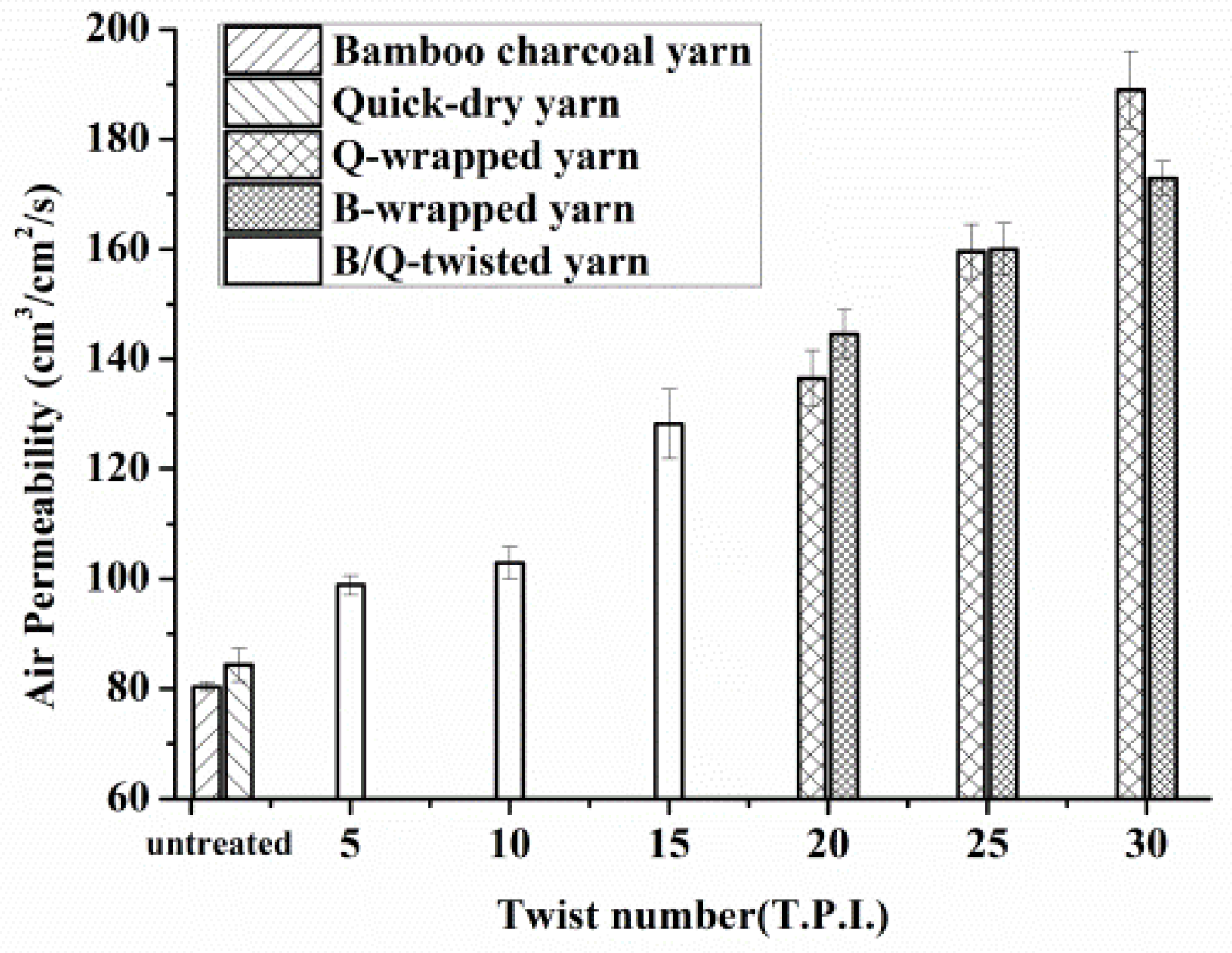
3.4. Effects of Twist Number on the Air Permeability of Functional Elastic Knits
Doing exercise accelerates metabolism and demands 20% of the total energy consumed by metabolism. At the same time, the rest 80% is dissipated via the form of heat. If the human body fails to dissipate heat in a short time, the core temperature of the body then increases by 5 °C every ten minutes. When the core temperature reaches to a certain point, the human body perspires in order to attain a thermal balance [11]. This phenomenon leads to dehydration, and the air permeability of the elastic knits is thus a crucial factor in terms of the comfort on the skin [27,28].
In comparison to the control groups (i.e., functional elastic knits that were composed of non-processed bamboo charcoal yarns or non-processed quick-dry yarns, the elastic knits that were composed of twisted yarns or wrapped yarns had a considerably higher air permeability. In addition, the analysis software of an optical microscope showed that the control groups had an average pore size of 0.03–0.04 mm2, while the experimental groups (i.e., functional elastic knits) had an average pore size 0.08–0.1 mm2. There were no distinctive variations in the thickness and weight of the knits when the diameter of the yarns decreases. The results were ascribed to the fact that the thickness and weight of the elastic knits were primarily based on the amount of rubber threads. Therefore, using different wrapped yarns or twisted yarns did not noticeably change the weight and thickness of the elastic knits.
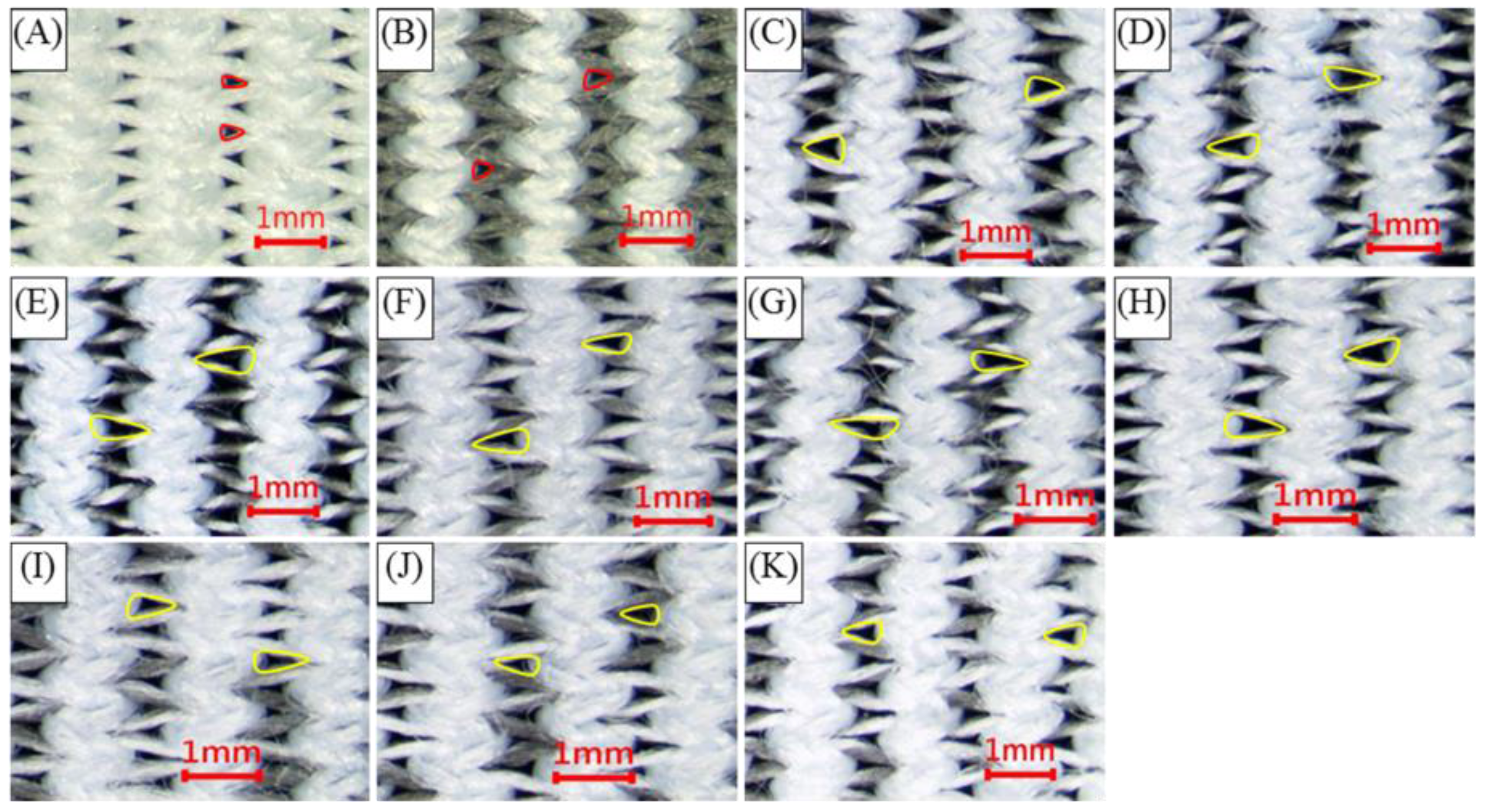
Regardless of whether it was bamboo charcoal yarns or quick-dry yarns, they had a fluffy structure. When they were used to produce elastic knits using a crochet machine, the knits demonstrated a shrinkage when they were off the pre-tension force exerted by the machine. Therefore, the pores of the elastic knits were compressed as seen in Figure 10A,B. The wrapping or twisting process made the structure of yarns compact, resulting in a smaller diameter. Therefore, the resulting elastic knits had a larger pore size as seen in Figure 10C–K. Previous studies indicated that the variations in the diameter of yarn as well as variations in the thickness and weight of the knits affected the air permeability of the knits. In comparison of Table 2 and Figure 11, the air permeability of the elastic knits was inversely proportional to the diameter of yarns. This result was in conformity with that of previous studies [12,29].
3.5. Effects of Twist Number on the Water Vapor Transmission Rate of Functional Elastic Knits
Water vapor adsorbs to the surface of knits when they come into contact. The knits diffuse and evaporate the moisture. If water vapor fails to penetrate the knits, it undergoes condensation in the air layer between the skin and the knit. The residual moisture makes the wearers uncomfortable when their body temperature decreases [11,28]. The skin of the human body has a water vapor transmission rate of 215–350 g/m2 day [11,30,31,32], and any lower water vapor transmission rates of knits would retain moisture. The water vapor transmission rate of knits was dependent on the types of yarns, specification of the yarns, and the structure and thickness of the knits [12,32]. Hence, this study investigated the effects of two parameters, namely, the type of yarns and the specification of the yarns.
Figure 12 shows that all functional elastic knits have a high water vapor transmission rate. The control groups had a greater water vapor transmission rate than the experimental groups. Moreover, the control group of non-processed bamboo charcoal yarns outperformed the control group of non-processed quick-dry yarns, particularly in terms of the water vapor transmission rate. For the experimental groups, the water vapor transmission rate of the elastic knits had a decreasing trend when their constituent yarns were composed of a high twist number. The functional composite yarns had a firm structure after they were twisted or wrapped. However, the advantages of bamboo charcoal yarns and quick-dry yarns were no longer present when they were firmly compressed at a twist number beyond 15 T.P.I., which eventually caused a similar water vapor transmission rate of functional elastic knits.
The adsorption and evaporation of the moisture were dependent on the micro-structure and the hydrophilic properties of different yarns. Non-processed bamboo charcoal yarns had a porous microstructure that helped with the seizure of vapors. Similarly, non-processed quick-dry yarns had a channeled-like structure over the surface, which increased the specific areas. Therefore, both fibers had good diffusion and evaporation. In sum, for the experimental groups, regardless of whether it was the wrapped or the twisted yarns, all the functional elastic knits attained a water vapor transmission rate that was qualified for use on human skin, preventing condensation of the water vapor.
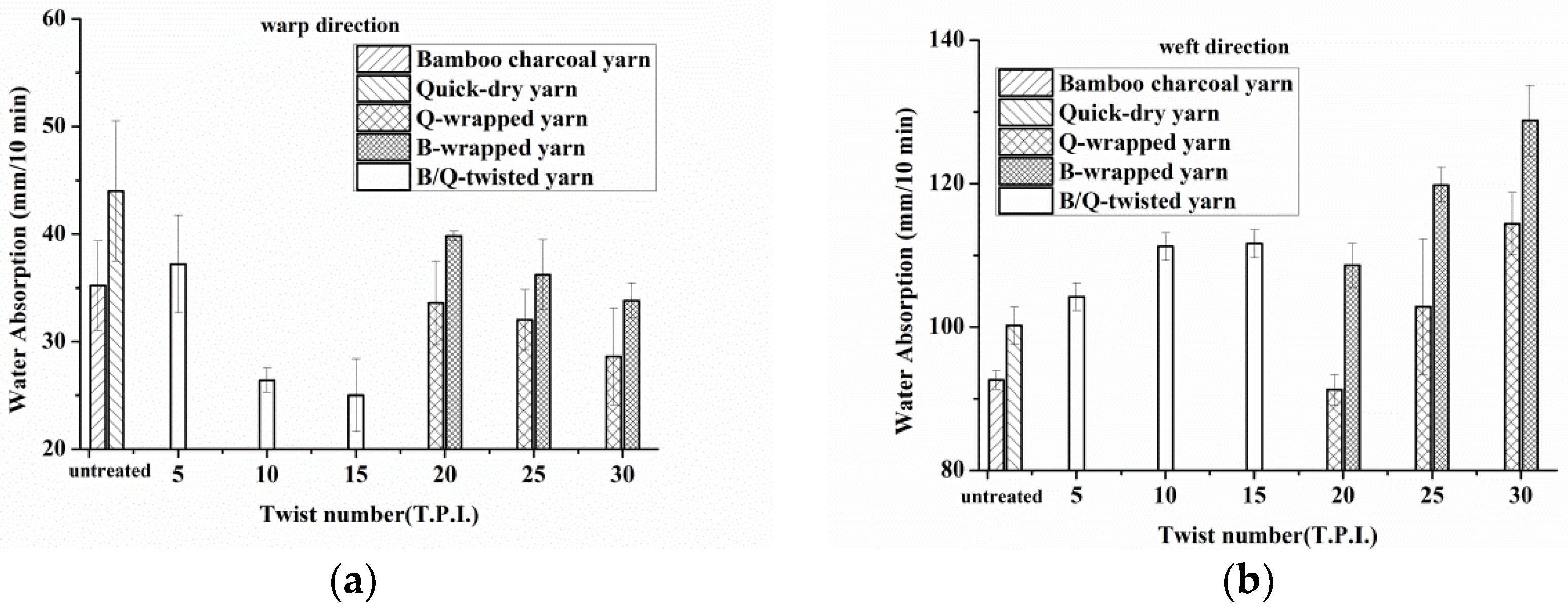
3.6. Effects of Twist Number on the Water Absorption Rate of Functional Elastic Knits
In order for the comfort of wearers, the elastic knits should have both efficient water absorption and evaporation. Therefore, two functional yarns with a micro-structure were used in this study and their influence on the water absorption rate of the functional elastic knits was examined.
Figure 13 shows that the water absorption rate along the warp direction is noticeably different from that along the weft direction. The functional composite yarns were weft inlaid into functional elastic knits, which resulted in a distinctive increase in water absorption along the weft direction. Figure 13b shows that the elastic knits of Q-wrapped yarns at 20 T.P.I. have water absorption along the weft direction of 80–100 mm, while all the other elastic knits have water absorption along the weft direction of 100–130 mm. Nevertheless, Figure 13a shows that all the elastic knits that have water absorption along the warp direction is lower than 50 mm.
These results were ascribed to the fabrication structure of the elastic knits that was composed of the weft-inlaid functional composite yarns and warp yarn of PET yarns. Functional composite yarns had a high capillary phenomenon, which contributed to water absorption along the weft direction. In contrast, the PET yarns had low water absorption, which resulted in a discontinuity of the capillary phenomenon along the warp direction, and a low water absorption along the warp direction.
3.7. Effects of Twist Number on the Far-Infrared Emissivity of Functional Elastic Knits
FIR rays are invisible lights between 5.6 and 1000 μm. The human body absorbs FIR rays that help with molecular rotation and vibrational effects. The blood microcirculation of the irradiated regions also causes vessels to expand and increase the temperature of the body [10]. Figure 14 shows that, in addition to the elastic knits that are composed of pure quick-dry yarns, other functional elastic knits that are composed of bamboo charcoal yarns all have FIR emissivity of above 0.8. According to the test standard of FTTS-FA-010, fabrics with an FIR emissivity above 0.8 are qualified for the application in FIR emissivity.
In comparison of the control group (i.e., elastic knits that were composed of bamboo charcoal yarn), the experimental groups (i.e., functional elastic knits that were composed of Q-wrapped yarns, B-wrapped yarns, and B/Q-twisted yarns) had greater FIR emissivity. In addition, the functional elastic knits had a higher FIR emissivity when they were composed of B-wrapped yarns, as opposed to Q-wrapped yarns. B-wrapped yarns had bamboo charcoal yarns as the sheath and quick-dry yarns as the core, while B-wrapped yarns were made the other way around.
This result was due to the fact that the wrapping or twisting process increased the content of the bamboo charcoal yarn in the functional composite knits, thereby improving the FIR emissivity. The Q-wrapped yarns were composed of a smaller amount of bamboo charcoal yarn, and the wrapping process further decreased their diameter, debilitating the radiation of FIR rays. Moreover, a previous study indicated that increasing the numbers of lamination layers increased the contact area with FIR radiation, and thus, improved the FIR emissivity [33].
4. Conclusions
This study investigates the functional composite yarns and functional elastic knits in terms of physical properties and functions. The effects of the twist number of the functional composite yarns were examined in order to increase the surface of functional yarns per unit area and then improve the mechanical properties. The test results showed that using a wrapping or a twisting process provided functional composite yarns with good mechanical properties, and that the former outperformed the latter in terms of the elongation of the functional composite yarns.
In addition, the properties of functional elastic knits were evaluated in order to examine the influence of the parameters of the yarns. The test results showed that using twisted yarns or wrapped yarns resulted in a decrease in water vapor transmission rate of the functional elastic knits but an increase in their FIR emissivity, water absorption rate, and air permeability. According to production cost, mechanical properties, water vapor transmission rate, air permeability, water absorption, and FIR emissivity, the optimal parameter of functional elastic knits was B-wrapped yarns at 20 T.P.I. The functional elastic knits thus had adjustable fabric shrinkage, which helped the wearers to support joints and muscles during exercises.
Supplementary Files
Supplementary File 1Acknowledgments
The authors would especially like to thank the Ministry of Science and Technology of Taiwan, for financially supporting this research under Contract MOST 105-2622-E-166-001-CC2.
Author Contributions
In this study, the concepts and designs for the experiment, all required materials, as well as processing and assessment instruments, were provided by Jia-Horng Lin and Ching-Wen Lou. Data were analyzed, and experimental results were examined by Chih Hung He and Yu-Tien Huang. The experiment was conducted and the text was composed by Chih Hung He.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gambichler, T. Ultraviolet protection of clothing. In Functional Textiles for Improved Performance, Protection and Health; Woodhead Publishing: Cambridge, UK, 2011; pp. 45–63. [Google Scholar]
- Zhang, X. Antistatic and conductive textiles. In Functional Textiles for Improved Performance, Protection and Health; Woodhead Publishing: Cambridge, UK, 2011; pp. 27–44. [Google Scholar]
- Kothari, V.K.; Bhattacharjee, D. Artificial neural network modelling for prediction of thermal transmission properties of woven fabrics. In Soft Computing in Textile Engineering; Woodhead Publishing: Cambridge, UK, 2011; pp. 403–423. [Google Scholar]
- Lawrence, C. Chapter 10—Fibre to yarn: Filament yarn spinning. In Textiles and Fashion; Woodhead Publishing: Cambridge, UK, 2015; pp. 213–253. [Google Scholar]
- Li, T.T.; Pan, Y.J.; Hsieh, C.T.; Lou, C.W.; Chuang, Y.C.; Huang, Y.T.; Lin, J.H. Comfort and functional properties of far-infrared/anion-releasing warp-knitted elastic composite fabrics using bamboo charcoal, copper, and phase change materials. Appl. Sci. 2016, 6, 62. [Google Scholar] [CrossRef]
- Dong, Y.; Kong, J.; Mu, C.; Zhao, C.; Thomas, N.L.; Lu, X. Materials design towards sport textiles with low-friction and moisture-wicking dual functions. Mater Des. 2015, 88, 82–87. [Google Scholar] [CrossRef] [Green Version]
- Li, Y. Perceptions of temperature, moisture and comfort in clothing during environmental transients. Ergonomics 2005, 48, 234–248. [Google Scholar] [CrossRef] [PubMed]
- Classen, E. Comfort testing of textiles. In Advanced Characterization and Testing of Textiles; Vermeersch, O., Izquierdo, V., Eds.; Woodhead Publishing: Cambridge, UK, 2018; pp. 59–69. [Google Scholar]
- McCann, J. Environmentally conscious fabric selection in sportswear design. In Textiles for Sportswear; Woodhead Publishing: Cambridge, UK, 2015; pp. 17–52. [Google Scholar]
- Dyer, J. Infrared functional textiles. In Functional Textiles for Improved Performance, Protection and Health; Woodhead Publishing: Cambridge, UK, 2011; pp. 184–197. [Google Scholar]
- Daanen, H. Physiological strain and comfort in sports clothing. In Textiles for Sportswear; Woodhead Publishing: Cambridge, UK, 2015; pp. 153–168. [Google Scholar]
- Majumdar, A.; Mukhopadhyay, S.; Yadav, R. Thermal properties of knitted fabrics made from cotton and regenerated bamboo cellulosic fibres. Int. J. Therm. Sci. 2010, 49, 2042–2048. [Google Scholar] [CrossRef]
- Deopura, B.L.; Padaki, N.V. Chapter 5—Synthetic textile fibres: Polyamide, polyester and aramid fibres a2 -sinclair, rose. In Textiles and Fashion; Woodhead Publishing: Cambridge, UK, 2015; pp. 97–114. [Google Scholar]
- Alexander, J.; Selfe, J.; Oliver, B.; Mee, D.; Carter, A.; Scott, M.; Richards, J.; May, K. An exploratory study into the effects of a 20 minute crushed ice application on knee joint position sense during a small knee bend. Phys. Ther. Sport 2016, 18, 21–26. [Google Scholar] [CrossRef] [PubMed]
- Kobara, K.; Fujita, D.; Osaka, H.; Ito, T.; Watanabe, S. Influence of distance between the rotation axis of back support and the hip joint on shear force applied to buttocks in a reclining wheelchair’s back support. Prosthet. Orthot. Int. 2013, 37, 459–464. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jorgensen, M.J.; Marras, W.S. The effect of lumbar back support tension on trunk muscle activity. Clin. Biomech. 2000, 15, 292–294. [Google Scholar] [CrossRef]
- Rønning, R.; Rønning, I.; Gerner, T.; Engebretsen, L. The efficacy of wrist protectors in preventing snowboarding injuries. Am. J. Sports Med. 2001, 29, 581–585. [Google Scholar] [CrossRef] [PubMed]
- Stuart, P.; Briggs, P. Closed extensor tendon rupture and distal radial fracture with use of a gymnast’s wrist support. Br. J. Sports Med. 1993, 27, 92–93. [Google Scholar] [CrossRef] [PubMed]
- Lin, C.M.; Lin, C.W.; Yang, Y.C.; Lou, C.W.; Chen, A.P.; Lin, J.H. Evaluation of the manufacturing and functions of complex yarn and fabrics. Fibres Text. East. Eur. 2012, 20, 47–50. [Google Scholar]
- Lin, J.H.; Lin, C.M.; Huang, C.H.; Chen, A.P.; Chen, C.P.; Lou, C.W. Physical properties of electrically conductive complex-ply yarns and woven fabrics made from recycled polypropylene. J. Eng. Fibers Fabr. 2013, 8, 30–38. [Google Scholar]
- Lin, J.H.; Huang, Y.T.; Li, T.T.; Lin, C.M.; Lou, C.W. Bamboo charcoal/phase change material/stainless steel ring-spun complex yarn and its far-infrared/anion-releasing elastic warp-knitted fabric: Fabrication and functional evaluation. J. Ind. Text. 2016, 46, 624–642. [Google Scholar] [CrossRef]
- Yu, Z.C.; Zhang, J.F.; Lou, C.W.; Lin, J.H. Wicking behavior and antibacterial properties of multifunctional knitted fabrics made from metal commingled yarns. J. Text. Inst. 2015, 106, 862–871. [Google Scholar] [CrossRef]
- Lou, C.W.; Hu, J.J.; Lu, P.C.; Lin, J.H. Effect of twist coefficient and thermal treatment temperature on elasticity and tensile strength of wrapped yarns. Text. Res. J. 2016, 86, 24–33. [Google Scholar] [CrossRef]
- Liu, T.; Choi, K.F.; Li, Y. Wicking in twisted yarns. J. Colloid Interface Sci. 2008, 318, 134–139. [Google Scholar] [CrossRef] [PubMed]
- Perwuelz, A.; Casetta, M.; Caze, C. Liquid organisation during capillary rise in yarns—Influence of yarn torsion. Polym. Test. 2001, 20, 553–561. [Google Scholar] [CrossRef]
- Qu, H.; Skorobogatiy, M. 2–Conductive polymer yarns for electronic textiles. In Electronic textiles; Woodhead Publishing: Oxford, UK, 2015; pp. 21–53. [Google Scholar]
- Tessier, D. Testing thermal properties of textiles a2-dolez, patricia. In Advanced Characterization and Testing of Textiles; Vermeersch, O., Izquierdo, V., Eds.; Woodhead Publishing: Cambridge, UK, 2018; pp. 71–92. [Google Scholar]
- Fung, W. Coated and laminated textiles in sportswear. In Textiles in Sport; Woodhead Publishing: Cambridge, UK, 2005; pp. 134–174. [Google Scholar]
- Van Amber, R.R.; Wilson, C.A.; Laing, R.M.; Lowe, B.J.; Niven, B.E. Thermal and moisture transfer properties of sock fabrics differing in fiber type, yarn, and fabric structure. Text. Res. J. 2015, 85, 1269–1280. [Google Scholar] [CrossRef]
- Lamke, L.O.; Nilsson, G.E.; Reithner, H.L. The evaporative water loss from burns and the water-vapour permeability of grafts and artificial membranes used in the treatment of burns. Burns 1977, 3, 159–165. [Google Scholar] [CrossRef]
- RuizCardona, L.; Sanzgiri, Y.D.; Benedetti, L.M.; Stella, V.J.; Topp, E.M. Application of benzyl hyaluronate membranes as potential wound dressings: Evaluation of water vapour and gas permeabilities. Biomaterials 1996, 17, 1639–1643. [Google Scholar] [CrossRef]
- Li, Y. The science of clothing comfort. Text. Prog. 2001, 31, 1–135. [Google Scholar] [CrossRef]
- Lin, J.H.; Chen, A.P.; Hsieh, C.T.; Lin, C.W.; Lin, C.M.; Lou, C.W. Physical properties of the functional bamboo charcoal/stainless steel core-sheath yarns and knitted fabrics. Text. Res. J. 2011, 81, 567–573. [Google Scholar] [CrossRef]
Figure 1.
(A) The assembly of a rotor spindle machine and (B) the structure of a twisted yarns [26].
Figure 1.
(A) The assembly of a rotor spindle machine and (B) the structure of a twisted yarns [26].
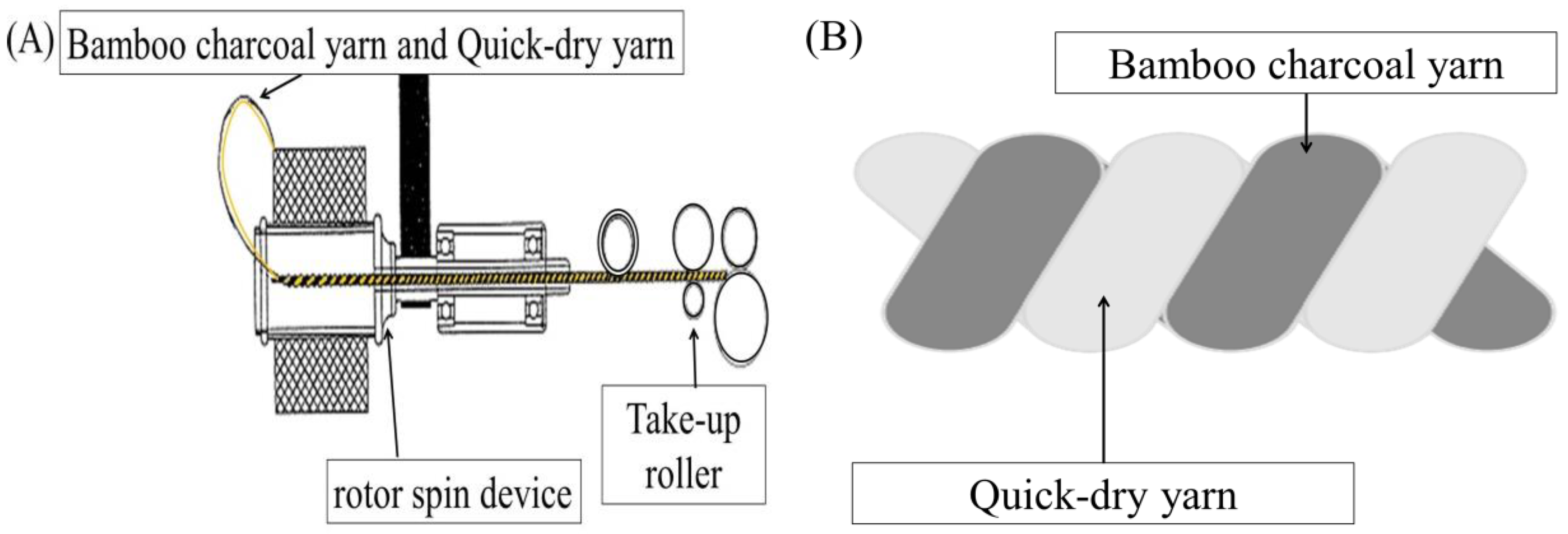
Figure 2.
(A) assembly of hollow spindle machine and (B) diagram of a wrapped yarn [26].
Figure 2.
(A) assembly of hollow spindle machine and (B) diagram of a wrapped yarn [26].
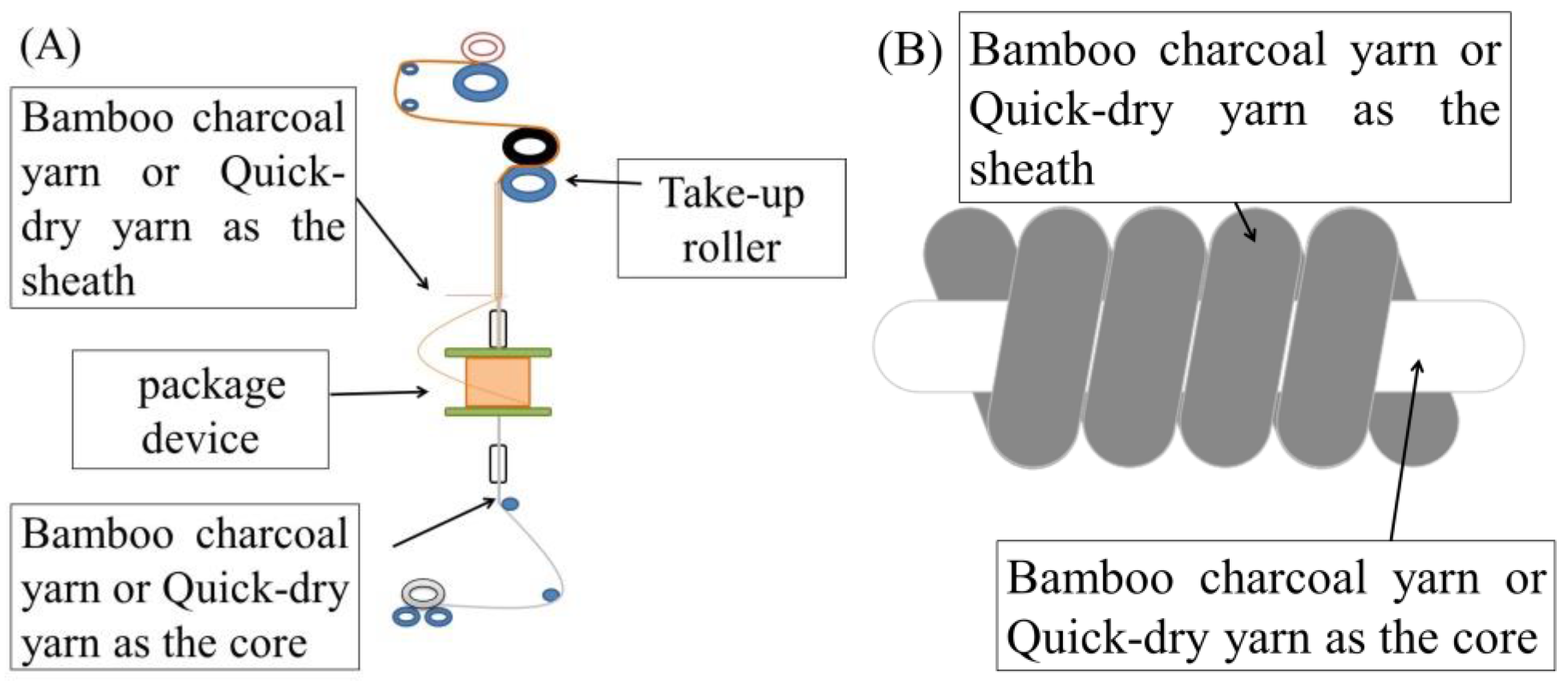
Figure 3.
Functional elastic knits where the black yarn is the warp yarn, the red yarn is the rubber thread, and the blue yarn is the functional composite yarns.
Figure 3.
Functional elastic knits where the black yarn is the warp yarn, the red yarn is the rubber thread, and the blue yarn is the functional composite yarns.
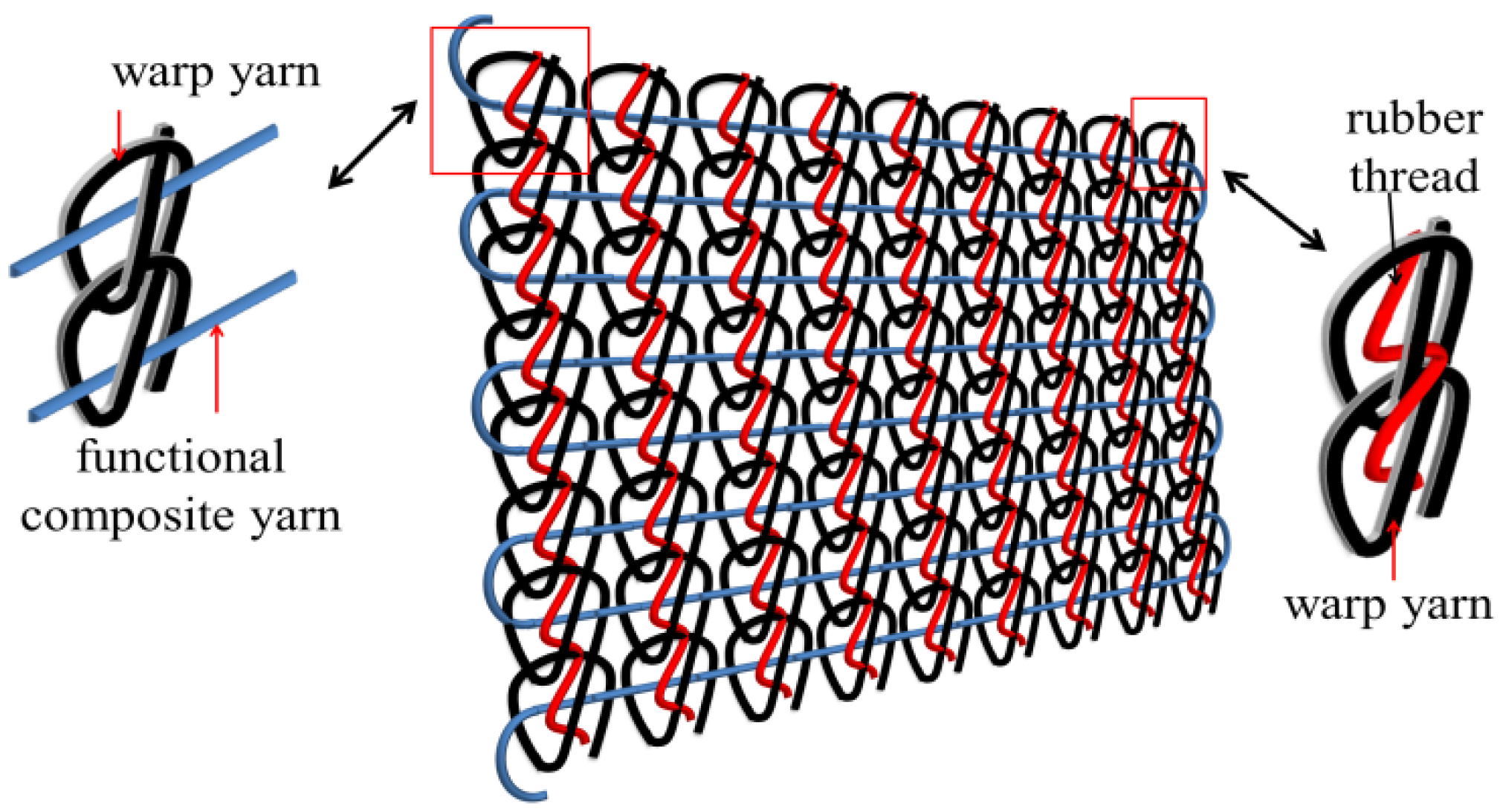
Figure 4.
Tenacity of functional composite yarns in relation to the administration of a wrapping/twisting process as well as the twist number. The error bar indicates the Standard deviation (SD). Q: Quick-dry, and B: Bamboo charcoal.
Figure 4.
Tenacity of functional composite yarns in relation to the administration of a wrapping/twisting process as well as the twist number. The error bar indicates the Standard deviation (SD). Q: Quick-dry, and B: Bamboo charcoal.
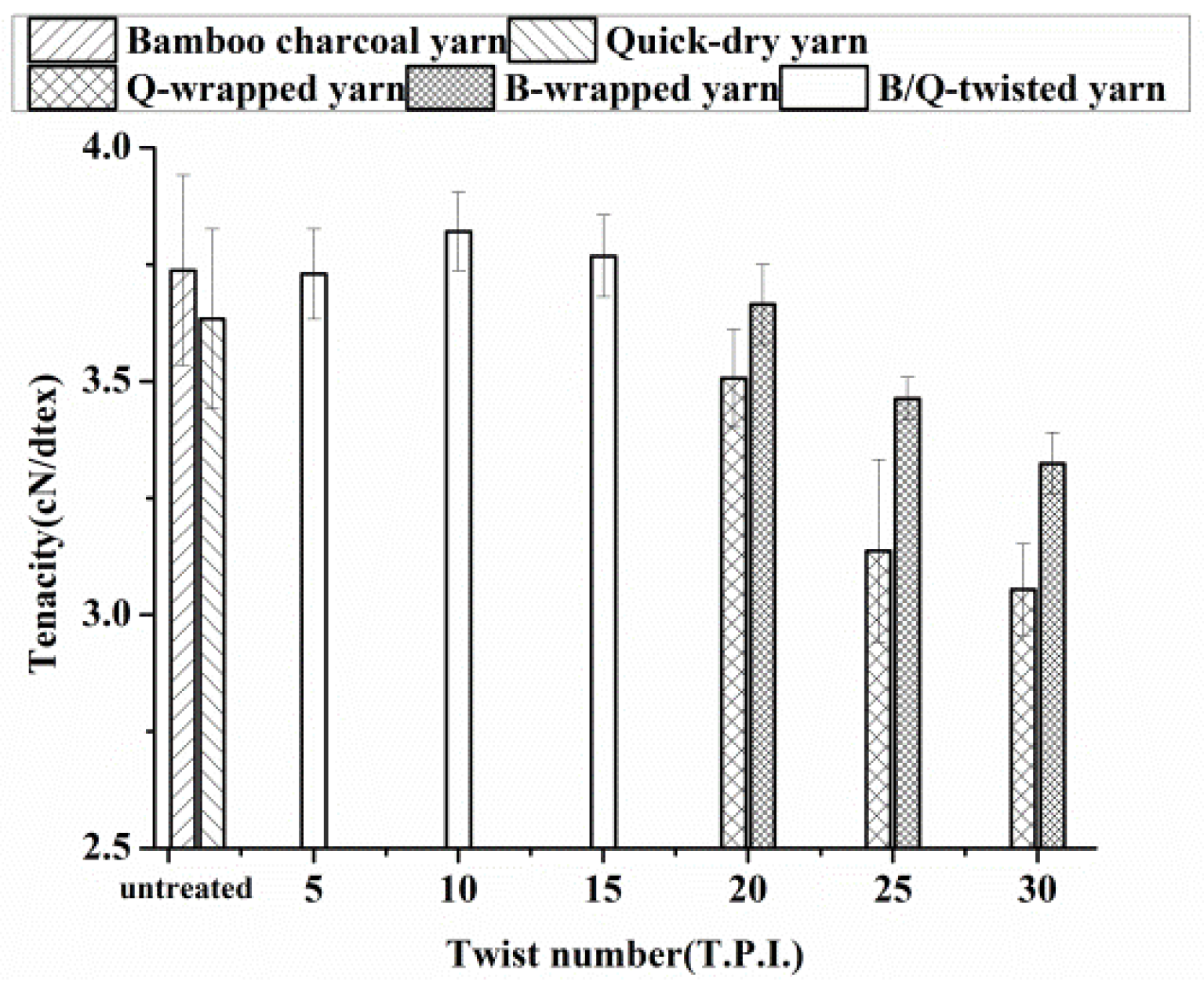
Figure 5.
Elongation of functional composite yarns in relation to the administration of a wrapping/twisting process as well as the twist number. The error bar indicates the SD.
Figure 5.
Elongation of functional composite yarns in relation to the administration of a wrapping/twisting process as well as the twist number. The error bar indicates the SD.
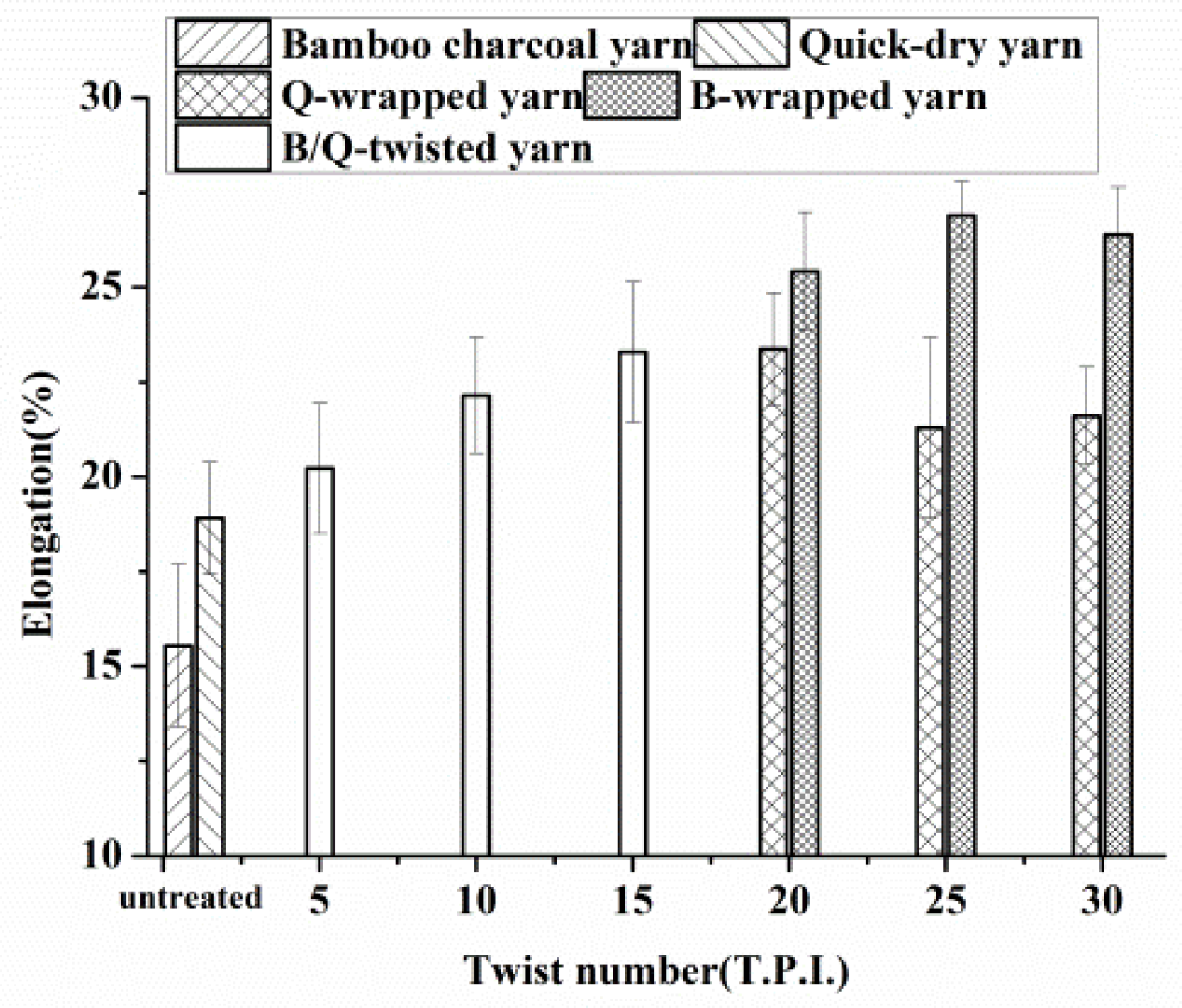
Figure 6.
Tensile stress along (a) the warp direction and (b) weft direction of functional elastic knits in relation to the administration of a wrapping/twisting process, as well as the twist number of the yarns. The error bar indicates the SD.
Figure 6.
Tensile stress along (a) the warp direction and (b) weft direction of functional elastic knits in relation to the administration of a wrapping/twisting process, as well as the twist number of the yarns. The error bar indicates the SD.
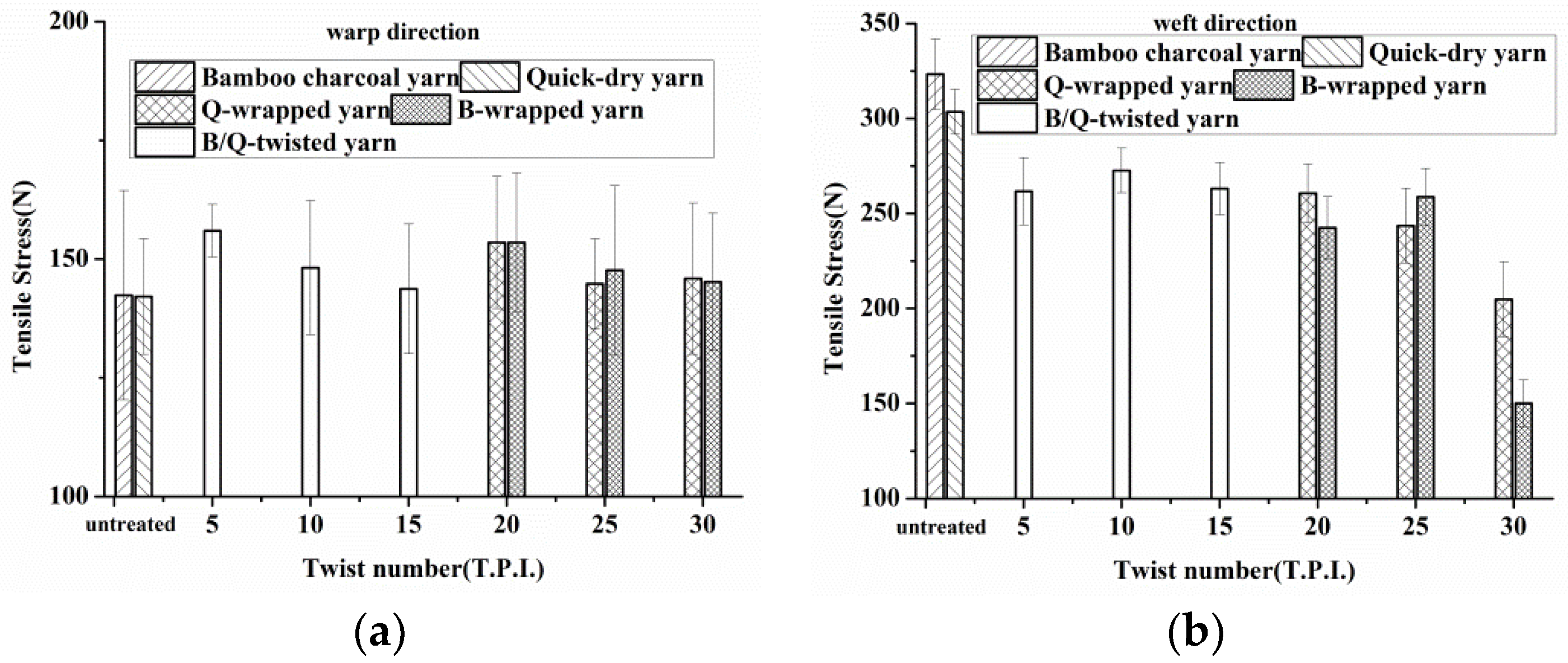
Figure 7.
Elongation along (a) the warp direction and (b) weft direction of functional elastic knits in relation to the administration of a wrapping/twisting process as well as the twist number of the yarns. The error bar indicates the SD.
Figure 7.
Elongation along (a) the warp direction and (b) weft direction of functional elastic knits in relation to the administration of a wrapping/twisting process as well as the twist number of the yarns. The error bar indicates the SD.
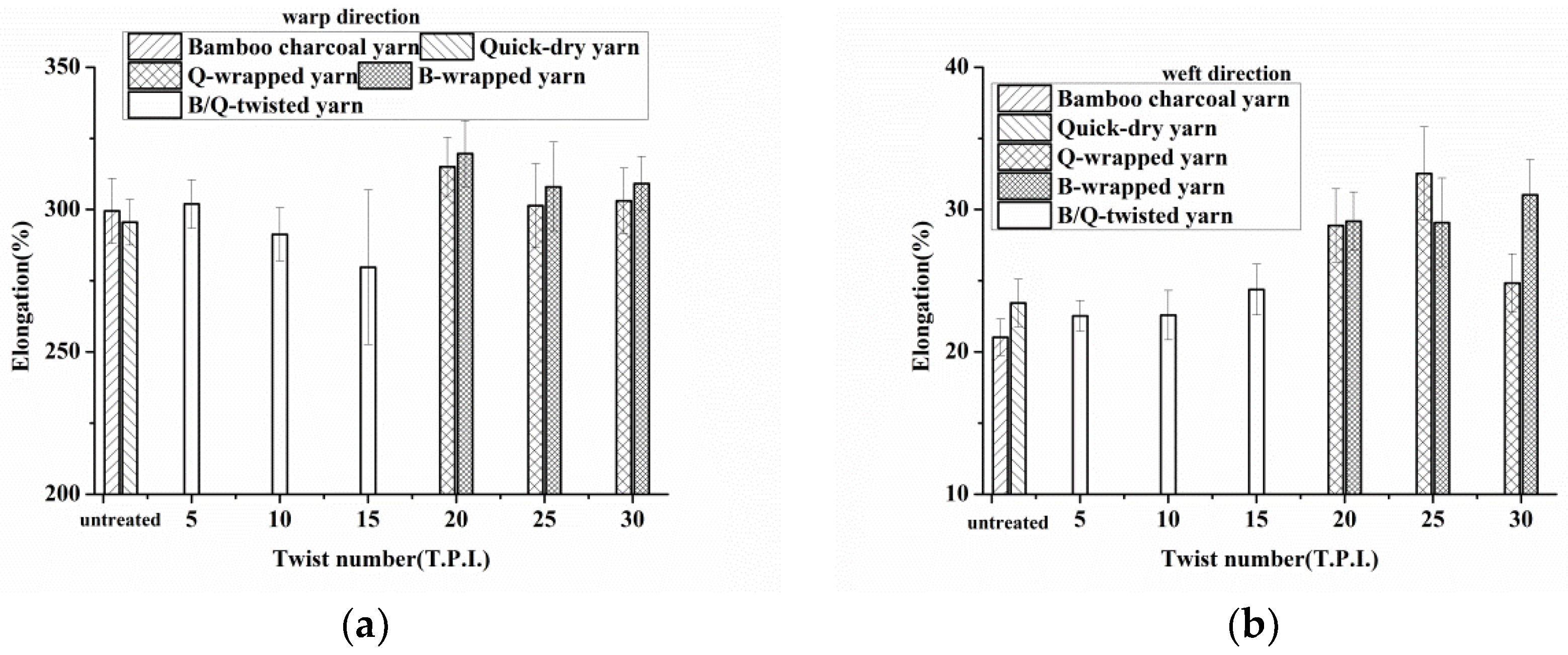
Figure 8.
Bursting stress of elastic knits as related to parameters of different functional yarns. The error bar indicates the SD.
Figure 8.
Bursting stress of elastic knits as related to parameters of different functional yarns. The error bar indicates the SD.
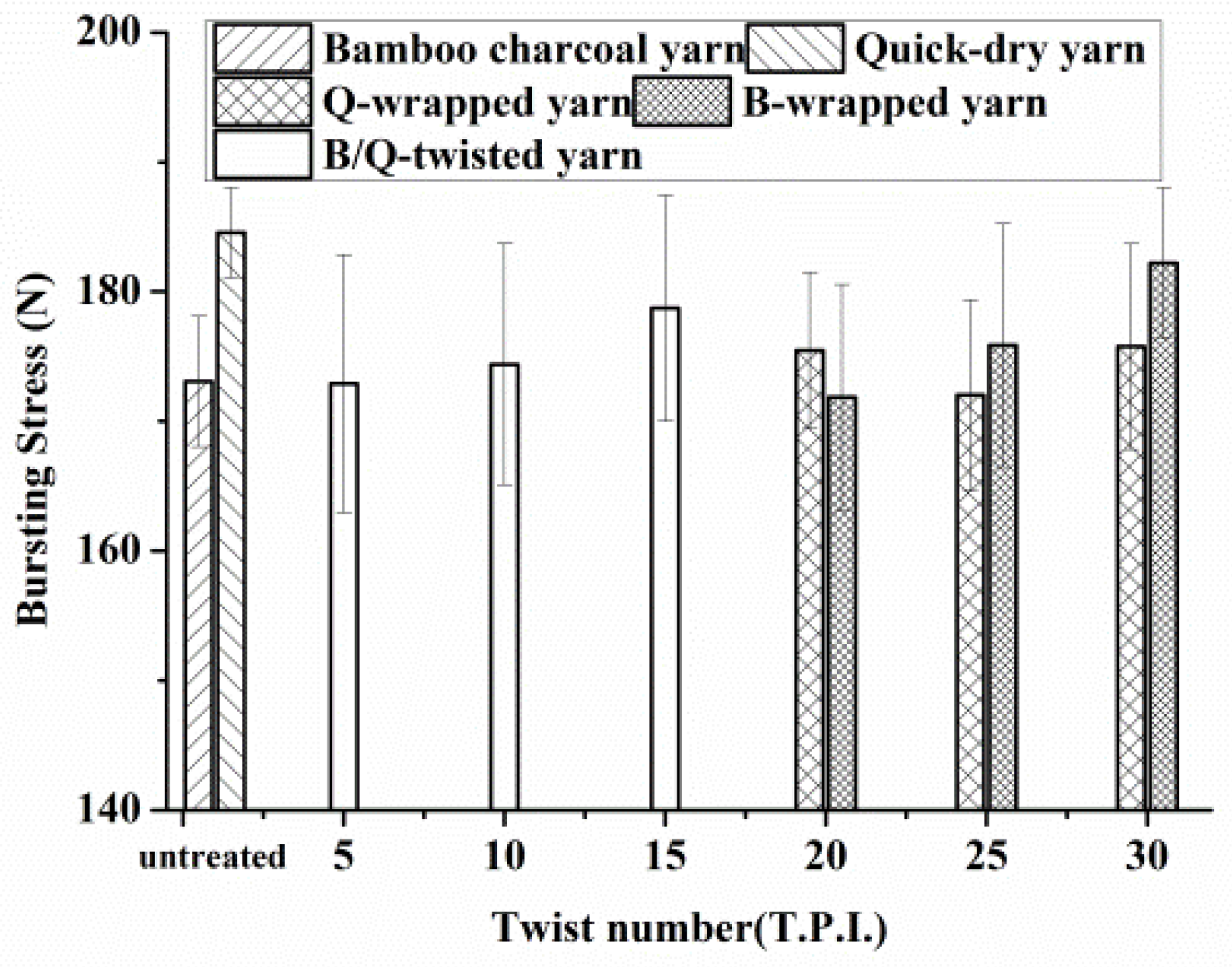
Figure 9.
Images of the fractured elastic knits after the bursting strength test. As all samples exhibit similar failure over the surface, B/Q-twisted yarns made of 20 T.P.I. is used in this diagram.
Figure 9.
Images of the fractured elastic knits after the bursting strength test. As all samples exhibit similar failure over the surface, B/Q-twisted yarns made of 20 T.P.I. is used in this diagram.
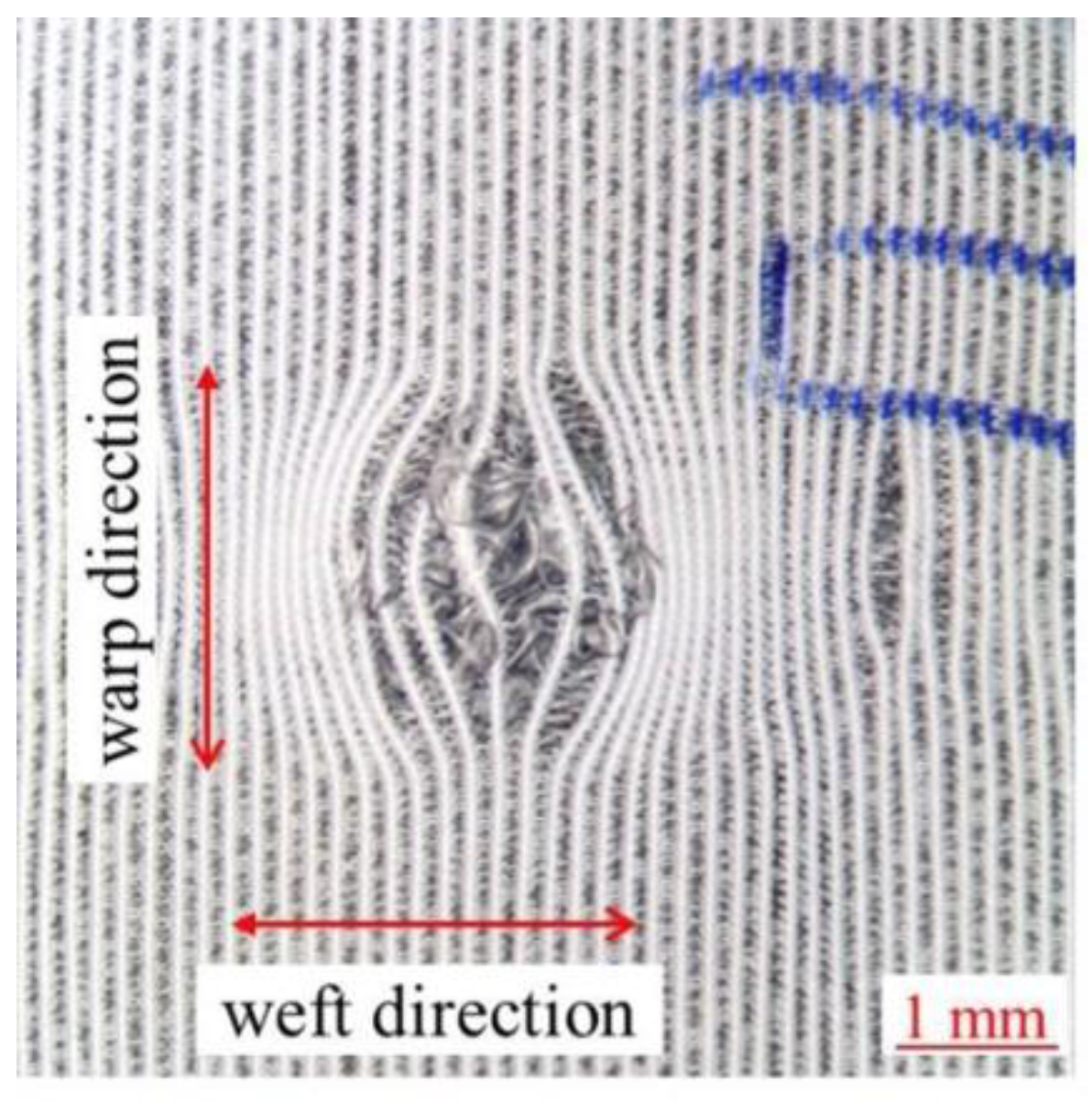
Figure 10.
Surficial observation of the functional elastic knits that are made of (A) quick-dry yarn; (B) bamboo charcoal yarn; (C) 20 T.P.I. B-wrapped yarn; (D) 25 T.P.I. B-wrapped yarn; (E) 30 T.P.I. B-wrapped yarn; (F) 20 T.P.I. Q-wrapped yarn; (G) 25 T.P.I. Q-wrapped yarn; (H) 30 T.P.I. Q-wrapped yarn; (I) 5 T.P.I. B/Q-twisted yarn; (J) 10 T.P.I. B/Q-twisted yarn; and (K) 15 T.P.I. B/Q-twisted yarn. The small pore size is indicated in red drop-like triangles and the large pore size is indicated yellow drop-like triangles.
Figure 10.
Surficial observation of the functional elastic knits that are made of (A) quick-dry yarn; (B) bamboo charcoal yarn; (C) 20 T.P.I. B-wrapped yarn; (D) 25 T.P.I. B-wrapped yarn; (E) 30 T.P.I. B-wrapped yarn; (F) 20 T.P.I. Q-wrapped yarn; (G) 25 T.P.I. Q-wrapped yarn; (H) 30 T.P.I. Q-wrapped yarn; (I) 5 T.P.I. B/Q-twisted yarn; (J) 10 T.P.I. B/Q-twisted yarn; and (K) 15 T.P.I. B/Q-twisted yarn. The small pore size is indicated in red drop-like triangles and the large pore size is indicated yellow drop-like triangles.

Figure 11.
Air permeability of functional elastic knits in relation to the administration of a wrapping/twisting process as well as the twist number of the yarns. The error bar indicates the SD.
Figure 11.
Air permeability of functional elastic knits in relation to the administration of a wrapping/twisting process as well as the twist number of the yarns. The error bar indicates the SD.

Figure 12.
Water vapor transmission rate of functional elastic knits in relation to the administration of a wrapping/twisting process as well as the twist number of the yarns. The error bar indicates the SD.
Figure 12.
Water vapor transmission rate of functional elastic knits in relation to the administration of a wrapping/twisting process as well as the twist number of the yarns. The error bar indicates the SD.

Figure 13.
Water absorption along (a) the warp direction and (b) weft direction of functional elastic knits in relation to the administration of a wrapping/twisting process as well as twist number of the yarns. The error bar indicates the SD.
Figure 13.
Water absorption along (a) the warp direction and (b) weft direction of functional elastic knits in relation to the administration of a wrapping/twisting process as well as twist number of the yarns. The error bar indicates the SD.

Figure 14.
Far infrared ray (FIR) emissivity of functional elastic knits in relation to the administration of a wrapping/twisting process, as well as the twist number of the yarns. The error bar indicates the SD.
Figure 14.
Far infrared ray (FIR) emissivity of functional elastic knits in relation to the administration of a wrapping/twisting process, as well as the twist number of the yarns. The error bar indicates the SD.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Composition of functional composite yarns. Q: Quick-dry, B: Bamboo charcoal, and D: Denier.
Table 1.
Composition of functional composite yarns. Q: Quick-dry, B: Bamboo charcoal, and D: Denier.
| Code | Compositions |
|---|---|
| Bamboo charcoal yarn | Combination of two 75D bamboo charcoal yarns without twisting or wrapping. |
| Quick-dry yarn | Combination of two 75D quick-dry yarns without twisting or wrapping. |
| Q-wrapped yarn | The wrapped yarns have one 75D bamboo charcoal yarn as the core and one 75D quick-dry yarn as the sheath. |
| B-wrapped yarn | The wrapped yarns have one 75D quick-dry yarn as the core and one 75D bamboo charcoal yarn as the sheath. |
| B/Q-twisted yarn | The twisted yarns are composed of 75D bamboo charcoal yarn and one 75D quick-dry yarn. |
Table 2.
Parameters of wrapped/twisted functional composite yarns. Q: Quick-dry, B: Bamboo charcoal, and D: Denier.
Table 2.
Parameters of wrapped/twisted functional composite yarns. Q: Quick-dry, B: Bamboo charcoal, and D: Denier.
| Sample Code | Twist Number (T.P.I.) | ||
|---|---|---|---|
| Bamboo charcoal yarn | N/A | ||
| Quick-dry yarn | N/A | ||
| B-wrapped yarn | 20 | 25 | 30 |
| Q-wrapped yarn | 20 | 25 | 30 |
| B/Q twisted yarn | 5 | 10 | 15 |
Note. For twisted yarns, a twist number that was above 15 T.P.I. (twists per inch) caused a high friction between the twisted yarns and the machine, leading to damage to the surface of the twisted yarns. Twist numbers of 20–30 T.P.I. were excluded from the production of twisted yarns. For wrapped yarns, a twist number was below 20 T.P.I., the hollow spindle spinning machine rendered a take-up extension beyond the tolerance of the wrapped yarns. Twist numbers of 5–15 T.P.I. were thus excluded from the production of wrapped yarns.
Table 3.
Specification of functional composite yarns. Q: Quick-dry, B: Bamboo charcoal, and D: Denier.
Table 3.
Specification of functional composite yarns. Q: Quick-dry, B: Bamboo charcoal, and D: Denier.
| Yarn Type | Twist Number (T.P.I.) | Strength of Yarn (cN) | Linear density (Denier) | Diameter of Yarn (mm) |
|---|---|---|---|---|
| Bamboo charcoal yarn | 0 | 560.60 ± 30.57 | 148.90 ± 0.01 | 0.38 ± 0.01 |
| Quick-dry yarn | 0 | 605.65 ± 28.75 | 151.50 ± 0.03 | 0.47 ± 0.04 |
| Q-wrapped yarn | 20 | 610.48 ± 18.36 | 156.69 ± 0.01 | 0.28 ± 0.01 |
| 25 | 555.34 ± 34.70 | 159.35 ± 0.01 | 0.26 ± 0.02 | |
| 30 | 542.85 ± 17.42 | 159.97 ± 0.03 | 0.21 ± 0.01 | |
| B-wrapped yarn | 20 | 635.01 ± 14.82 | 155.95 ± 0.02 | 0.23 ± 0.03 |
| 25 | 616.29 ± 8.16 | 160.19 ± 0.01 | 0.21 ± 0.01 | |
| 30 | 599.45 ± 11.95 | 162.31 ± 0.04 | 0.17 ± 0.02 | |
| B/Q-twisted yarn | 5 | 624.80 ± 16.17 | 150.77 ± 0.02 | 0.38 ± 0.03 |
| 10 | 643.19 ± 14.21 | 151.51 ± 0.03 | 0.36 ± 0.04 | |
| 15 | 636.23 ± 14.72 | 151.98 ± 0.03 | 0.22 ± 0.02 |
Note. Standard deviation (SD) is presented in the form of “±”.
Table 4.
Specifications of functional elastic knits. Q: Quick-dry, B: Bamboo charcoal, and D: Denier.
Table 4.
Specifications of functional elastic knits. Q: Quick-dry, B: Bamboo charcoal, and D: Denier.
| Knit Type | Twist Number of the Yarn (T.P.I.) | Weight of the Knits (g/m2) | Thickness of the Knits (mm) |
|---|---|---|---|
| Bamboo charcoal functional elastic knits | 0 | 409.10 | 1.06 ± 0.02 |
| Quick-dry functional elastic knits | 0 | 403.70 | 1.07 ± 0.01 |
| Q-wrapped functional elastic knits | 20 | 406.30 | 1.12 ± 0.01 |
| 25 | 411.30 | 1.13 ± 0.02 | |
| 30 | 411.60 | 1.12 ± 0.01 | |
| B-wrapped functional elastic knits | 20 | 405.60 | 1.14 ± 0.01 |
| 25 | 411.00 | 1.08 ± 0.01 | |
| 30 | 420.40 | 1.14 ± 0.02 | |
| B/Q-twisted functional elastic knits | 5 | 405.90 | 1.11 ± 0.01 |
| 10 | 411.70 | 1.10 ± 0.01 | |
| 15 | 416.00 | 1.12 ± 0.01 |
Note. SD is presented in the form of “±”.
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Lin, J.-H.; He, C.-H.; Huang, Y.-T.; Lou, C.-W. Functional Elastic Knits Made of Bamboo Charcoal and Quick-Dry Yarns: Manufacturing Techniques and Property Evaluations. Appl. Sci. 2017, 7, 1287. https://doi.org/10.3390/app7121287
AMA Style
Lin J-H, He C-H, Huang Y-T, Lou C-W. Functional Elastic Knits Made of Bamboo Charcoal and Quick-Dry Yarns: Manufacturing Techniques and Property Evaluations. Applied Sciences. 2017; 7(12):1287. https://doi.org/10.3390/app7121287
Chicago/Turabian StyleLin, Jia-Horng, Chih-Hung He, Yu-Tien Huang, and Ching-Wen Lou. 2017. "Functional Elastic Knits Made of Bamboo Charcoal and Quick-Dry Yarns: Manufacturing Techniques and Property Evaluations" Applied Sciences 7, no. 12: 1287. https://doi.org/10.3390/app7121287
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.