
Study of Surfactant Additives for the Manufacture of Warm Mix Asphalt: From Laboratory Design to Asphalt Plant Manufacture



Abstract
:1. Introduction
2. Methodology
Materials
3. Testing Plan and Methods
4. Results
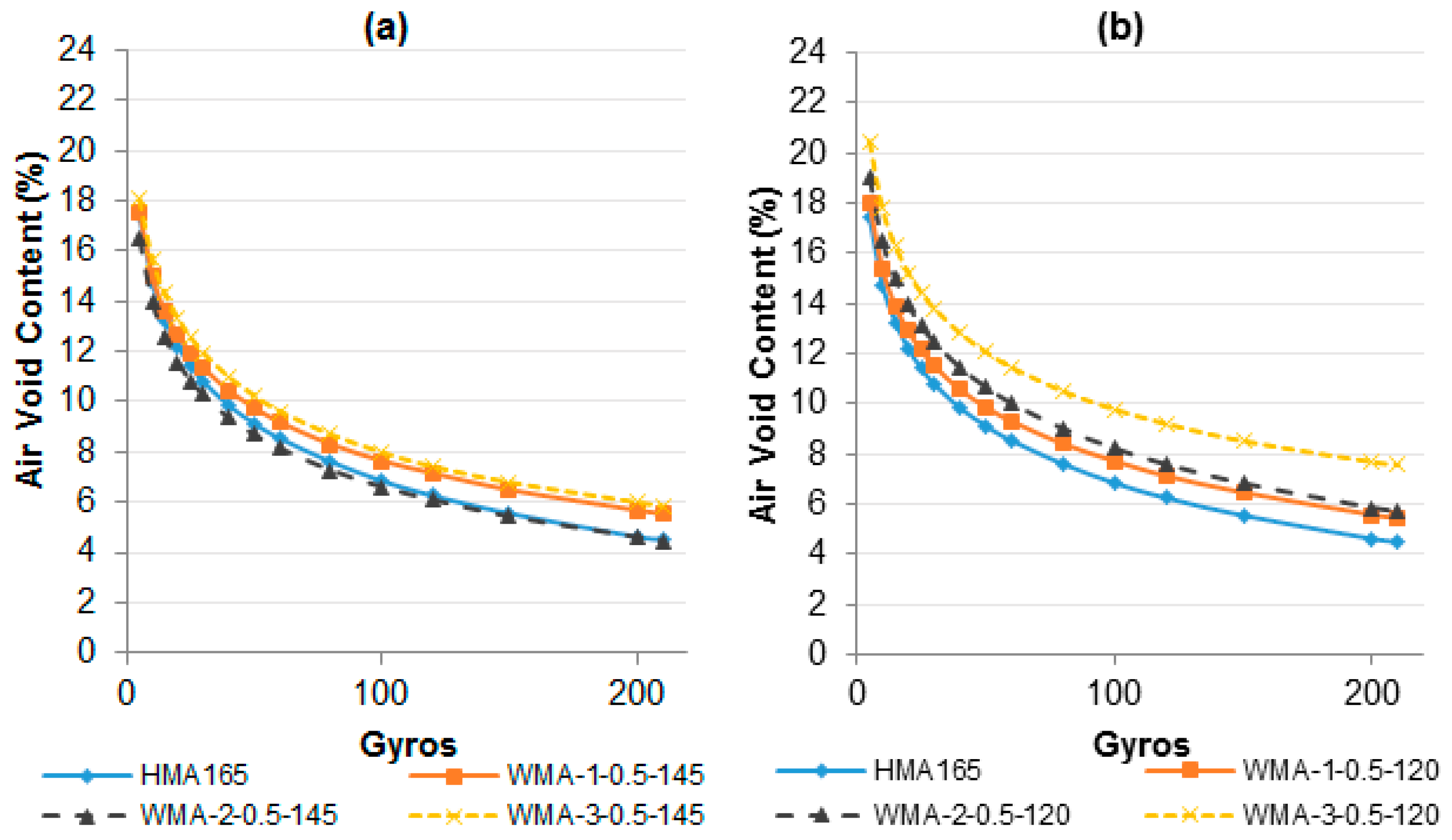
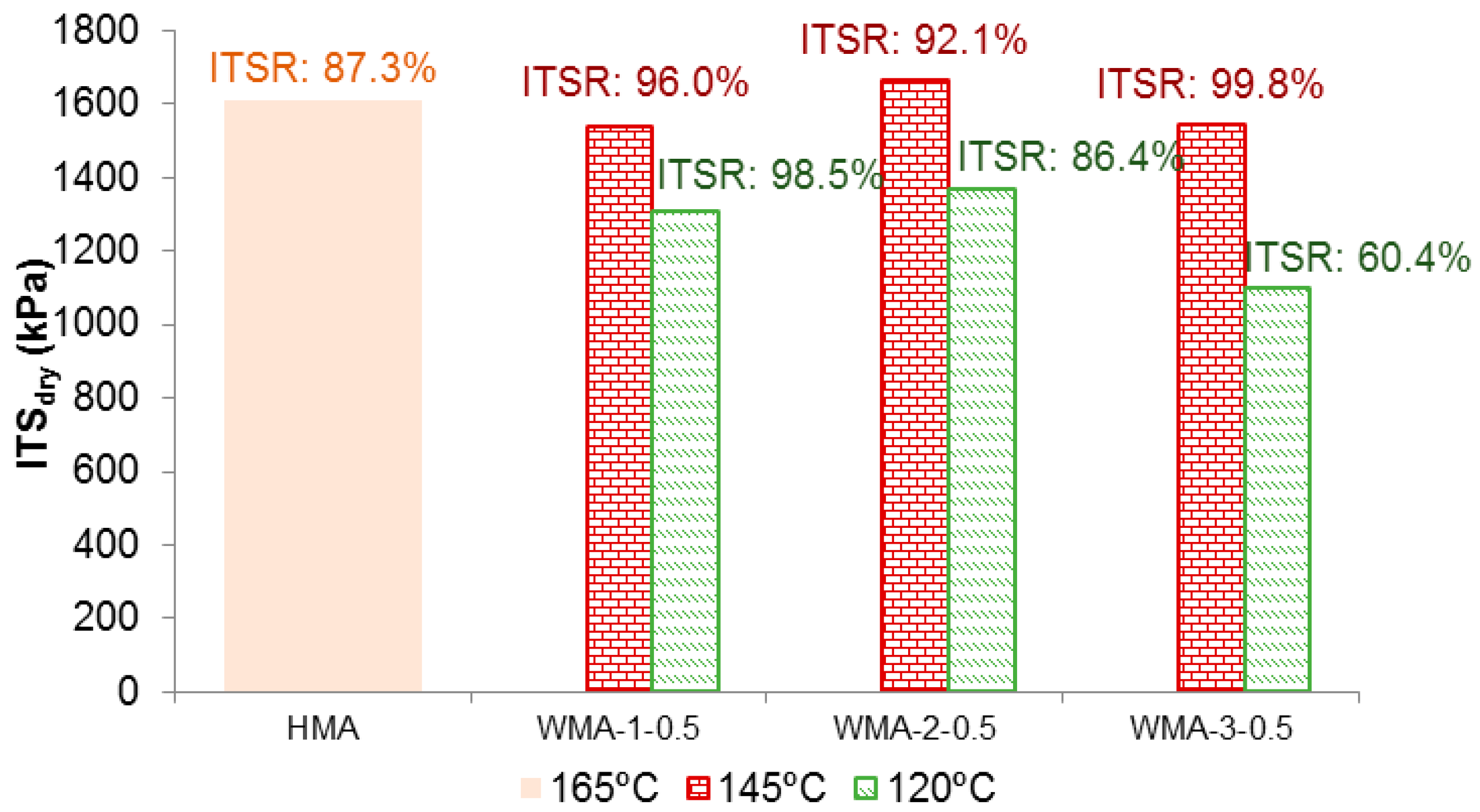
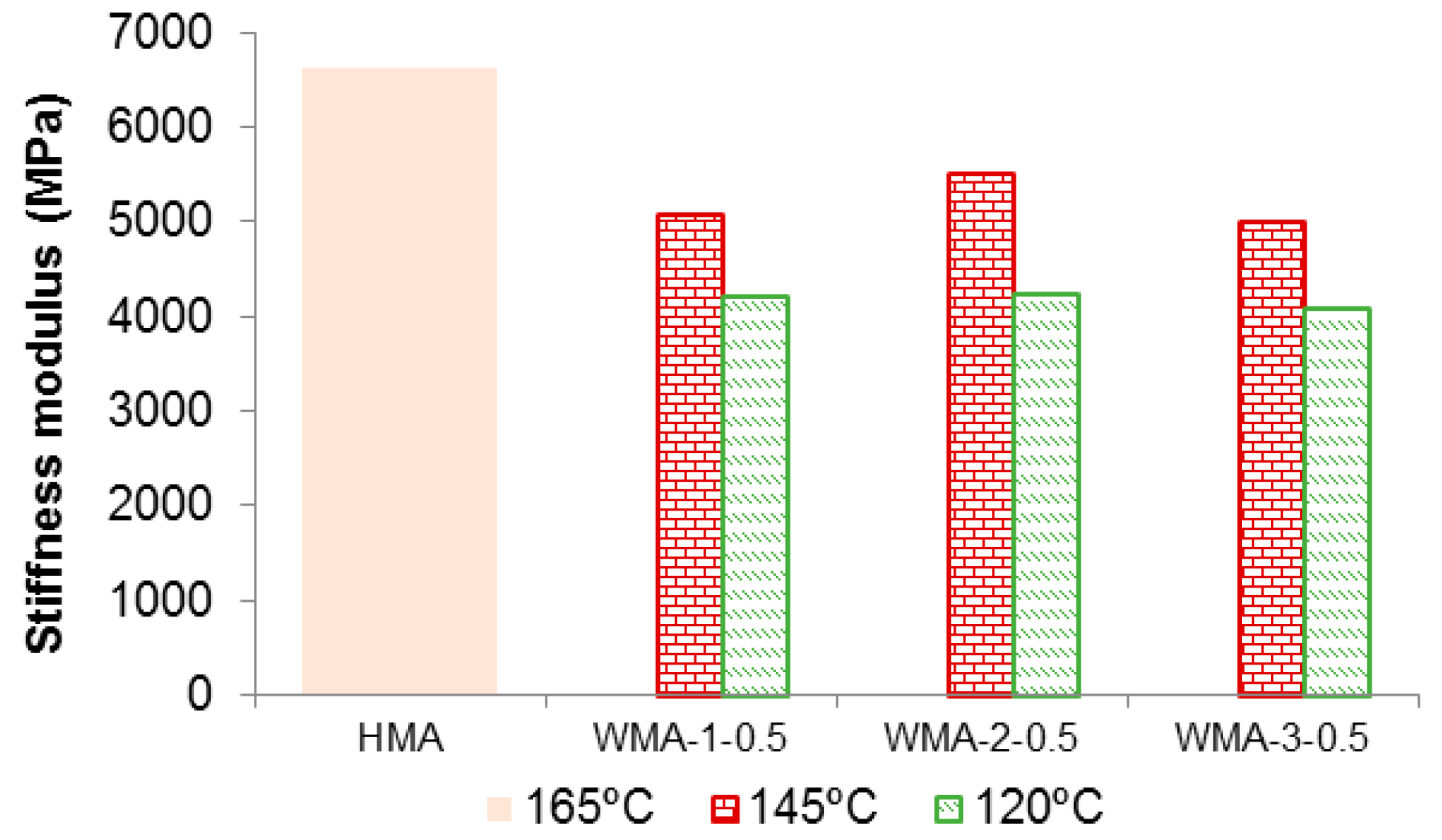
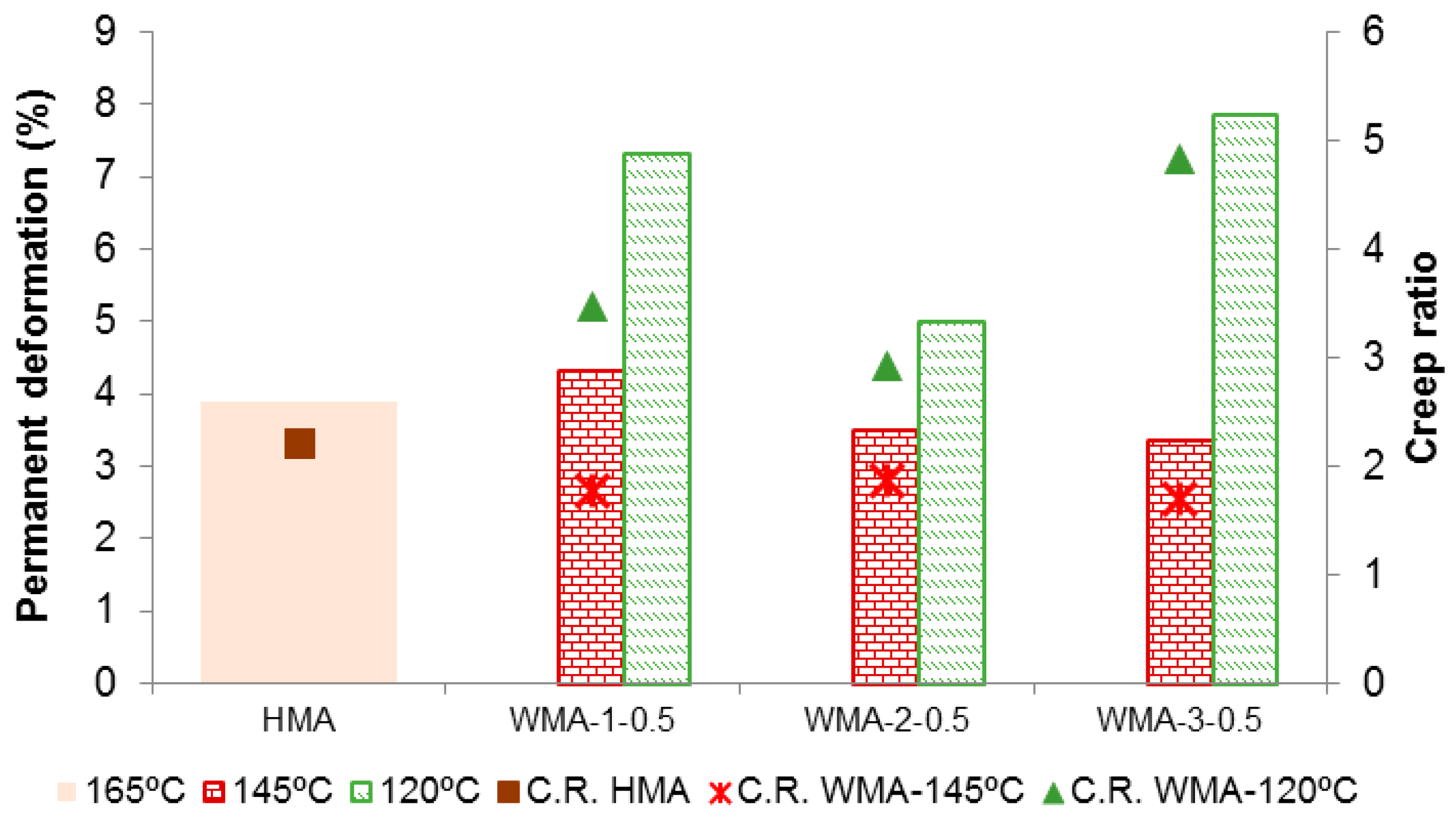
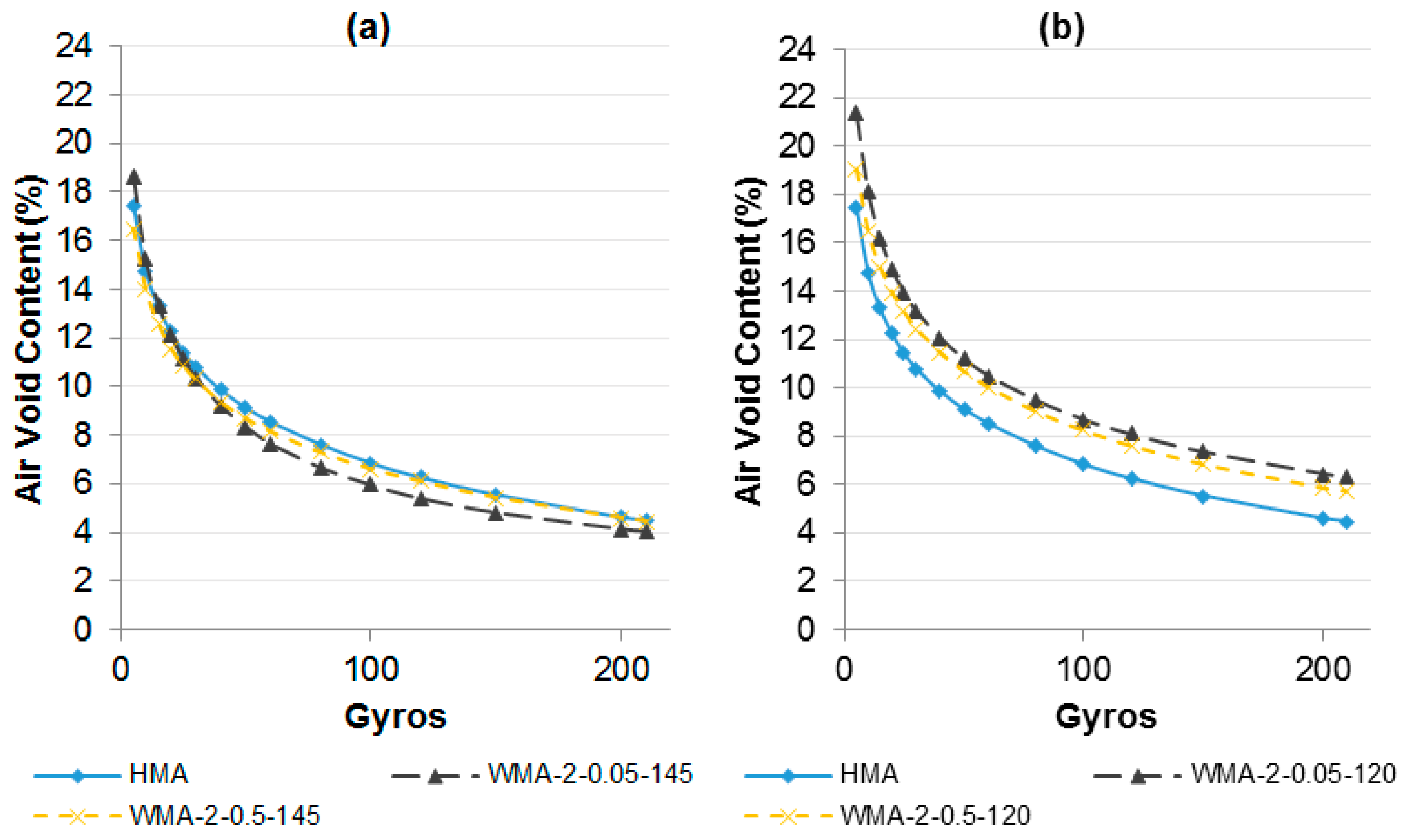
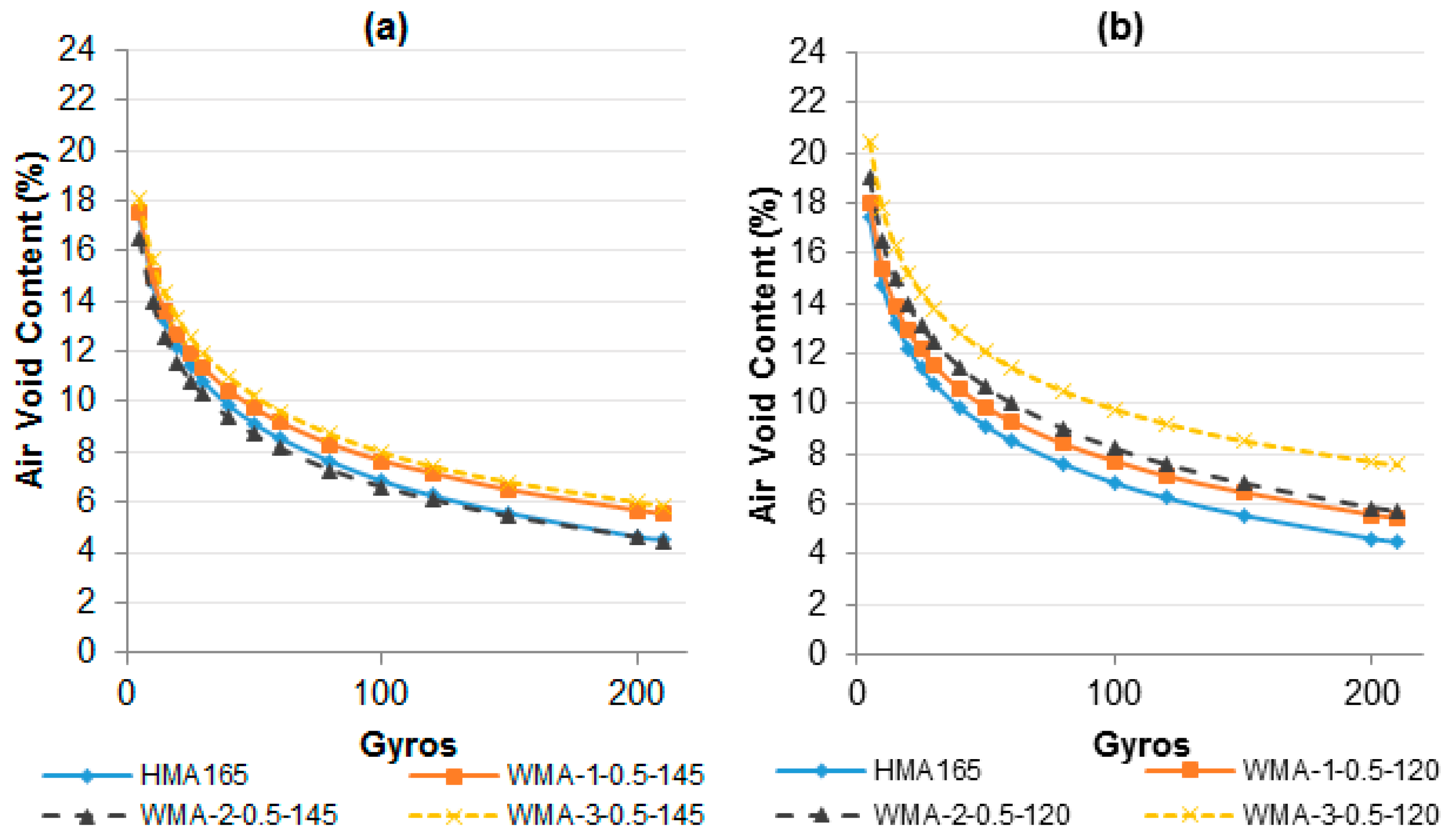
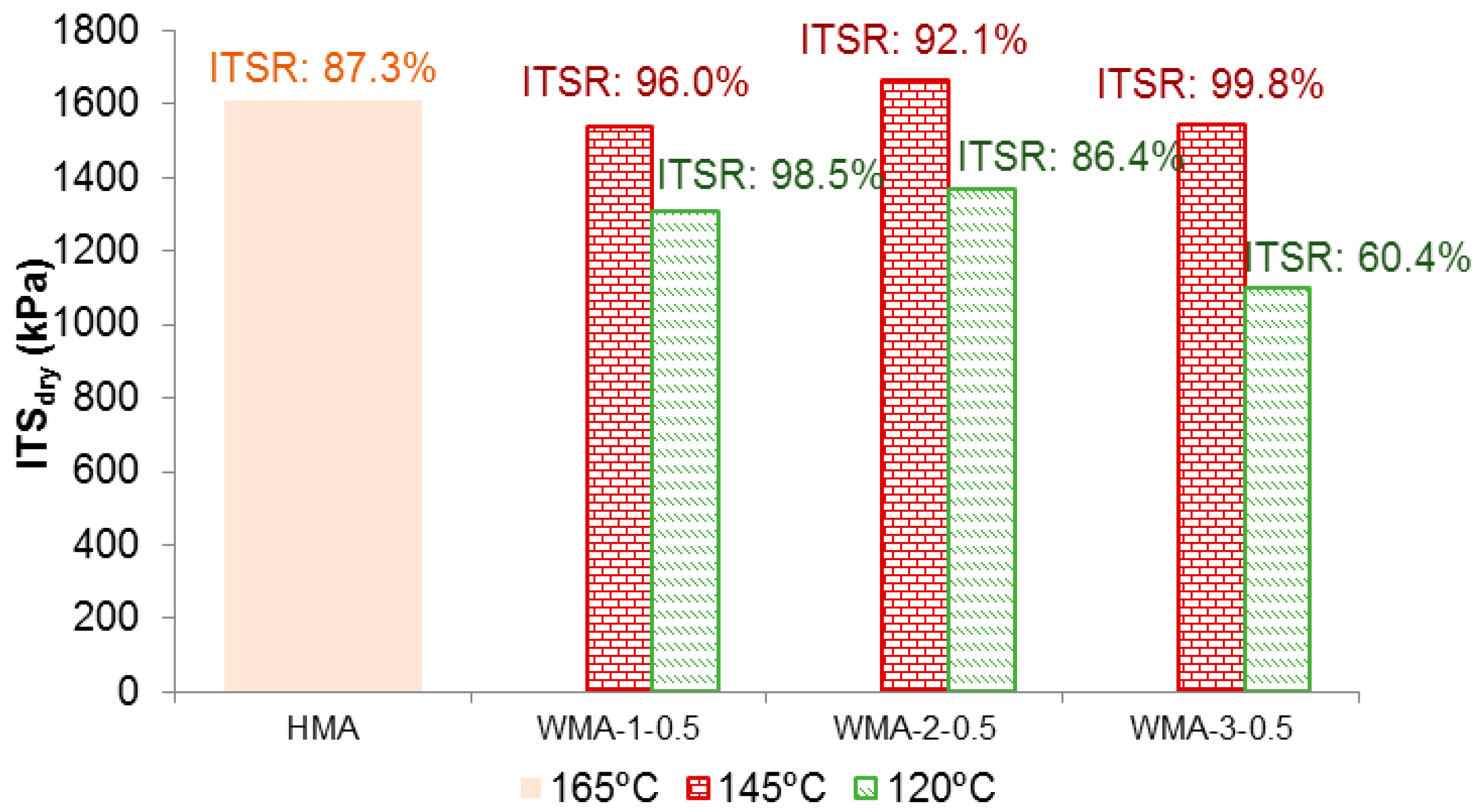
Effect of Different Additives on WMA Behaviour
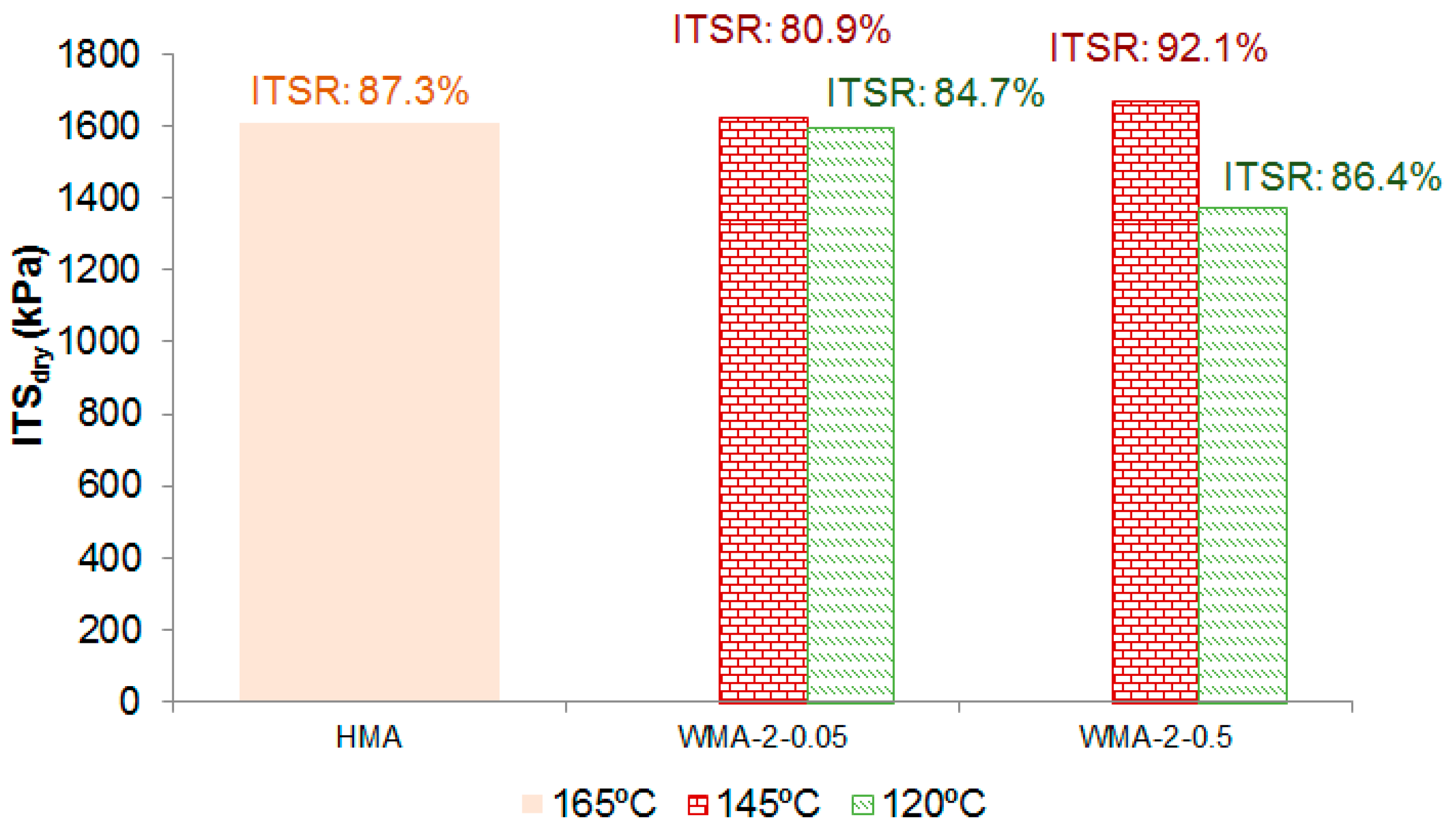
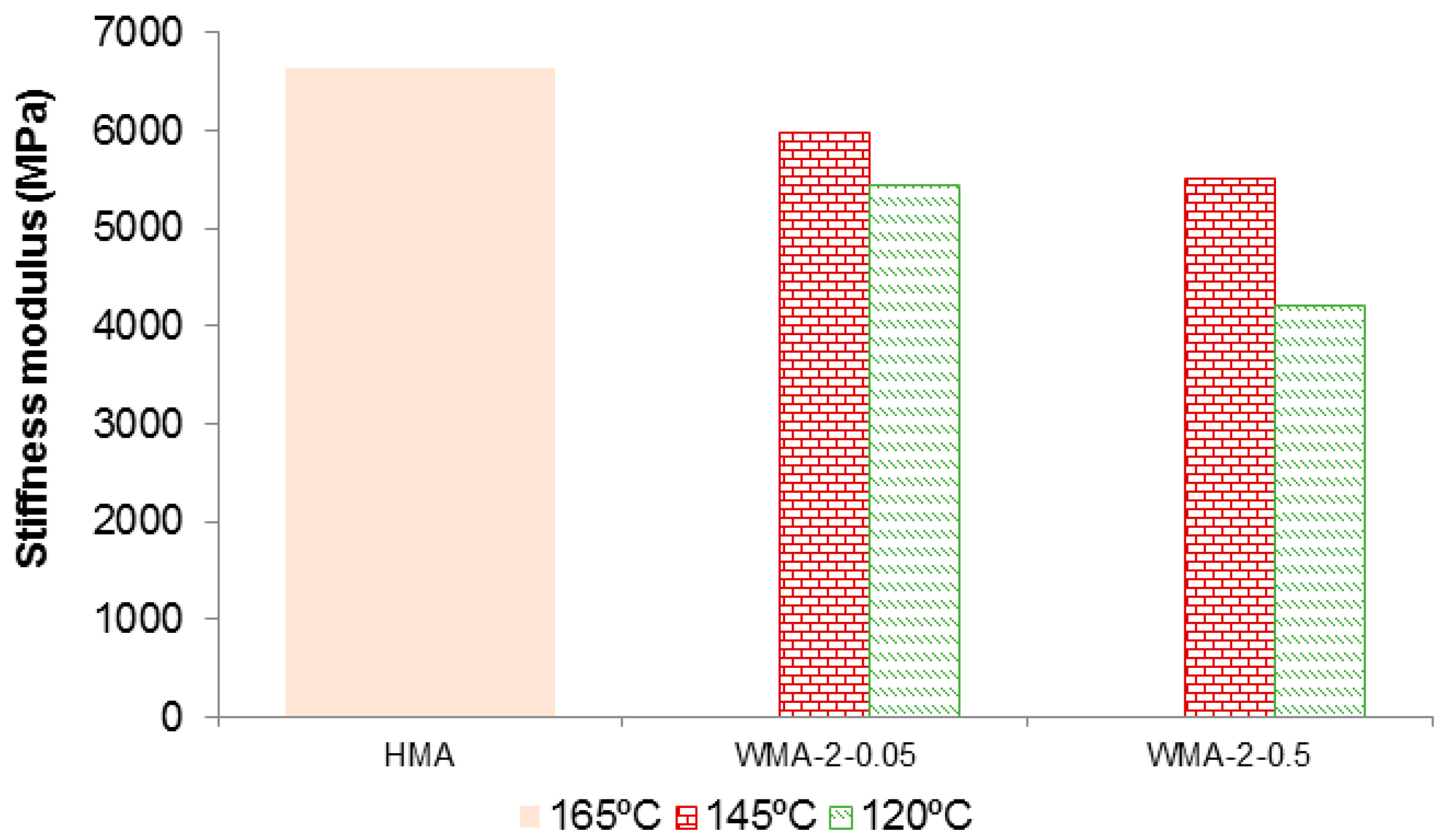
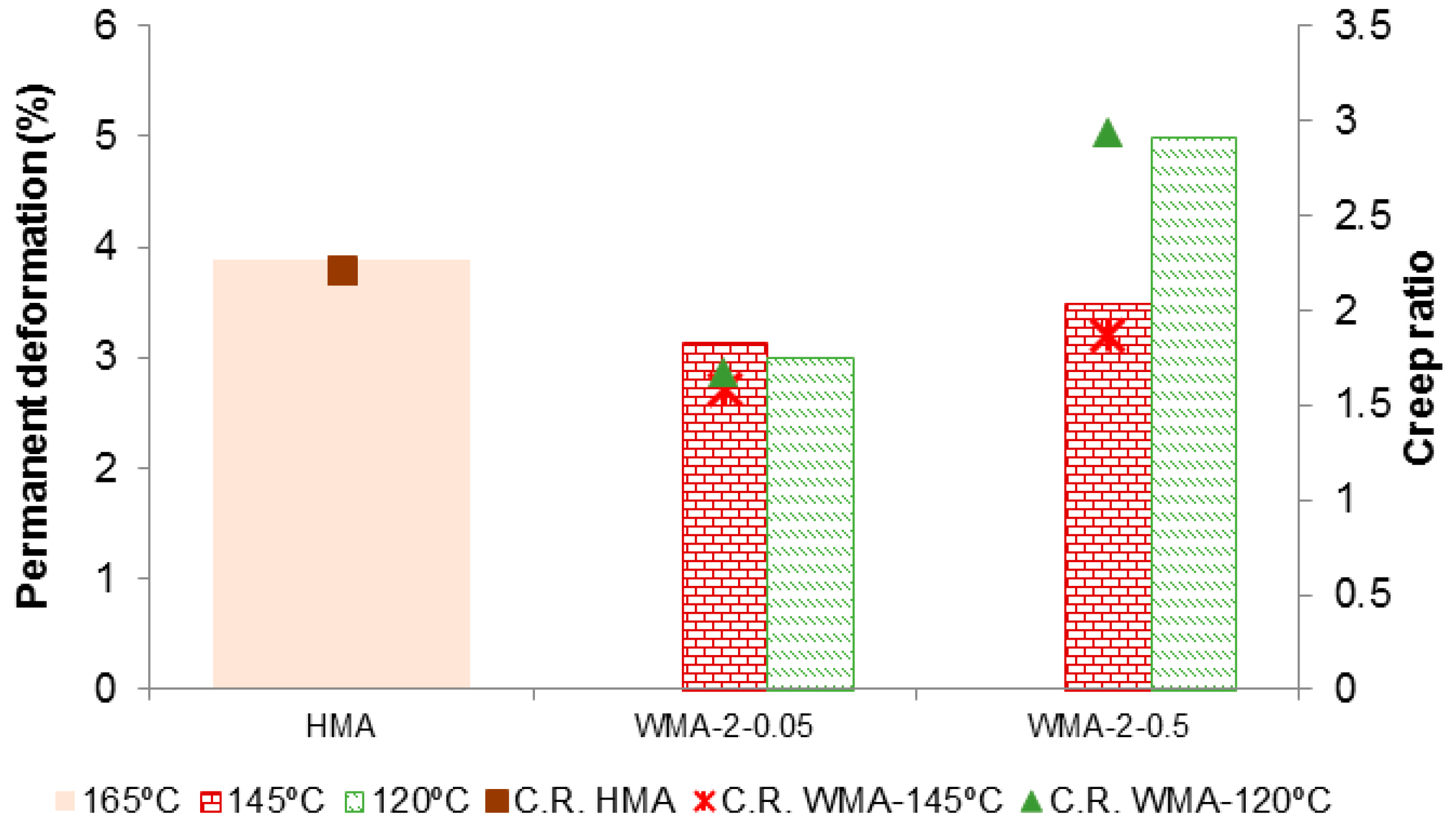
5. Optimization of the WMA Design
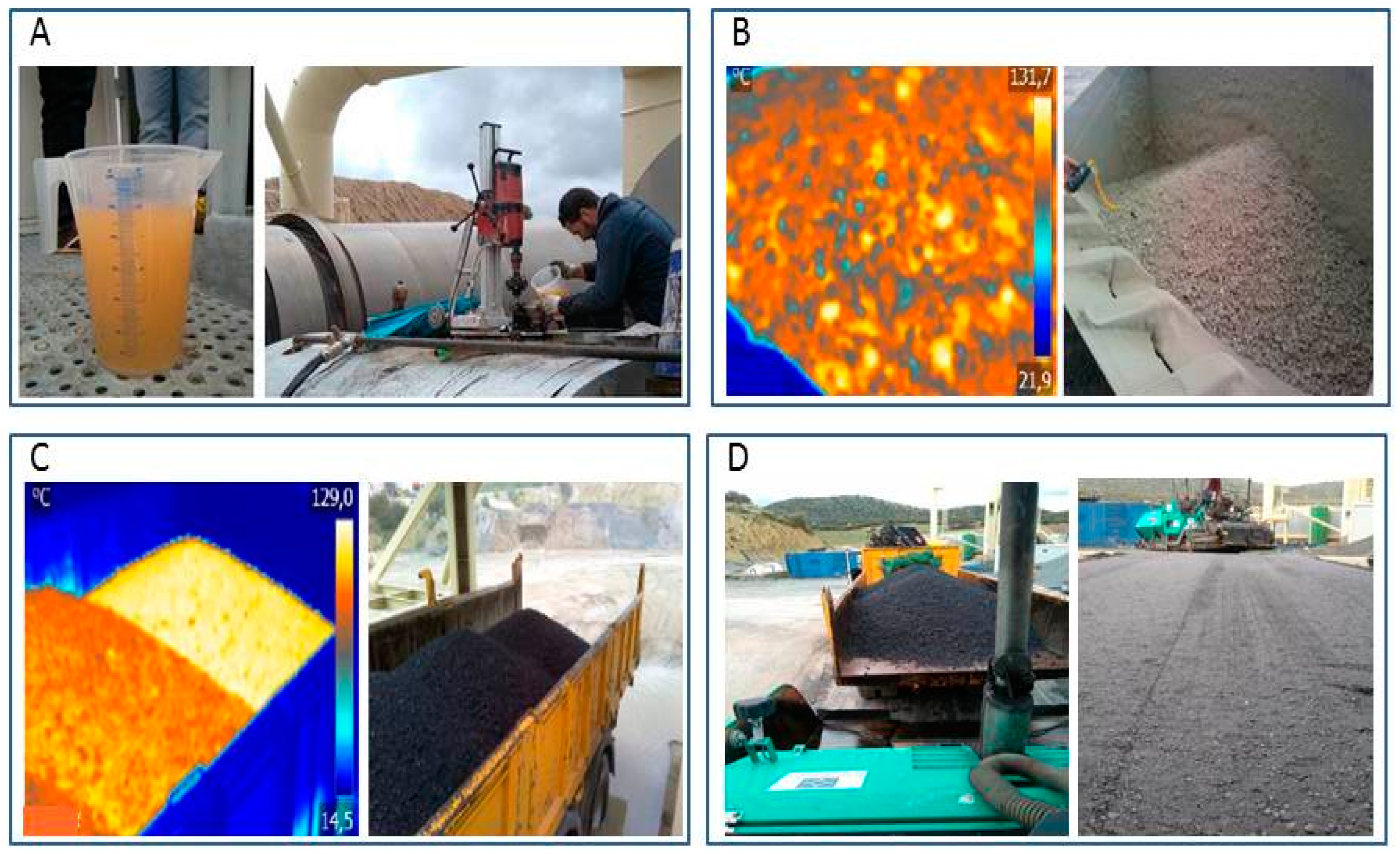
6. Production of WMA in Plant, and Evaluation in Laboratory
7. Conclusions
- The manufacturing and compaction temperature has a strong impact on the behaviour of the mixture, obtaining better results when the manufacturing temperature is around 145 °C. Nonetheless, the behaviour of mixtures with the A1 and A2 additives appeared to be less susceptible to the effects of temperature than the material produced with A3 additives.
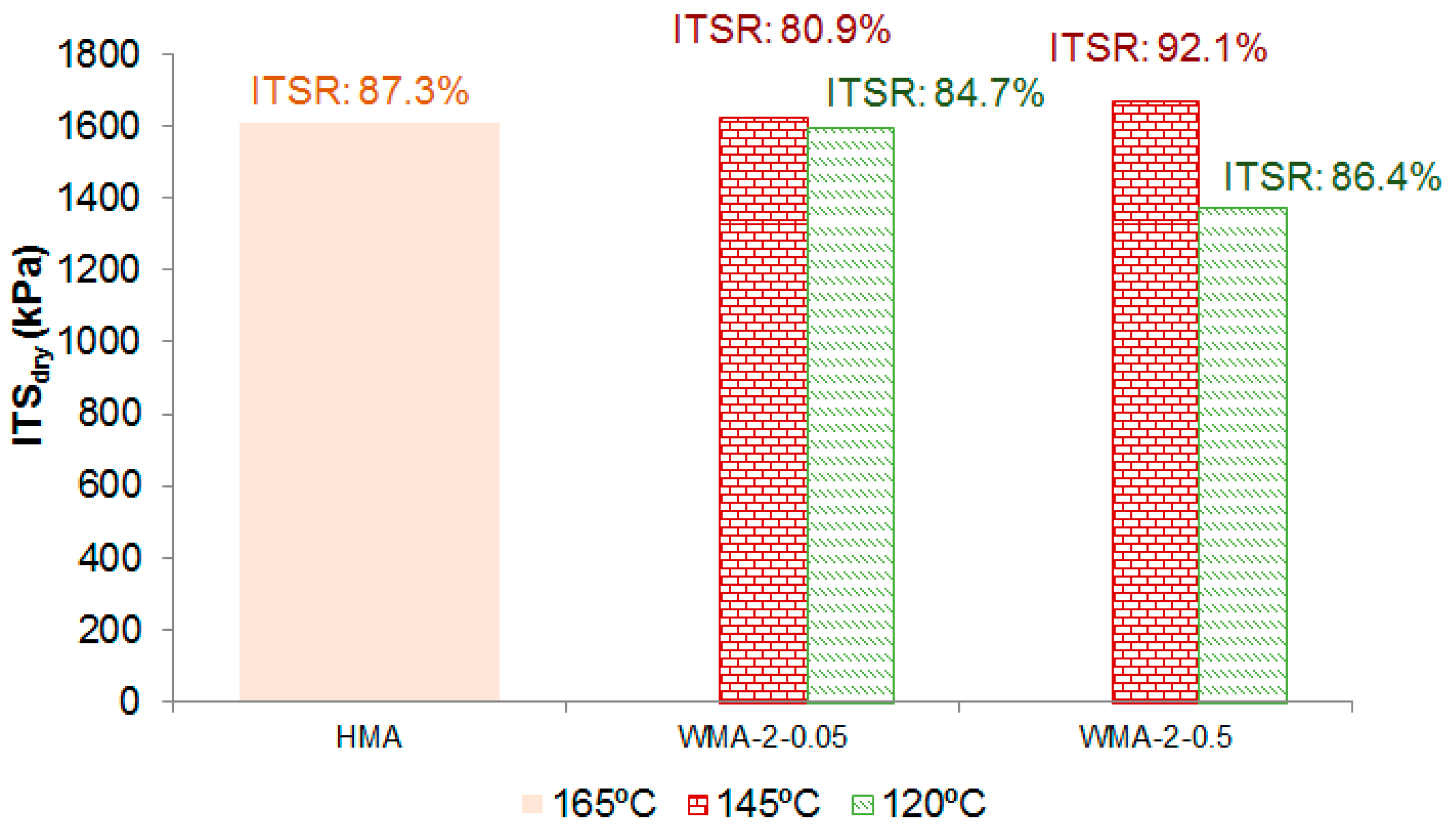
- For mixtures manufactured at 145 °C, the results showed that the use of certain additives even allowed for an improvement in mixture workability, tensile strength, and water susceptibility in comparison with conventional HMA.
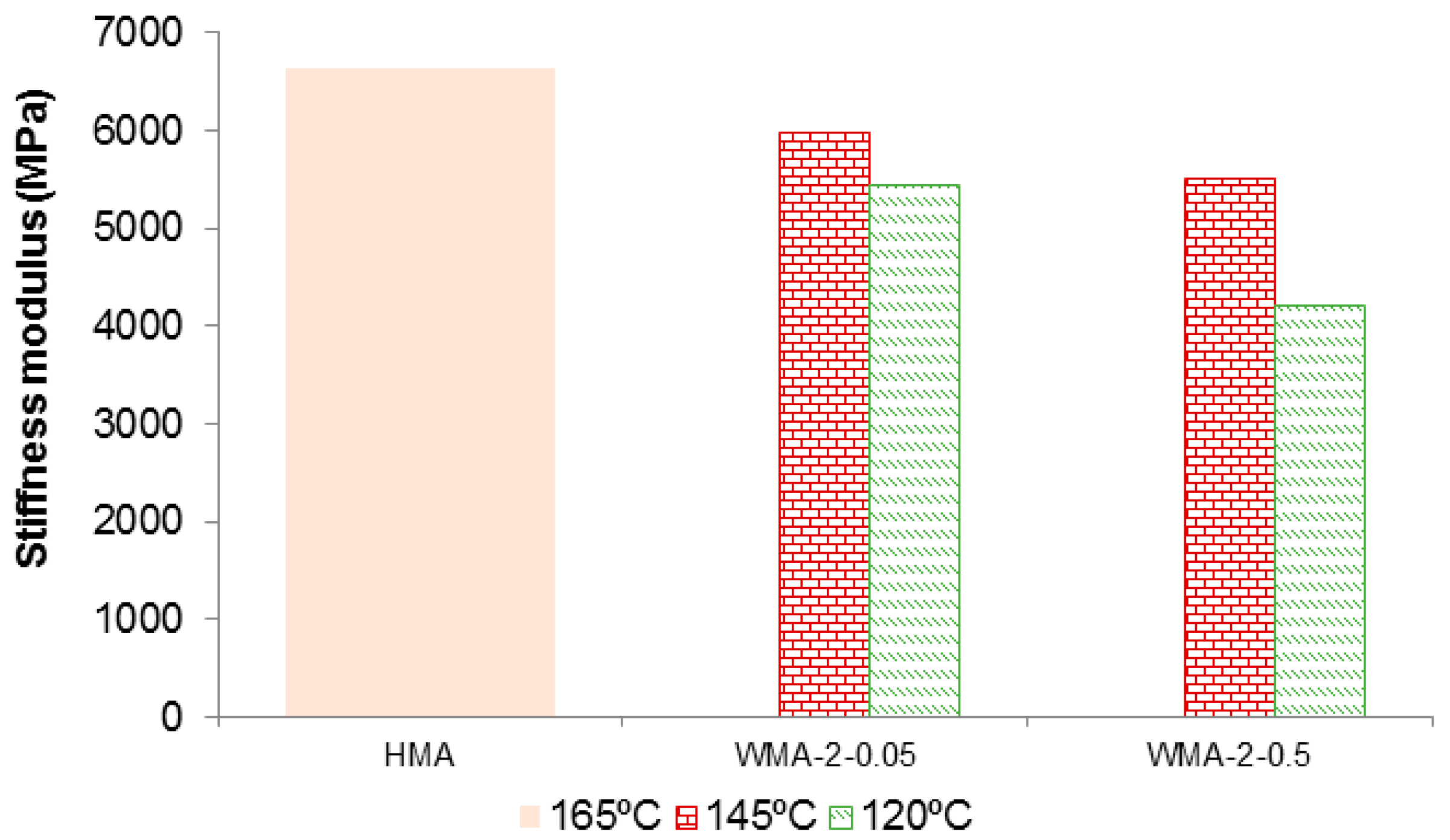
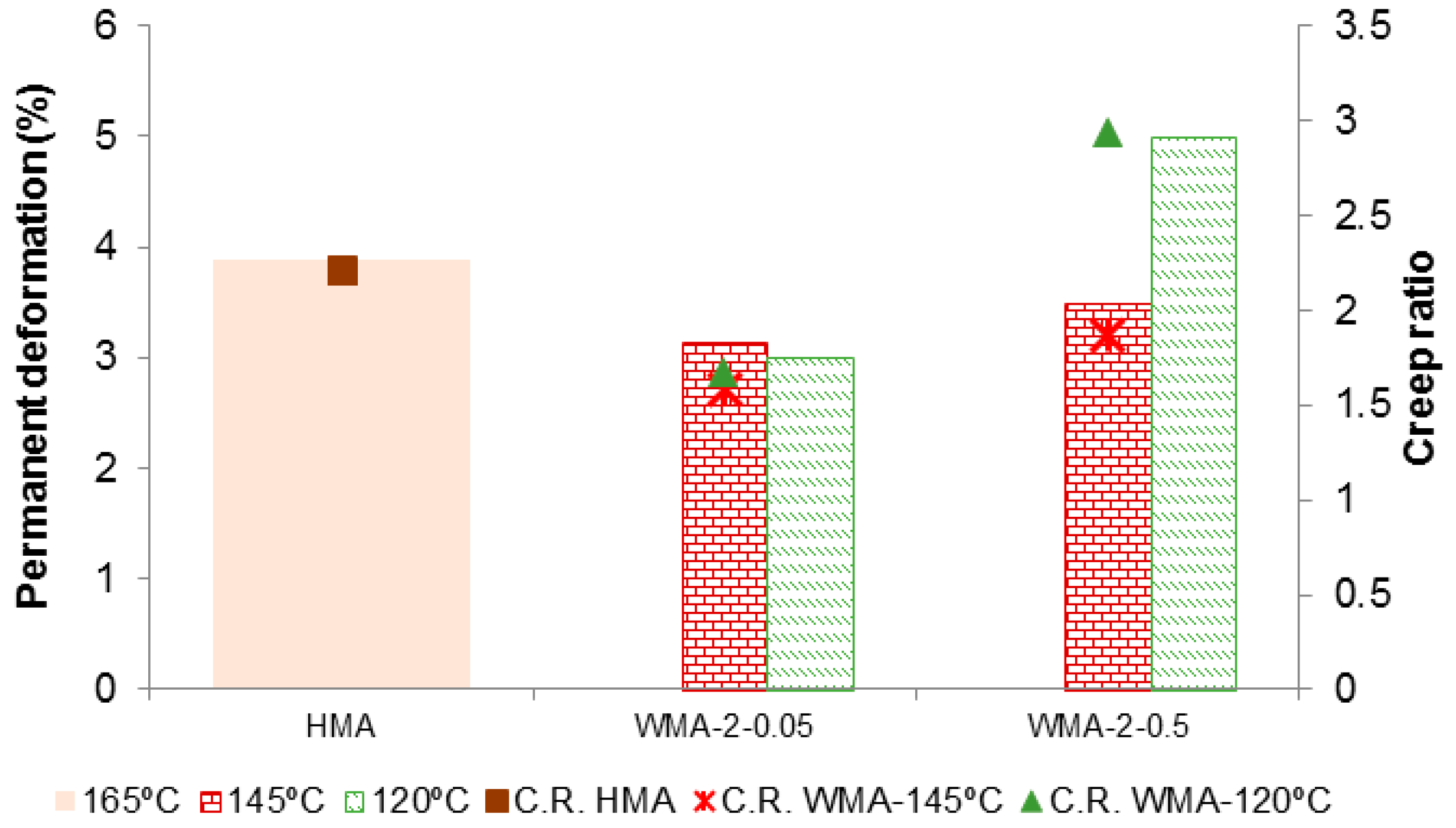
- The results reveal that the use of certain chemical additives in WMA leads to lower stiffness modulus, without reducing the resistance to plastic deformations in reference to HMA. This indicates the possibility of obtaining more flexible mixtures without reducing strength, which could result in greater longevity of the mixtures. Nonetheless, there is a need for more in-depth studies on this topic.
- The A2 additive was identified as the most appropriate in this study on the basis of the laboratory results, and it was shown that using a lower dosage (0.05% over the bitumen mass, instead of 0.5% that is commonly used with chemical additives) allowed for lower susceptibility to the manufacturing temperature, whilst better mechanical performance was recorded. This fact could be associated with the nano-composition of this additive, which acts at the microscopic aggregate/bitumen interface.
- This study indicates that WMA can be produced in a conventional discontinuous plant without incorporating any significant changes to the equipment and manufacturing process.
- Moreover, the WMA presented appropriate density and air void values when compared to the HMA, whilst comparable tensile strength and water sensitivity was also recorded. Nonetheless, in this case, the reduction in stiffness modulus of the WMA produced a decrease in resistance to plastic deformations, which should be considered in further studies focusing on its application in bituminous pavements.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Asphalt in Figures. Available online: www.eapa.org (accessed on 21 July 2017).
- Kristjansdottir, O. Warm Mix Asphalt for Cold Weather Paving. Ph.D. Thesis, University of Washington, Seattle, WA, USA, 2006. [Google Scholar]
- Almeida-Costa, A.; Benta, A. Economic and environmental impact study of warm mix asphalt compared to hot mix asphalt. J. Clean. Prod. 2016, 112, 2308–2317. [Google Scholar]
- Moretti, L.; Mandrone, V.; D’Andrea, A.; Caro, S. Comparative from cradle to gate life cycle assessments of Hot Mix Asphalt (HMA) materials. Sustainablility 2017, 9, 400. [Google Scholar] [CrossRef]
- Rubio, M.C.; Martínez, G.; Baena, L.; Moreno, F. Warm mix asphalt: An over-view. J. Clean. Prod. 2012, 24, 76–84. [Google Scholar] [CrossRef]
- Capitão, S.D.; Picado-Santos, L.G.; Martinho, F. Pavement engineering materials: Review on the use of warm-mix asphalt. Constr. Build. Mater. 2012, 36, 1016–1024. [Google Scholar] [CrossRef]
- Behl, A.; Kumar, G.; Sharma, G.; Jain, P.K. Evaluation of field performance of warm-mix asphalt pavements in India. Procedia Soc. Behav. Sci. 2013, 104, 158–167. [Google Scholar] [CrossRef]
- Blankendaal, T.; Schuur, P.; Voordjik, H. Reducing the environmental impact of concrete and asphalt: A scenario approach. J. Clean. Prod. 2014, 66, 27–36. [Google Scholar] [CrossRef]
- D’Angelo, J.; Harm, E.; Bartoszek, J.; Baumgardner, G.; Corrigan, M.; Cowsert, J.; Harman, T.; Jamshidi, M.; Jones, W.; Newcomb, D.; et al. Warm-Mix Asphalt: European Practice; Report No. FHWA-PL-08-007; International Technology Scanning Program: Washington, DC, USA, 2008. [Google Scholar]
- Pérez-Martínez, M.; Moreno-Navarro, F.; Martín-Marín, J.; Ríos-Losada, C.; Ruubio-Gámez, M.C. Analysis of cleaner technologies based on waxes and surfactant additives in road construction. J. Clean. Prod. 2014, 65, 374–379. [Google Scholar] [CrossRef]
- Dinis-Almeida, M.; Afonso, M.L. Warm mix recycled asphalt—A sustainable solution. J. Clean. Prod. 2015, 107, 310–316. [Google Scholar] [CrossRef]
- Jamshidi, A.; Golchin, B.; Hamzah, M.O.; Turner, P. Selection of type of warm mix asphalt additive based on the rheological properties of asphalt binders. J. Clean. Prod. 2015, 100, 89–106. [Google Scholar] [CrossRef]
- Banerjee, A.; Smit, A.F.; Prozzi, J.A. The effect of long-term aging on the reology of warm mix asphalt binders. Fuel 2012, 97, 603–611. [Google Scholar] [CrossRef]
- Bower, N.; Wen, H.; Willoughby, K.; Weston, J.; DeVol, J. Evaluation of the performance of warm mix asphalt in Washington state. WSDOT Res. Rep. 2012, 789, 1. [Google Scholar] [CrossRef]
- Wen, H.; Wu, S. Performance of WMA technologies: Stage II Long-term field performance. Research Project NCHRP 09-49. In Proceedings of the Asphalt Mixture ETG Meeting, Fall Rivers, MA, USA, 7–8 April 2015. [Google Scholar]
- Gu, F.; Luo, X.; Zhang, Y.; Lytton, R.L. Using overlay test to evaluate fracture properties of field-aged asphalt concrete. Constr. Build. Mater. 2015, 101, 1059–1068. [Google Scholar] [CrossRef]
- Sol-Sánchez, M.; Moreno-Navarro, F.; García-Travé, G.; Rubio-Gámez, M.C. Analysing the industrial manufacturing in-plant and in-service performance of asphalt mixtures cleaner technologies. J. Clean. Prod. 2016, 121, 56–63. [Google Scholar] [CrossRef]
- Zhang, J.; Apeagyei, A.; Airey, G.D.; Grenfell, J.R.A. Influence of aggregate mineralogical composition on water resistance of aggregate-bitumen adhesion. Int. J. Adhes. Adhes. 2015, 62, 45–54. [Google Scholar] [CrossRef]
- Hurley, G.; Prowell, B. Evaluation of Evotherm for Use in Warm Mix; National Center for Asphalt Technology: Auburn, AL, USA, 2006. [Google Scholar]
- Kuang, Y. Evaluation of Evotherm as a WMA Technology Compaction and Anti-Strip Additive. Bachelor’s Thesis, Iowa State University, Ames, IA, USA, 2012. [Google Scholar]
- EN 12697-26. Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Parte 26: Stiffness; AENOR (Asociación Española de Normalización y Certificación): Madrid, Spain, 2012. [Google Scholar]
- EN 12697-12. Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Parte 12: Determination of the Water Sensitivity of Bituminous Specimens; AENOR (Asociación Española de Normalización y Certificación): Madrid, Spain, 2009. [Google Scholar]
- EN 12697-25. Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Parte 25: Cyclic Compression Test; AENOR (Asociación Española de Normalización y Certificación): Madrid, Spain, 2006. [Google Scholar]
- EN 12697-6. Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Parte 6: Determination of Bulk Density of Bituminois Specimens; AENOR (Asociación Española de Normalización y Certificación): Madrid, Spain, 2012. [Google Scholar]
- EN 12697-23. Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Parte 23: Determination of the Indirect Tensile Strength of Bituminous Specimens; AENOR (Asociación Española de Normalización y Certificación): Madrid, Spain, 2004. [Google Scholar]
- Brown, E.R. Density of asphalt concrete—How much is needed? In Proceedings of the 69th Annual Meeting of the Transportation Research Board, Washington, DC, USA, 8–9 January 1990. [Google Scholar]
- Mogawer, W.S.; Austerman, A.J.; Engstrom, B.; Bonaquist, R. Incorporating High Percentages of Recycled Asphalt Pavement (RAP) and Warm Mix Asphalt (WMA) Technology into Thin Hot Mix Asphalt Overlays to be Utilized as a Pavement Preservation Strategy. In Proceedings of the Transportation Research Board, Washington, DC, USA, 11–15 January 2009. [Google Scholar]
- Tao, M.; Mallick, R.B. Effects of Warm Mix Asphalt additives on workability and mechanical properties of reclaimed asphalt pavement material. J. Transp. Res. Board 2009, 2126, 151–160. [Google Scholar] [CrossRef]
- Ahmed, T.A.H. Investigating the Rutting and Moisture Sensitivity of Warm Mix Asphalt with Varying Contents of Recycled Asphalt Pavement. Bachelor’s Thesis, University of IOWA, Iowa City, IA, USA, 2014. [Google Scholar]
- Buss, A.; Christopher, R.; Schram, S. Evaluation of moisture susceptibility tests for war mix asphalt. Constr. Build. Mater. 2016, 102, 358–366. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | 18/25 | 12/18 | 6/12 | 0/6 | |
|---|---|---|---|---|---|
| Particle size (UNE-EN 933-1) | Sieves (mm) | % passing | % passing | % passing | % passing |
| 25 | 100 | 100 | 100 | 100 | |
| 22 | 90 | 100 | 100 | 100 | |
| 16 | 4 | 38 | 100 | 100 | |
| 8 | 0 | 0 | 23 | 100 | |
| 2 | 0 | 0 | 0 | 62 | |
| 0.5 | 0 | 0 | 0 | 28 | |
| 0.25 | 0 | 0 | 0 | 16 | |
| 0.063 | 0.1 | 0.2 | 0.1 | 3.0 | |
| Coarse aggregate shape. Flakiness index (UNE-EN 933-3) | 5.25 | 5.82 | 12.01 | - | |
| Percentage of fractured face (UNE-EN 933-5) | 95.8 | 95.2 | 97.1 | - | |
| Resistance to fragmentation (UNE-EN 1097-2) | 24.7 | 24.7 | 24.7 | - | |
| Cleaning (organic impurity content) (UNE-EN 146130) | 0.26 | 0.99 | 2.27 | - | |
| Sand equivalent (UNE-EN 933-8) | - | - | - | 83.02 | |
| Relative density and absorption (UNE-EN 1097-6) | Apparent density (Mg/m3) | 2.73 | 2.75 | 2.71 | 2.80 |
| ADSS (Mg/m3) | 2.68 | 2.69 | 2.64 | 2.72 | |
| Density after drying (Mg/m3) | 2.70 | 2.71 | 2.66 | 2.75 | |
| Water absorption (%) | 0.64 | 0.81 | 0.93 | 1.03 | |
| Property | Standard | HMA |
|---|---|---|
| Apparent density (g/cm3) | EN 12697-6 | 2.477 |
| Mix air void content (%) | EN 12697-8 | 4.1 |
| Aggregates air void (%) | EN 12697-8 | 13.7 |
| Marshall stability (kN) | EN 12697-34 | 17.79 |
| Marshall deformation (mm) | EN 12697-34 | 4.1 |
| Study Step | Asphalt Mix | Additive | Temperature °C | Tests | |
|---|---|---|---|---|---|
| Type | % | ||||
| Effect of different additives on WMA behaviour | HMA165 | - | - | 165 | Workability I. tensile strength Water sensitivity Stiffness Triaxial |
| WMA-1-0.5-145 | A1 | 0.5 | 145 | ||
| WMA-2-0.5-145 | A2 | ||||
| WMA-3-0.5-145 | A3 | ||||
| WMA-1-0.5-120 | A1 | 0.5 | 120 | ||
| WMA-2-0.5-120 | A2 | ||||
| WMA-3-0.5-120 | A3 | ||||
| Optimisation of WMA design | HMA165 | - | - | 165 | Workability I. tensile strength Water sensitivity Stiffness Triaxial |
| WMA-S-0.5-145 | Selected | 0.5 | 145 | ||
| WMA-S-0.05-145 | 0.05 | ||||
| WMA-S-0.5-120 | 0.5 | 120 | |||
| WMA-S-0.05-120 | 0.05 | ||||
| Production of WMA in asphalt plant | HMA165 | - | - | 165 | Density Water sensitivity Stiffness Triaxial |
| WMA-S-S-S | Selected | Selected | Selected | ||
| Mix | Density (Mg/m3) | Air Void Content (%) | Water Susceptibility | Stiffness Modulus at 20 °C (MPa) | Triaxial | ||
|---|---|---|---|---|---|---|---|
| ITS Dry (kPa) | ITSR (%) | P. def. (%) | Creep Ratio | ||||
| WMA | 2.451 | 5.7 | 1530.2 | 96.0 | 6626.3 | 2.76 | 1.1 |
| HMA | 2.471 | 5.0 | 1569.6 | 91.4 | 7371.2 | 1.71 | 0.7 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sol-Sánchez, M.; Moreno-Navarro, F.; Rubio-Gámez, M.C. Study of Surfactant Additives for the Manufacture of Warm Mix Asphalt: From Laboratory Design to Asphalt Plant Manufacture. Appl. Sci. 2017, 7, 745. https://doi.org/10.3390/app7070745
Sol-Sánchez M, Moreno-Navarro F, Rubio-Gámez MC. Study of Surfactant Additives for the Manufacture of Warm Mix Asphalt: From Laboratory Design to Asphalt Plant Manufacture. Applied Sciences. 2017; 7(7):745. https://doi.org/10.3390/app7070745
Chicago/Turabian StyleSol-Sánchez, Miguel, Fernando Moreno-Navarro, and Ma Carmen Rubio-Gámez. 2017. "Study of Surfactant Additives for the Manufacture of Warm Mix Asphalt: From Laboratory Design to Asphalt Plant Manufacture" Applied Sciences 7, no. 7: 745. https://doi.org/10.3390/app7070745