Electrochemical Investigation of Corrosion Behavior of Epoxy Modified Silicate Zinc-Rich Coatings in 3.5% NaCl Solution


Department of Materials Science and Engineering, Dalian Maritime University, Dalian 116026, China
*
Author to whom correspondence should be addressed.
Coatings 2020, 10(5), 444; https://doi.org/10.3390/coatings10050444
Submission received: 20 March 2020
/
Revised: 16 April 2020
/
Accepted: 28 April 2020
/
Published: 30 April 2020
(This article belongs to the Special Issue Corrosion Science and Surface Engineering)
Abstract
:In order to develop waterborne silicate anticorrosive coatings to replace solvent-based anticorrosive coatings used widely in the shipping industry, epoxy modified silicate emulsions were synthesized with different contents of epoxy resin, then aqueous silicate zinc-rich coatings were prepared with the synthesized silicate emulsion, triethylamine, and zinc powder. The influence of the content of epoxy on the properties and chemical structure of the modified emulsion, mechanical properties of the silicate coatings, and corrosion behavior of the silicate zinc-rich coatings in 3.5% NaCl solution were investigated. The coating samples on steel were measured by the immersion test, Tafel polarization test, and electrochemical impedance spectroscopy (EIS) test with different immersion times. The results showed that epoxy modified silicate emulsions were successfully synthesized. With the increase in epoxy content, the viscosity and solid content of the modified emulsion increased, the impact resistance of the silicate coating rose, the pencil hardness decreased, but the adhesion was not affected. Epoxy modification can reduce, to a certain extent, the corrosion driving force of the zinc rich coating and increase the impedance of the zinc-rich coating, which decreases with the increase of immersion time in 3.5% NaCl solution. With the increase in the epoxy content, the impedance value of the zinc-rich coating increases, indicating that the ability of the coating to resist corrosive media is enhanced.
1. Introduction
To prevent the seawater corrosion of a ship’s hull during its navigation, anticorrosive coatings have always been used worldwide. The mechanism of the anti-corrosion coating is realized through the insulating effect, passivation and corrosion inhibition, and the sacrificial anode protection cathode effect [1,2]. However, most of the anticorrosive coatings are still solvent-based [3]. Epoxy zinc-rich coatings are usually used as a primer coating and have good corrosion resistance [4,5], which is very important for steel anticorrosion in atmosphere and water environments [6]. By using zinc powder as sacrificial anode type filler in a zinc rich coating, which has more negative corrosion potential than the protected substrate, it plays a cathodic protection role on the substrate. However, such coatings will release a large amount of toxic volatile organic compounds (VOCs) during its application [7]. This organic substance will produce photochemical smog and acid rain under ultraviolet radiation, causing serious pollution and damage to people’s lives and the environment. Therefore, with the improvement in people’s quality of life and the enhancement of environmental awareness, countries around the world have formulated laws and regulations to limit VOC emissions, so anticorrosive coatings will inevitably develop in the direction of energy saving, low pollution, and high performance. Based on this, water-based coatings will become the focus of future development in anticorrosive coatings. This is because water is used as the solvent in water-based anticorrosive coatings, and the introduction and emission of VOCs are avoided directly from the pollution source. There are many types of water-based anticorrosive coatings that mainly include epoxy, acrylic, and inorganic zinc silicate coatings, among them, water-based epoxy and inorganic zinc-rich coatings have been successfully industrialized [8]. Water-based inorganic zinc-rich coatings are mainly composed of film-forming base materials (including inorganic polymers such as silicates, phosphates, and dichromate) and zinc powder. It has excellent performance in terms of conductivity, weather resistance, and solvent resistance [9,10]. The current research is mainly focused on the silicate series, but water-based silicates have disadvantages such as having more pores on the surface, poor insulating effect, and worse brittleness of the coating [11,12,13]. In the process of dehydration polycondensation, the adhesion decreases with the increase in film thickness, so it is easy for the coating to crack or even fall off in a large area. To overcome these issues, two technical approaches can be taken. One is to modify the silicate emulsion, and the other is to decrease the content of zinc powder and enhance the electrical conductivity of coatings with a lower amount of conductive fillers such as polyaniline [11], modified zinc particle [12], graphene oxide [13], etc. Nevertheless, the dispersion of the conductive filler and the contact between the conductive filler and the zinc particles still need to be improved. Epoxy resin has good flexibility and excellent corrosion resistance [14], and its high permeability can make up for the porosity defects of water silicate coatings [15,16]. Therefore, epoxy resin was used to modify the silicate emulsion to decrease the brittleness, improve the impact resistance, and the corrosion resistance of the water-based silicate coating in this paper.
2. Materials and Methods
2.1. Materials
3-aminopropyltriethoxysilane (LT-550) was obtained from Hubei BlueSky New Material Inc. (Xiantao, China). Its purity specification was analytically pure. E777-2 (nano-modified waterborne inorganic zinc-rich resin) was purchased from Wuhan Modern Industrial Technology Research Institute (Wuhan, China) and its purity specification was chemically pure. Epoxy resin 618 (E51) was obtained from Nantong Xingchen Synthetic Material Co., Ltd. (Nantong, China), and its purity was chemically pure. Zinc powder was purchased from Jiangsu Kechuang Metal New Material Co., Ltd. (Taizhou, China) and its specification was 500 meshes.
2.2. Preparation Process and Reaction Principle
2.2.1. Synthesis of Epoxy Modified Silicate Emulsion
The content of epoxy resin was controlled to be 10%, 20%, 30%, 40%, and 50% to prepare five epoxy modified silicate emulsions (Component A), respectively. The content of epoxy resin refers to the ratio of the mass of epoxy resin to the sum of the mass of epoxy resin and water-based silicate resin. Their formulations are listed in Table 1.
The first stage is to use LT550 to modify the epoxy resin; the second stage is the reaction between the hydroxyl group produced by the hydrolysis of LT550 and the aqueous silicate. The reaction principles of the epoxy modified silicate emulsion can be found in [17]. The specific process was as follows: first, pour LT550 and E51 into a 500 mL metal mixing tank at a certain ratio and stir with a BGD750 sand mill dispersing and mixing multi-purpose machine (Guangzhou Biuged Laboratory Instrument Supplies Co., Ltd., Guangzhou, China) for 5 min. After it is evenly dispersed, add E777-2, and finally disperse at a speed of 1000 rpm for 15 min. After the dispersion is completed, the mixture is then poured into a clean white plastic box.
2.2.2. Formulation and Preparation of the Zinc-Rich Coating
To ensure good electrical contact between the zinc particles and cathodic protection for the steel substrate, a high pigment concentration of 92 wt.% zinc powders is required in the dry film [18]. The anticorrosive zinc-rich paint was prepared with the following composition and consisted of three components: Component A is the silicate emulsion E777-2 or epoxy modified silicate emulsion prepared as above-mentioned; Component B is triethylamine; and Component C is the zinc powders. The mass ratio of the three components was Component A: Component B:Component C = 100:1.25:233. They were mixed and then coated and cured on a steel plate for 60 μm dry film thick (DFT). The preparation process of the coating was performed with a BGD 750 multifunction high speed dispersing machine (Guangzhou Biuged Laboratory Instrument Supplies Co., Ltd., Guangzhou, China). Components A and B were added to a 500 mL metal stirring tank at a speed of 500 rpm before zinc powder was added to the stirring tank, according to the amount in the formula. The speed was then increased to 1500 rpm and stirred for 15 min. Finally, the prepared coating was brushed on the surface of a steel plate with a size of 150 mm × 70 mm × 1 mm, which was polished with 100-grit sandpaper and washed with absolute ethanol. N0 represents the water-based silicate zinc-rich coatings, and the coatings prepared with the epoxy modified silicate emulsions listed in Table 1 are denoted by G10, G20, G30, G40, and G50.
2.3. Measurement and Characterization
2.3.1. Fourier Transform Infrared Spectroscopy
The emulsion samples were tested by the attenuation total reflection (ATR) method with Fourier transform infrared spectroscopy (FTIR) from PERKINELMER (Waltham, MA, USA). The scanning range was 4000–650 cm−1, the resolution was 2 cm−1, and the number of scans was 32 times.
2.3.2. Determination of Solid Content
The aluminum foil box was dried in a 140 °C vacuum drying box for 20 min and cooled to room temperature, then the box was weighed and its mass was recorded as m1. Then, the modified emulsion was added to the box, weighed, and the mass recorded as m2, and then placed in a 140 °C vacuum drying box, dried for 1 h, and then cooled again to room temperature, Finally, weigh the box with the dried modified emulsion, record it as m3, then the solid content = 100% × (m3 − m1)/(m2 − m1).
2.3.3. Basic Mechanical Properties
According to GB/T 1720-89 [19], the adhesion of the anticorrosion coatings was evaluated by the spiral scoring method and the film adhesion tester (QFZ-II, manufacturer, city, China). According to GB/T6379-2006 [20] and GB/T1732-93 [21], the pencil hardness and impact strength of anticorrosion coatings were evaluated by the pencil-scratch hardness tester (QHQ-A) (Tianjin Yonglida Material Testing Machine Co., Ltd., Tianjin, China) and paint film impactor (QCJ) (Tianjin Yonglida Material Testing Machine Co., Ltd., Tianjin, China), respectively.
2.3.4. Film Thickness Measurement
The thickness of each sample was measured using a QuaNix 7500 coating meter (AUTOMATION DR.NIX GmbH KÖLN, Köln, Germany), and each sample was tested at five points; the mean was reported in this paper.
2.3.5. Immersion Test in 3.5% NaCl Solution
The surface of the steel plate with a size of 150 mm × 70 mm × 1 mm was polished with 100-grit sandpaper and washed with absolute ethanol, then painted with the prepared aqueous silicate zinc-rich coating and edge-sealed with epoxy resin. Then, the sample was immersed in 3.5% NaCl solution and the test temperature was 23 ± 2 °C. On the third day, the seventh day, the tenth day, and the fourteenth day, the samples were taken for observation and electrochemical measurement.
2.3.6. Electrochemical Test
The polarization curve and electrochemical impedance spectroscopy (EIS) were performed using a ZAHNER IM6ex electrochemical workstation (ZAHNER-elektrik GmbH & Co. KG, Kronach, Germany) with a Coating & Laminate Tester (COLT) (ZAHNER-elektrik GmbH & Co. KG, Kronach, Germany) module under a two-electrode system. The sample plate is the working electrode and the shielded cylinder copper electrode is the counter. The detailed test operation can be found in [22]. The contact area between the coating and the corrosive medium (3.5% NaCl solution) was 19.625 cm2, and the measurement range of the polarization curve was −200 to 200 mV, scanning speed was 1 mV/s, EIS with a perturbation potential of 10 mV, and a frequency range of 100 mHz to 100 kHz. The test results were treated using Z2.03 USB software and then analyzed using ZSimp Win3.2.1 software. The impedance at 100 mHz was compared in this investigation.
3. Results
3.1. Emulsion Properties
Their viscosity was measured by a NDJ-1 rotational viscometer (Shanghai Hengping Scientific Instruments Co., Ltd., Shanghai, China). The viscosity of the silicate emulsion purchased was 10 mPa·s, and the viscosity of the epoxy modified silicate emulsion with 10%, 20%, 30%, 40%, and 50% epoxy content was 19.5, 40.5, 54, 60, and 70 mPa·s, respectively. It clearly shows that the viscosity of the modified emulsion increased due to the introduction of the epoxy resin. The pH value before and after modification was measured with a pH-10 m (Shanghai LICHEN-BX Instruments Technology Co., Ltd., Shanghai, China). The results showed that the pH value was 12.5, which did not change before and after the modification, and both were shown to be strongly alkaline. In addition, the solid content of the modified emulsion increased linearly with epoxy content and was higher than that of the silicate emulsion. The solid content of the silicate emulsion was above 27%. While the solid content of the modified emulsion with epoxy content of 10%, 20%, 30%, 40%, and 50% was more than 28%, 33%, 37%, 40%, and 43%, respectively.
3.2. Chemical Structure
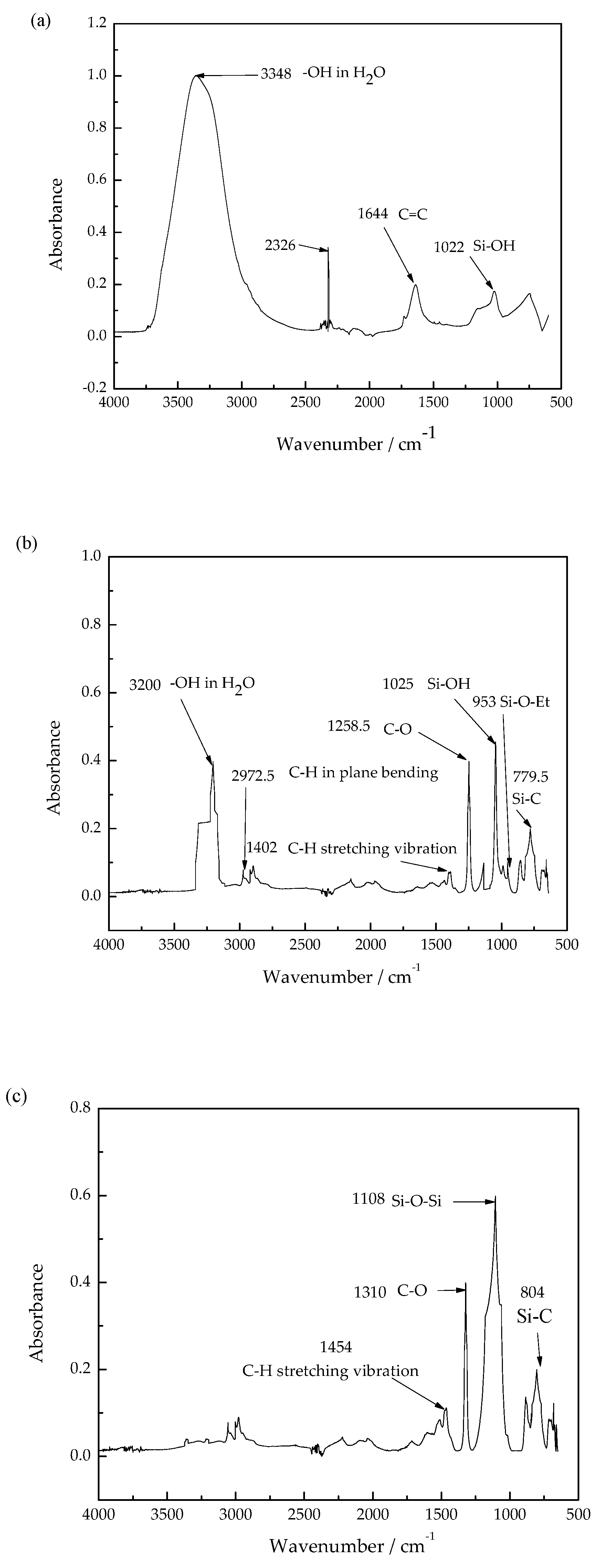
The measured FTIR spectrum is shown in Figure 1a for the silicate emulsion, Figure 1b shows the reaction product of LT550 and E51, and Figure 1c is the epoxy modified silicate emulsion. It can be seen that there were Si–OH peaks in the intermediate product of the reaction between the silicate emulsion and LT550 and epoxy resin, and the Si–OH peak disappeared in the modified silicate emulsion, indicating that Si–OH participated in the reaction and was consumed. The peak position of the modified silicate at 1108 cm−1, which was because the Si–O–Et (near 963 cm−1) in the LT500 added during the modification became a Si–O–Si bond. Therefore, it was proved that the epoxy modified silicate emulsion was successfully synthesized.
3.3. Basic Properties of the Silicate Coatings
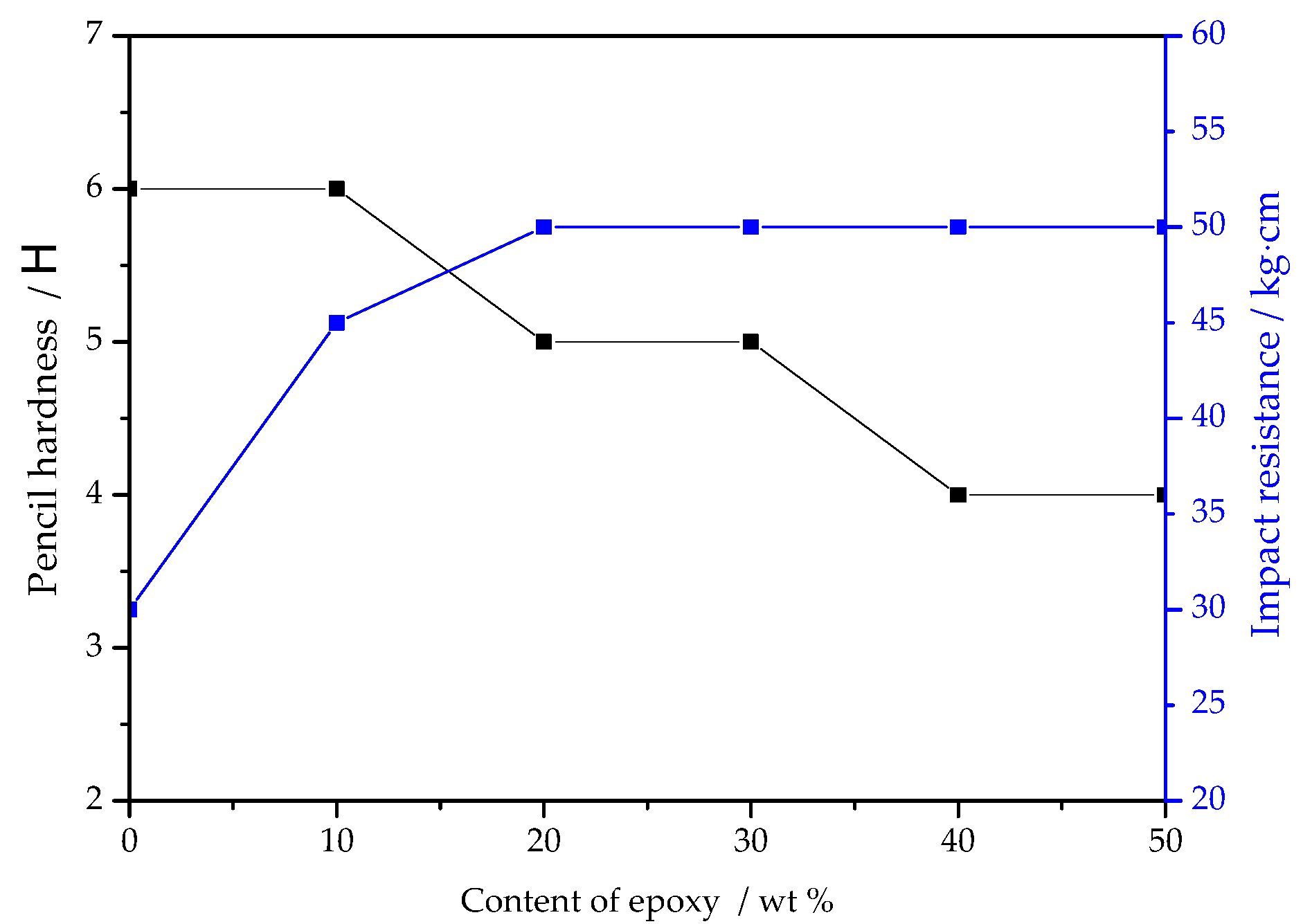
Measured results showed that the average dry film thickness of each coating was between 58–65 μm, all coatings showed the best adhesion (grade 1). With the increase in epoxy content from 10% to 50%, the hardness decreased from 6H to 4H. The impact resistance of the epoxy modified silicate coating was higher than that of the silicate coating (30 kg⋅cm) and it increased with epoxy content. Once the epoxy content reached 20%, as shown in Figure 2, the impact resistance of the epoxy modified silicate coating could reach the maximum measurement value (50 kg⋅cm). This shows that the introduction of epoxy resin can improve the impact resistance of a silicate coating.
3.4. Corrosion Performance of the Coatings
3.4.1. Effect of Epoxy Content on Corrosive Performance
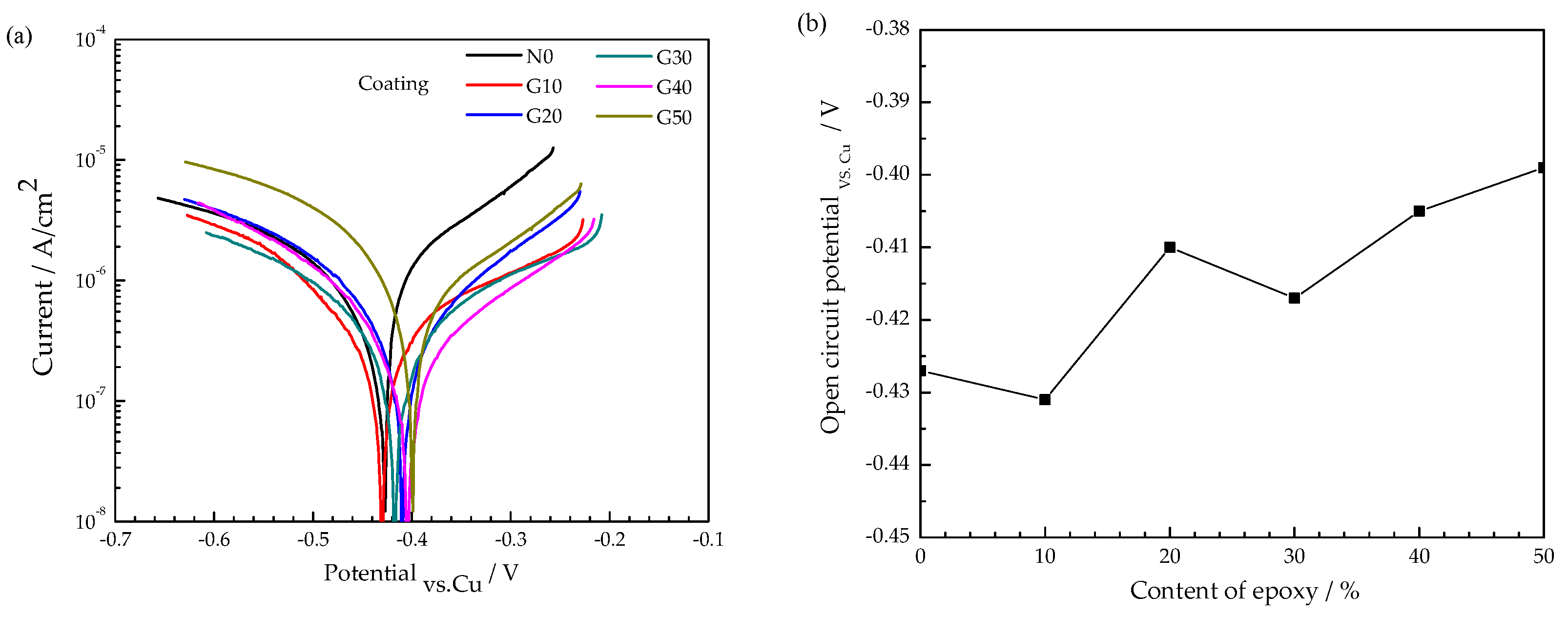
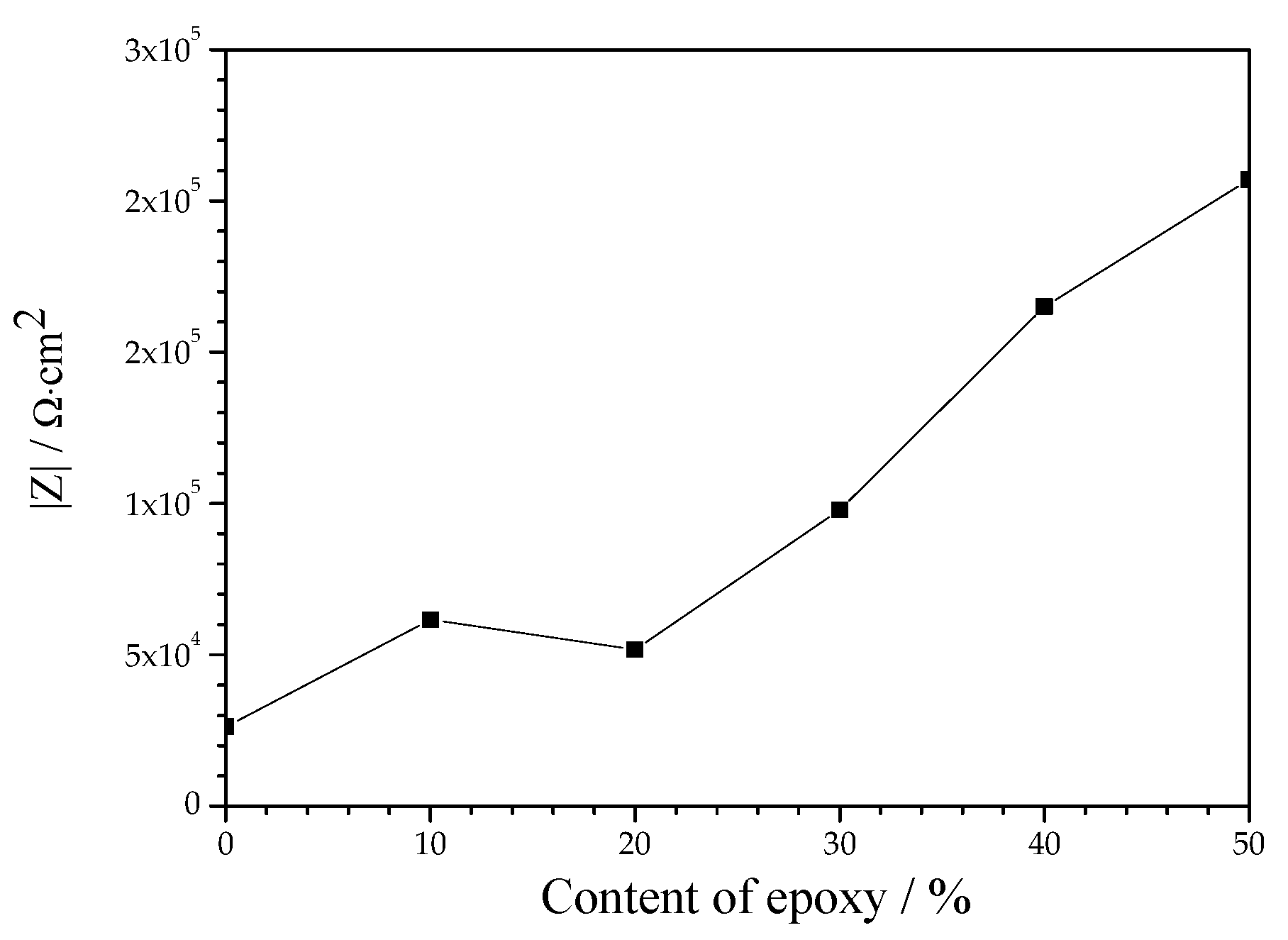
Figure 3 shows the photos of the six coatings before immersion in the 3.5% NaCl solution. The results of the Tafel polarization curves are shown in Figure 4a. The open circuit potential (OCP) for the silicate zinc-rich coating was −0.427 V. The open circuit potential for the modified coating G50 was about −0.4 V. As the epoxy content increased, the open circuit potential for the modified coating showed an increasing trend overall (Figure 4b), which is because the surface of the silicate coating is porous and adding epoxy resin results in increasing the solid content of the modified emulsion and a denser coating. This makes it less hollow in the modified coating. With the increase in the epoxy content, more and more micropores are covered by epoxy resin, which increases the open circuit potential of the coating. It also leads to an increase in the impedance of the modified coating, as shown in Figure 5. With the increase in the epoxy content, the impedance value of the modified coating showed an overall upward trend, ZG50 > ZG40 > ZG30 > ZG20 > ZG10 > ZN0, indicating that the ability of the coating to resist corrosive media is enhanced. The reason is that the solid content of the modified emulsion increased with the epoxy content and was higher than that of the silicate emulsion, so the compactness and barrier effect of the coating was improved. The measured solid content of the silicate emulsion was above 27%, while the solid content of the modified emulsion with epoxy contents of 10%, 20%, 30%, 40%, and 50% was more than 28%, 33%, 37%, 40%, and 43%, respectively. However, the impedance of the coating was only about 2.1 × 105 Ω⋅cm2, which indicates that the zinc rich coating did not have good insulating performance, and had good conductivity characteristics, that is to say, the zinc powder had good contact conductivity and acted as a sacrificial anode. As shown in Figure 6, two time constants appeared immediately in the Bode and Nyquist diagrams of the zinc-rich coatings after the immersion test for 0.5 h. It indicates that once the coating is immersed in the 3.5% NaCl solution, the anodic dissolution reaction immediately occurs in zinc powder on the surface of the zinc-rich coating, which plays the role of sacrificial anode to protect the steel. The radius of the capacitive arc of the N0 coating in the Nyquist diagram was the smallest, which indicates that the impedance of the coating was the lowest and that the barrier effect on the medium as the worst. The radius of the capacitive arc and the impedance of the epoxy modified coating became larger with the increase in epoxy content, which indicates that the barrier effect of the G50 coating was best on the 3.5% NaCl solution.
3.4.2. Corrosive Performance of Coatings with Immersion Time
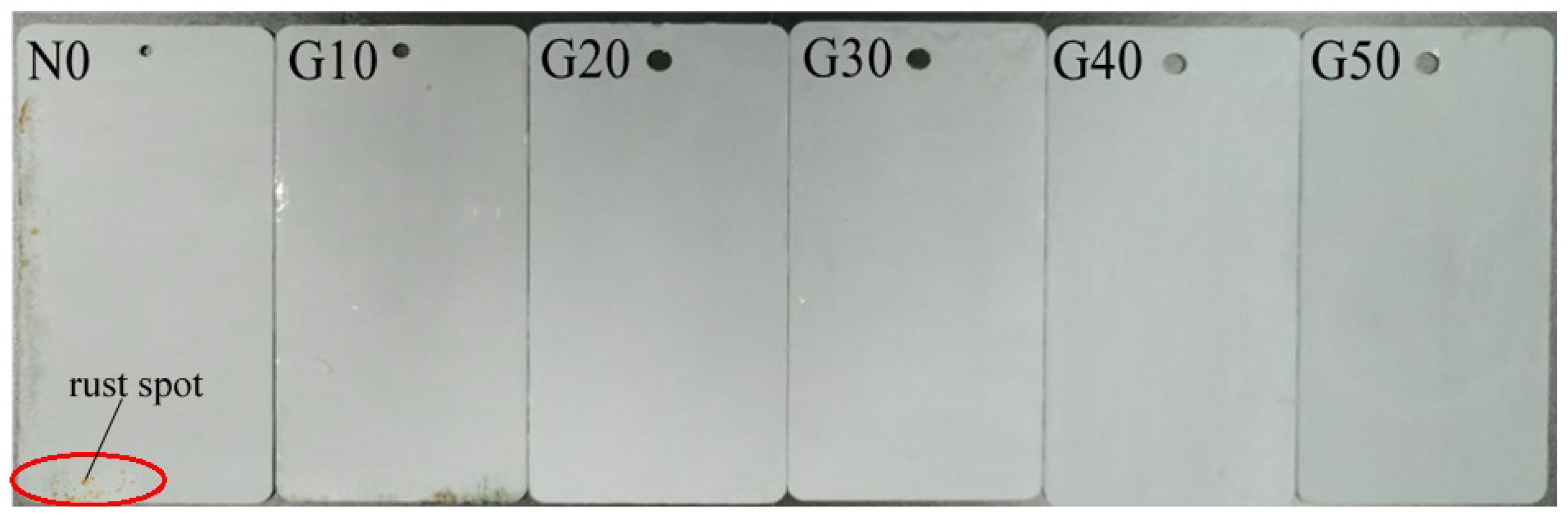
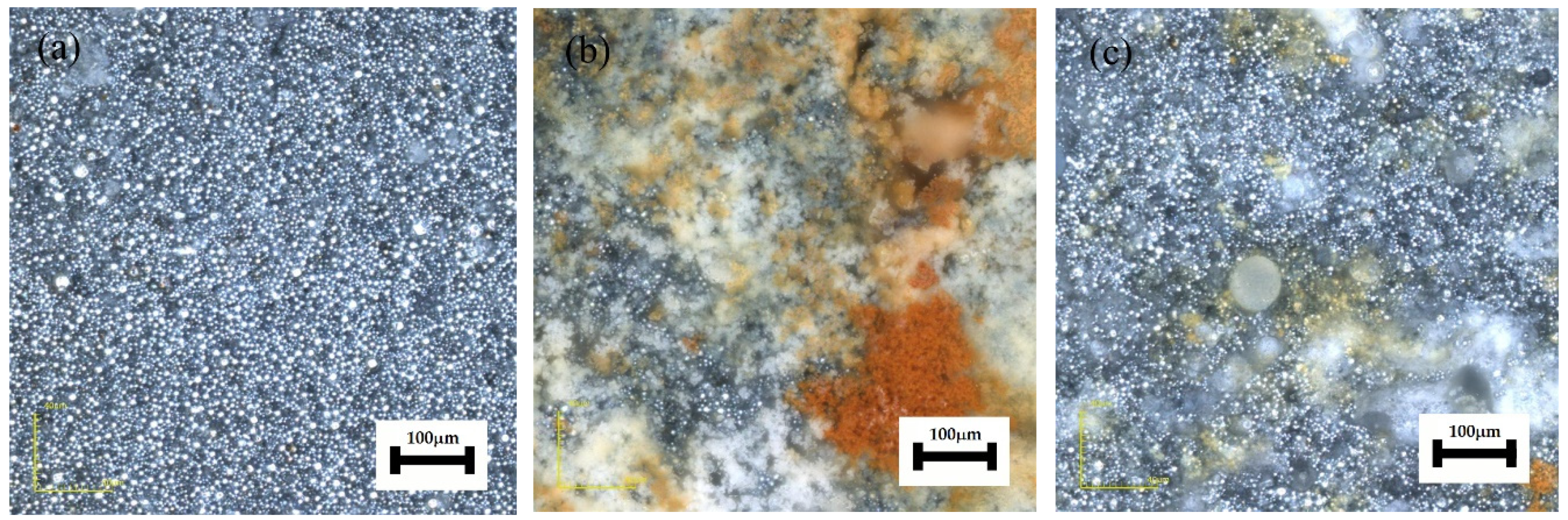
The pictures of the six samples immersed in 3.5% NaCl solution for 336 h are shown in Figure 7. Some red-brown rust spots began to appear on the surface of the silicate coating N0 and G10, while there was no visible change on the surface of other coatings. A confocal laser scanning microscope (CLSM) OLS4000 (OLYMPUS (China) Co. Ltd., Beijing, China) was used to observe the surface of the coatings. The CLSM morphology of these coatings before immersion is as shown in Figure 8a, in which the silver balls are zinc particles. The morphology of rust zone in coating N0 was showed in Figure 8b, in which there are some white and red-brown corrosion products together. The rust zone in coating G10 presented a similar morphology, as shown in Figure 8c, but with much less white and brown corrosion products. As the introduction of epoxy resin increased the insulating effect of the coating, the corrosion of the steel substrate was delayed with increasing epoxy content.
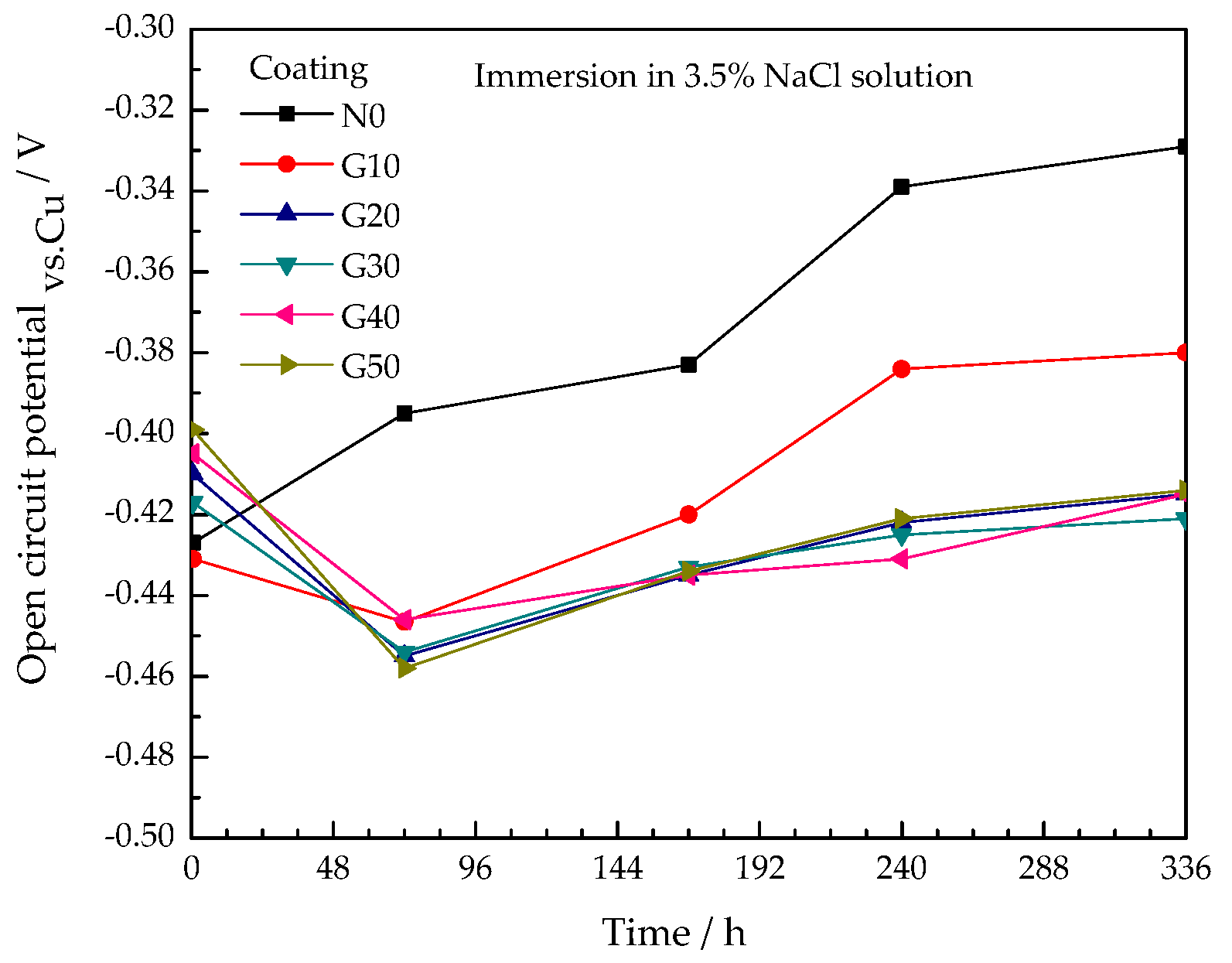
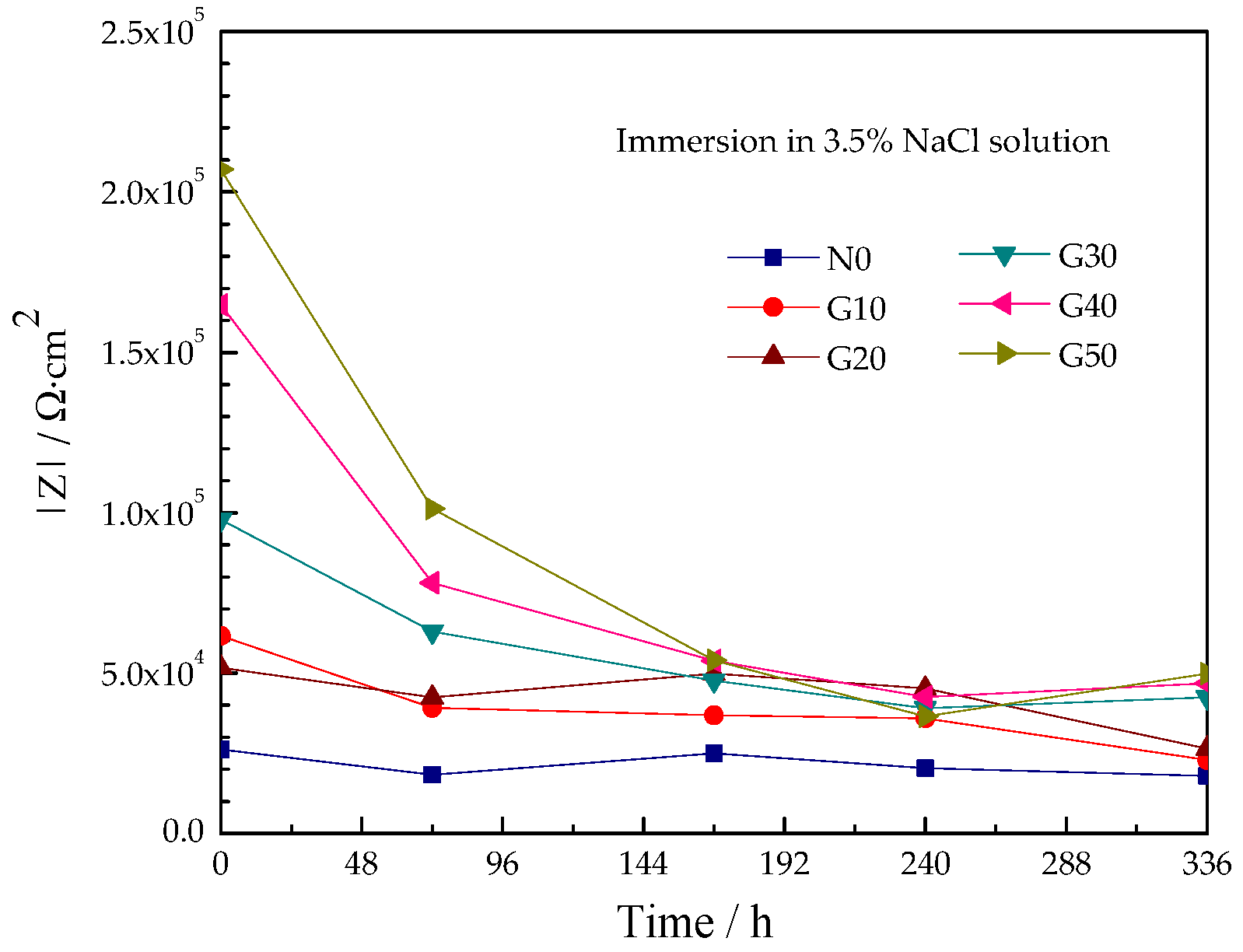
The evolution of the self-corrosion potential of each coating sample with immersion time is shown in Figure 9. For the unmodified silicate coating N0, its open circuit potential increased with immersion time. However, the open circuit potential of the epoxy modified silicate coating decreased during 72 h, then increased continuously. The increase of the potential decreased with the increase in epoxy content. This shows that epoxy modification can reduce, to a certain extent, the corrosion driving force of the zinc rich coating. Similarly, as shown in Figure 10, the impedance of the unmodified silicate coating N0 hardly decreased, however, the impedance of the epoxy modified coating obviously decreased with the increase in immersion time. For example, the impedance of unmodified silicate coating N0 decreased from 2.6 × 104 Ω·cm2 at the beginning of 0.5 h to 1.8 × 104 Ω·cm2 after 72 h of immersion; the impedance of the G30 coating decreased from 9.8 × 104 Ω·cm2 at the beginning of 0.5 h to 6.3 × 104 Ω·cm2 after 72 h of immersion. The impedance of the G50 coating decreased from 2.1 × 105 Ω·cm2 at the beginning of 0.5 h to 105 Ω·cm2 after 72 h of immersion. The coating’s impedance decreased rapidly at the beginning of immersion test and then slowed down. The extent of the decline increased with the increase in epoxy content. With the further prolongation of immersion time, the impedance of the coating gradually decreased. After 168 h, the impedance of the G30 coating was maintained at 4.8 × 104 Ω·cm2. The impedance of the G50 coating decreased continuously from 5.4 × 104 Ω·cm2 after 168 h of immersion to 3.7 × 104 Ω·cm2 after 240 h of immersion, and then remained unchanged. This shows that the epoxy modification can increase the insulation effect of a zinc rich coating on a corrosion medium to a certain extent.
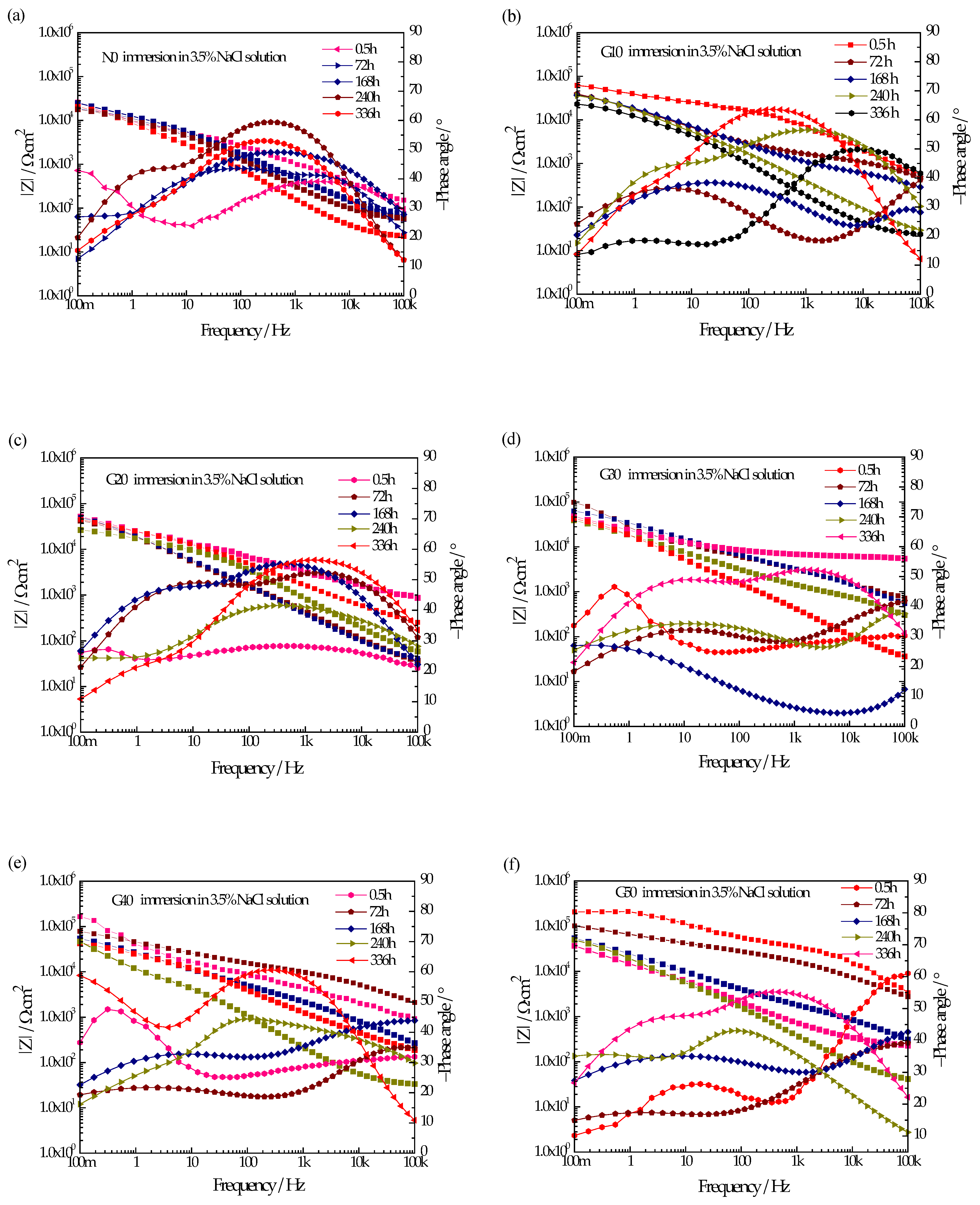
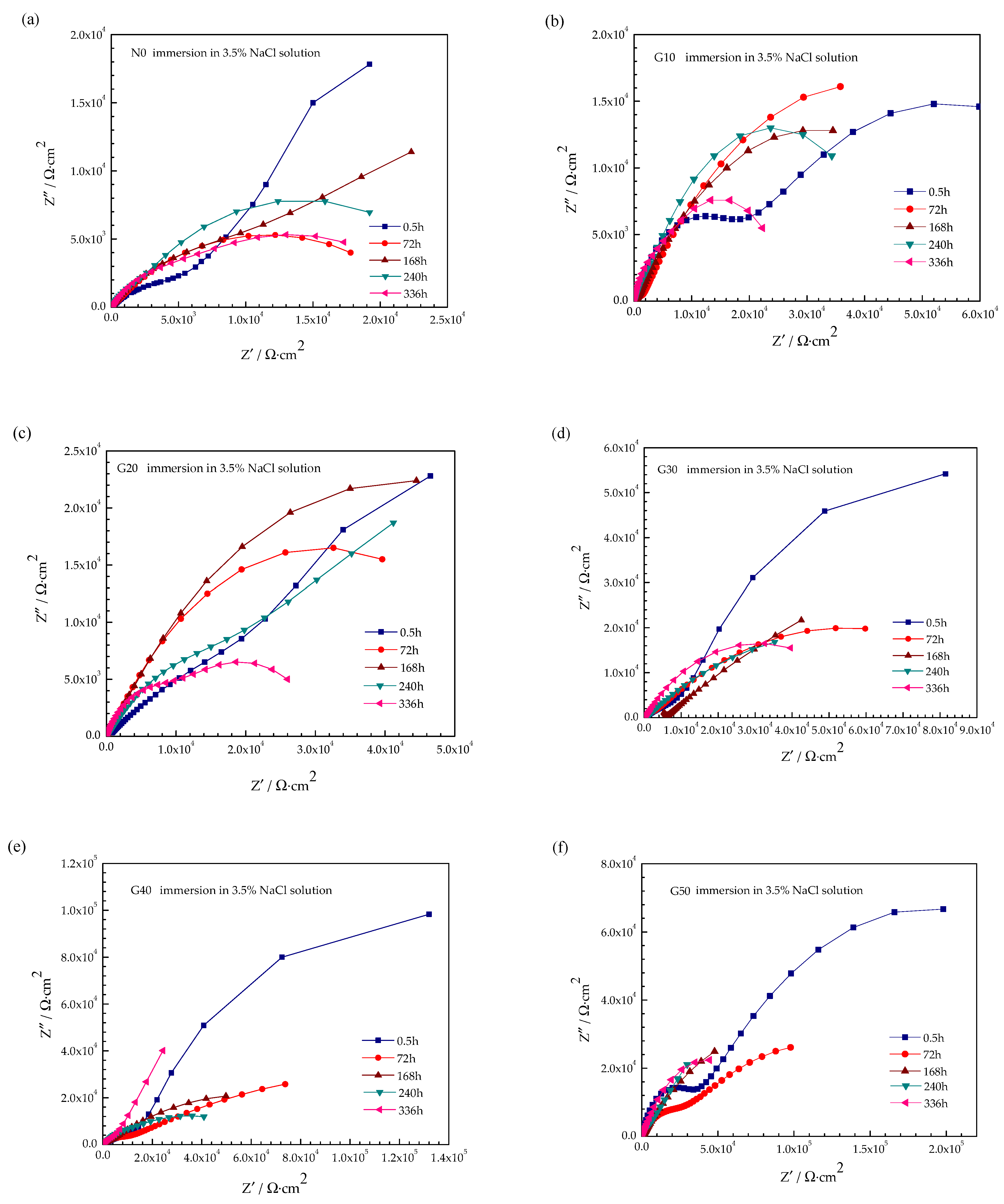
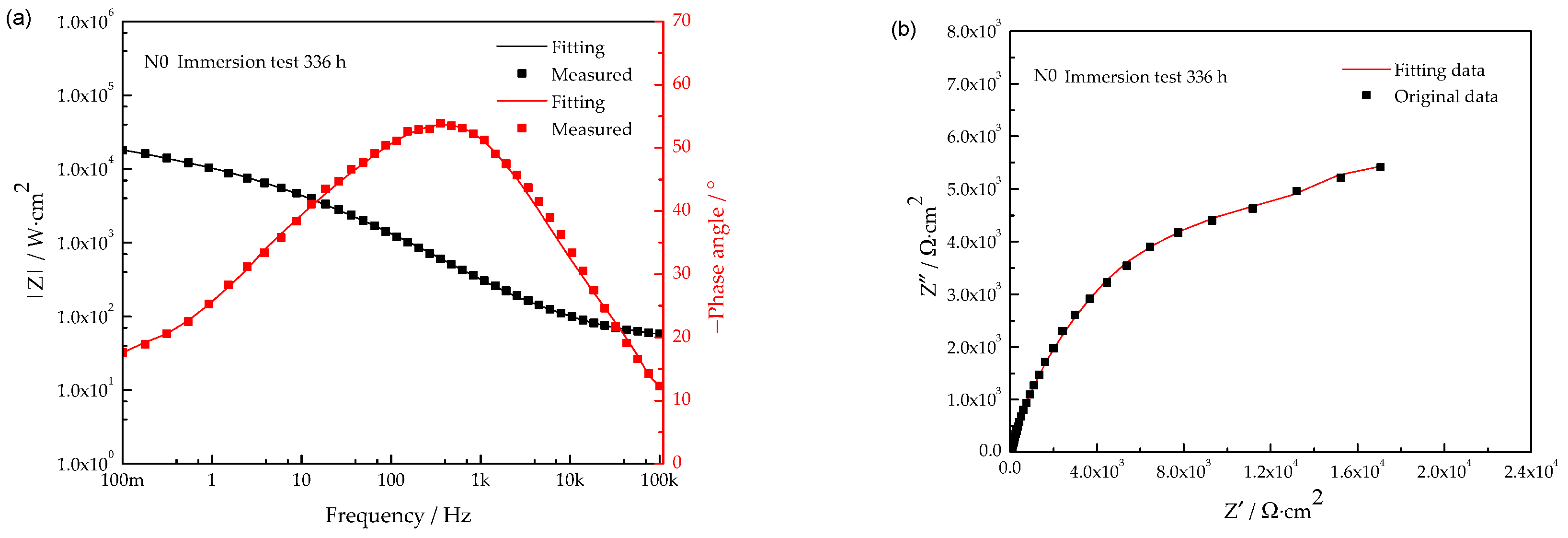
Bode and Nyquist diagrams of all coatings with different immersion time are shown in Figure 11 and Figure 12, respectively. From the beginning of the immersion test to 168 h, the Nyquist diagram of each coating showed two time constants, the zinc powder in the coating started to react with the NaCl solution and provided cathodic protection for the steel. The semicircle in the high frequency domain represents the impedance and capacitance of the coating, and the semicircle in the low frequency domain represents the impedance and capacitance of the zinc dissolution reaction. The radius of the impedance arc for each coating decreased rapidly with the increase in immersion time.
3.4.3. Analysis of Electrochemical Parameters of Coating Equivalent Circuit
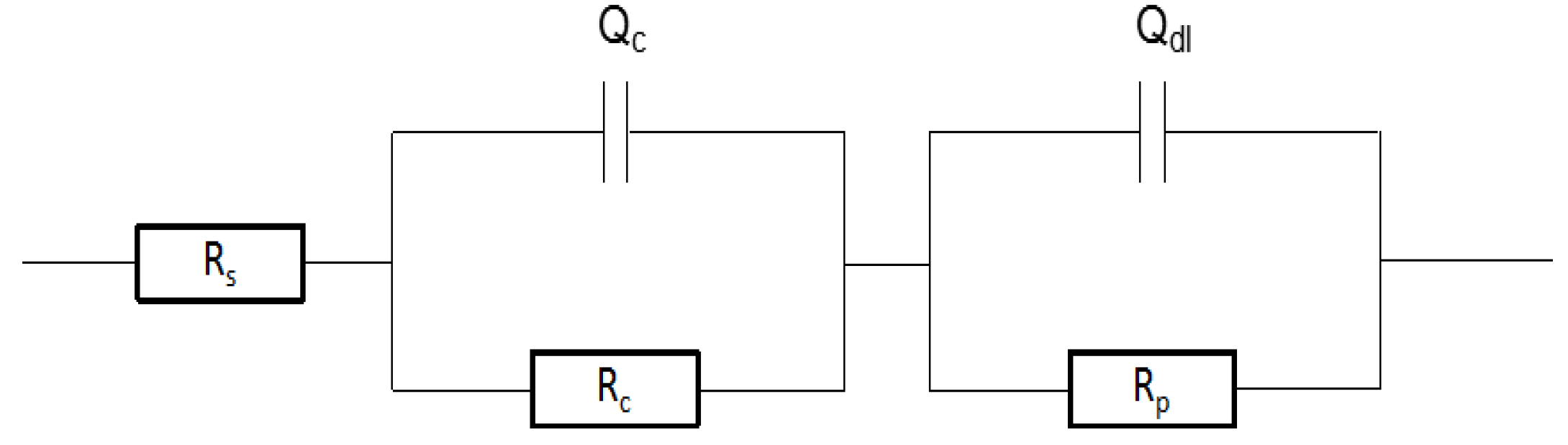
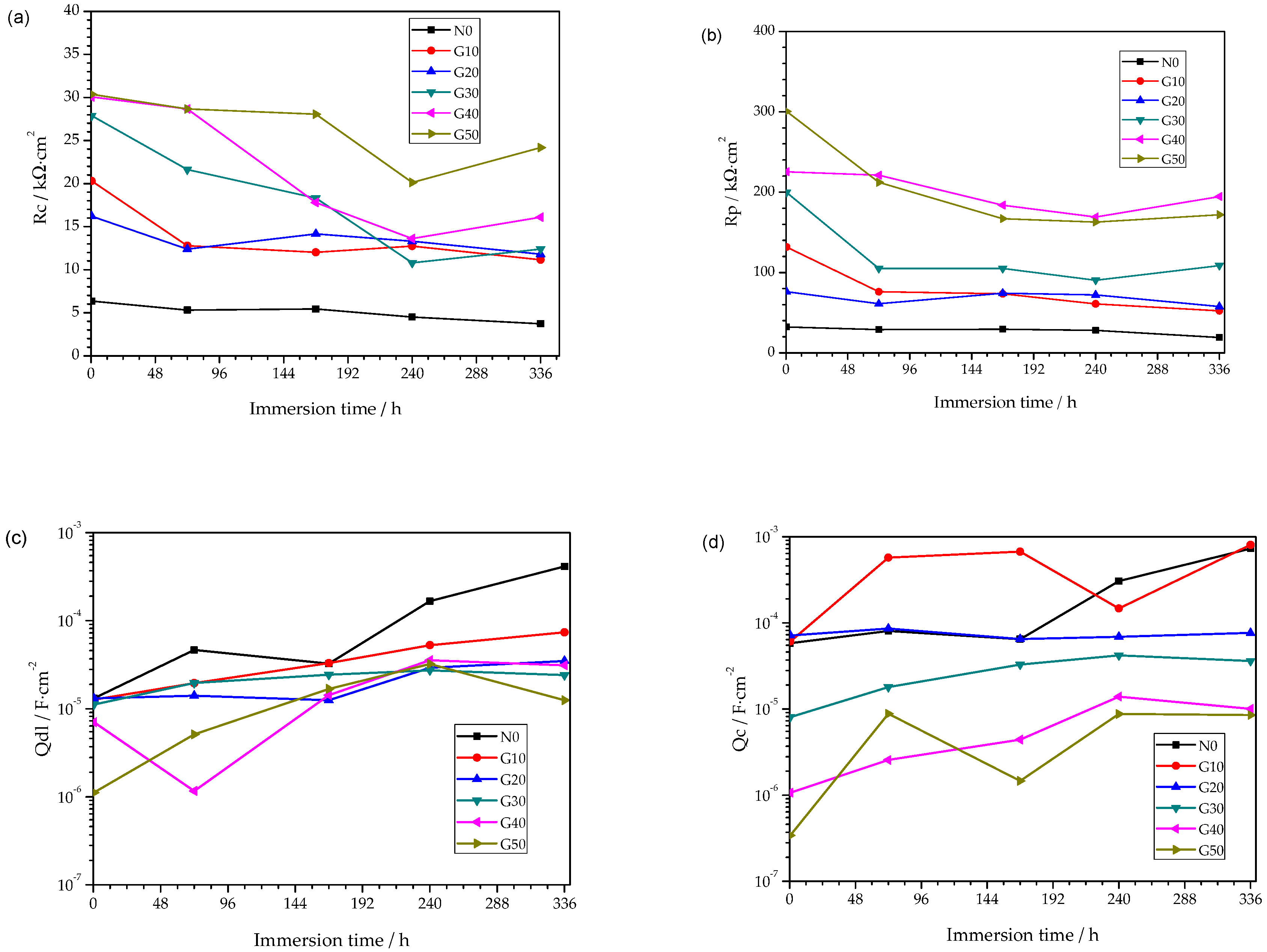
With the prolongation of immersion time, as shown in Figure 11 and Figure 12, the impedance of the coatings continued to decrease. There were two time constants in the Nyquist diagram at the beginning of the 0.5 h immersion, one is related to the resistance (Rc) and capacitance (Qc) of the coating appeared at the high frequency end; the other is related to the corrosion reaction resistance (Rp) and the capacitance (Qdl) of the electric double layer on zinc, which appeared at the low frequency end, and n1 and n2 are constant phase angle indexes, which indicate the degree of dispersion effect [23]. In order to better explain the corrosion process of the coating, this paper used the R (QR) (QR) (Figure 13) equivalent circuit diagram to fit the electrochemical impedance data until the steel begins to corrode. Typical fitting results are shown in Figure 14. The results show that the equivalent circuit can reproduce the measurement results and capacitive reactance characteristics of EIS. Figure 15 is the change curve of coating resistance, coating capacitance, and product resistance and capacitance of the Zn powder reaction with immersion time. Both Rc in Figure 15a and Rp in Figure 15b of the coating decreased with the increase of immersion time, which showed that on one hand, the substrate steel was always at the state of cathodic protection by zinc powder, and on the other hand, the corrosion products of the zinc reaction failed to form a compact and continuous passivation layer and so would not block the passage of the corrosive medium into the zinc rich coating during the immersion test.
According to [24], the double layer capacitance (Qdl) can reflect the degree of zinc reaction in the coating and the coating’s capacitance (Qc) can reflect the water absorption of the coating. The larger the degree of zinc reaction, the greater the double layer capacitance. Figure 15c shows that the degree of zinc reaction increased during immersion. Compared with the N0 silicate coating, the epoxy modified coatings had a lower Qdl (i.e., a lower zinc reaction) and Qdl of the epoxy modified coatings decreased with epoxy content. The larger the water absorption of the coating, the greater the coating capacitance, and the worse the protective performance of the coating. Figure 15d shows that the water absorption of the coating increased during immersion. Compared with the N0 silicate coating, the epoxy modified coatings had a lower Qc that decreased with epoxy content (i.e., epoxy modified coatings have a lower water absorption and better insulating effect).
3.5. Anticorrosive Mechanism of Zinc Rich Coatings
The data from the static immersion and electrochemical tests showed that compared to the silicate zinc-rich coating N0, epoxy-modified silicate coatings had good compactness, long cathodic protection time to the steel, and good corrosion resistance.
Different coatings yielded a similar corrosion process, time of medium arriving at steel substrate, and its corrosion was delayed with the increase in epoxy content. The corrosion failure process of the N0 coating was as follows: during early immersion to 72 h, the corrosive medium quickly entered the coating and reached the surface of the steel. The steel obtained mainly cathodic protection by the zinc powders. With the increase of immersion time, the corrosion products of the zinc powder blocked the medium into the channel. At this time, the cathodic protection and the insulating effect of the coating corrosion products together protected the substrate effect [18]. The presence of an appropriate amount of epoxy resin can delay the process of corrosive media penetrating the zinc rich coating and to the interface between the coating and steel substrate, and prolong the cathodic protection time of zinc-rich coatings. Compared with silicate zinc-rich coating, epoxy-modified silicate zinc-rich coatings have better compactness, more significant insulating effects and cathodic protection effects, and better protection against corrosive media.
4. Conclusions
In this paper, epoxy modified silicate anticorrosive coatings were prepared and their properties were studied. The conclusions were summarized as follows:
- Epoxy modified silicate emulsions were successfully synthesized. The viscosity and solid content of the modified emulsion increased with epoxy content.
- Compared with the silicate coating, epoxy modified silicate coatings had the best adhesion (grade 1), lower hardness and higher impact resistance, were more compact and had better durability.
- The impedance of the silicate zinc-rich coating was 3 × 104 Ω⋅cm2 and increased with the epoxy content in the modified silicate zinc-rich coating, so that the G50 coating was only about 2 × 105 Ω⋅cm2. Modification with epoxy did not harm the sacrificial anode effect of zinc powder in the coating.
- Epoxy modified silicate zinc-rich coatings had a lower capacitance of the coating (i.e., lower water absorption and better insulating effect than those of the silicate coatings). Thus, they can provide longer lifetime protection than silicate ones.
Author Contributions
Conceptualization, J.W., Y.Q., X.Z., and Z.Z.; Methodology, J.W., Y.Q., and Z.Z.; Software, J.W.; Validation, J.W.; Formal analysis, J.W., X.Z., and Y.Q.; Investigation, J.W. and X.Z.; Resources, Y.Q. and Z.Z.; Data curation, J.W.; Writing—original draft preparation, J.W.; Writing—review and editing, J.W., X.Z., Y.Q., and Z.Z.; Visualization, J.W.; Supervision, Z.Z. and Y.Q.; Project administration, Z.Z. and Y.Q.; Funding acquisition, Z.Z. and Y.Q. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Project of Equipment Pre-research Field Fund, grant number 61409220304 and Equipment Pre-research Sharing Technology Project, grant numbers 41404010306 and 41423060314.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Munger, C.G.; Vincent, L.D. Corrosion Prevention by Protective Coatings, 2nd ed.; NACE Publishing: Houston, TX, USA, 1999. [Google Scholar]
- Shreepathi, S.; Bajaj, P.; Mallik, B.P. Electrochemical impedance spectroscopy investigations of epoxy zinc rich coatings: Role of Zn content on corrosion protection mechanism. Electrochim. Acta. 2010, 55, 5129–5134. [Google Scholar] [CrossRef]
- Merlatti, C.; Perrin, F.X.; Aragon, E.; Margaillan, A. Evaluation of physico-chemical changes in sub-layers of multi-layer anticorrosive marine paint systems: Plasticizer and solvent release. Prog. Org. Coat. 2008, 61, 53–62. [Google Scholar] [CrossRef]
- Schaefer, K.; Miszczyk, A. Improvement of electrochemical action of zinc-rich paints by addition of nanoparticulate zinc. Corros. Sci. 2013, 66, 380. [Google Scholar] [CrossRef]
- Marchebois, H.; Savall, C.; Bernard, J.; Touzain, S. Electrochemical behavior of zinc-rich powder coatings in artificial sea water. Electrochim. Acta 2004, 49, 2945. [Google Scholar] [CrossRef]
- Zeng, D.F.; Tao, N.W.; Jiang, S.W.; Wang, J.N. NORSOK M-501 test method for heavy-duty anticorrosive marine coatings. Coat. Ind. 2015, 45, 51. [Google Scholar]
- Del Amo, B.; Romagnoli, R.; Deyá, C.; González, J.A. High performance water-based paints with non-toxic anticorrosive pigments. Prog. Org. Coat. 2002, 45, 389–397. [Google Scholar] [CrossRef]
- Chen, L.; Wang, Z.Q.; Wei, T.; Xiao, C.J. Research status and prospects of water-based anticorrosive coatings. Shanghai Coat. 2012, 50, 37–41. [Google Scholar]
- Chen, L.; Wang, Z.Q.; Wei, T.; Xiao, C.J. Research on the modification of water-borne inorganic zinc-rich coatings and its performances. Adv. Mater. Res. 2015, 1095, 626–630. [Google Scholar] [CrossRef]
- Izquierdo, M.; Novoa, X.R.; Pena, G.; Espada, L. The mechanism of protection of zinc-rich inorganic coatings. A study based on electrochemical impedance spectroscopy (EIS). Mater. Sci. Forum 1992, 111–112, 257–268. [Google Scholar] [CrossRef]
- Akbarinezhad, E.; Ebrahimi, M.; Sharif, F.; Attar, M.M.; Faridi, H.R. Synthesis and evaluating corrosion protection effects of emeraldine base PAni/clay nanocomposite as a barrier pigment in zinc-rich ethyl silicate primer. Prog. Org. Coat. 2011, 70, 39–44. [Google Scholar] [CrossRef]
- Yun, T.H.; Park, J.H.; Kim, J.S.; Park, J.M. Effect of the surface modification of zinc powders with organosilanes on the corrosion resistance of a zinc pigmented organic coating. Prog. Org. Coat. 2014, 77, 1780–1788. [Google Scholar] [CrossRef]
- Teng, S.; Gao, Y.; Cao, F.; Kong, D.; Zheng, X.; Ma, X.; Zhi, L. Zinc-reduced graphene oxide for enhanced corrosion protection of zinc-rich epoxy coatings. Prog. Org. Coat. 2018, 123, 185–189. [Google Scholar] [CrossRef]
- Feng, Y.; Keyao, Z. Development and Construction of New Waterborne Zinc-rich Coatings. Shanghai Coatings 2006, 44, 4–8. [Google Scholar]
- Wu, G.M.; Kong, Z.W.; Chen, J.; Huo, S.P.; Liu, G.F. Preparation and properties of waterborne polyurethane/epoxy resin composite coating from anionic terpene-based polyol dispersion. Prog. Org. Coat. 2014, 77, 315–321. [Google Scholar] [CrossRef]
- Shengchuang, S. Study on Preparation and Performance of Waterborne Silicate Inorganic Zinc-Rich Anticorrosive Coatings. Master’s Thesis, Southwest Petroleum University, Chengdu, China, 2017. [Google Scholar]
- Yanyun, L. Research on Water-Based Inorganic Zinc-Rich Coatings. Master’s Thesis, Kunming University of Science and Technology, Kunming, China, 2008. [Google Scholar]
- Ross, T.K.; Wolstenholme, J. Anti-corrosion properties of zinc dust paints. Corros. Sci. 1977, 17, 341–351. [Google Scholar] [CrossRef]
- GB/T 1720-1979 Method of Test for Adhesion of Paint Films; China Petroleum and Chemical Industry Federation: Beijing, China, 1980.
- GB/T 6739-2006 Paints and Varnishes-Determination of Film Hardness by Pencil Test; China Petroleum and Chemical Industry Federation: Beijing, China, 2007.
- GB/T 1732-1993 Determination of Impact Resistance of Film; China Petroleum and Chemical Industry Federation: Beijing, China, 1993.
- Qi, Y.H.; Zhang, Z.P.; Miao, M.; Zhang, X.Z. Studies on estimating methods of polarization performance for coated steel in seawater. Mater. Sci. Forum 2010, 654–656, 2418–2421. [Google Scholar] [CrossRef]
- Zhao, X.; Liu, S.; Wang, X.T.; Hou, B.R. Surface modification of nano-ZrO2 nanoparticles with styrene coupling agent and its effect on the corrosion behaviour of epoxy coating. Chin. J. Oceanol. Limnol. 2014, 32, 1163–1171. [Google Scholar] [CrossRef]
- Shuyan, Z.H.; Xinhong, T.O.; Fuchun, L.I.; Jinyu, W.E.; En-Hou, H.A.; Xiaohui, L.I.; Lin, Y.A. Corrosion Resistance of Three Zinc-rich Epoxy Coatings. J. Chin. Soc. Corros. Prot. 2019, 39, 563–570. [Google Scholar]
Figure 1.
Fourier transform infrared (FTIR) spectrum. (a) Silicate emulsion E777-2; (b) Product of LT550 modified E51; (c) Modified silicate emulsion with 20% epoxy.
Figure 1.
Fourier transform infrared (FTIR) spectrum. (a) Silicate emulsion E777-2; (b) Product of LT550 modified E51; (c) Modified silicate emulsion with 20% epoxy.
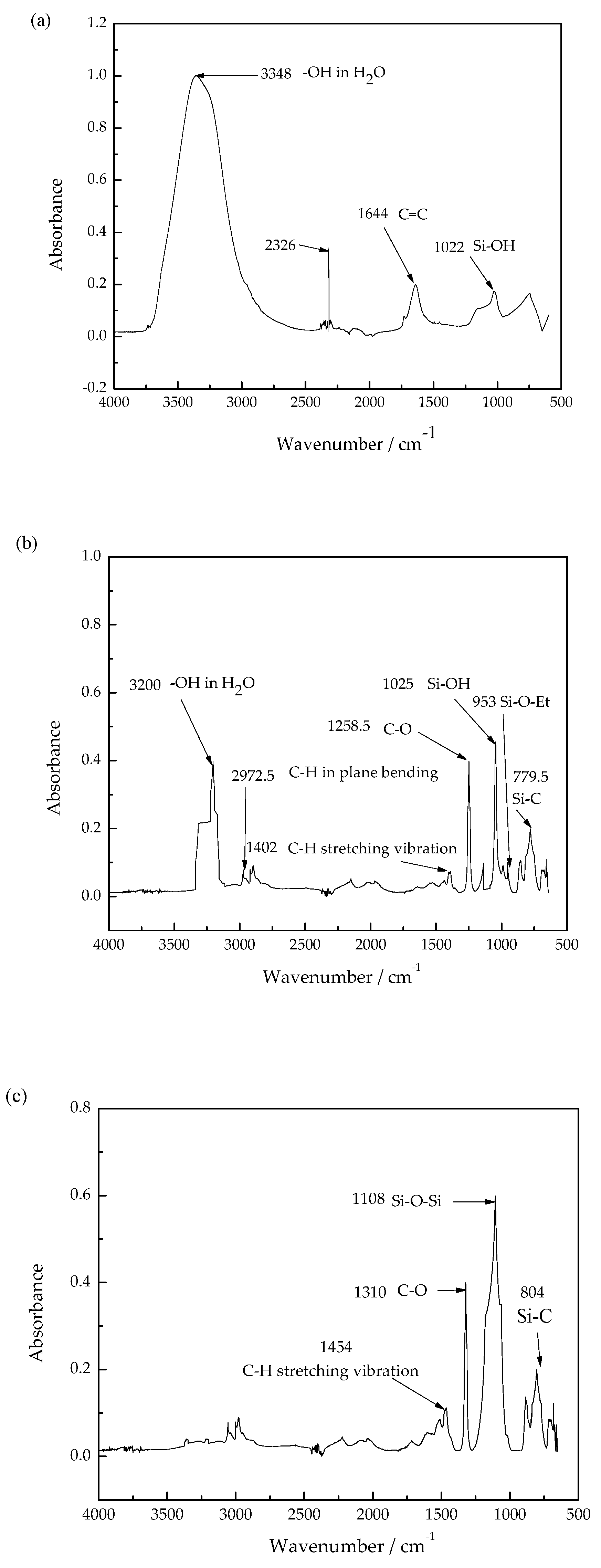
Figure 2.
Hardness and impact resistance of the studied coatings with epoxy content.

Figure 3.
The photos of the coatings before the immersion test.

Figure 4.
Polarization test results of the zinc-rich coatings. (a) Tafel curves, (b) Open circuit potential.
Figure 4.
Polarization test results of the zinc-rich coatings. (a) Tafel curves, (b) Open circuit potential.

Figure 5.
Impedance of the zinc-rich coatings with epoxy content.

Figure 6.
EIS plots of the coatings at 0.5 h immersion. (a) Bode, (b) Nyquist diagrams.

Figure 7.
Photos of the coatings immersed in the 3.5% NaCl solution for 336 h.

Figure 8.
CLSM morphology of the coatings immersed in the 3.5% NaCl solution for 336 h. (a) Coating G30, (b) rust zone in coating N0, (c) coating G10.
Figure 8.
CLSM morphology of the coatings immersed in the 3.5% NaCl solution for 336 h. (a) Coating G30, (b) rust zone in coating N0, (c) coating G10.

Figure 9.
Evolution of the coating sample open circuit potential with immersion time in 3.5% NaCl solution.
Figure 9.
Evolution of the coating sample open circuit potential with immersion time in 3.5% NaCl solution.

Figure 10.
Impedance change of the coatings immersed in 3.5% NaCl solution.
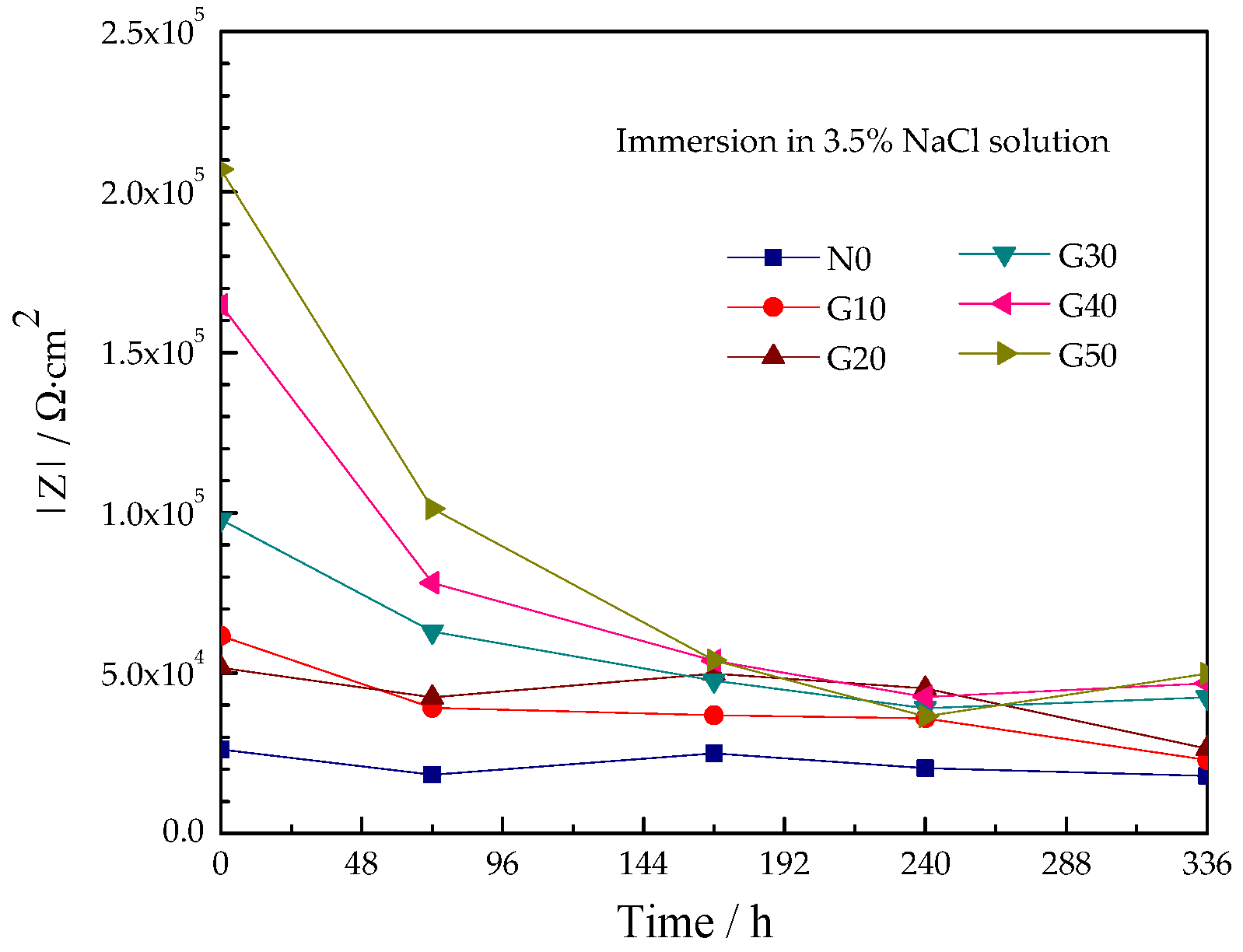
Figure 11.
Bode diagram of the coating immersed in 3.5% NaCl solution at different times. (a) N0, (b) G10, (c) G20, (d) G30, (e) G40, and (f) G50.
Figure 11.
Bode diagram of the coating immersed in 3.5% NaCl solution at different times. (a) N0, (b) G10, (c) G20, (d) G30, (e) G40, and (f) G50.

Figure 12.
Nyquist diagram of the coatings immersed in 3.5% NaCl solution at different times. (a) N0, (b) G10, (c) G20, (d) G30, (e) G40, and (f) G50.
Figure 12.
Nyquist diagram of the coatings immersed in 3.5% NaCl solution at different times. (a) N0, (b) G10, (c) G20, (d) G30, (e) G40, and (f) G50.

Figure 13.
Equivalent circuit for fitting the EIS data.

Figure 14.
Typical EIS and fitting results of the studied coatings. (a) Bode diagram of coating N0, (b) Nyquist diagram of coating N0, (c) Bode diagram of coating G40, and (d) Nyquist diagram of coating G40.
Figure 14.
Typical EIS and fitting results of the studied coatings. (a) Bode diagram of coating N0, (b) Nyquist diagram of coating N0, (c) Bode diagram of coating G40, and (d) Nyquist diagram of coating G40.


Figure 15.
Evolution of the resistance and capacitance with an immersion time in 3.5% NaCl solution, (a) Rc; (b) Rp; (c) Qdl; (d) Qc.
Figure 15.
Evolution of the resistance and capacitance with an immersion time in 3.5% NaCl solution, (a) Rc; (b) Rp; (c) Qdl; (d) Qc.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Formulation of the epoxy modified silicate emulsion.
| Raw Materials/wt.% | G10 | G20 | G30 | G40 | G50 |
|---|---|---|---|---|---|
| E51 | 9.5 | 18.1 | 26 | 33.3 | 40 |
| LT550 | 5.0 | 9.5 | 13 | 16.7 | 20 |
| E777-2 | 85.5 | 72.4 | 61 | 50 | 40 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Wang, J.; Qi, Y.; Zhao, X.; Zhang, Z. Electrochemical Investigation of Corrosion Behavior of Epoxy Modified Silicate Zinc-Rich Coatings in 3.5% NaCl Solution. Coatings 2020, 10, 444. https://doi.org/10.3390/coatings10050444
AMA Style
Wang J, Qi Y, Zhao X, Zhang Z. Electrochemical Investigation of Corrosion Behavior of Epoxy Modified Silicate Zinc-Rich Coatings in 3.5% NaCl Solution. Coatings. 2020; 10(5):444. https://doi.org/10.3390/coatings10050444
Chicago/Turabian StyleWang, Jingtao, Yuhong Qi, Xu Zhao, and Zhanping Zhang. 2020. "Electrochemical Investigation of Corrosion Behavior of Epoxy Modified Silicate Zinc-Rich Coatings in 3.5% NaCl Solution" Coatings 10, no. 5: 444. https://doi.org/10.3390/coatings10050444
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.