
Review on the Photocatalyst Coatings of TiO2: Fabrication by Mechanical Coating Technique and Its Application


Abstract
:1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Technique | Coating Processes | Feature | Disadvantage | Application | |
|---|---|---|---|---|---|
| Physical vapor deposition (PVD) | Vacuum deposition | Resistance heating, Flash Evaporation, Vacuum Arc, Laser heating, High frequency heating, Electron beam heating | Possibility of thickness control; Coating of large area film | Large equipment; Coating difficulty on complicated surface | Chemistry; Optics; Electron |
| MBE (Molecular Beam Epitaxy) | Coating on complicated surface; Strong adhesion | Large equipment; Thermal process | Chemistry; Anticorrosive | ||
| Laser deposition | Small equipment; Coating on complicated surface | Solution handling difficulty; Thermal process | Machinery | ||
| Sputter deposition | Ion beam sputtering, DC sputtering, High frequency sputtering, Magnetron sputtering, Microwave ECR plasma deposition | Rapid coating; Large specific surface area | Heat treatment for coating; Crystalline change | Machinery; Automobile; Tool | |
| Ion beam plating | High frequency ion plating, Activated reactive evaporation, Arc ion plating | Heat treatment needlessness; Possibility of nano-coating | Large equipment; Coating difficulty on complicated surface | Chemistry; Optics; Electron | |
| Ion beam deposition | Possibility of thickness control; Coating of large area film | Large equipment; Coating difficulty on complicated surface | Chemistry; Anticorrosive | ||
| Ionized cluster beam deposition | Coating on complicated surface; Strong adhesion | Large equipment; Thermal process | Machinery | ||
| Chemical vapor deposition (CVD) | Thermal CVD | Atmospheric pressure CVD, Low pressure CVD | Small equipment; Coating on complicated surface | Solution handling difficulty; Thermal process | Machinery; Automobile; Tool |
| Plasma CVD | DC plasma CVD, High frequency plasma CVD, ERC plasma CVD | Rapid coating; Large specific surface area | Heat treatment for coating; Crystalline change | Chemistry; Optics; Electron | |
| Photo-excited CVD | Heat treatment needlessness; Possibility of nano-coating | Large equipment; Coating difficulty on complicated surface | Chemistry; Anticorrosive | ||
| Liquid absorption coating | Plating | Electroplating, Electroless plating | Possibility of thickness control; Coating of large area film | Large equipment; Coating difficulty on complicated surface | Machinery |
| Anodic oxide coating, Painting, Sol-gel method | Coating on complicated surface; Strong adhesion | Large equipment; Thermal process | Machinery; Automobile; Tool | ||
| Spin coating, Dip coating, Roll coating, Spry coating | Small equipment; Coating on complicated surface | Solution handling difficulty; Thermal process | Chemistry; Optics; Electron | ||
| Thermal spraying | Flame spraying, Electrical spraying (Arc, Plasma) | Rapid coating; Large specific surface area | Heat treatment for coating; Crystalline change | Chemistry; Anticorrosive | |
| Mechanical coating | Shot coating, Powder impact plating, Aerosol deposition, Gas deposition | Heat treatment needlessness; Possibility of nano-coating | Large equipment; Coating difficulty on complicated surface | Machinery | |


2. A Novel Coating Technique for Composite Coatings: MCT
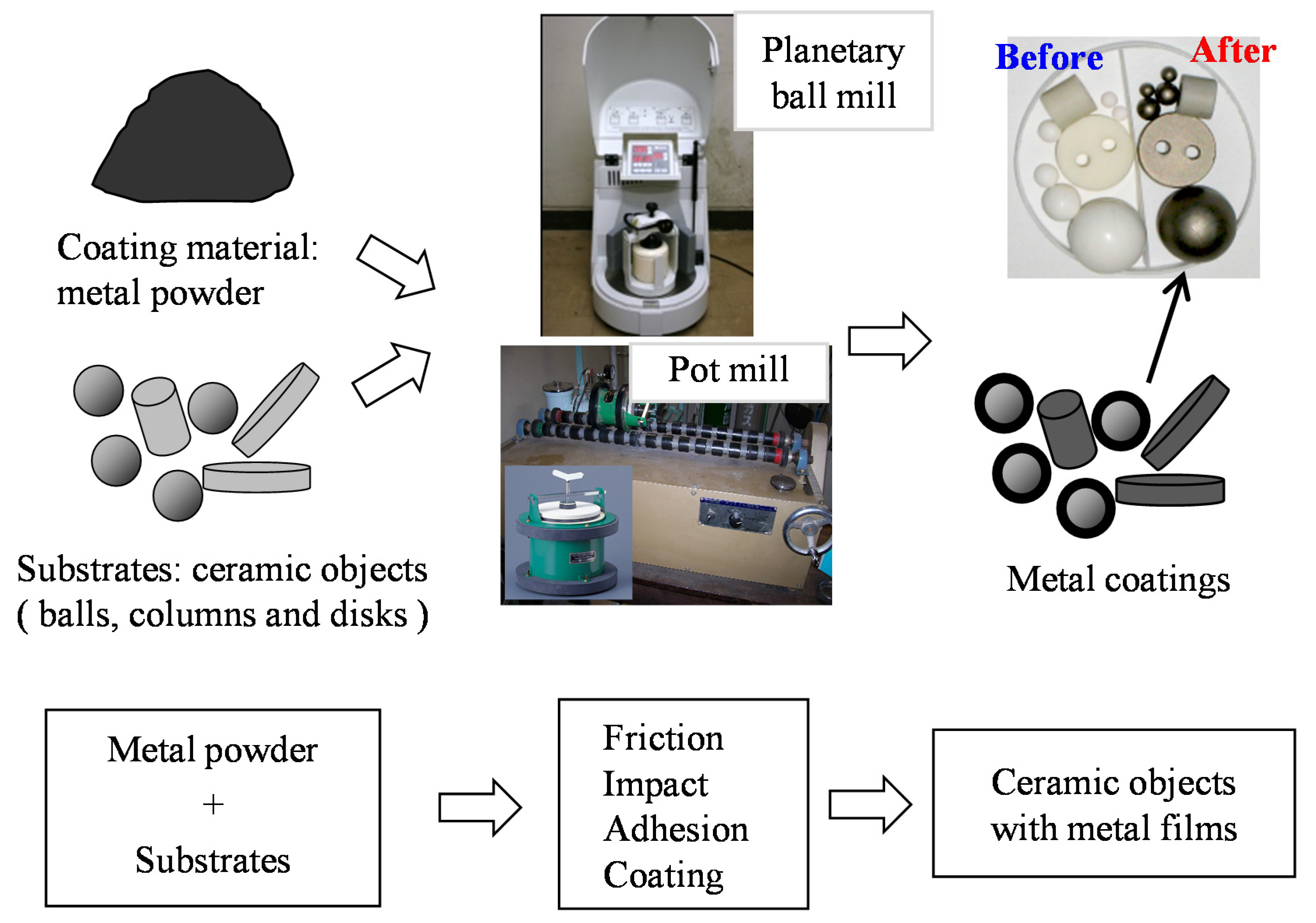
2.1. Proposal of MCT

2.2. MCT and Its Influencing Parameters

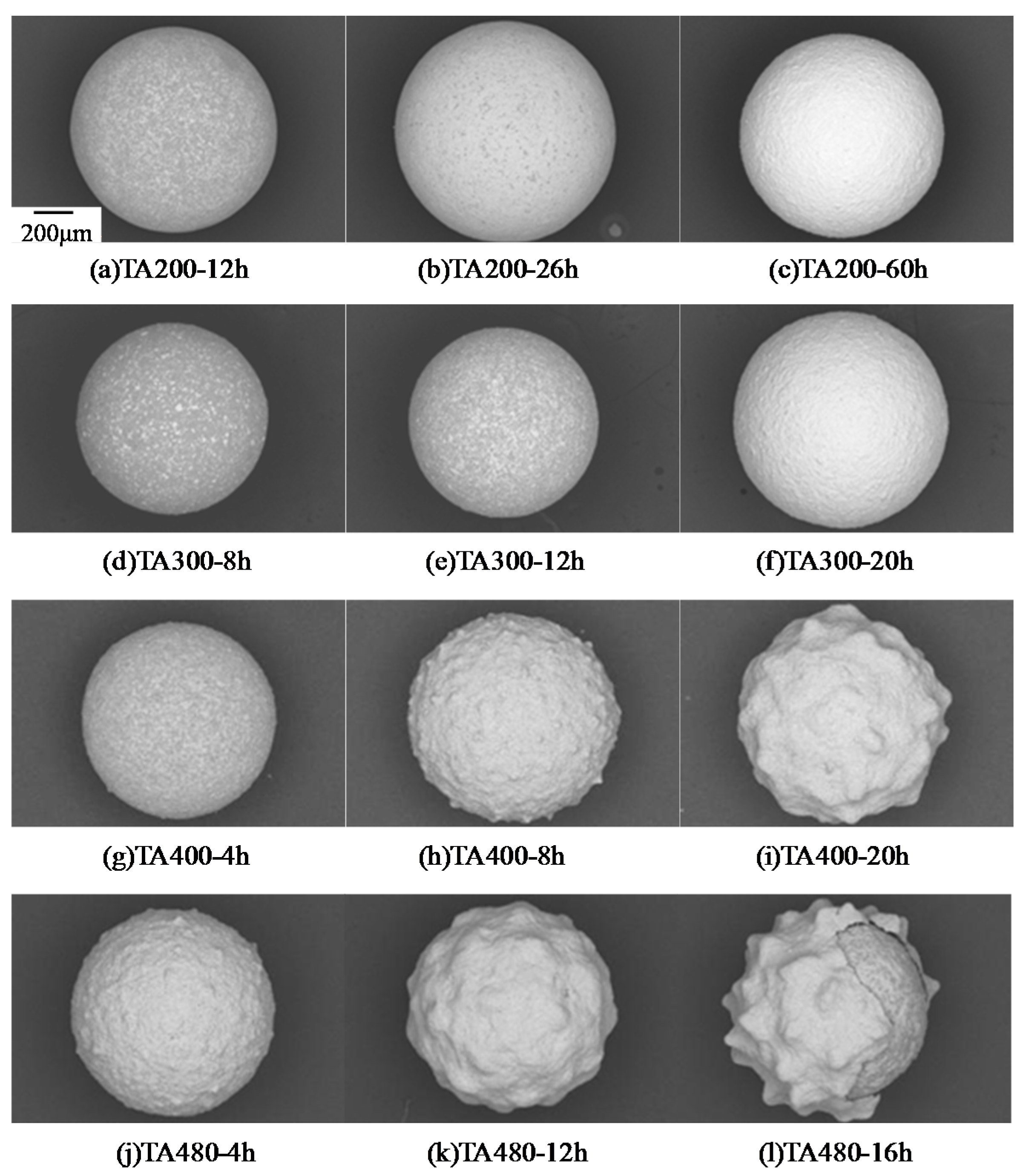
2.2.1. Coating Formation by MCT
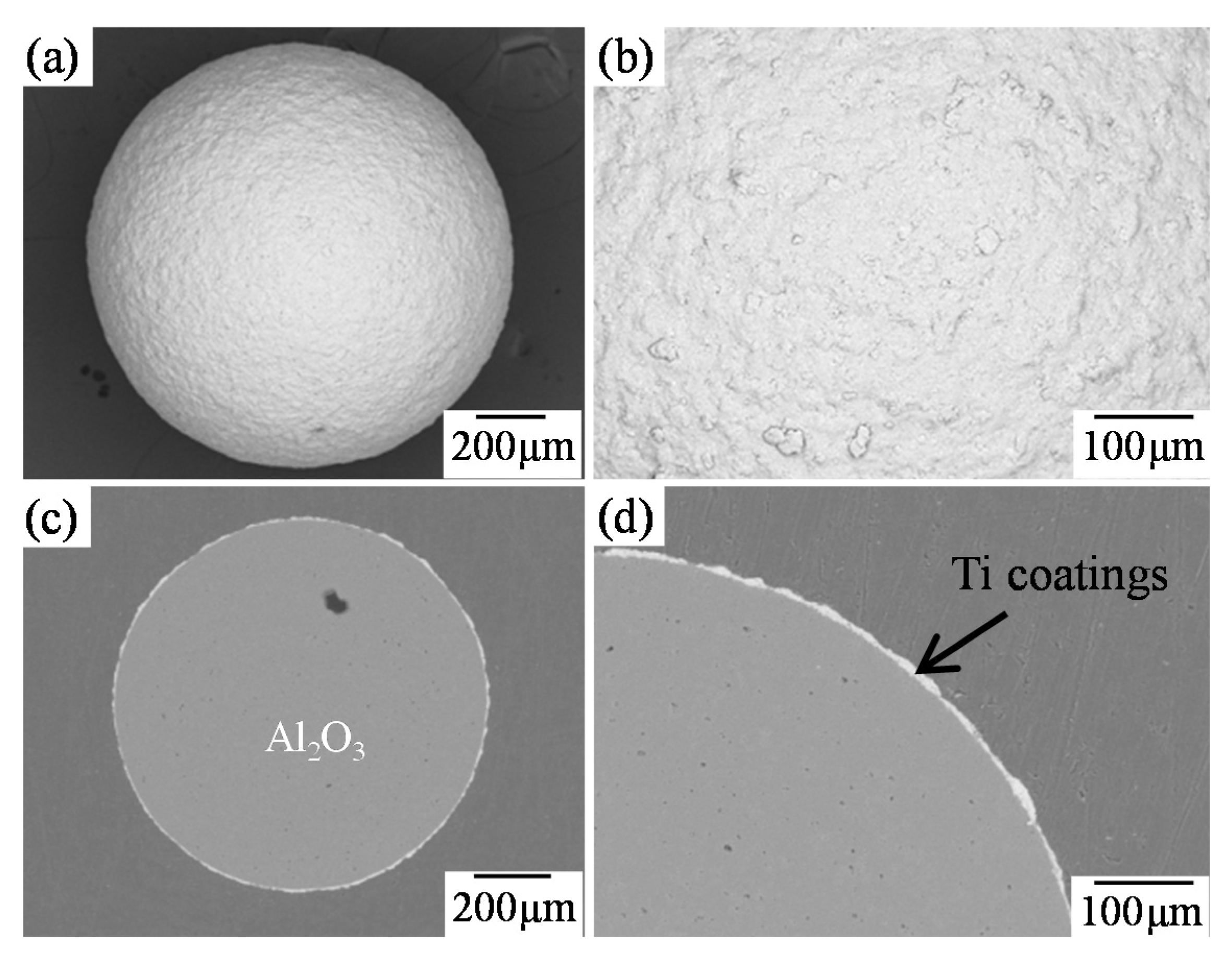
Ti Coatings by MCT



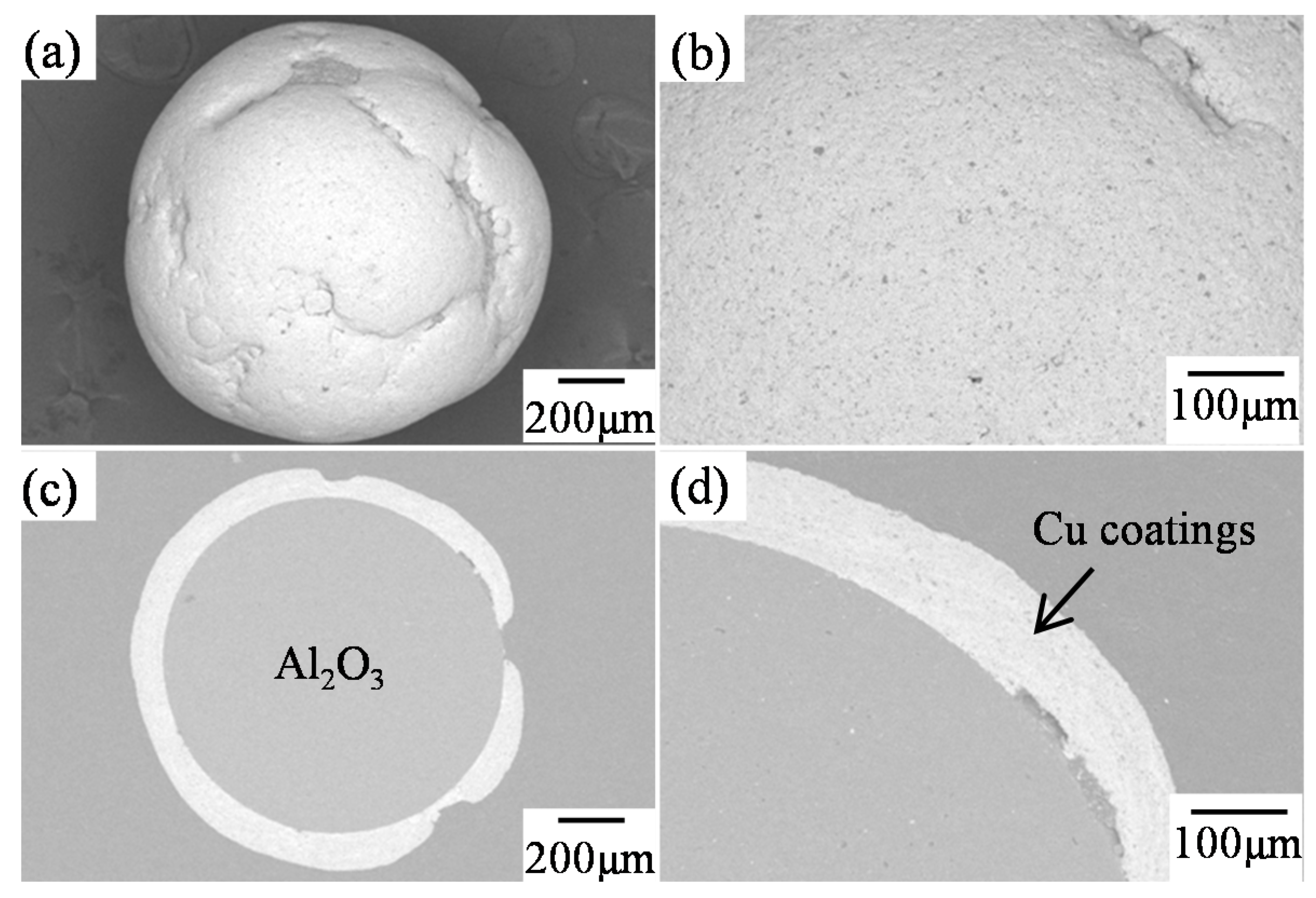
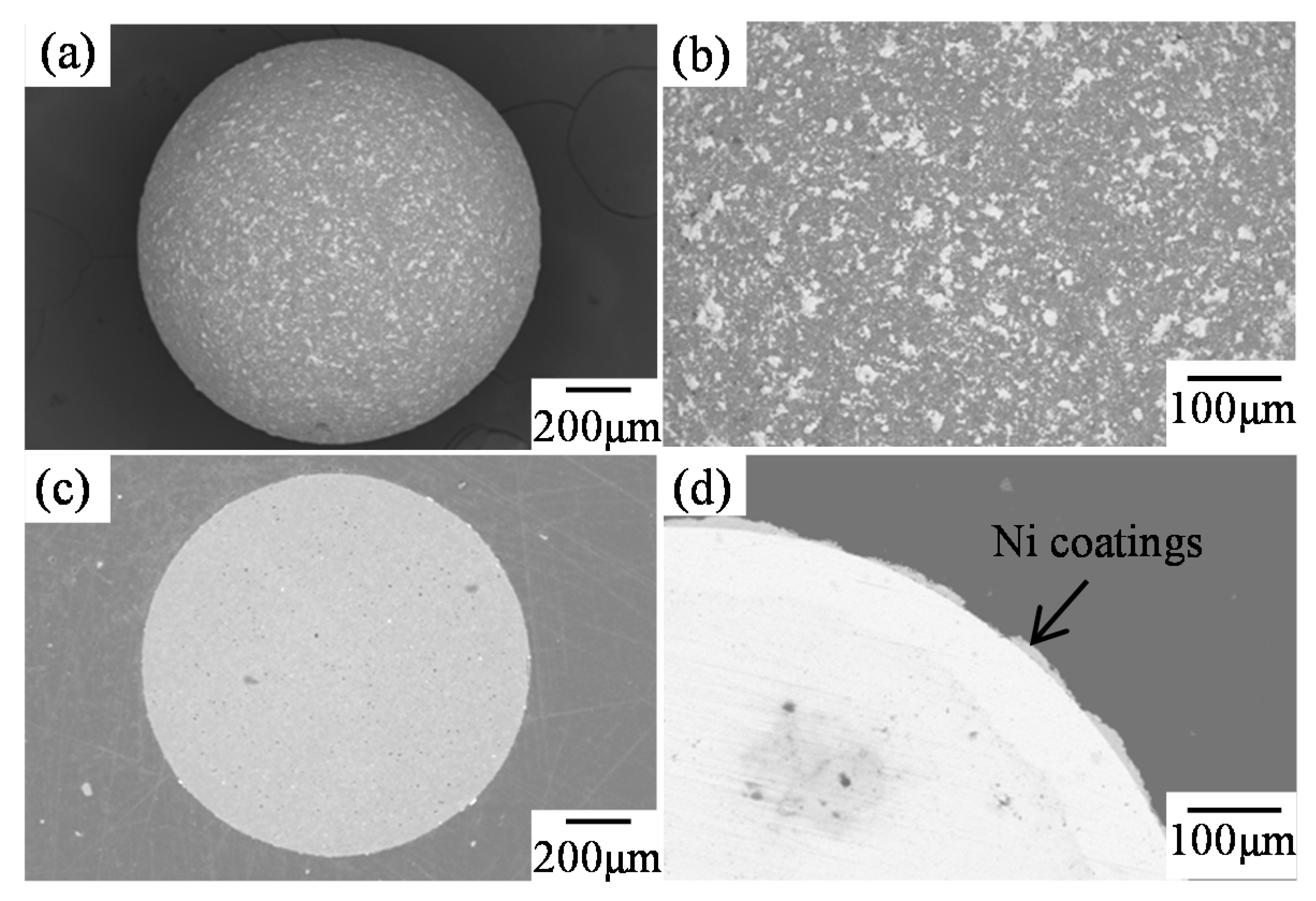
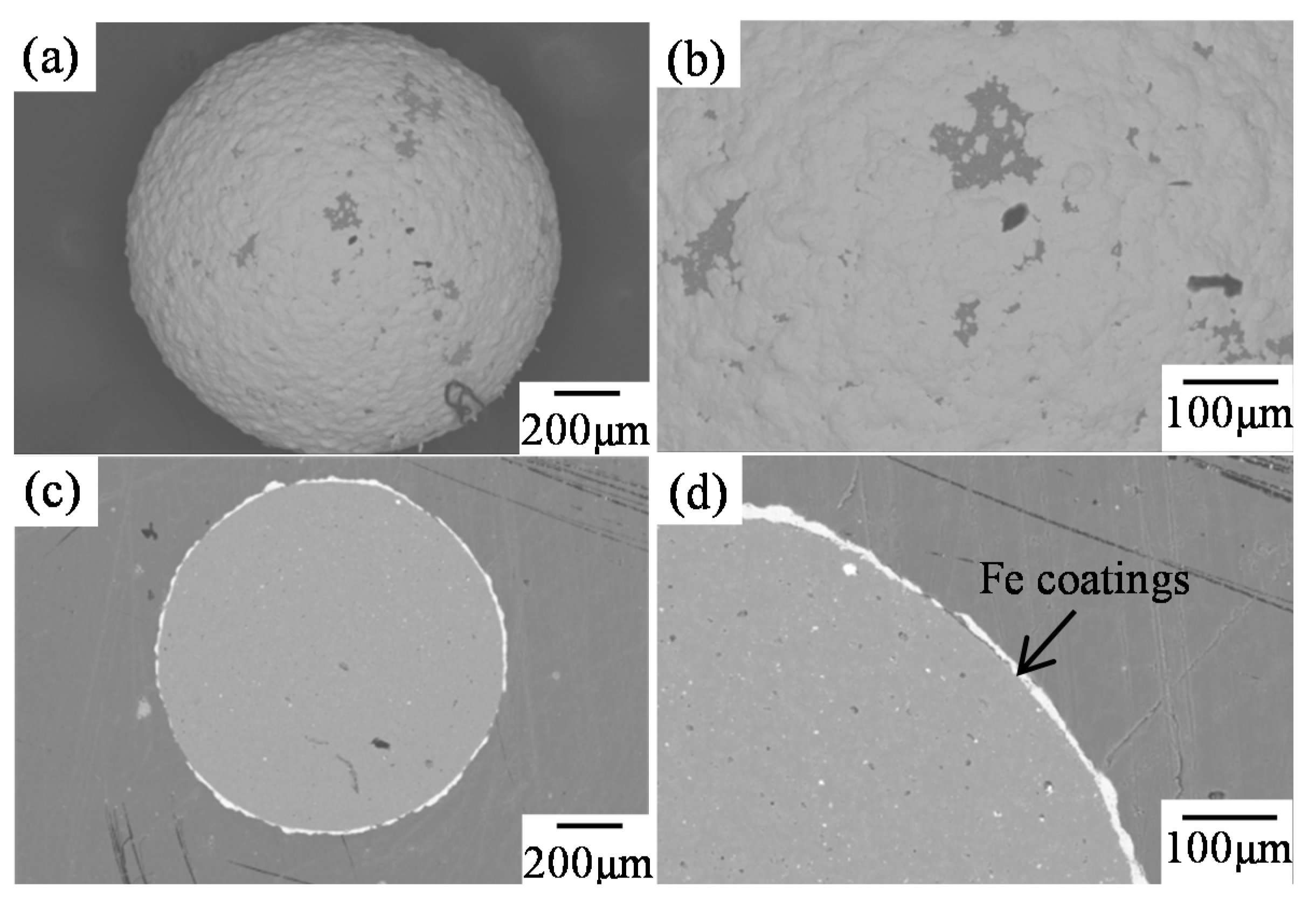
Coatings by MCT with Other Materials
| Source Material | Weight (g) | Average Diameter (mm) | Purity (%) | |
|---|---|---|---|---|
| Metal powder | Cu | 43.70 | 0.010 | 99.8 |
| Ti | 20.00 | 0.030 | 99.1 | |
| Ni | 10.00 | 0.005 | 99.8 | |
| Fe | 35.00 | 0.035 | 99.5 | |
| Zn | 35.00 | <0.18 | 99.8 | |
| Ceramic substrate | Al2O3 balls | 30.00 | 1.0 | 93.0 |




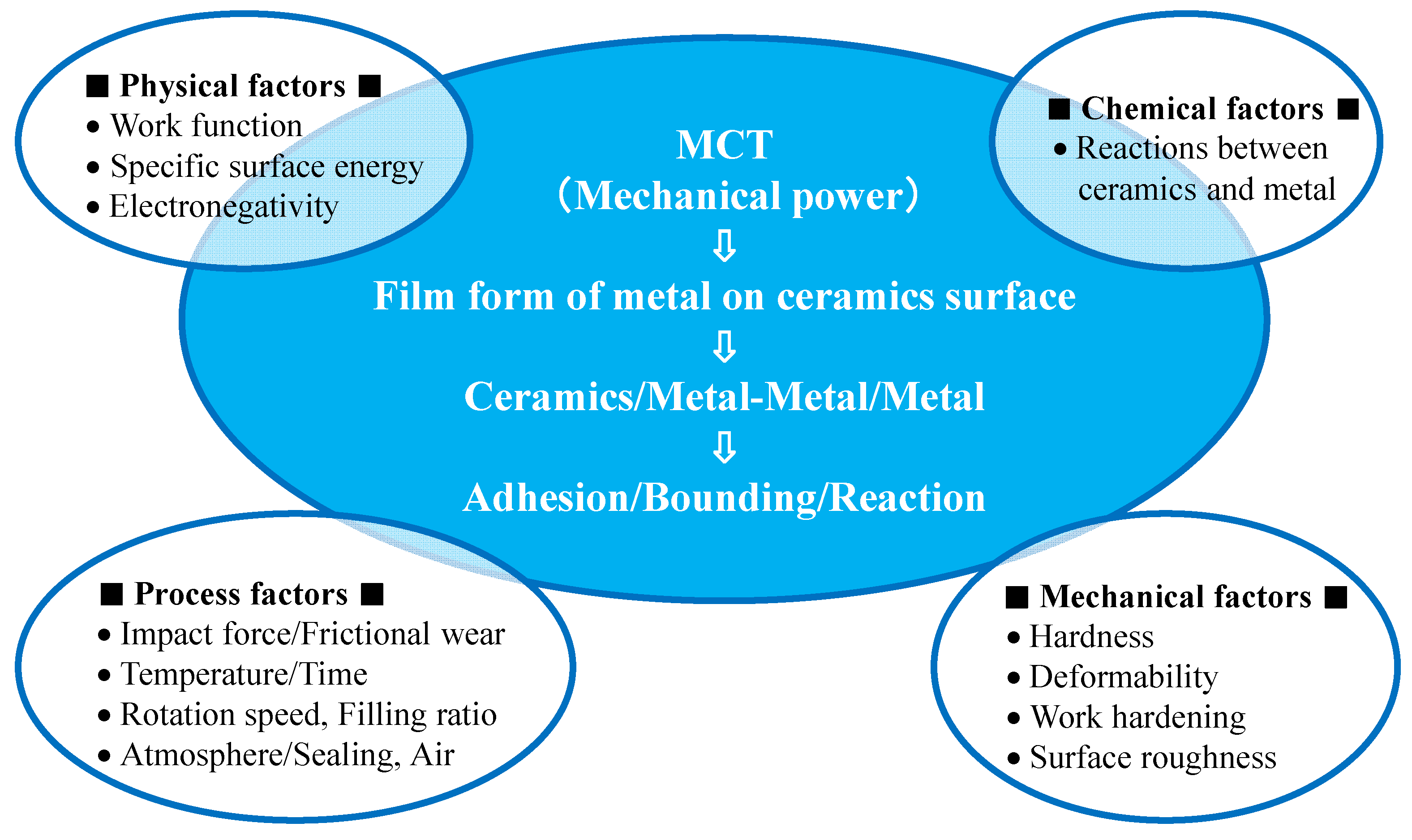
2.2.2. Influencing Parameters of MCT
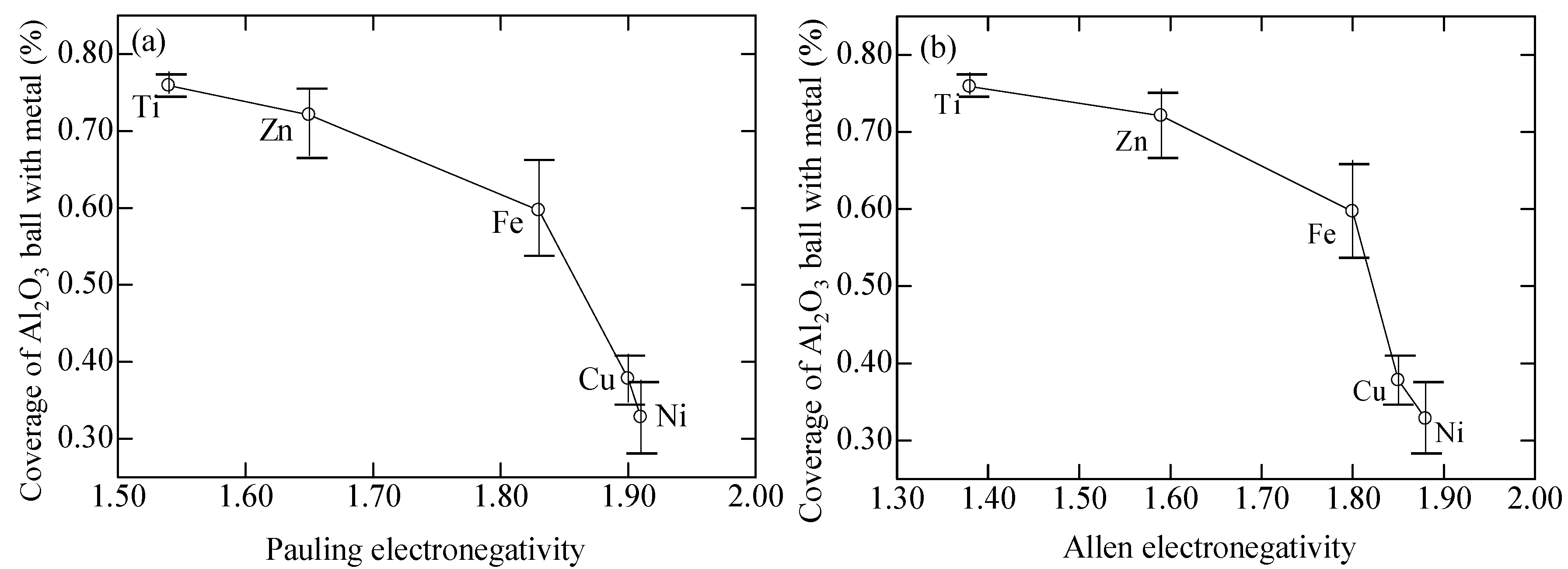
Electronegativity of Metal


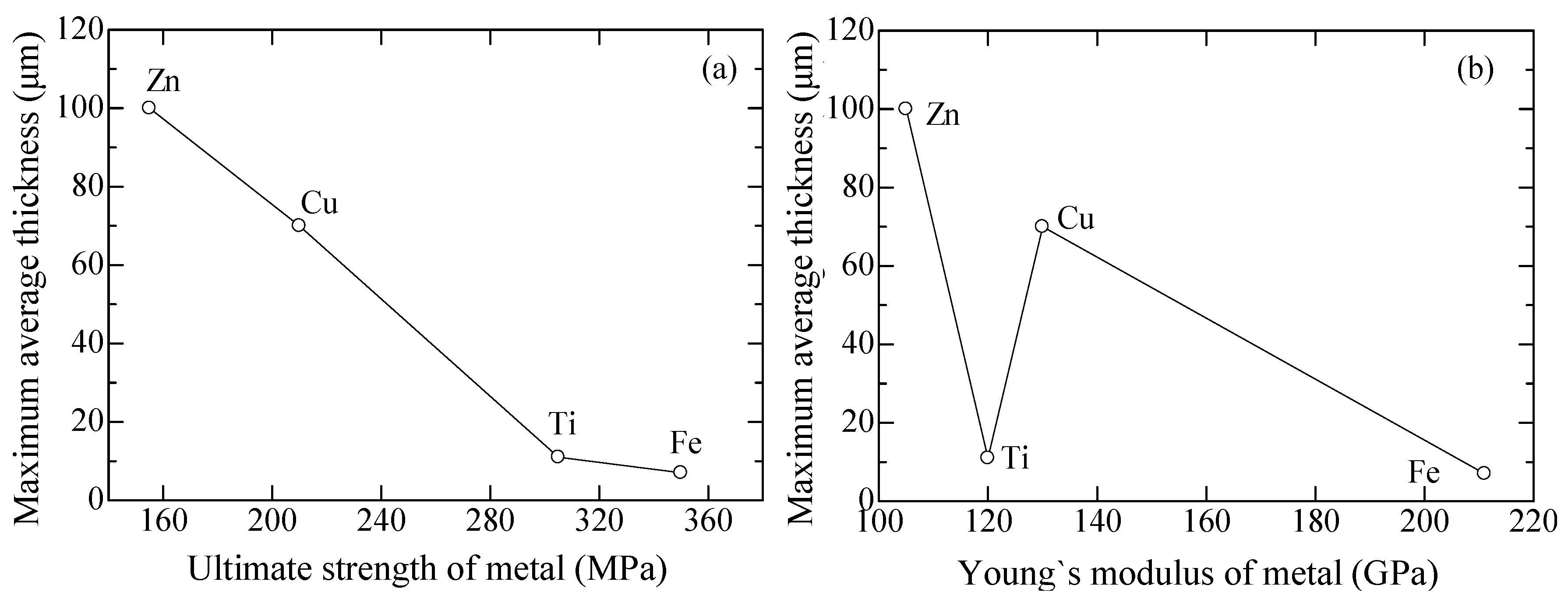
Plastic Deformability of Metal

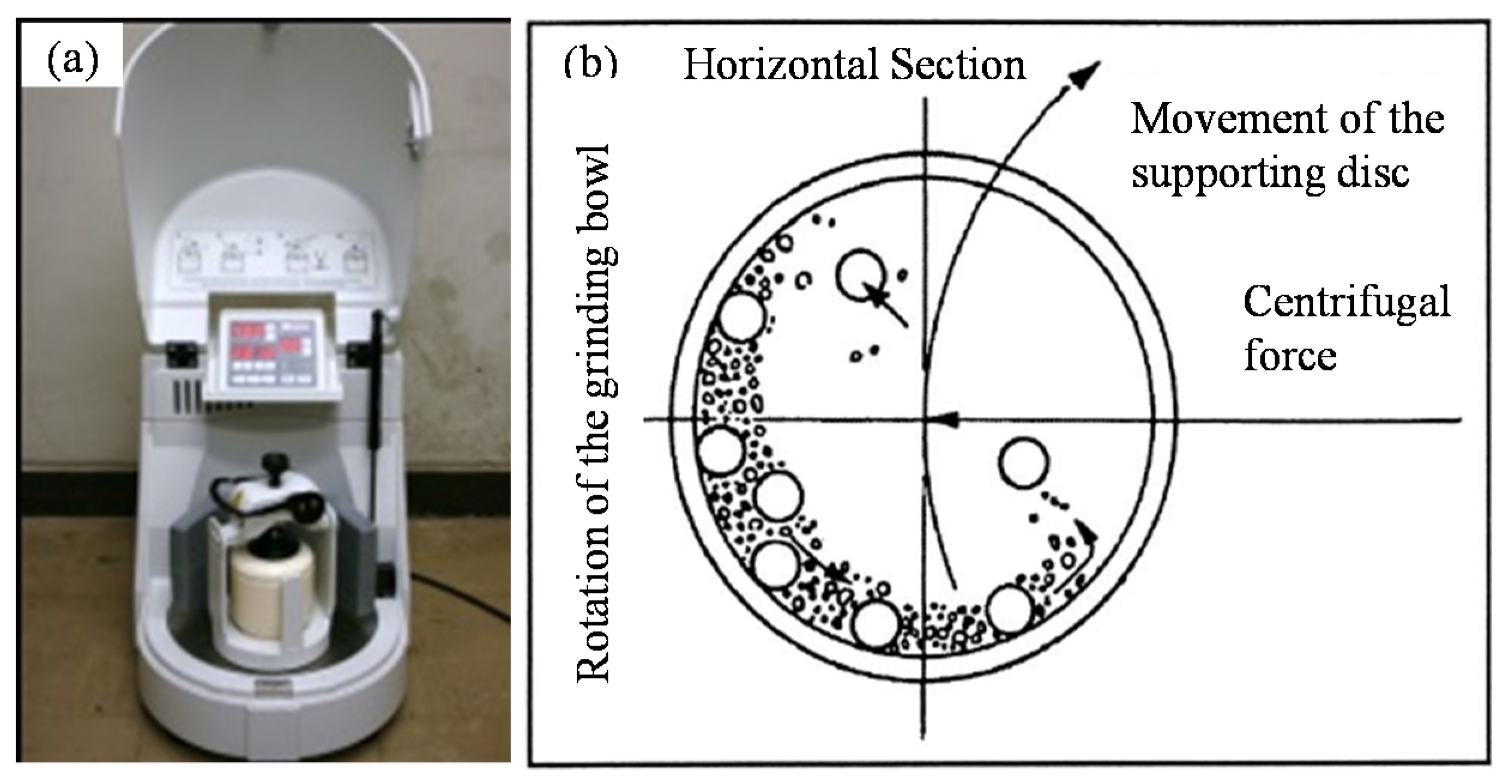
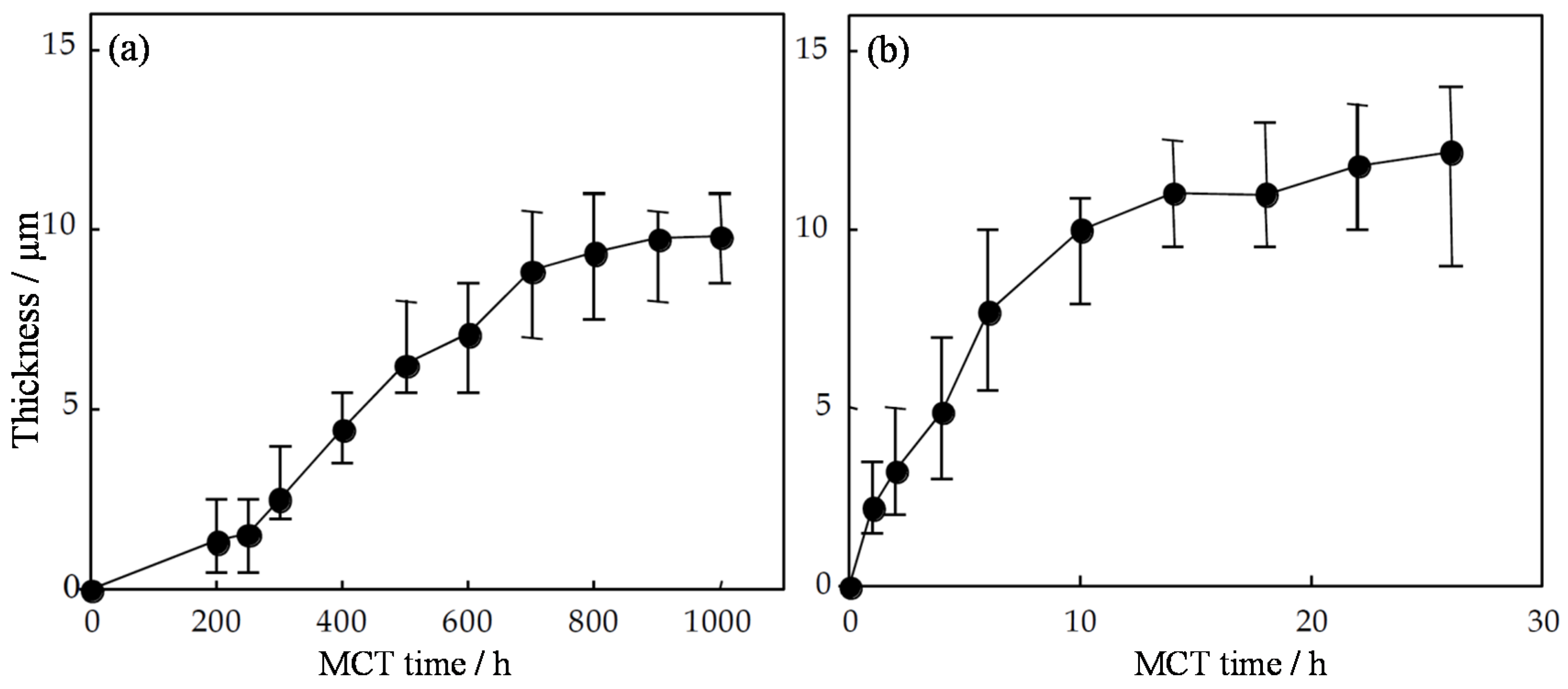
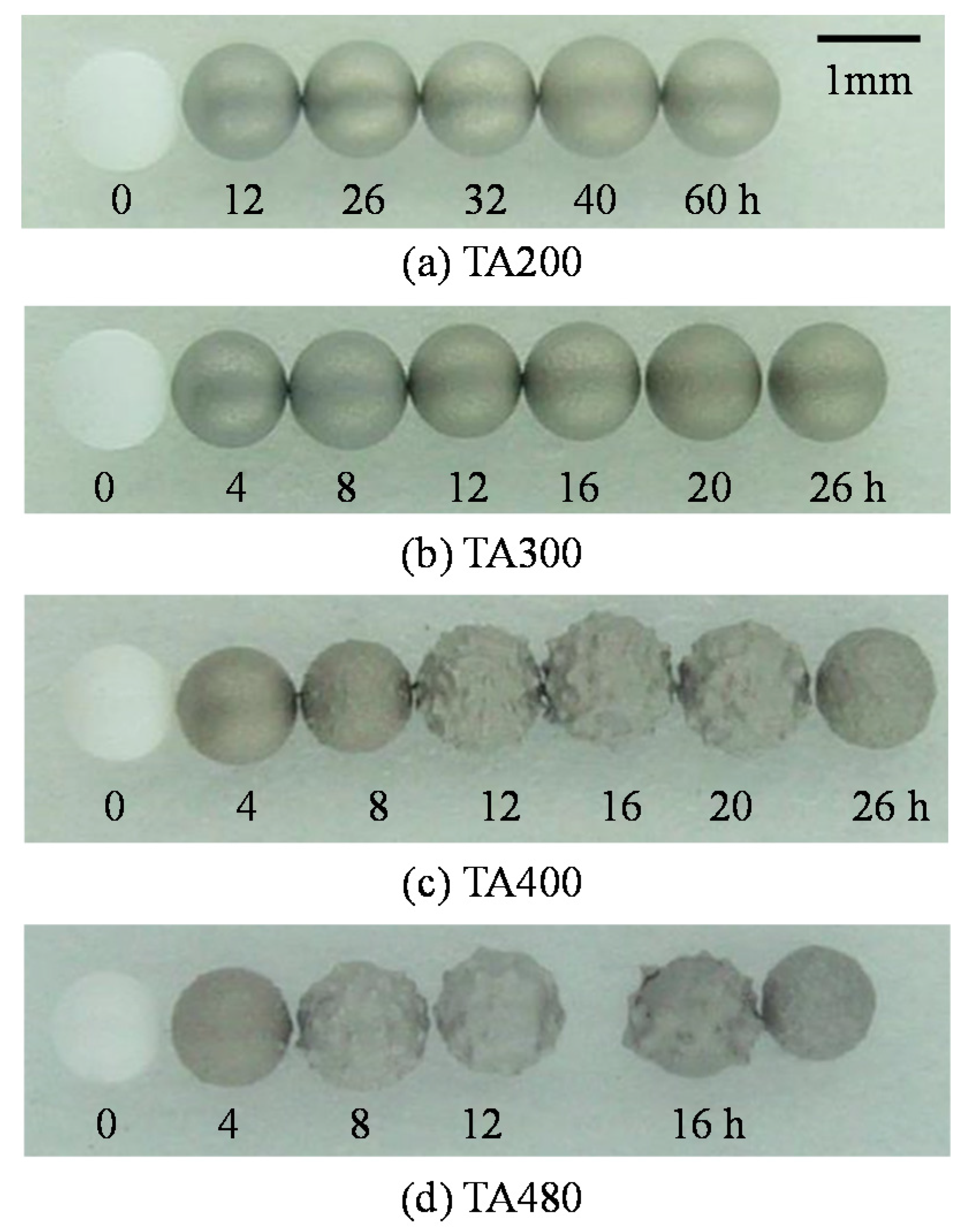
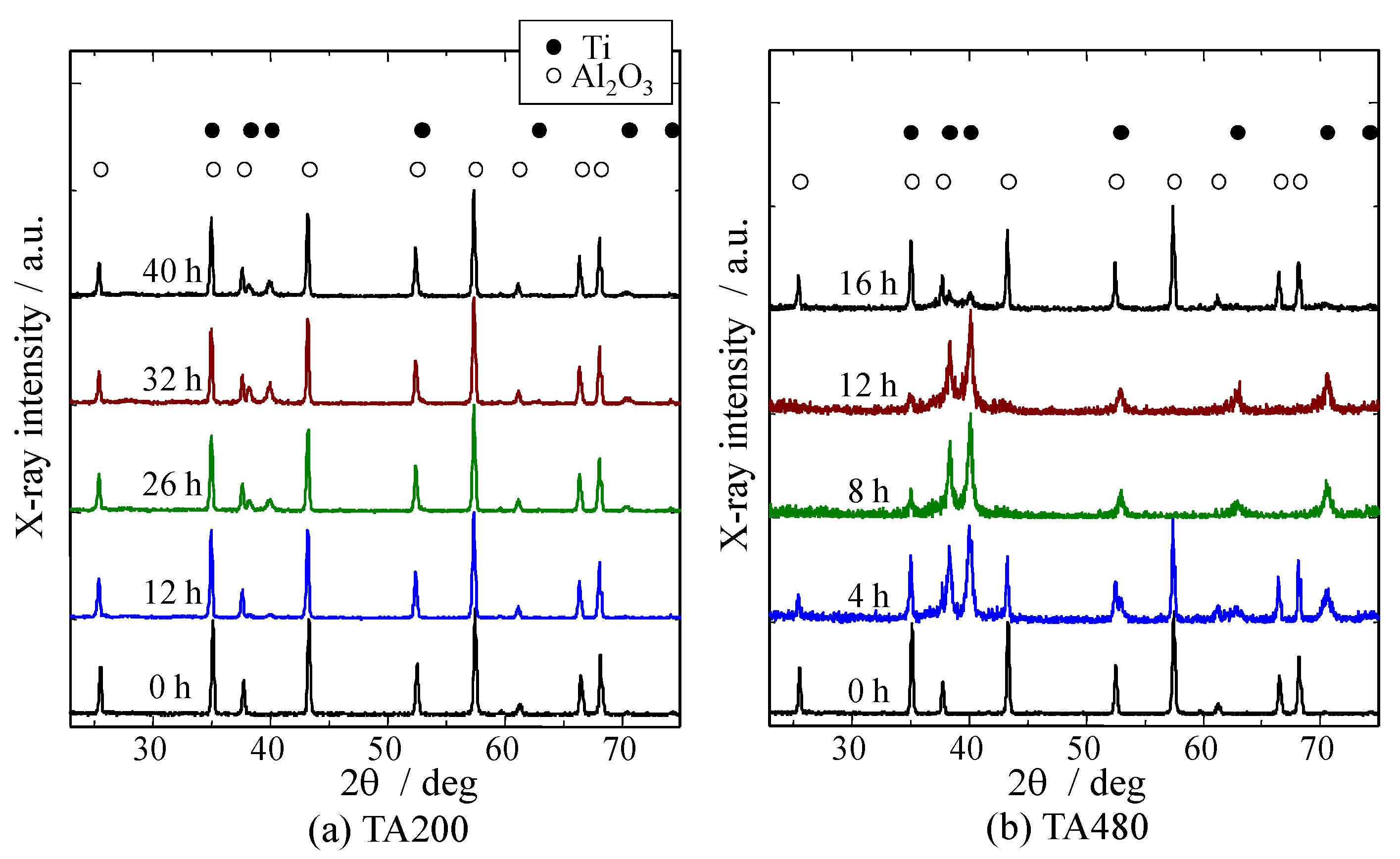
MCT Speed and Time
| Sample | MCT Speed, x (rpm) | MCT Time, y (h) | Collision Power (×109 J·m−2·s−1 ) | φ (Hz) | Collision Strength (×109 N·m−2·s−1 ) |
|---|---|---|---|---|---|
| TA200-yh | 200 | 12, 26, 32, 40, 60 | 13.59 | 14.09 | 61.57 |
| TA300-yh | 300 | 4, 8, 12, 16, 20, 26, 32, 40 | 23.91 | 21.15 | 108.50 |
| TA400-yh | 400 | 4, 8, 12, 16, 20, 26 | 35.83 | 28.21 | 162.49 |
| TA480-yh | 480 | 4, 8, 12, 16 | 46.33 | 33.84 | 210.15 |




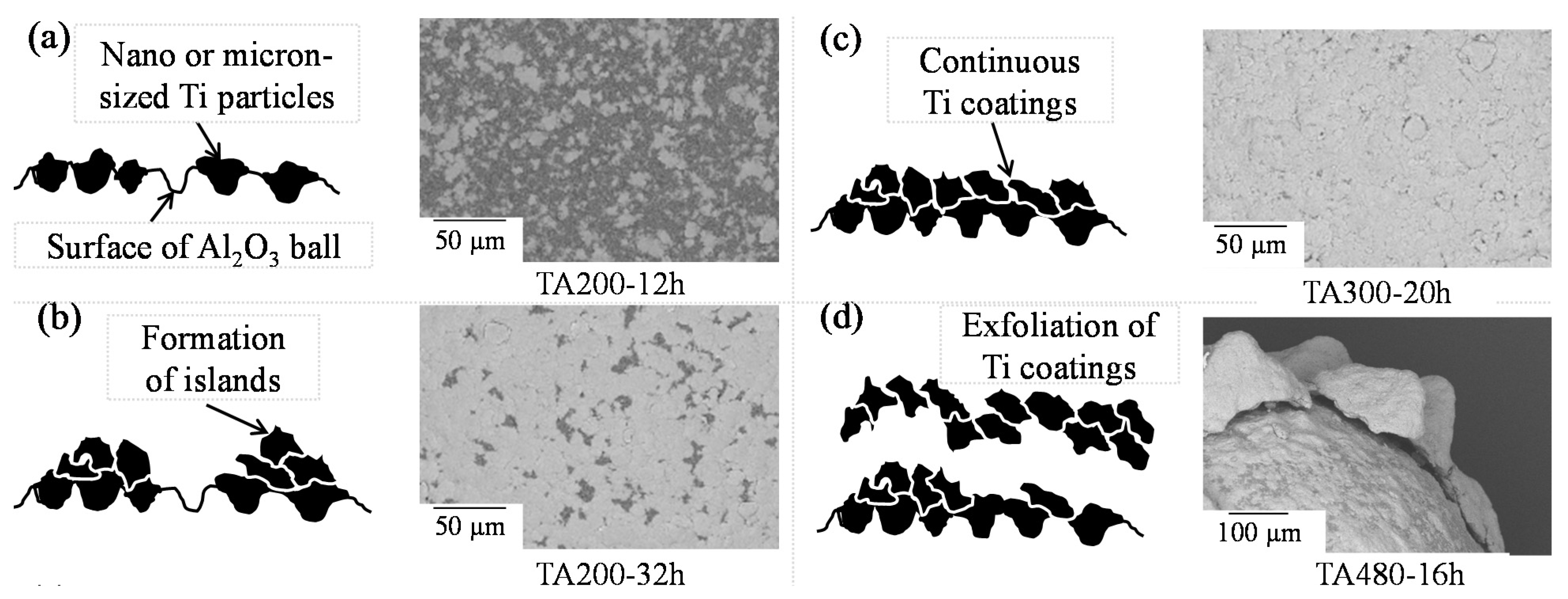
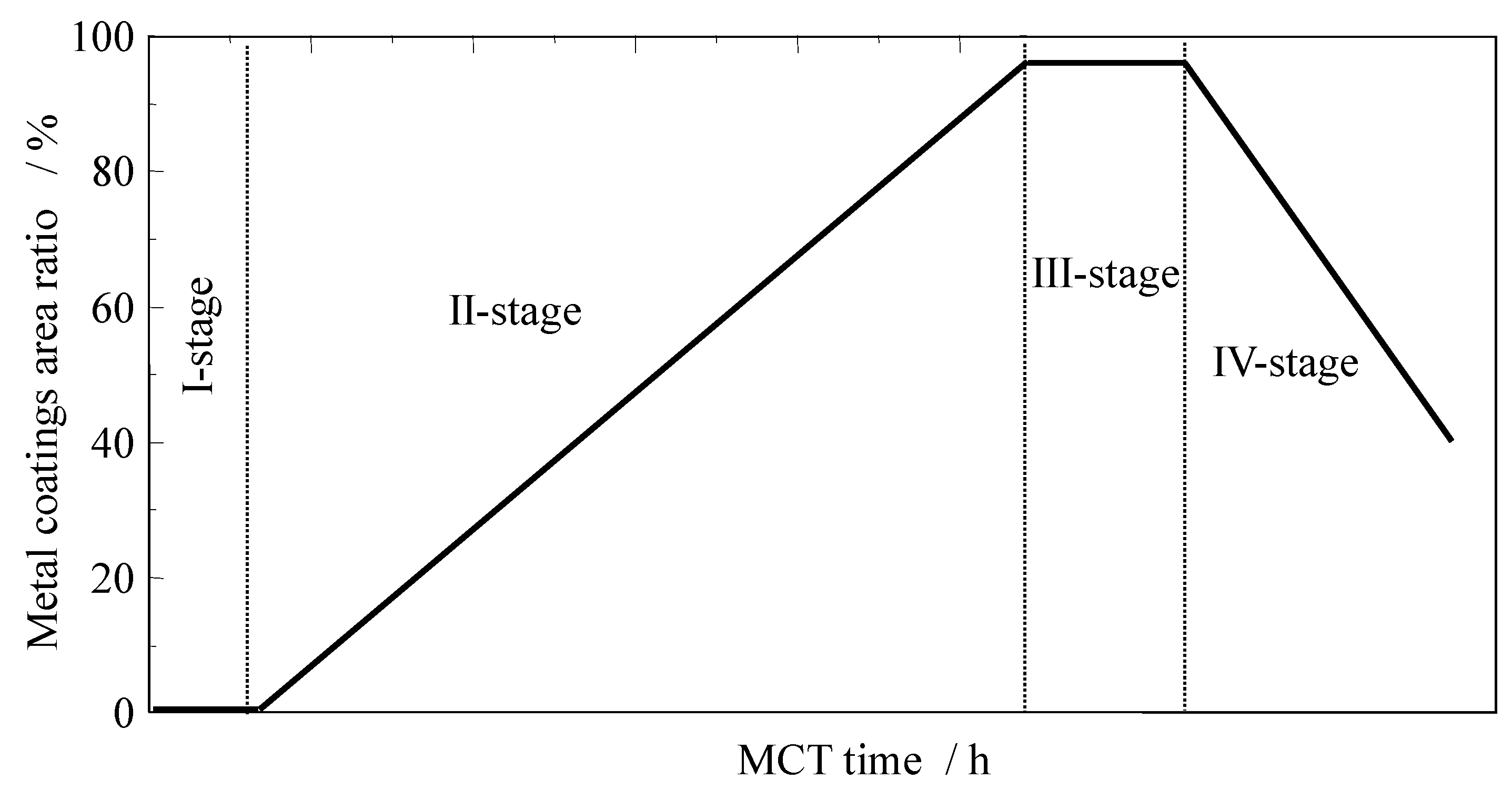
2.3. Coating Formation Process of MCT


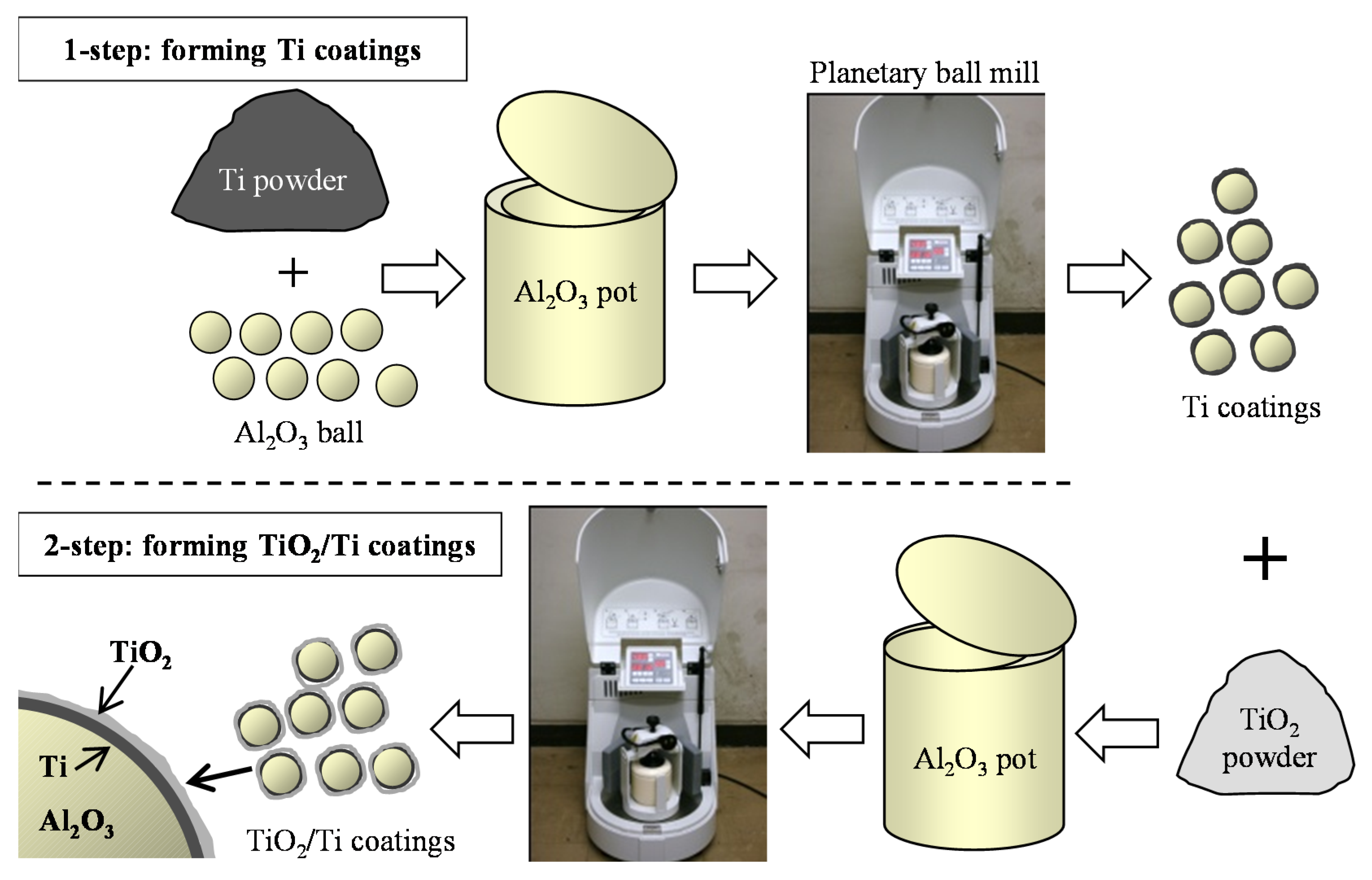
2.4. Two-Step MCT

3. Application of the Composite Coatings Fabricated by MCT
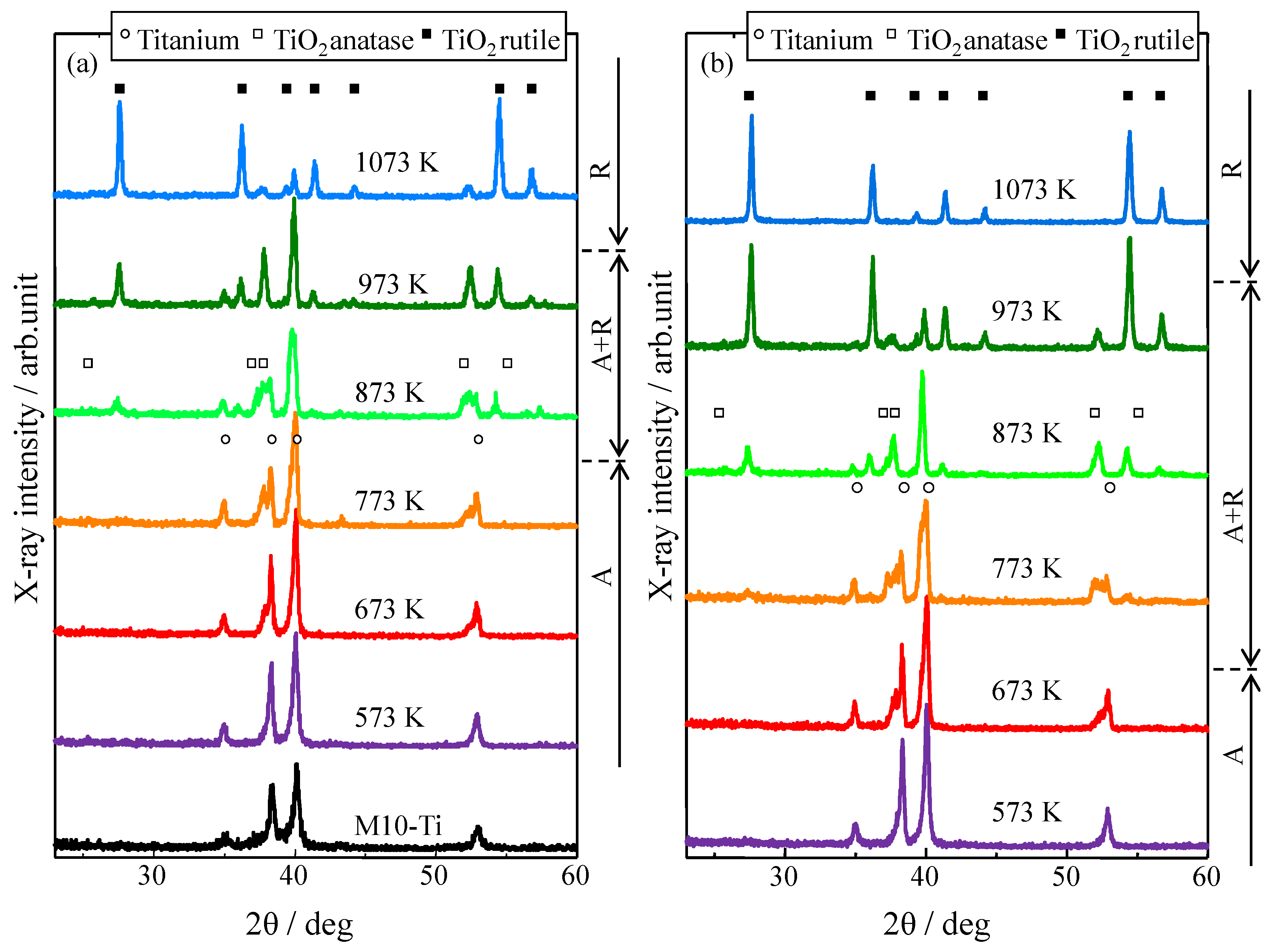
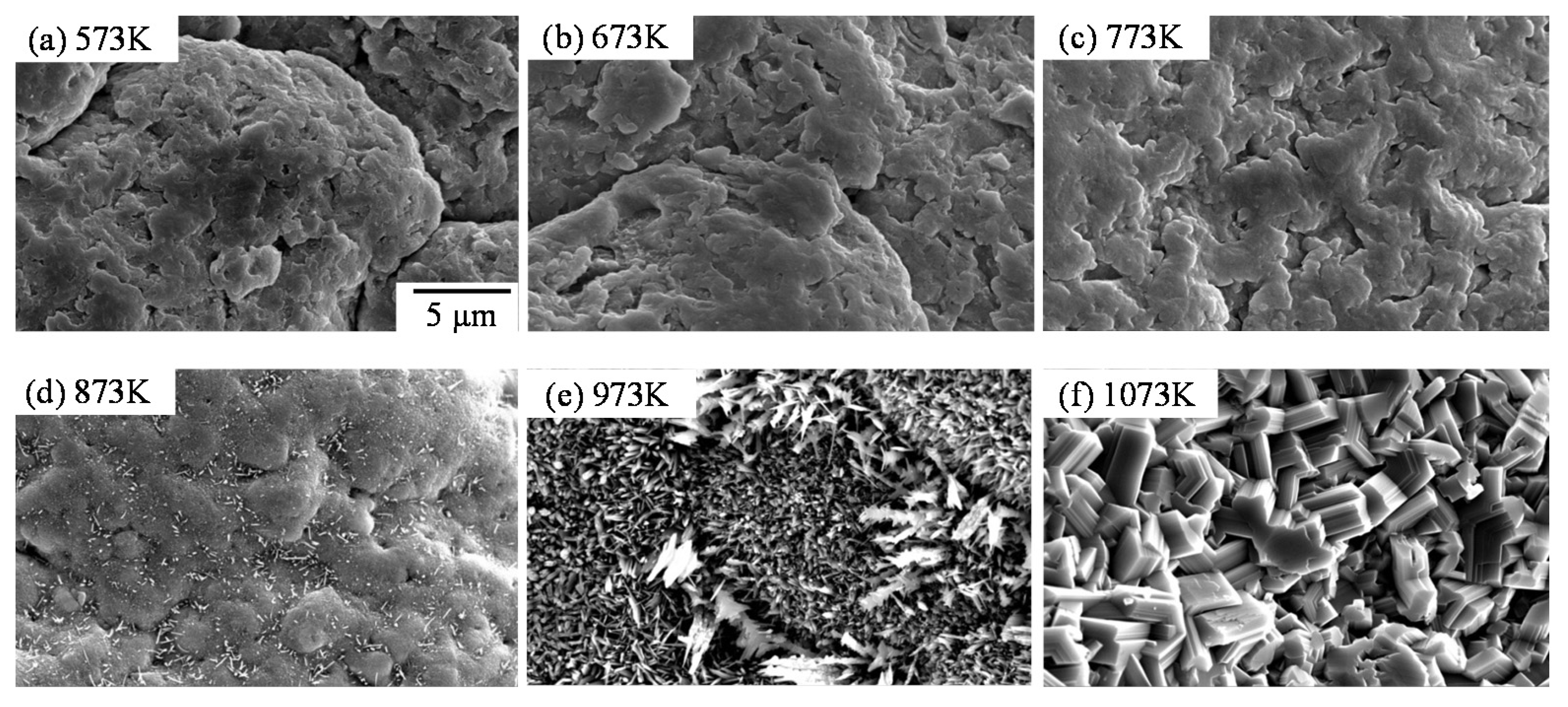
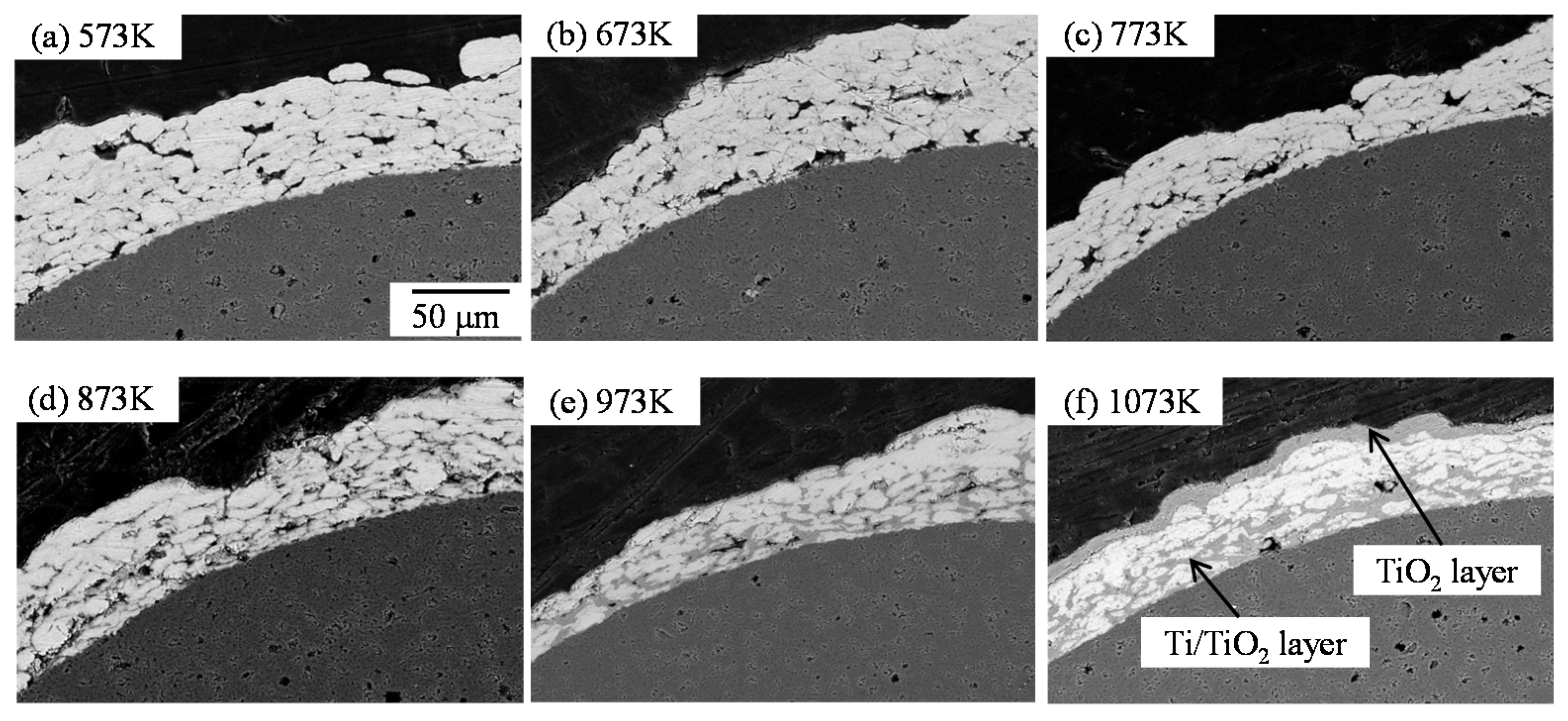
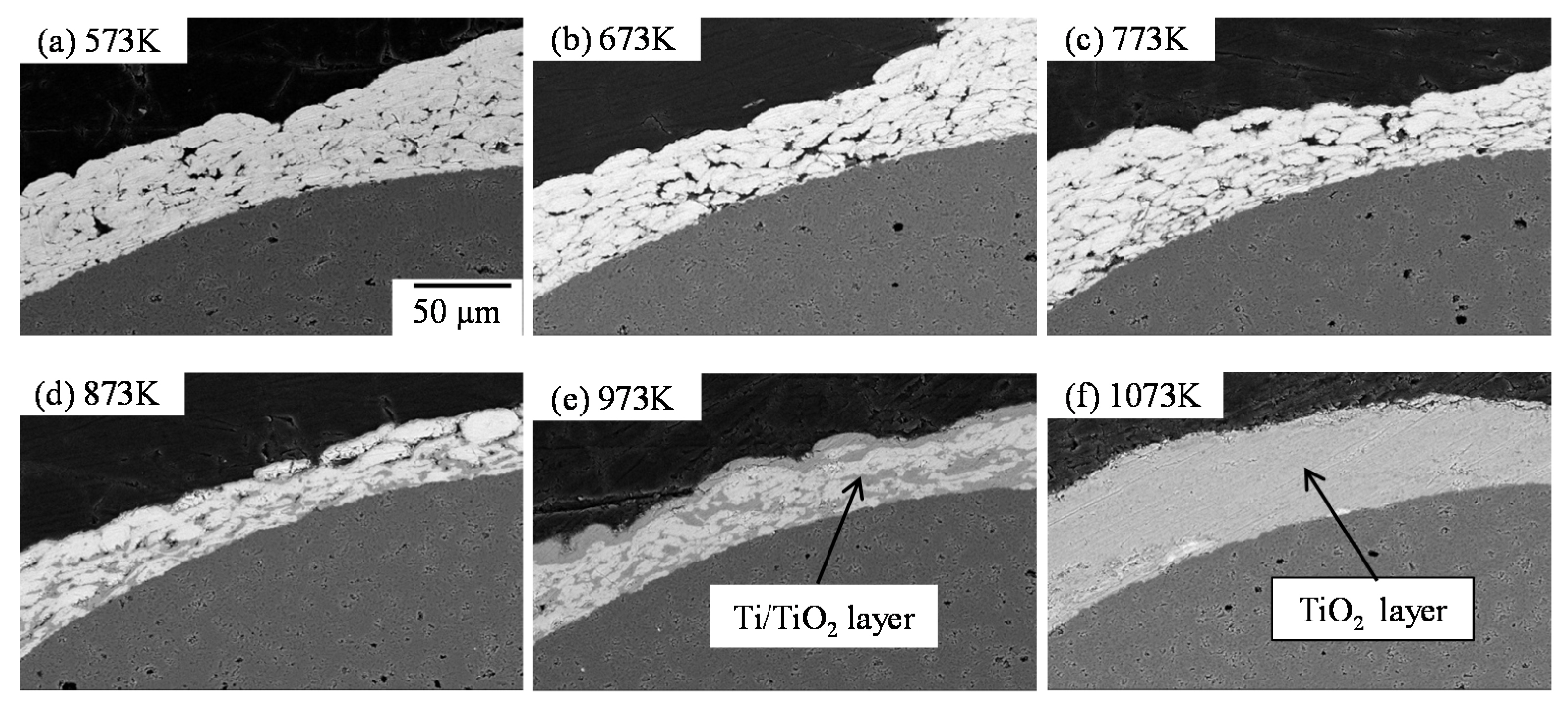
3.1. Influence on Photocatalyst Coatings of TiO2 by Oxidation Condition
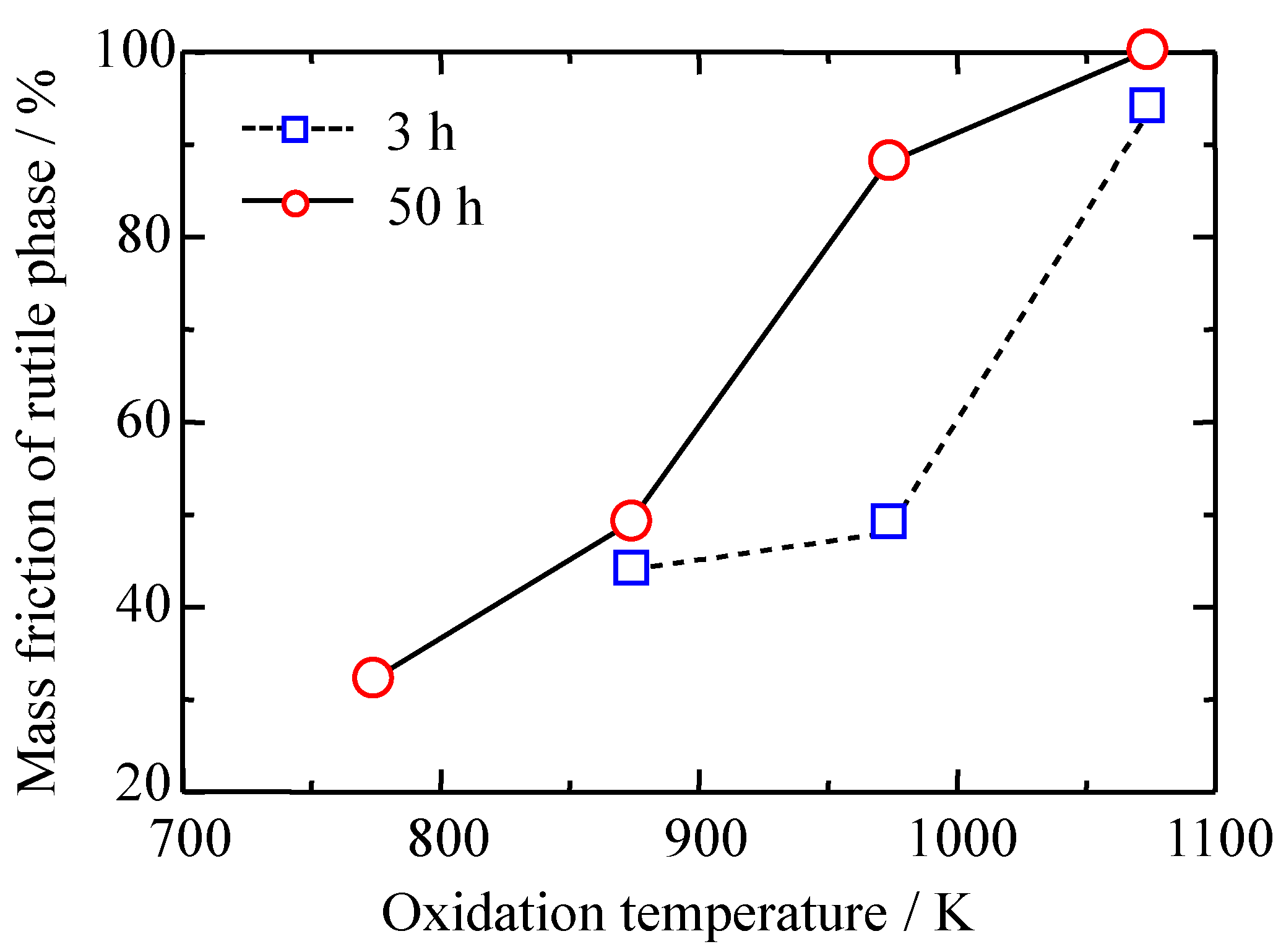
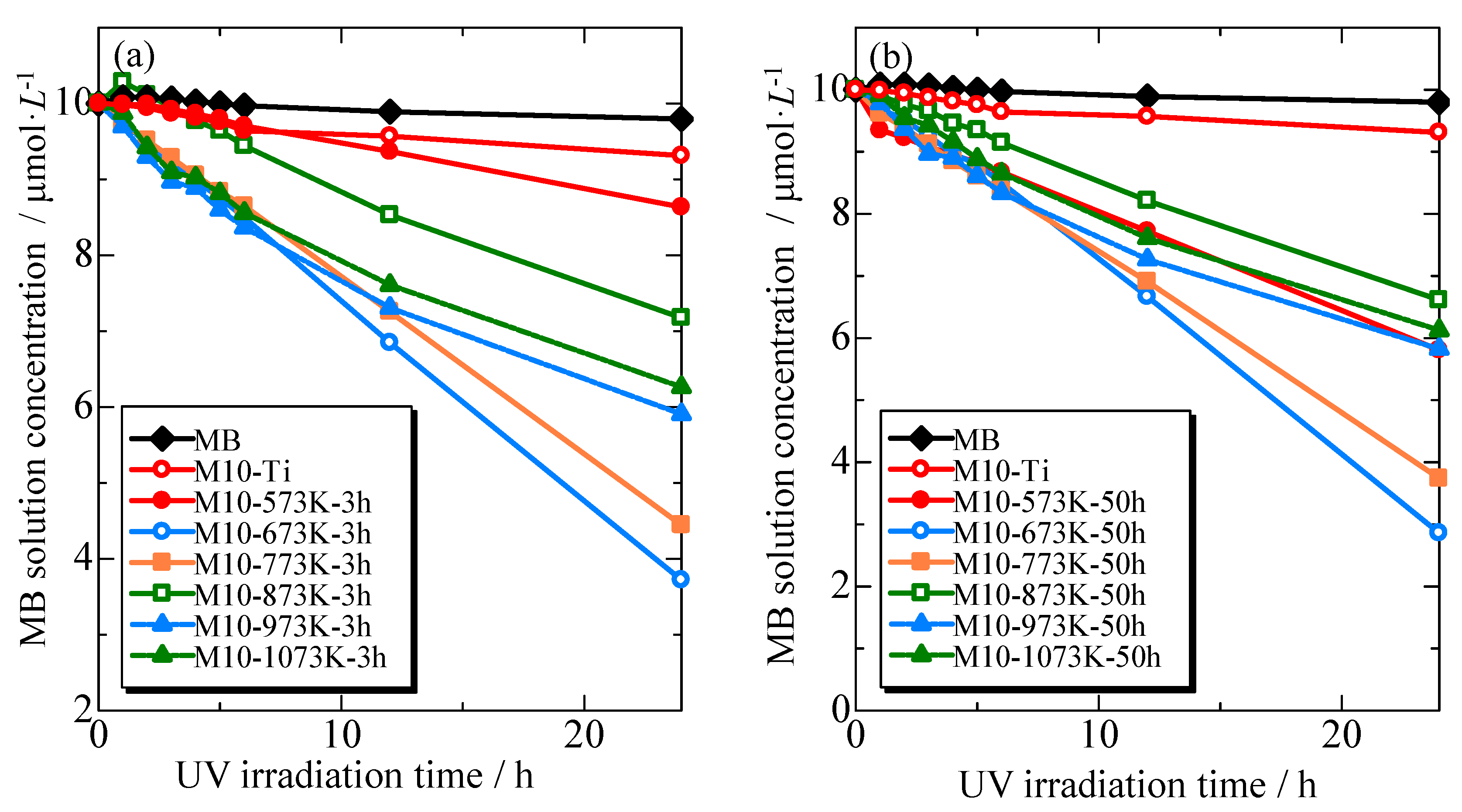
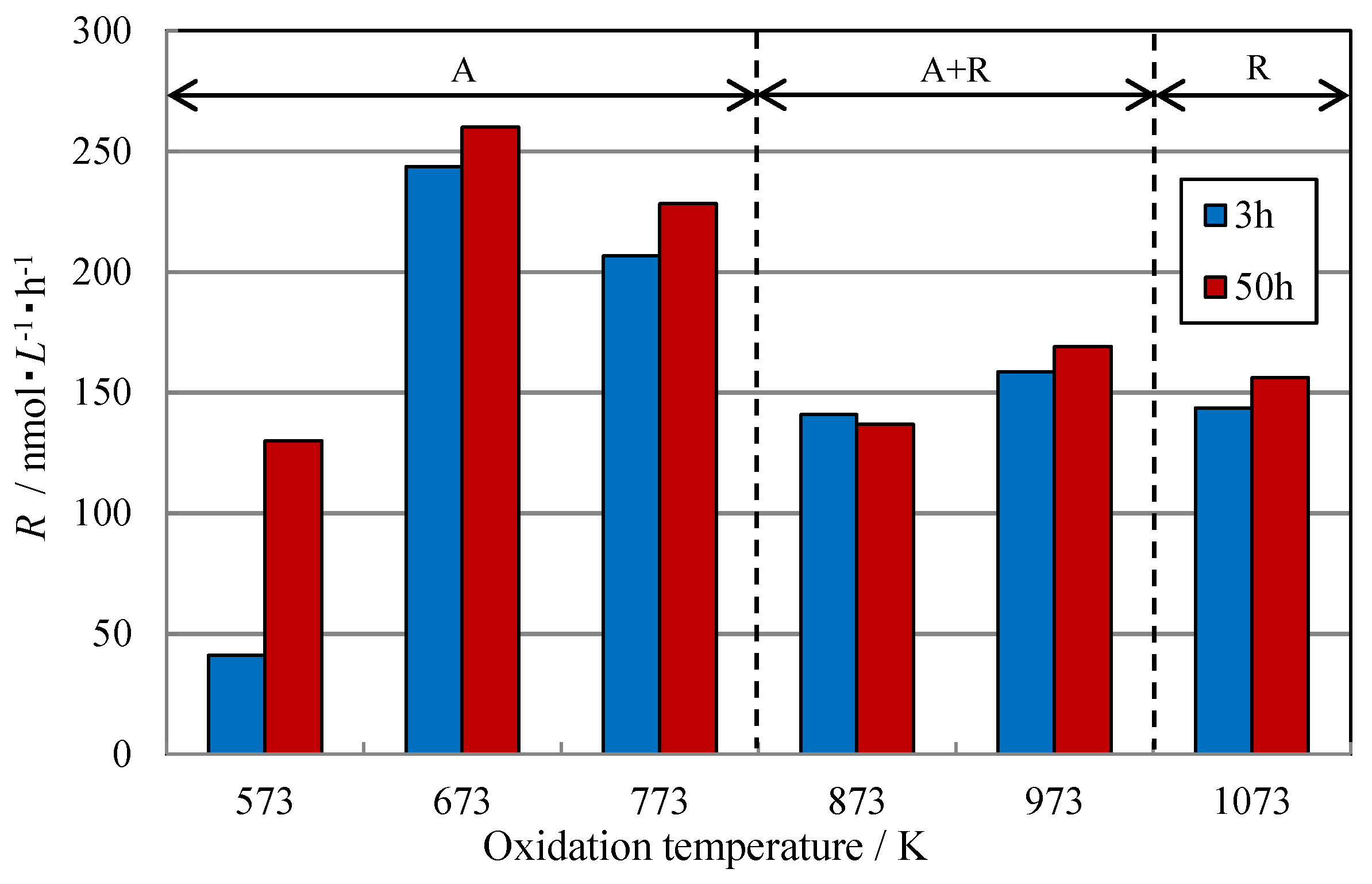
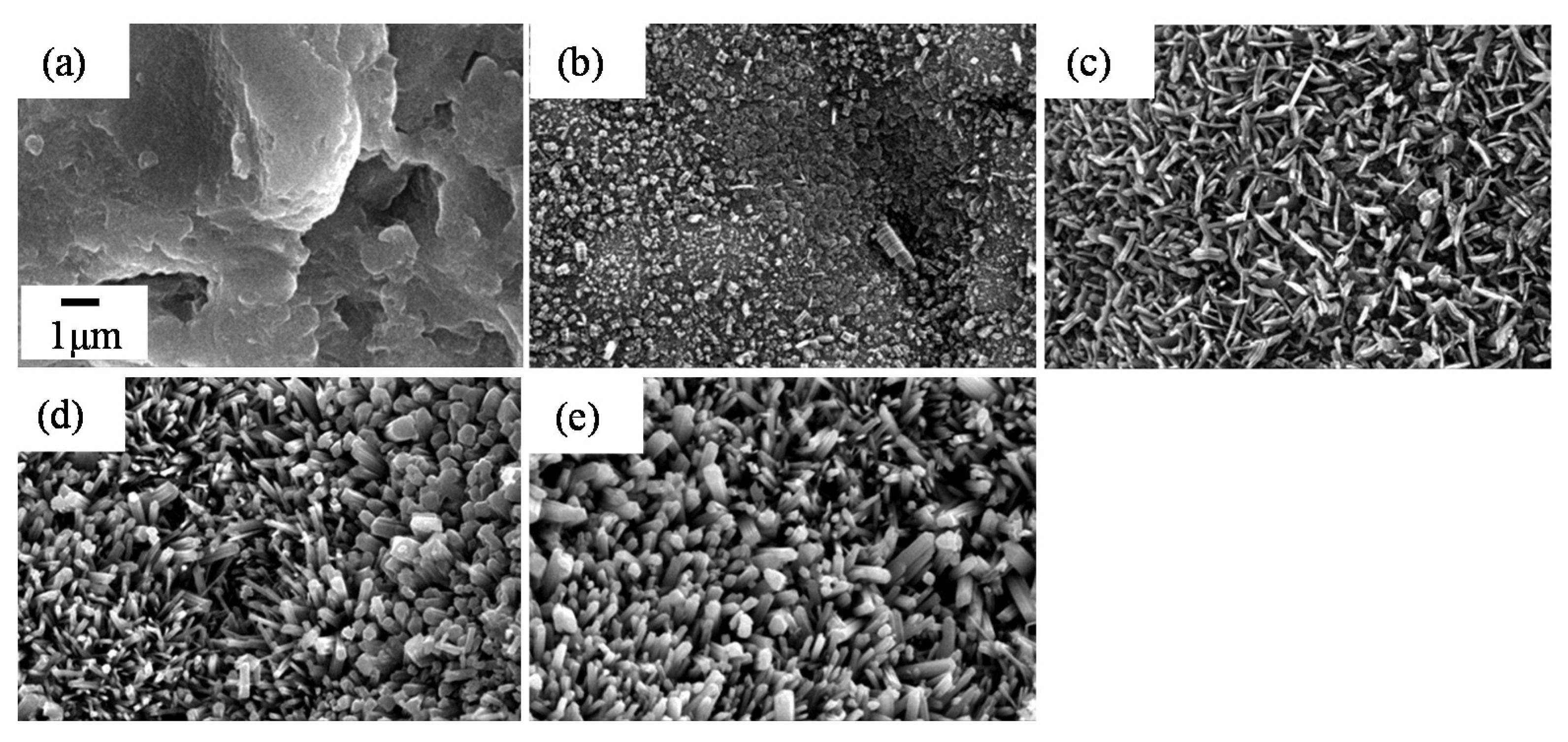
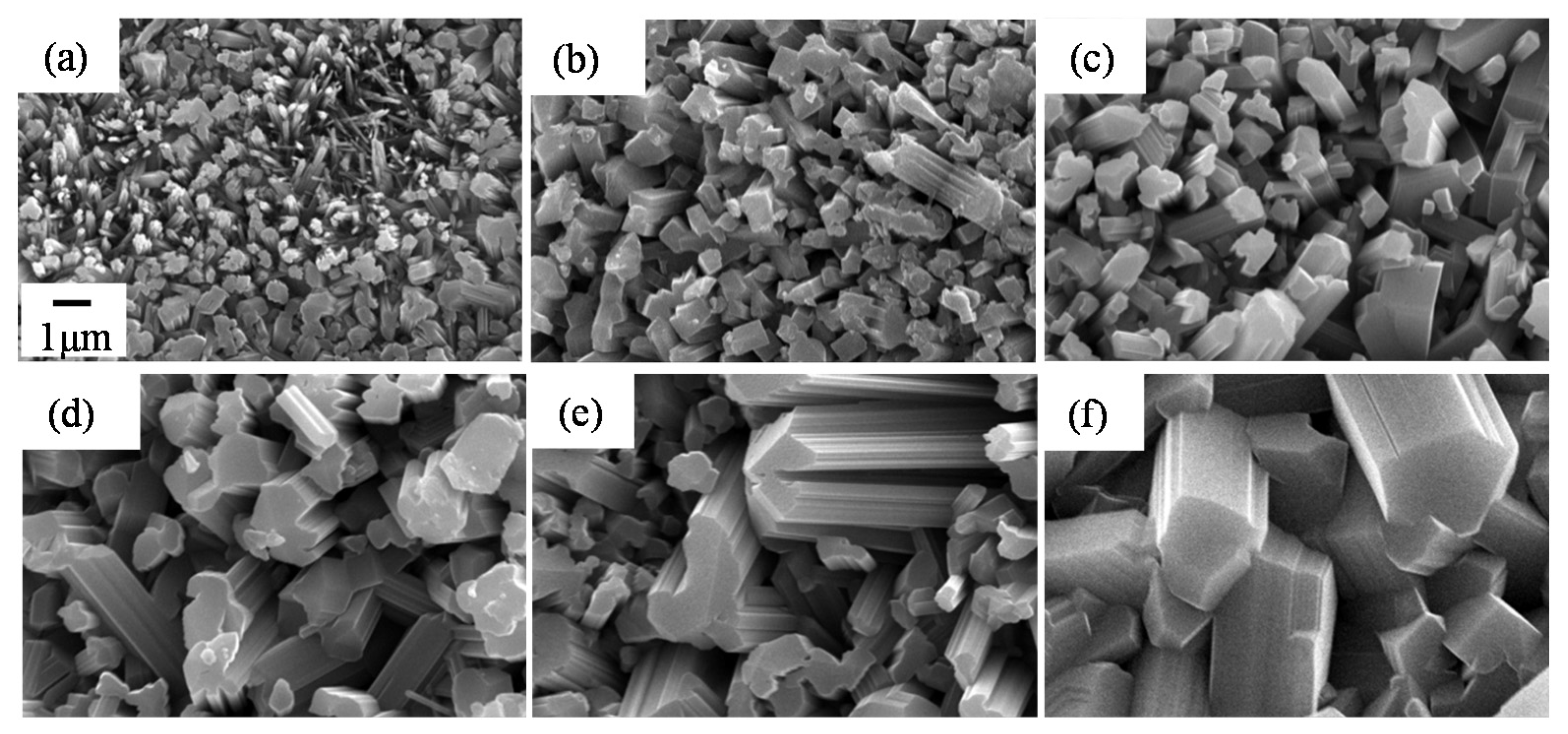
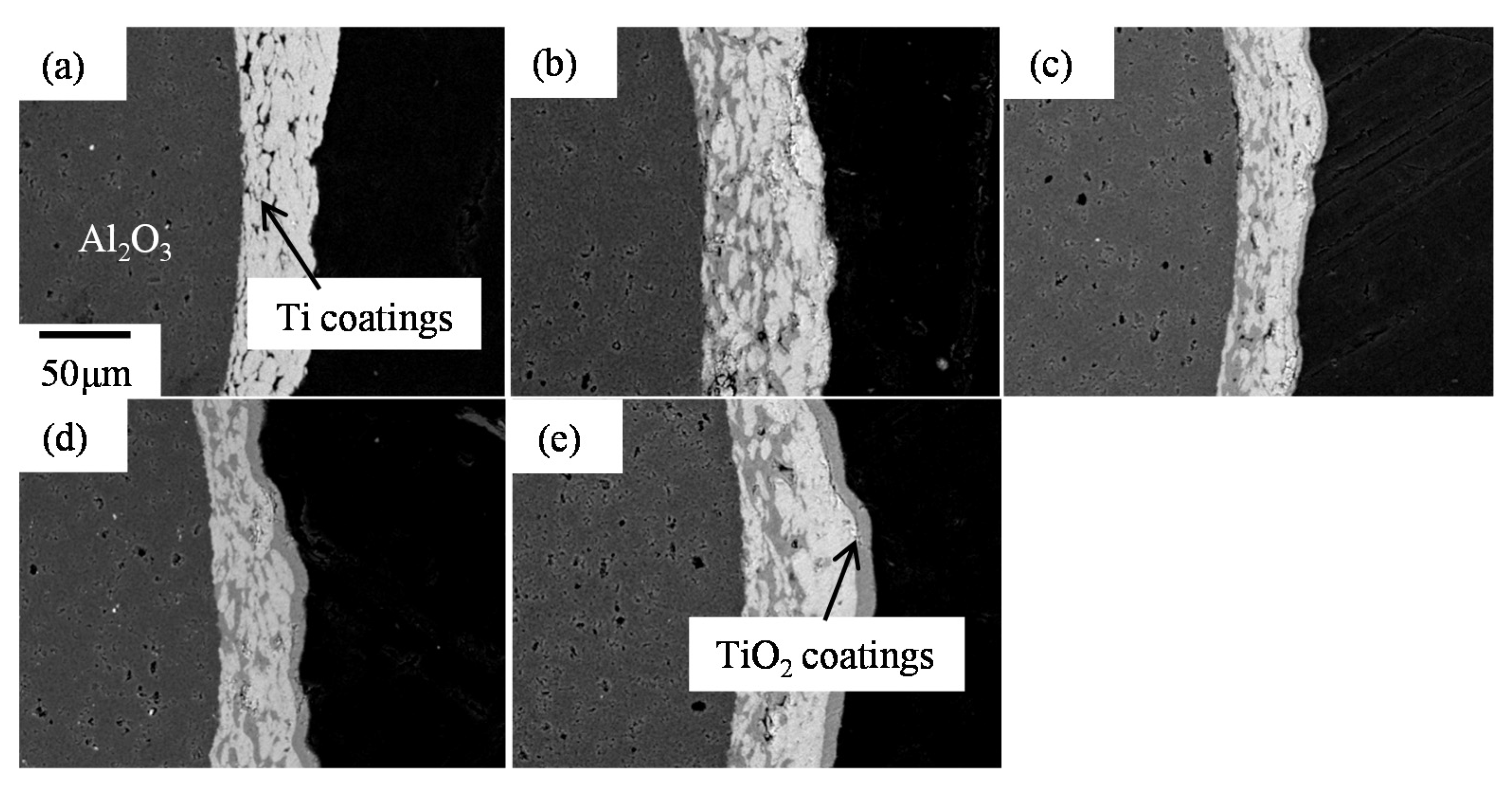
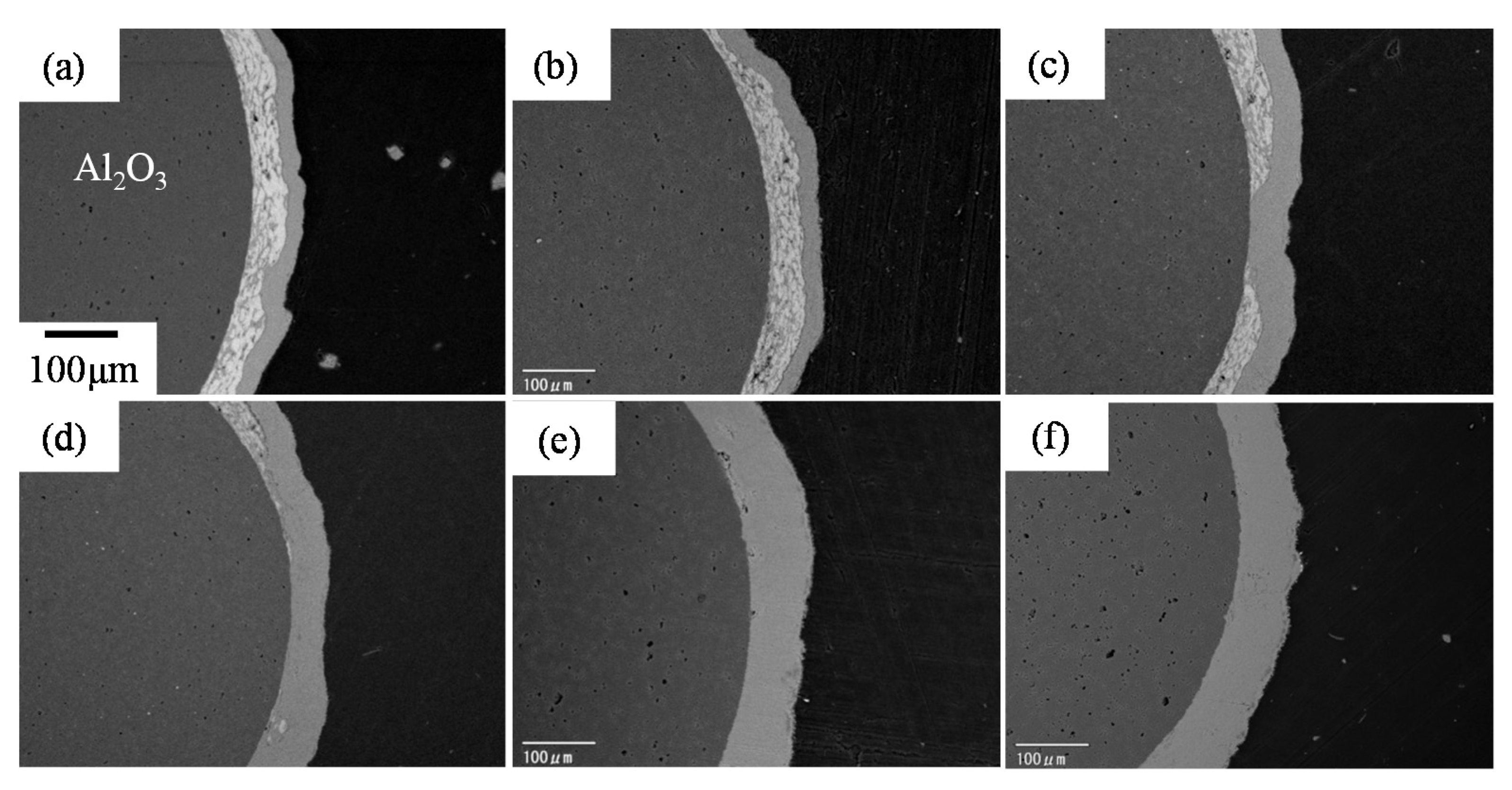
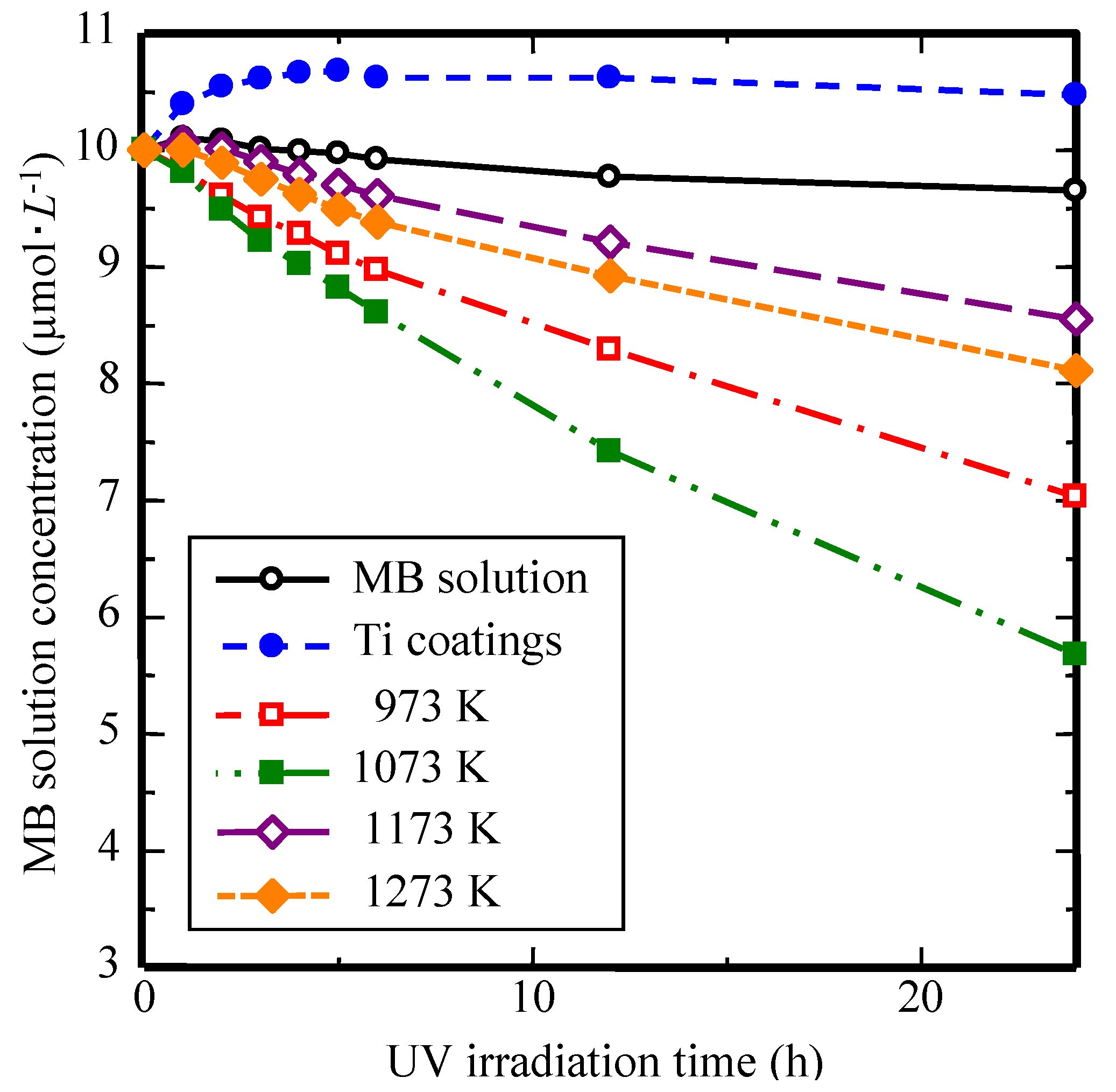
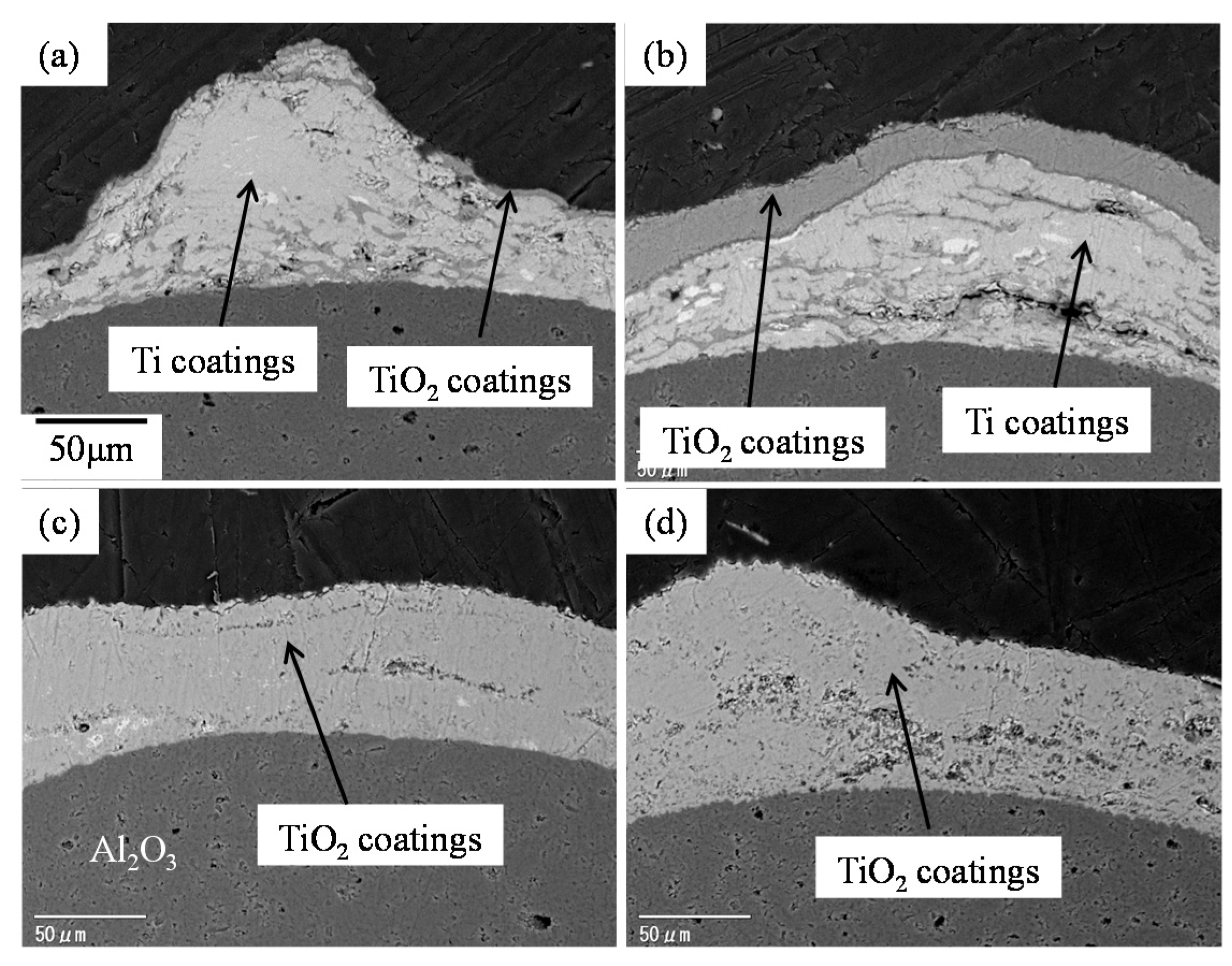
3.1.1. Focusing on Oxidation Temperature










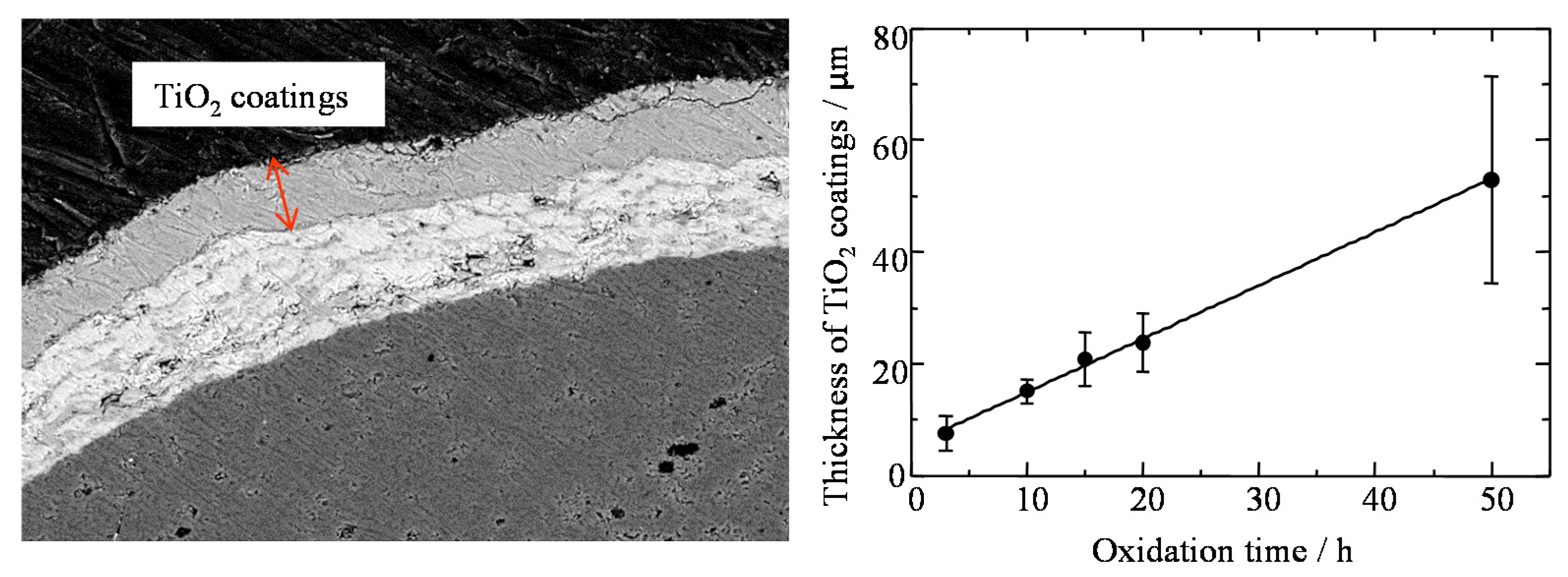
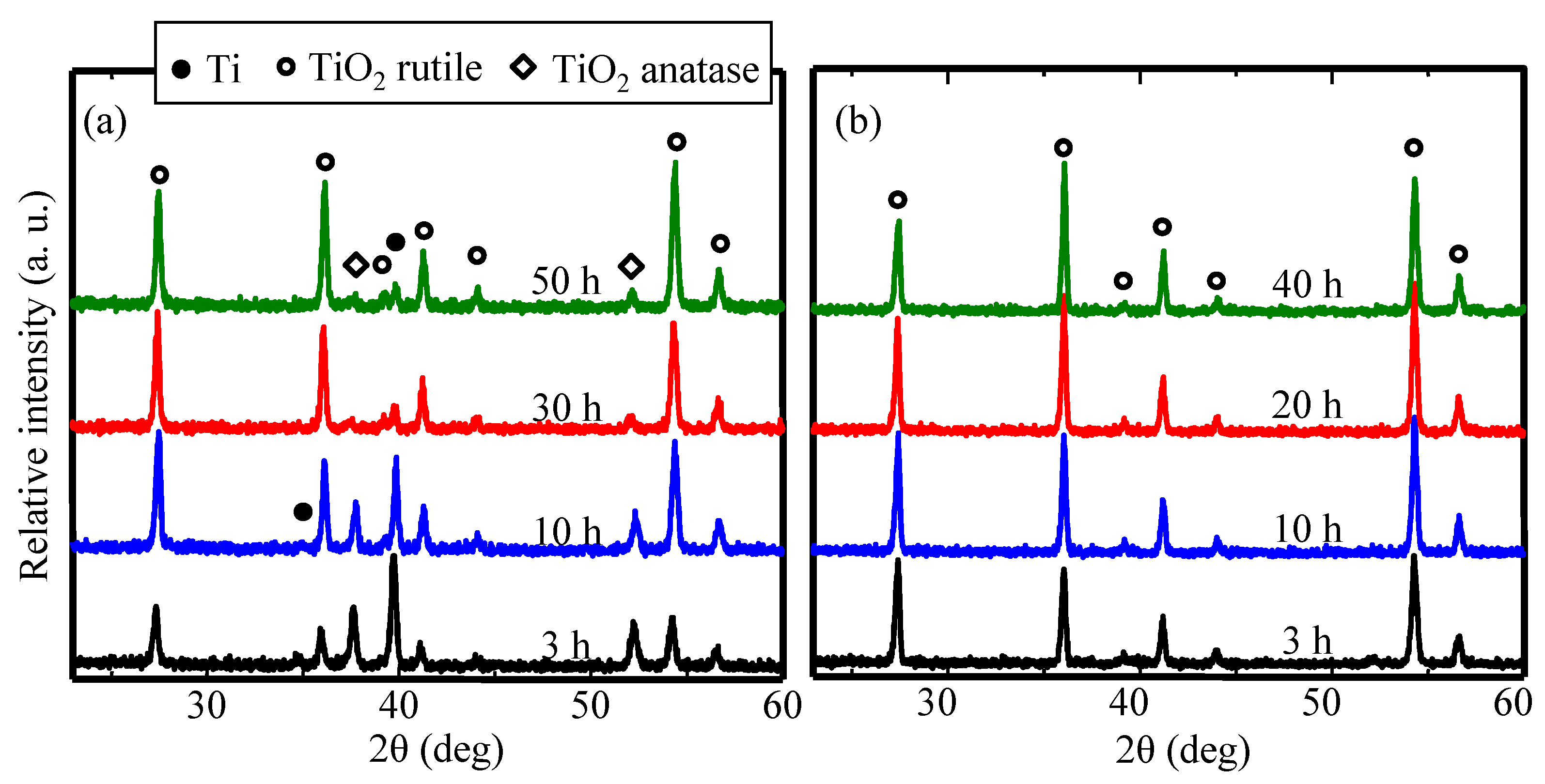
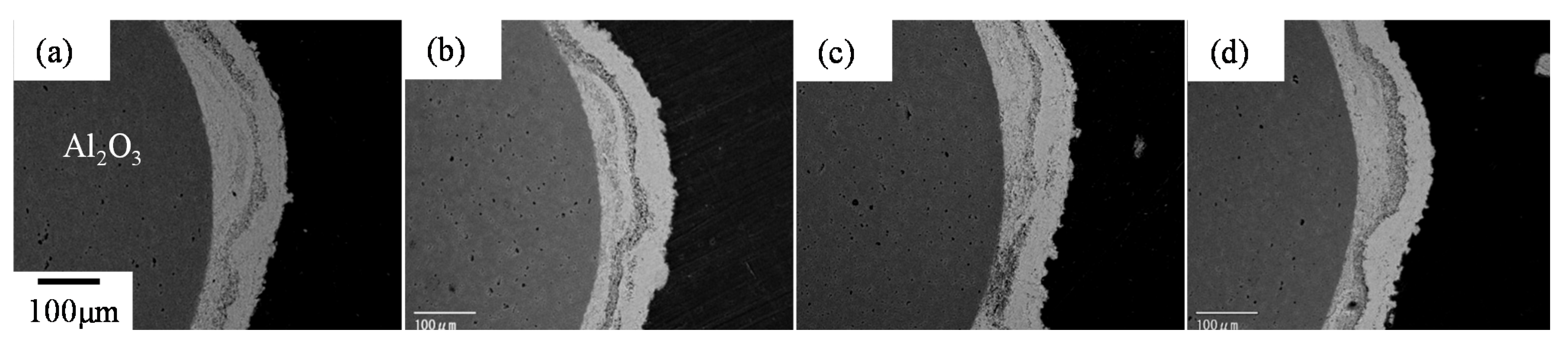
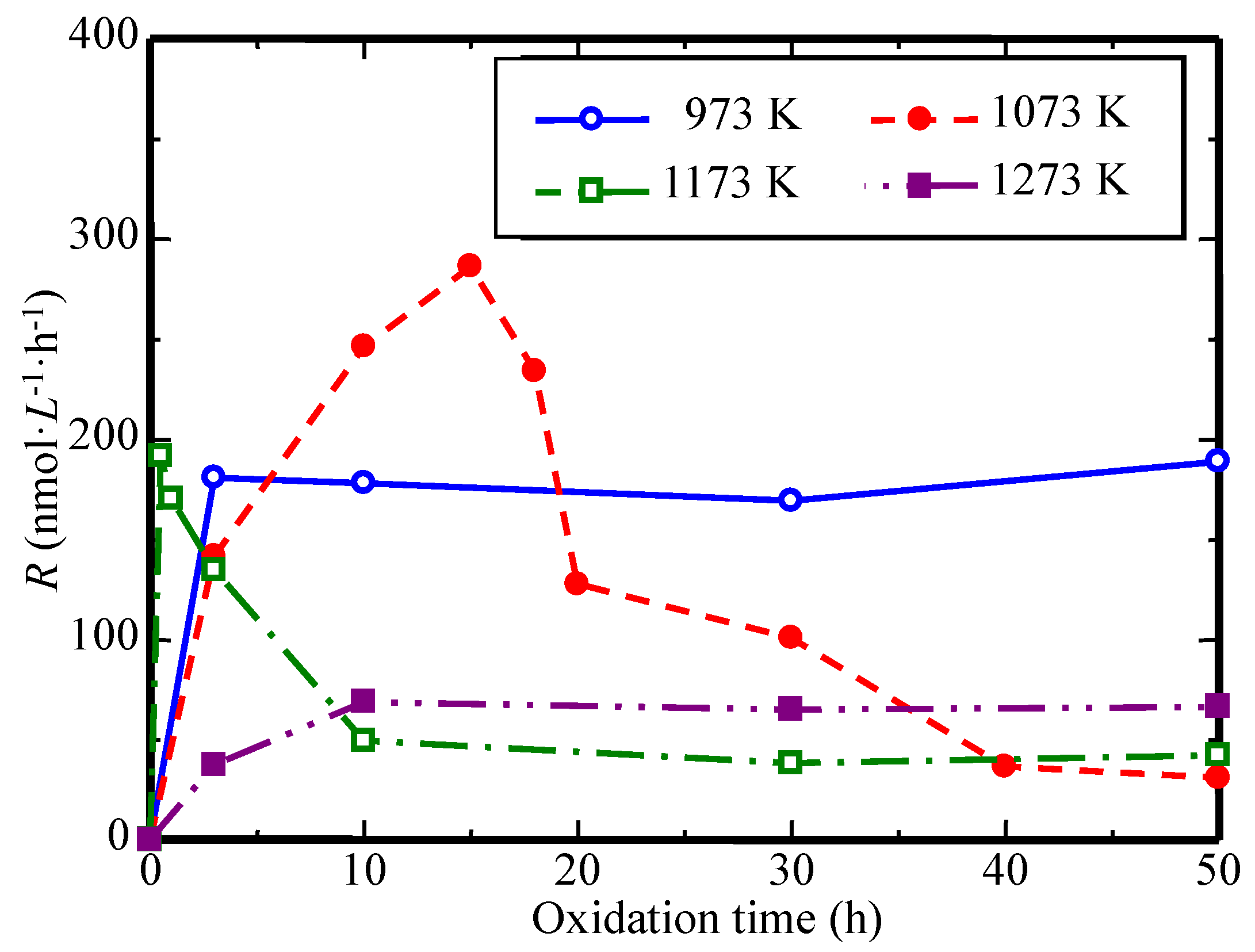
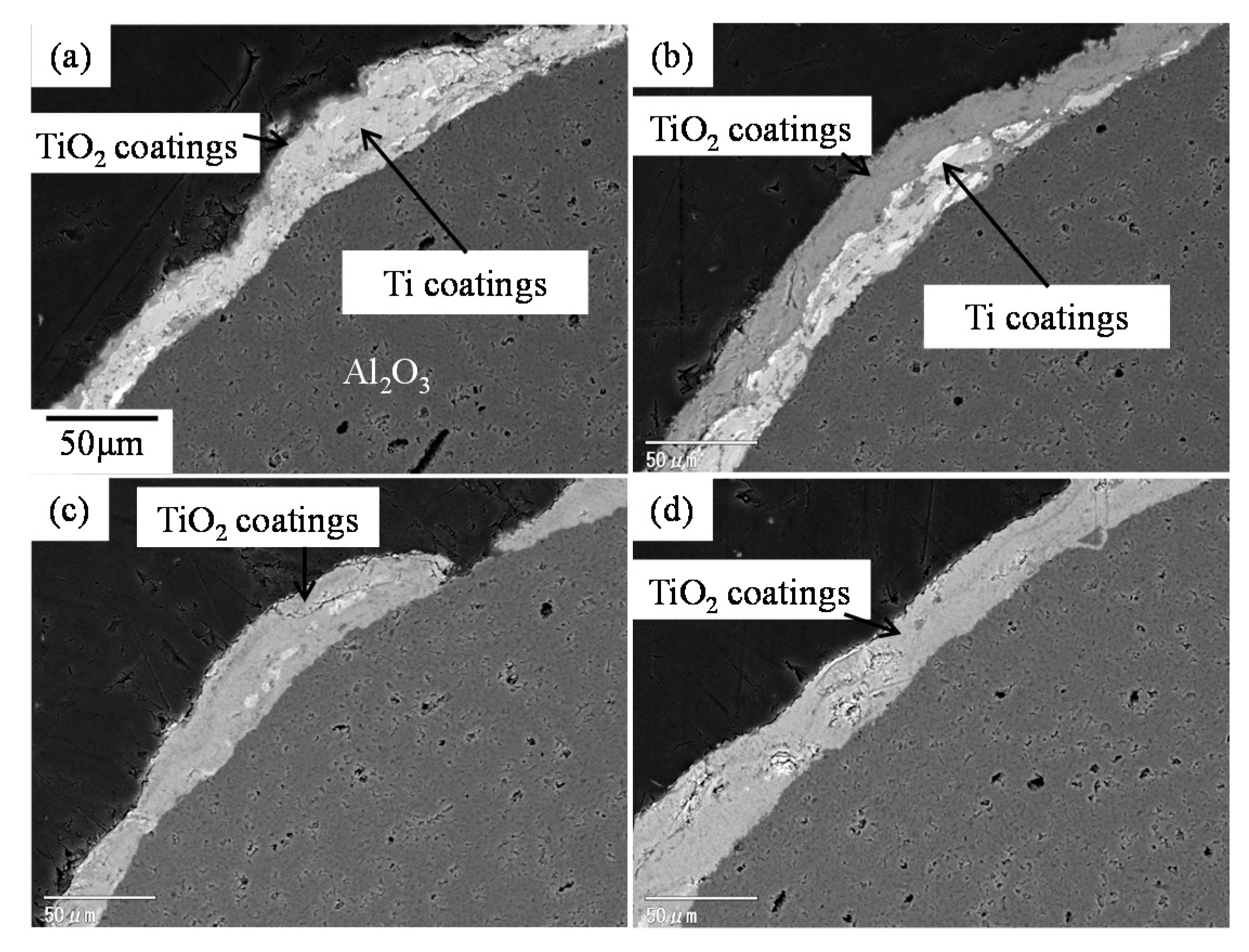
3.1.2. Focusing on Oxidation Time









3.2. Influence on Photocatalyst Coatings of TiO2 by Adding Metals
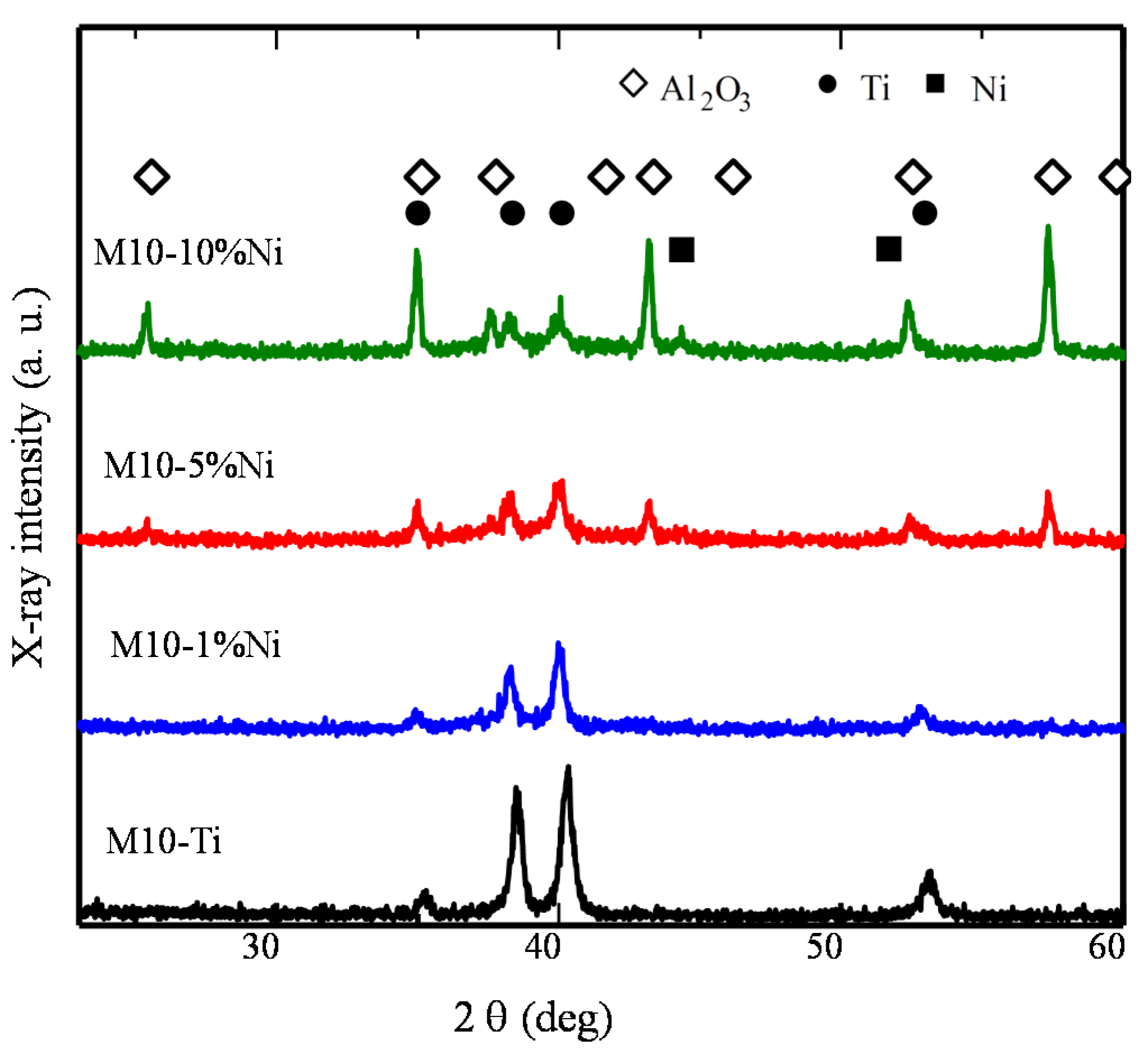
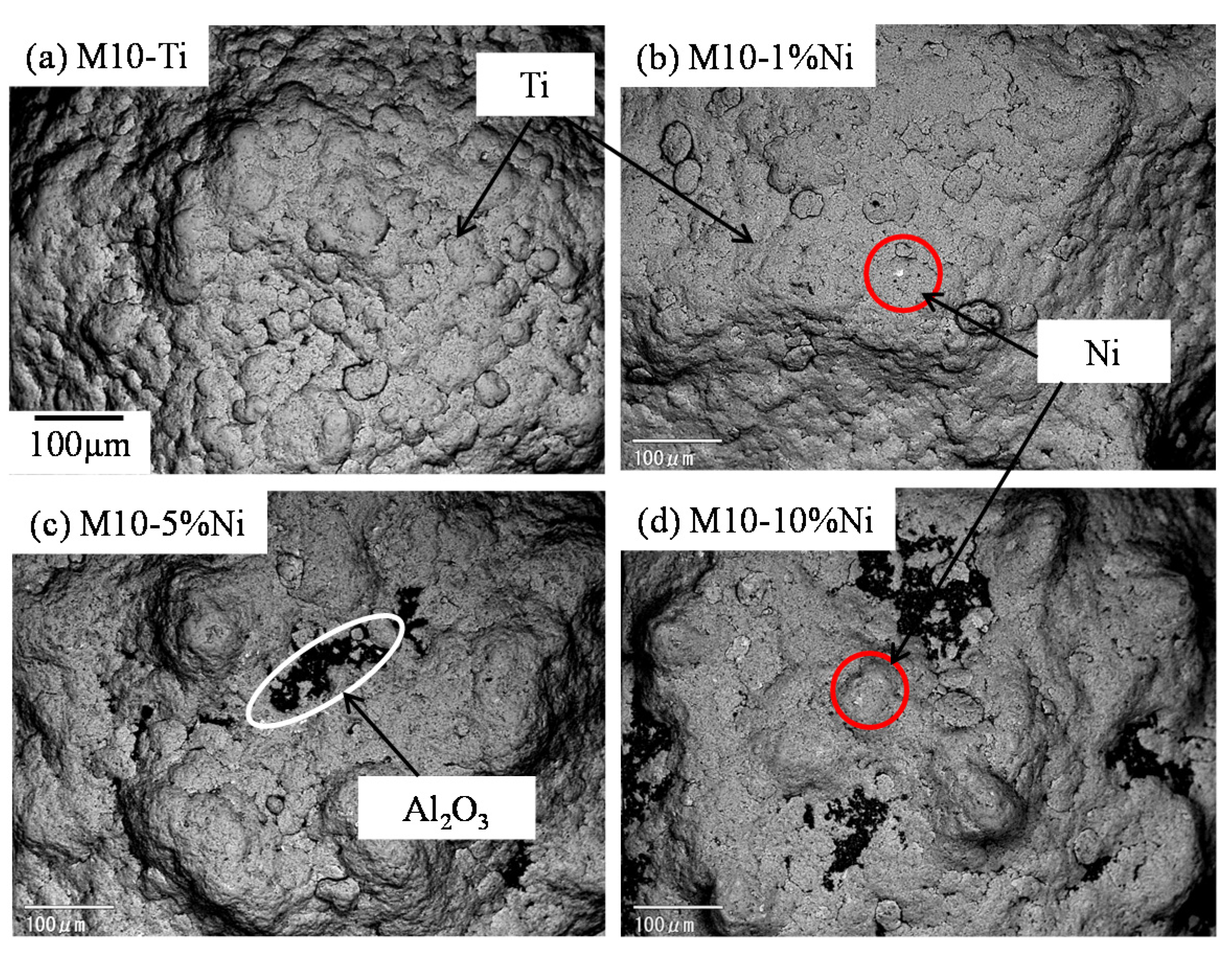
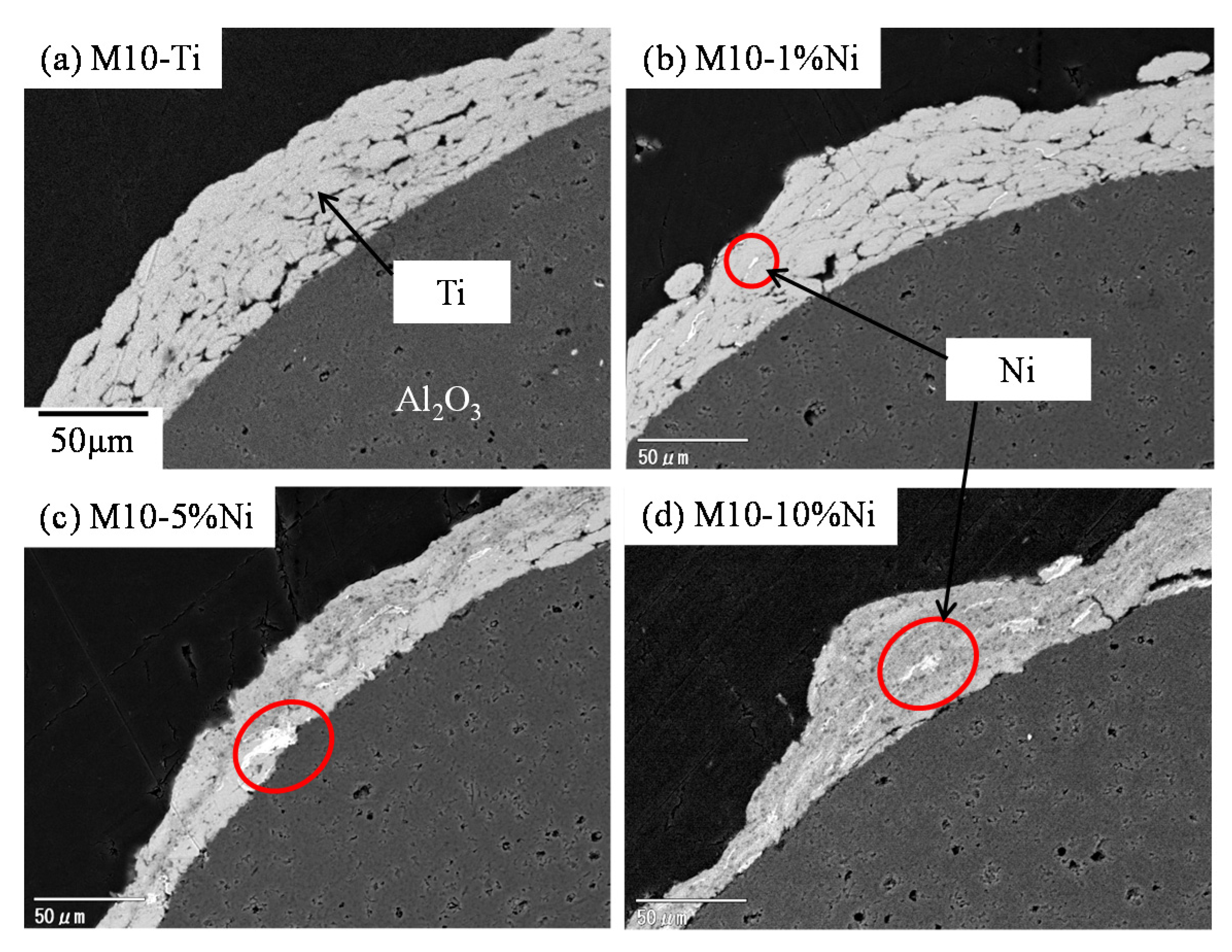
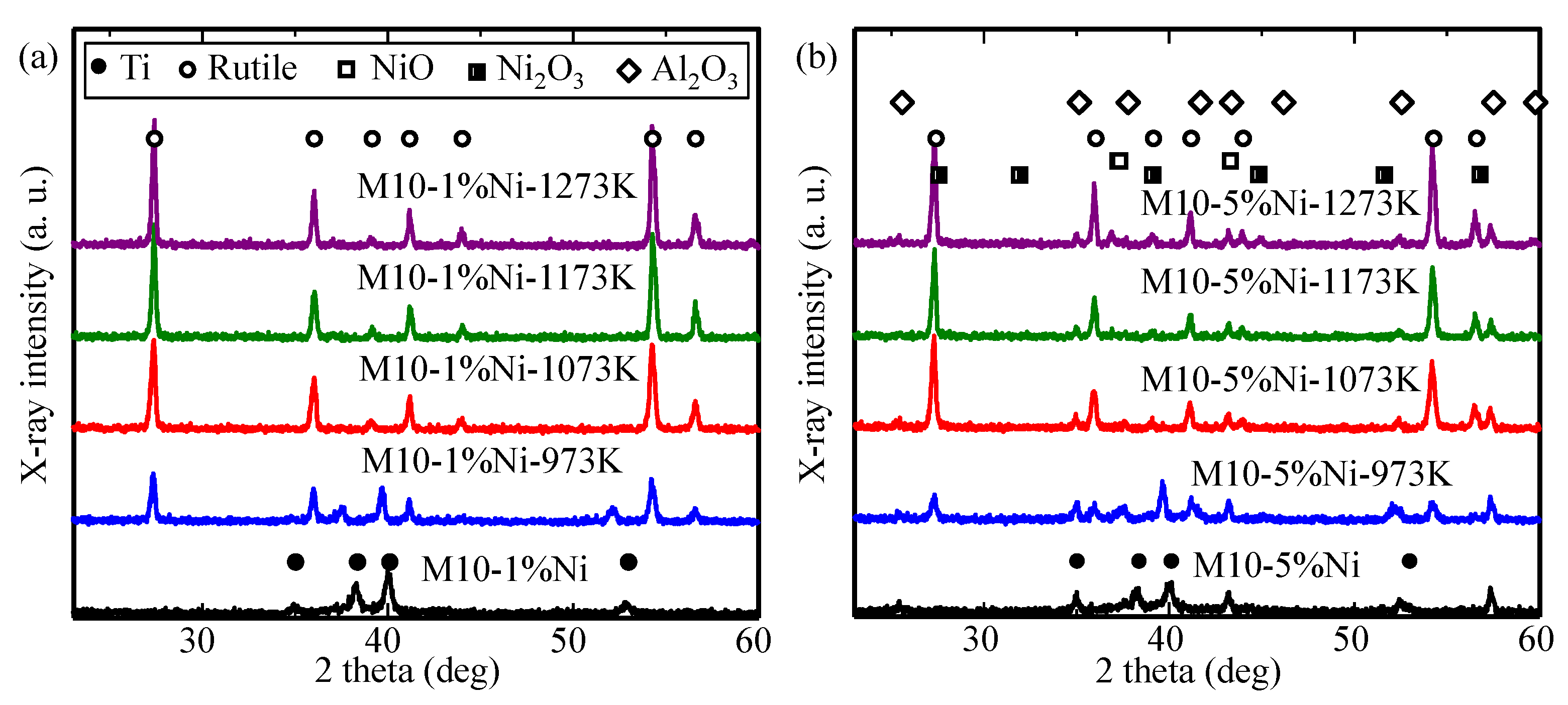
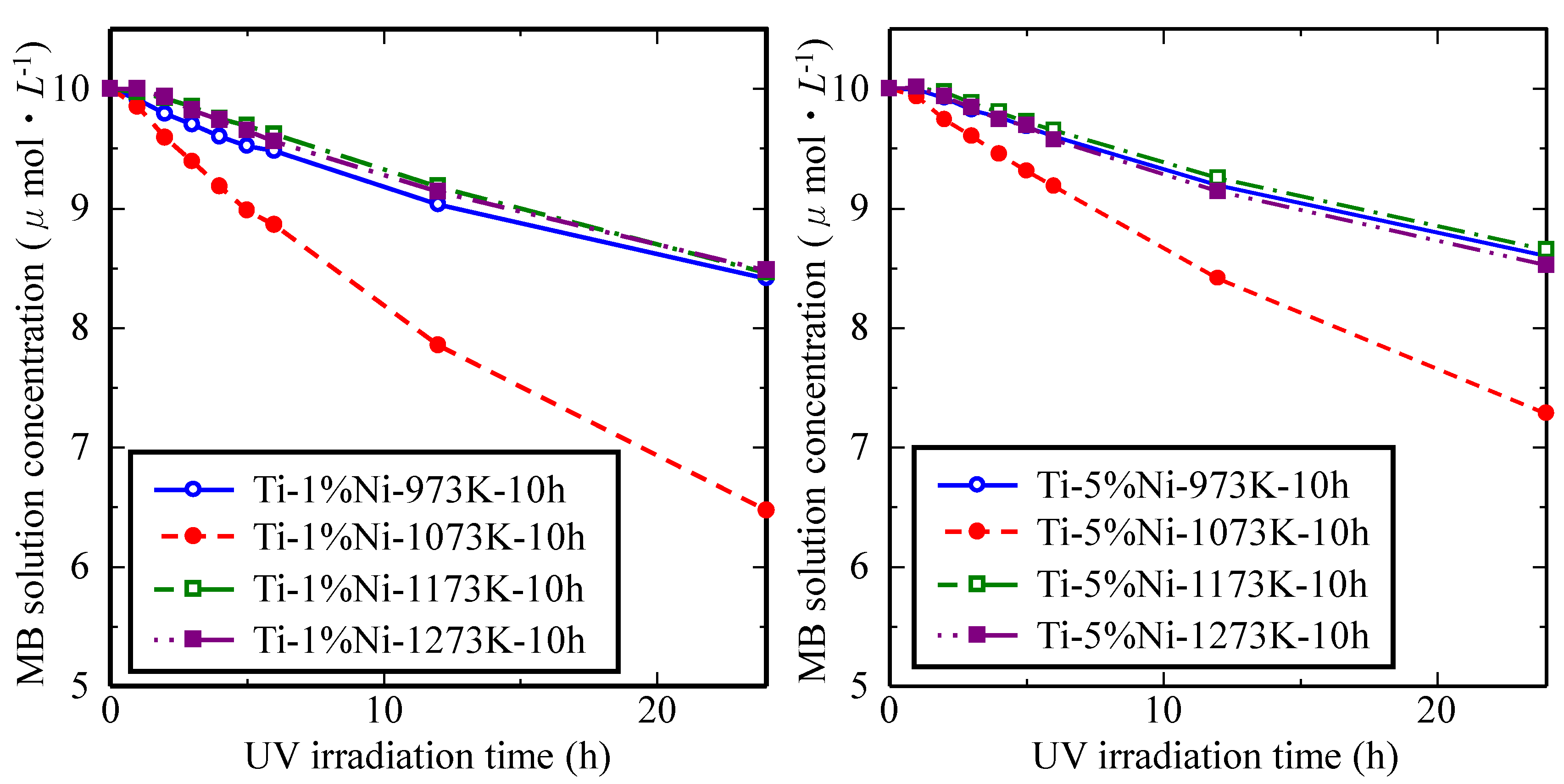
3.2.1. Influence on Photocatalyst Coatings of TiO2 by Adding Ni







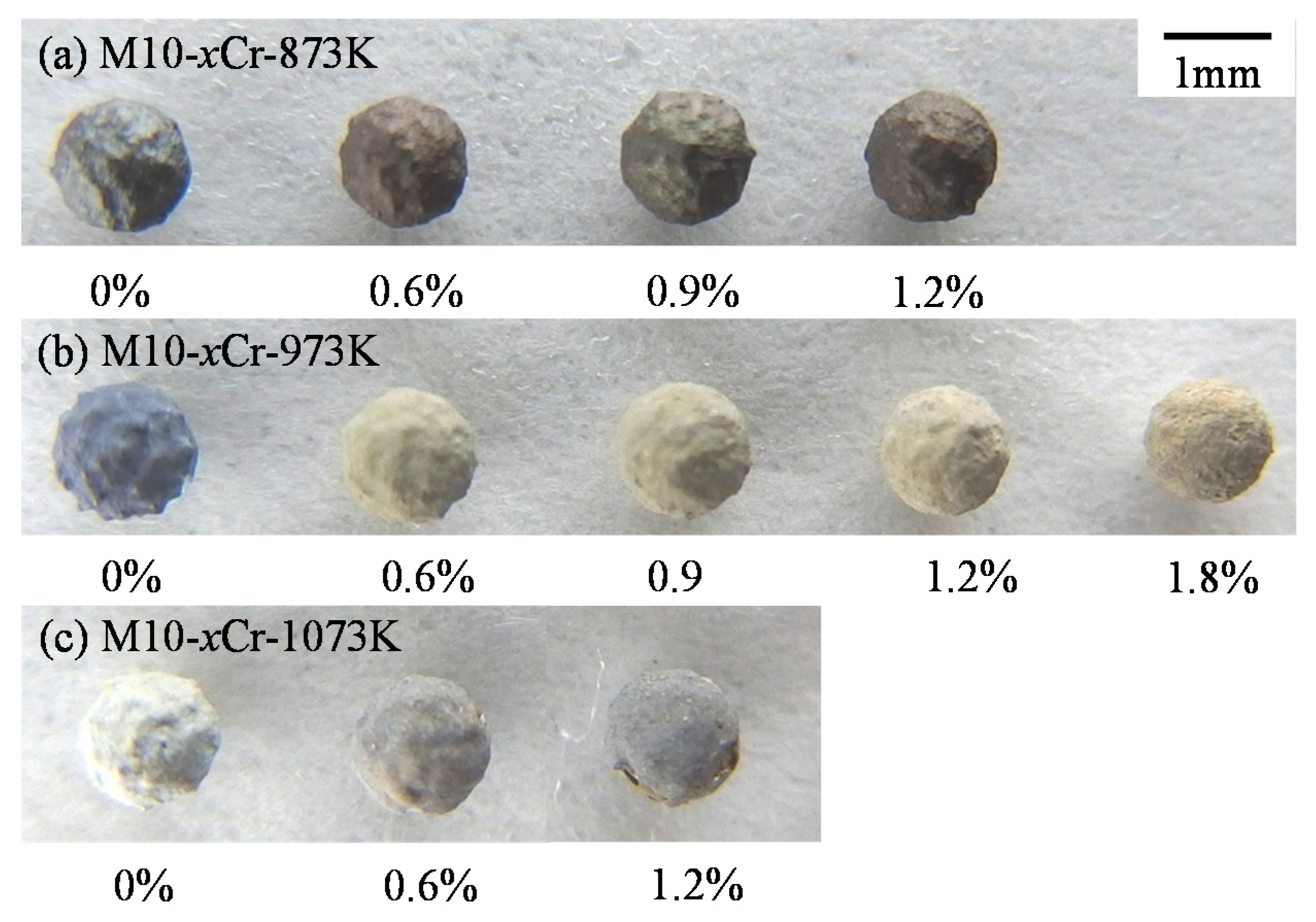
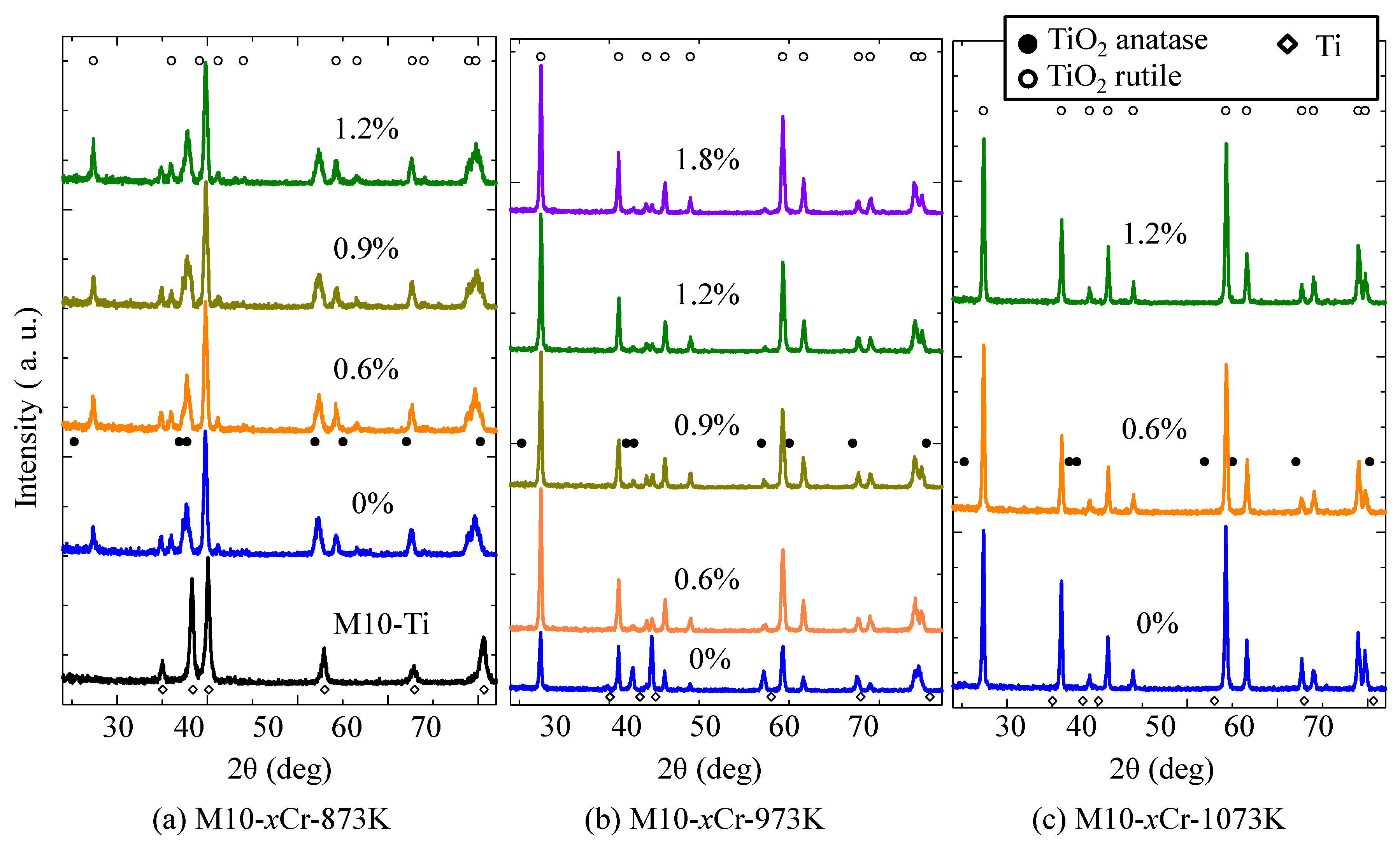
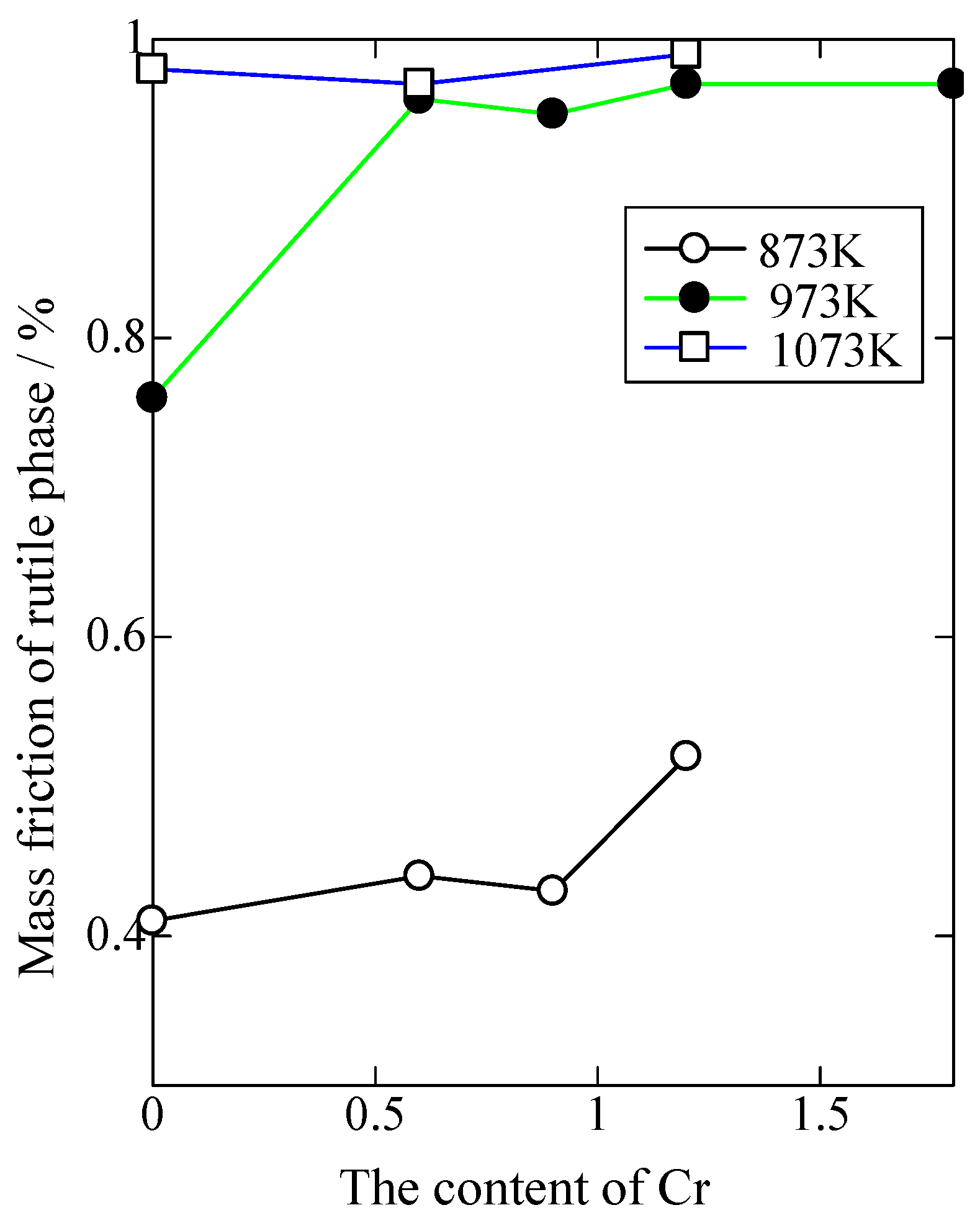
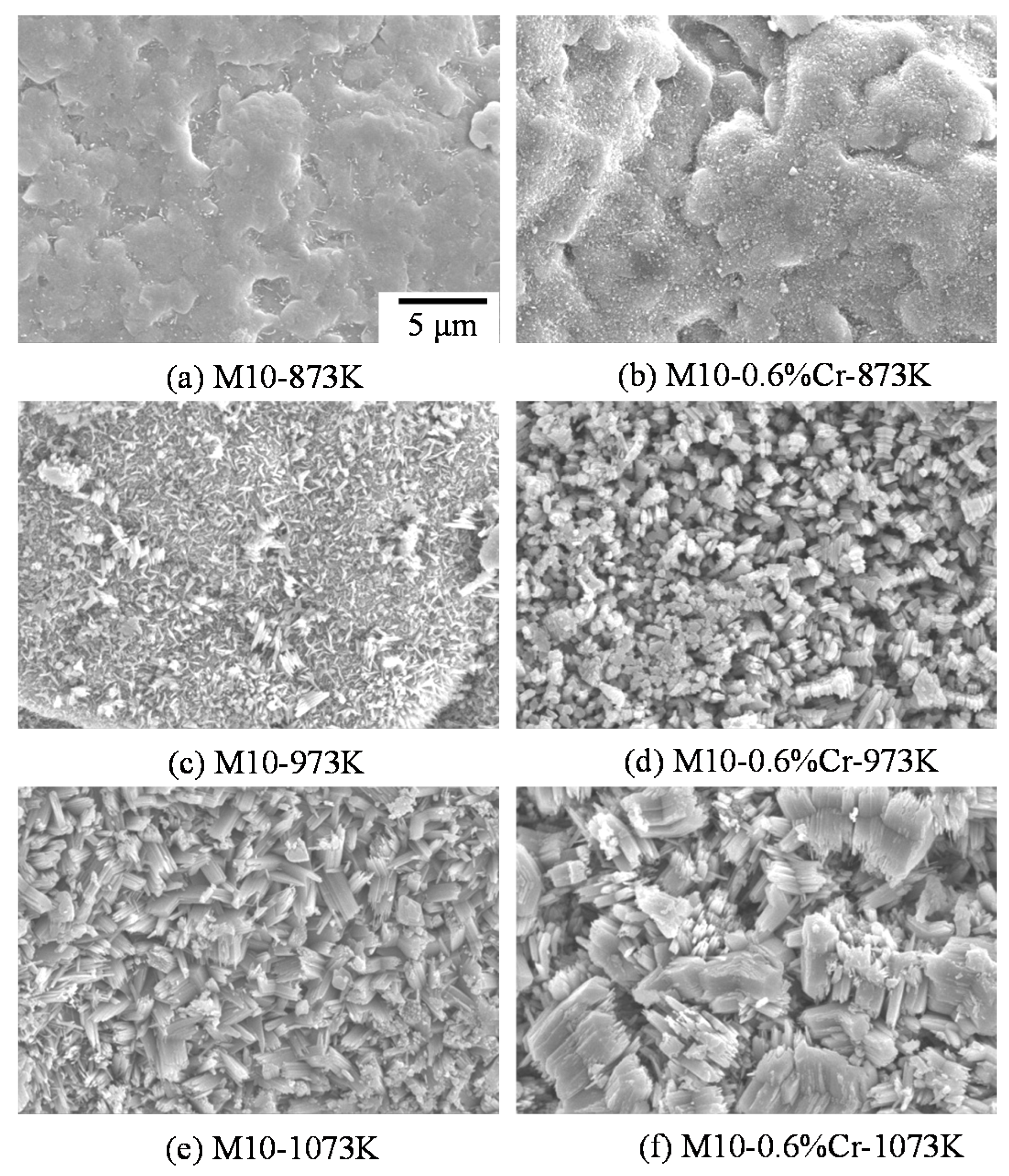
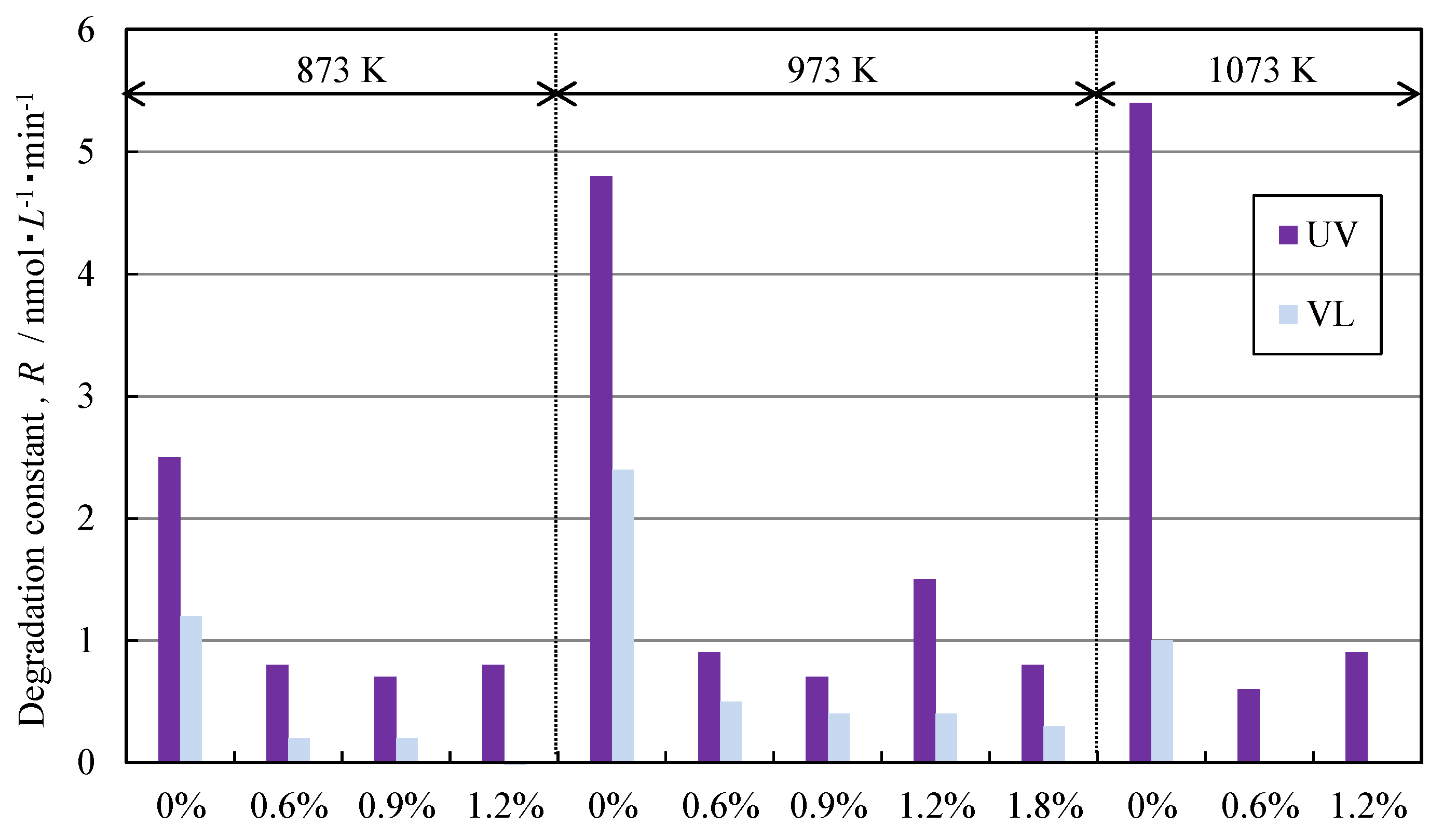
3.2.2. Influence on Photocatalyst Coatings of TiO2 by Adding Cr






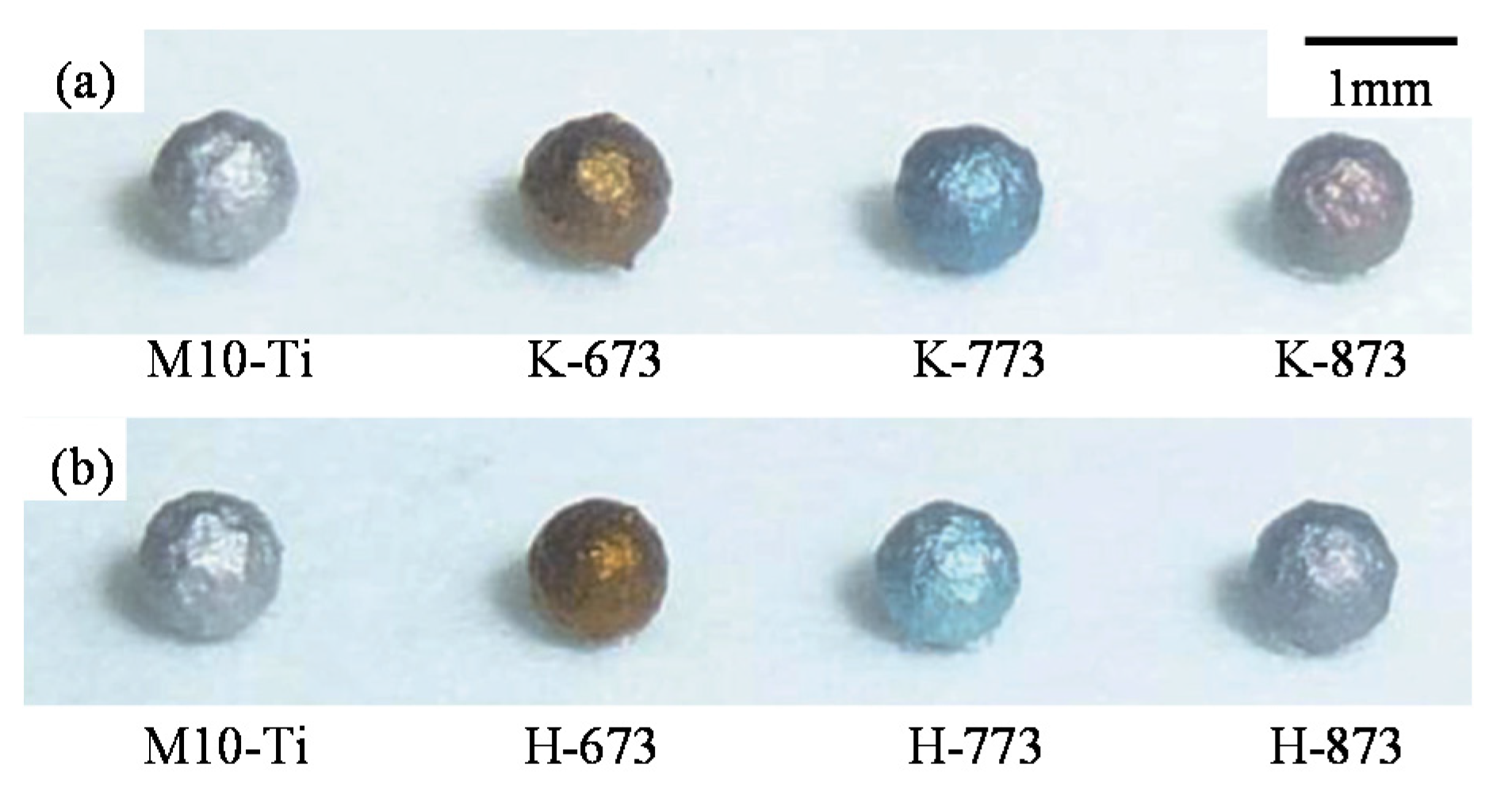
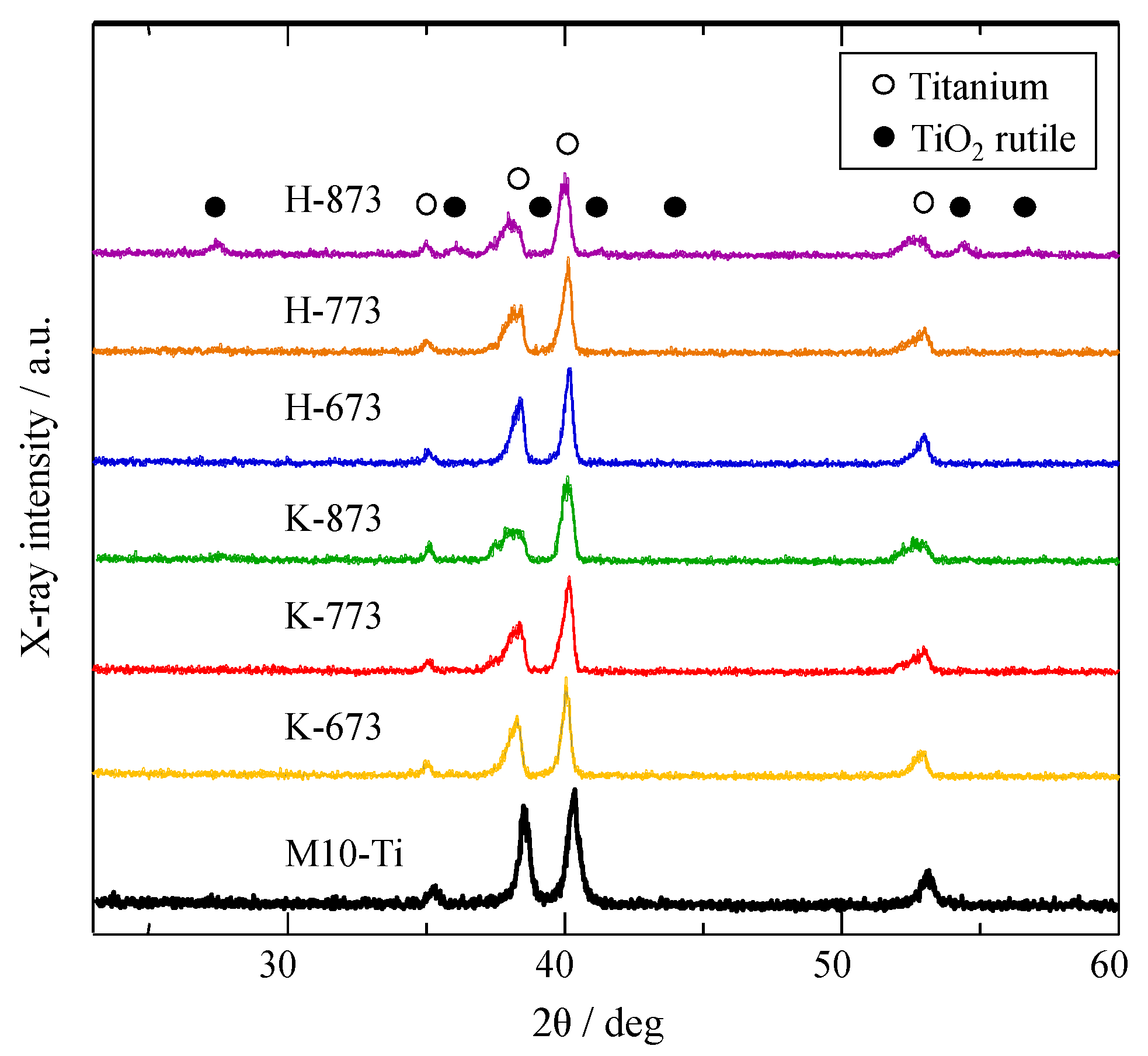
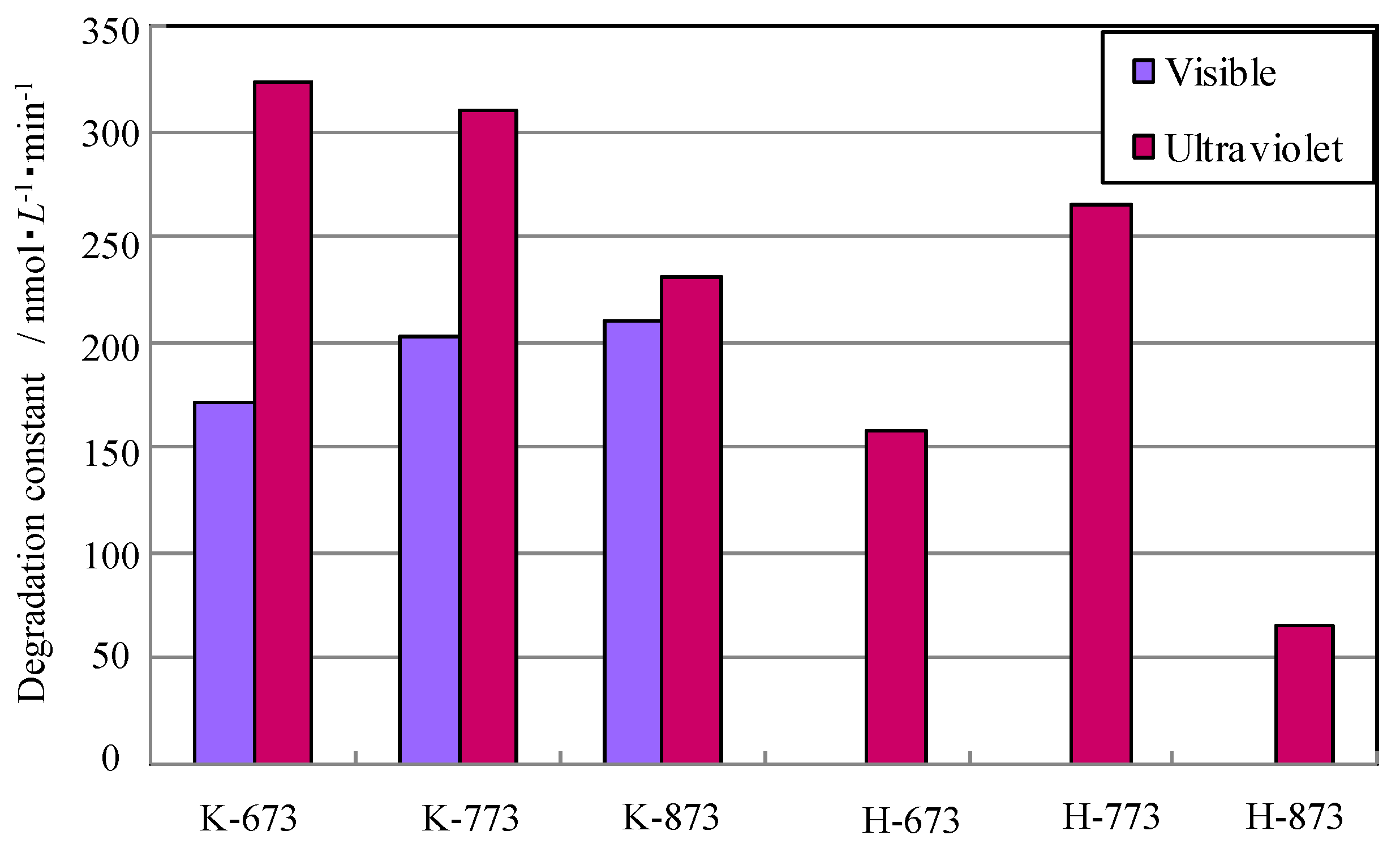
3.3. Influence on Photocatalyst Coatings of TiO2 by Molten Salt Treatment


| Element | Titanium | Oxygen | Potassium |
|---|---|---|---|
| M10-Ti | 94.5 | 5.5 | 0.0 |
| K-673 | 86.4 | 13.6 | 0.0 |
| K-773 | 72.8 | 26.5 | 0.7 |
| K-873 | 58.5 | 39.5 | 2.0 |


4. Conclusions
Conflicts of Interest
References
- Ohring, M. Materials Science of Thin Films; Academic Press: New York, NY, USA, 2001. [Google Scholar]
- Freund, L.B.; Suresh, S. Thin Film Materials-stress, Defect Formation and Surface Evolution; Cambridge University Press: Cambridge, UK, 2004. [Google Scholar]
- Lu, Y.; Hao, L.; Yoshida, H. Chapter12: Mechanical coating technique for composite films. In Composite and Their Applications; Hu, N., Ed.; Intech Press: Rigeka, Croatia, 2012. [Google Scholar]
- Mattox, D.M. Handbook of Physical Vapor Deposition (PVD) Processing; William Andrew: Burlington, VT, USA, 2010. [Google Scholar]
- Pierson, H.O. Handbook of Chemical Vapor Deposition-Principles, Technology and Application; William Andrew Publishing: New York, NY, USA, 1999. [Google Scholar]
- Wasa, K.; Kitabatake, M.; Adachi, H. Thin Film Materials Technology: Sputtering of Compound Materials; William Andrew Publishing: New York, NY, USA, 2003. [Google Scholar]
- Yoshida, H.; Lu, Y.; Hirohashi, M. Fabrication of metallic titanium film by mechanical coating technique. In Proceedings of the 5th International Forum on Advanced Material Science and Technology (IFAMST 5), Zhangjiajie, China, 11 June 2006.
- Yoshida, H.; Lu, Y.; Nakayama, H.; Hirohashi, M. Fabrication of TiO2 film by mechanical coating technique and its photocatalytic activity. J. Alloys Compd. 2009, 475, 383–386. [Google Scholar] [CrossRef]
- Dozzi, M.V.; Selli, E. Doping TiO2 with p-block elements: Effects on photocatalytic activity. J. Photochim. Photobiol. C 2013, 14, 13–28. [Google Scholar] [CrossRef]
- Kumar, S.G.; Devi, L.G. Review on modified TiO2 photocatalysis under UV/visible light: Selected results and related mechanisms on interfacial charge carrier transfer dynamics. J. Phys. Chem. A 2011, 115, 13211–13241. [Google Scholar] [CrossRef] [PubMed]
- Nakata, K.; Fujishima, A. TiO2 photocatalysis: Design and applications. J. Photochim. Photobiol. C 2012, 13, 169–189. [Google Scholar] [CrossRef]
- Liu, M.; Qiu, X.; Hashimoto, K.; Miyauchi, M. Cu (II) oxide amorphous nanoclusters grafted Ti3+ self-doped TiO2: An efficient visible light photocatalyst. J. Mater. Chem. A 2014, 2, 13571–13579. [Google Scholar] [CrossRef]
- Gratzel, M. Photoelectrochemical cells. Nature 2001, 238, 338–344. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S. The microscopic origin of the doping limits in semiconductors and wide-gap materials and recent developments in overcoming these limits: A review. J. Phys. Condens. Mat. 2002, 14. [Google Scholar] [CrossRef]
- Chen, S.; Chen, L.; Gao, S.; Cao, G. The preparation of coupled SnO2/TiO2 photocatalyst by ball milling. Mater. Chem. Phys. 2006, 98, 116–120. [Google Scholar]
- Pan, L.; Zou, J.; Zhang, X.; Wang, L. Photoisomerization of norbornadiene to quadricyclane using transition metal doped TiO2. Ind. Eng. Chem. Res. 2010, 49, 8526–8531. [Google Scholar] [CrossRef]
- Gai, Y.; Li, J.; Li, S.; Xia, J.; Wei, S. Design of narrow-gap TiO2 for enhanced photoelectrochecmical activity: A passivated codoping approach. Phys. Rev. Lett. 2009, 102. [Google Scholar] [CrossRef]
- Yan, M.; Chen, F.; Zhang, J.; Anpo, M. Preparation of controllable crystalline titania and study on the photocatalytic properties. J. Phys. Chem. B 2005, 109, 8673–8678. [Google Scholar] [CrossRef] [PubMed]
- He, Z.; Cai, Q.; Fang, H.; Situ, G.; Qiu, J.; Song, S.; Chen, J. Photocatalytic activity of TiO2 containing anatase nanoparticles and rutile nanoflower structure consisting of nanorods. J. Environ. Sci. 2013, 25, 2460–2468. [Google Scholar] [CrossRef]
- Liu, J.; Yu, X.; Liu, Q.; Liu, R.; Shang, X.; Zhang, S.; Li, W.; Zheng, W.; Zhang, G.; Cao, H.; et al. Surface-phase junctions of branched TiO2 nanorod arrays for efficient photoelectrochemical water splitting. Appl. Catal. B 2014, 158–159, 296–300. [Google Scholar] [CrossRef]
- Zhang, J.; Xu, Q.; Feng, Z.; Li, M.; Li, C. Importance of the relationship between surface phases and photocatalytic activity of TiO2. Angew. Chem. Int. Ed. 2008, 47, 1766–1769. [Google Scholar] [CrossRef] [PubMed]
- Lu, Y.; Yoshida, H.; Nakayama, H.; Hao, L.; Hirohashi, M. Formation of TiO2/Ti composite photocatalyst film by 2-step mechanical coating technique. Mater. Sci. Forum 2011, 675–677, 1229–1232. [Google Scholar] [CrossRef]
- Lu, Y.; Hao, L.; Toh, K.; Yoshida, H. Fabrication of TiO2-Cu composite photocatalyst thin film by twostep mechanical coating technique and its photocatalytic activity. Adv. Mater. Res. 2012, 415–417, 1942–1948. [Google Scholar]
- Hao, L.; Lu, Y.; Asanuma, H.; Guo, J. The influence of the processing parameters on the formation of iron thin films on alumina balls by mechanical coating technique. J. Mater. Proc. Technol. 2012, 212, 1169–1176. [Google Scholar] [CrossRef]
- Hao, L.; Lu, Y.; Sato, H.; Asanuma, H.; Guo, J. Fabrication of zinc coatings on alumina balls from zinc powder by mechanical coating technique and the process analysis. Powder Technol. 2012, 228, 377–384. [Google Scholar] [CrossRef]
- Lu, Y.; Matsuzaka, K.; Hao, L.; Hirakawa, Y.; Yoshida, H.; Pan, F.S. Photocatalytic activity of TiO2/Ti composite coatings fabricated by mechanical coating technique and subsequent heat oxidation. Mater. Sci. Semicon. Process. 2013, 16, 1949–1956. [Google Scholar] [CrossRef]
- Lu, Y.; Kobayashi, K.; Guan, S.; Hao, L.; Yoshida, H.; Asanuma, H.; Chen, J. Influence of oxidation process on photocatalytic activity of photocatalyst coatings by mechanical coating technique. Mater. Sci. Semicon. Process. 2015, 30, 128–134. [Google Scholar] [CrossRef]
- Hirakawa, Y.; Lu, Y.; Yoshida, H.; Matsuzaka, K.; Hao, L.; Sato, H. Fabrication and evaluation of visible light active TiO2 photocatalyst by molten salt method. J. Jpn. Inst. Met. Mater. 2013, 77, 287–293. [Google Scholar] [CrossRef]
- Takaya, S.; Lu, Y.; Guan, S.; Miyazawa, K.; Yoshida, H.; Asanuma, H. Fabrication of the photocatalyst thin films of nano-structured potassium titanate by molten salt treatment and its photocatalytic activity. Surf. Coat. Technol. 2015, 275, 260–263. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Kotz, J.C.; Treichel, P.M.; Townsend, J. Chemistry & Chemical Reactivity, 8th ed.; Mary Finch: Belmont, OH, USA, 2011. [Google Scholar]
- John, A. Dean: Lange’s Handbook of Chemistry, 14th ed.; McGraw-Hill: New York, NY, USA, 1999; Volume 29. [Google Scholar]
- Allen, L.C. Electronegativity is the average one-electron energy of the valence-shell electrons in ground-state free atoms. J. Am. Chem. Soc. 1989, 111, 9003–9014. [Google Scholar] [CrossRef]
- Howatson, A.M.; Lund, P.G.; Todd, J.D. Engineering Tables and Data; Chapman & Hall: London, UK, 1991. [Google Scholar]
- Hao, L.; Lu, Y.; Sato, H.; Asanuma, H.; Guo, J. Analysis on energy transfer during mechanical coating and ball milling—Supported by electric power measurement in planetary ball mill. Int. J. Miner. Process. 2013, 121, 51. [Google Scholar] [CrossRef]
- The Japan Titanium Society. Processing Technology of Titanium; Nikkan Kogyo Shimbun: Tokyo, Japan, 1992. [Google Scholar]
- Zhang, X.; Lei, L. One step preparation of visible-light responsive Fe–TiO2 coating photocatalysts by MOCVD. Mater. Lett. 2008, 62, 895–897. [Google Scholar] [CrossRef]
- Spuur, R.A.; Myers, H. Quantitative analysis of anatase-rutile mixtures with an X-ray diffractometer. Anal. Chem. 1957, 29, 760–762. [Google Scholar] [CrossRef]
- Kakiuchi, K.; Hosono, E.; Imai, H.; Kimura, T.; Fujihara, S. {111}-faceting of low-temperature processed rutile TiO2 rods. J. Cryst. Growth 2006, 293, 541–545. [Google Scholar] [CrossRef]
- Ferry, J.D. Viscoelastic Properties of Polymers; Wiley: New York, NY, USA, 1980. [Google Scholar]
- Luttrell, T.; Halpegamage, S.; Tao, J.; Kramer, A.; Sutter, E.; Batzill, M. Why is anatase a better photocatalyst than rutile? Model studies on epitaxial TiO2 films. Sci. Rep. 2014, 4, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Zhang, H.; Liu, C.; Chen, J.; Li, G.; An, T.; Wong, P.; Zhao, H. UV and visible light photoelectrocatalytic bactericidal performance of 100% {111}-faceted rutile TiO2 photoanode. Catal. Today 2014, 224, 77–82. [Google Scholar] [CrossRef]
- Hurum, D.; Agrios, A.; Gray, K.; Rajh, T.; Thurnauer, M. Explaining the enhanced photocatalytic activity of degussa P25 mixed-phase TiO2 using EPR. J. Phys. Chem. B 2003, 107, 4545–4549. [Google Scholar] [CrossRef]
- Liu, B.; Aydil, E. Growth of oriented single-crystalline rutile TiO2 nanorodson transparent conducting substrates for dye-sensitized solar cells. J. Am. Chem. Soc. 2009, 131, 3985–3990. [Google Scholar] [CrossRef] [PubMed]
- Ozawa, K.; Emori, M.; Yamamoto, S.; Yukawa, R.; Yamamoto, S.; Hobara, R.; Fujikawa, K.; Sakama, H.; Matsuda, I. Electron-hole recombination time at TiO2 single-crystal surfaces: Influence of surface band bending. J. Phys. Chem. Lett. 2014, 5, 1953–1957. [Google Scholar] [CrossRef]
- Chen, X.; Shen, S.; Guo, L.; Mao, S. Semiconductor-based photocatalytic hydrogen generation. Chem. Rev. 2010, 110, 6503–6570. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Wang, X.; Hou, Y.; Huang, J.; Wu, L.; Fu, X. The effect of postnitridation annealing on the surface property and photocatalytic performance of N-doped TiO2 under visible light irradiation. J. Catal. 2008, 255, 59–67. [Google Scholar] [CrossRef]
- Asahi, R.; Morikawa, T.; Ohwaki, T.; Aoki, K.; Taga, Y. Visible-light photocatalysis in nitrogen-doped titanium oxides. Science 2001, 293, 269–271. [Google Scholar] [CrossRef] [PubMed]
- Sheng, J.; Hu, L.H.; Li, W.X.; Mo, L.E.; Tian, H.J.; Dai, S.Y. Formation of single-crystalline rutile TiO2 splitting microspheres for dye-sensitized solar cells. Sol. Energy 2011, 85, 2697–2703. [Google Scholar] [CrossRef]
- Bae, E.; Murakami, N.; Nakamura, M.; Ohno, T. Effect of chemical etching by sulfuric acid or H2O2–NH3 mixed solution on the photocatalytic activity of rutile TiO2 nanorods. Appl. Catal. A 2010, 380, 48–54. [Google Scholar] [CrossRef]
- Li, C.J.; Xu, G.R.; Zhang, B.H.; Gong, J.R. High selectivity in visible-light-driven partial photocatalytic oxidation of benzyl alcohol into benzaldehyde over single-crystalline rutile TiO2 nanorods. Appl. Catal. B 2012, 115–116, 201–208. [Google Scholar] [CrossRef]
- Lu, Y.; Hao, L.; Matsuzaka, K.; Yoshida, H.; Asanuma, H.; Chen, J.; Pan, F. Titanium dioxide-nickel oxide composite coatings: Preparation by mechanical coating/thermal oxidation and photocatalytic activity. Mater. Sci. Semicon. Process. 2014, 24, 138–145. [Google Scholar] [CrossRef]
- Guan, S.; Lu, Y.; Hao, L.; Takaya, S.; Miyazawa, K.; Yoshida, H.; Asanuma, H. Influence of oxidation conditions on photocatalytic activity of Cr-TiO2 coatings by mechanical coating technique. In Proceedings of the 9th International Forum on Advanced Material Science and Technology (IFAMST 9), Xiamen, China, 1 December 2014.
- Chen, S.; Zhang, S.; Liu, W.; Zhao, W. Preparation and activity evaluation of p–n junction photocatalyst NiO/TiO2. J. Hazard. Mater. 2008, 155, 320–326. [Google Scholar]
- Pan, C.; Wu, J. Visible-light response Cr-doped TiO2−x NX photocatalysts. Mater. Chem. Phys. 2006, 100, 102–107. [Google Scholar] [CrossRef]
- Zhu, J.; Deng, Z.; Chen, F.; Zhang, J.; Chen, H.; Anpo, M.; Huang, J.; Zhang, L. Hydrothermal doping method for preparation of Cr3+-TiO2 photocatalysts with concentration gradient distribution of Cr3+. Appl. Catal. B 2006, 62, 329–335. [Google Scholar] [CrossRef]
- Peng, Y.; Huang, G.; Huang, W. Visible-light absorption and photocatalytic activity of Cr-doped TiO2 nanocrystal films. Adv. Powder Technol. 2012, 23, 8–12. [Google Scholar] [CrossRef]
- Hajjaji, A.; Gaidi, M.; Bessais, B.; Khakani, M. Effect of Cr incorporation on the structural and optoelectronic properties of TiO2:Cr deposited by means of a magnetron co-sputtering process. Appl. Surf. Sci. 2011, 257, 10351–10357. [Google Scholar] [CrossRef]
- Tretyachenko, E.; Gorokhovsky, A.; Yurkov, G.; Fedorov, F.; Vikulova, M.; Kovaleva, D.; Orozaliev, E. Adsorption and photo-catalytic properties of layered lepidocrocite-like quasi-amorphous compounds based on modified potassium polytitanates. Particuology 2014, 17, 22–28. [Google Scholar] [CrossRef]
- Gorokhovsky, A.V.; Escalante-Garcia, J.I.; Sanchez-Monjaras, T.; Gutierrez-Chavarria, C.A. Synthesis of potassium polytitanate precursors by treatment of TiO2 with molten mixtures of KNO3 and KOH. J. Eur. Ceram. Soc. 2004, 24, 3541–3546. [Google Scholar] [CrossRef]
- Masaki, N.; Uchida, S.; Yamane, H.; Sato, T. Hydrothermal synthesis of potassium titanates in Ti-KOH-H2O system. J. Mater. Sci. 2000, 35, 3307–3311. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, Y.; Guan, S.; Hao, L.; Yoshida, H. Review on the Photocatalyst Coatings of TiO2: Fabrication by Mechanical Coating Technique and Its Application. Coatings 2015, 5, 425-464. https://doi.org/10.3390/coatings5030425
Lu Y, Guan S, Hao L, Yoshida H. Review on the Photocatalyst Coatings of TiO2: Fabrication by Mechanical Coating Technique and Its Application. Coatings. 2015; 5(3):425-464. https://doi.org/10.3390/coatings5030425
Chicago/Turabian StyleLu, Yun, Sujun Guan, Liang Hao, and Hiroyuki Yoshida. 2015. "Review on the Photocatalyst Coatings of TiO2: Fabrication by Mechanical Coating Technique and Its Application" Coatings 5, no. 3: 425-464. https://doi.org/10.3390/coatings5030425