
Study on the Growth of Holes in Cold Spraying via Numerical Simulation and Experimental Methods

Abstract
:1. Introduction
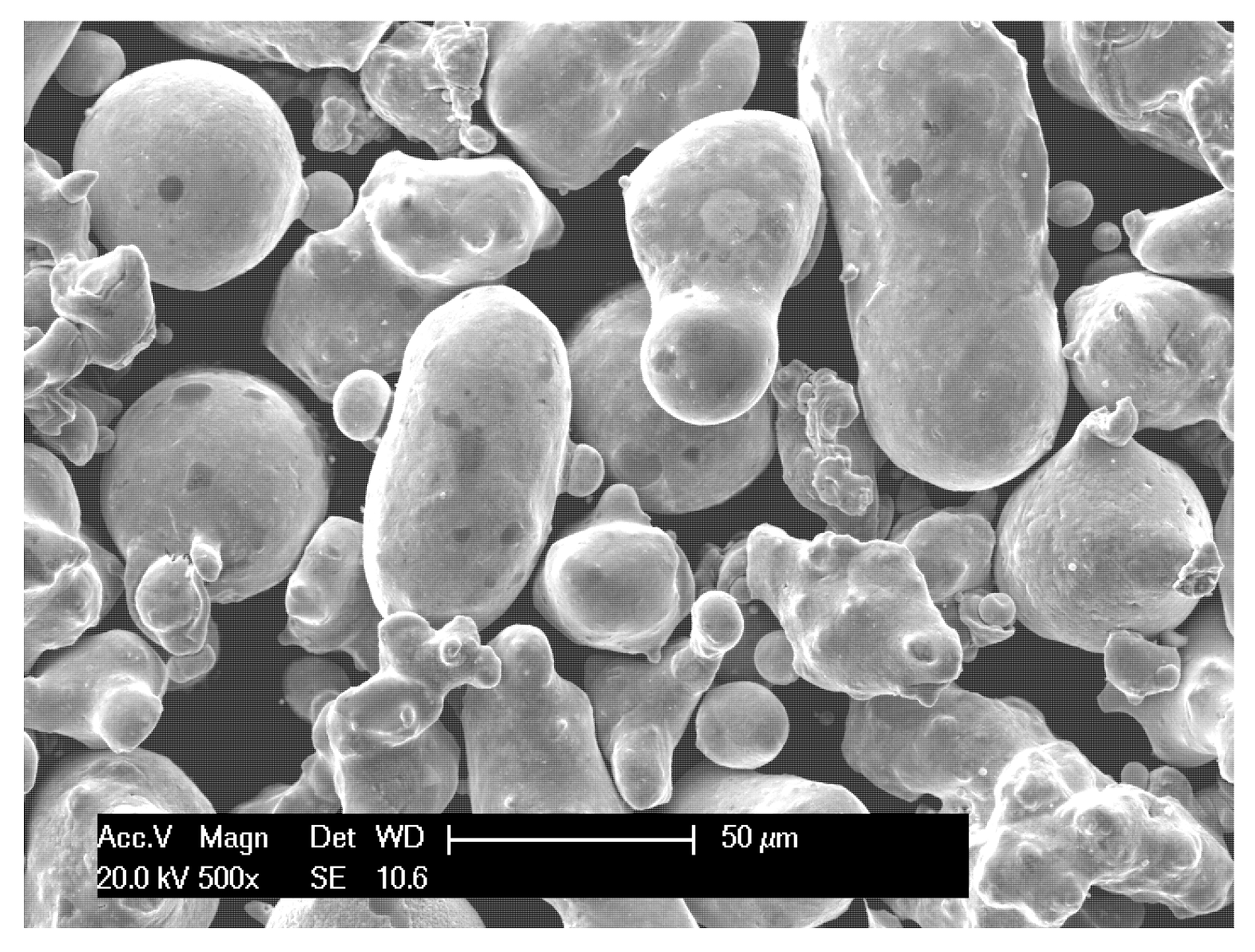
2. Materials and Methods
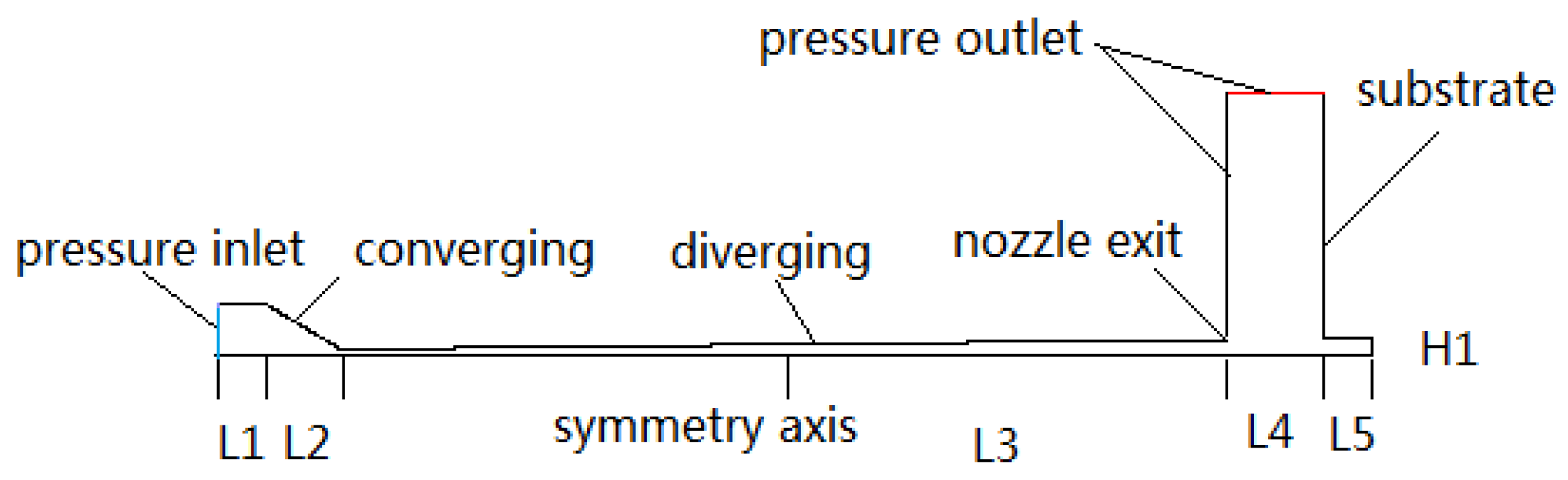
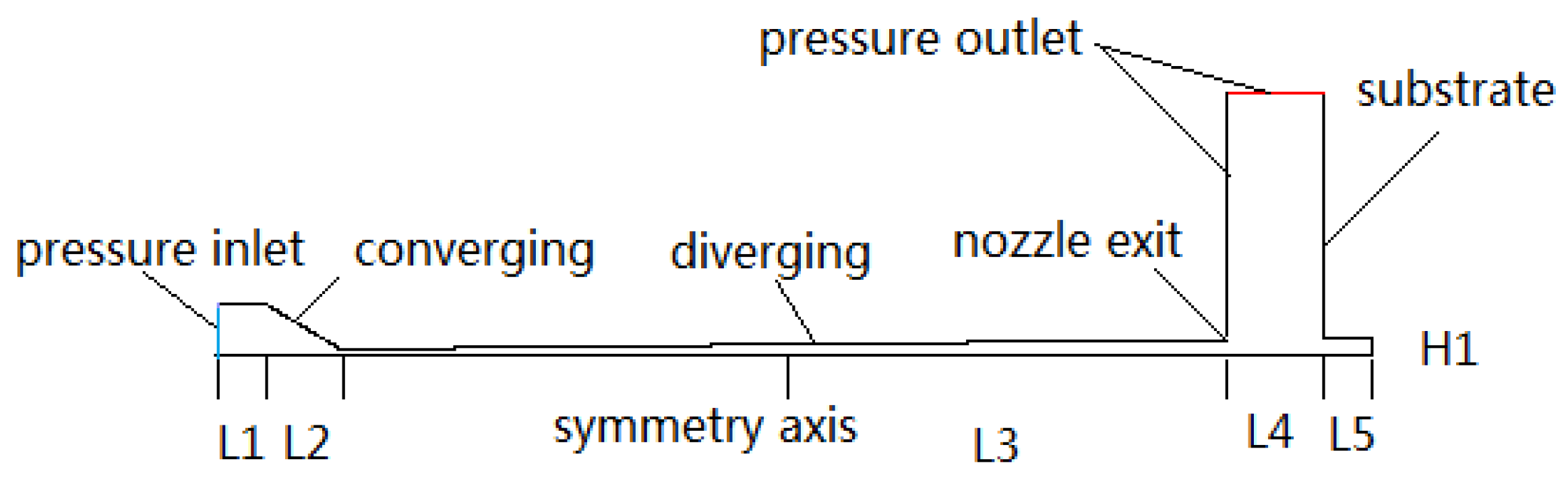
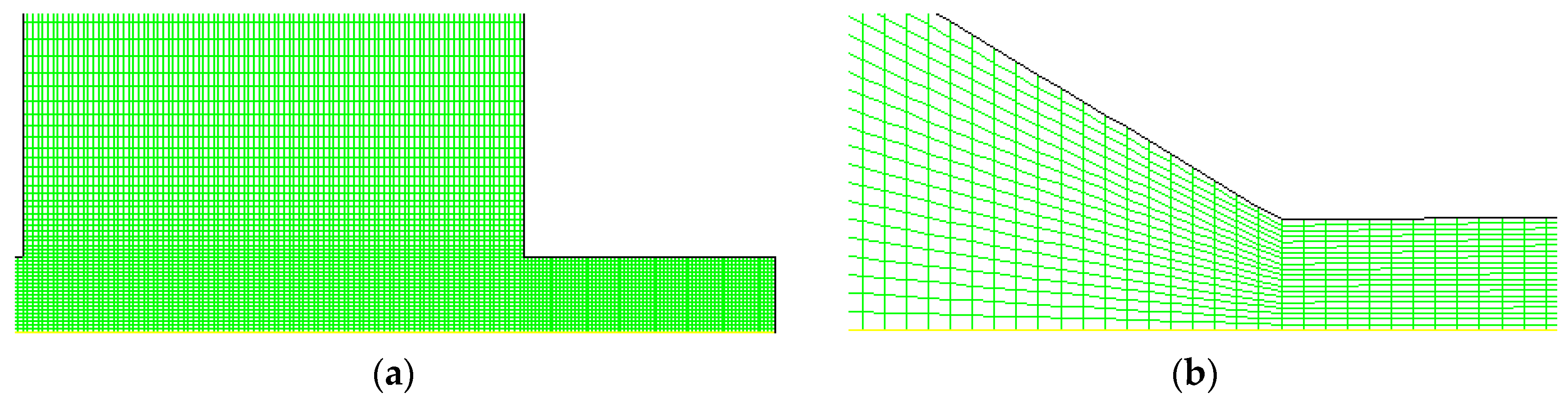
2.1. Physical Model and Simulation Domain
2.2. Numerical Simulation Method
2.3. Verification of Simulation Results
2.4. Interaction between Particles in Cold Spray by LS-DYNA

3. Results
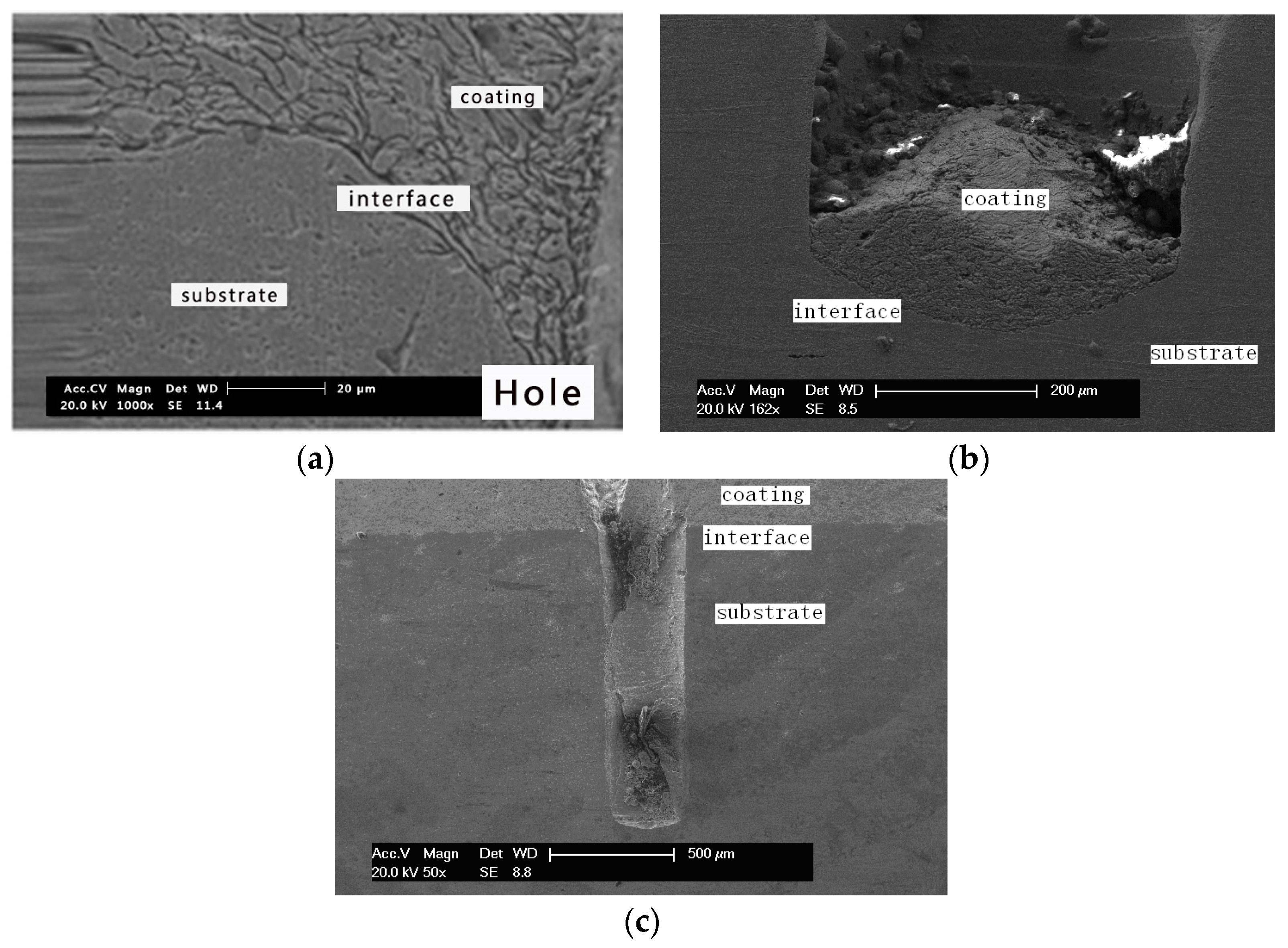
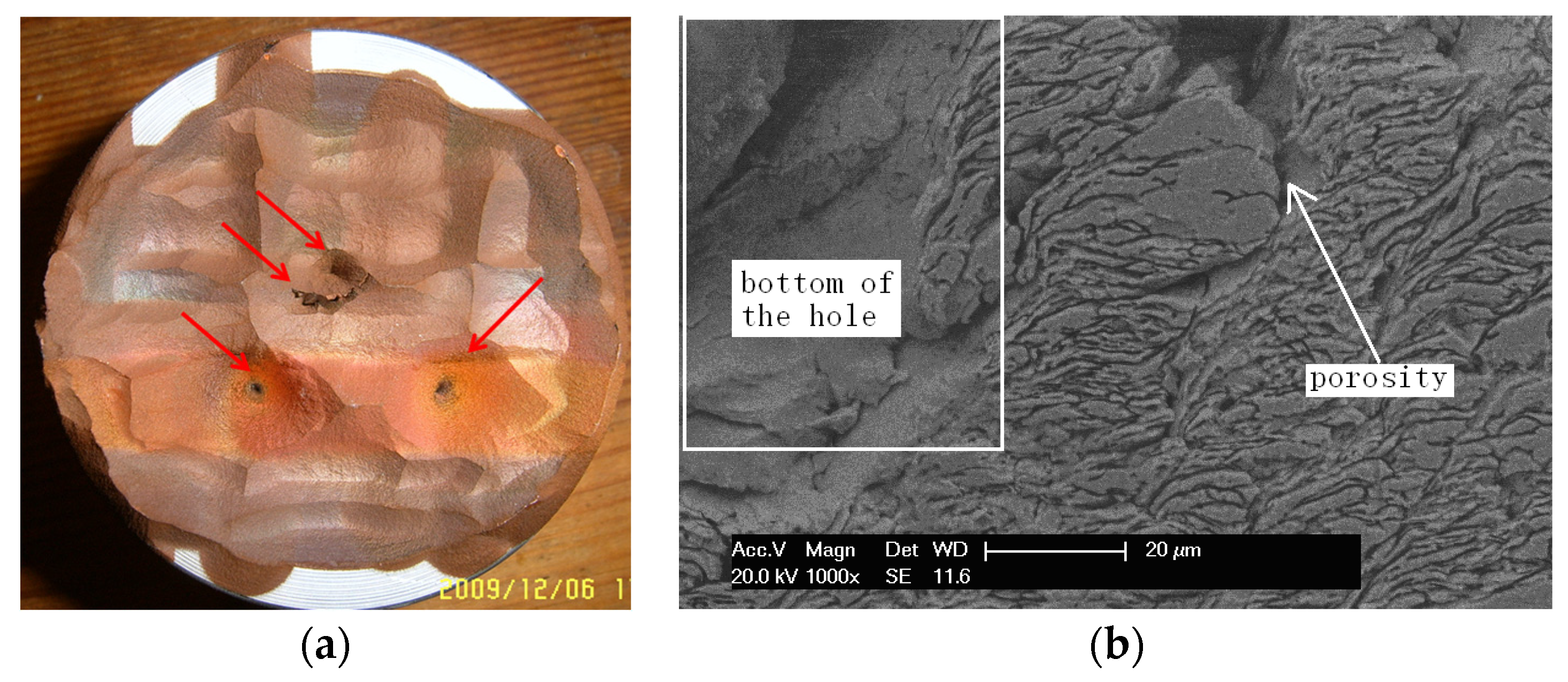
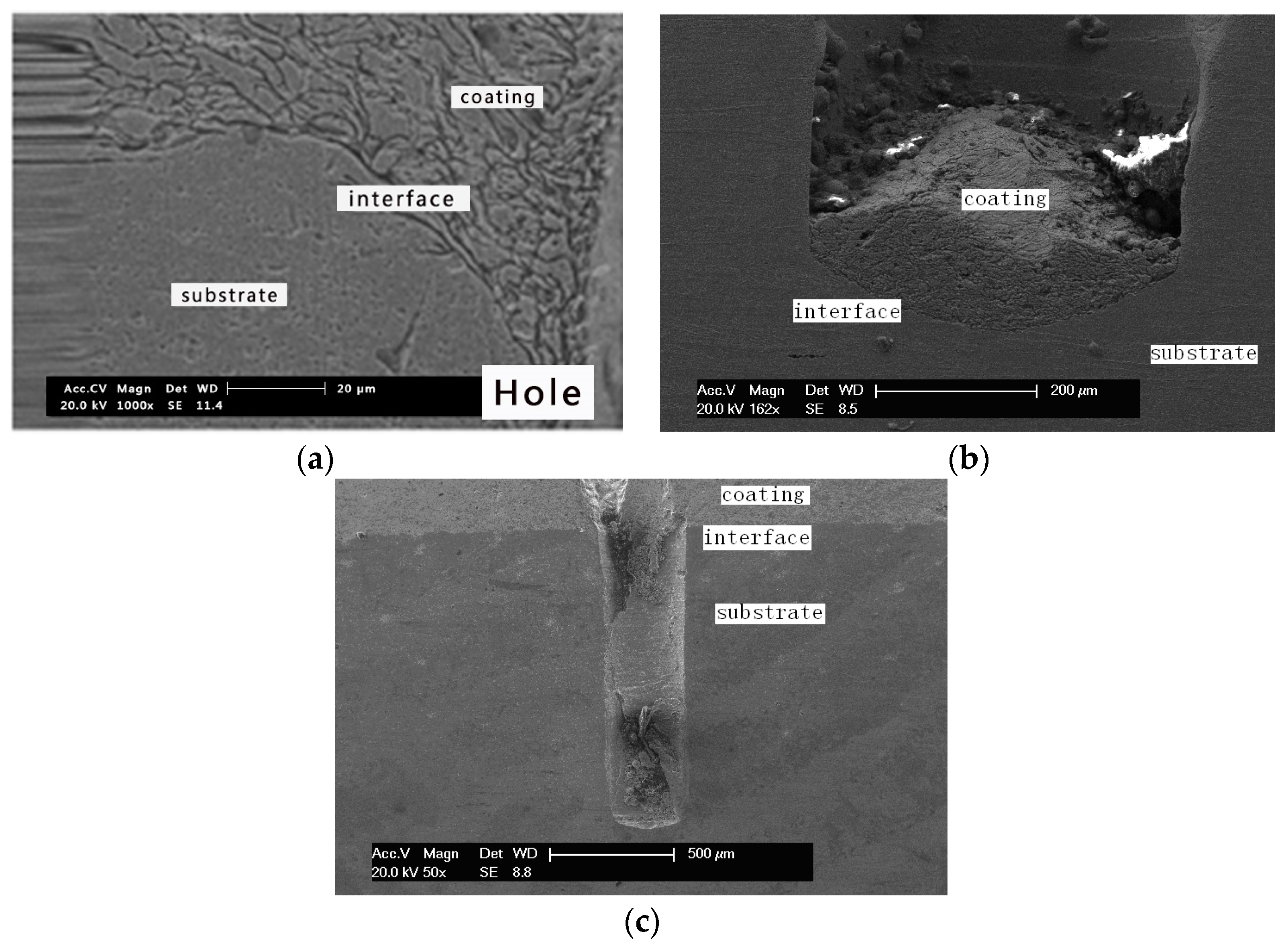
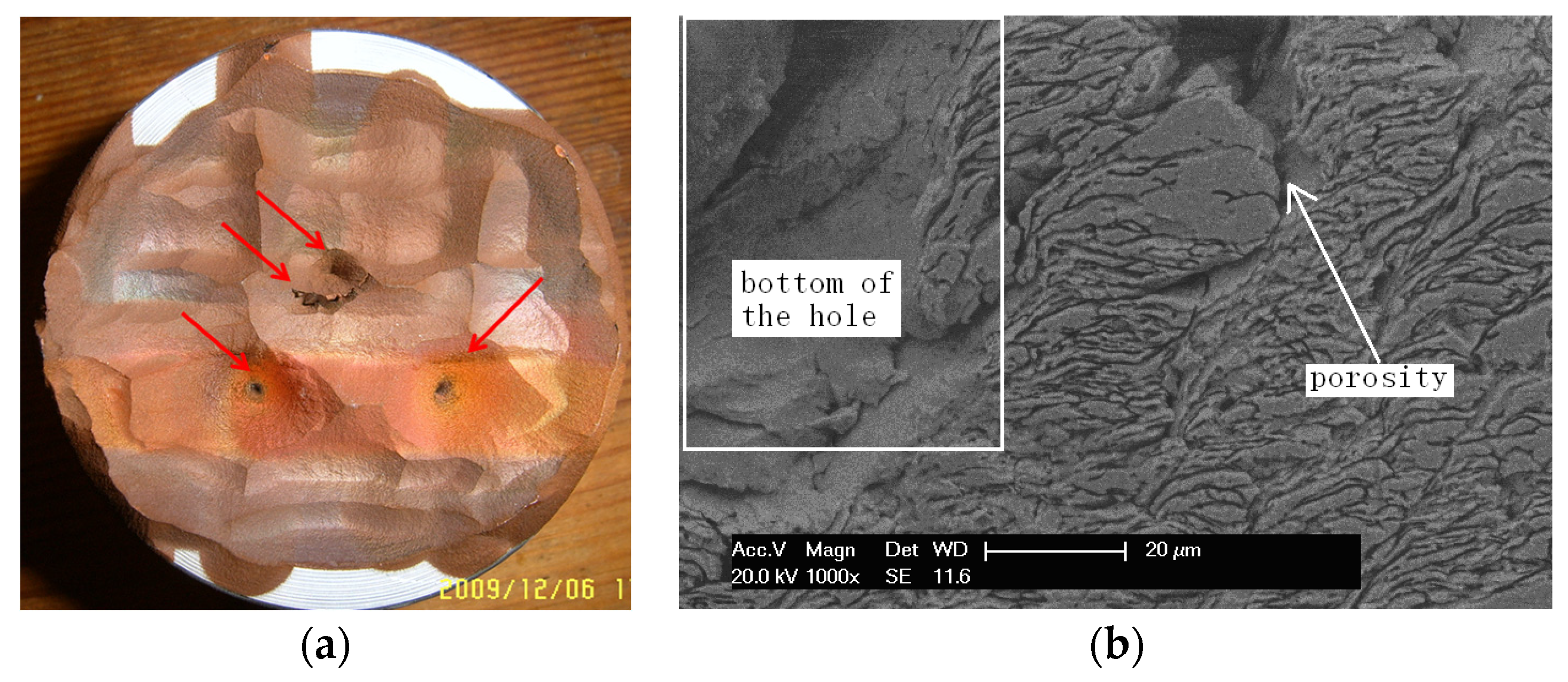
3.1. Characteristics of Thickness Coating around the Holes
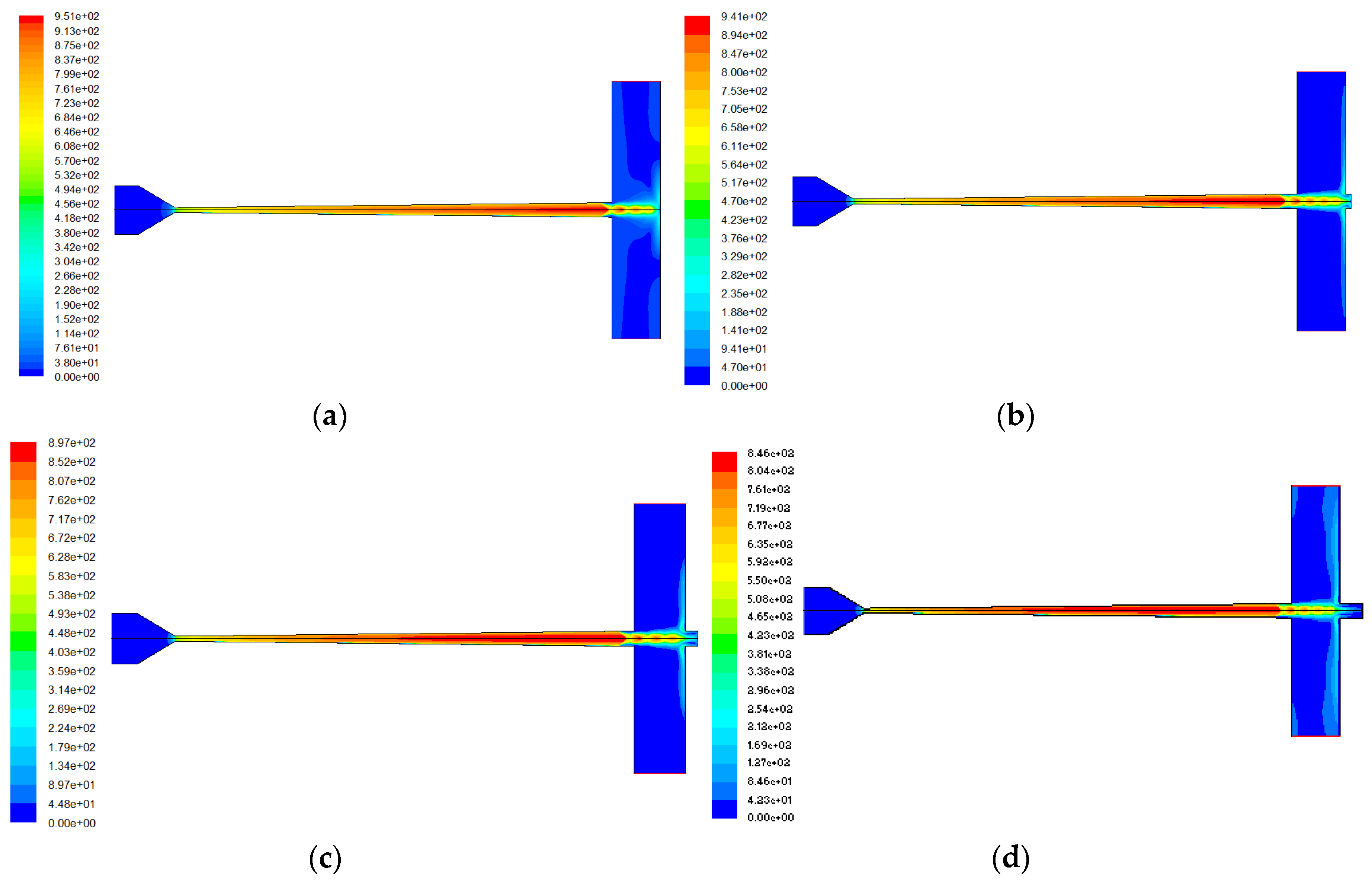
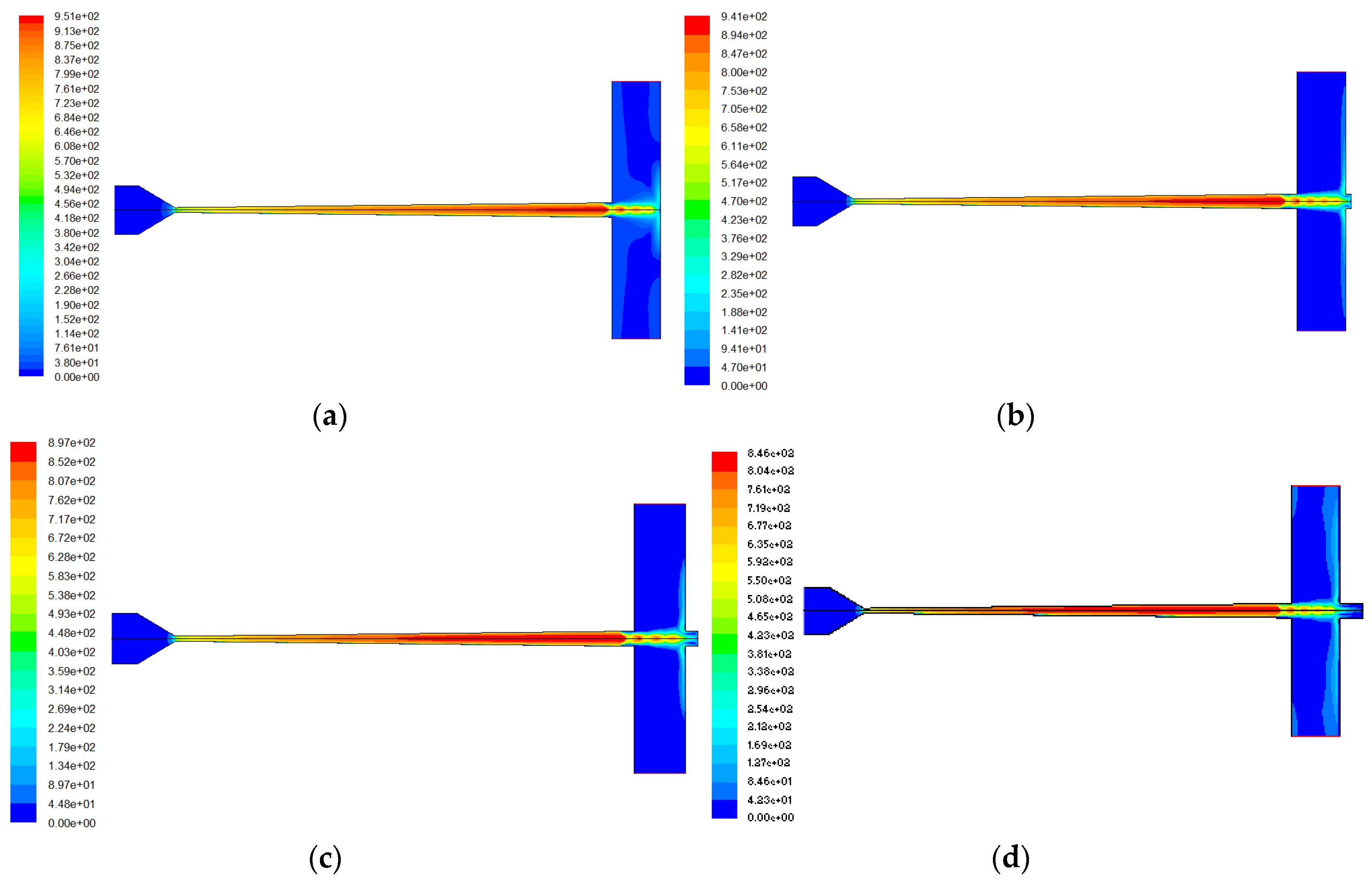
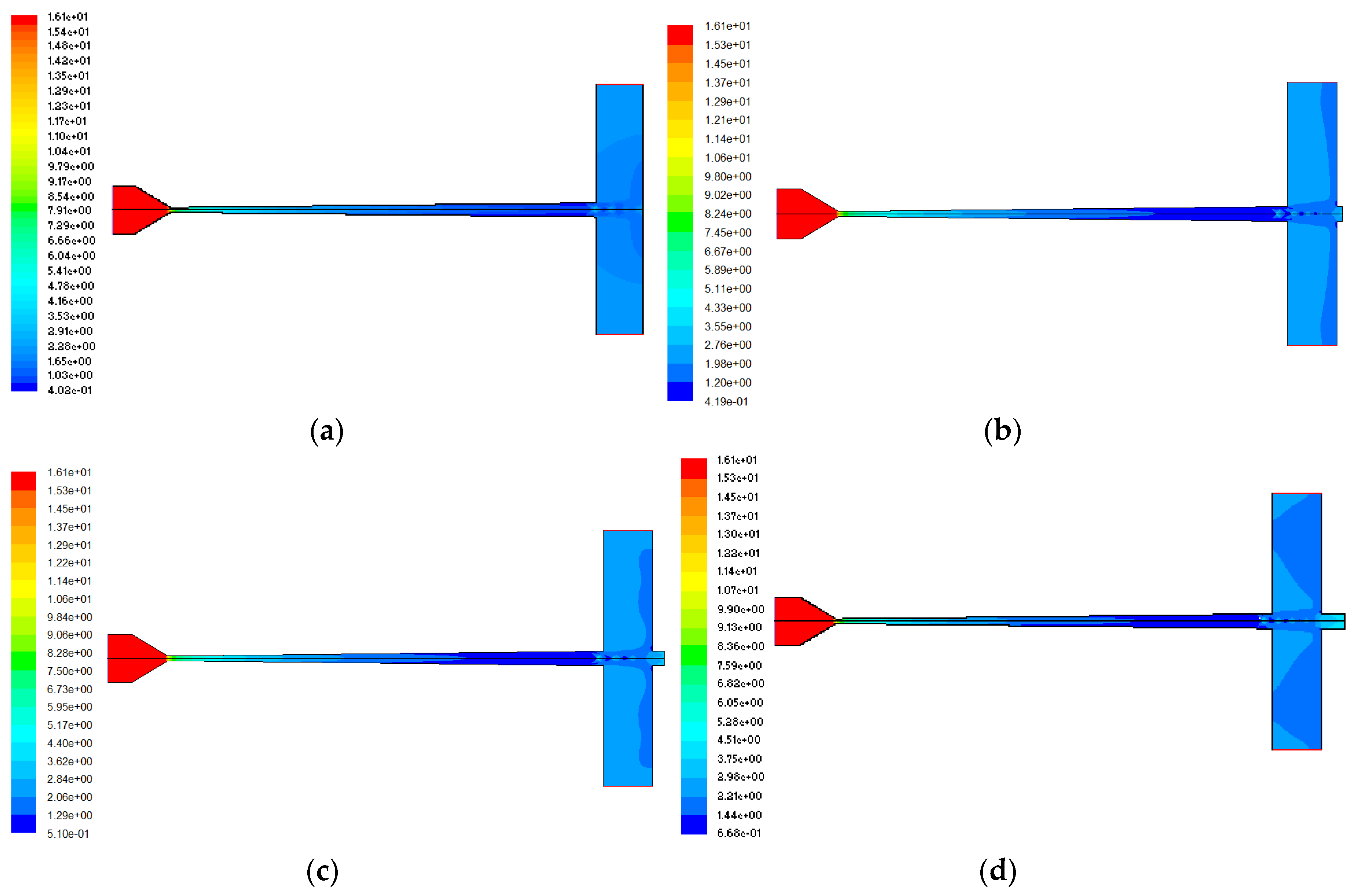
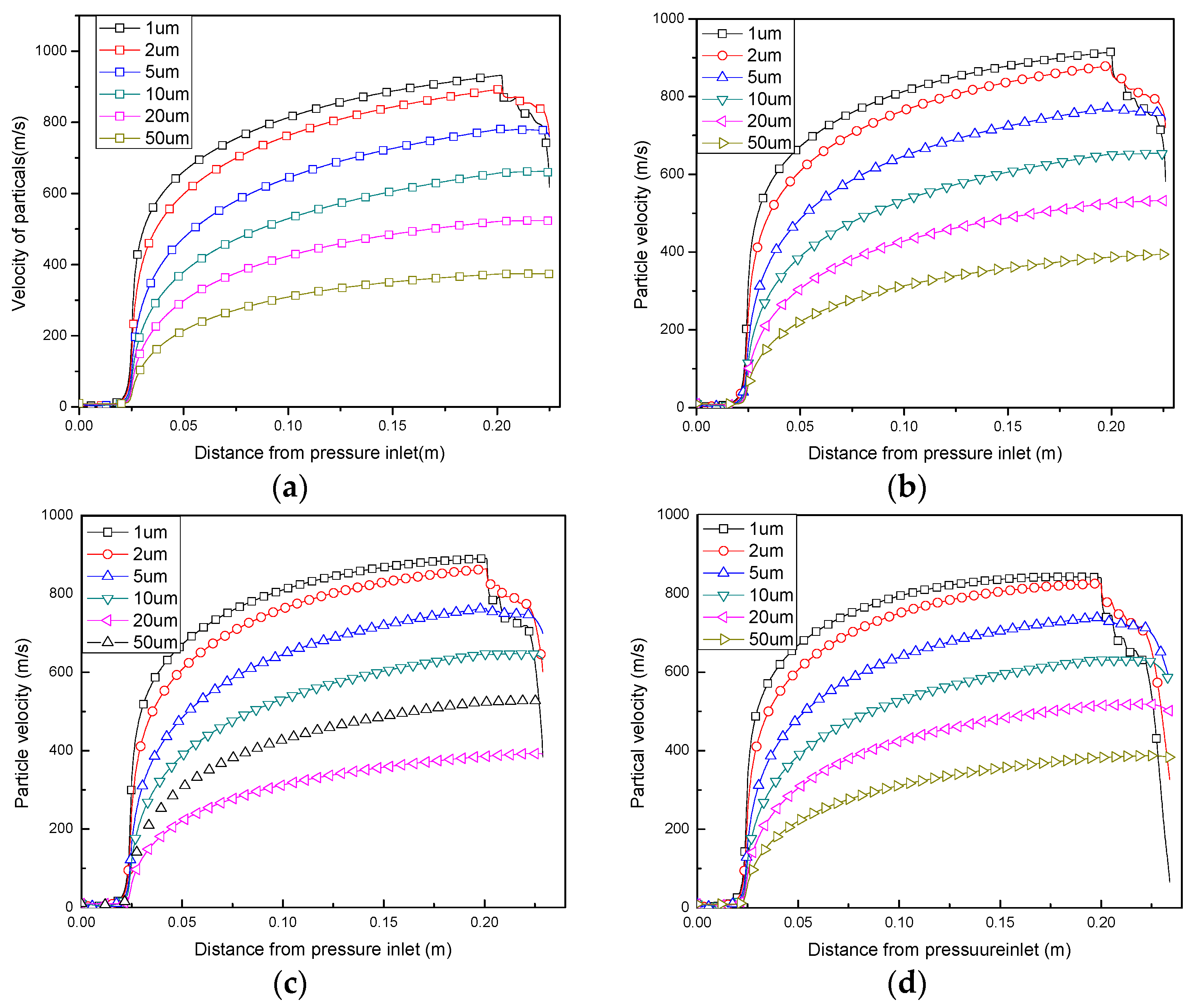
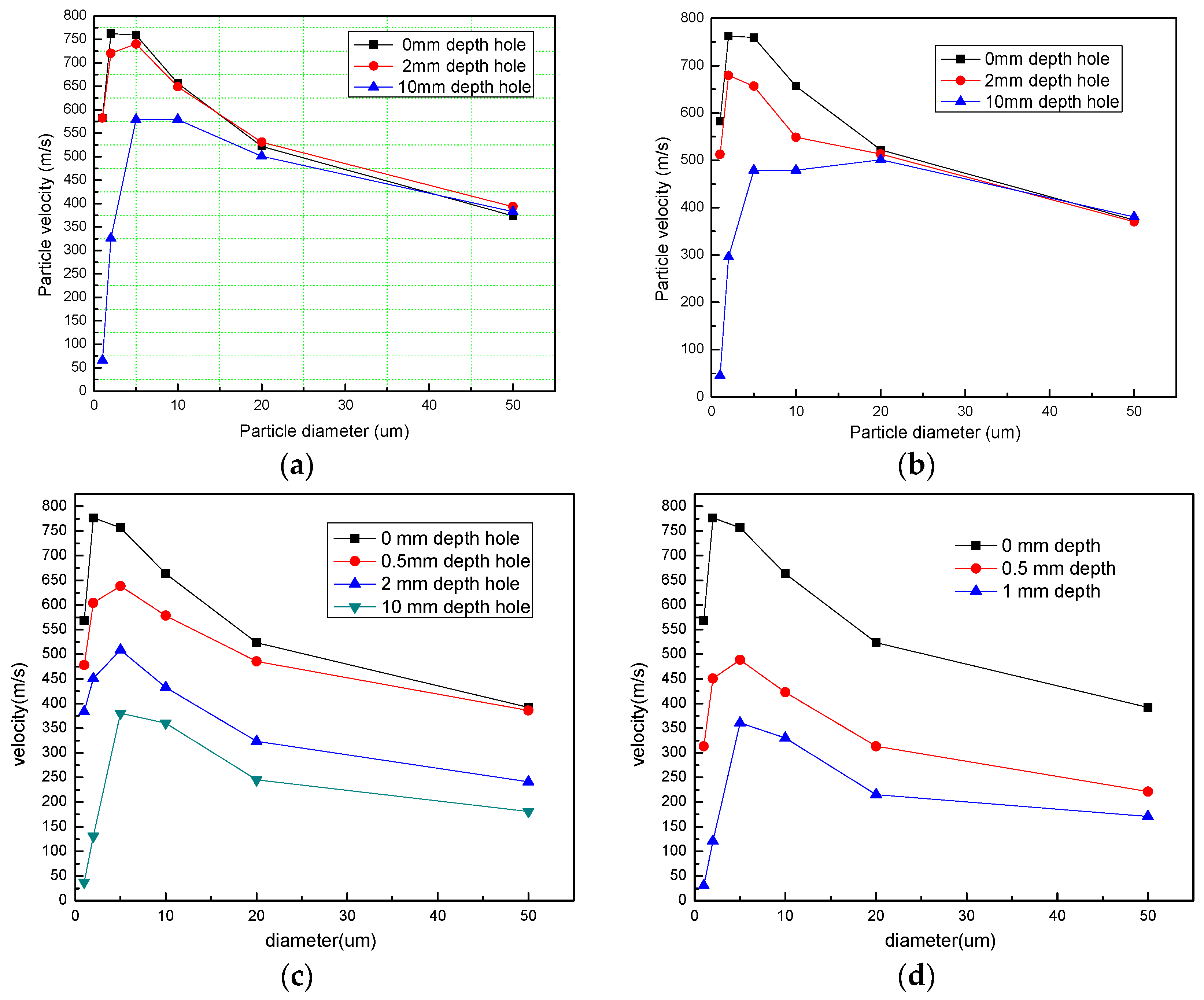
3.2. Particle Velocity in the Holes
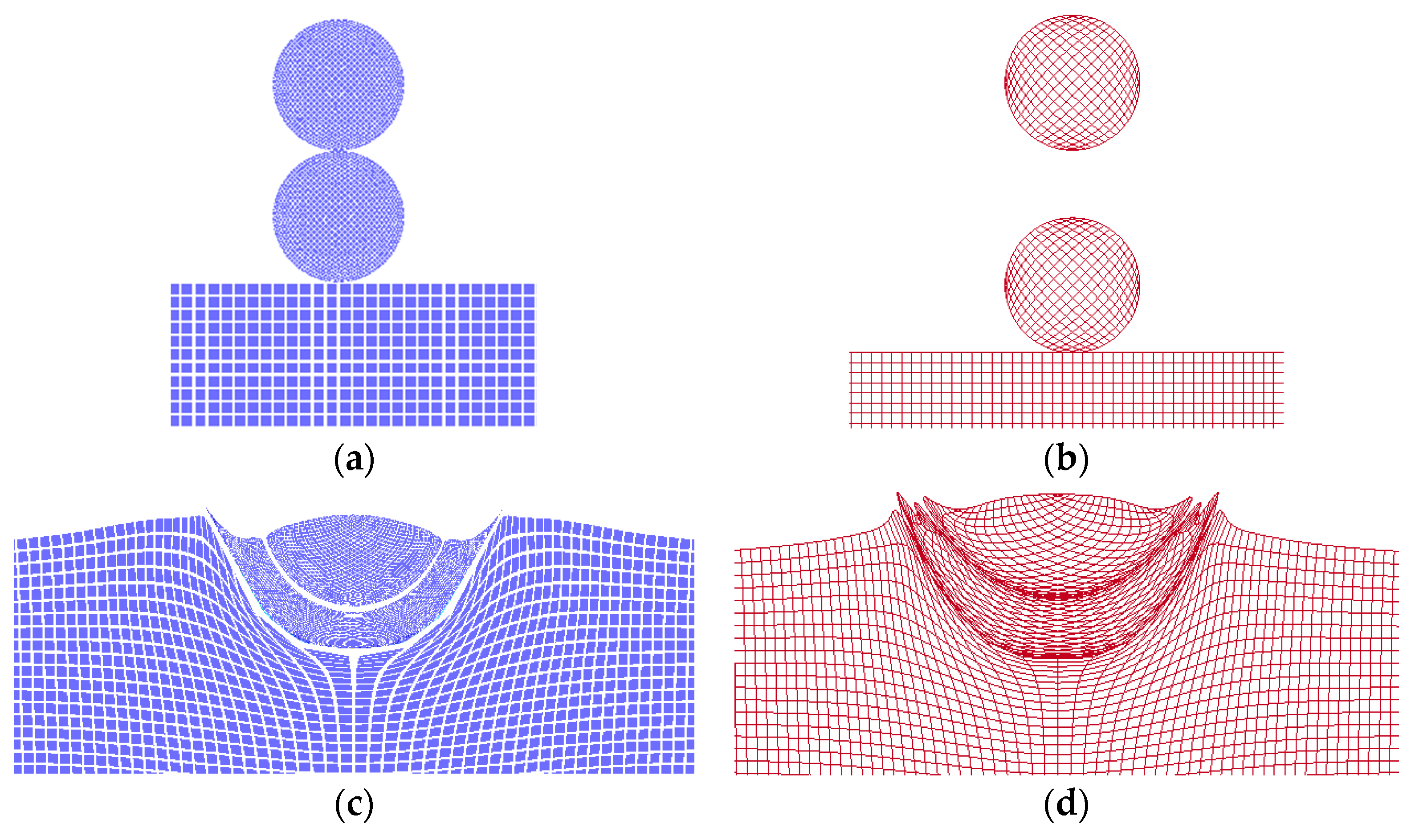
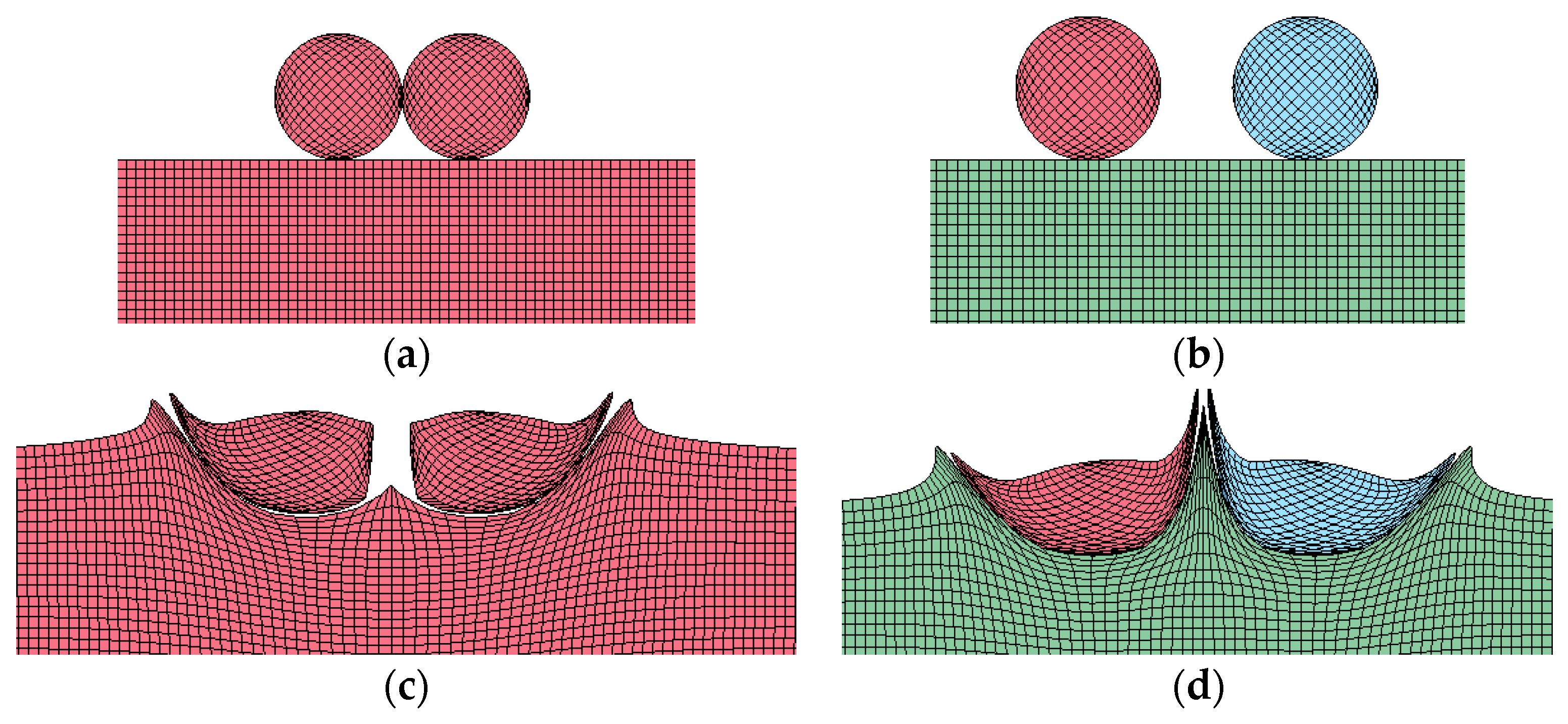
3.3. Particle Interaction during Impacting onto the Substrate
4. Discussion
5. Conclusions
- A hypothesis for the original formation reason of holes can be proposed: particles are too close when they impact onto the substrate. The repellant force between the particles perpendicular to the impaction direction will lead to porosity if the particles are too close. A much lower flattening ratio occurred for succeeding particles if they were too close to the same point, because the momentum energy contributes to the former particle’s deformation. There is a high probability of the above two phenomena, resulting from high powder-feeding rate, forming the original hole.
- The holes cannot be filled up for deceleration of the compressed layer and collision between particles and inner face of hole. In relatively wider holes, coating can be deposited in the bottom, while in relatively narrower holes, coating cannot be deposited. The deposition efficiency is much lower inside the hole than on the plane substrate, which will lead to hole growth.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Alkhimov, A.P.; Kosarev, V.F.; Klinkov, S.V. The features of cold spray nozzle design. J. Therm. Spray Technol. 2001, 10, 375–381. [Google Scholar] [CrossRef]
- Henderson, C.B. Drag coefficients of spheres in continuum and rarefied flows. AIAA J. 1976, 14, 707–708. [Google Scholar] [CrossRef]
- Moridi, A.; Hassani-Gangaraj, S.M.; Guagliano, M.; Dao, M. Cold spray coating: Review of material systems and future perspectives. Surf. Eng. 2014, 36, 369–395. [Google Scholar] [CrossRef]
- Astarita, A.; Genna, S.; Leone, C.; Memola, C.M.F.; Paradiso, V.; Squillace, A. Laser cutting of aluminum sheets with a superficial cold spray titanium coating. Key Eng. Mater. 2014, 611, 794–803. [Google Scholar] [CrossRef]
- Astarita, A.; Carrino, L.; Durante, M.A.; Formisano, A.; Langella, F.M.C.; Minutolo, P.V.; Squillace, A. Experimental study on the incremental forming of coated aluminum alloy sheets. Key Eng. Mater. 2014, 622, 398–405. [Google Scholar] [CrossRef]
- Grujicic, M.; Saylor, J.R.; Beasley, D.E. Computational analysis of the interfacial bonding between feed powder particles and substrate in cold gas dynamic spray process. Appl. Surf. Sci. 2003, 319, 211–227. [Google Scholar] [CrossRef]
- Widener, C.A.; Carter, M.J.; Ozdemir, O.C.; Hrabe, R.H.; Hoiland, B.; Stamey, T.E.; Champagne, V.K.; Eden, T.J. Application of high-pressure cold spray for an internal bore repair of a navy valve actuator. J. Therm. Spray Technol. 2016, 25, 193–201. [Google Scholar] [CrossRef]
- Yakhot, V.; Steven, A. Renormalization group and local order in strong turbulence. Nuclear Phys. B 2012, 2, 417–440. [Google Scholar] [CrossRef]
- Li, S.; Muddle, B.; Jahedi, M. A numerical investigation of the cold spray process using underexpanded and overexpanded jets. J. Therm. Spray Technol. 2012, 21, 108–120. [Google Scholar] [CrossRef]
- Morsi, S.A.; Alexander, A.J. An investigation of particle trajectories in two-phase flow systems. J. Fluid Mech. 1972, 55, 193–208. [Google Scholar] [CrossRef]
- Jodoin, B.; Raletz, F.; Vardelle, M. Cold spray modeling and validation using an optical diagnostic method. Surf. Coat. Technol. 2006, 200, 4424–4432. [Google Scholar] [CrossRef]
- Lu, O.N. Powder stream characteristics in cold spray nozzle. Surf. Coat. Technol. 2012, 206, 1069–1076. [Google Scholar]
- Li, W.Y.; Liao, H.; Douchy, G.; Coddet, C. Optimal design of a cold spray nozzle by numerical analysis of particle velocity and experimental validation with 316L stainless steel powder. Mater. Des. 2007, 28, 2129–2137. [Google Scholar] [CrossRef]
- Li, W.Y.; Liao, H.; Wang, H.T.; Li, C.J.; Zhang, G.; Coddet, C. Optimal design of a convergent-barrel cold spray nozzle by numerical method. Appl. Surf. Sci. 2006, 253, 708–716. [Google Scholar] [CrossRef]
- Li, W.Y.; Liao, H.L.; Li, C.J. Numerical simulation of deformation behavior of Al particles on Al substrate and effect of surface oxide films on interfacial bonding in cold spraying. Appl. Surf. Sci. 2007, 253, 5084–5091. [Google Scholar] [CrossRef]
- Tabbara, H.; Gu, S.; Cartney, P. Study on process optimization of cold gas spraying. J. Therm. Spray Technol. 2010, 20, 608–620. [Google Scholar] [CrossRef]
- Tabbara, H.; Gu, S. Computational modeling of titanium particles in warm spray. Comput. Fluids 2012, 44, 358–368. [Google Scholar] [CrossRef]
- Li, W.Y.; Li, C.J. Optimal design of a novel cold spray gun at a limited space. J. Therm. Spray Technol. 2005, 14, 391–396. [Google Scholar] [CrossRef]
- Cadney, S.; Brochu, M.; Richer, P. Cold gas dynamic spraying as a method for free forming and joining materials. Surf. Coat. Technol. 2008, 202, 2801–2806. [Google Scholar] [CrossRef]
- Pattison, J.; Celotto, S.; Morgan, R. Cold gas dynamic manufacturing: A non-thermal approach to freeform fabrication. Int. J. Mach. Tools Manuf. 2007, 47, 627–634. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Geometric Parameters and Working Conditions | Value |
|---|---|
| D1 (pre-chamber diameter) | 20 mm |
| D2 (throat diameter) | 2 mm |
| D3 (nozzle exit diameter) | 6 mm |
| L1 (pre-chamber length) | 10 mm |
| L2 (converging length) | 15 mm |
| L3 (diverging length) | 180 mm |
| L4 (standoff distance from nozzle exit to substrate) | 20 mm |
| L5 (depth of hole) | 0, 2, 5, 10 mm |
| H1 (diameter of hole) | 0.5, 1, 3 mm |
| Pressure in pre-chamber | 3.0 MPa |
| Temperature in pre-chamber | 673 K |
| Powder feeding rate | 1 g/s |
| Re | a1 | a2 | a3 |
|---|---|---|---|
| Re < 0.1 | 0 | 24.0 | 0 |
| 0.1 < Re < 1.0 | 3.69 | 22.73 | 0.0903 |
| 1.0 < Re < 10.0 | 1.222 | 29.1667 | −3.8889 |
| 10.0 < Re < 100.0 | 0.6167 | 46.5 | −116.67 |
| 100.0 < Re < 1000.0 | 0.3644 | 98.33 | −2778 |
| 1000.0 < Re < 5000.0 | 0.357 | 148.62 | −4.75 × 105 |
| 5000.0 < Re < 10000.0 | 0.46 | −490.456 | 5.787 × 105 |
| 10000.0 < Re < 50000.0 | 0.5191 | −1662.5 | 5.4167 × 105 |
| Material | Copper |
|---|---|
| Modulus of elasticity, E (N/m2) | 0.124 × 1012 |
| Poison’s ratio, n | 0.34 |
| Density, ρ (kg/m3) | 7900 |
| Yield stress, A (MPa) | 90 |
| B (MPa) | 292 |
| n | 0.31 |
| C | 0.025 |
| Reference strain rate, 0 (1/s) | 1.00 |
| m | 1.09 |
| Tmelt(K) | 1356 |
| T0 (K) | 293 |
| Specifc heat, Cp (J/kg·K) | 383 |
| Inelastic heat fraction, p | 0.90 |
| D1 | 0.00 |
| D2 | 0.00 |
| D3 | 0.00 |
| D4 | 0.00 |
| D5 | 0.00 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, G.; Wang, H.; Li, X.; Xing, L. Study on the Growth of Holes in Cold Spraying via Numerical Simulation and Experimental Methods. Coatings 2017, 7, 2. https://doi.org/10.3390/coatings7010002
Huang G, Wang H, Li X, Xing L. Study on the Growth of Holes in Cold Spraying via Numerical Simulation and Experimental Methods. Coatings. 2017; 7(1):2. https://doi.org/10.3390/coatings7010002
Chicago/Turabian StyleHuang, Guosheng, Hongren Wang, Xiangbo Li, and Lukuo Xing. 2017. "Study on the Growth of Holes in Cold Spraying via Numerical Simulation and Experimental Methods" Coatings 7, no. 1: 2. https://doi.org/10.3390/coatings7010002