Wood-Rotting Fungal Pigments as Colorant Coatings on Oil-Based Textile Dyes


Department of Wood Science and Engineering, 119 Richardson Hall, Oregon State University, Corvallis, OR 97331, USA
*
Author to whom correspondence should be addressed.
Coatings 2017, 7(10), 152; https://doi.org/10.3390/coatings7100152
Submission received: 4 August 2017
/
Revised: 19 September 2017
/
Accepted: 20 September 2017
/
Published: 23 September 2017
(This article belongs to the Special Issue Binders, Pigments, Dyes and Additives)
{kind=link}
{kind=link}
Abstract
:Opportunities for alternatives to synthetic textile dyes are of increasing importance as the world looks to minimize its ecological footprint. Fungal pigments within a unique class of wood-rotting (“spalting”) fungi have been under investigation for several years as a possible solution, and have been shown to be ideally suited as textile dye coatings. Unfortunately, the solvent currently in use for these colorants is dichloromethane (DCM), which is an environmental problem as well as a potential human carcinogen. Recently, researchers found that the pigments from Chlorociboria species, Scytalidium cuboideum, and Scytalidium ganodermophthorum could be carried in some natural oils, which opened up a potential method of delivering pigments onto a host of substrates without utilizing DCM. Although the pigments can be carried in oil, no testing has thus far been conducted as to how oil affects the binding properties of the pigments onto textiles, or how the oil might affect the pigments directly. In this paper, the pigments produced by three well-known wood-rotting fungi were carried in raw linseed oil and applied to cotton, polyester, and nylon. Only the red pigment produced visible color change on the textiles. Cotton and polyester showed the greatest color change when the pigments were dripped onto the fabric, while polyester showed the most color when the textile was submerged into the pigment solution. Unfortunately, the colors faded significantly for all the tests except the saturation test. This indicates that while natural oils may be excellent, nontoxic alternative carriers for DCM, the pigments are not stable within them except at very high concentrations, and therefore natural oils—including raw linseed oil—are not ideal for use in conjunction with these pigments.
1. Introduction
Global textile fiber consumption was approximately 213 billion lbs in 2016 [1], and the majority of the fibers were used in textiles that had to be dyed or printed. As a major world industry, in the most recent decade, textile and apparel manufactures have geared up to develop environmentally friendly and stainable technologies to rectify two main issues associated with textile dyeing and printing: (1) the heavy energy and water consumption [2] and (2) the use of toxic dyes, chemicals, and the associated environmental pollution [3].
To reduce water and thermal energy consumption in textile coloration, several technologies have since been developed, such as dyeing with supercritical fluid carbon dioxide (SC–CO2) and digital textile printing with an inkjet printer [4]. Although dyeing with SC–CO2 for polyester fabrics has been successfully commercialized, the traditional toxic synthetic dyes are still in use and there remains much research to be done before this technology can be applied to all textile fibers [5,6]. As for textile coloration using digital inkjet printing technology, although it presents a promising energy-saving alternative, conventional synthetic dyes as well as chemical binders are used, and there is often the need for fabric pre-treatments, as well as post fabric heat curing, steaming, and washing [7,8].
Most importantly, printing quality and colorfastness remain to be optimized by additional fabric pre-treatments [9]. The search for non-toxic and less polluting dyes for textile coloration has led to a re-examination of natural dyes from various sources such as plants, animals, and microbes [10]. However, most of the natural dyes derived from plants or animals not only do not meet the quantity demands for mainstream textile production, but also their dependence on mordants for color fast quality still remains [11].
Among the various natural sources investigated, microbes have been found that can produce a large range of pigments [11]. Aside from a relatively “fast” growth rate, some of these pigments have also been shown to pose color quality potential for textile applications [12,13]. In recent years, fungal pigments obtained from sustainable natural colonies of infected wood have been successfully extracted for the coloration of wood products [14]. Preliminary research found that fungi specifically adapted to growth on internal wood substrates have exceptional UV resistance [15]. Due to their better color consistency and stability, these pigments have also been studied for use as environmentally friendly alternatives to petroleum-derived synthetic dyes used in the textile industry [15]. Currently, green, red, and yellow pigments from the wood-staining fungi (Chlorociboria aeruginosa (Oeder) Seaver, C. aeruginascens (Nyl.) Kanouse, Scytalidium cuboideum (Sacc. & Ellis) Sigler & Kang, and S. ganodermophthorum Kang, Sigler, Y.W. Lee & S.H. Yun) have been extracted and used in the dyeing of cotton, polyester, acrylic, nylon, and wool [15]. These pigments have been found to be not only stable in light, but also in all weather conditions. They are also stable through sweating, do not fade with hot water washing, and for some of the pigments, are not even removable with bleach [15]. The blue-green pigment from the Chlorociboria species is known as xylindein, a naphthoquinone [16]. The red from Scytalidium cuboideum is known under a common name as “draconin red”, was first detailed by Golinski et al. [17], and is a naturally occurring crystal [18]. The nature of the yellow pigment from Scytalidium ganodermophthorum is still under investigation.
Unlike conventional dyeing, fungal pigments are from sustainable sources, do not require water and thermal energy for application, and bind readily to numerous substrates. In addition, the growth of fungal pigments requires minimal energy inputs, with only minor biological materials (such as barley malt). Although these fungal pigments can grow in water, organic solvents are needed in order to extract and apply the pigments. In addition, experimental data show that once bound to a substrate (e.g., a fabric) these pigments cannot be solubilized without harsh organic solvents [19,20] due to their insoluble nature in most solvents, including water. Although this low solubility characteristic lends the pigments good colorfastness for textile applications, it also presents challenges—in particular, for finding a non-toxic carrier for pigments in textile dyeing.
Although a few organic solvents (e.g., acetone, acetonitrile, and tetrahydrofuran) have been found that can carry a small amount of fungal pigments, there are issues with the color consistency and stability of the pigments in these solvents [19,20]. To date, dichloromethane (DCM) has been found to be the most effective solvent for the pigment extraction and as the carrier for textile coloration, and is the lowest toxicity solvent in which the pigments remain stable [20]. Using DCM as carrier in textile dyeing, the fungal pigments remain in solution and only bind to the textile when the solvent evaporates. The DCM can be recaptured and recycled [15]. Unfortunately, the process through which the recycling takes place involves extensive infrastructure, which many companies do not have in place. Because of this, and due to DCM’s toxicity, efforts have been made to explore other carriers.
Nontoxic natural oils have long been used as binders of pigments for oil paintings [15]. Among them, linseed oil (also known as flaxseed oil) has been used most widely as a carrier for oil paints due to its fast drying, high concentration of linolenic acid, and polymer-forming properties [15,20]. Not only is linseed oil a common carrier used in oil paints [21], but it can also be used as a painting medium, making oil paints more fluid, transparent, and glossy [20]. Preliminary studies [22] of several natural oils—including five types of linseed oil—as potential fungal pigment carriers show that many of these oils were excellent carriers, and specifically that raw linseed exhibited not only a high carrying capacity of the pigments, but also color stability. When mixed with the fungal pigment, raw linseed oil not only does not affect the pigment color, but also allows different pigment colors to be blended to some degree [21,23]. Thus far, this different pigment color blending capacity has not been possible in solvent carriers. However, the oil-carried pigments have not been tested on any substrate and while the pigments are stable in solution, this does not mean that they will remain so throughout the oil polymerization process.
Although linseed oils have demonstrated the capacity to carry fungal pigments without affecting their colors, it is the purpose of this study to examine the potential of dyeing textiles with raw linseed oil as the pigment carrier. Three commonly used textile fibers—cotton, polyester, and nylon—will be subjected to dyeing of oil-dissolved fungal pigments, and the range of color produced in each fiber fabric will be investigated. If the pigments extracted from these fungi can be applied to various textiles using oil as carrier and are found to be color stable, their use in commercial textile production could potentially replace toxic dyes/pigments and eliminate the use of chemical auxiliaries, as well as reduce water and energy consumption during textile coloration.
2. Materials and Methods
Fabrics with a composition of 100% polyester, 100% cotton, and 100% nylon each were used for testing. All three of them were plain weaved, bleached, and unfinished. The fabric weights were light to medium, their densities (known as fabric count) were 156 (71 × 85, meaning 71 warp yarns and 85 filling yarns per 2.54 cm of fabric) for nylon, 144 (71 × 73) for cotton, and 140 (68 × 72) for polyester. All the samples were cut in concurrent sections of 5.08 cm by 5.08 cm, and 5.08 cm by 12.7 cm.
Three different tests were performed: dripping, saturation, and submersion. Previous textile tests with the aforementioned fungal pigments showed significant differences in pigment binding and uptake between application methods (dripping and submersion) [19]. A saturation test was performed to determine how saturated (how “dark”) the textiles could become, to help determine the color range possible.
The tests utilized fungal pigments placed in raw linseed oil (Sunnyside Corp. 87332, produced in Wheeling, IL, USA) from the fungi Chlorociboria aeruginosa (blue/green, UAMH 11657, isolated from a hardwood log in Canada), Scytalidium cuboideum (pink/red, UAMH 4802, isolated from oak, location unknown), and Scytalidium ganodermophthorum (yellow, UAMH 10320, from South Korea). The pigments were extracted from wood-amended 2% MEA (malt extract agar) malt agar plates, then placed into raw linseed oil as described in Robinson et al. [21]. The amended plates contained finely ground white rotted, sterilized wood shavings that stimulate pigment production [22]. Extracted pigments were added to the raw linseed oil in their DCM carrier, and then the DCM was evaporated off, leaving the pigments in oil solution.
The color analysis was performed on the samples using a Konika Minolta CR-5 colorimeter (Konika Minolta, Tokyo, Japan) using the CIE L*a*b colorspace with the Delta E 2010 calculation (wherein delta E gives information on the overall color change between a target sample (control) and the tested sample (the one with the pigment). All tests were performed at a temperature of 21 ± 2 °C, and 65% relative humidity, as described below.
The colored oil was prepared following the methodology outlined by Robinson et al. [21]. Pigments were extracted from the three fungi mentioned above from woodchip-amended malt agar plates using DCM [21]. The color was standardized using the baseline established by Hinsch et al. [20] and then added to raw linseed oil until the carrying capacity of the raw linseed oil was reached [21]. The solvent was then evaporated off, leaving the pigment suspended in the linseed oil.
2.1. Dripping Test
The dripping test consisted of applying 1, 5, 10, 15, or 20 drops of the oil-solubilized pigments onto each different fabric using a 1 mL pipette (brand Gilson, Middleton, WI, USA) and pipettor tips. Each drop had a weight average of 0.02443 ± 0.00107 g. The test had six repetitions for each material and treatment as well, making a total of 90 samples in total. Additionally, five control samples were taken for each treatment.
The color analysis started 5 min after the treatment, and readings were taken across five intervals: 10 min, 1 h, 24 h, and 7 days.
2.2. Submersion Test
15 borosilicate glass beakers of 250 mL each (VWR, Radnor, PA, USA) were filled with 100 mL of fungal pigment carried in raw linseed oil. A different beaker was used for each testing time and fabric type. The fabrics (cotton, nylon, and polyester) were submerged in the oil without covering the beakers, and the replicates were removed at 5 min, 10 min, 1 h, 24 h, and 7 days. Six replicates were used for each treatment and fabric, making a total of 90 samples.
After the treatment time, the samples were placed on a white paper towel (brand Boardwalk, produced in USA). Color analysis was performed at 5 min, 10 min, 1 h, 24 h, and 7 days.
2.3. Saturation Test
For this test, six samples of each fabric were used for each treatment, making a total of 72 samples. All the samples were placed on a mesh tray (thin gauge wire stretched across a wood frame). 5 drops of pigment were applied to the samples with a 1 mL pipette. After 48 h of the application, six replicates from each fabric were taken to be analyzed. On the remaining samples, 5 more drops were added and after another 48 h, six of this samples were taken to be color analyzed. This process was repeated until reaching 20 drops on the last set of fabrics (at which point the pigment merely ran off the fabric).
The controls had the same treatment, but raw linseed oil with no fungal pigment was used.
The statistical analysis was performed using SAS 9.8 (brand SAS Institute, Cary, NC, USA). A three-way ANOVA was run for each test. For the dripping test, the independent variables were time of measurement, number of drops, and type of material. For the submersion test, the independent variables were amount of time submerged, the time of the reading, and the type of material. For the saturation test, the independent variables were time of the reading, number of drops, and the type of material. When needed, two-way and one-way ANOVAs were performed (according to the interactions present). A Tukey HSD was performed to determine where the differences lay at α = 0.05. The dependent variable for all tests was the Delta E calculation.
3. Results
3.1. Preliminary Results
Initially the testing as described above was performed with all three colors: blue-green of Chlorociboria aeruginosa, red pigment of Scytalidium cuboideum, and the yellow pigment of Scytalidium ganodermophthorum. However, the blue-green and yellow pigments produced no visual color change after 24 h in any of the textiles after going through the entire dripping test. Therefore these two pigments were not carried forward into the other tests.
3.2. Final Testing—Dripping
The three-way ANOVA for the dripping test was significant at p < 0.0001. There were no significant three-way interactions, and neither was the two-way interaction between drops and time significant. The interaction between fabric and drops was significant at p < 0.0001. The Tukey test showed the most color change on cotton at 15 drops (41.99), although the delta E value was not significantly different than cotton at 20 drops (39.83), cotton at 10 drops (39.52), and polyester at 10 drops (37.67). The combination with the least significant color change was nylon at 1 drop (12.77). Overall, nylon had the least amount of color change, and across fabrics there was no significant difference in color between 20, 15, or 10 drops for cotton or polyester.
3.3. Final Testing—Submersion
The three-way ANOVA was significant at p < 0.0001, and there were no three-way interactions. Only the two-way interaction of fabric type by exposure was significant. The amount of time any of the fabrics were submerged did not significantly affect the color change. The results from this test were not surprising. Previous work has shown that the pigments from these fungi only bind to their substrate once the carrier has evaporated [24]. With no evaporation possible while in submersion, the textiles will all take up the same amount of pigment no matter how long they are submerged.
For fabric by time, polyester at 5 min had the most color change (20.65), but it was not significantly different than polyester at 1 h (19.41) or polyester at 1 min (19.05). The nylon tests had the least amount of significant color change overall. In terms of general color fade over time from the submersion test, polyester took the full week to have a significant color decrease. With cotton the color faded significantly after 1 h and continued to decrease through the entirety of the test. Nylon followed a similar color degradation pattern.
3.4. Final Testing—Saturation
The three-way ANOVA was not significant. Of the two-way ANOVAs, only fabric type by number of drops was significant at p = 0.0026. Polyester with 20 drops (34.36) had significantly more color change than polyester at 5 drops (28.24), however the other amounts were not significantly different from one another. For cotton the color change was not significantly different between 15 drops (30.83) and 20 drops (29.34), but both were significantly higher than cotton at 5 drops (20.32). The greatest color change on nylon was at 20 drops (27.03), but it was only significantly different than nylon at 5 drops (14.40). Overall, the amount of different layers added did not appear to significantly affect the color change of any fabric after 10 drops, which confirms the results found in the dripping test.
4. Discussions
4.1. Preliminary Results
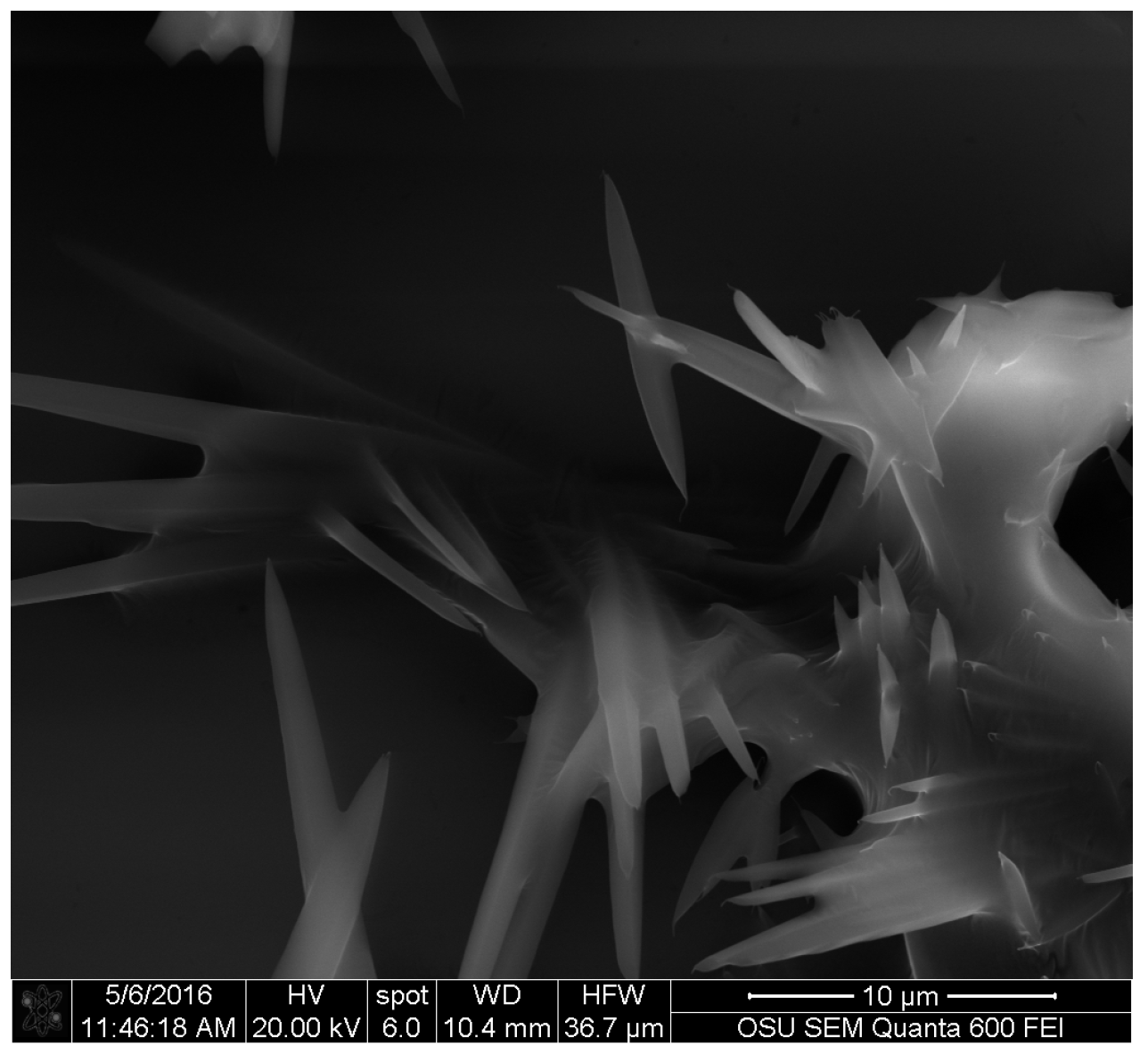
While the failure of the blue-green and yellow is surprising noting the success of the two pigments in textiles when using DCM as a carrier [25], it may very well be explained by the phenomenon noted in Robinson et al. [21], that found not only a link between the polymerization of natural oils and a degradation of the pigment carried within them, but also a clear affinity for the red pigment for most natural oils that was much greater than that for the other two pigments. That the oil itself was colored appropriately before being placed on the textiles, and that the color came through initially on the textiles and then faded over the course of one day, lends itself to the likelihood that oil polymerization is indeed responsible for the decolorization of the blue-green and yellow pigments. Is also noteworthy that previous studies have determined that the structures of the green and yellow pigments are amorphous, and thus more likely to react and depolymerize with the oils [18,26]. On the other hand, the red pigment has a crystalline structure (Figure 1) which can confer higher stability in the pigment molecule, giving it more resistance to further reactions with the oil [18].
4.2. Final Testing—Dripping
Previous tests with the red pigment used herein have found significant color differences when applied between cotton and polyester (with a DCM carrier) [25]; these differences appear to have equalized when using raw linseed oil as the carrier. As the carrier is the differentiating factor, the difference may be due to the slow evaporation time of the oil. Previous tests [19,27] have shown that the colors on various substrates “build” in saturation with more coats applied, but only if the carrier from the previous application has completely dried. When using DCM, this process is quite fast and textiles either capable of holding more pigment, or upon which the pigment has a unique formation [18] (e.g., polyester), end up with a much higher amount of color change. In contrast, when multiple layers are applied while the carrier is still present, the pigment does not bind to the substrate. In this particular instance, the oil was likely not given enough time to dry between applications (which can be seen in the lack of color change after approximately ten drops applied, regardless of textile). This then inhibited more pigment binding, which may not have allowed polyester to take on as much pigment as is usually possible. It is also possible that the oil carrier somehow interfered with the “normal” way in which DCM-carried red pigment normally wraps around polyester fiber. A follow-up study using SEM or TEM microscopy would be needed to confirm this. Either way, the extensive drying time is problematic when considering commercial applications.
4.3. Final Testing—Submersion
The results for the submersion test are also consistent with previous work [25] that found the red pigment produced superior color and was much more permanent through various textile tests on polyester than on other fabrics. Recent studies have also found a crystal-like structure in the red fungal pigment coming from Scytalidium cuboideum [18,26]. It has been hypothesized that the unique structure of the crystal is the reason for its permanence on polyester, due to the way it attaches to the fibers [18].
4.4. Final Testing—Saturation
As with the submersion test, it is possible that the issue with a lack of color change after 10 drops may have more to do with the amount of time the oil needs to dry than with the saturation of the fibers with the pigment. Increasing amounts of oil should take increasing amounts of time to dry, and as previously stated, the fungal pigments will not bind when their original carrier is present. Although 48 h was sufficient time for the oil to have absorbed, the fabrics were still wet to the touch when more solution was applied. As such, there was little chance of the fabrics taking up more pigment or the pigment building upon previous layers.
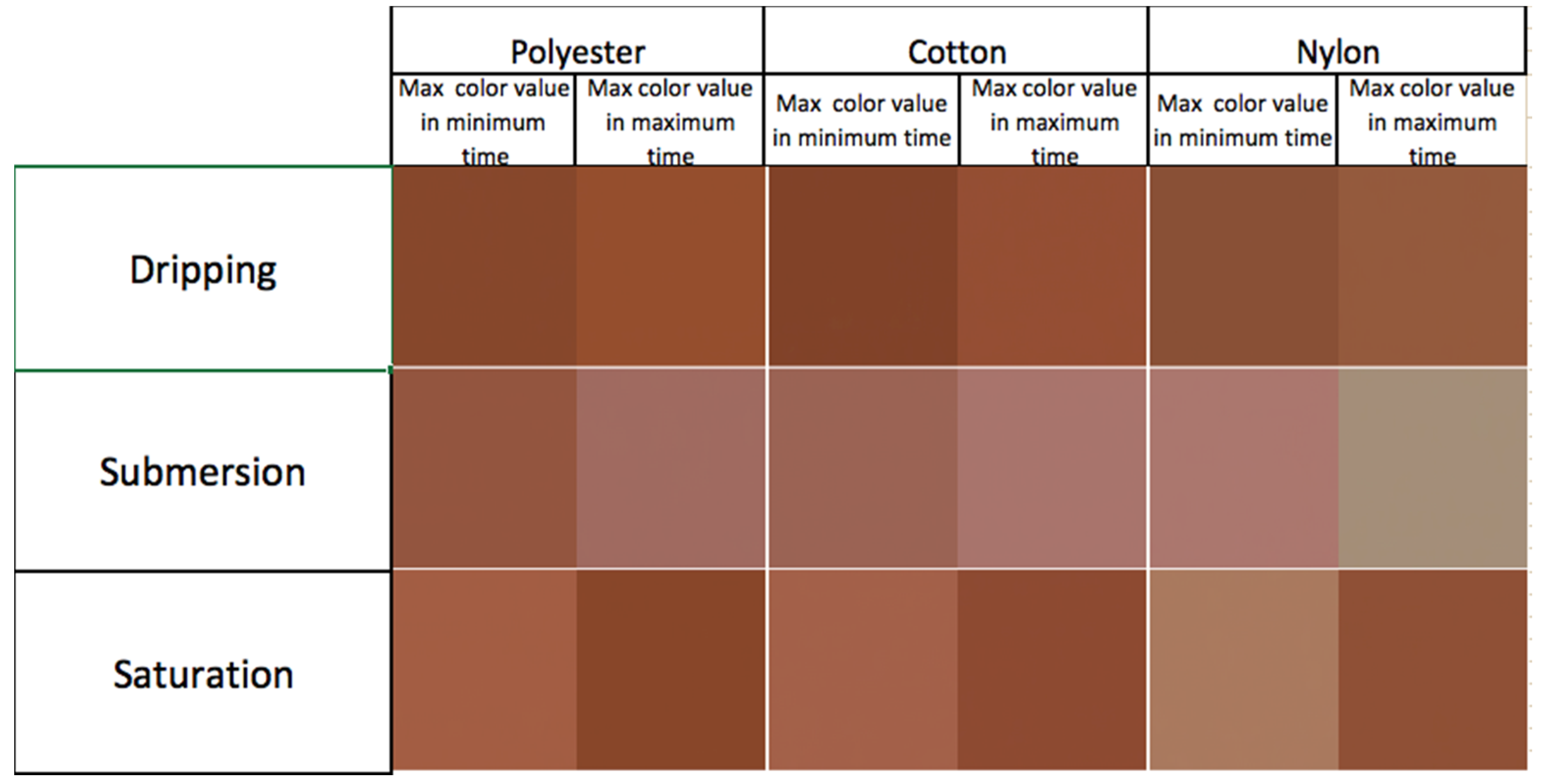
It is important to note that regardless of fabric type or application method, the color of the red pigment did fade over time in every instance, except for the saturation test, during which the pigments actually became darker (not significantly) (Figure 2).
As similar results have not been seen in the red pigment when carried in DCM [20], but has been noted in preliminary oil carrier work [21], it can be concluded that raw linseed oil—which was shown to be the best at carrying the fungal pigments—is not well-suited as carrier due to their polymerization and thereby the breakdown of the pigment. The fact that a fade was not seen in the saturation test is likely due to the large amount of oil pigment placed and the extensive drying time required to polymerize the entire treatment. It is likely that color fade would occur even with the saturation testing, if given enough time. Whether this is merely the case on textiles, or if it would also hold true on wood substrates or in something like paint requires further investigation.
5. Conclusions
The red pigment was the only one to successfully remain stable on the textiles after initial application. Specifically for the red pigment, cotton and polyester performed equally well in the dripping test, and polyester performed best in the submersion test. This suggests that different fabrics may produce different color change values according to the treatment applied and/or carrier used. However, even with the red pigment, the color did show significant reduction at the 7 days reading.
This research confirms the suspicions in Robinson et al. [21], that the polymerization of the tested oils—including the “top” carrier oil, raw linseed oil—makes these oils unsuitable for carrying the fungal pigments in the long term when applying them to textiles. There may be other classes of oils that do not cause such degradation of the pigments, and future research should consider investigating those areas, as the toxicity of DCM as a carrier for these novel textile colorants is the one large hurdle holding back wood-decay fungal pigments from commercialization. As the red pigment does not degrade in solution of raw linseed oil, other media (e.g., wood or paint) should also be investigated for use with the pigments. It may be that the textiles themselves are contributing to the reaction, and that the pigment on wood or in paints might not degrade.
Supplementary Materials
The following are available online at https://www.mdpi.com/2079-6412/7/10/152/s1. Table S1: Average delta E values for the dripping test, by material; Figure S1: Interaction graph (delta E values) for number of drops by fabric type; Figure S2: Delta E values for the dripping test, by fabric. Different letters represent statistical difference at alpha = 0.05. The highest delta E value for polyester was 43.99, the highest for cotton: 44.81, and the highest for nylon: 36.42; Figure S3: Delta E values by number of drops in the dripping test. Different letters represent statistical difference at alpha = 0.05; Figure S4: An interaction graph showing the delta E values across fabrics for the submersion test; Figure S5: Delta E across fabrics in the submersion test. Different letters represent statistical difference at alpha = 0.05; Figure S6: Delta E values by time of reading in the submersion test. Different letters represent statistical difference at alpha = 0.05; Figure S7: Delta E values by color across polyester, nylon, and cotton in the saturation test. Different letters represent statistical difference at alpha = 0.05; Figure S8: Delta E values by number of drops in the saturation test. Different letters represent statistical difference at alpha = 0.05; Figure S9: An interaction graph for the delta E values in the saturation test (number of drops by fabric type).
Acknowledgments
The authors gratefully acknowledge the financial support provided by the Walmart Manufacturing Innovation Fund for this work.
Author Contributions
Mardonio E. Palomino Agurto, Seri C. Robinson and Hsiou-Lien Chen conceived and designed the experiments; Mardonio E. Palomino Agurto performed the experiments and analyzed the data; Mardonio E. Palomino Agurto, Hsiou-Lien Chen, Seri C. Robinson, and Sarath M. Vega Gutierrez wrote the paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- The Fiber Year 2016: World Survey on Textiles & Nonwovens; The Fiber Year Consulting; The Fiber Year GmbH: Speicher, Switzerland, 2016; Issue 16.
- Kant, R. Textile dyeing industry an environmental hazard. Nat. Sci. 2012, 4, 22–26. [Google Scholar] [CrossRef]
- Zaffalon, V. Climate change, carbon mitigation and textiles. Text. World 2010, 160, 34–35. [Google Scholar]
- Montero, G.A.; Smith, C.B.; Hendrix, W.A.; Butcher, D.L. Supercritical fluid technology in textile processing: An overview. Ind. Eng. Chem. Res. 2000, 39, 4806–4812. [Google Scholar] [CrossRef]
- Saus, W.; Knittel, D.; Schollmeyer, E. Dyeing of textiles in supercritical carbon dioxide. Text. Res. J. 1993, 63, 135–142. [Google Scholar] [CrossRef]
- Perrut, M. Supercritical fluid applications: Industrial developments and economic issues. Ind. Eng. Chem. Res. 2000, 39, 4531–4535. [Google Scholar] [CrossRef]
- Gupta, S. Inkjet printing—A revolutionary ecofriendly technique for textile printing. Indian J. Fibre Text. Res. 2001, 26, 156–161. [Google Scholar]
- Xue, C.-H.; Shi, M.-M.; Chen, H.-Z.; Wu, G.; Wang, M. Preparation and application of nanoscale microemulsion as binder for fabric inkjet printing. Colloids Surf. A Physicochem. Eng. Asp. 2006, 287, 147–152. [Google Scholar] [CrossRef]
- Fan, Q.; Kim, Y.K.; Perruzzi, M.K.; Lewis, A.F. Fabric pretreatment and digital textile print quality. J. Imaging Sci. Technol. 2003, 47, 400–407. [Google Scholar]
- Samanta, A.K.; Konar, A. Dyeing of textiles with natural dyes. In Natural Dyes; Kumbasar, E.P.A., Ed.; InTech: Rijeka, Croatia, 2011. [Google Scholar]
- Samanta, A.K.; Agarwal, P. Application of natural dyes on textiles. Indian J. Fibre Text. Res. 2009, 3, 384–399. [Google Scholar]
- Sharma, D.; Gupta, C.; Aggarwal, S.; Nagpal, N. Pigment extraction from fungus for textile dyeing. Indian J. Fibre Text. Res. 2012, 37, 68–73. [Google Scholar]
- Hamlyn, P.F. Fungal biotechnology. British Mycological Society Newsletter, May 1998. [Google Scholar]
- Atalla, M.; El-Khrisy, E.A.M.; Youssef, Y.A.; Mohamed, A. Production of textile reddish brown dyes by fungi. Malays. J. Microbiol. 2011, 7, 33–40. [Google Scholar]
- Robinson, S.C.; Tudor, D.; Cooper, P.A. Feasibility of using red pigment producing fungi to stain wood for decorative applications. Can. J. Forest Res. 2011, 41, 1722–1728. [Google Scholar] [CrossRef]
- Saikawa, Y.; Watanabe, T.; Hashimoto, K.; Nakata, M. Absolute configuration and tautomeric structure of xylindein, a blue-green pigment of Chlorociboria species. Phytochemistry 2000, 55, 237–240. [Google Scholar] [CrossRef]
- Golinksi, P.; Krick, T.P.; Blanchette, R.A.; Mirocha, C.J. Chemical characterization of a red pigment (5,8-dihydroxy-2,7-dimethoxy-1,4-naphthalenedione) produced by Arthrographis cuboidea in pink stained wood. Holzforschung 2009, 49, 407–410. [Google Scholar]
- Vega Gutierrez, S.; Robinson, S.C. Microscopic analysis of pigments extracted from spalting fungi. J. Fungi 2017, 3, 15. [Google Scholar] [CrossRef]
- Weber, G.; Chen, H.-L.; Hinsch, E.; Freitas, S.; Robinson, S. Pigments extracted from the wood-staining fungi Chlorociboria aeruginosa, Scytalidium cuboideum, and S. ganodermophthorum show potential for use as textile dyes. Color. Technol. 2014, 130, 445–452. [Google Scholar] [CrossRef]
- Hinsch, E.M.; Weber, G.; Chen, H.-L.; Robinson, S.C. Colorfastness of extracted wood-staining fungal pigments on fabrics: A new potential for textile dyes. J. Text. Apparel Technol. Manag. 2015, 9, 1–11. [Google Scholar]
- Robinson, S.C.; Gutierrez, S.M.V.; Garcia, R.A.C.; Iroume, N.; Vorland, N.R.; McClelland, A.; Huber, M.; Stanton, S. Potential for carrying dyes derived from spalting fungi in natural oils. J. Coat. Technol. Res. 2017, 14, 1107–1113. [Google Scholar] [CrossRef]
- Robinson, S.C.; Tudor, D.; Snider, H.; Cooper, P.A. Stimulating growth and xylindein production of Chlorociboria aeruginascens in agar-based systems. AMB Express 2012, 2, 15. [Google Scholar] [CrossRef] [PubMed]
- Gimeno-Adelantado, J.V.; Mateo-Castro, R.; Doménech-Carbó, M.T.; Bosch-Reig, F.; Doménech-Carbó, A.; Casas-Catalán, M.J.; Osete-Cortina, L. Identification of lipid binders in paintings by gas chromatography: Influence of the pigments. J. Chromatogr. A 2001, 922, 385–390. [Google Scholar] [CrossRef]
- Lazzari, M.; Chiantore, O. Drying and oxidative degradation of linseed oil. Polym. Degrad. Stab. 1999, 65, 303–313. [Google Scholar] [CrossRef]
- Hinsch, E.M. A Comparative Analysis of Extracted Fungal Pigments and Commercially Available Dyes for Colorizing Textiles. Master’s Thesis, Oregon State University, Corvallis, OR, USA, June 2015. [Google Scholar]
- Vega Gutierrez, S.M. Spalting Fungi: Genetic Identification, Material Interactions and Microscopical Characteristics of Extracted Pigments. Ph.D. Thesis, Oregon State University, Corvallis, OR, USA, December 2017. [Google Scholar]
- Vega Gutierrez, S.M.; Vega Gutierrez, P.T.; Godinez, A.; Pittis, L.; Huber, M.; Stanton, S.; Robinson, S.C. Feasibility of coloring bamboo with the application of natural and extracted fungal pigments. Coatings 2016, 6, 37. [Google Scholar] [CrossRef]
Figure 1.
Crystalline structures from the pigment of Scytalidium cuboideum.
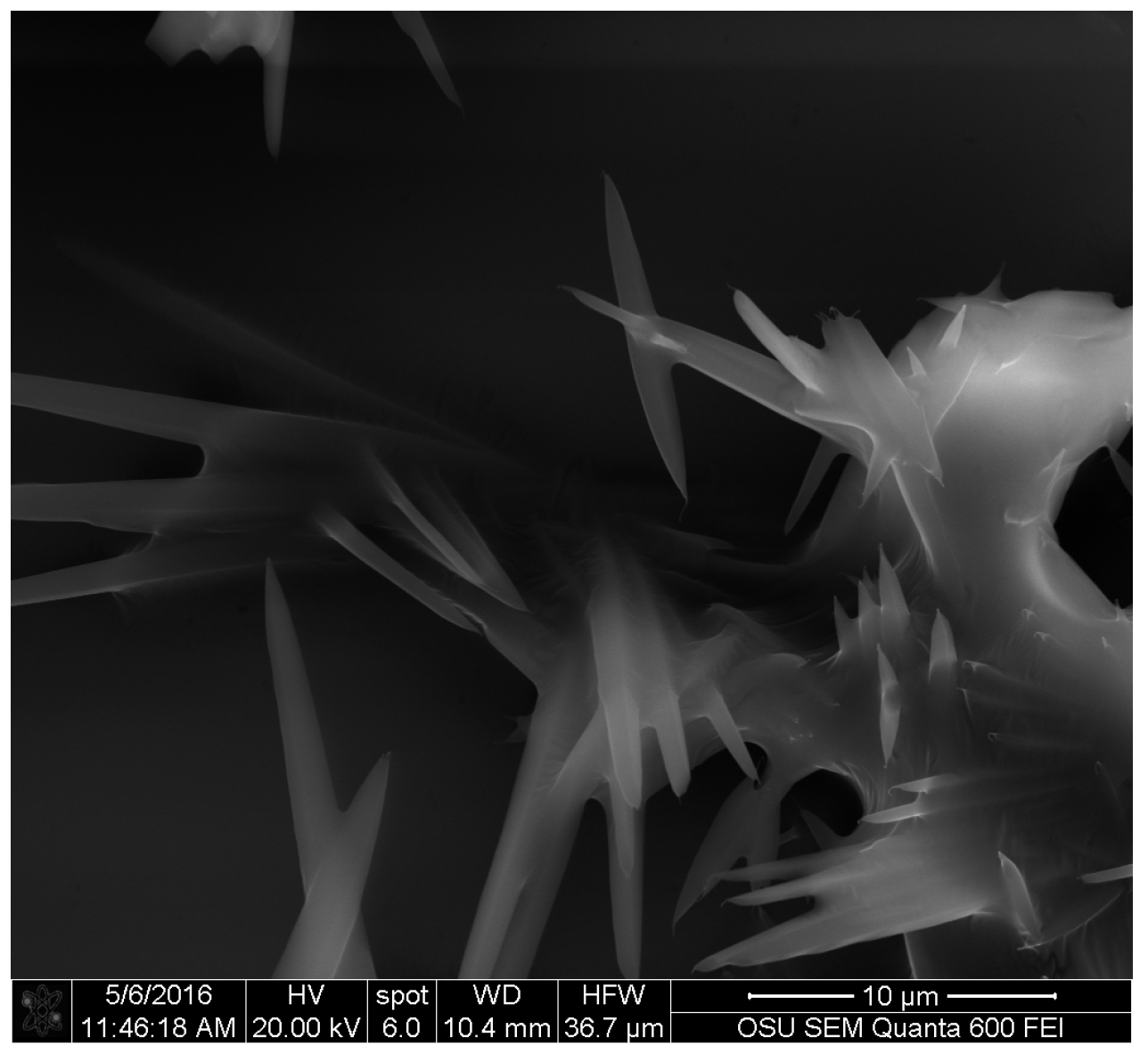
Figure 2.
Visual representation of the highest delta E values (max color) for all fabric types across all test types, to show fading. “Minimum time” represents the initial color of the textile upon the pigment being applied, and “maximum time” represents the final color on the last day of evaluation (one week).
Figure 2.
Visual representation of the highest delta E values (max color) for all fabric types across all test types, to show fading. “Minimum time” represents the initial color of the textile upon the pigment being applied, and “maximum time” represents the final color on the last day of evaluation (one week).
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Palomino Agurto, M.E.; Vega Gutierrez, S.M.; Chen, H.-L.; Robinson, S.C. Wood-Rotting Fungal Pigments as Colorant Coatings on Oil-Based Textile Dyes. Coatings 2017, 7, 152. https://doi.org/10.3390/coatings7100152
AMA Style
Palomino Agurto ME, Vega Gutierrez SM, Chen H-L, Robinson SC. Wood-Rotting Fungal Pigments as Colorant Coatings on Oil-Based Textile Dyes. Coatings. 2017; 7(10):152. https://doi.org/10.3390/coatings7100152
Chicago/Turabian StylePalomino Agurto, Mardonio E., Sarath M. Vega Gutierrez, Hsiou-Lien Chen, and Seri C. Robinson. 2017. "Wood-Rotting Fungal Pigments as Colorant Coatings on Oil-Based Textile Dyes" Coatings 7, no. 10: 152. https://doi.org/10.3390/coatings7100152
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.