
Tribological and Wear Performance of Carbide Tools with TiB2 PVD Coating under Varying Machining Conditions of TiAl6V4 Aerospace Alloy

 ,
,
Abstract
:1. Introduction
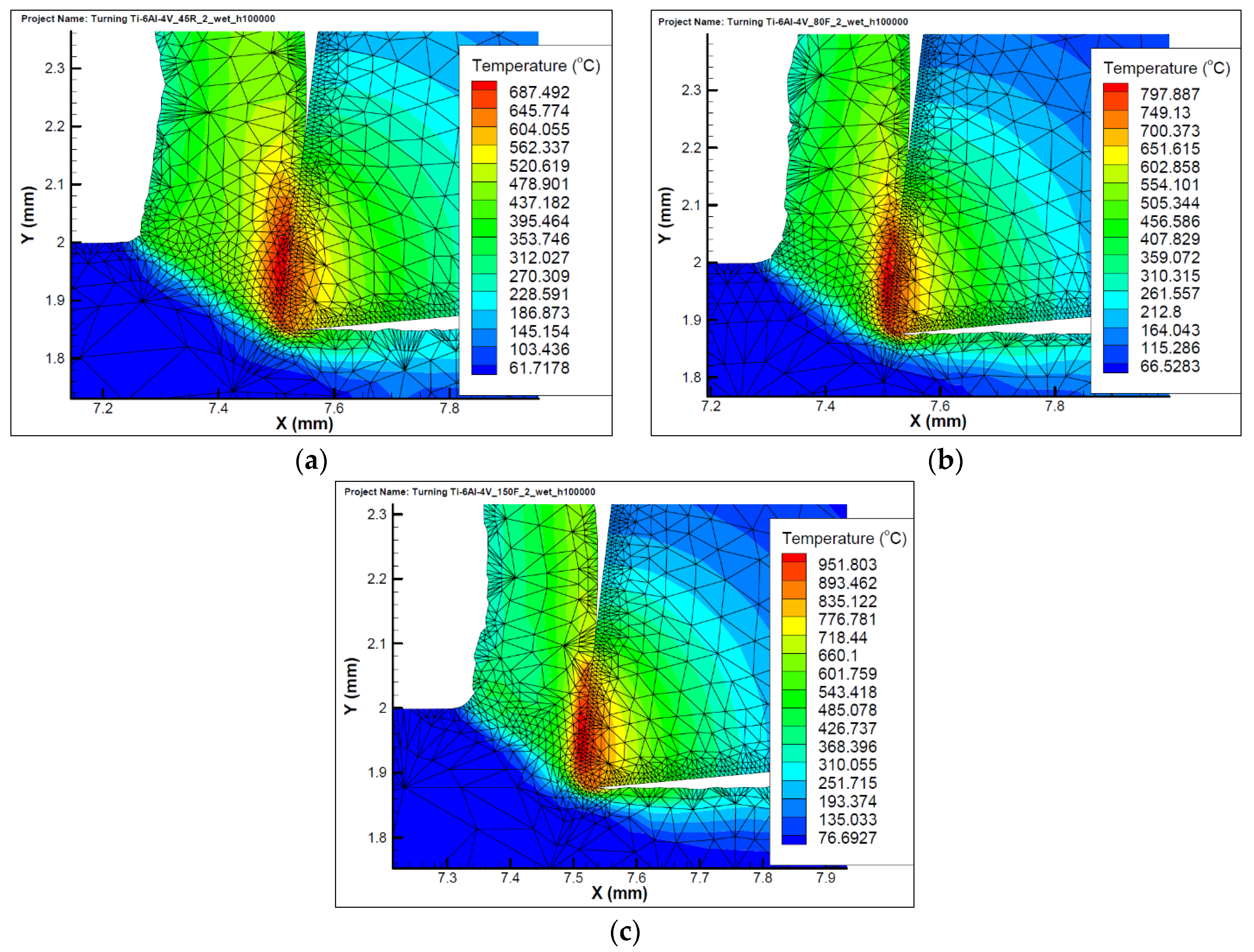
2. Finite Element Process Modeling
Research Methodology
- A: yield stress of the material under reference deformation conditions (MPa);
- B: strain hardening constant (MPa);
- n: strain hardening coefficient;
- C: strain rate strengthening coefficient;
- m: thermal softening coefficient;
- T: deformation temperature;
- Tr: room temperature;
- Tm: melting temperature of the material;
- ε: reference strain rate (1/s);
- 𝜀̇: equivalent plastic strain normalized with a reference strain rate;
- 𝜀̇0: plastic equivalent strain.
3. Experimental Procedure
4. Results and Discussion
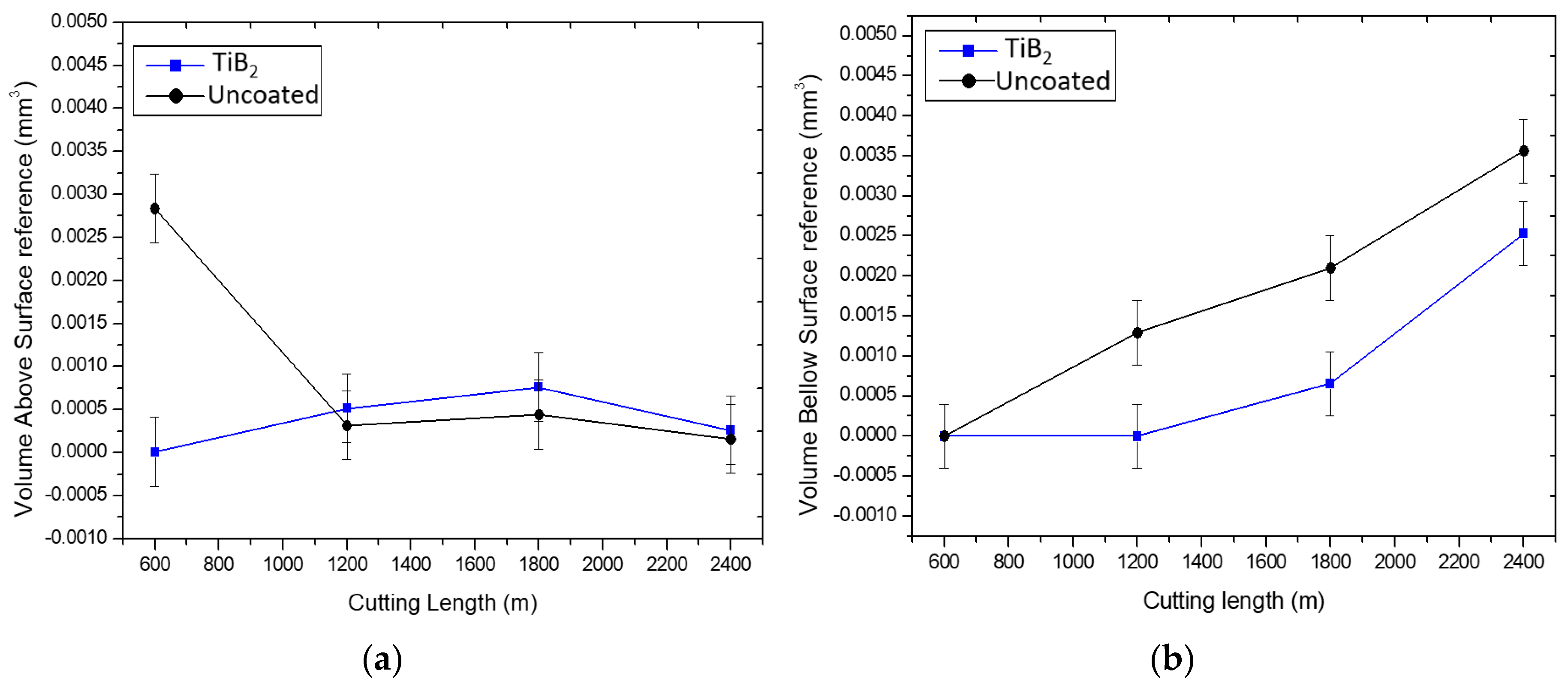
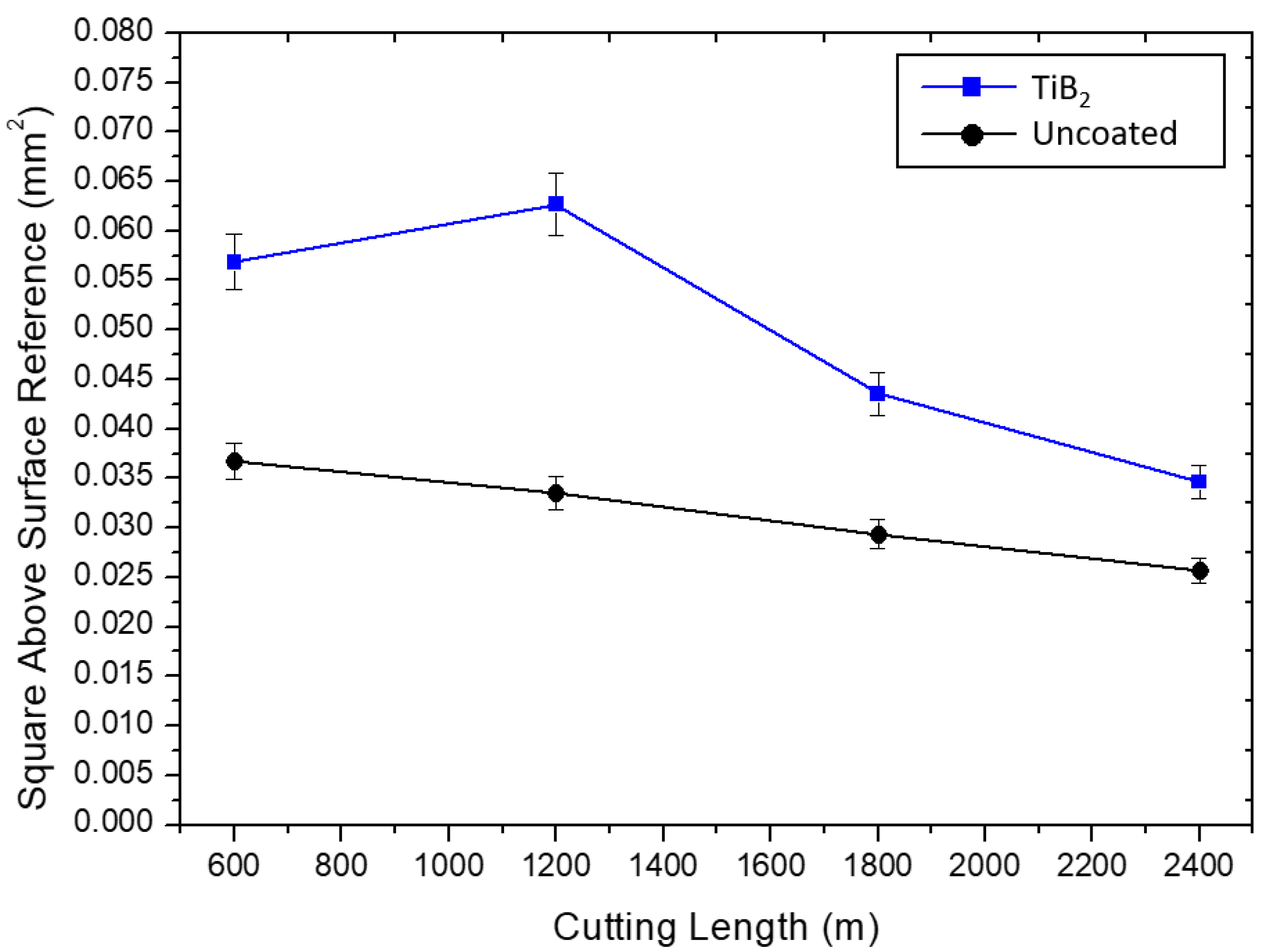
4.1. Wear Performance under Different Machining Conditions
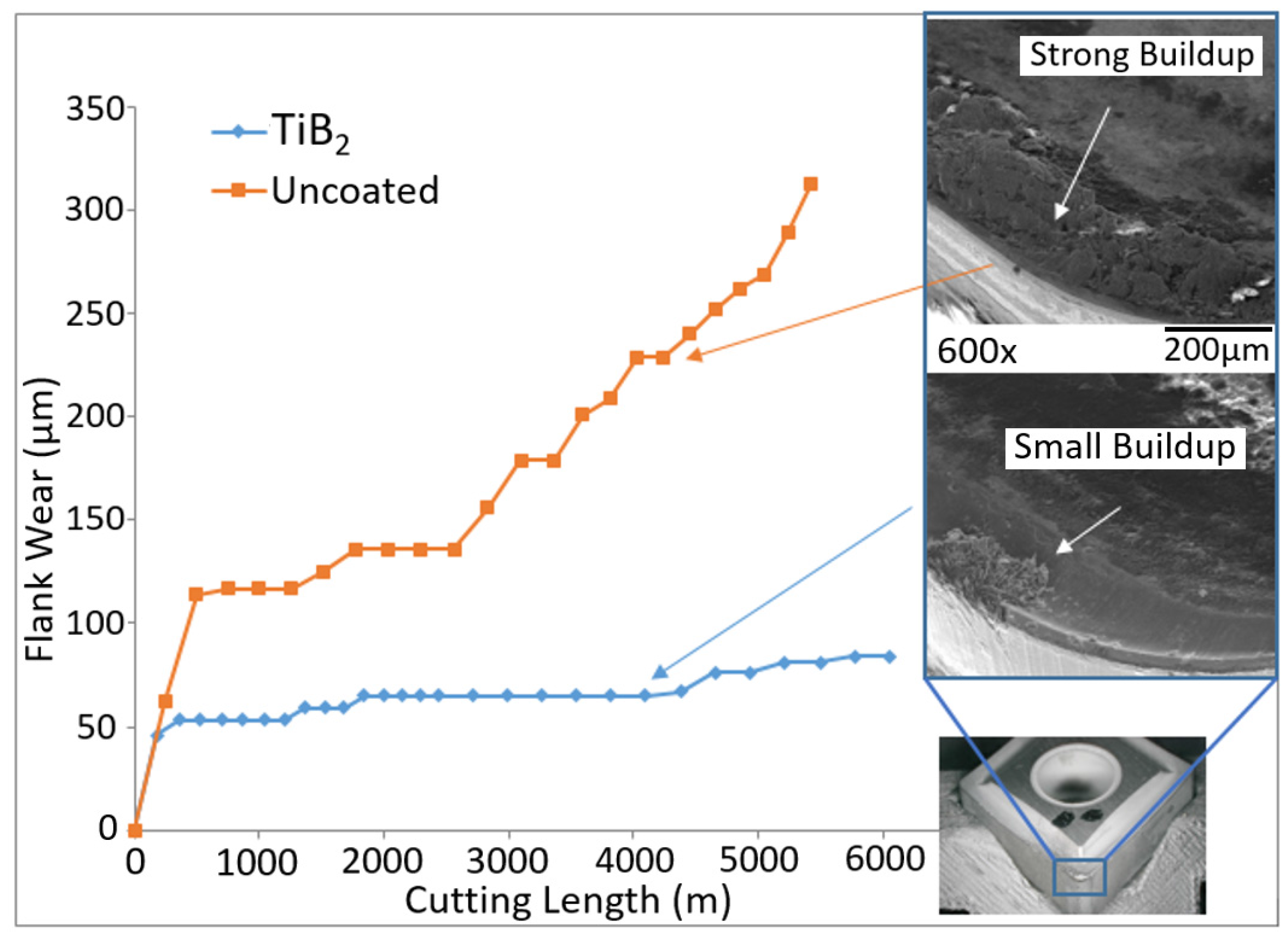
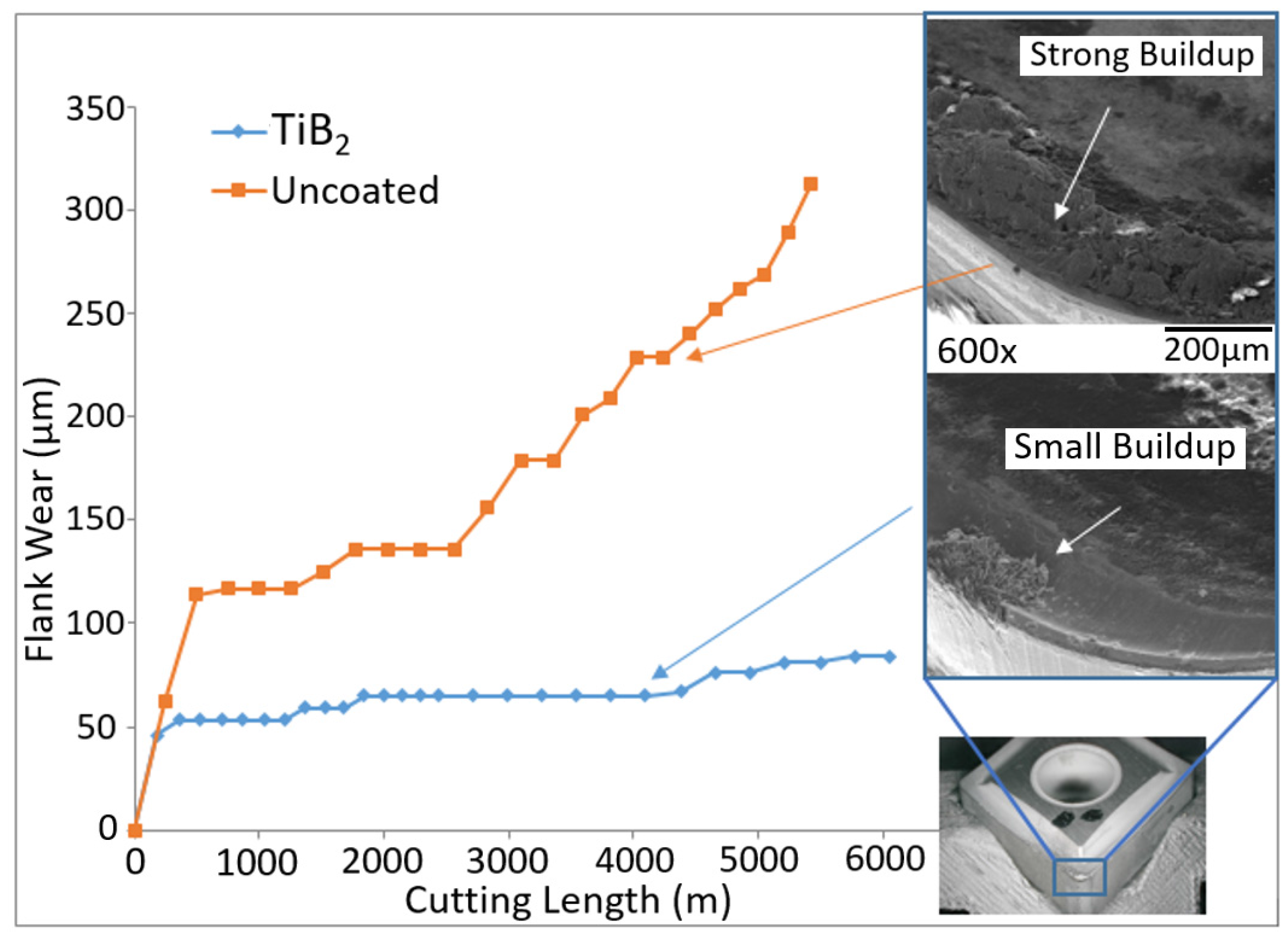
4.2. Rough Turning Operation at Low Speed
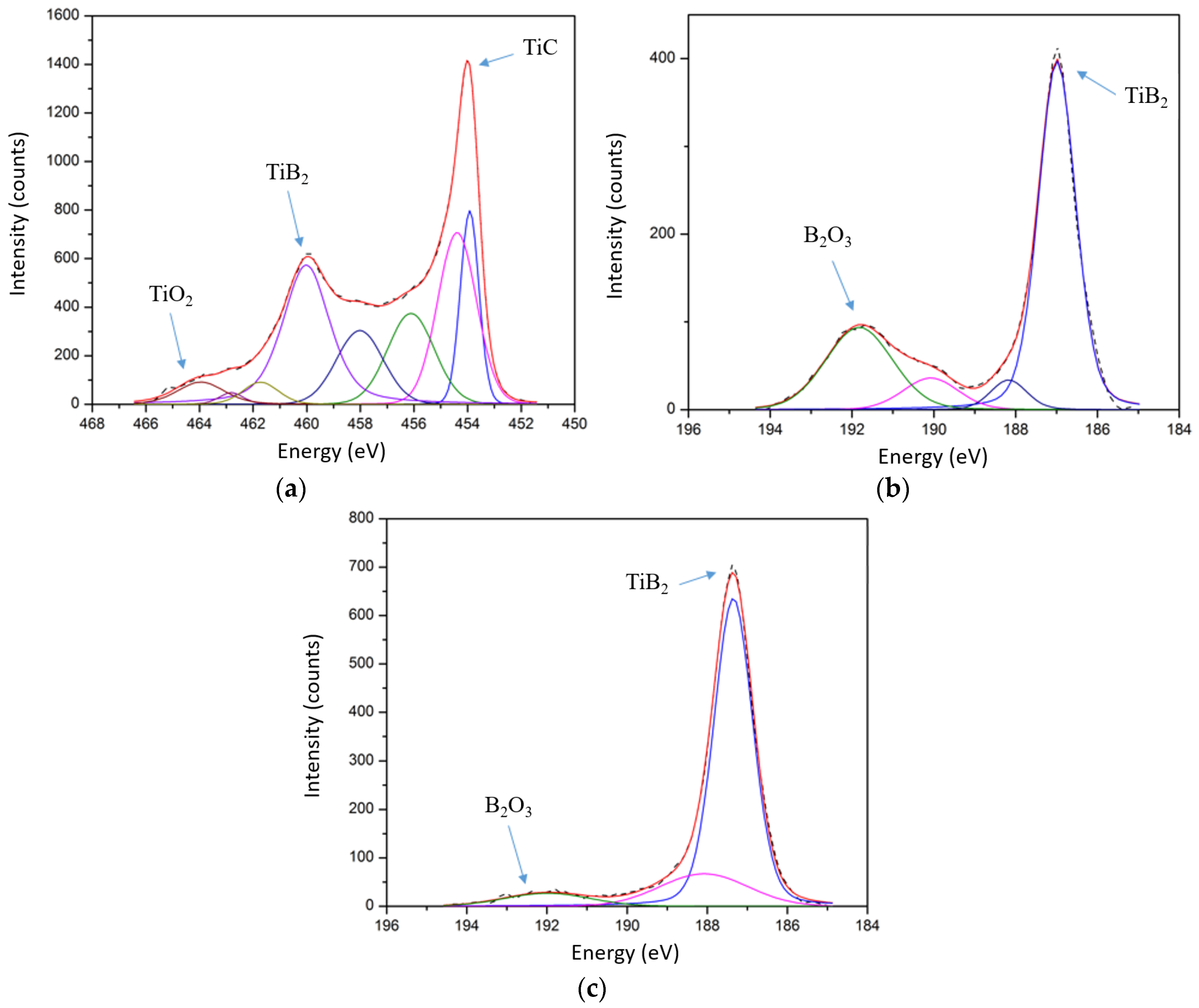
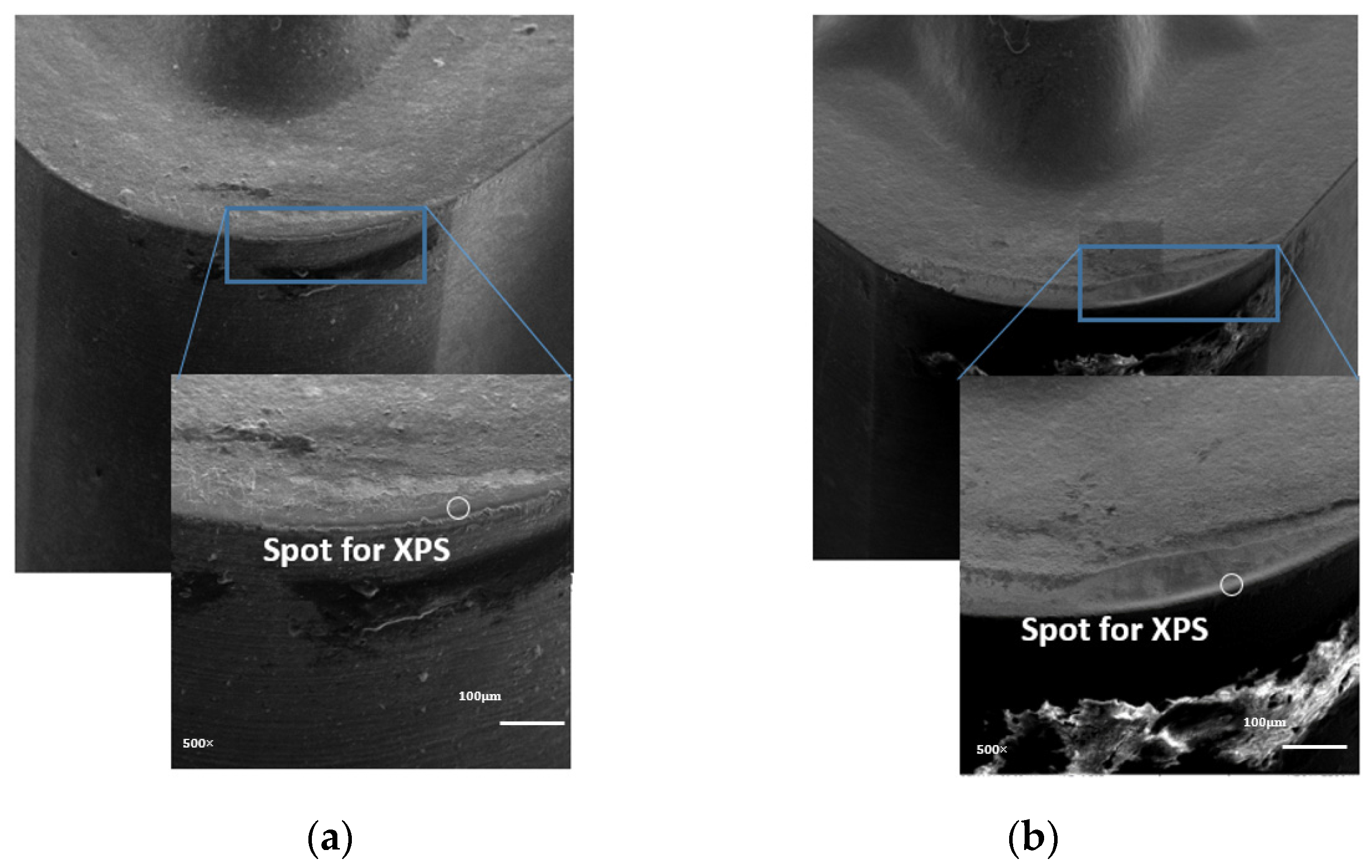
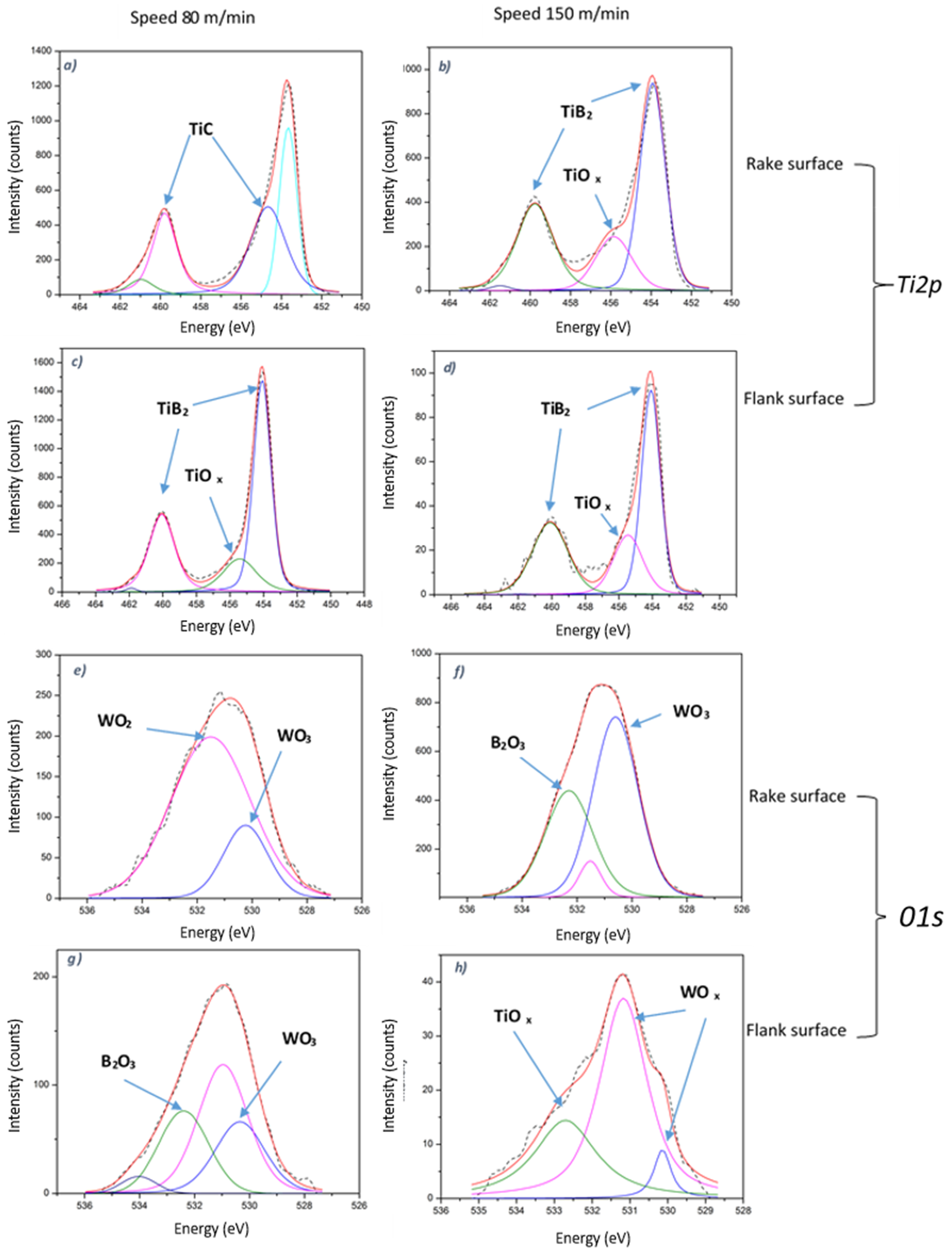
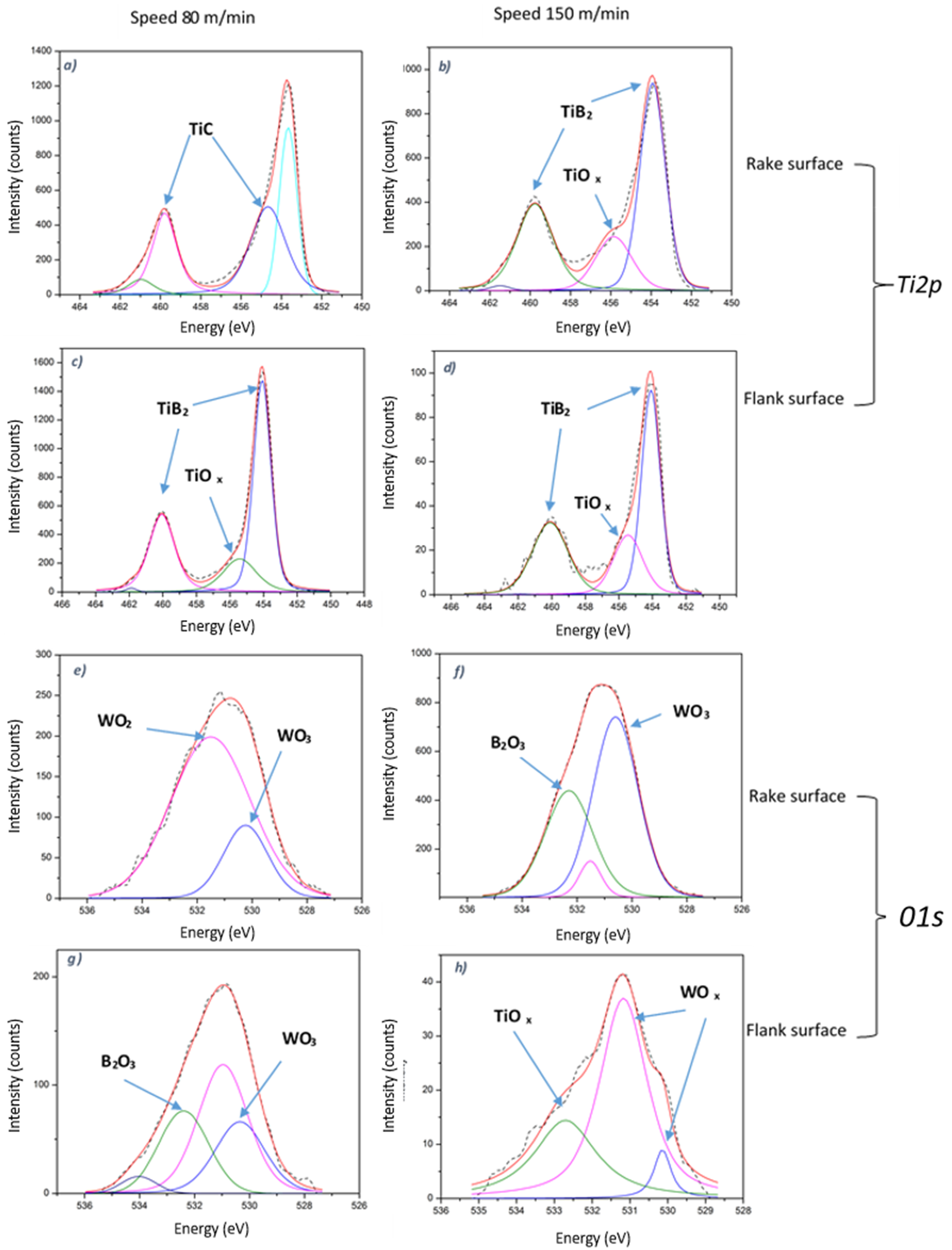
- Formation of a substantial amount (around 24.9 at.%) of B2O3 lubricating tribo-films, which reduce intensity of buildup edge formation through surface lubrication on the rake surface (Figure 3b);
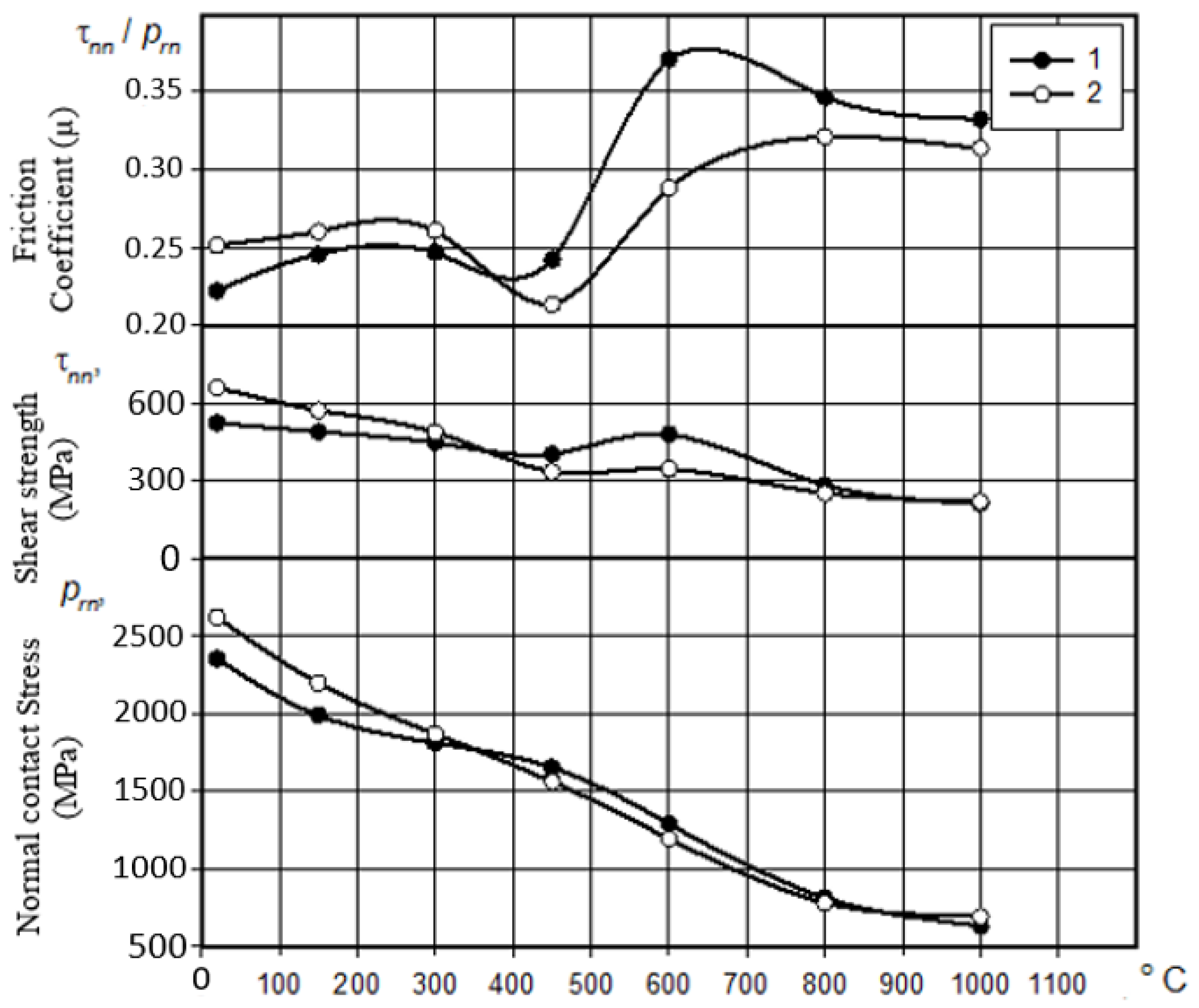
- Formation of a smaller amount (only 6.5%) of B2O3 lubricating tribo-films due to lower temperatures on the flank surface in correspondence to temperature profile presented in Figure 1a.
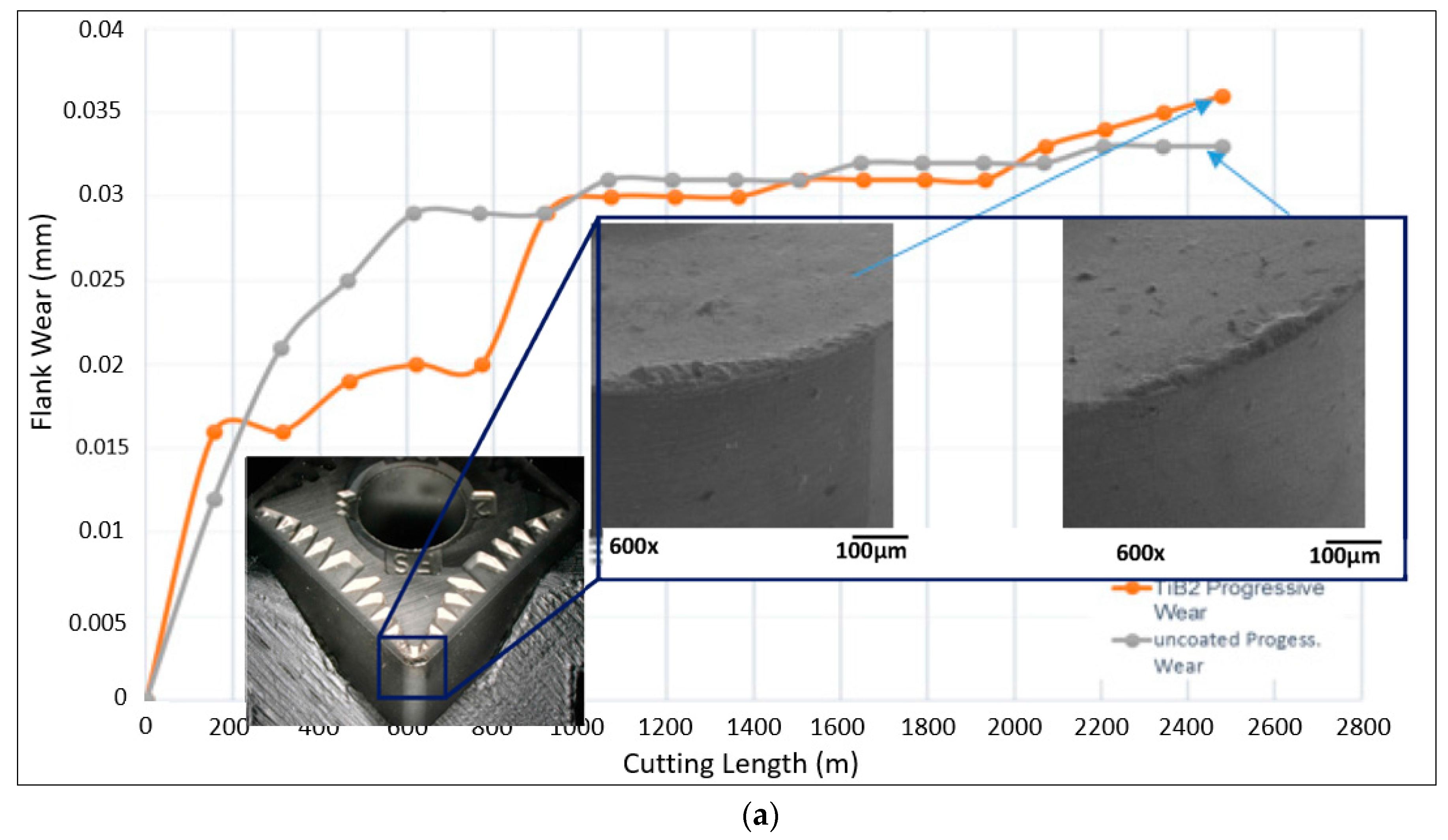
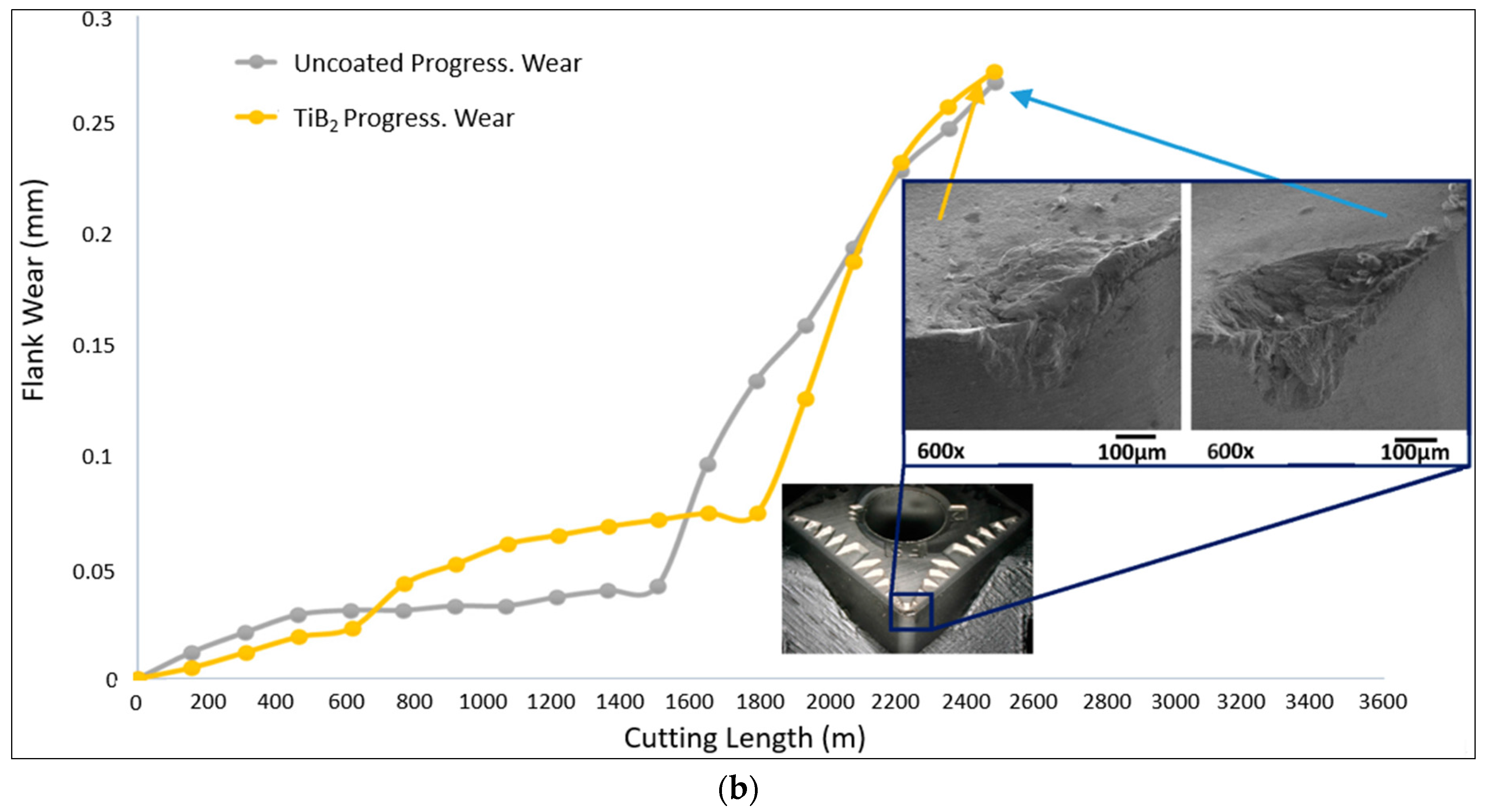
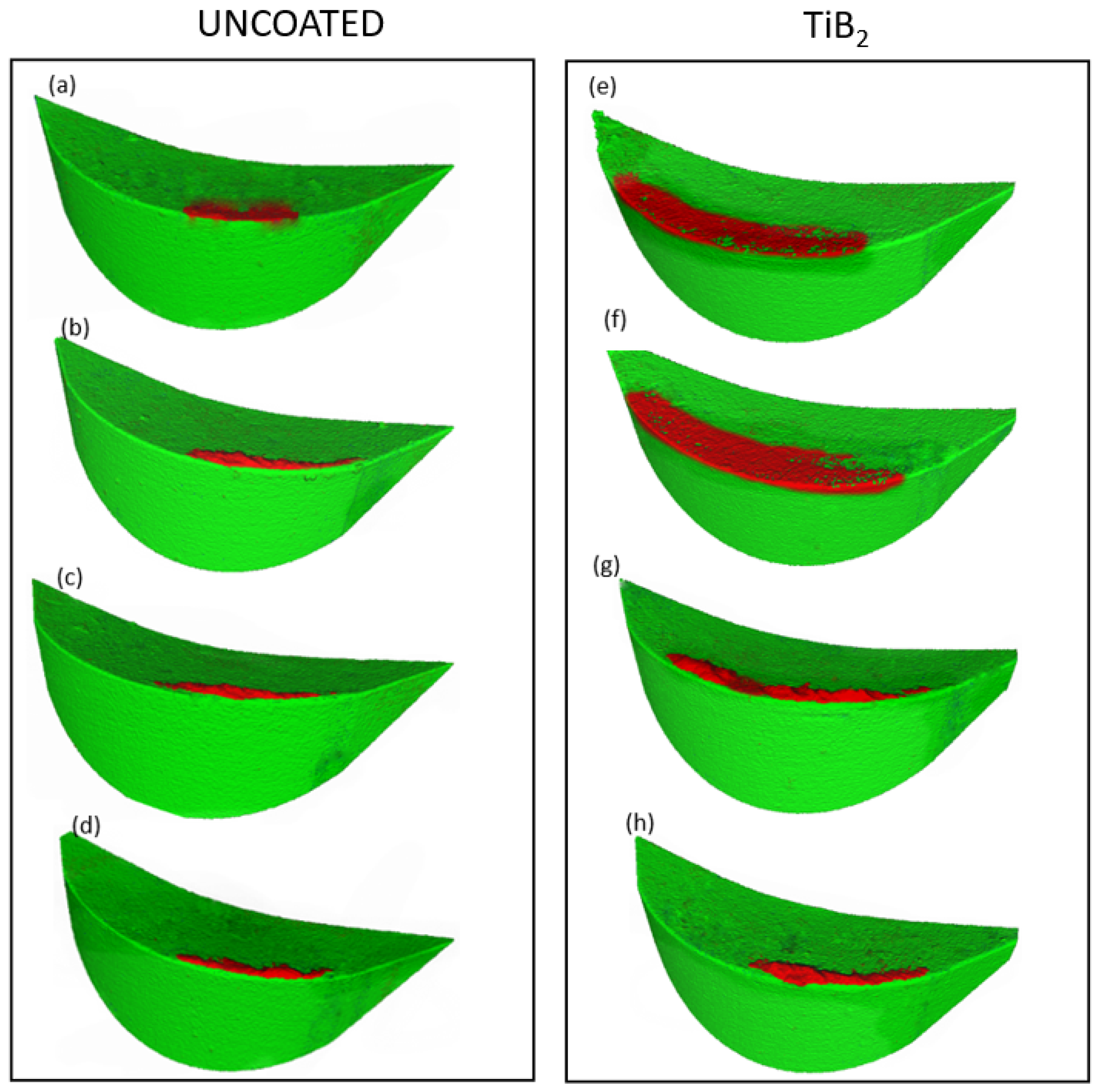
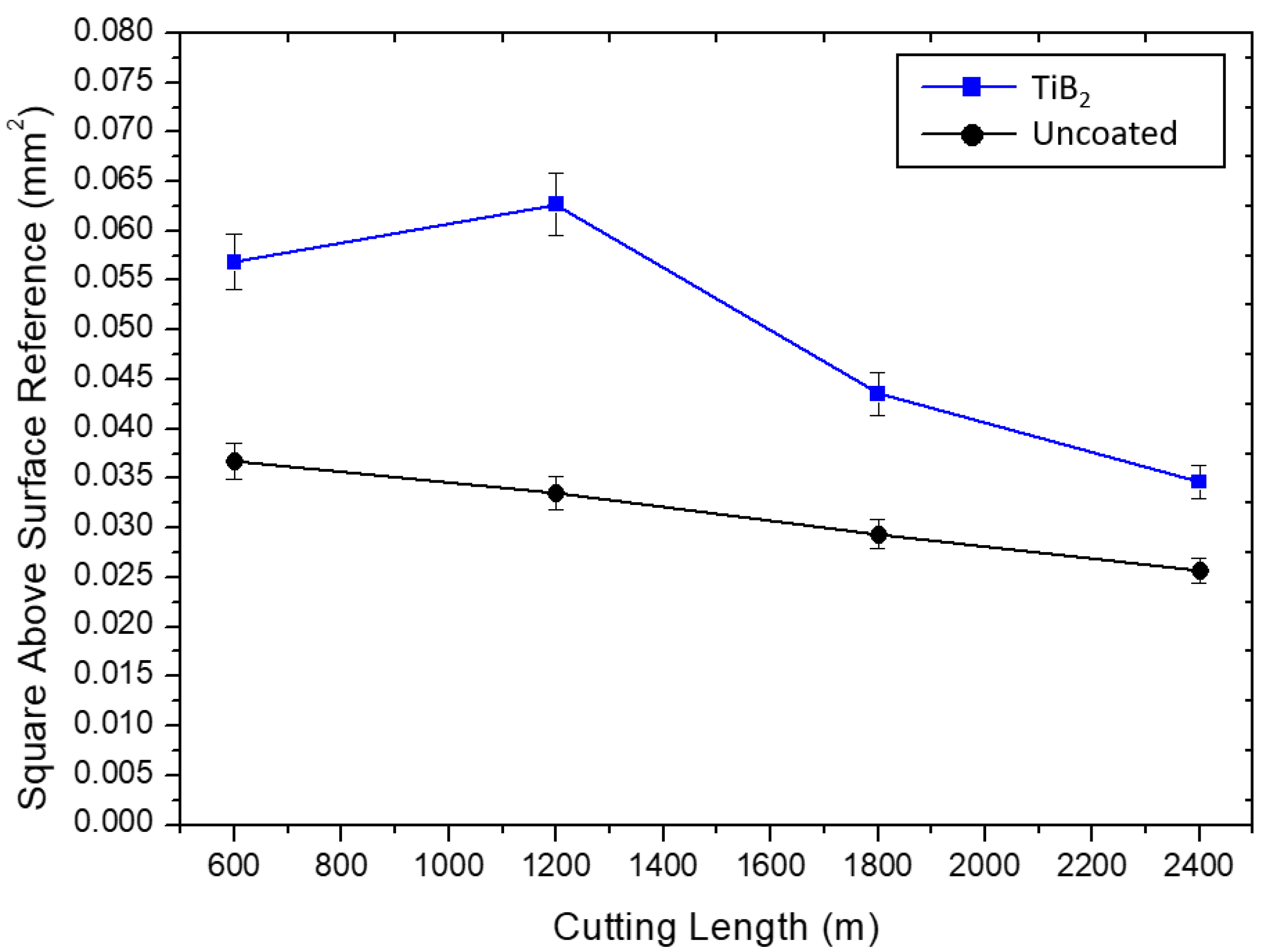
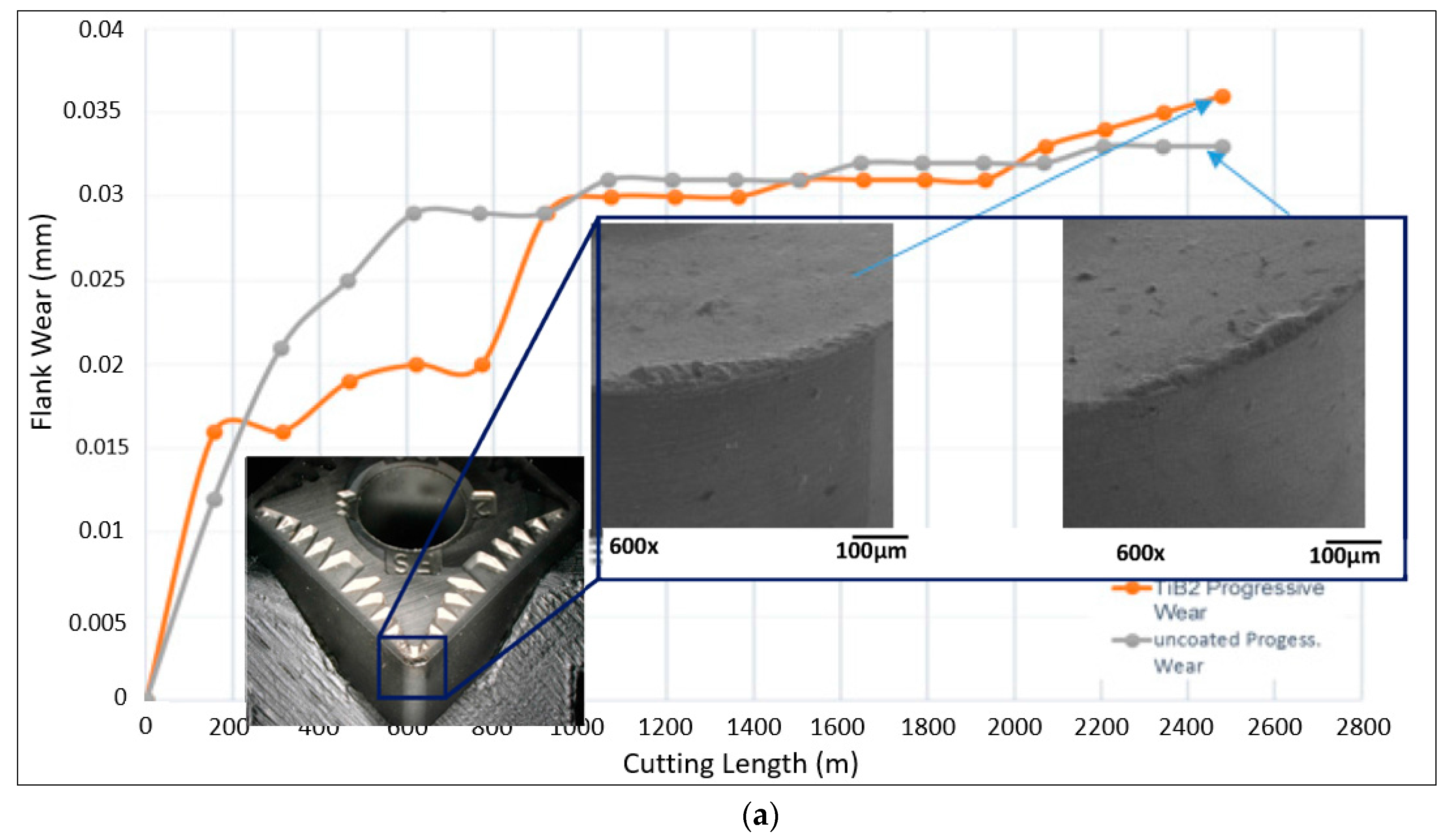
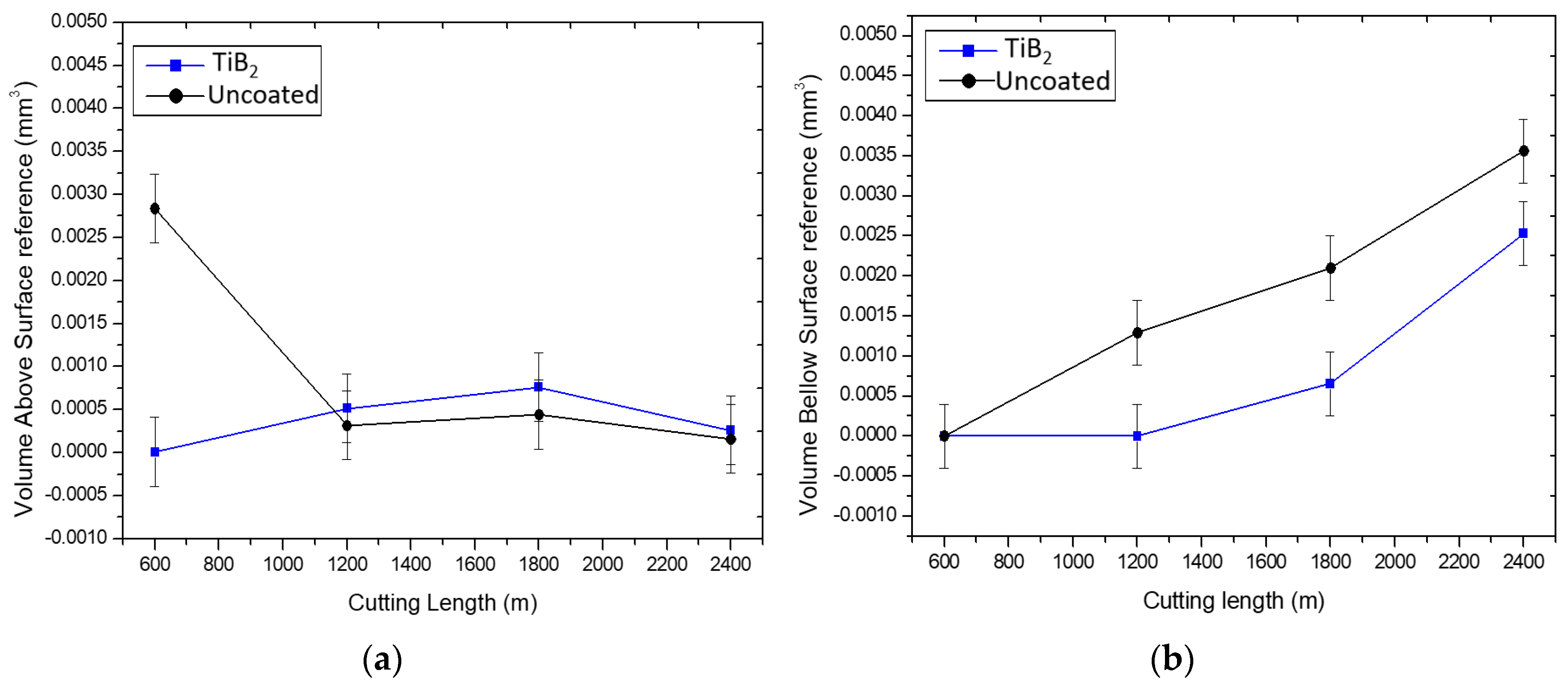
4.3. Finishing Operation
4.3.1. Machining at Lower Speeds: 80 m/min
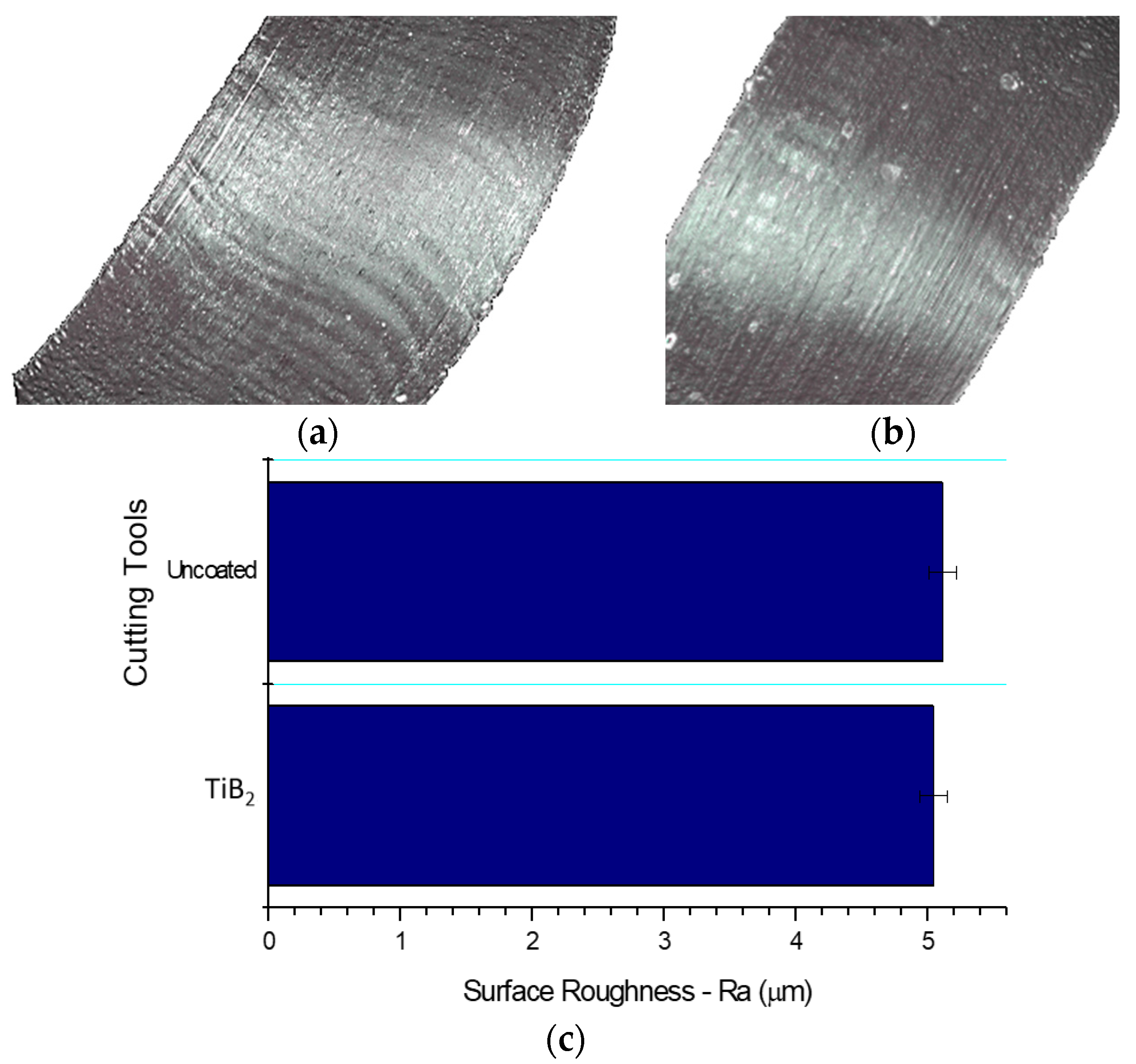
4.3.2. Machining at Higher Speeds of 150 m/min
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Veiga, C.; Davim, J.P.; Loureiro, A.J.R. Properties and applications of titanium alloys: A brief review. Rev. Adv. Mater. Sci. 2012, 32, 133–148. [Google Scholar]
- Guo, Y.B.; Li, W.; Jawahir, I.S. Surface integrity characterization and prediction in machining of hardened and difficult-to-machine alloys: A state-of-art research review and analysis. Mach. Sci. Technol. 2009, 13, 437–470. [Google Scholar] [CrossRef]
- Vogli, E.; Tillmann, W.; Selvadurai-Lassl, U.; Fischer, G.; Herper, J. Influence of Ti/TiAlN-multilayer designs on their residual stresses and mechanical properties. Appl. Surf. Sci. 2011, 257, 8550–8557. [Google Scholar] [CrossRef]
- Biksa, A.; Yamamoto, K.; Dosbaeva, G.; Veldhuis, S.C.; Fox-Rabinovich, G.S.; Elfizy, A.; Wagg, T.; Shuster, L.S. Wear behavior of adaptive nano-multilayered AlTiN/MexN PVD coatings during machining of aerospace alloys. Tribol. Int. 2010, 43, 1491–1499. [Google Scholar] [CrossRef]
- M’Saoubi, R.; Axinte, D.; Soo, S.L.; Nobel, C.; Attia, H.; Kappmeyer, G.; Engin, S.; Sim, W.M. High performance cutting of advanced aerospace alloys and composite materials. CIRP Ann. Manuf. Technol. 2015, 64, 557–580. [Google Scholar] [CrossRef]
- Cherukuri, R.; Molain, P. Lathe Turning of Titanium Using Pulsed Laser Deposited, Ultra-Hard Boride Coatings of Carbide Inserts. Mach. Sci. Technol. 2003, 7, 119–135. [Google Scholar] [CrossRef]
- Arrazola, P.-J.; Garay, A.; Iriarte, L.-M.; Armendia, M.; Marya, S.; Le Maître, F. Machinability of titanium alloys (Ti6Al4V and Ti555.3). J. Mater. Process. Technol. 2009, 209, 2223–2230. [Google Scholar] [CrossRef]
- Ikuta, A.; Shinozaki, K.; Masuda, H.; Yamane, Y.; Kuroki, H.; Fukaya, Y. Consideration of the adhesion mechanism of Ti alloys using a cemented carbide tool during the cutting process. J. Mater. Process. Technol. 2002, 127, 251–255. [Google Scholar] [CrossRef]
- Che-Haron, C.H.; Jawaid, A. The effect of machining on surface integrity of titanium alloy Ti–6%Al–4%V. J. Mater. Process. Technol. 2005, 166, 188–192. [Google Scholar] [CrossRef]
- Armendia, M.; Garay, A.; Iriarte, L.M.; Arrazola, P.J. Comparison of the machinabilities of Ti6Al4V and TIMETAL® 54M using uncoated WC–Co tools. J. Mater. Process. Technol. 2010, 210, 197–203. [Google Scholar] [CrossRef]
- Chowdhury, M.S.I.; Chowdhury, S.; Yamamoto, K.; Beake, B.D.; Bose, B.; Elfizy, A.; Cavelli, D.; Dosbaeva, G.; Aramesh, M.; Fox-Rabinovich, G.S.; et al. Wear behaviour of coated carbide tools during machining of Ti6Al4V aerospace alloy associated with strong built up edge formation. Surf. Coat. Technol. 2017, 313, 319–327. [Google Scholar] [CrossRef]
- Pamanik, A.; Littlefair, G. Machining of Titanium Alloy (Ti-6Al-4V)—Theory to application. Mach. Sci. Technol. 2015, 19, 1–49. [Google Scholar] [CrossRef]
- Corduan, N.; Himbart, T.; Poulachon, G.; Dessoly, M.; Lambertin, M.; Vigneau, J.; Payoux, B. Wear mechanisms of new tool materials for Ti-6Al-4V high performance machining. CIRP Ann. Manuf. Technol. 2003, 52, 73–76. [Google Scholar] [CrossRef]
- Hatt, O.; Crawforth, P.; Jackson, M. On the mechanism of tool crater wear during titanium alloy machining. Wear 2017, 374–375, 15–20. [Google Scholar] [CrossRef]
- Zhang, S.; Li, J.; Deng, J.; Li, Y. Investigation on diffusion wear during high-speed machining Ti-6Al-4V alloy with straight tungsten carbide tools. Int. J. Adv. Manuf. Technol. 2009, 44, 17–25. [Google Scholar] [CrossRef]
- Shaw, M.C. Metal Cutting Principles, 2nd ed.; Oxford University Press: Oxford, UK, 2005. [Google Scholar]
- Melkote, S.N.; Grzesik, W.; Outeiro, J.; Rech, J.; Schulze, V.; Attia, H.; Arrazola, P.J.; M’Saoubi, R.; Saldana, C. Advances in material and friction data for modelling of metal machining. CIRP Ann. Manuf. Technol. 2017, 66, 731–754. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. Fracture characteristic of three metals subjected to various strains, strain rate, temperature and pressure. Eng. Fract. Mech. 1984, 21, 31–48. [Google Scholar] [CrossRef]
- Lee, W.S.; Lin, C.F. High-temperature deformation behaviour of Ti6Al4V alloy evaluated by high strain-rate compression tests. J. Mater. Process. Technol. 1998, 75, 127–136. [Google Scholar] [CrossRef]
- Chen, G.; Ren, C.; Yang, X.; Jin, X.; Guo, T. Finite element simulation of high-speed machining of titanium alloy (Ti-6Al-4V) based on ductile failure model. Int. J. Adv. Manuf. Technol. 2011, 56, 1027–1038. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Kovalev, A.I.; Shuster, L.S.; Bokiy, Y.; Dosbaeva, G.K.; Wainstein, D.L. Characteristic features of alloying HSS-based deformed compound powdered materials with consideration for tool self-organization at cutting. Wear 1997, 206, 214–220. [Google Scholar] [CrossRef]
- ISO 25178-2:2012 Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters; International Organization for Standardization: Geneva, Switzerland, 2012.
- Qi, H.S.; Mills, B. Formation of a transfer layer at the tool-chip-interface during machining. Wear 2000, 245, 136–147. [Google Scholar] [CrossRef]
- Aouadi, S.M.; Gao, H.; Martini, A.; Scharf, T.W.; Muratore, C. Lubricious oxide coatings for extreme temperature applications: A review. Surf. Coat. Technol. 2014, 257, 266–277. [Google Scholar] [CrossRef]
- Narutaki, N.; Murakoshi, A.; Motonishi, S.; Takeyama, H. Study on Machining of Titanium Alloys. CIRP Ann. Manuf. Technol. 1983, 32, 65–69. [Google Scholar] [CrossRef]
- Senda, T.; Yamamoto, Y.; Ochi, Y. Friction and Wear Test of Titanium Boride Ceramics at Elevated Temperatures. J. Ceram. Soc. Jpn. 1993, 101, 461–465. [Google Scholar] [CrossRef]
- Munro, R.G. Material Properties of Titanium Diboride. J. Res. Natl. Inst. Stand. Technol. 2000, 105, 709–720. [Google Scholar] [CrossRef] [PubMed]
- Hartung, P.D.; Kramer, M.; von Turkovich, B.F. Tool Wear in Titanium Machining. CIRP Ann. 1982, 31, 75–80. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Property | Workpiece | Tool | Coolant | |
| Density, ρ (kg/m3) | 4430 | 15,700 | 980 | ||
| Elastic modulus, E (GPa) | 110 | 705 | – | ||
| Poisson’s ratio, ʋ | 0.33 | 0.23 | – | ||
| Specific heat, Cρ (J/kg·°C) | 670 | 178 | – | ||
| Thermal conductivity, λ (W/m·°C) | 6.6 | 24.0 | – | ||
| Expansion Coefficient, αd W (μm/m/°C) | 9 | 5 | – | ||
| Tmelt (°C) | 1630 | – | – | ||
| Troom (°C) | 20 | ||||
| Contact | Heat transfer Coeff., h (kW/m²·K) | 10 | |||
| Heat partition Coeff., α | 0.5 | ||||
| Friction coefficient, μ | 0.2 | ||||
| Coolant mode | Emulsion—Flood | ||||
| Coolant Concentration | 6% | ||||
| Jet Coolant Radius (mm) | 5 | ||||
| Friction energy transferred into heat, E | 100% | ||||
| Johnson-Cook Constitutive Model Parameters for TiAl6V4 Alloy | A (MPa) | B (MPa) | C | n | m |
| 782 | 498 | 0.028 | 0.28 | 1 | |
| Machining Operation | Cutting Tool Substrates | Workpiece Material | Hardness (HRC) | Speed (m/min) | Feed (mm/rev) | Depth of Cut (mm) |
|---|---|---|---|---|---|---|
| Rough turning, Wet machining | Kennametal | TiAl6V4 alloy | 37–38 | 45 | 0.15 | 2 |
| CNMG432 | ||||||
| Grade K 313 | ||||||
| turning inserts | ||||||
| Finish turning, Wet machining | Kennametal | 80 | 0.1225 | 0.25 | ||
| CNGG432FS | 150 | 0.1225 | 0.25 | |||
| Grade K 313 | ||||||
| turning inserts |
| Coating | Architecture | Properties | ||
|---|---|---|---|---|
| Thickness (μm) | Hardness (GPa) | Residual Stresses (GPa) | ||
| TiB2 | Monolayer | 1.79 | 15.5 ± 4.3 | −0.633 ± 0.0838 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paiva, J.M.; Shalaby, M.A.M.; Chowdhury, M.; Shuster, L.; Chertovskikh, S.; Covelli, D.; Junior, E.L.; Stolf, P.; Elfizy, A.; Bork, C.A.S.; et al. Tribological and Wear Performance of Carbide Tools with TiB2 PVD Coating under Varying Machining Conditions of TiAl6V4 Aerospace Alloy. Coatings 2017, 7, 187. https://doi.org/10.3390/coatings7110187
Paiva JM, Shalaby MAM, Chowdhury M, Shuster L, Chertovskikh S, Covelli D, Junior EL, Stolf P, Elfizy A, Bork CAS, et al. Tribological and Wear Performance of Carbide Tools with TiB2 PVD Coating under Varying Machining Conditions of TiAl6V4 Aerospace Alloy. Coatings. 2017; 7(11):187. https://doi.org/10.3390/coatings7110187
Chicago/Turabian StylePaiva, Jose Mario, Mohamed Abdul Monim Shalaby, Mohammad Chowdhury, Lev Shuster, Sergey Chertovskikh, Danielle Covelli, Edinei Locks Junior, Pietro Stolf, Amr Elfizy, Carlos Alberto Schuch Bork, and et al. 2017. "Tribological and Wear Performance of Carbide Tools with TiB2 PVD Coating under Varying Machining Conditions of TiAl6V4 Aerospace Alloy" Coatings 7, no. 11: 187. https://doi.org/10.3390/coatings7110187