The Effect of Deposition Parameters on the Growth Rate of Microcrystalline Diamond Powders Synthesized by HFCVD Method

Mechanical Institute of Technology, Wuxi Institute of Technology, Wuxi 214122, China
*
Author to whom correspondence should be addressed.
Coatings 2017, 7(7), 95; https://doi.org/10.3390/coatings7070095
Submission received: 16 June 2017
/
Revised: 3 July 2017
/
Accepted: 4 July 2017
/
Published: 6 July 2017
(This article belongs to the Special Issue Chemical Vapor Deposition)
Abstract
:Conventional diamond powders (<10 μm) are generally produced from crushing large-sized diamonds synthesized by high-pressure and high-temperature (HPHT) technique, whereas they have many morphological imperfections. In the present work, these powders are served as diamond seeds and regrown by hot filament chemical vapor deposition (HFCVD). Deposition parameters—such as the carbon concentration, substrate temperature, and bias current—which play a determined role in the homoepitaxial growth rate of micron diamonds, are investigated in their respective usual ranges. As shown in the experimental results, under the preconditions of maintaining the good morphology of crystals and inhibiting polycrystal growth, the growth rate of isolated diamond crystals can be controlled at 0.9 μm/h. Besides, the final improved powders have a wide range of particle sizes, which could fail to meet the requirements for commercial powders without the post-process of sieving.
1. Introduction
Microcrystalline diamond powders, particularly those the sizes of which are less than 10 μm, have a wide range of polishing applications in ultra-high precision industries such as semiconductors and optoelectronics. Most microcrystalline powders are produced from crushing large-sized diamonds synthesized by high-pressure and high-temperature (HPHT) technique. Nevertheless, the powders generally have irregular shapes and many morphological imperfections, among which the needle-shaped particles with sharp edges and protruding points have a highly negative impact on the surface quality of finished products [1,2].
Single crystal diamonds synthesized by chemical vapor deposition (CVD) has been a rapidly growing subject research for having a low defect density, well-defined morphology and size, and smooth surfaces [3,4,5]. Compared with HPHT or other CVD techniques, hot filament CVD (HFCVD) method offers several significant advantages such as simple mechanical structure, low cost, and operational convenience [6,7,8]. Hsiao-Kuo Chung et al. reported that, depending on the substrate scratching pre-treatment, they produce 5 billion well-developed microcrystalline diamonds with a narrow range of grain sizes simultaneously on a large-area substrate (1000 cm2) by HFCVD [1]. In [9], we reported on a possible approach to redeposit the conventional microcrystalline diamond powders by HFCVD technique and eventually develop 15 million well-shaped isolated crystals simultaneously on a 1000 mm2 substrate. Nevertheless, synthesis of a great many of microcrystalline diamonds using CVD methods remains a challenge, and that is far less developed than the growth of diamond films and large single crystals. Under the preconditions of guaranteeing the morphology of regrown diamonds and avoiding the occurrence of twined- or polycrystals, it is very necessary to maintain a relatively high homoepitaxial growth rate by controlling the deposition parameters. Nevertheless, to our knowledge, there is no investigation focusing on this field.
In the present work, the conventional microcrystalline powders (about 1 μm) produced from crushing the large-sized HPHT diamonds are regrown in the HFCVD reactor. We conduct a series of experiments for depositing CVD microcrystalline diamonds by varying the deposition parameters including the carbon concentration, substrate temperature, and bias current, with the purpose of trying to increase the homoepitaxy growth rate while keeping well in the morphology of crystals and inhibiting polycrystal growth.
2. Experimental Procedures
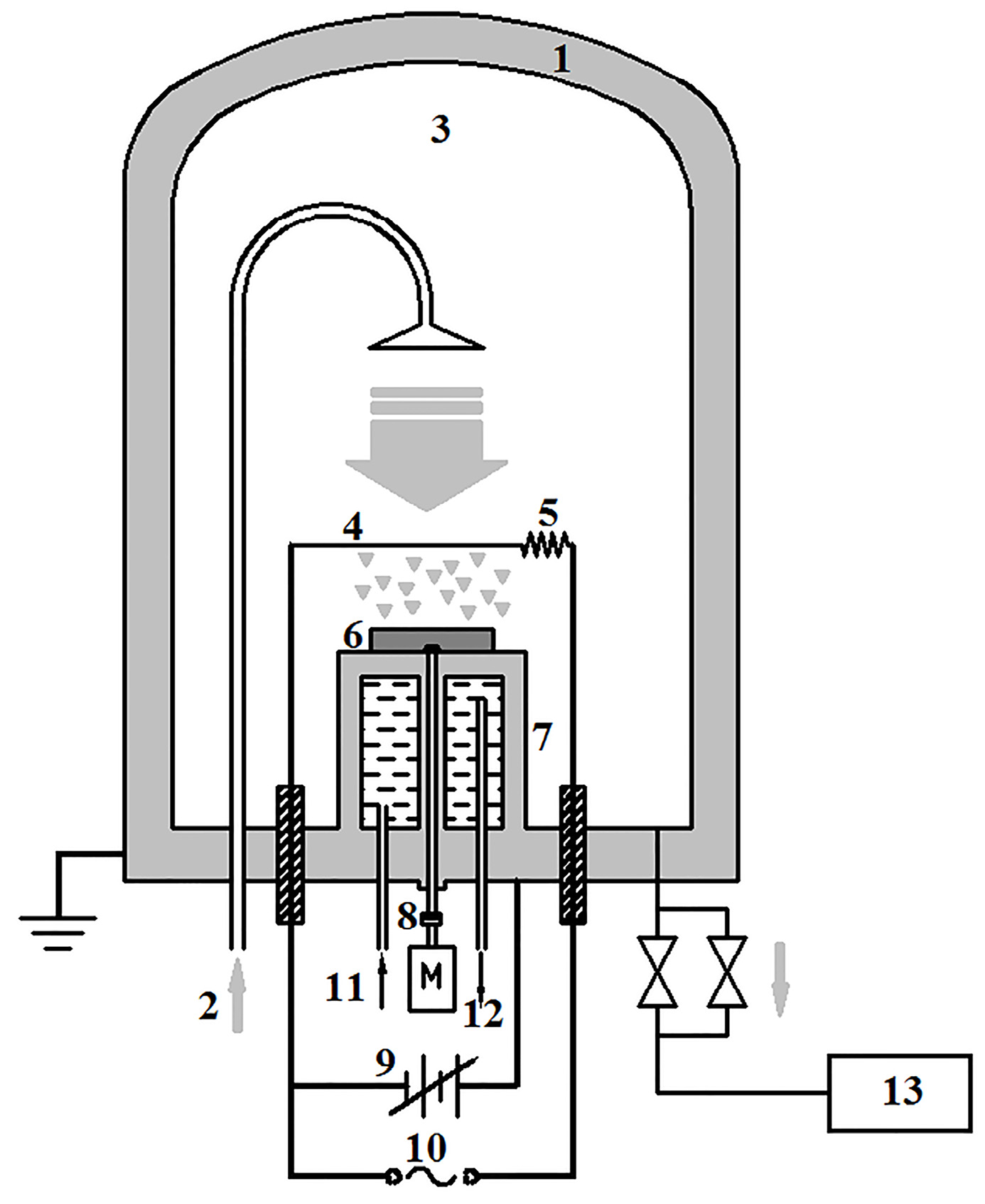
The CVD microcrystalline diamond powders are fabricated in a HFCVD apparatus of the deposition area of 1000 mm2 with the mixture of acetone and excessive hydrogen as the reactant gas on the substrate. The scheme of the bias-enhanced HFCVD apparatus is shown in Figure 1. The Conventional diamond powders (about 1 μm) are served as the diamond seeds, on which, by applying the homoepitaxial technique, CVD microcrystalline diamonds are deposited. The seeds with an appropriate density approximately 1.3 × 106 cm−2 are dispersed evenly onto a mirror-polished silicon wafer by using a spin coater machine. The detail seeding method has been described in [9]. Six tantalum wires are used as hot filaments, which are dragged to be straight by thermal stable springs and fixed 8 mm above the silicon wafer in a parallel and equidistance manner (18 mm filament separation). The filament diameter is defined as 0.6, 0.8 and 0.9 mm, respectively, corresponding to the substrate temperature of 700, 800 and 900 °C. All the growth conditions are summarized in Table 1. In the study, the carbon concentration, substrate temperature, and bias current are varied in their respective usual ranges in order to search a reasonable and appropriate homoepitaxial growth rate of CVD microcrystalline diamonds.
The surface morphologies of CVD microcrystalline diamond crystals grown under the various deposition conditions are characterized by field emission scanning electron microscopy (FESEM). In each sample, more than 500 individual diamonds taken randomly from the whole substrate are characterized by FESEM and measured by manually accumulating the sizes of particles. Then the grain size data are fitted with a Gaussian curve, and the FWHM (Full Wave Half Maximum) of the curve can visually define and evaluate the grain size variations.
3. Results and Discussion
Figure 2 shows the grain size and size distribution of diamond seeds on the substrate before the re-deposition. The mean size is about 1.3 μm, and the FWHM of fitted Gaussian curve is close to 0.81 μm. In addition, the seeds with many morphological imperfections can be detected clearly in the corresponding FESEM micrograph.
3.1. Influence of the Carbon Concentration on the Growth Rate of CVD Microcrystalline Diamonds
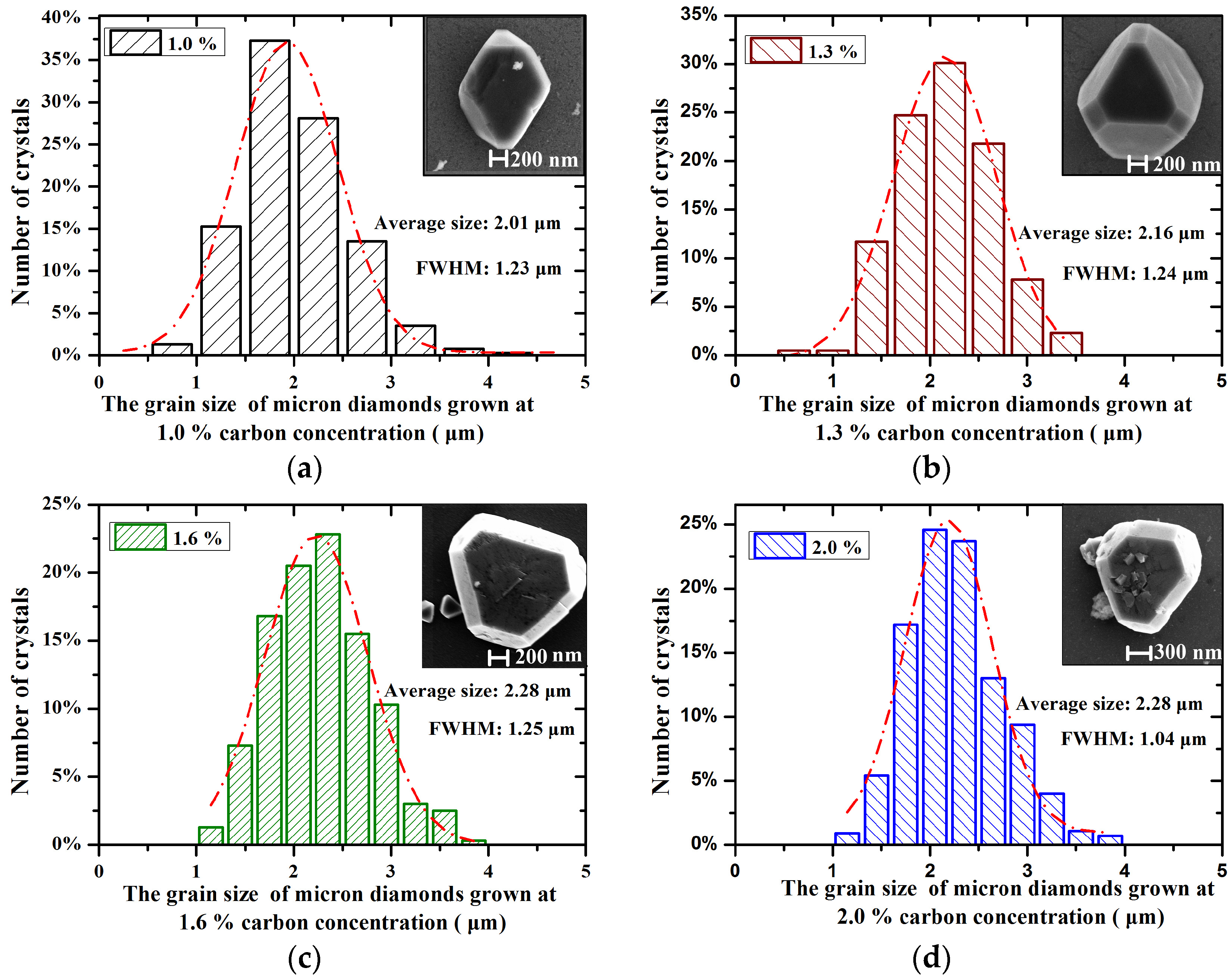
Conventional microcrystalline powders are regrown by HFCVD technique at the different acetone concentrations while other deposition parameters are fixed at the typical values. Figure 3 presents the grain size and size distribution of as-deposited diamonds and their morphologies. From the micrographs of all the samples, it can be observed that the original irregular-shaped seeds, even the needle-shaped ones, have been entirely replaced by the classic CVD single crystal diamonds with a cubic octahedral morphology after just one hour of deposition. Corresponding to the carbon concentration of 1.0%, 1.3%, 1.6%, and 2.0%, the average grain size of as-regrown crystals is 2.01, 2.16, 2.28 and 2.28 μm, respectively. It can be found that the average size increases slightly as the acetone concentration increases from 1.0% to 1.6%, and accordingly the homoepitaxial growth rate of about 0.8–0.9 μm/h can be deduced in the concentration range. However, in the case of 2% concentration, the average grain size has no obvious change but the unwanted secondary nucleation that occurred on the surfaces increased notably compared with that in the concentration of 1.6%. In fact, a higher super-saturation of carbon most probably generates a thicker amorphous layer surrounding the single crystals (>15 nm), resulting in a lack of localized thermal energy or time to permit the carbon atoms diffusing into the single crystals and eventually the secondary nucleation occurring on the surfaces [10]. Hence, a higher carbon concentration in the reactive gas cannot accelerate the single crystal growth; on the contrary, it tends to cause unnecessary nucleation.
3.2. Influence of the Substrate Temperature on the Growth Rate of CVD Microcrystalline Diamonds
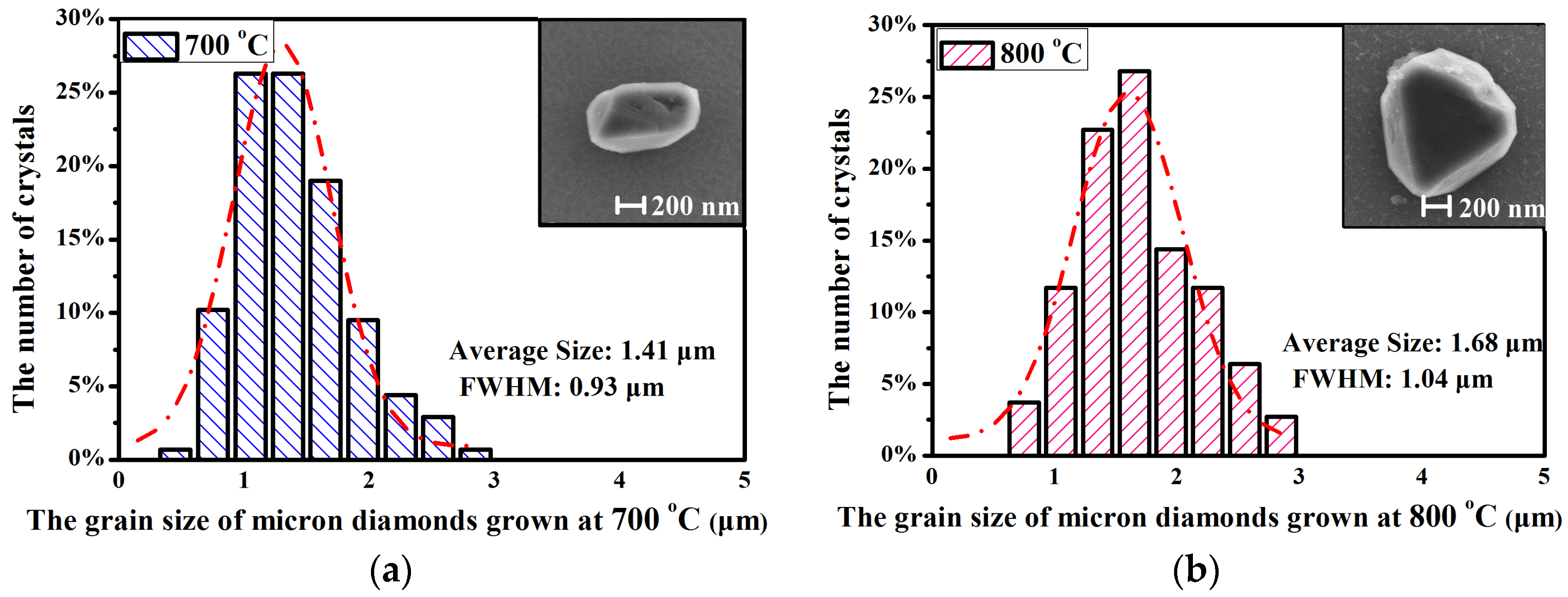
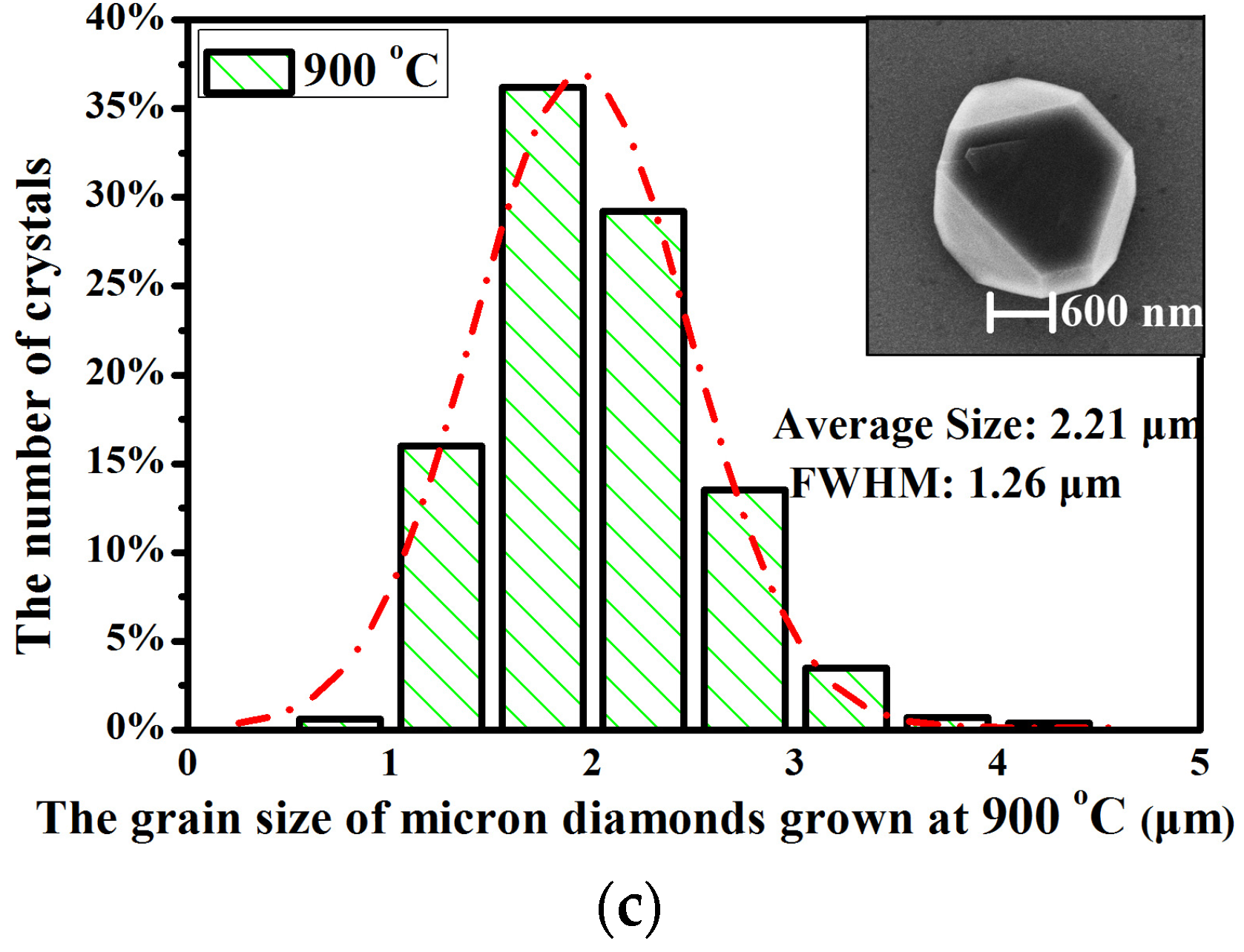
CVD microcrystalline diamonds are deposited at the different substrate temperatures, but other deposition parameters are fixed at the typical values. Then, their grain size distribution and morphologies are characterized by FESEM and presented in Figure 4. Corresponding to the substrate temperatures of 700, 800 and 900 °C, the average grain size of as-regrown crystals is 1.41, 1.68 and 2.21 μm, and then the homoepitaxial growth rates can be deduced as 0.1, 0.4 and 0.9 μm/h, respectively. Apparently, when the substrate temperature increases from 700 to 900 °C, the grain size increases distinctly, because a high deposition temperature leads to a high surface reaction rate and mobility of adsorbed species [11,12,13]. Besides, as the temperature increases, re-grown crystals tend to have an ideal morphology, namely, a cubic octahedral shape. As manifested, a high substrate temperature is beneficial to the development of well-faceted crystals and the enhancement of homoepitaxial growth rate.
3.3. Influence of the Bias Current on the Growth Rate of CVD Microcrystalline Diamonds
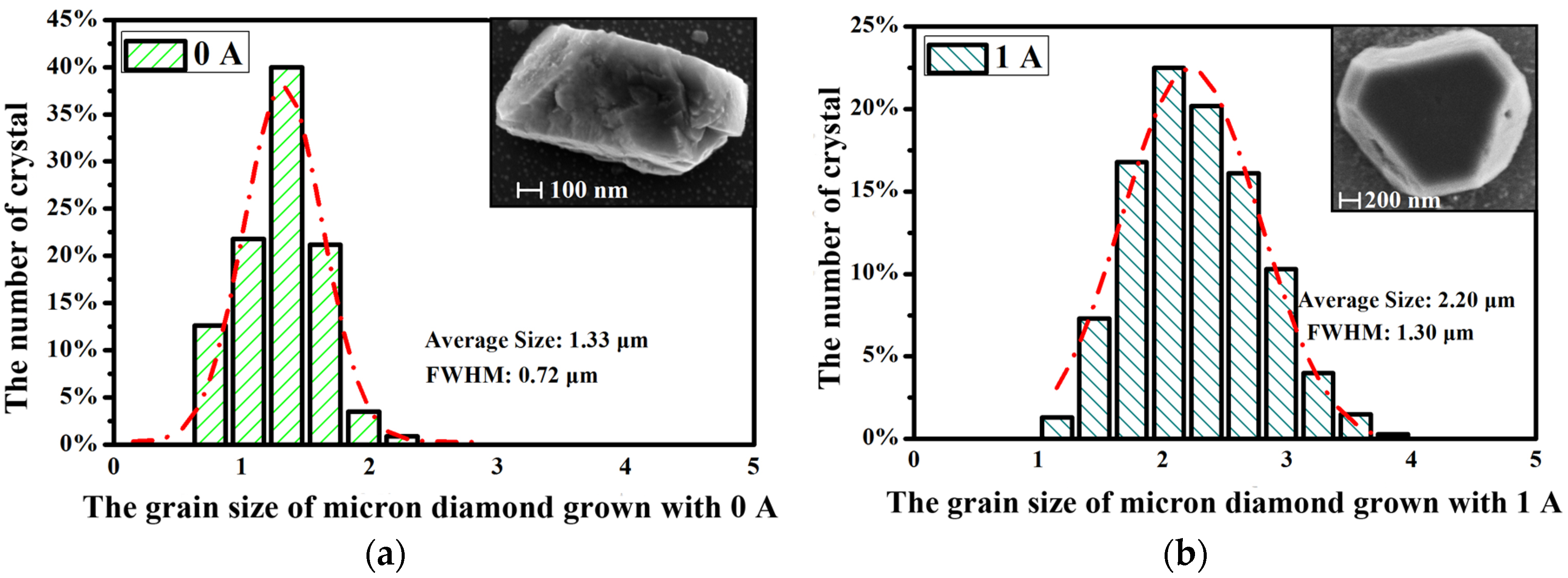
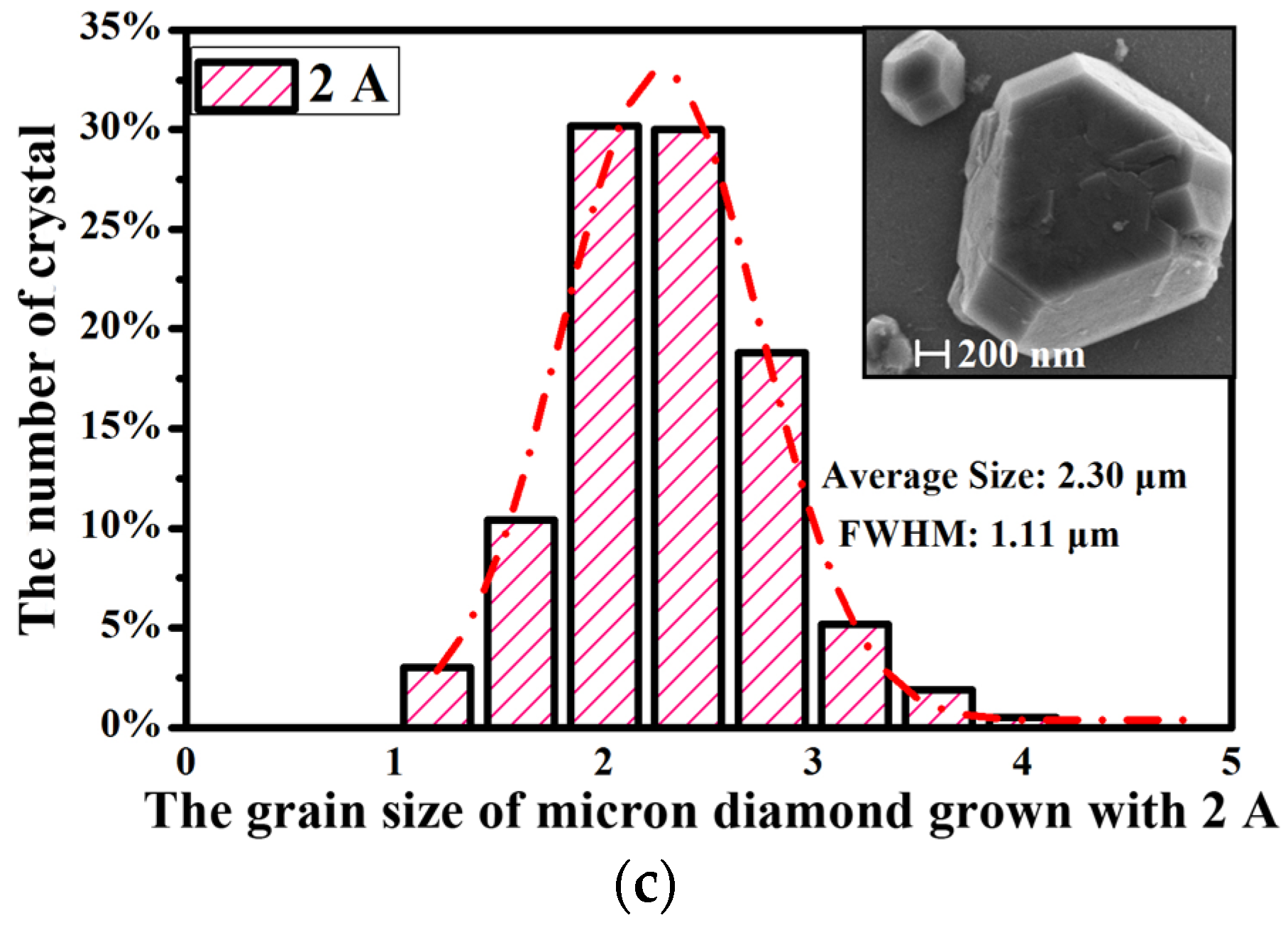
CVD microcrystalline diamonds are deposited at the different bias current, but other deposition parameters are fixed at the typical values. Figure 5 shows the grain size distributions and morphologies of related diamond crystals. When no bias is applied for the substrate, the original seeds are covered by a thin newly synthesized diamond and thus their sharp edges and protruding points have been smoothened. However, in this case, the growth rate is so slow that the characteristic {100} and {111} crystal faces of diamonds have not emerged. Accordingly, a bias current is applied to the substrate for expediting the flux of active particles and mobility of adsorbed species, resulting in an increased homoepitaxial growth rate of diamond crystals [14,15]. Corresponding to the bias current of 1 and 2 A, the average grain size of as-regrown crystals is 2.20 and 2.30 μm, respectively, suggesting that the electrical bias could obviously increase the recombination rate of active species. Furthermore, the improved crystals in the two cases have an ideal morphology. Nevertheless, the biasing of the substrate also results in the suppression of the oxide formation on the silicon wafer and removal of the native oxides [10,16], which can eliminate the energy barrier for the formation of diamond nuclei and eventually increase the spontaneous nucleation on the silicon wafer. Even for the 2 A bias current, the density and size of unwanted nuclei increase dramatically, and the secondary nucleation also begins to emerge on the surfaces of re-growing crystals. Consequently, a relatively low bias current (1 A) is employed for enhancing the homoepitaxial growth rate while trying to reduce the unwanted nucleation.
3.4. CVD Microcrystalline Diamond Powders Grown on Large-Area Substrate
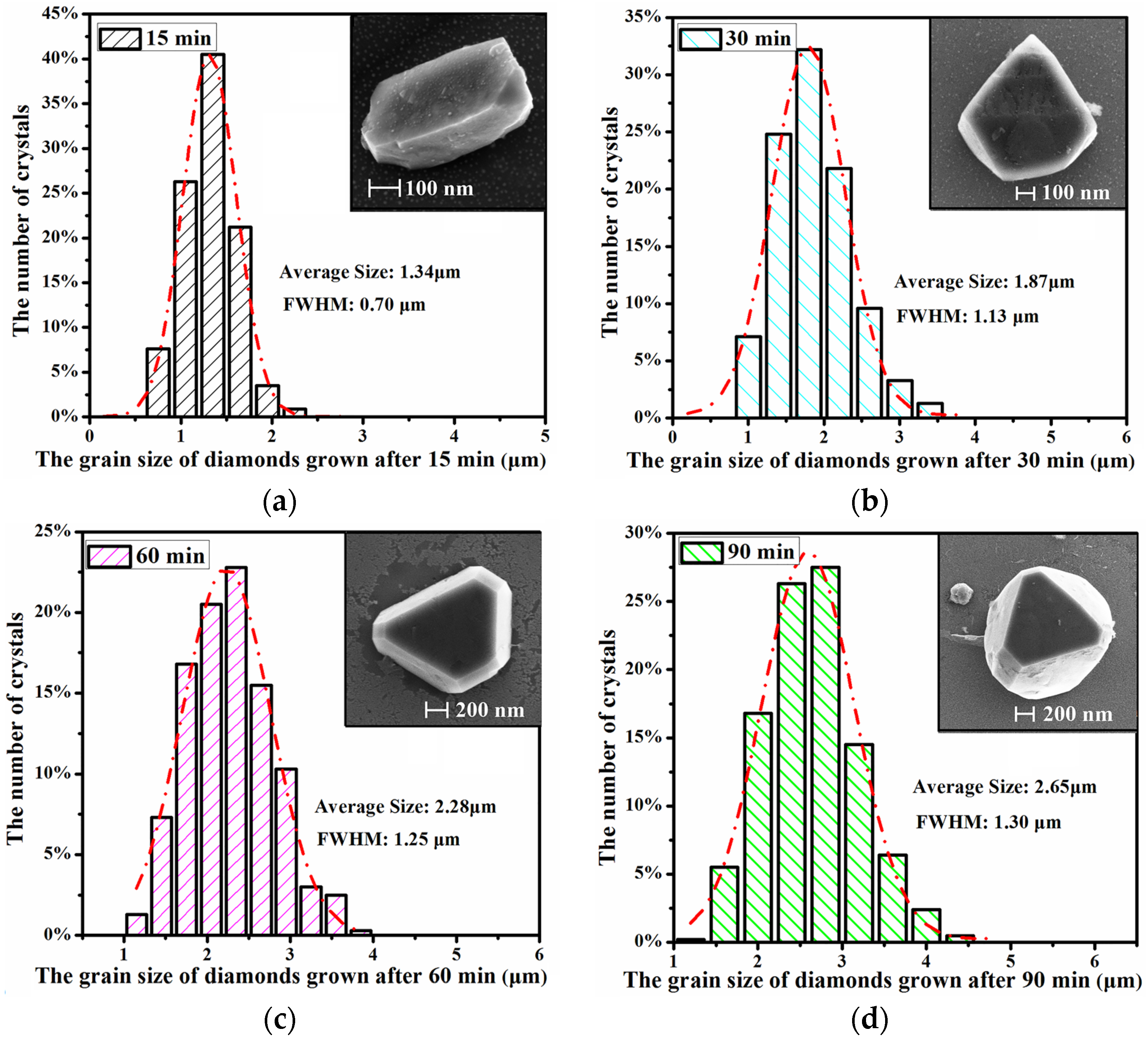
According to the above results, the carbon concentration, substrate temperature, and bias current, are determined as 1.0%–1.3%, 900 °C, and 1 A, respectively. Subsequently, the regrowth process of seeds is traced and analyzed, as presented in Figure 6. It can be obviously observed that the seeds transform from needle-shaped particles to cubic octahedral ones. From the statistical results of grain size, a homoepitaxial growth rate of 0.9 μm/h can be deduced.
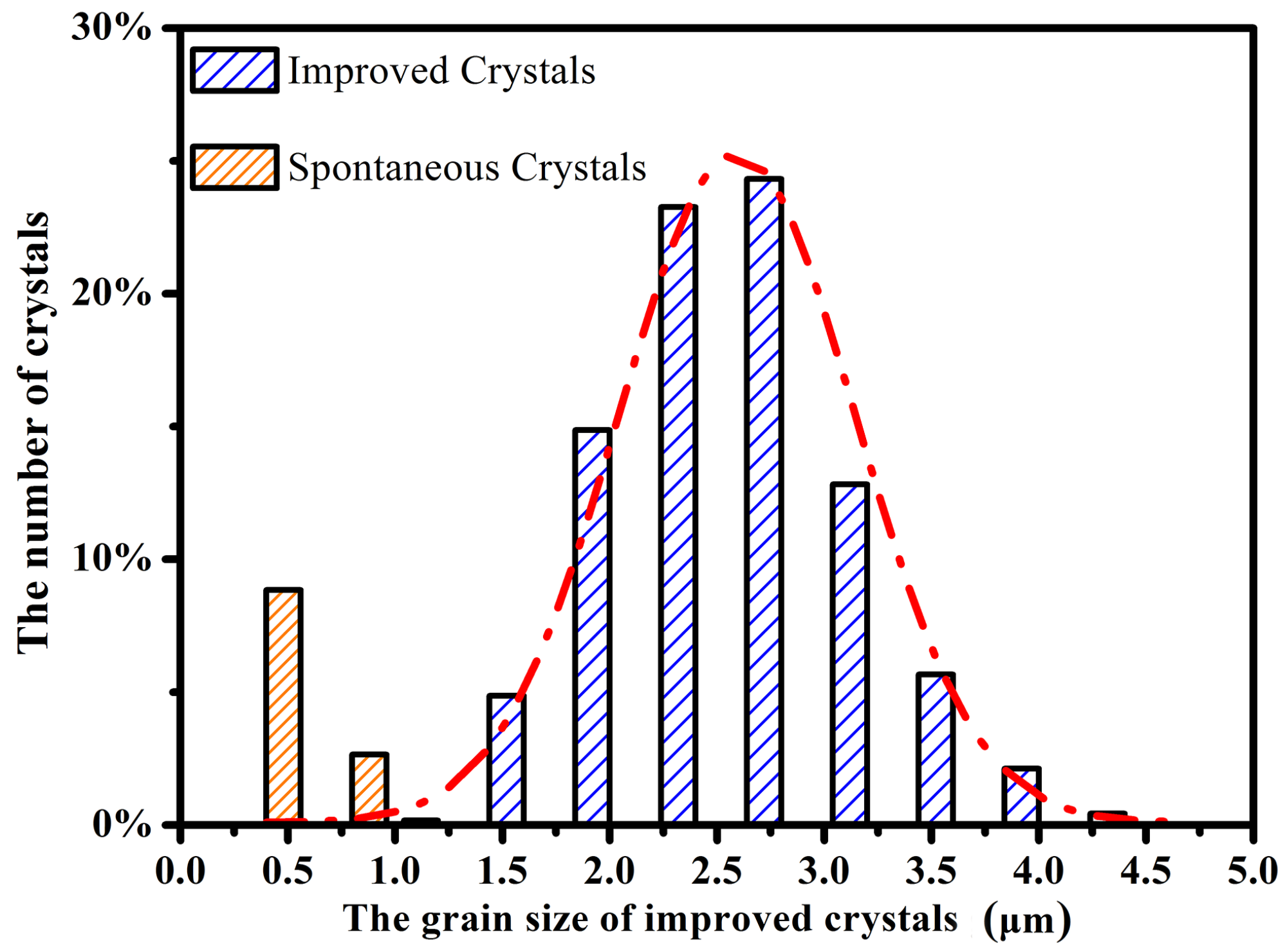
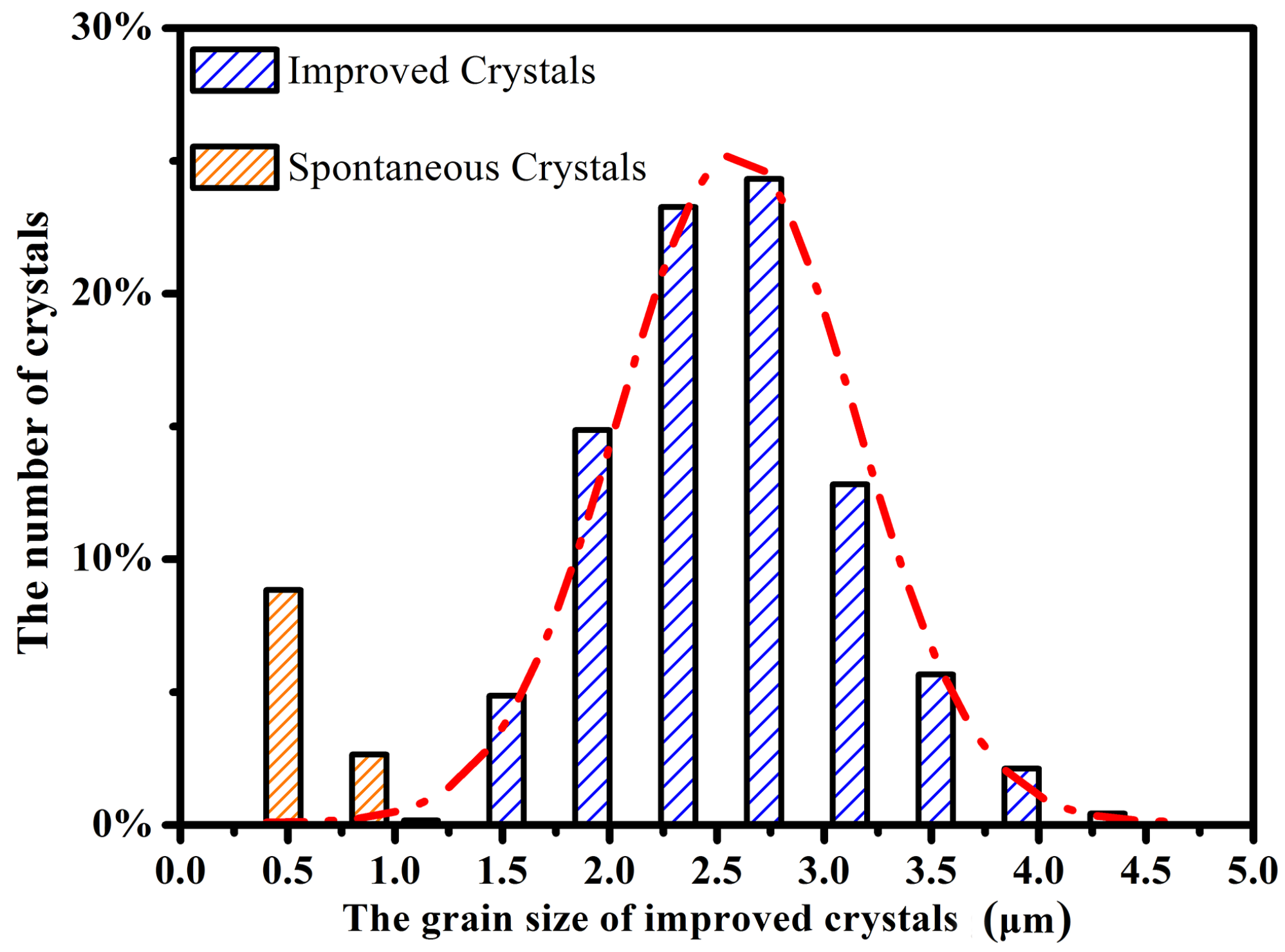
On the other hand, it is almost impossible to guarantee that each growing crystal has an exactly homogeneous deposited environment during the CVD process, and then the different crystals exhibit slight differences in the growth rate. Therefore, it is inevitable that the FWHM of fitted curve for crystals re-deposited under any conditions (in Figure 3, Figure 4 and Figure 5) is almost larger than that of the original seeds (in Figure 2), which is to say that the grain size variation of crystals become larger after the re-deposition. Moreover, the distribution range of grain size continues to increase as the homoepitaxial growth rate or growth duration is increased. Additionally, it is difficult to completely suppress the formation of spontaneous nuclei even under the preferred conditions during the deposition process, which also leads to an increase in the range of particle size, as shown in Figure 7. The corresponding FESEM micrographs of the formation of spontaneous nuclei is reported in our previous work, as presented in the Figure 9 of Ref. [9].
4. Conclusions
Conventional diamond powders with many morphological imperfections are regrown in the HFCVD apparatus with a 1000 mm2 deposition area. The effects of deposition conditions including the carbon concentration, substrate temperature, and bias current on the homoepitaxial growth rate of microcrystalline diamond crystals are studied. The results demonstrate that a higher carbon concentration cannot help in enhancing the growth rate, but lead to the appearance of unwanted nucleation. The substrate temperature and bias current have a greater effect on the growth rate of microcrystalline diamonds. A higher substrate temperature (900 °C) and a relatively lower bias current (1 A) can provide a reasonable growth rate of 0.9 μm/h, and meanwhile inhibit the formation of twined- or polycrystals. Besides, due to the non-homogeneous deposited environment and existence of many spontaneous nuclei, the final improved powders have a wide range of particle size, which could fail to meet the requirements for commercial powders without the post-process of sieving grain.
Acknowledgments
This research is supported by the National Natural Science Foundation of China (No. 51605280) and Top-Notch Academic Programs Project of Jiangsu Higher Education Institutions (No. PPZY2015A086).
Author Contributions
Tao Zhang conceived, designed, and performed the experiments and wrote the paper; Ye Zou analyzed the data.
Conflicts of Interest
The authors declare no conflict of interest. The founding sponsors had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Chung, H.K.; Sung, J.C. The CVD growth of micro crystals of diamond. Diam. Relat. Mater. 2001, 10, 1584–1587. [Google Scholar] [CrossRef]
- Liu, X.; Jia, X.; Ma, H.; Han, W.; Guo, X.; Jia, H. HPHT Synthesis of high-quality diamond single crystals with micron grain Size. Chin. Phys. Lett. 2009, 26, 038102. [Google Scholar]
- Silva, F.; Achard, J.; Brinza, O.; Bonnin, X.; Hassouni, K.; Anthonis, A.; De Corte, K.; Barjon, J. High quality, large surface area, homoepitaxial MPACVD diamond growth. Diam. Relat. Mater. 2009, 18, 683–697. [Google Scholar] [CrossRef]
- Friel, I.; Clewes, S.L.; Dhillon, H.K.; Perkins, N.; Twitchen, D.J.; Scarsbrook, G.A. Control of surface and bulk crystalline quality in single crystal diamond grown by chemical vapour deposition. Diam. Relat. Mater. 2009, 18, 808–815. [Google Scholar] [CrossRef]
- Yamazaki, K.; Furuichi, K.; Tsumura, I.; Takagi, Y. The large-sized diamond single-crystal synthesis by hot filament CVD. J. Cryst. Growth 2008, 310, 1019–1022. [Google Scholar] [CrossRef]
- Shen, B.; Sun, F. Deposition and friction properties of ultra-smooth composite diamond films on Co-cemented tungsten carbide substrates. Diam. Relat. Mater. 2009, 18, 238–243. [Google Scholar] [CrossRef]
- Barbosa, D.C.; Almeida, F.A.; Silva, R.F.; Ferreira, N.G.; Trava-Airoldi, V.J.; Corat, E.J. Influence of substrate temperature on formation of ultrananocrystalline diamond films deposited by HFCVD argon-rich gas mixture. Diam. Relat. Mater. 2009, 18, 1283–1288. [Google Scholar] [CrossRef]
- Barbosa, D.C.; Nova, H.F.V.; Baldan, M.R. Numerical simulation of HFCVD process used for diamond growth. Braz. J. Phys. 2006, 36, 313–316. [Google Scholar] [CrossRef]
- Zhang, T.; Wang, X.; Shen, B.; Sun, F.; Zhang, Z. The effect of deposition parameters on the morphology of micron diamond powders synthesized by HFCVD method. J. Cryst. Growth 2013, 372, 49–56. [Google Scholar] [CrossRef]
- Liu, H.; Dandy, D.S. Studies on nucleation process in diamond CVD: An overview of recent developments. Diam. Relat. Mater. 1995, 4, 1173–1188. [Google Scholar] [CrossRef]
- Achard, J.; Tallaire, A.; Sussmann, R.; Silva, F.; Gicquel, A. The control of growth parameters in the synthesis of high-quality single crystalline diamond by CVD. J. Cryst. Growth 2005, 284, 396–405. [Google Scholar] [CrossRef]
- Fan, Q.H.; Pereira, E.; Grácio, J. Diamond deposition on copper: Studies on nucleation, growth, and adhesion behaviours. J. Mater. Sci. 1999, 34, 1353–1365. [Google Scholar] [CrossRef]
- Abu Suilik, S.B.; Shimamoto, D.; Kitagawa, H.; Hasezaki, K.; Noda, Y. Experimental study of nucleation and quality of CVD diamond adopting two-step deposition approach using MPECVD. Diam. Relat. Mater. 2006, 15, 1765–1772. [Google Scholar] [CrossRef]
- Saito, D.; Isshiki, H.; Kimura, T. Positive-bias enhanced growth of high quality diamond films by microwave plasma chemical vapor deposition. Diam. Relat. Mater. 2009, 18, 56–60. [Google Scholar] [CrossRef]
- Berghaus, J.O.; Meunier, J.L.; Gitzhofer, F. Direct current bias effects in RF induction thermal plasma diamond CVD. IEEE Trans. Plasma Sci. 2002, 30, 442–449. [Google Scholar] [CrossRef]
- Yang, J.; Lin, Z.; Wang, L.; Jin, S.; Zhang, Z. Structural study of diamond film formed on silicon wafer by hot-filament chemical vapor deposition method. Appl. Phys. Lett. 1994, 65, 3203–3205. [Google Scholar] [CrossRef]
Figure 1.
The scheme of the bias-enhanced HFCVD apparatus. 1—Stainless steel bell; 2—Reaction gas inlet; 3—Reactive chamber; 4—Hot filament; 5—High temperature spring; 6—Substrate; 7—Copper water-cooled worktable; 8—Rotary electric machine; 9—Direct current power; 10—Power of hot filament; 11—Inlet of cooling water; 12—Outlet of cooing water; 13—Vacuum pump.
Figure 1.
The scheme of the bias-enhanced HFCVD apparatus. 1—Stainless steel bell; 2—Reaction gas inlet; 3—Reactive chamber; 4—Hot filament; 5—High temperature spring; 6—Substrate; 7—Copper water-cooled worktable; 8—Rotary electric machine; 9—Direct current power; 10—Power of hot filament; 11—Inlet of cooling water; 12—Outlet of cooing water; 13—Vacuum pump.
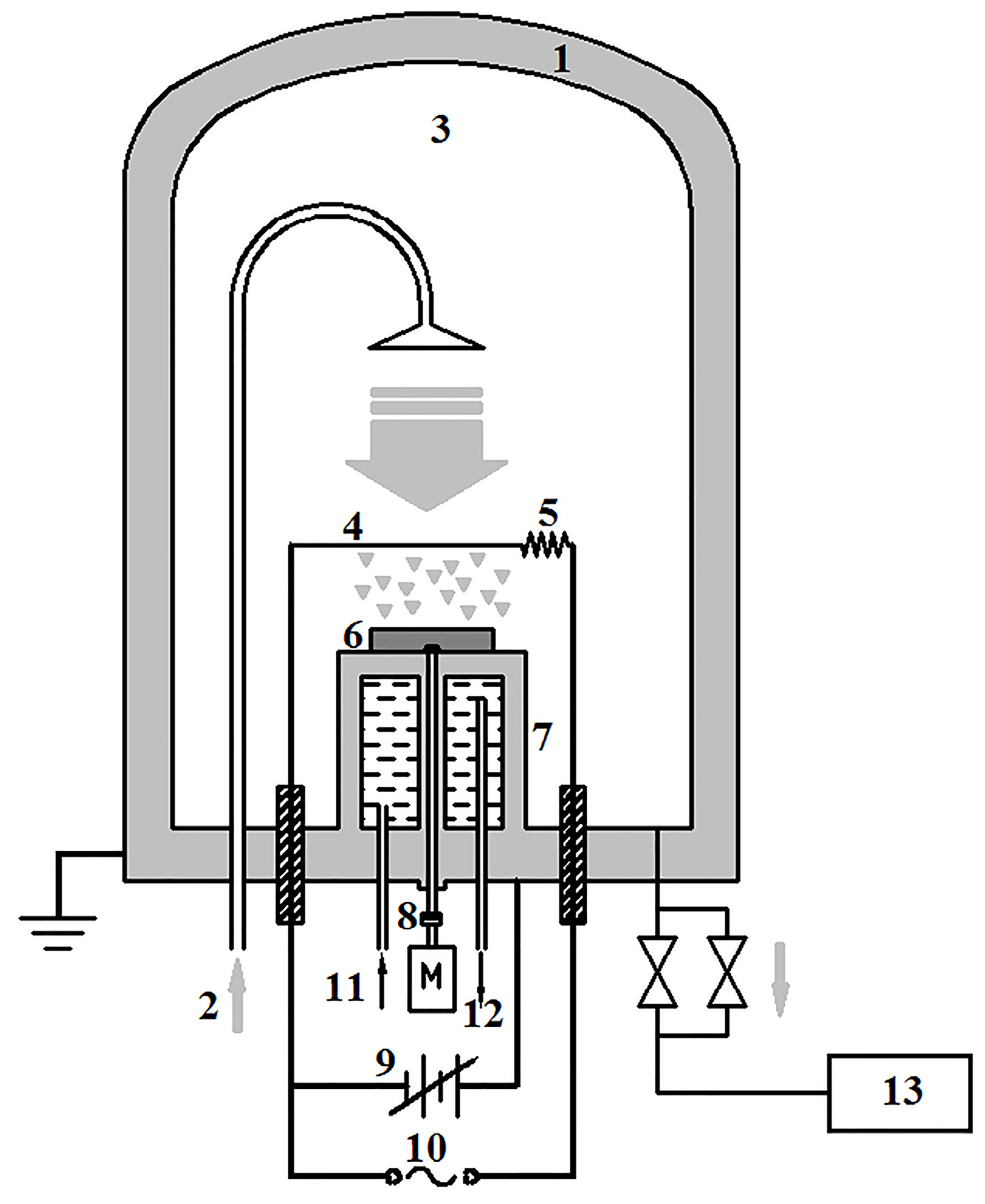
Figure 2.
The grain size distribution of diamond seeds located on the substrate, and their morphology.
Figure 2.
The grain size distribution of diamond seeds located on the substrate, and their morphology.
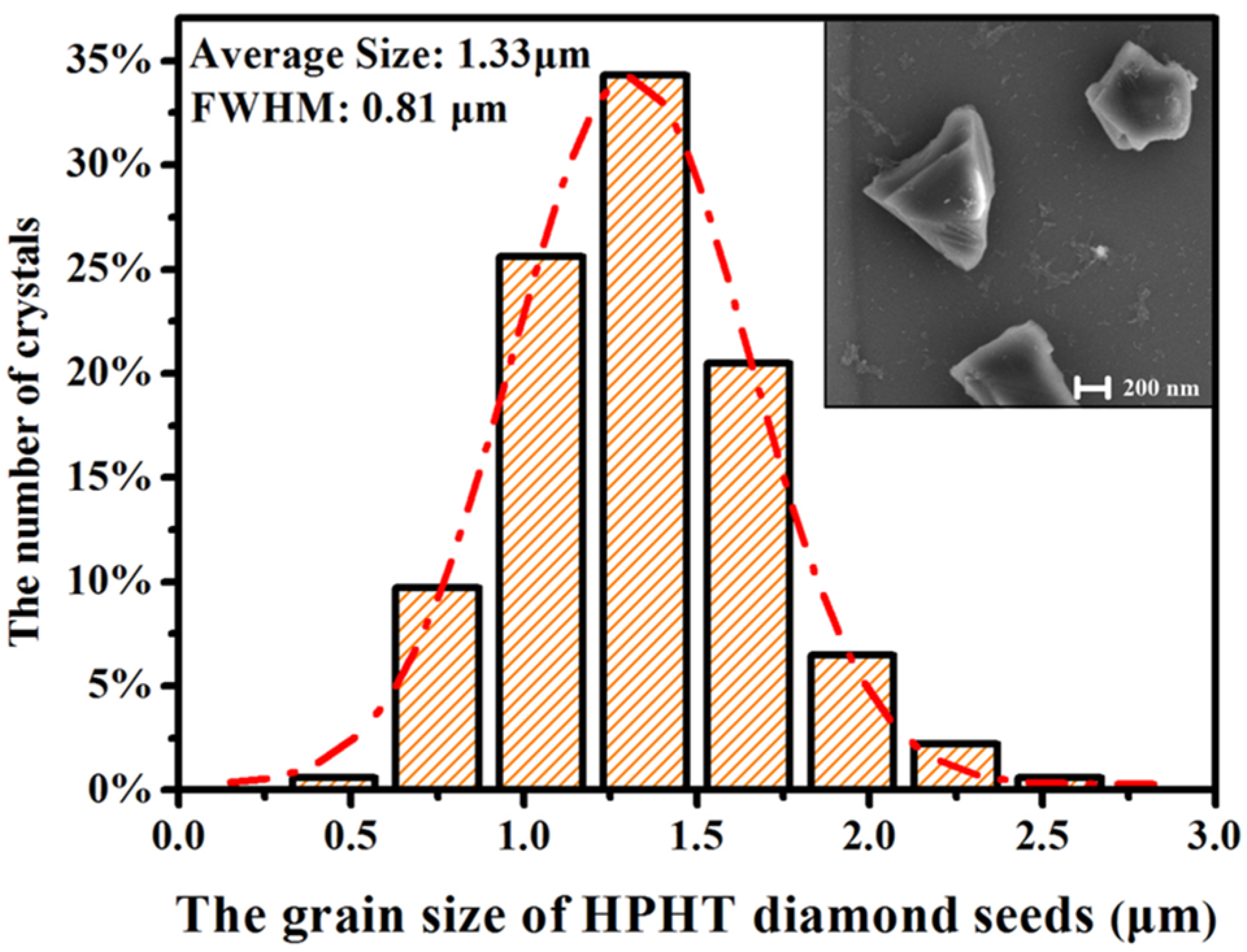
Figure 3.
The grain size distribution of CVD microcrystalline diamonds at carbon concentrations of (a) 1.0%, (b) 1.3%, (c) 1.6% and (d) 2.0%, and their FESEM micrographs under the identical conditions.
Figure 3.
The grain size distribution of CVD microcrystalline diamonds at carbon concentrations of (a) 1.0%, (b) 1.3%, (c) 1.6% and (d) 2.0%, and their FESEM micrographs under the identical conditions.
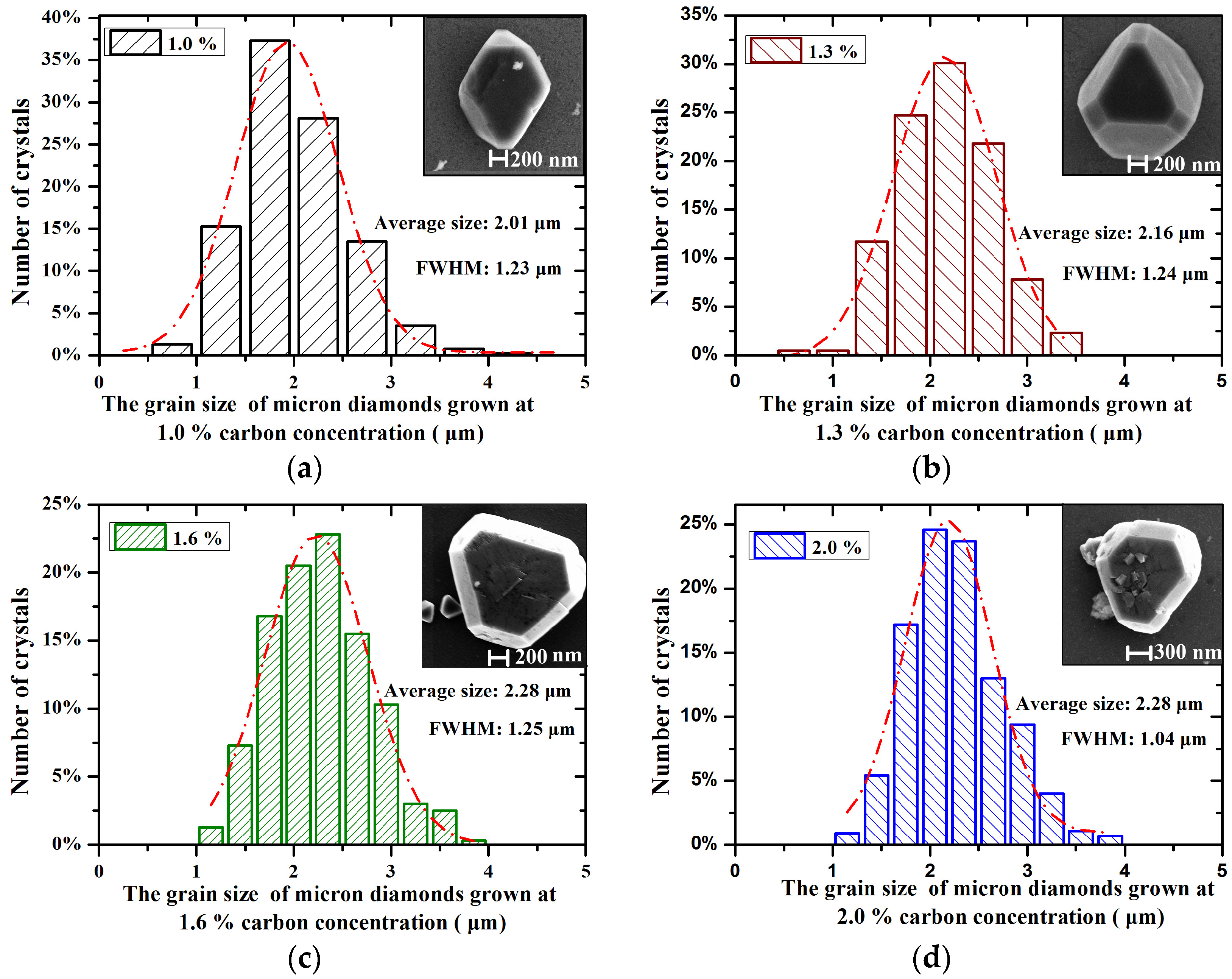
Figure 4.
The grain size distribution of CVD microcrystalline diamonds at the substrate temperatures of (a) 700 °C, (b) 800 °C, and (c) 900 °C, and their FESEM micrographs under the identical conditions.
Figure 4.
The grain size distribution of CVD microcrystalline diamonds at the substrate temperatures of (a) 700 °C, (b) 800 °C, and (c) 900 °C, and their FESEM micrographs under the identical conditions.
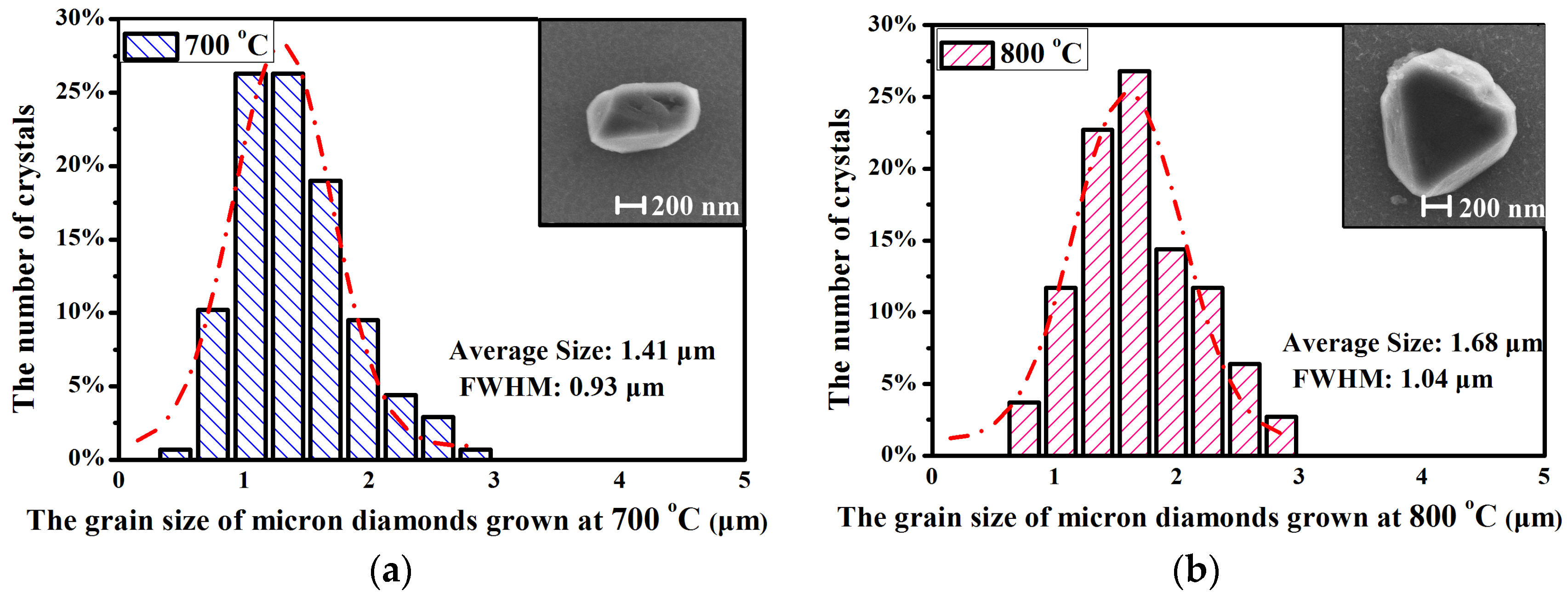
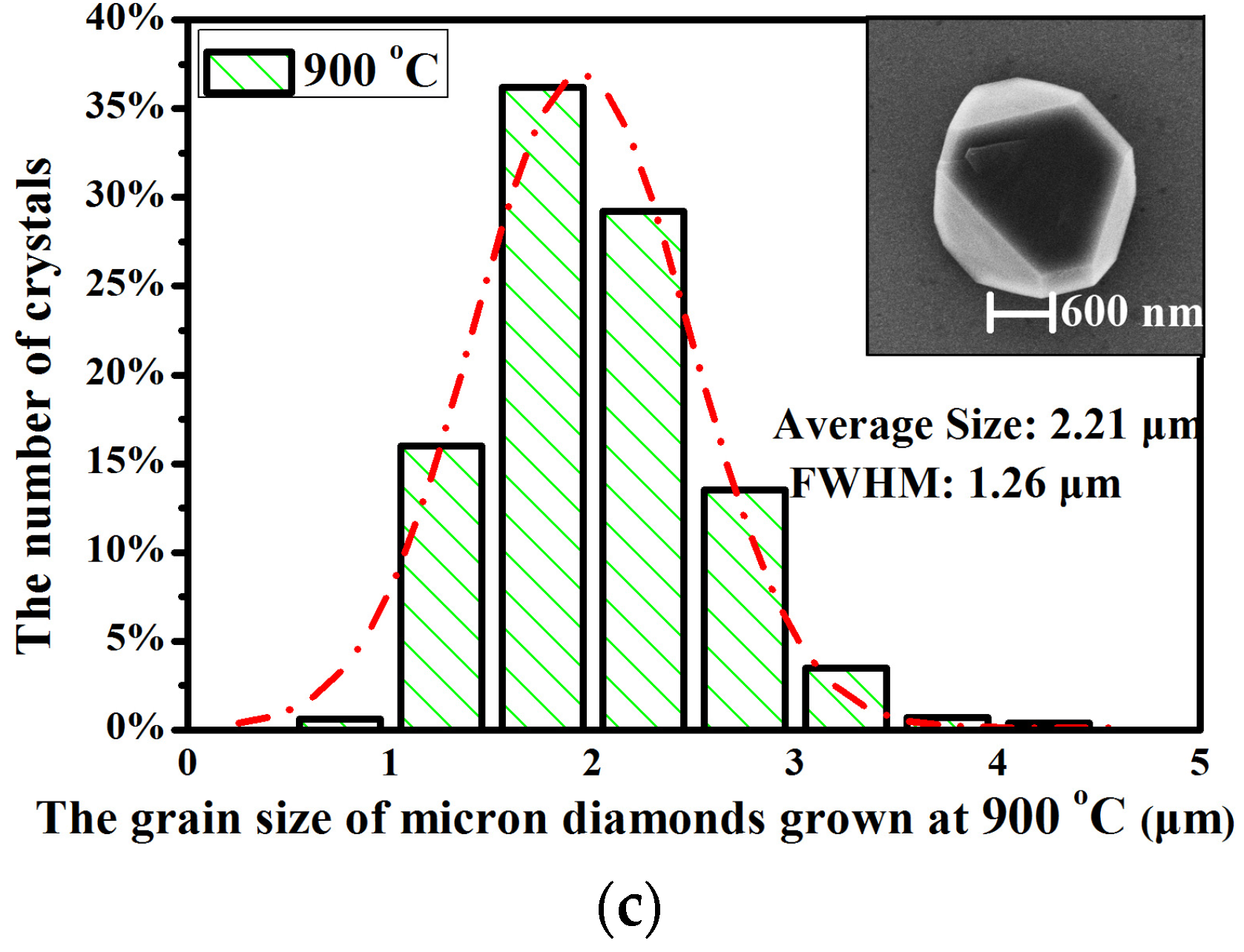
Figure 5.
The grain size distribution of CVD microcrystalline diamonds at the bias current of (a) 0 A, (b) 1 A, and (c) 2 A, and their FESEM micrographs under the identical conditions.
Figure 5.
The grain size distribution of CVD microcrystalline diamonds at the bias current of (a) 0 A, (b) 1 A, and (c) 2 A, and their FESEM micrographs under the identical conditions.
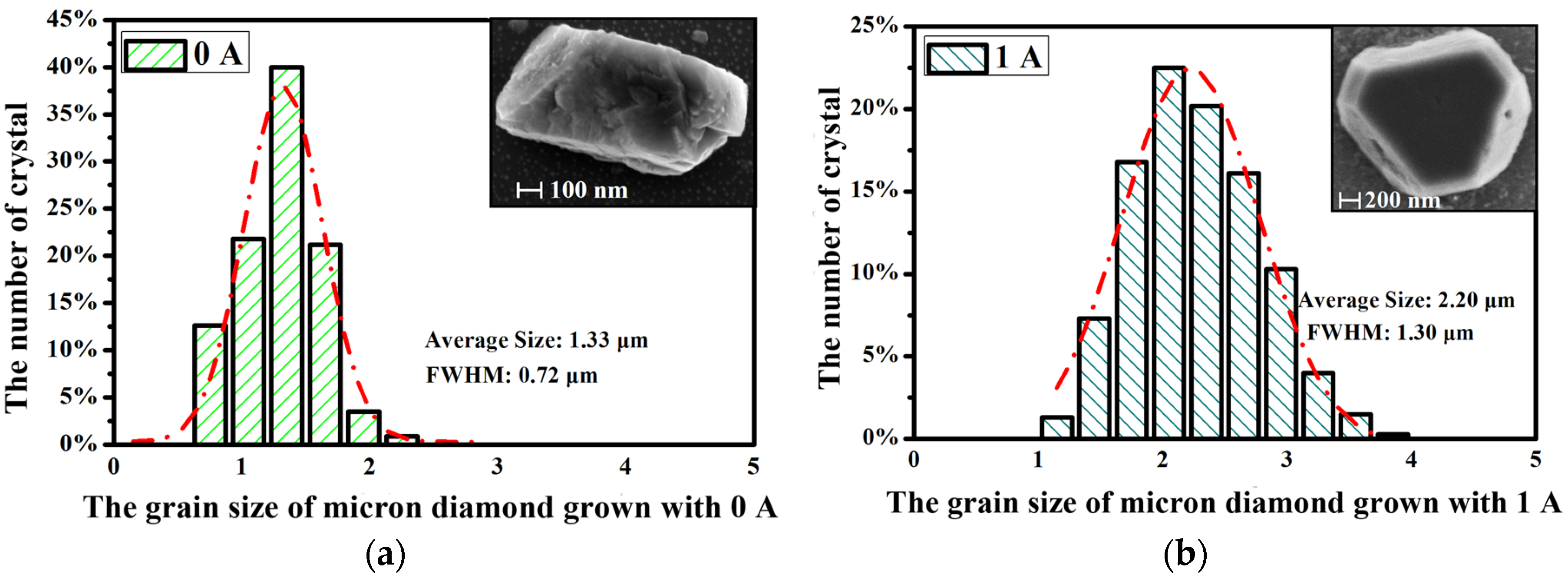
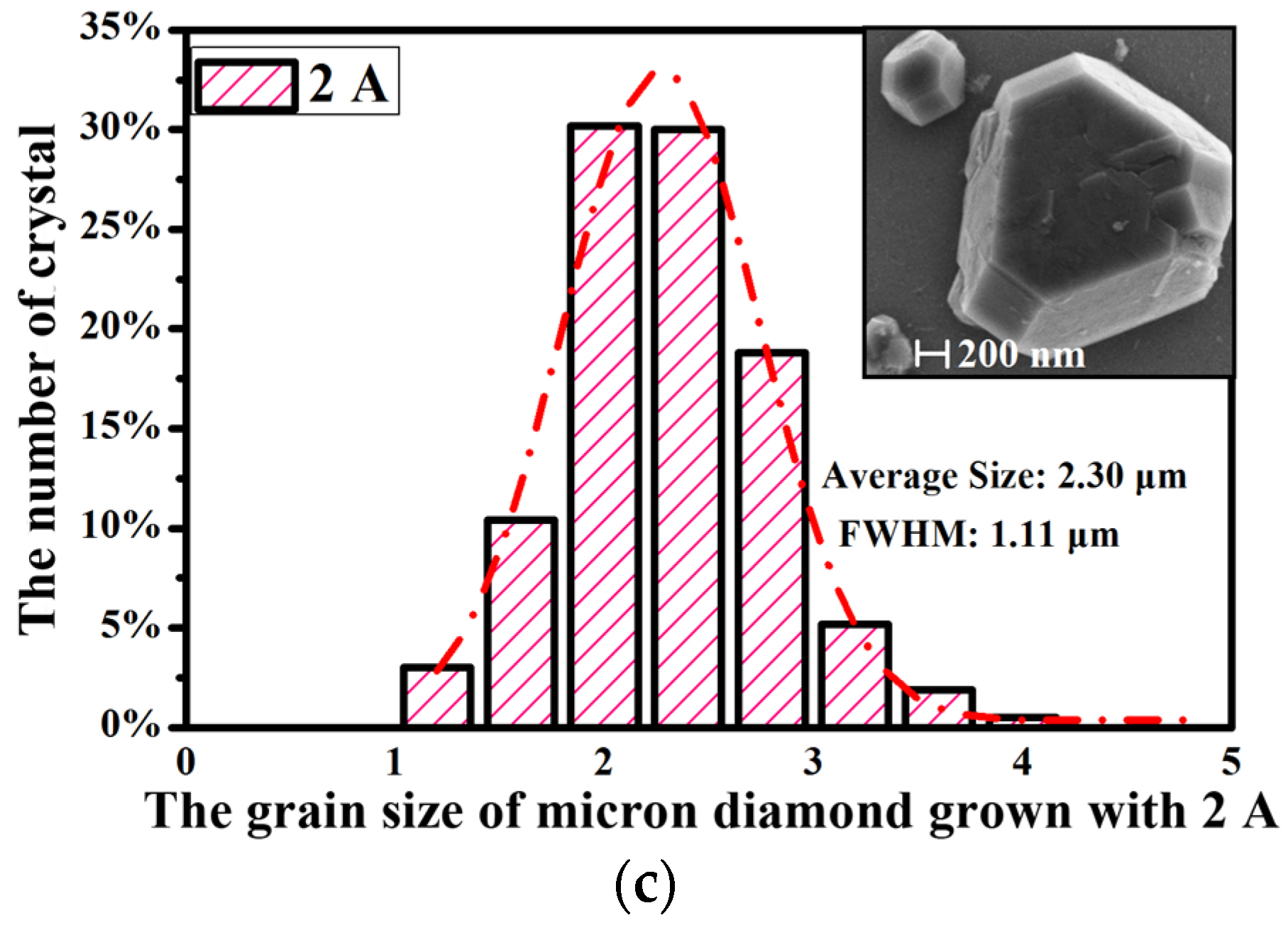
Figure 6.
The grain size and size distribution of CVD microcrystalline diamonds at the growth duration of (a) 15 min, (b) 30 min, (c) 60 min, and (d) 90 min, and their FESEM micrographs under the identical conditions.
Figure 6.
The grain size and size distribution of CVD microcrystalline diamonds at the growth duration of (a) 15 min, (b) 30 min, (c) 60 min, and (d) 90 min, and their FESEM micrographs under the identical conditions.
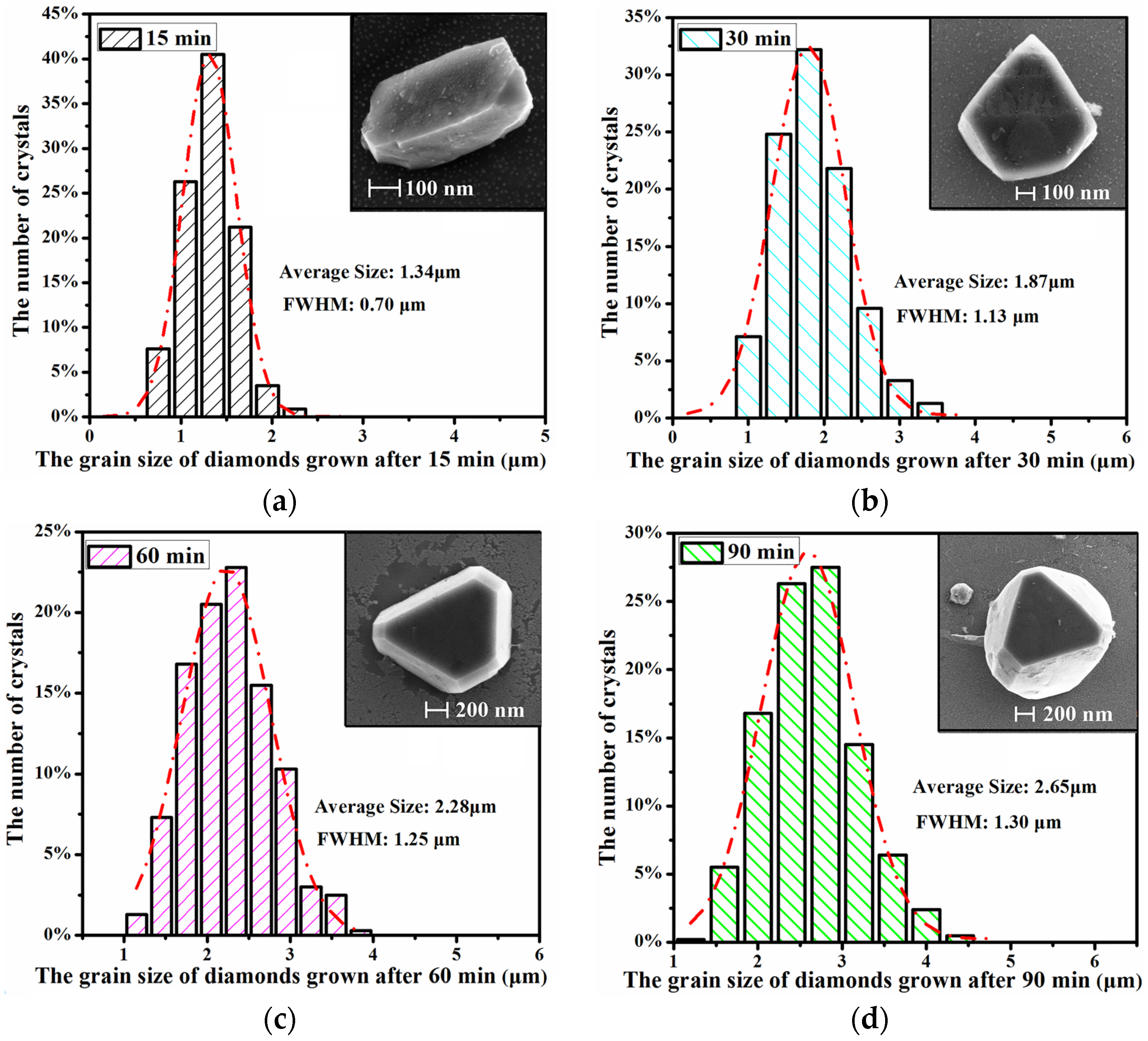
Figure 7.
The grain size and size distribution of the improved diamond powders grown under the preferred deposition conditions at a growth duration of 90 min.
Figure 7.
The grain size and size distribution of the improved diamond powders grown under the preferred deposition conditions at a growth duration of 90 min.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Deposition parameters of CVD microcrystalline diamonds fabricated with the seeding method by HFCVD.
Table 1.
Deposition parameters of CVD microcrystalline diamonds fabricated with the seeding method by HFCVD.
| Parameters | Growth |
|---|---|
| The ratio of CH3COCH3 to H2 | 1.0%–2.0% |
| Pressure (Pa) | 4000–4500 |
| Bias (A) | 0–2 |
| Substrate temperature (°C) | 700–900 |
| Filament temperature (°C) | 2200 ± 200 |
| Duration (h) | 1 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhang, T.; Zou, Y. The Effect of Deposition Parameters on the Growth Rate of Microcrystalline Diamond Powders Synthesized by HFCVD Method. Coatings 2017, 7, 95. https://doi.org/10.3390/coatings7070095
AMA Style
Zhang T, Zou Y. The Effect of Deposition Parameters on the Growth Rate of Microcrystalline Diamond Powders Synthesized by HFCVD Method. Coatings. 2017; 7(7):95. https://doi.org/10.3390/coatings7070095
Chicago/Turabian StyleZhang, Tao, and Ye Zou. 2017. "The Effect of Deposition Parameters on the Growth Rate of Microcrystalline Diamond Powders Synthesized by HFCVD Method" Coatings 7, no. 7: 95. https://doi.org/10.3390/coatings7070095
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.