Effects of Laser Microtexturing on the Wetting Behavior of Ti6Al4V Alloy

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
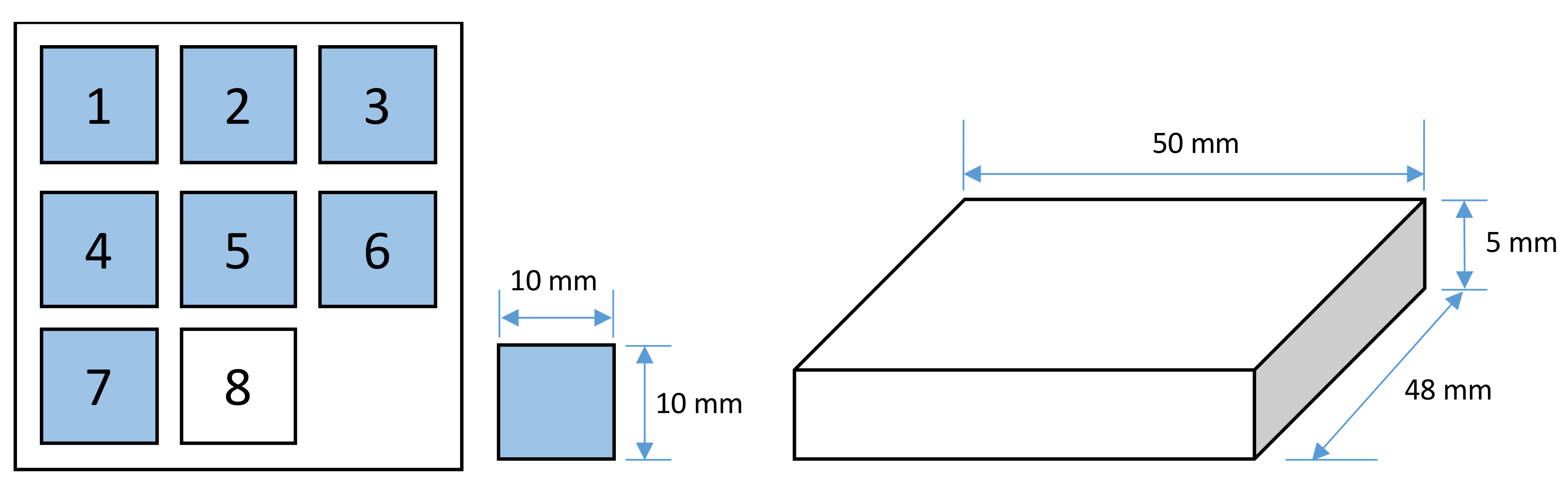
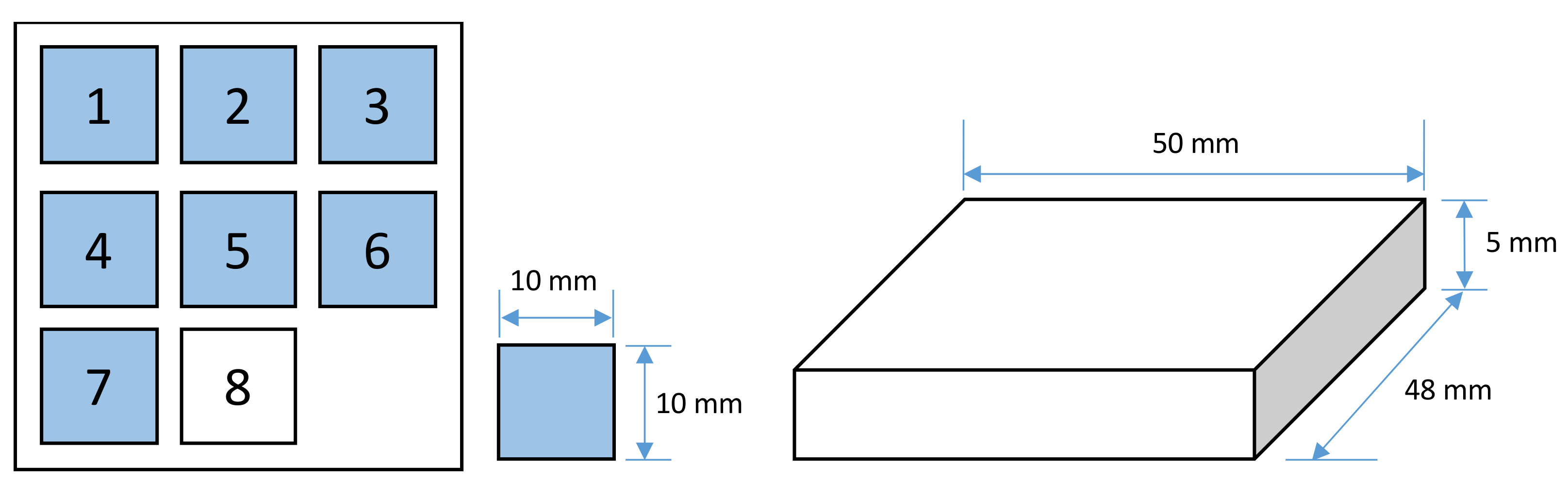
2.1. Laser Texturing Process
2.2. Microgeometrical Evaluation of Laser Textured Probes
2.3. Wetting Behavior of Laser Textured Probes
3. Results and Discussion
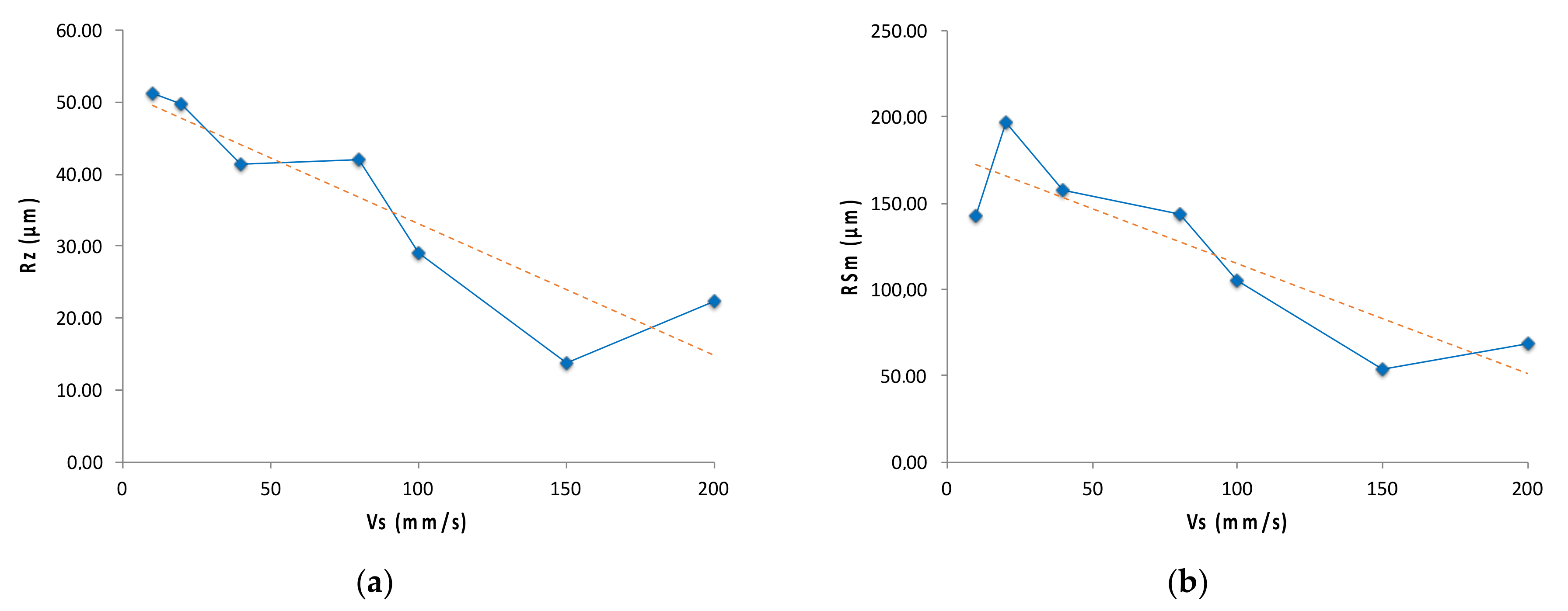
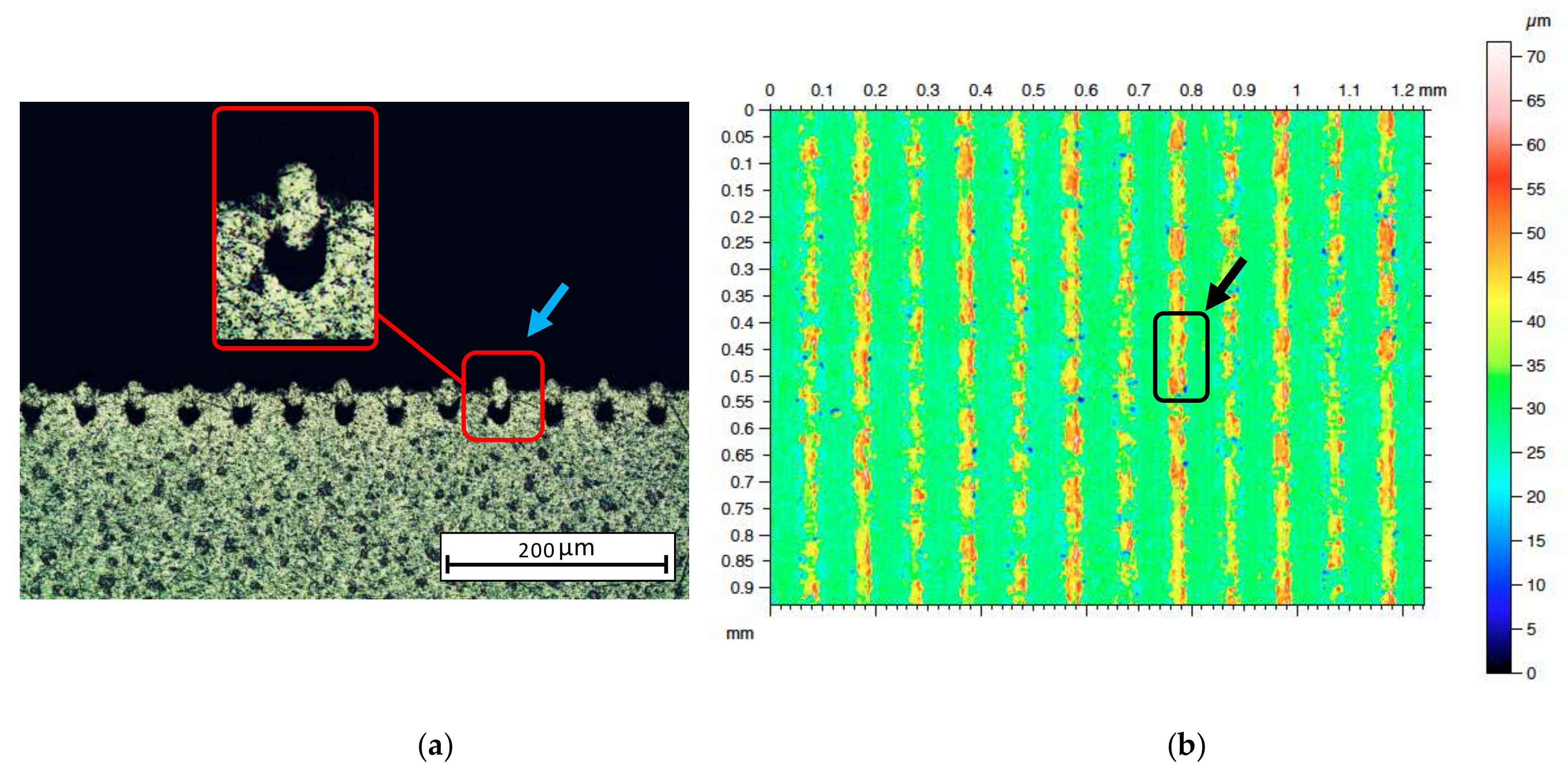
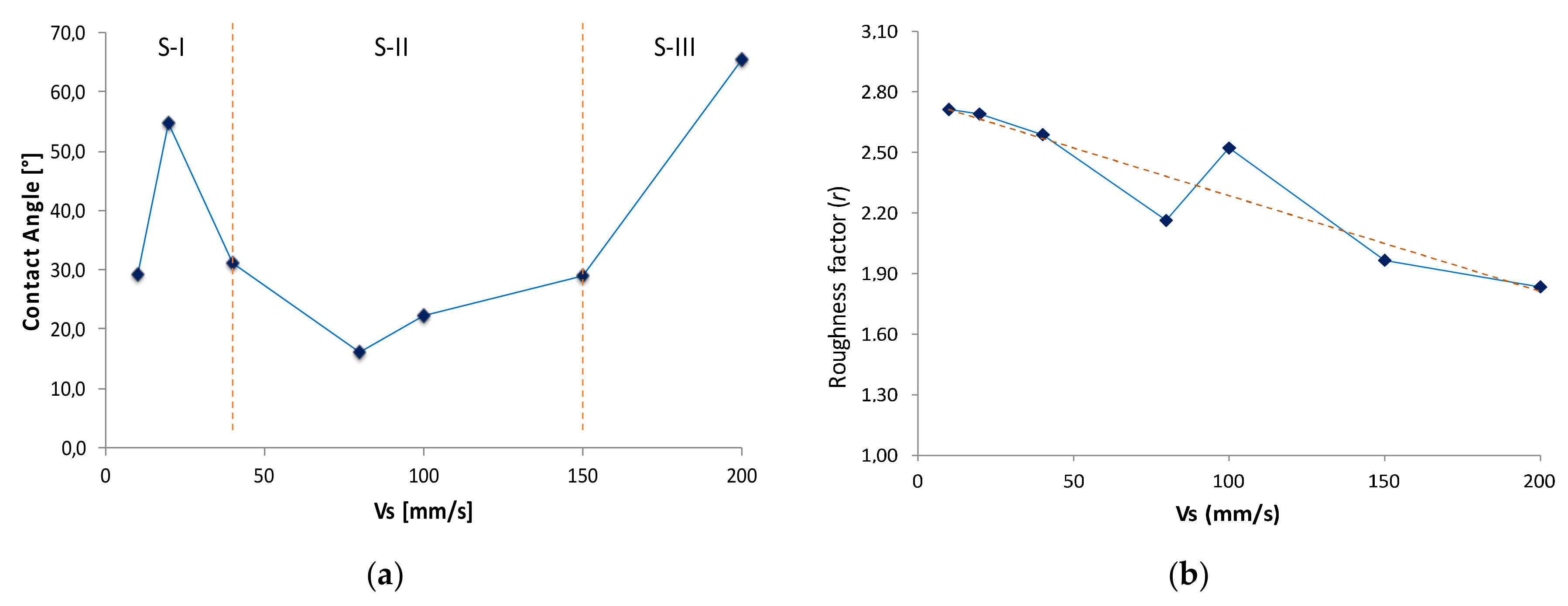
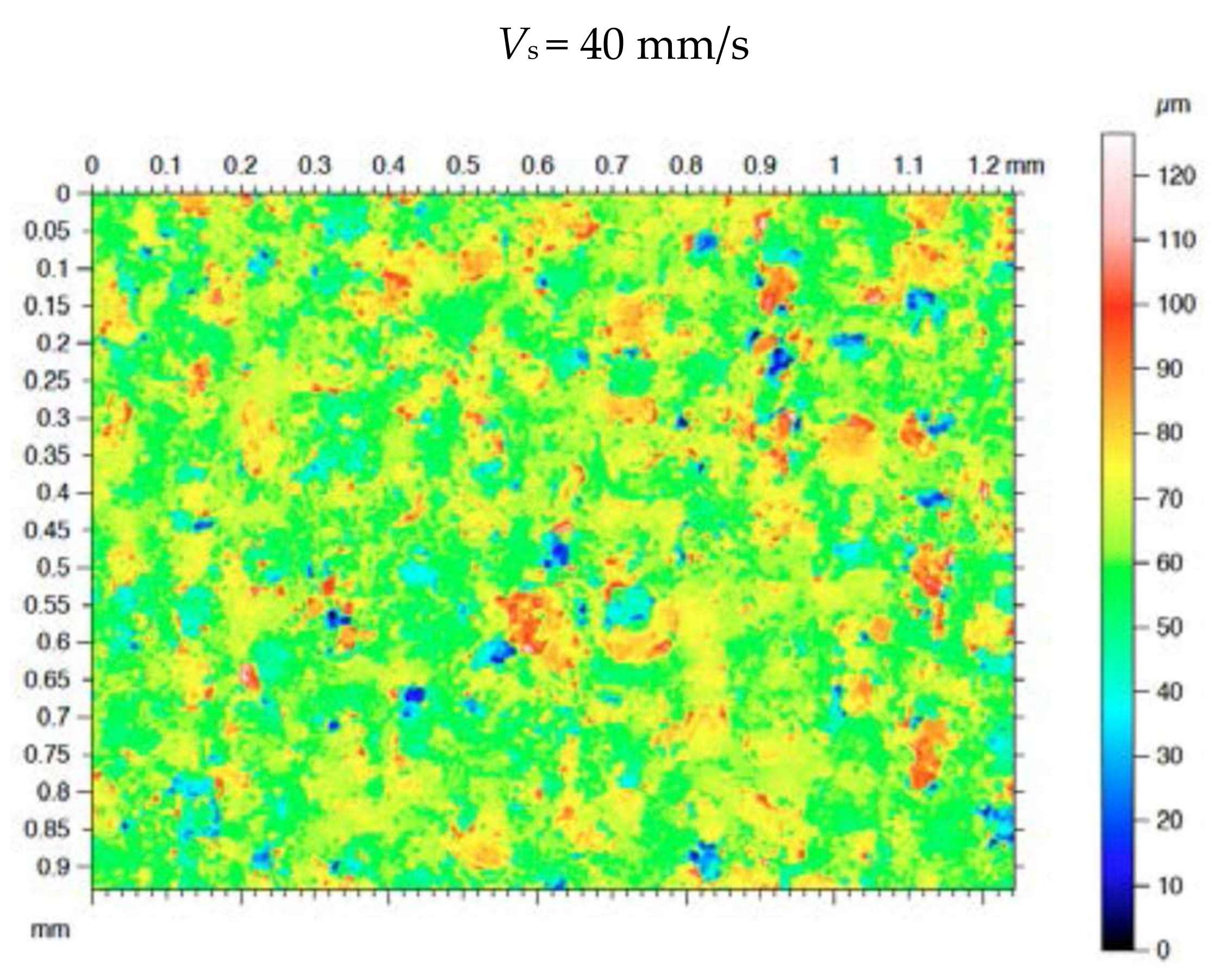
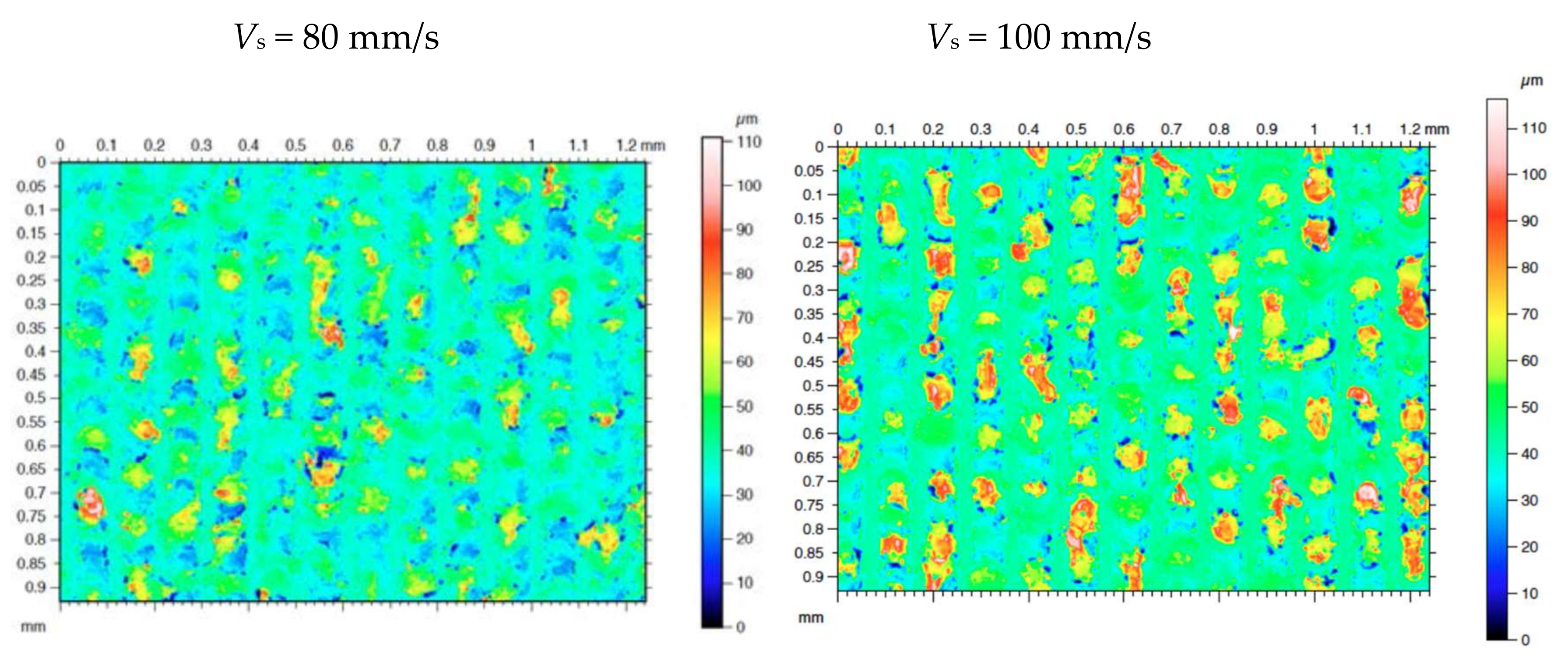
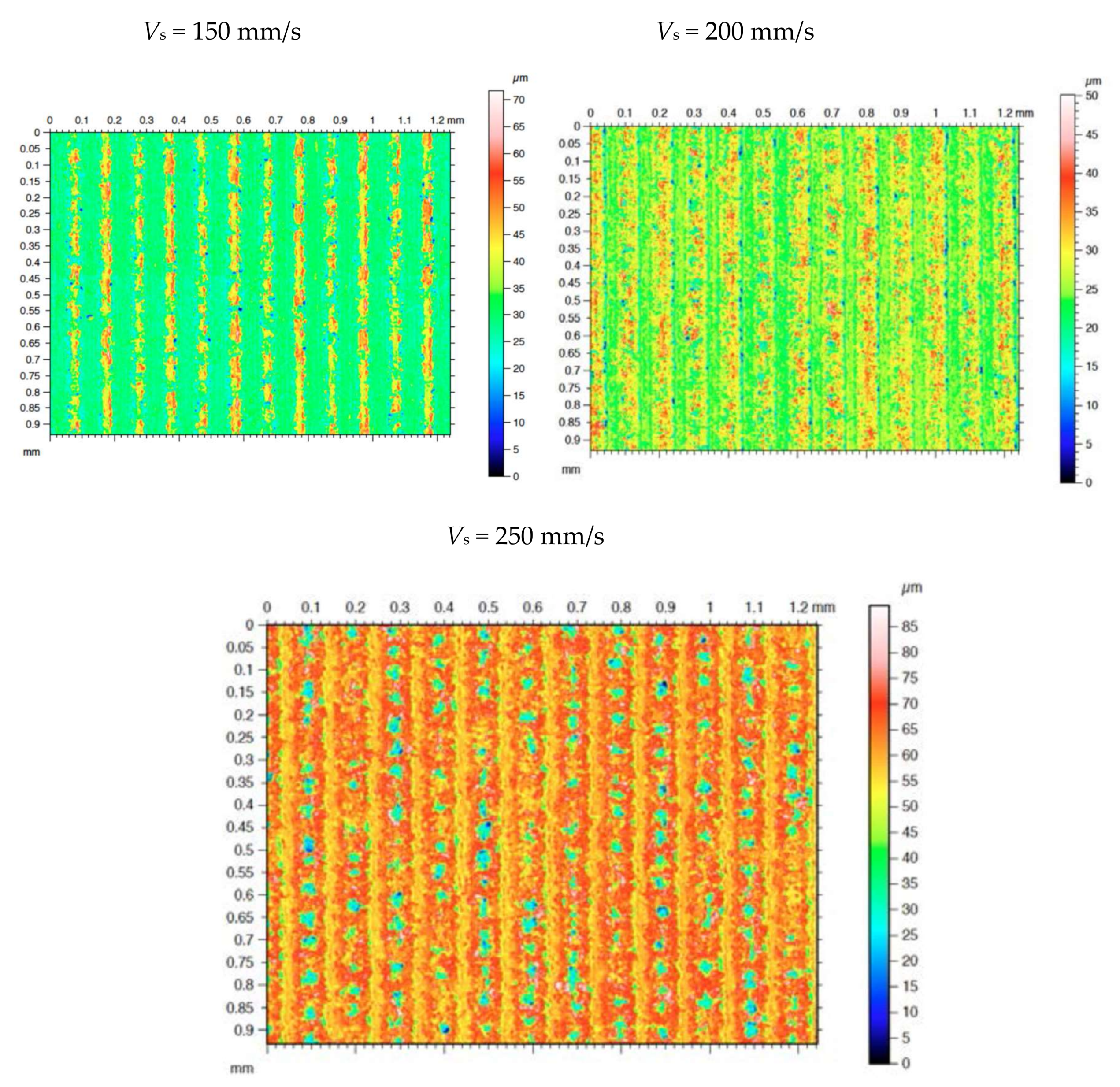
3.1. Surface Finish (Roughness)
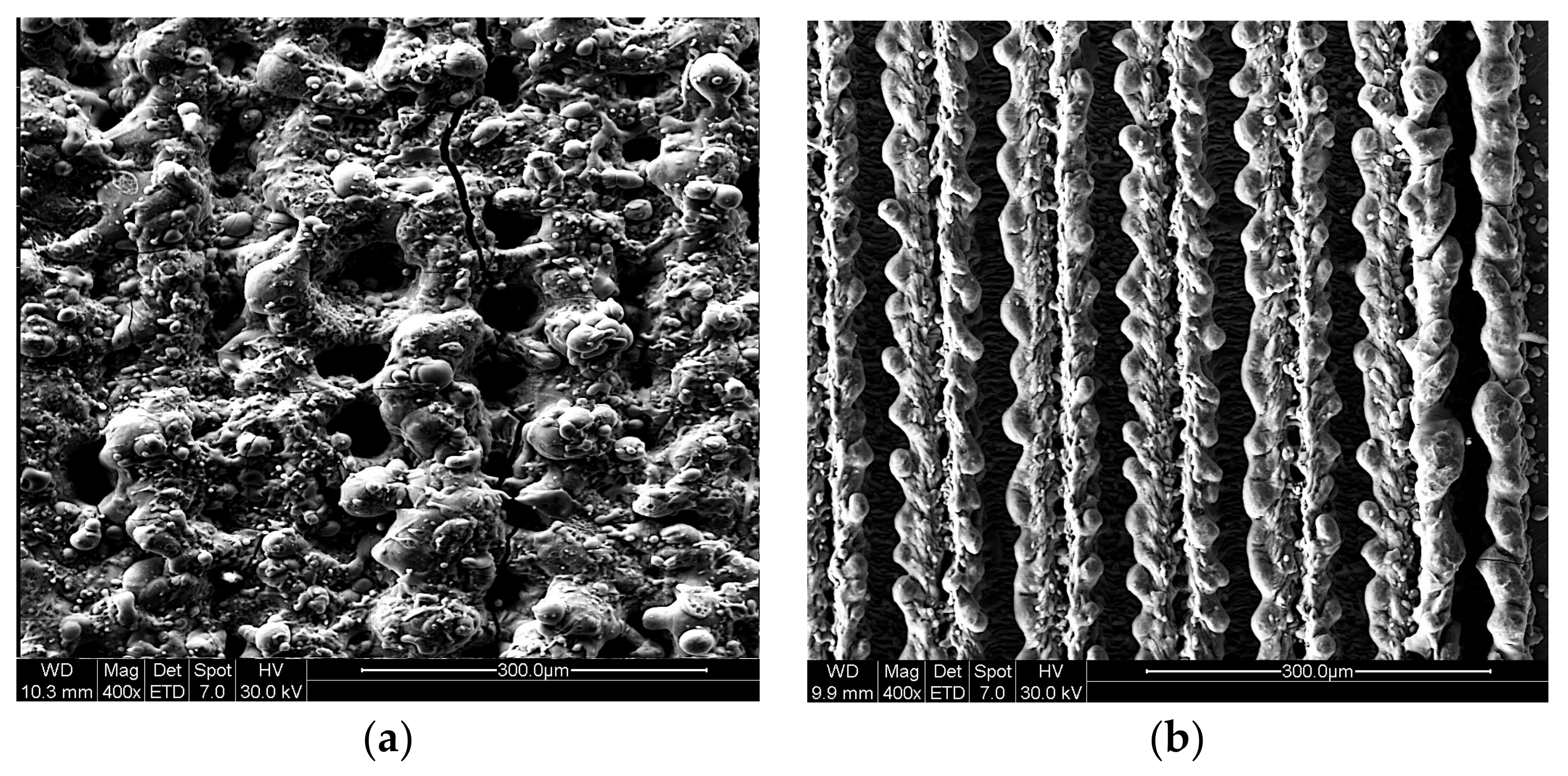
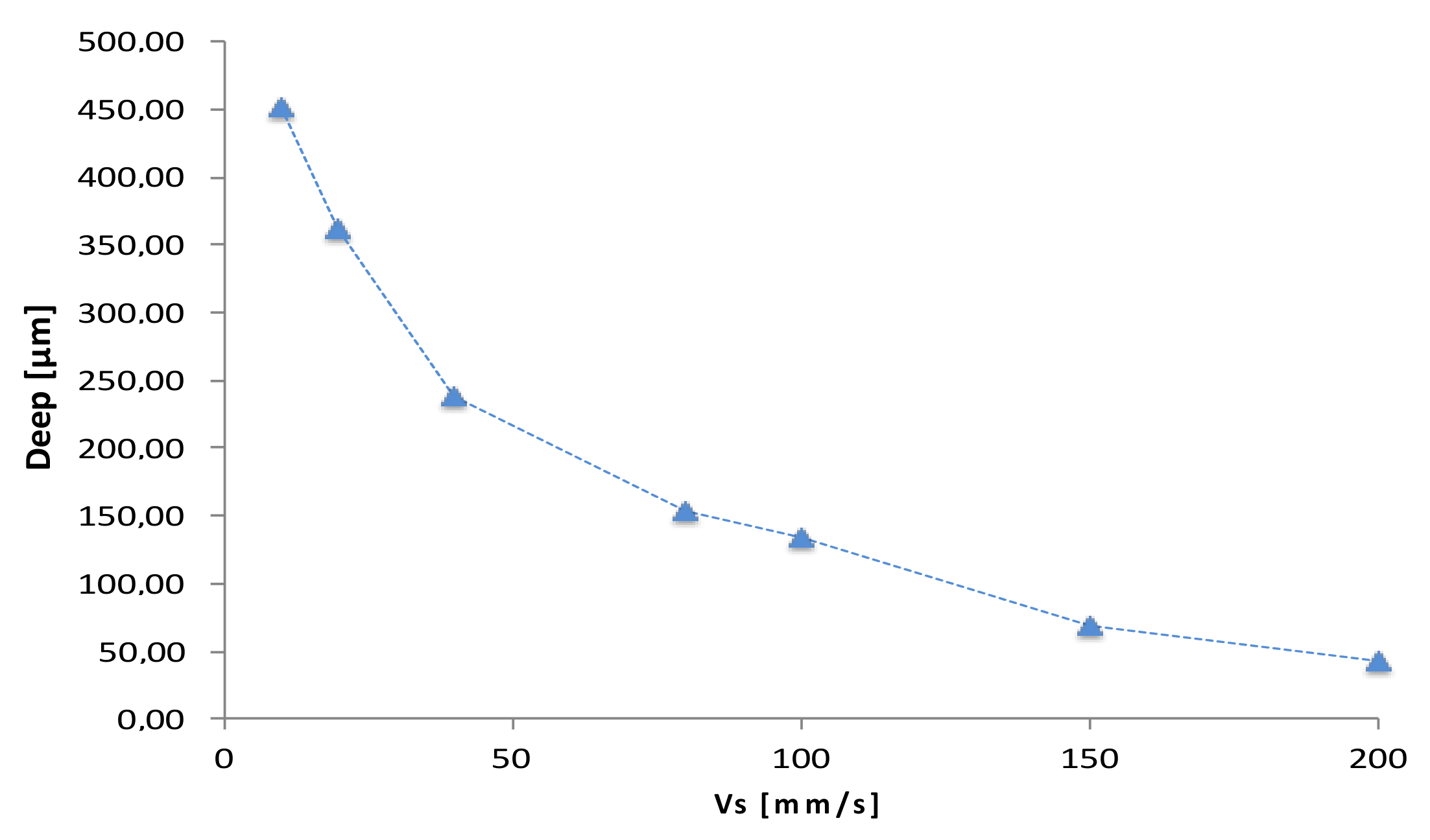
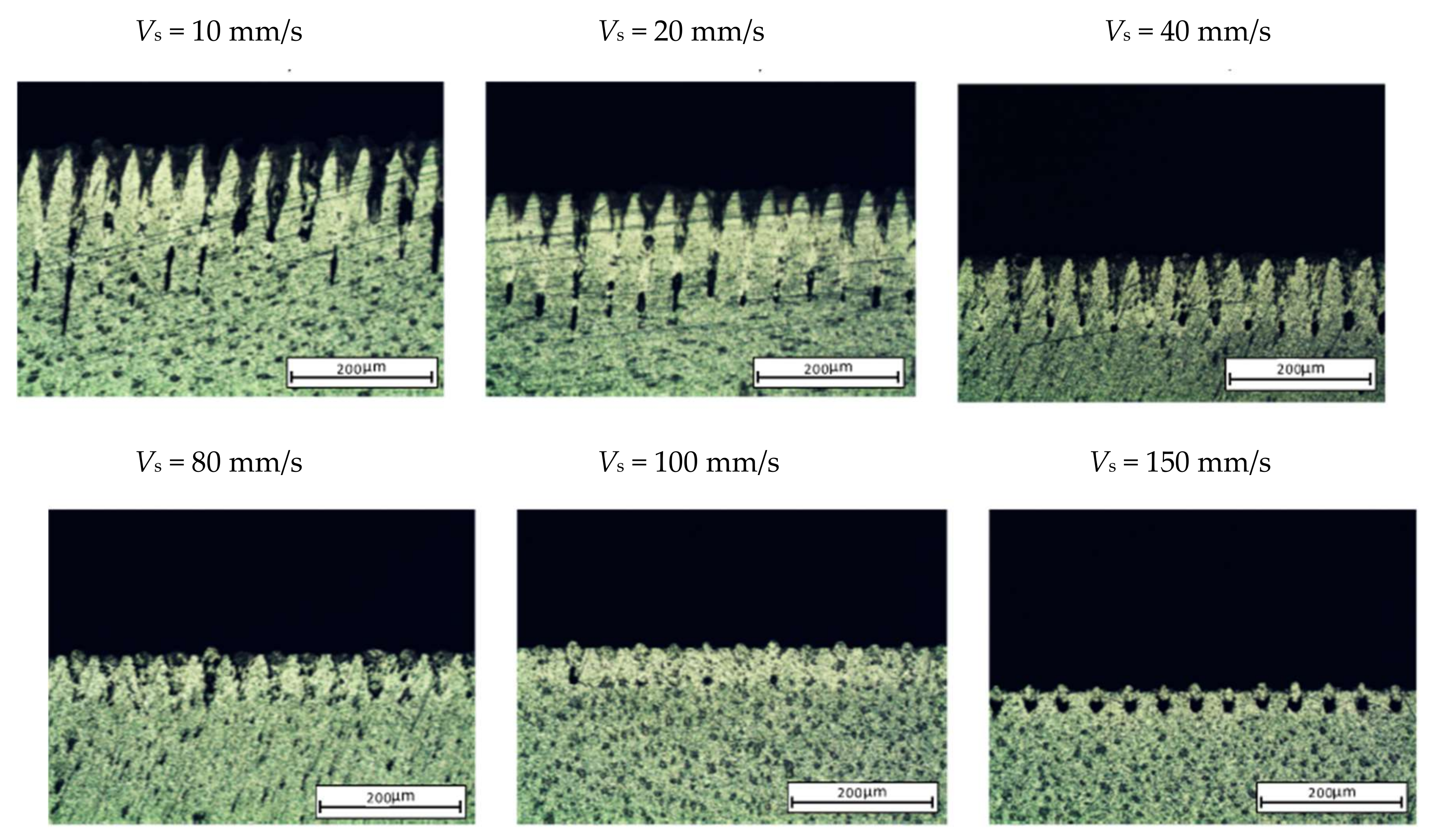
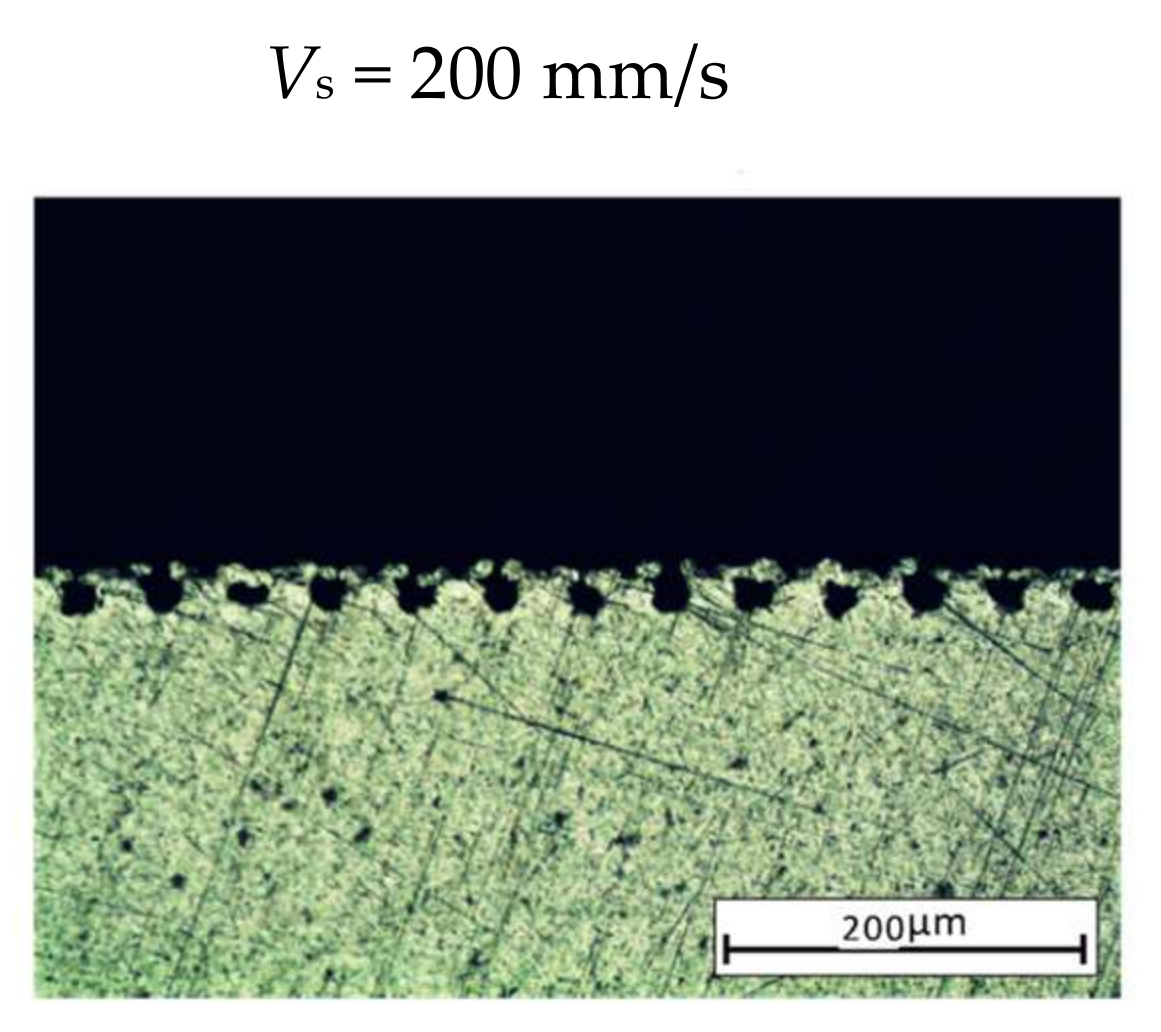
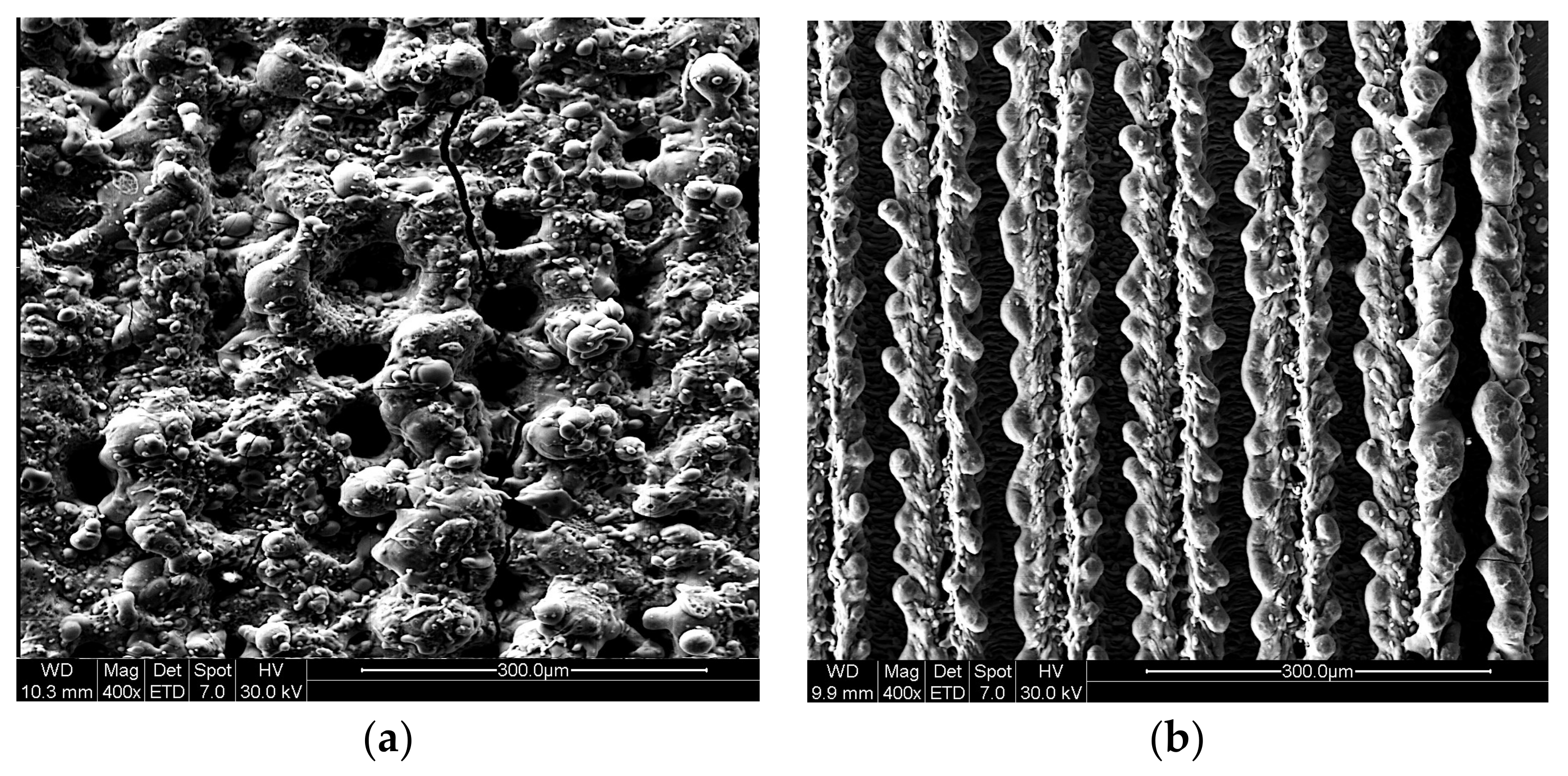
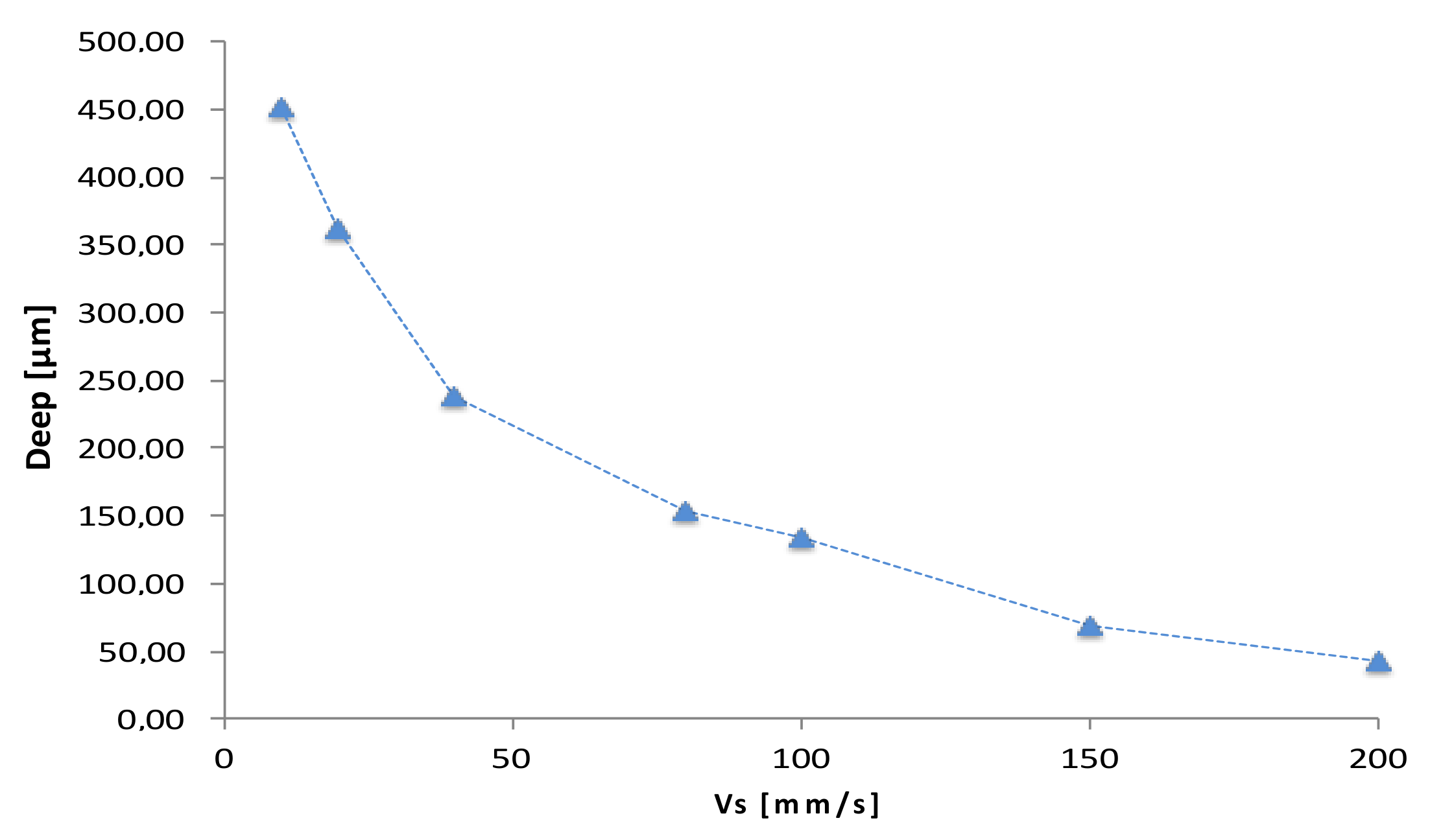
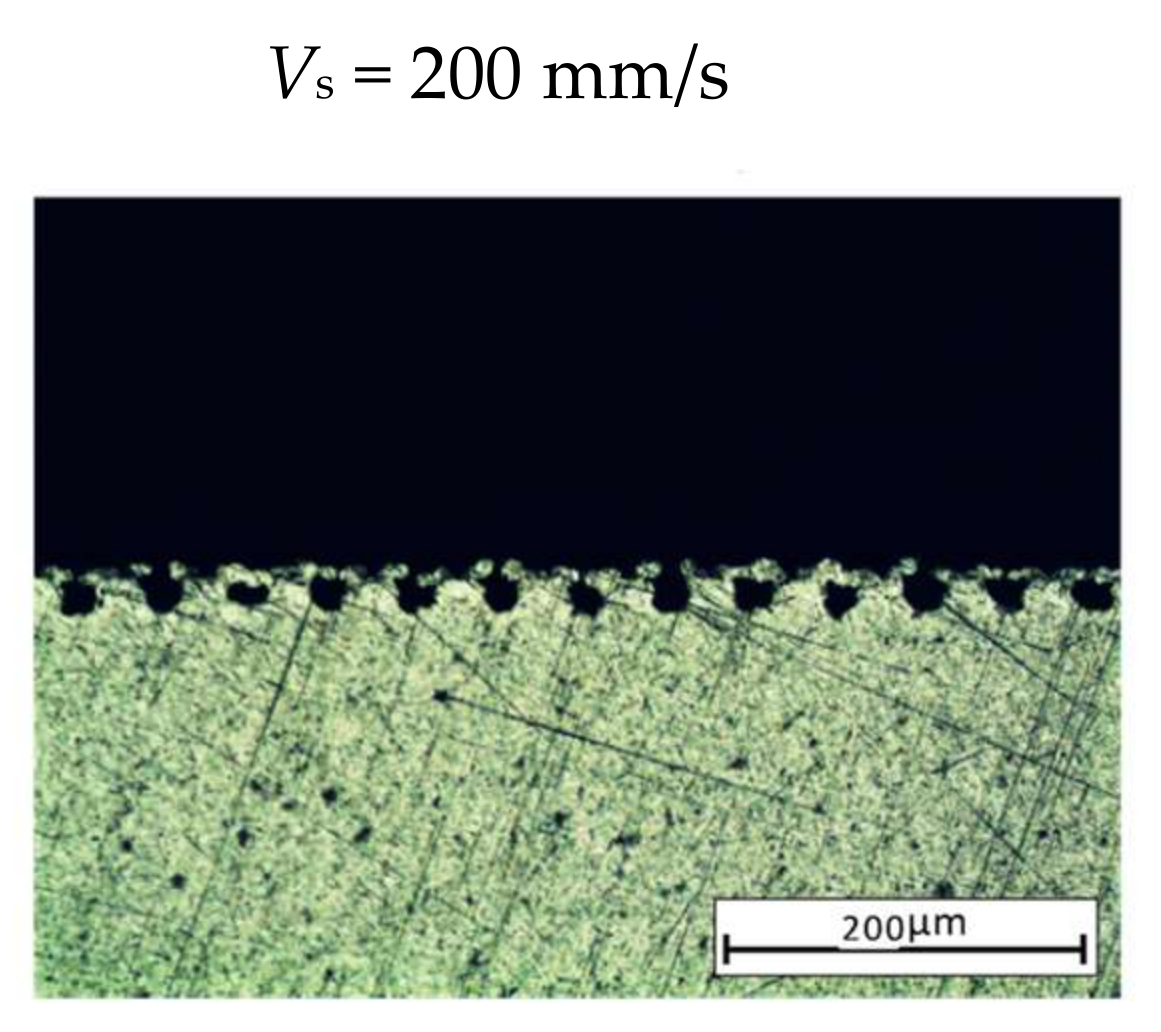
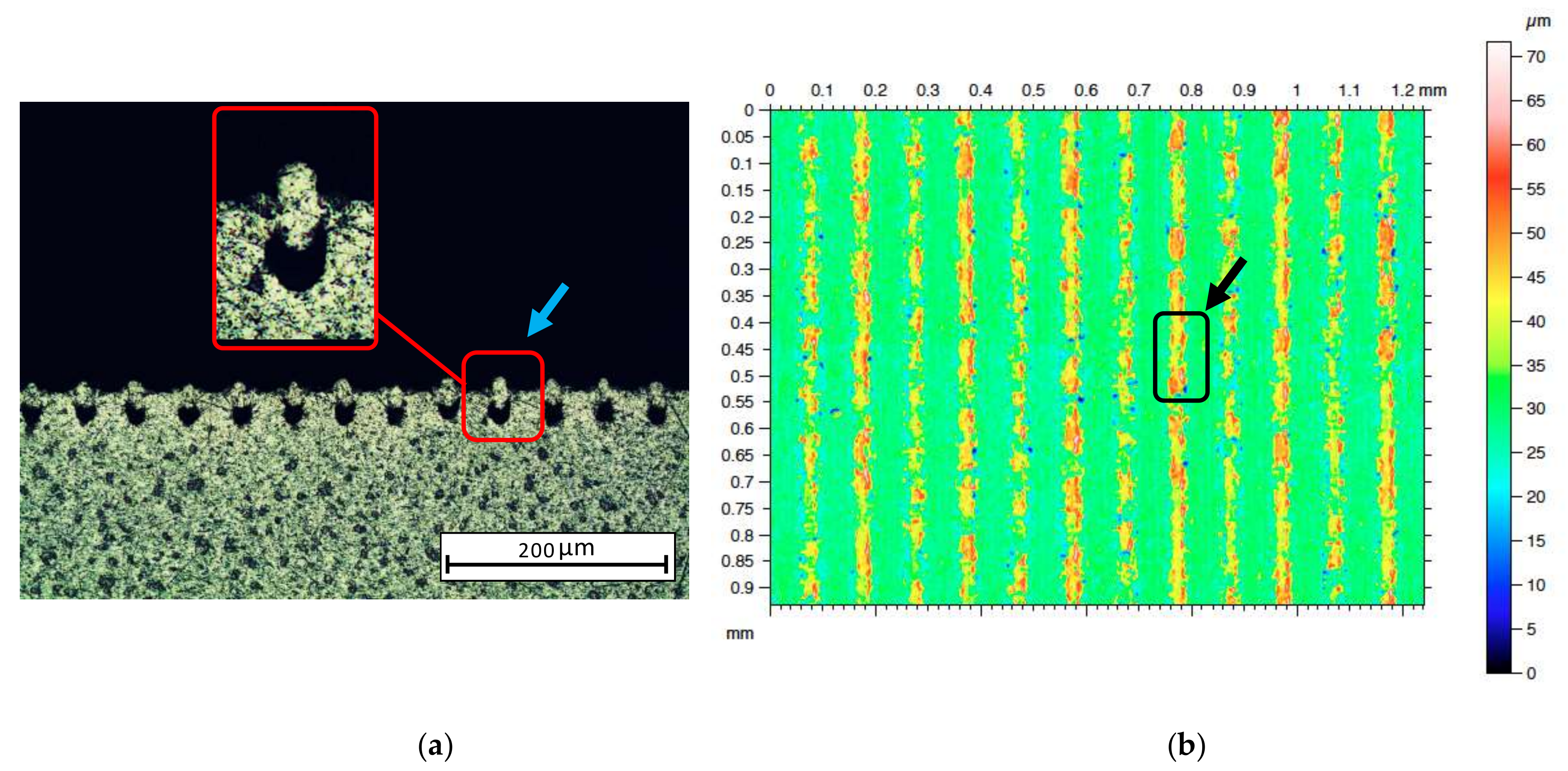
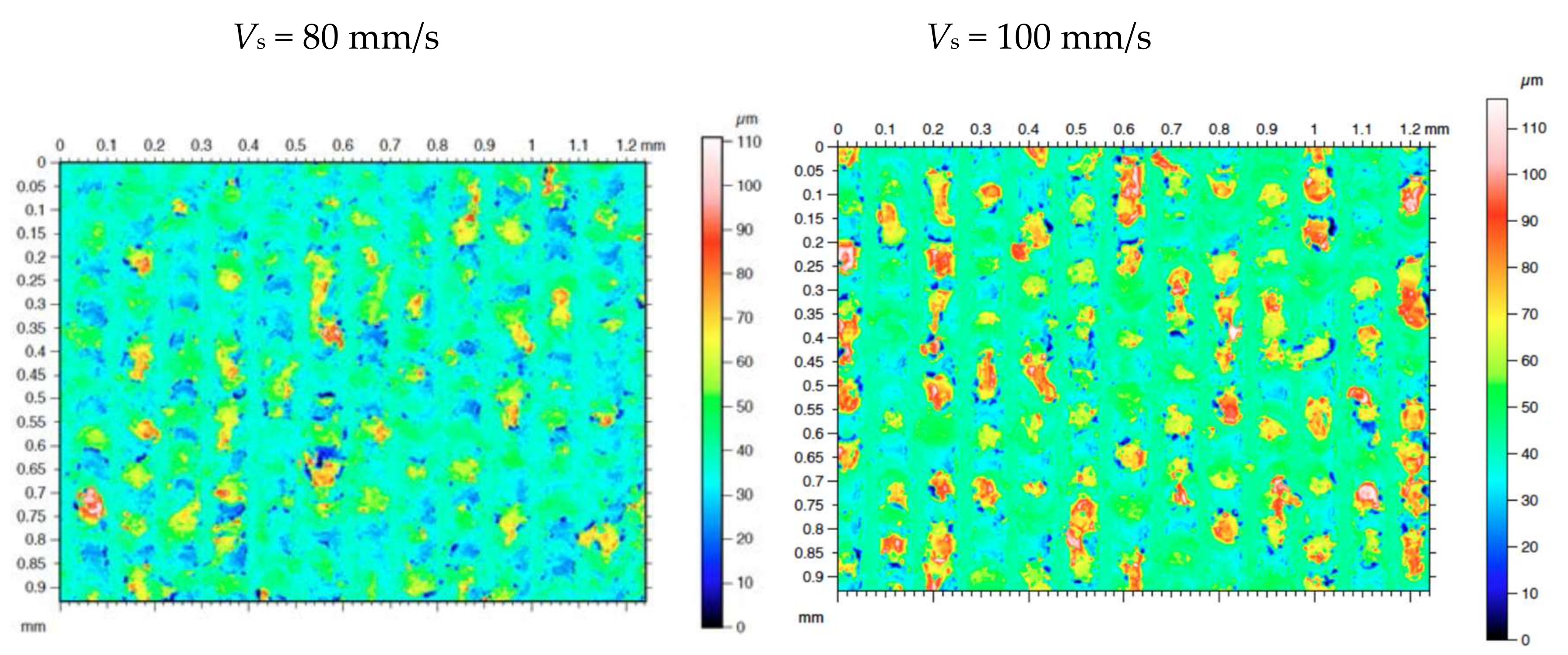
3.2. Shape of Irradiated Grooves
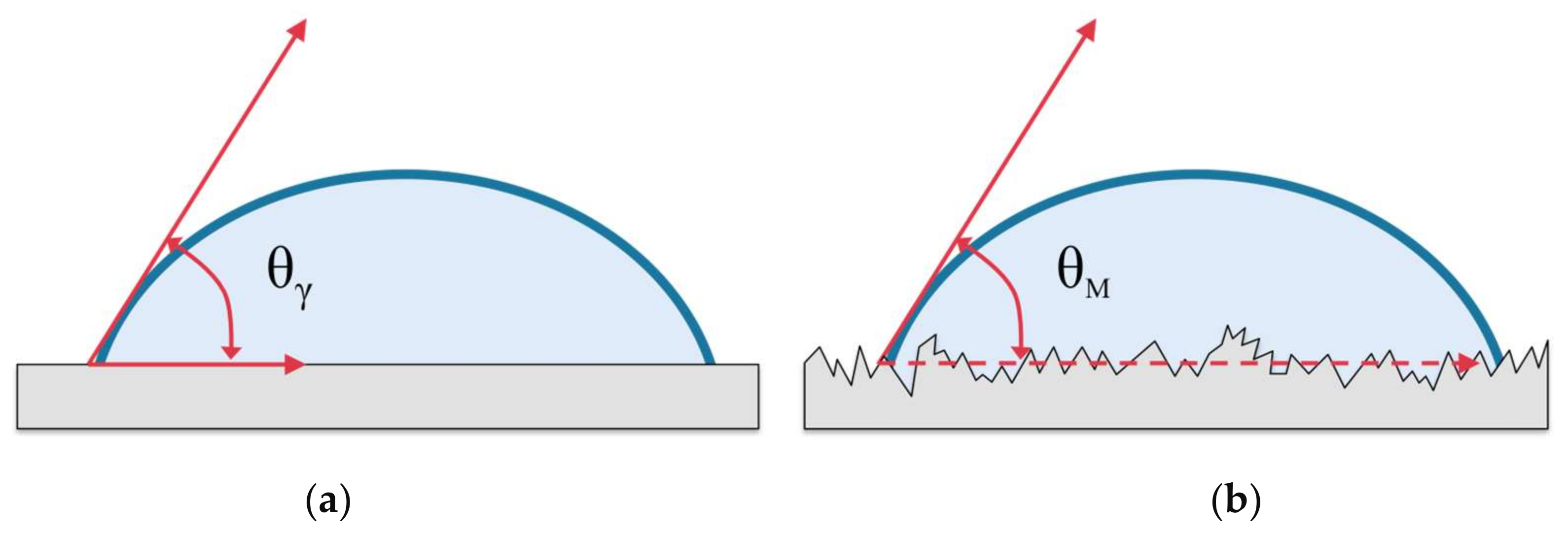
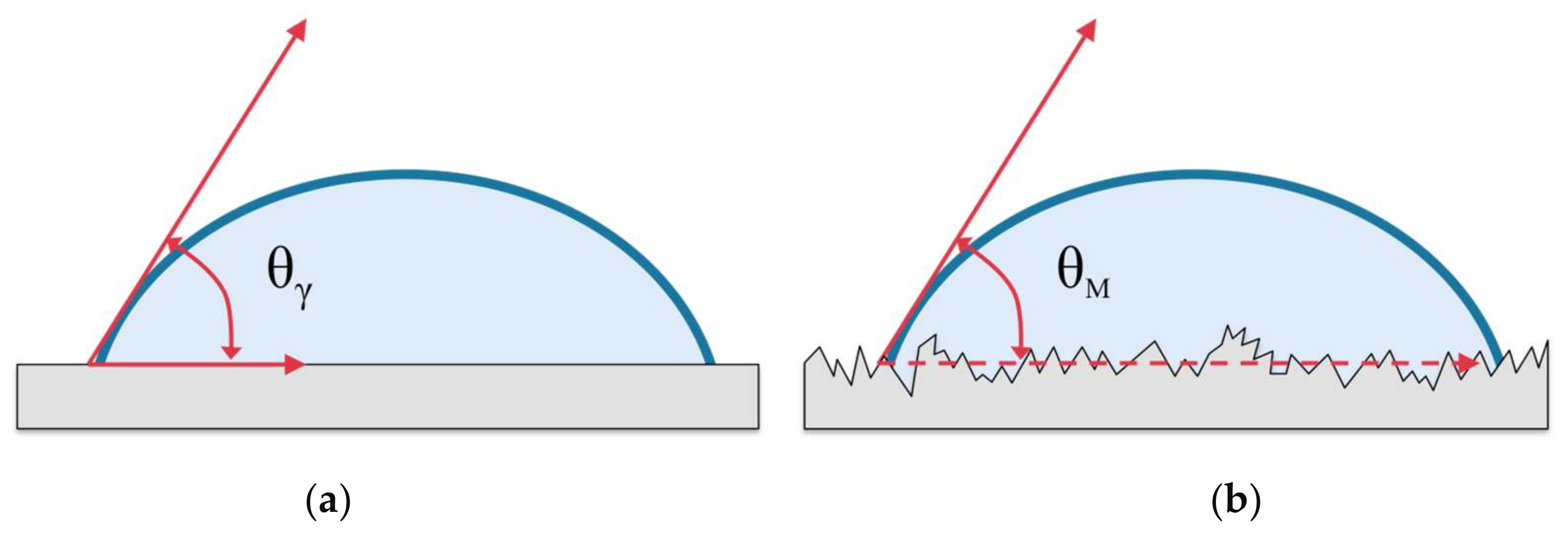
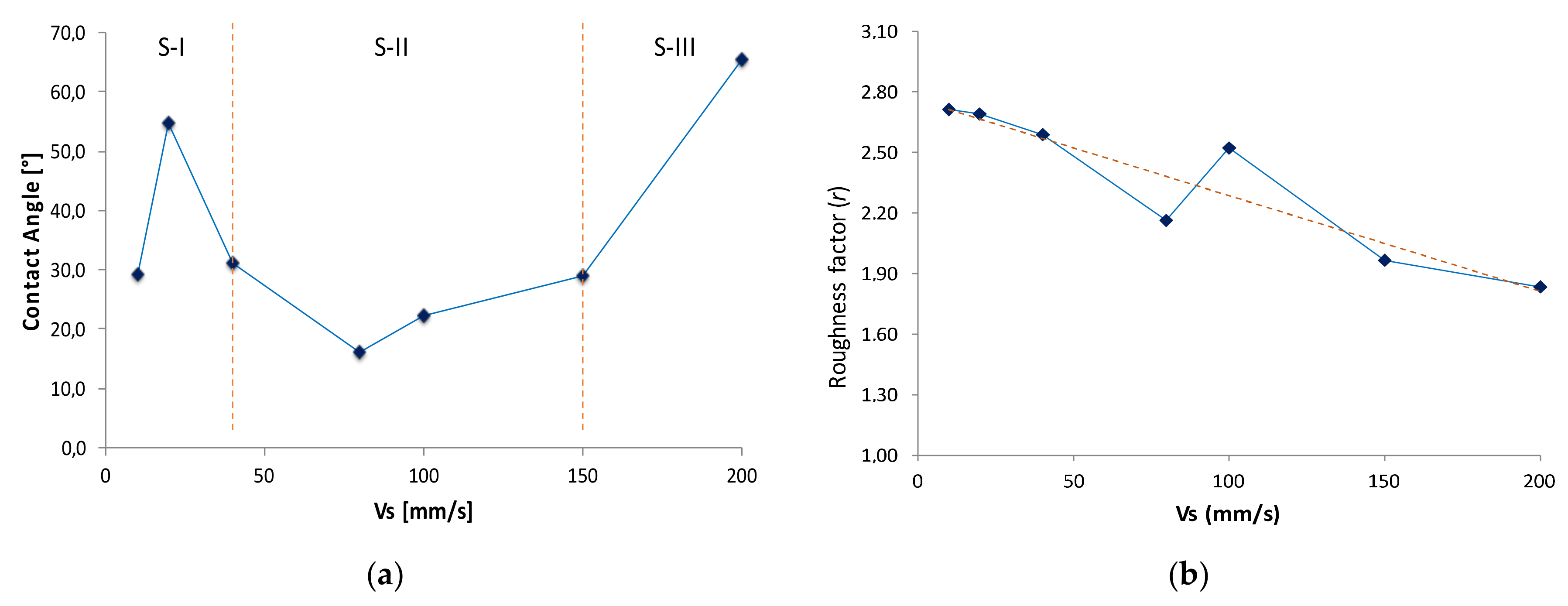
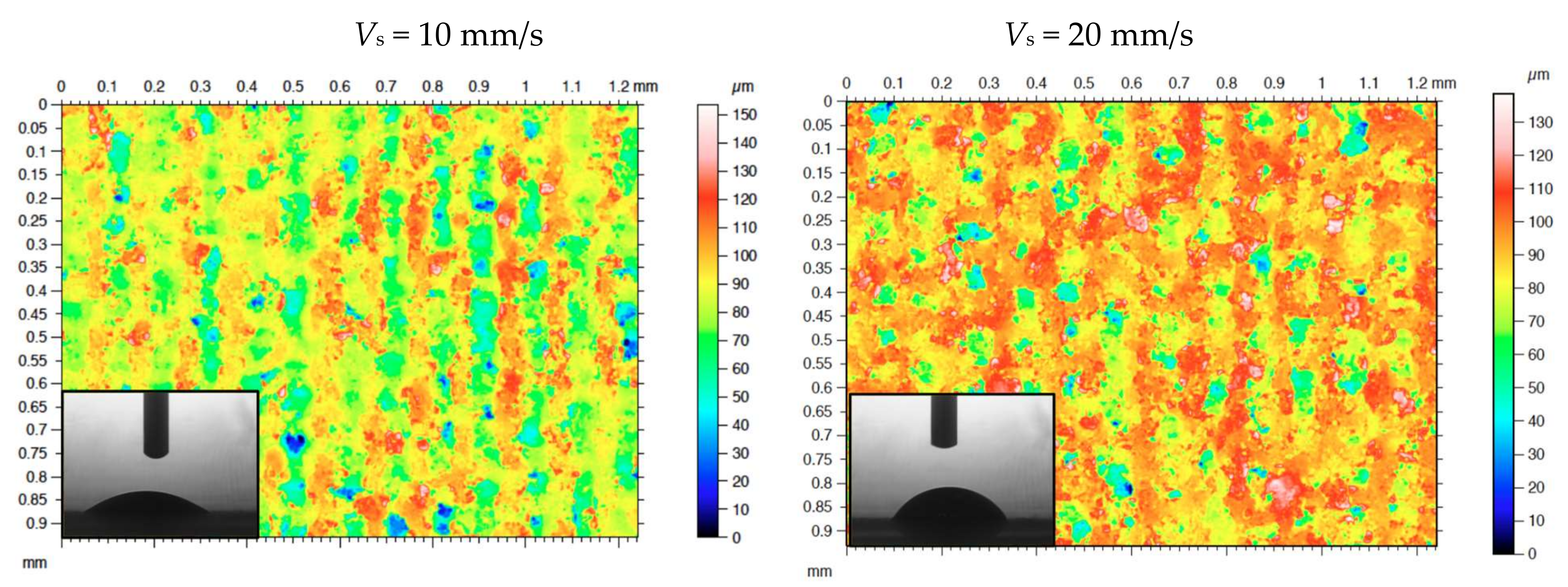
3.3. Wetting Behavior of Textured Surface
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Cho, J.S.; Beag, Y.; Han, S.; Kim, K.; Cho, J.; Koh, S. Hydrophilic surface formation on materials and its applications. Surface Coat. Technol. 2000, 128, 66–70. [Google Scholar] [CrossRef]
- Bormashenko, E. Progress in understanding wetting transitions on rough surfaces. Adv. Colloid Interface Sci. 2015, 222, 92–103. [Google Scholar] [CrossRef] [PubMed]
- Vazirinasab, E.; Jafari, R.; Momen, G. Application of superhydrophobic coatings as a corrosion barrier: A review. Surface Coat. Technol. 2017, 341, 40–56. [Google Scholar] [CrossRef]
- Otitoju, T.A.; Ahmad, A.L.; Ooi, B.S. Superhydrophilic (superwetting) surfaces: A review on fabrication and application. J. Ind. Eng. Chem. 2017, 47, 19–40. [Google Scholar] [CrossRef]
- Belhadjamor, M.; Belghith, S.; Mezlini, S.; El Mansori, M. Effect of the surface texturing scale on the self-clean function: Correlation between mechanical response and wetting behavior. Tribol. Int. 2017, 111, 91–99. [Google Scholar] [CrossRef]
- Mortazavi, V.; Khonsari, M.M. On the degradation of superhydrophobic surfaces: A review. Wear 2017, 372–373, 145–157. [Google Scholar] [CrossRef]
- Wojciechowski, L.; Kubiak, K.J.; Mathia, T.G. Roughness and wettability of surfaces in boundary lubricated scuffing wear. Tribol. Int. 2016, 93B, 593–601. [Google Scholar] [CrossRef]
- Liang, Y.; Shu, L.; Natsu, W.; He, F. Anisotropic wetting characteristics versus roughness on machined surfaces of hydrophilic and hydrophobic materials. Appl. Surface Sci. 2015, 331, 41–49. [Google Scholar] [CrossRef]
- May, A.; Agarwal, N.; Lee, J.; Lambert, M.; Akkan, C.K.; Nothdurft, F.P.; Aktas, O.C. Laser anisotropic wetting on Ti-6Al-4V surfaces. Mater. Lett. 2015, 138, 21–24. [Google Scholar] [CrossRef]
- Drelich, J.; Chibowski, E.; Meng, D.D.; Terpilowski, K. Hydrophilic and superhydrophilic surfaces and materials. Soft Matter 2011, 7, 9804–9829. [Google Scholar] [CrossRef]
- Luo, Y.; Ge, S.; Jin, Z. Wettability Modification for biosurface of titanium alloy by means of sequential carburization. J. Bionic Eng. 2009, 6, 219–223. [Google Scholar] [CrossRef]
- Pou, P.; Riveiro, A.; del Val, J.; Comesaña, R.; Penide, J.; Arias-González, F.; Soto, R.; Lusquiños, F.; Pou, J. Laser surface texturing of Titanium for bioengineering applications. Procedia Manuf. 2017, 13, 694–701. [Google Scholar] [CrossRef]
- Shin, S.; Seo, J.; Han, H.; Kang, S.; Kim, H.; Lee, T. Bio-inspired extreme wetting surfaces for biomedical applications. Materials 2016, 9, 116. [Google Scholar] [CrossRef] [PubMed]
- Tian, Y.S.; Chen, C.Z.; Li, S.T.; Huo, Q.H. Research progress on laser surface modification of titanium alloys. Appl. Surface Sci. 2005, 242, 177–184. [Google Scholar] [CrossRef]
- Mohammed, M.T.; Khan, Z.A.; Siddiquee, A.N. Surface modification of titanium materials for developing corrosion behavior in human body environment: A review. Procedia Mater. Sci. 2014, 6, 1610–1618. [Google Scholar] [CrossRef]
- Vazquez-Martinez, J.M.; Salguero, J.; Botana, F.J.; Gomez-Parra, A.; Fernandez-Vidal, S.R.; Marcos, M. Tribological wear analysis of laser surface treated Ti6Al4V based on volume lost evaluation. Key Eng. Mater. 2014, 615, 82–87. [Google Scholar] [CrossRef]
- Vazquez-Martinez, J.M.; Salguero, J.; Botana, F.J.; Contreras, J.P.; Fernandez-Vidal, S.R.; Marcos, M. Metrological evaluation of the tribological behavior of laser surface treated Ti6Al4V alloy. Procedia Eng. 2013, 63, 752–760. [Google Scholar] [CrossRef]
- Leuders, S.; Thone, M.; Riemer, A.; Niendorf, T.; Troster, T.; Richard, H.A.; Maier, H.J. On the mechanical behavior of titanium alloy Ti6Al4V manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- Arizmendi, M.; Campa, F.J.; Fernandez, J.; López de Lacalle, L.N.; Gil, A.; Bilbao, E.; Veiga, F.; Lamikiz, A. Model for surface topography prediction in peripheral milling considering tool vibration. CIRP Ann. Manuf. Technol. 2009, 58, 93–96. [Google Scholar] [CrossRef]
- Komolafe, B.; Mostafa, A. Wetting and spreading behavior of Ti-based brazing filler on Ti64 substrate. Mater. Res. Express 2017, 6, 066503. [Google Scholar] [CrossRef]
- Vázquez Martínez, J.M.; Salguero Gómez, J.; Batista Ponce, M.; Botana Pedemonte, F.J. Effects of laser processing parameters on texturized layer development and surface features of Ti6Al4V alloy samples. Coatings 2018, 8, 6. [Google Scholar] [CrossRef]
- Al-Sayed Ali, S.R.; Hussein, A.H.A.; Nofal, A.A.M.S.; Hasseb Elnaby, S.E.I.; Elgazzar, H.A.; Sabour, H.A. Laser powder cladding of Ti-6Al-4V α/β alloy. Materials 2017, 10, 1178. [Google Scholar] [CrossRef] [PubMed]
- Martinez, J.M.V.; Pedemonte, F.J.B.; Galvin, M.B.; Gomez, J.S.; Barcena, M.M. Sliding wear behavior of UNS R56400 titanium alloy samples thermally oxidized by laser. Materials 2017, 10, 830. [Google Scholar] [CrossRef] [PubMed]
- Wang, D.; Wang, Y.; Wu, S.; Lin, H.; Yang, Y.; Fan, S.; Gu, C.; Wang, J.; Song, C. Customized a Ti6Al4V bone plate for complex pelvic fracture by selective laser melting. Materials 2017, 10, 35. [Google Scholar] [CrossRef] [PubMed]
- Lopez de Lacalle, L.N.; Rodríguez, A.; Lamikiz, A.; Celaya, A.; Alberdi, R. Five-axis machining and burnishing of complex parts for the improvement of surface roughness. Mater. Manufact. Process. 2011, 26, 997–1003. [Google Scholar] [CrossRef]
- Palmieri, F.L.; Wohl, C.J. Topographical Modification of Polymers and Metals by Laser Ablation to Create Superhydrophobic Surfaces in: Laser Technology: Applications in Adhesion and and Related Areas; Milttal, K.L., Lei, W.-S., Eds.; Scrivner Publishing: Beverly, MA, USA, 2018. [Google Scholar]
- Amrei, M.M.; Davoudi, M.; Chase, G.G.; Vahedi Tafreshi, V. Effects of roughness on droplet apparent contact angles on a fiber. Separ. Purif. Technol. 2017, 180, 107–113. [Google Scholar] [CrossRef]
- Karim, A.M.; Rothstein, J.P.; Kavehpour, H.P. Experimental study of dynamic contact angles on rough hydrophobic surfaces. J. Colloid Interface Sci. 2018, 513, 658–665. [Google Scholar] [CrossRef] [PubMed]
- Bormashenko, E. General equation describing wetting of rough surfaces. J. Colloid Interface Sci. 2011, 360, 317–319. [Google Scholar] [CrossRef] [PubMed]
- Kubiak, K.J.; Wilson, M.C.T.; Mathia, T.G.; Carval, P. Wettability versus roughness of engineering surfaces. Wear 2011, 3–4, 523–528. [Google Scholar] [CrossRef]
- Belaud, V.; Valette, S.; Stremsdoerfer, G.; Bigerelle, M.; Benayoun, S. Wettability versus roughness: Multi-scales approach. Tribol. Int. 2015, 82 Pt B, 343–349. [Google Scholar] [CrossRef]
- Raimbault, O.; Benayoun, S.; Anselme, K.; Mauclairb, C.; Bourgade, T.; Kietzig, A.M.; Girard-Lauriault, P.L.; Valette, S.; Donnet, C. The effects of femtosecond laser-textured Ti–6Al–4V on wettability and cell response. Mater. Sci. Eng. C 2016, 69, 311–320. [Google Scholar] [CrossRef] [PubMed]
- ISO 25178-2 Geometrical Product Specifications (GPS). Surface Texture: Areal—Part 2, Terms, Definitions and Surface Texture Parameters; International Organization Standardization (ISO): Geneva, Switzerland, 2012.
- ISO 4287 Geometrical Product Specifications (GPS). Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters; International Organization Standardization (ISO): Geneva, Switzerland, 1997.
- Peltonen, J.; Järn, M.; Areva, S.; Linden, M.; Rosenholm, J.B. Topographical Parameters for specifying a three-dimensional surface. Langmuir 2004, 20, 9428–9431. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| P (W) | (Hz) | ET (mJ) | Ed (J/cm2) | Vs (mm/s) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 20 | 80,000 | 0.125 | 4.42 | V1 | V2 | V3 | V4 | V5 | V6 | V7 |
| 10 | 20 | 40 | 80 | 100 | 150 | 200 | ||||
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vazquez-Martinez, J.M.; Salguero Gomez, J.; Mayuet Ares, P.F.; Fernandez-Vidal, S.R.; Batista Ponce, M. Effects of Laser Microtexturing on the Wetting Behavior of Ti6Al4V Alloy. Coatings 2018, 8, 145. https://doi.org/10.3390/coatings8040145
Vazquez-Martinez JM, Salguero Gomez J, Mayuet Ares PF, Fernandez-Vidal SR, Batista Ponce M. Effects of Laser Microtexturing on the Wetting Behavior of Ti6Al4V Alloy. Coatings. 2018; 8(4):145. https://doi.org/10.3390/coatings8040145
Chicago/Turabian StyleVazquez-Martinez, Juan Manuel, Jorge Salguero Gomez, Pedro Francisco Mayuet Ares, Severo Raul Fernandez-Vidal, and Moises Batista Ponce. 2018. "Effects of Laser Microtexturing on the Wetting Behavior of Ti6Al4V Alloy" Coatings 8, no. 4: 145. https://doi.org/10.3390/coatings8040145