Chromium Carbide Growth by Direct Liquid Injection Chemical Vapor Deposition in Long and Narrow Tubes, Experiments, Modeling and Simulation

 ,
,
Abstract
:1. Introduction
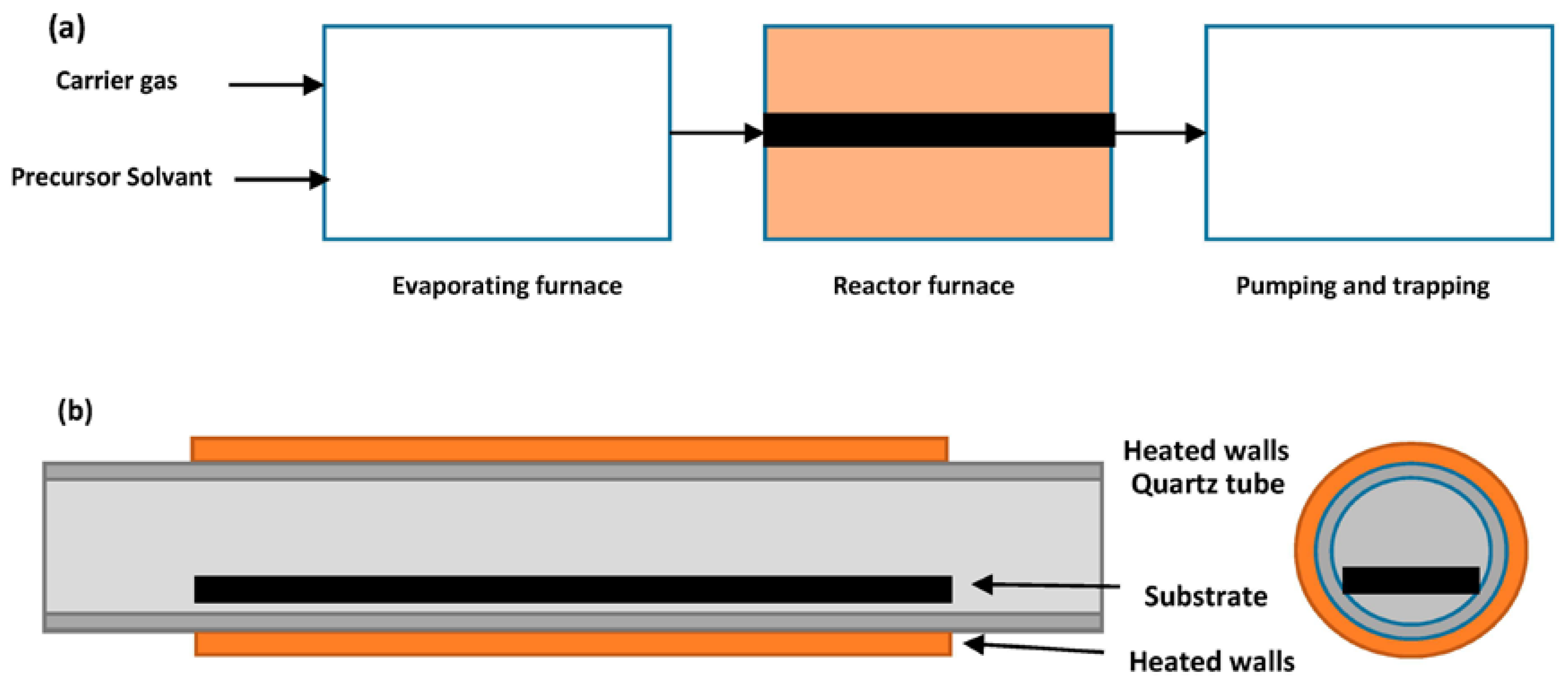
2. Experimental Procedure
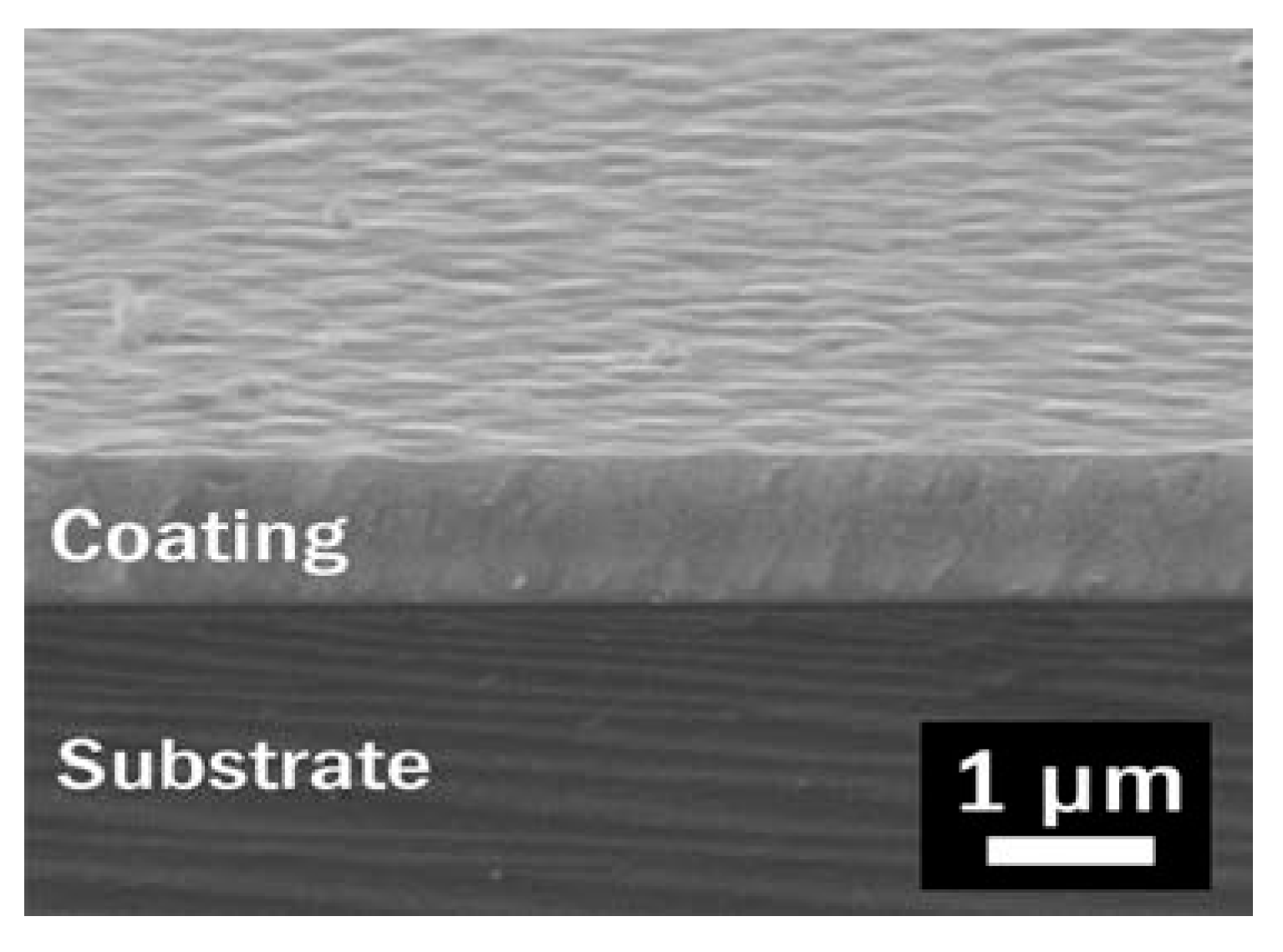
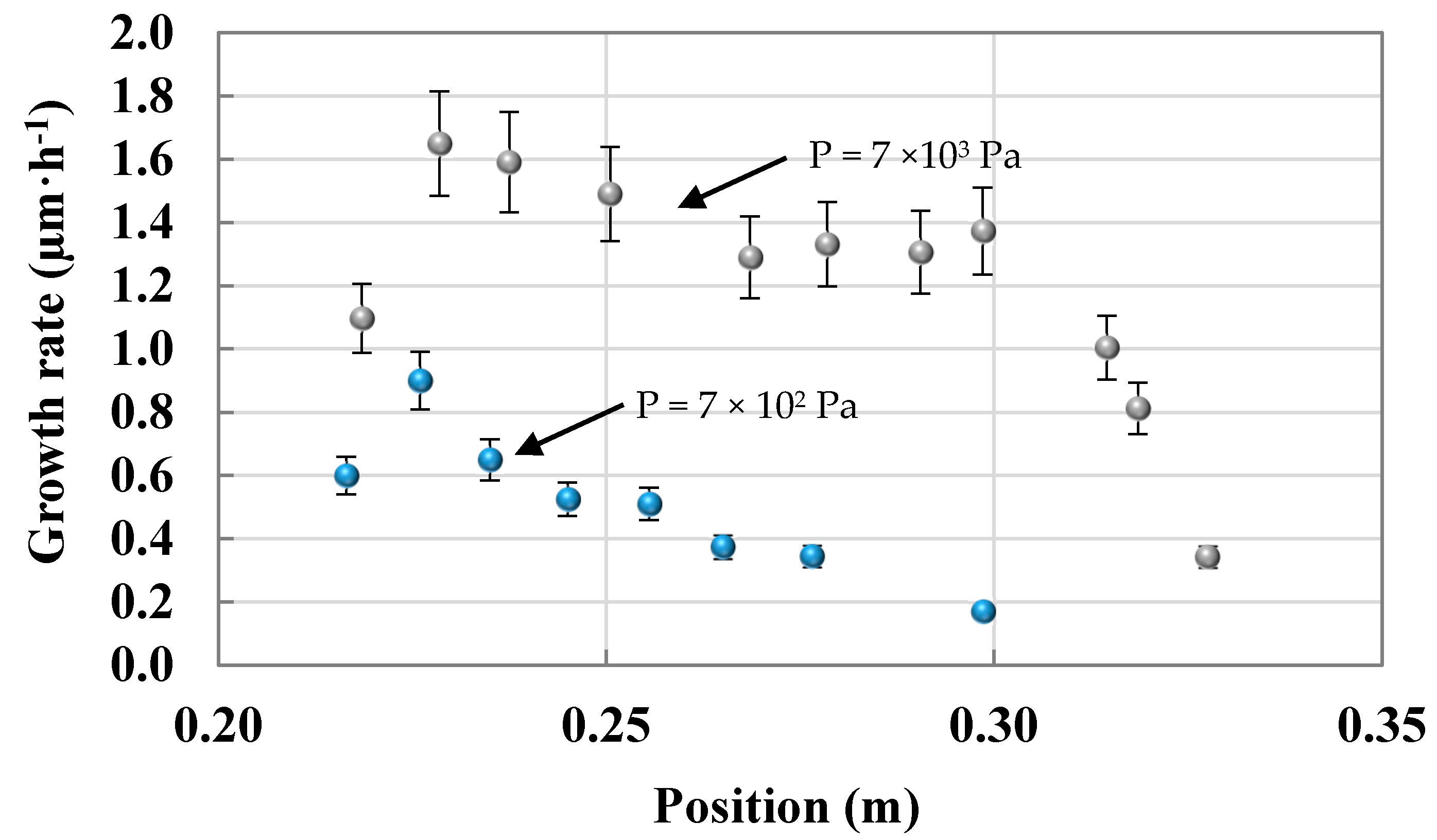
3. Experimental Results
4. Transport Modeling and Databases
4.1. Equations
4.2. Kinetic Pathways: Study of the Solvent
4.3. Kinetic Pathways: Study of the Reactions
4.4. Estimation of Thermodynamic and Transport Data
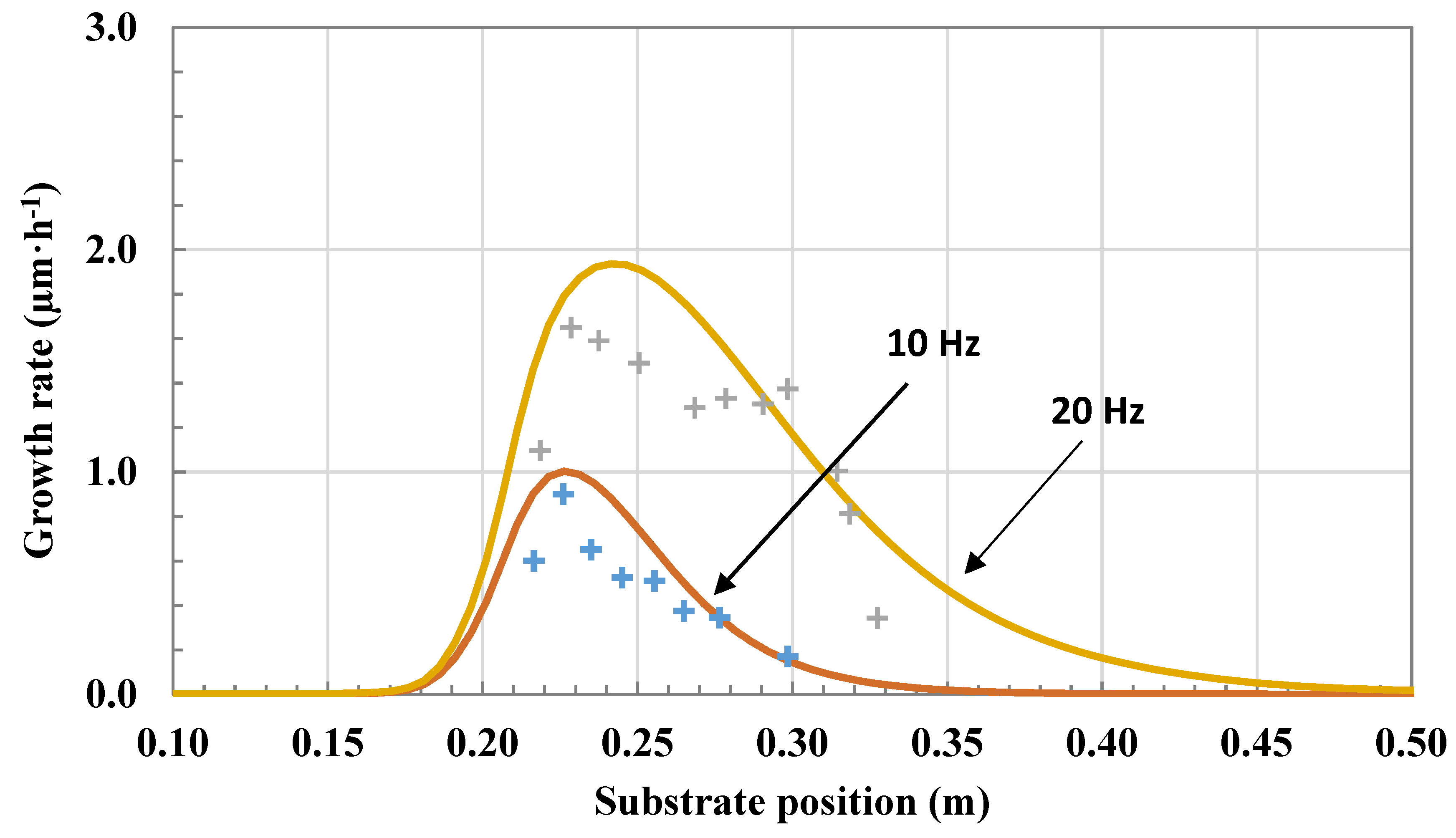
5. Results: Deposition in Long and Narrow Tubes
5.1. Preliminary Experiments in Short Tubes
5.2. Chemical Vapor Deposition (CVD) Experiments inside Long and Narrow Tubes
6. Conclusions
7. Patents
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Briois, P.; Mercs, D.; Demange, V.; Banakh, O.; Sanchette, F.; Billard, A. Characterizations of CrN/a-CNx nanolayered coatings deposited by DC reactive magnetron sputtering of Cr and graphite targets. Vacuum 2011, 86, 206–209. [Google Scholar] [CrossRef]
- Bryskin, B.; Kostylev, A.; Pokrovskiy, Y.; Lumpov, A. CVD technology for preparing wear-resistive chromium carbide coatings of engine components. SAE Int. J. Mater. Manuf. 2014, 7, 630–632. [Google Scholar] [CrossRef]
- Castillejo, F.E.; Marulanda, D.M.; Olaya, J.J.; Alfonso, J.E. Wear and corrosion resistance of niobium–chromium carbide coatings on AISI D2 produced through TRD. Surf. Coat. Technol. 2014, 254, 104–111. [Google Scholar] [CrossRef] [Green Version]
- Maury, F. MOCVD of hard metallurgical coatings: Examples in the Cr–C–N system. Electrochim. Acta 2005, 50, 4525–4530. [Google Scholar] [CrossRef] [Green Version]
- Schuster, F.; Maury, F.; Nowak, J.F. Influence of organochromium precursor chemistry on the microstructure of MOCVD chromium carbide coatings. Surf. Coat. Technol. 1990, 43–44, 185–198. [Google Scholar] [CrossRef]
- Mugabi, J.A.; Eriksen, I.; Petrushina, I.; Christensen, E.; Bjerrum, N.J. Kinetic study of the chemical vapor deposition of tantalum in long narrow channels. Adv. Mater. Interfaces 2016, 3, 1500795. [Google Scholar] [CrossRef]
- Hinke, S.; StiJckel, S.; Marx, G. Characterization of BN-films deposited onto carbon fibres by a continuous CVD-process. Frenesius J. Anal. Chem. 1994, 349, 181. [Google Scholar] [CrossRef]
- Suzuki, M.; Tanaka, Y.; Inoue, Y.; Myamoto, N.; Sato, M.; Goda, K. Uniformization of boron nitride coating thickness by continuous chemical vapor deposition process for interphase of SiC/SiC composites. J. Ceram. Soc. Jpn. 2003, 111, 865–871. [Google Scholar] [CrossRef]
- Heffernan, W.J.; Ahmad, I.; Haskell, R.W. Continuous CVD process for coating filaments with tantalum carbide. In Proceedings of the 4th International Conference on Chemical Vapor Deposition, Boston, MA, USA, 7 October 1973; Wakefield, G.F., Ed.; Electrochemical Society: Princeton, NJ, USA, 1973; pp. 498–508. [Google Scholar]
- Kawamura, H.; Tachikawa, K. Preparation of the superconducting Nb3Ge tape by a continuous CVD process. Jpn. J. Appl. Phys. 1977, 16, 2037–2041. [Google Scholar] [CrossRef]
- Polsen, E.S.; McNerny, D.Q.; Viswanath, B.; Pattinson, S.W.; Hart, A.J. High-speed roll-to-roll manufacturing of graphene using a concentric tube CVD reactor. Sci. Rep. 2015, 5, 10257. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liang, H.F.; Gordon, R.G. Atmospheric pressure chemical vapor deposition of transparent conducting films of fluorine doped zinc oxide and their application to amorphous silicon solar cells. J. Mater. Sci. 2007, 42, 6388–6399. [Google Scholar] [CrossRef]
- Schropp, R.E.I. Industrialization of hot wire chemical vapor deposition for thin film applications. Thin Solid Films 2015, 595, 272–283. [Google Scholar] [CrossRef]
- Casserly, T.; Boinapally, K.; Oppus, M.; Upadhyaya, D.; Boardman, B.; Tudhope, A. Investigation of DLC-Si film deposited inside a 304SS pipe using a novel hollow cathode plasma immersion ion processing method. In Proceedings of the 50th Annual Technical Conference Proceedings, Louisville, KY, USA, 28 April–3 May 2007; pp. 59–62. [Google Scholar]
- Besmann, T.; Matlin, W.; Stinton, D. Chemical vapor infiltration process modeling and optimization. MRS Proc. 1995, 410, 441–451. [Google Scholar] [CrossRef]
- Kwatera, A. Uniform thin chemically vapor-deposited layers of high density on the inner surfaces of tube-shaoed substrates. Thin Solid Films 1991, 204, 313–339. [Google Scholar] [CrossRef]
- Itoh, H.; Gonda, M.; Sugiyama, K. CVD of corrosion-resistant tin and tic films to inner wall of steel tubes. J. Met. Finish. Soc. Jpn. 1984, 35, 590–594. [Google Scholar] [CrossRef]
- Itoh, H.; Kato, K.; Sugiyama, K. Chemical vapour deposition of tin film to the inner walls of long steel tubes. J. Mater. Sci. 1986, 21, 751–756. [Google Scholar] [CrossRef]
- Drieux, P.; Chollon, G.; Jacques, S.; Allemand, A.; Cavagnat, D.; Buffeteau, T. Experimental study of the chemical vapor deposition from CH3SiHCl2/H2: Application to the synthesis of monolithic sic tubes. Surf. Coat. Technol. 2013, 230, 137–144. [Google Scholar] [CrossRef]
- Duguet, T.; Vahlas, C.; Ledru, Y. Method and Device for the Formation of a Continuous Layer on the Inner and Outer Surfaces of a Hollow Part and Part Thus Produced. Patent WO 201,410,218,8A1, 3 July 2014. [Google Scholar]
- Hertz, D.; Audisio, S.; Defoort, F.; Idriss, H. Method of Obtaining an Insulating Coating of Chromium Oxide between the Pellets and the Cladding of a Nuclear Fuel Element and Nuclear Fuel Element Having such an Insulating Coating. Patent EP 040,969,3A1, 23 January 1991. [Google Scholar]
- Poirier, L.; Wang, Y.B.; Ducarroir, M.; Teyssandier, F. Ceramic coating of metal tube inner surfaces by MOCVD. In Proceedings of the 14th International Conference on Chemical Vapor Deposition, Paris, France, 5–9 September 1997; Allendorf, M.D., Bernard, C., Eds.; Electrochemical Society: Pennington, NJ, USA, 1997; Volume 25, pp. 425–432. [Google Scholar]
- Xiong, Y.Q.; Dong, M.J.; Li, K.; Wang, J.Z.; Ren, N. Model for atomic layer deposition on inner wall of rectangular pipes with large aspect ratio. In Proceedings of the Eighth International Conference on Thin Film Physics and Applications, Shanghai, China, 20–23 September 2013; Chu, J., Wang, C., Eds.; SPIE: Bellingham, WA, USA, 2013; p. UNSP 90680C. [Google Scholar]
- Ives, R.L.; Oldham, C.J.; Daubert, J.S.; Gremaud, A.P.; Collins, G.; Marsden, D.; Bui, T.; Fusco, M.A.; Mitsdarffer, B.; Parsons, G.N. Corrosion mitigation coatings for RF sources and components. IEEE Trans. Electron Devices 2018, 65, 2385–2392. [Google Scholar] [CrossRef]
- Karwa, M.; Iqbal, Z.; Mitra, S. Scaled-up self-assembly of carbon nanotubes inside long stainless steel tubing. Carbon 2006, 44, 1235–1242. [Google Scholar] [CrossRef]
- Clark, T.J.; Banash, M.A.; Cruse, R.W.; Mininni, R.M.; Rohman, S.J. Model for chemical vapor deposition of nanostructured ceramics inside tubes under high temperature laminar flow conditions. Nanostruct. Mater. 1994, 4, 723–735. [Google Scholar] [CrossRef]
- Johnson, C.E.; Crouthamel, C.E. Nuclear Reactor Fuel Element. U.S. Patent 42,292,601,980, 21 October 1980. [Google Scholar]
- Field, A.L. Process for Coating the Internal Surface of a Metal Tube with a Neutron Absorber. Patent EP 020,456,5A2, 10 December 1986. [Google Scholar]
- Douard, A.; Bernard, C.; Maury, F. Thermodynamic simulation of atmospheric DLI-CVD processes for the growth of chromium-based hard coatings using bis(benzene)chromium as molecular source. Surf. Coat. Technol. 2008, 203, 516–520. [Google Scholar] [CrossRef] [Green Version]
- Allendorf, M.D.; van Mol, A.M.B. Gas-phase thermochemistry and mechanism of organometallic tin oxide CVD precursors. Top. Organomet. Chem. 2005, 9, 1–48. [Google Scholar]
- Chae, Y.; Houf, W.G.; McDaniel, A.H.; Allendorf, M.D. Models for the chemical vapor deposition of tin oxide from monobutyltintrichloride. J. Electrochem. Soc. 2006, 153, C309–C317. [Google Scholar] [CrossRef]
- Dauelsberg, M.; Brien, D.; Rauf, H.; Reiher, F.; Baumgartl, J.; Häberlen, O.; Segal, A.S.; Lobanova, A.V.; Yakovlev, E.V.; Talalaev, R.A. On mechanisms governing ALN and ALGaN growth rate and composition in large substrate size planetary MOVPE reactors. J. Cryst. Growth 2014, 393, 103–107. [Google Scholar] [CrossRef]
- Dauelsberg, M.; Kadinski, L.; Makarov, Y.N.; Bergunde, T.; Strauch, G.; Weyers, M. Modeling and experimental verification of transport and deposition behavior during MOVPE of Ga1-xinxP in the planetary reactor. J. Cryst. Growth 2000, 208, 85–92. [Google Scholar] [CrossRef]
- Endres, D.; Mazumder, S. Numerical investigation of pulsed chemical vapor deposition of aluminum nitride to reduce particle formation. J. Cryst. Growth 2011, 335, 42–50. [Google Scholar] [CrossRef]
- Etchepare, P.L.; Vergnes, H.; Samélor, D.; Sadowski, D.; Caussat, B.; Vahlas, C. Modeling a MOCVD process to apply alumina films on the inner surface of bottles. Surf. Coat. Technol. 2015, 275, 167–175. [Google Scholar] [CrossRef] [Green Version]
- Han, X.-F.; Lee, J.-H.; Lee, Y.-J.; Song, J.-H.; Yi, K.-W. Numerical analysis on the origin of thickness unevenness and formation of pits at GaN thin film grown by HVPE. J. Cryst. Growth 2016, 450, 66–73. [Google Scholar] [CrossRef]
- Inagaki, Y.; Kozawa, T. Chemical reaction pathways for MOVPE growth of aluminum nitride. ECS J. Solid State Sci. Technol. 2015, 5, P73–P75. [Google Scholar] [CrossRef]
- Li, M.; Sopko, J.F.; McCamy, J.W. Computational fluid dynamic modeling of tin oxide deposition in an impinging chemical vapor deposition reactor. Thin Solid Films 2006, 515, 1400–1410. [Google Scholar] [CrossRef]
- Manin, M.; Thollon, S.; Emieux, F.; Berthome, G.; Pons, M.; Guillon, H. Deposition of MgO thin film by liquid pulsed injection MOCVD. Surf. Coat. Technol. 2005, 200, 1424–1429. [Google Scholar] [CrossRef]
- Mazumder, S.; Lowry, S.A. The importance of predicting rate-limited growth for accurate modeling of commercial MOCVD reactors. J. Cryst. Growth 2001, 224, 165–174. [Google Scholar] [CrossRef]
- Mihopoulos, T.G.; Gupta, V.; Jensen, K.F. A reaction-transport model for AlGaN MOVPE growth. J. Cryst. Growth 1998, 195, 733–739. [Google Scholar] [CrossRef]
- Momose, T.; Kamiya, T.; Suzuki, Y.; Ravasio, S.; Cavallotti, C.; Sugiyama, M.; Shimogaki, Y. Kinetic analysis of GaN-MOVPE via thickness profiles in the gas flow direction with systematically varied growth conditions. ECS J. Solid State Sci. Technol. 2016, 5, P164–P171. [Google Scholar] [CrossRef]
- Nieto, J.P.; Jeannerot, L.; Caussat, B. Modelling of an industrial moving belt chemical vapour deposition reactor forming SiO2 films. Chem. Eng. Sci. 2005, 60, 5331–5340. [Google Scholar] [CrossRef] [Green Version]
- Theodoropoulos, C.; Mountziaris, T.J.; Moffat, H.K.; Han, J. Design of gas inlets for the growth of gallium nitride by metalorganic vapor phase epitaxy. J. Cryst. Growth 2000, 217, 65–81. [Google Scholar] [CrossRef]
- Vorob’ev, A.N.; Archakov, I.Y.; Bord, O.V.; Smirnov, S.A.; Karpov, S.Y.; Makarov, Y.N.; Reinhold, M.; Schumacher, M.; Heuken, M. Advanced model for the simulation of BST-film growth with MOCVD. Synth. Met. 2003, 138, 145–151. [Google Scholar] [CrossRef]
- Xenidou, T.C.; Prud’homme, N.; Vahlas, C.; Markatos, N.C.; Boudouvis, A.G. Reaction and transport interplay in al MOCVD investigated through experiments and computational fluid dynamic analysis. J. Electrochem. Soc. 2010, 157, D633–D641. [Google Scholar] [CrossRef] [Green Version]
- Douard, A.; Maury, F. Nanocrystalline chromium-based coatings deposited by DLI-MOCVD under atmospheric pressure from Cr(CO)6. Surf. Coat. Technol. 2006, 200, 6267–6271. [Google Scholar] [CrossRef] [Green Version]
- Bird, R.B.; Stewart, W.E.; Lightfoot, E.N. Transport Phenomena, 2nd ed.; John Wiley & Sons Inc.: New York, NY, USA, 2007. [Google Scholar]
- Kee, R.J.; Dixon-Lewis, G.; Warnatz, J.; Coltrin, M.E.; Miller, J.A.; Moffat, H.K. A Fortran Computer Code Package for the Evaluation of Gas-Phase, Multicomponent Transport Properties; SAND86-8246B; Sandia National Laboratories: Albuquerque, NM, USA, 1986.
- Brioukov, M.G.; Park, J.; Lin, M.C. Kinetic modeling of benzene decomposition near 1000 k: The effects of toluene impurity. Int. J. Chem. Kinet. 1999, 31, 577–582. [Google Scholar] [CrossRef]
- Maury, F.; Vahlas, C.; Abisset, S.; Gueroudji, L. Low temperature metallorganic chemical vapor deposition routes to chromium metal thin films using bis(benzene)chromium. J. Electrochem. Soc. 1999, 146, 3716–3723. [Google Scholar] [CrossRef]
- Devyatykh, G.G.; Larin, N.V.; Gaivoronskii, P.E. Mass spectrum of bis(benzene)chromium and the appearance potentials of ions. J. Gen. Chem. USSR 1969, 39, 1786–1787. [Google Scholar]
- Sahnoun, R.; Mijoule, C. Density functional study of metal–arene compounds: Mono(benzene)chromium, bis(benzene)chromium and their cations. J. Phys. Chem. A 2001, 105, 6176–6181. [Google Scholar] [CrossRef]
- Devi, A.; Schmid, R.; Müller, J.; Fischer, R.A. Materials chemistry of group 13 nitrides. Top. Organomet. Chem. 2005, 9, 49–80. [Google Scholar]
- Koel, B.E.; Crowell, J.E.; Bent, B.E.; Mate, C.M.; Somorjai, G.A. Thermal decomposition of benzene on the rhodium(111) crystal surface. J. Phys. Chem. 1986, 90, 2949–2956. [Google Scholar] [CrossRef]
- Kurikawa, T.; Takeda, H.; Hirano, M.; Judai, K.; Arita, T.; Nagao, S.; Nakajima, A.; Kaya, K. Electronic properties of organometallic metal−benzene complexes [Mn(benzene)m (M = Sc–Cu)]. Organometallics 1999, 18, 1430–1438. [Google Scholar] [CrossRef]
- Timms, P.L. Transition metal vapors in chemical synthesis. The direct preparation of dibenzene chromium as an undergraduate experiment. J. Chem. Educ. 1972, 49, 782–784. [Google Scholar] [CrossRef]
- Blass, P.M.; Akhter, S.; Seymour, C.M.; Lagowski, J.J.; White, J.M. The adsorption and decomposition of BIS(Benzene)chromium on Ni(100). Surf. Sci. 1989, 217, 85–102. [Google Scholar] [CrossRef]
- Lamanna, W.M. Metal vapor synthesis of a novel triple-decker sandwich complex: (.Eta.6-mesitylene)2(.Mu.-.Eta.6:.Eta.6-mesitylene)Cr2. J. Am. Chem. Soc. 1986, 108, 2096–2097. [Google Scholar] [CrossRef]
- Liu, A.C.; Friend, C.M. The structure and reactivity of chemisorbed aromatics: Spectroscopic studies of benzene on Mo(110). J. Chem. Phys. 1988, 89, 4396–4405. [Google Scholar] [CrossRef]
- Maury, F.; Douard, A.; Delclos, S.; Samelor, D.; Tendero, C. Multilayer chromium based coatings grown by atmospheric pressure direct liquid injection CVD. Surf. Coat. Technol. 2009, 204, 983–987. [Google Scholar] [CrossRef] [Green Version]
- Maury, F.; Gueroudji, L.; Vahlas, C. Selection of metalorganic precursors for MOCVD of metallurgical coatings: Application to Cr-based coatings. Surf. Coat. Technol. 1996, 86–87, 316–324. [Google Scholar] [CrossRef]
- Vahlas, C.; Maury, F.; Gueroudji, L. A thermodynamic approach to the CVD of chromium and of chromium carbides starting from Cr(C6H6)2. Chem. Vapor Depos. 1998, 4, 69–76. [Google Scholar] [CrossRef]
- Maury, F.; Oquab, D.; Manse, J.C.; Morancho, R.; Nowak, J.F.; Gauthier, J.P. Structural characterization of chromium carbide coatings deposited at low temperature by low pressure chemical vapour decomposition using dicumene chromium. Surf. Coat. Technol. 1990, 41, 51–61. [Google Scholar] [CrossRef]
- Michau, A.; Maury, F.; Schuster, F.; Boichot, R.; Pons, M.; Monsifrot, E. Chromium carbide growth at low temperature by a highly efficient DLI-MOCVD process in effluent recycling mode. Surf. Coat. Technol. 2017, 332, 96–104. [Google Scholar] [CrossRef] [Green Version]
- Maury, F.; Ossola, F. Evaluation of tetra-alkylchromium precursors for organometallic chemical vapour deposition I. Films grown using Cr[CH2C(CH3)3]4. Thin Solid Films 1992, 207, 82–89. [Google Scholar] [CrossRef]
- Chase, M.W.J. NIST-JANAF Thermochemical Tables, 4th ed.; Journal of Physical and Chemical Reference Data Monographs; American Institute of Physics: College Park, MD, USA, 1998; pp. 1–1951. [Google Scholar]
- Schäfer, L.; Southern, J.F. Some additional evidence for the sixfold symmetry of benzene in dibenzenechromium in the vapor phase. J. Organomet. Chem. 1970, 24, C13–C15. [Google Scholar] [CrossRef]
- Ngai, L.H.; Stafford, F.E.; Schäfer, L. The symmetry of gaseous dibenzenechromium. J. Am. Chem. Soc. 1969, 91, 48–49. [Google Scholar] [CrossRef]
- Hirschefelder, J.O. Simple method for calculating moments of inertia. J. Chem. Phys. 1940, 8, 431–432. [Google Scholar] [CrossRef]
- Haaland, A. The molecular structure of gaseous dibenzene chromium (C6H6)2Cr. Acta Chem. Scand. 1965, 19, 41–46. [Google Scholar] [CrossRef]
- Andrews, J.T.S.; Westrum, E.F.; Bjerrum, N. Heat capacity and vapor pressure of crystalline bis(benzene)chromium. Third-law entropy comparison and thermodynamic evidence concerning the structure of bis(benzene)chromium. J. Organomet. Chem. 1969, 17, 293–302. [Google Scholar] [CrossRef]
- Kee, R.J.; Rupley, F.M.; Miller, J.A. The Chemkin Thermodynamic Data Base; SAND87-8215B; Sandia National Laboratories: Albuquerque, NM, USA, 1990.
- McBride, B.J.; Gordon, S.; Reno, M.A. Coefficients for Calculating Thermodynamic and Transport Properties of Individual Species; NASA Techinical Memorandum 4513; NASA: Washington, DC, USA, 1993.
- Svehla, R.A. Estimated Viscosities and Thermal Conductivities of Gases at High Temperatures; Technical Report R-132; NASA: Washington, DC, USA, 1962.
- Bouteville, A. Numerical simulation applied to chemical vapor deposition process. Rapid thermal CVD and spray CVD. J. Optoelectron. Adv. Mater. 2005, 7, 599–606. [Google Scholar]
- Li, Z.; Zhang, J.; Li, J.; Jiang, H.; Fu, X.; Han, Y.; Xia, Y.; Huang, Y.; Yin, J.; Zhang, L.; et al. Modeling and simulation of a novel susceptor composed of two materials in MOVPE reactor. J. Cryst. Growth 2014, 402, 175–178. [Google Scholar] [CrossRef]
- Benson, S.W.; O’Neal, H.E. Kinetic Data on Gas Phase Unimolecular Reactions; NSRDS-NBS21, National Standard Reference Data Series; US Department of Commerce: Washington, DC, USA, 1970.
- Michau, A.; Maury, F.; Schuster, F.; Lomello, F.; Brachet, J.C.; Rouesne, E.; Saux, M.L.; Boichot, R.; Pons, M. High-temperature oxidation resistance of chromium-based coatings deposited by dli-MOCVD for enhanced protection of the inner surface of long tubes. Surf. Coat. Technol. 2018, in press. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Reactions |
|---|---|
| (1) | Cr(C6H6)2(g) → CrC6H6(g) + C6H6(g) |
| (2) | CrC6H6(g) + Cr(s) → Cr(b) + C6H6(s) + Cr(s) |
| (3) | C6H6(s) → 6C(b) + 3H2(g) |
| (4) | C6H6(s) → C6H6(g) |
| (5) | Cr(C6H6)2(g) + Cr(s) → Cr(b) + CrC6H6(s) + C6H6(s) |
| (6) | Cr(C6H6)(s) + Cr(s) → Cr(b) + C6H6(s) + Cr(s) |
| Gas | Temperature (K) | a1 | a2 | a3 | a4 | a5 | a6 | a7 |
|---|---|---|---|---|---|---|---|---|
| BBC | 298–660 | −1.207 × 101 | 1.460 × 10−1 | −1.248 × 10−4 | 6.843 × 10−8 | −2.999 × 10−11 | 2.805 × 104 | 4.661 × 101 |
| BBC | 660–1000 | 7.133 | 7.445 × 10−2 | −2.730 × 10−5 | 1.095 × 10−17 | −6.776 × 10−21 | 2.410 × 104 | −4.700 × 101 |
| MBC | 298–770 | −8.291 | 9.563 × 10−2 | −1.177 × 10−4 | 9.428 × 10−8 | −3.716 × 10−11 | 2.993 × 104 | 3.792 × 101 |
| MBC | 770–1000 | 2.995 | 4.138 × 10−2 | −1.576 × 10−5 | −2.168 × 10−19 | 0.000 | 2.809 × 104 | −1.450 × 101 |
| Gas Species | Collision Diameter (Å) | Potential (K) |
|---|---|---|
| BBC | 6.98 | 519.2 |
| MBC | 6.03 | 462.4 |
| C6H6 | 5.35 | 412.3 |
| C2H2 | 4.1 | 209 |
| C7H8 | 5.92 | 410 |
| H2 | 2.92 | 38 |
| N2 | 3.8 | 71.4 |
| Experiment (Run) | Temperature (°C) | BBC Flow (sccm) | Toluene Flow (sccm) | N2 Flow (sccm) | P (Pa) | Injection Frequency (Hz) |
|---|---|---|---|---|---|---|
| 1 | 450 | 0.8 | 220 | 500 | 7 × 103 | 10 |
| 2 | 450 | 3 | 630 | 500 | 7 × 103 | 20 |
| 3 | 500 | 0.9 | 250 | 500 | 7 × 103 | 10 |
| 4 | 500 | 3.2 | 680 | 500 | 7 × 103 | 20 |
| 5 | 550 | 0.8 | 230 | 500 | 7 × 103 | 10 |
| 6 | 550 | 3.6 | 760 | 500 | 7 × 103 | 20 |
| Reaction | A (s−1) | Ea/R (K) | SC |
|---|---|---|---|
| (1) Cr(C6H6)2(g) → CrC6H6(g) + C6H6(g) | 1.2 × 109 | 11,700 | — |
| (2) CrC6H6(g) + Cr(s) → Cr(b) + C6H6(s) | 1 | ||
| (3) C6H6(s) → 6C(b) + 3H2(g) | fitted | ||
| (4) C6H6(s) → C6H6(g) | fitted |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Michau, A.; Maury, F.; Schuster, F.; Nuta, I.; Gazal, Y.; Boichot, R.; Pons, M. Chromium Carbide Growth by Direct Liquid Injection Chemical Vapor Deposition in Long and Narrow Tubes, Experiments, Modeling and Simulation. Coatings 2018, 8, 220. https://doi.org/10.3390/coatings8060220
Michau A, Maury F, Schuster F, Nuta I, Gazal Y, Boichot R, Pons M. Chromium Carbide Growth by Direct Liquid Injection Chemical Vapor Deposition in Long and Narrow Tubes, Experiments, Modeling and Simulation. Coatings. 2018; 8(6):220. https://doi.org/10.3390/coatings8060220
Chicago/Turabian StyleMichau, Alexandre, Francis Maury, Frederic Schuster, Ioana Nuta, Yoan Gazal, Rapahel Boichot, and Michel Pons. 2018. "Chromium Carbide Growth by Direct Liquid Injection Chemical Vapor Deposition in Long and Narrow Tubes, Experiments, Modeling and Simulation" Coatings 8, no. 6: 220. https://doi.org/10.3390/coatings8060220