UHMWPE Nanocomposite Coatings Reinforced with Alumina (Al2O3) Nanoparticles for Tribological Applications

Department of Mechanical Engineering, King Fahd University of Petroleum and Minerals, Dhahran 31261, Saudi Arabia
Coatings 2018, 8(8), 280; https://doi.org/10.3390/coatings8080280
Submission received: 28 July 2018
/
Revised: 8 August 2018
/
Accepted: 12 August 2018
/
Published: 14 August 2018
(This article belongs to the Special Issue Nanocomposite Coatings)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Due to a growing demand for protecting metallic components from wear and tear, polymer coatings are being extensively researched and developed as one of the most effective and efficient solutions to reduce friction and wear in demanding tribological applications. The present study focuses on developing a polymer nanocomposite coating of ultra-high molecular polyethylene (UHMWPE) reinforced with different loadings (0.5, 3, 5, and 10 wt %) of alumina to protect steel surfaces. Wear tests were conducted on the coated samples using a tribometer with a ball-on-disk configuration, sliding against a 440C hardened stainless steel ball as a counterface to evaluate the wear life and the load-bearing capacity of the developed coatings. Micro-indentation, energy dispersive X-ray spectroscopy, scanning electron microscopy, and optical profilometry techniques were used to characterize the coatings in terms of hardness, dispersion of the nanofillers, morphology, and wear mechanisms, respectively. Results showed that the UHMWPE nanocomposite coating reinforced with 3 wt % and 5 wt % of alumina did not fail, even until 250,000 cycles at a normal load of 12 N and a linear speed of 0.1 m/s, showing a significant improvement in wear resistance as compared to the pristine UHMWPE coating.
1. Introduction
Since its development in the early 1950s, ultra-high molecular weight polyethylene (UHMWPE) has gained popularity owing to its bio-compatibility [1,2,3,4], self-lubricating properties [5], chemical stability [6], and wear and impact resistance, thereby making it an excellent choice for a range of engineering and biomedical applications.
In the biomedical field, UHMWPE has proven to be an excellent material for spine, hip, and implant therapies [7,8]. UHMWPE fibers have been used in personal and vehicle armor development, owing to its excellent impact resistance [9]. Its excellent wear and abrasion resistance have rendered it an excellent choice for industrial bearing applications [6,10]. However, the use of pristine UHMWPE systems in demanding tribological applications has often been limited by its poor load-bearing capabilities, coupled with low thermal stability under high p-v conditions [11,12,13]. To overcome these hurdles, researchers over the years have resorted to modifying pristine UHMWPE using a variety of techniques, including, but not limited to, radiation crosslinking [14,15], ion implantation [16], application of diamond-like carbon (DLC) top coats [17], and ceramic, metallic, carbon-based, and mineral fillers’ infusion into the UHMWPE matrix to produce composite systems with improved mechanical and tribological properties [1,18,19,20,21,22,23,24,25,26].
Owing to its excellent tribological properties in terms of low friction and high wear resistance, recently researchers have started developing UHMWPE coatings to protect metallic mating parts in the absence of liquid lubrication. Just like in the case of bulk UHMWPE, it is essential to improve the load bearing capacity of the UHMWPE coating for better performance. One of the strategies used by researchers is to develop UHMWPE nanocomposite and hybrid nanocomposite coatings reinforced with various nanofillers, such as carbon nanotubes (CNTs) [27,28], graphene [29], nanoclay [30], and nanoclay/CNTs [31]. Azam et al. [30] reinforced UHMWPE with different wt % of nanoclay and found that 1.5 wt % nanoclay-reinforced UHMWPE coating did not fail until 100,000 cycles at a normal load of 9 N and a linear speed of 0.1 m/s. However, the 1.5 wt % nanoclay/UHMWPE coating could not sustain a load of 12 N, whereby it failed immediately. To further improve the performance of the coating, they developed a hybrid nanocomposite coating reinforced with 1.5 wt % nanoclay and 1.5 wt % CNTs [31]. They reported an increase in the load-bearing capacity of UHMWPE coating to 12 N, in this case.
Of the various options available to researchers involved in the development of UHMWPE nanocomposites in bulk and in the form of coatings, ceramic nanoparticles [21,22,23] offer a variety of properties which tend to enhance the performance of UHMWPE. Alumina (Al2O3) is one such ceramic particle which presents itself as an excellent choice of a nanofiller, owing to its extremely high hardness retention at elevated temperatures, bio-inertness, ability to enhance the pristine polymer’s load-bearing ability, and exceptional corrosion resistance [23,25,26,32,33]. While there are numerous studies on the development of UHMWPE bulk nanocomposites reinforced with alumina, very few studies have reported on reinforcing UHMWPE nanocomposite coatings with alumina.
Hence, this research work is based primarily on development and tribological characterization of alumina-reinforced UHMWPE nanocomposite coatings on steel substrates, which aims to present a new dimension to current scientific research work on UHMWPE nanocomposite coatings for biomedical and industrial bearing applications.
2. Materials and Methods
Square coupons of 25 × 25 mm2 of stainless steel with a thickness of 6 mm, were selected as substrates for depositing the coating. UHMWPE in powder form, with an average particle size of 80 μm, was procured from Goodfellow Co., London, UK. Nanopowder of alumina, which is used for reinforcing the polymer matrix, was procured from Sigma Aldrich, Darmstadt, Germany, with an average particle size of 13 nm.
2.1. Preparation of Nanocomposite Powders
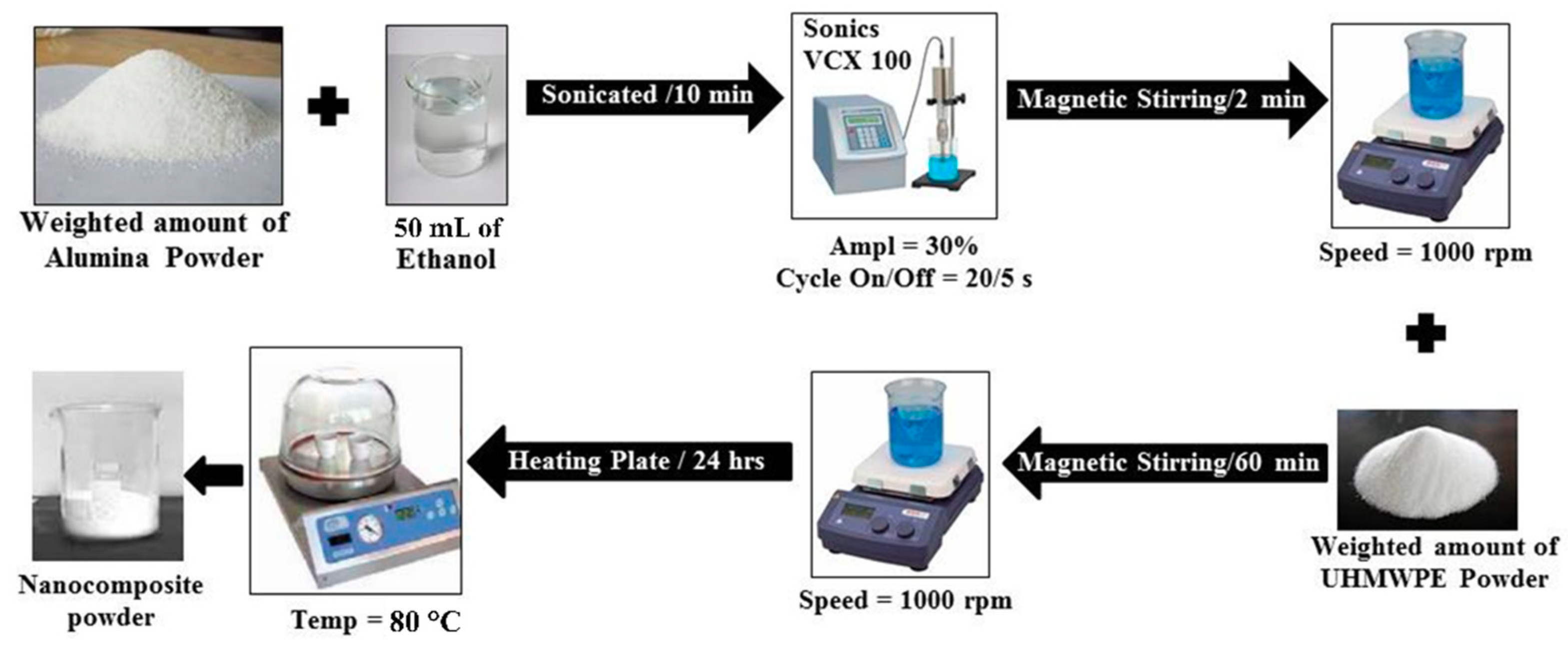
Figure 1 presents a flow chart of the complete procedure of preparing the UHMWPE nanocomposite powders with different loadings (0.5, 3, 5, and 10 wt %) of alumina. The procedure was selected keeping in view the importance of the uniform dispersion of the reinforcement (alumina) in the polymer matrix to achieve the best possible properties. As can be seen from the flow chart, the procedure is a combination of sonication and magnetic stirring to achieve a good distribution of the alumina particles in UHMWPE matrix.
2.2. Coating Procedure
The coating procedure used for depositing the nanocomposite powders on steel substrates is divided into two steps, namely, surface preparation, and coating. Figure 2 explains the surface preparation procedure in terms of cleaning and functionalizing the substrates for better adhesion and coating procedure, in terms of depositing the powders and their consolidation. The surface preparation steps include grinding/polishing, ultrasonic cleaning, plasma treatment, and pre-heat treatment. Previous studies have shown that plasma treatment is effective in cleaning surfaces and functionalizing them resulting in a significant increase in its surface free energy, which helps in increasing the adhesion between the substrate and the coating [34].
Coating on the pre-heated steel substrates was carried out using a Craftsman® electrostatic spray gun (Craftsman Tools, Stanley Black & Decker, Inc., Hartford, CT, USA). After the deposition of the powders, the coated steel substrates were subjected to a post-heat treatment process at 180 °C for 35 min, and then air cooled for the consolidation of the polymer powder.
2.3. Characterization Techniques
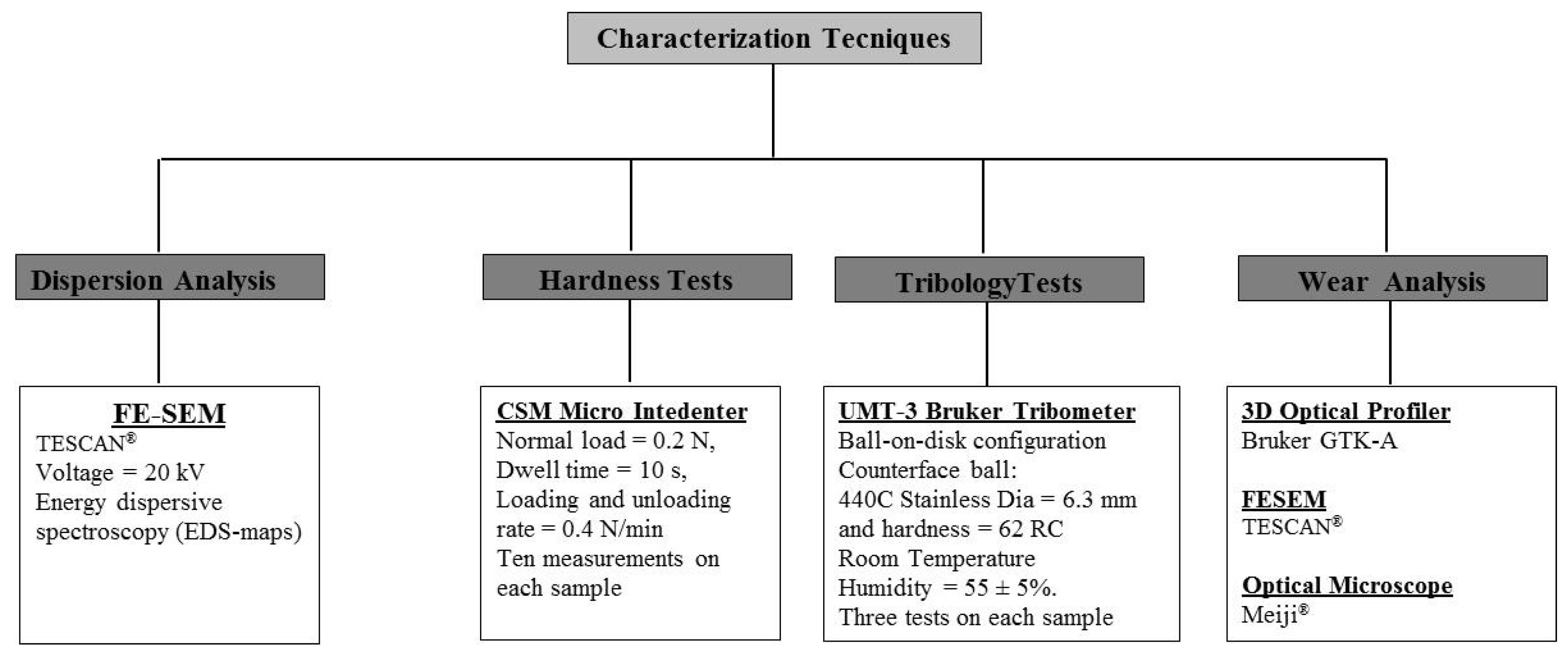
Figure 3 shows the various characterization techniques used in this study, and the details of the equipment and settings used for each characterization.
Field emission scanning electron microscope (FESEM, TESCAN®, Brno, Czech Republic) attached with a secondary electron detector (TESCAN®, Brno, Czech Republic) was used at a voltage of 20 kV to analyze the dispersion of alumina in the UHMWPE polymer matrix. Energy dispersive spectroscopy (EDS, Oxford Instruments, Concord, MA, USA) mapping was conducted to observe the dispersion of alumina in the polymer matrix.
Field emission scanning electron microscope (TESCAN®) was also used to measure the thickness of the coatings by observing the cross-section of the samples. To measure the thickness, the edges/sides of the square coated samples were carefully polished and coated with a very thin layer of gold, prior to observing them under FESEM. Three measurements on each edge, totaling to twelve measurements for each sample, were recorded, and the average value is reported.
Micro indentation equipment (CSM Instruments®, Peseux, Switzerland) equipped with pyramidal-shaped diamond indenter, was used to measure the hardness of the coatings. A normal load of 0.2 N with a dwell time of 10 s and a loading/unloading rate of 0.4 N/min, was used. Ten measurements, at different locations on each sample, were recorded, and the average value is reported. The original measured units of hardness from the equipment were MPa. However, they were converted to Vickers Hardness values and reported in the present study.
A tribometer (UMT-3, Bruker, Campbell, CA, USA) was used with a ball on disc configuration to evaluate the tribological properties of the coatings under dry conditions at room temperature and a relative humidity of 55% ± 5%. A stainless steel (grade 440C) ball with a diameter of 6.3 mm and a hardness of 62 RC was used as a counterface. The counterface ball was cleaned properly with acetone prior to each test. Optical images of the counterface ball were recorded and used to evaluate the transfer film phenomenon. Three wear tests for each coating were conducted, and the average value of wear life and coefficient of friction (COF) are reported.
3D optical profilometer (GTK-A, Bruker, Campbell, CA, USA) was used to measure the profile depth at different locations. The surface area of the profile was estimated using the vision 64 software (Version 5.6) attached to the optical profilometer. The total wear volume loss was calculated by multiplying the surface area with the circumference of the wear track (2πr, where r is the wear track radius). The specific wear rate was estimated by taking the ratio of the total volume loss to (normal load × total sliding distance).
FESEM was further used to analyze the wear tracks to understand the wear morphology and determine the different wear mechanisms involved for each type of the coating during the wear tests. EDS analysis on the wear tracks was also performed for the confirmation of coating failures.
3. Results and Discussion
3.1. Dispersion Analysis of Alumina Nano Filler in UHMWPE Polymer Matrix Using FESEM/EDS Elemental Mapping
FESEM images coupled with EDS elemental mapping were used to evaluate the dispersion analysis of nanofillers in polymer matrix. Figure 4 shows the FESEM images of the nanocomposite coatings with different loadings (0.5, 3, 5, and 10 wt %) of alumina, and the corresponding elemental mapping spectrums of aluminum. As can be observed from the figure, there was no sign of any agglomeration of alumina nanoparticles for the nanocomposite coatings with 0.5, 3, and 5 wt % loadings of alumina. However, as the alumina content increased to 10 wt %, significant agglomerates were observed, suggesting non-uniform dispersion of the nanofiller.
3.2. Evaluation of Thickness of the Pristine and the Nanocomposite Coatings
FESEM images were taken at the edges/sides of the square coated samples to evaluate the thickness of the nanocomposite coatings. Figure 5 shows the FESEM images of all the nanocomposite and pristine UHMWPE coatings. It can be observed that there was no significant change in the coating thickness for the pristine UHMWPE coating and the nanocomposite coatings with 0.5, 3, and 5 wt % loadings of alumina, which was about 60 ± 3 μm. However, there was a slight reduction in the coating thickness to 49 ± 3 μm for the 10 wt % alumina reinforcement. This can be attributed to the increased content of thermally conductive alumina, which helps in distributing the heat more uniformly during the polymer consolidation process. It is to be noted that UHMWPE becomes very viscous when heated beyond its melting point, which hinders its uniform flow over the steel substrate during the post-heat treatment process. However, when alumina nanoparticles, which have a good thermal conductivity are added to the polymer matrix, it helps in a better distribution of heat within the polymer matrix, aiding in the flow of the polymer over the substrate during the consolidation process. Thus, in the case of 10 wt % of alumina, this phenomenon can be clearly seen, whereby the viscous polymer flows more freely over the substrate, due to the uniform heat distribution resulting in a slight reduction in the coating thickness.
3.3. Evaluation of Hardness of the Pristine and the Nanocomposite Coatings
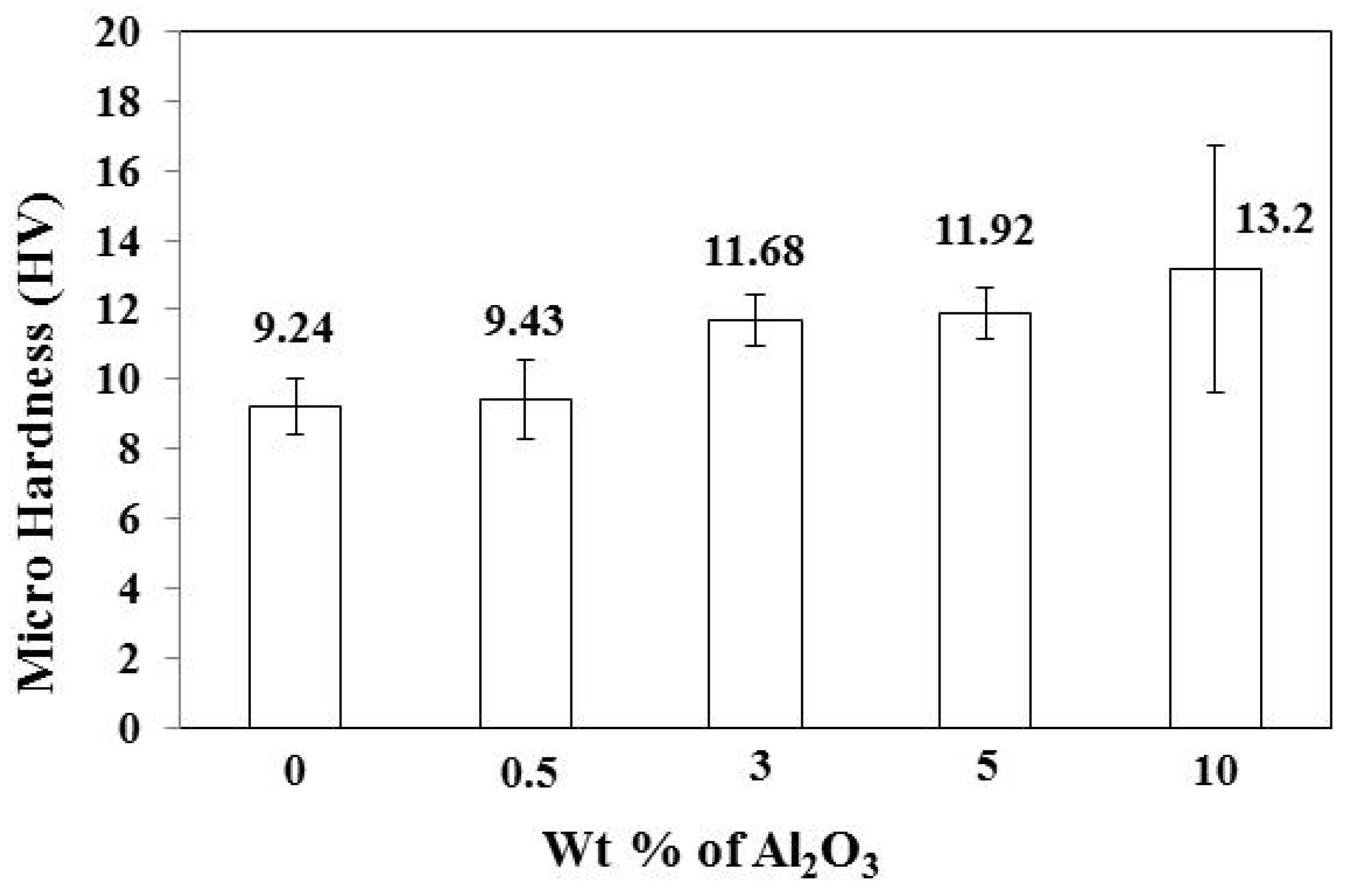
Figure 6 shows the variation of hardness with alumina content. As can be observed from the figure, hardness, in general, increased with the addition of alumina nanofiller in the UHMWPE polymer matrix. The improvement in hardness of the nanocomposite coating with the increasing content of alumina (0.5, 3, and 5 wt %) can be attributed to the uniform dispersion of the nanofillers and the effective bonding between the nanofillers and the polymer matrix, which helps in resisting indentation. Even though the average hardness value for the nanocomposite coating reinforced with 10 wt % of alumina seems to be higher than the rest of the coatings, large variations in the measurements are observed. These variations can be attributed to the agglomeration of alumina particles in the polymer matrix (Figure 4), which leads to the formation of a two-phase system, with the agglomerates acting as a hard phase, and the polymer matrix as a soft phase, resulting in non-uniform properties.
3.4. Tribological Performance of the Pristine UHMWPE Coatings
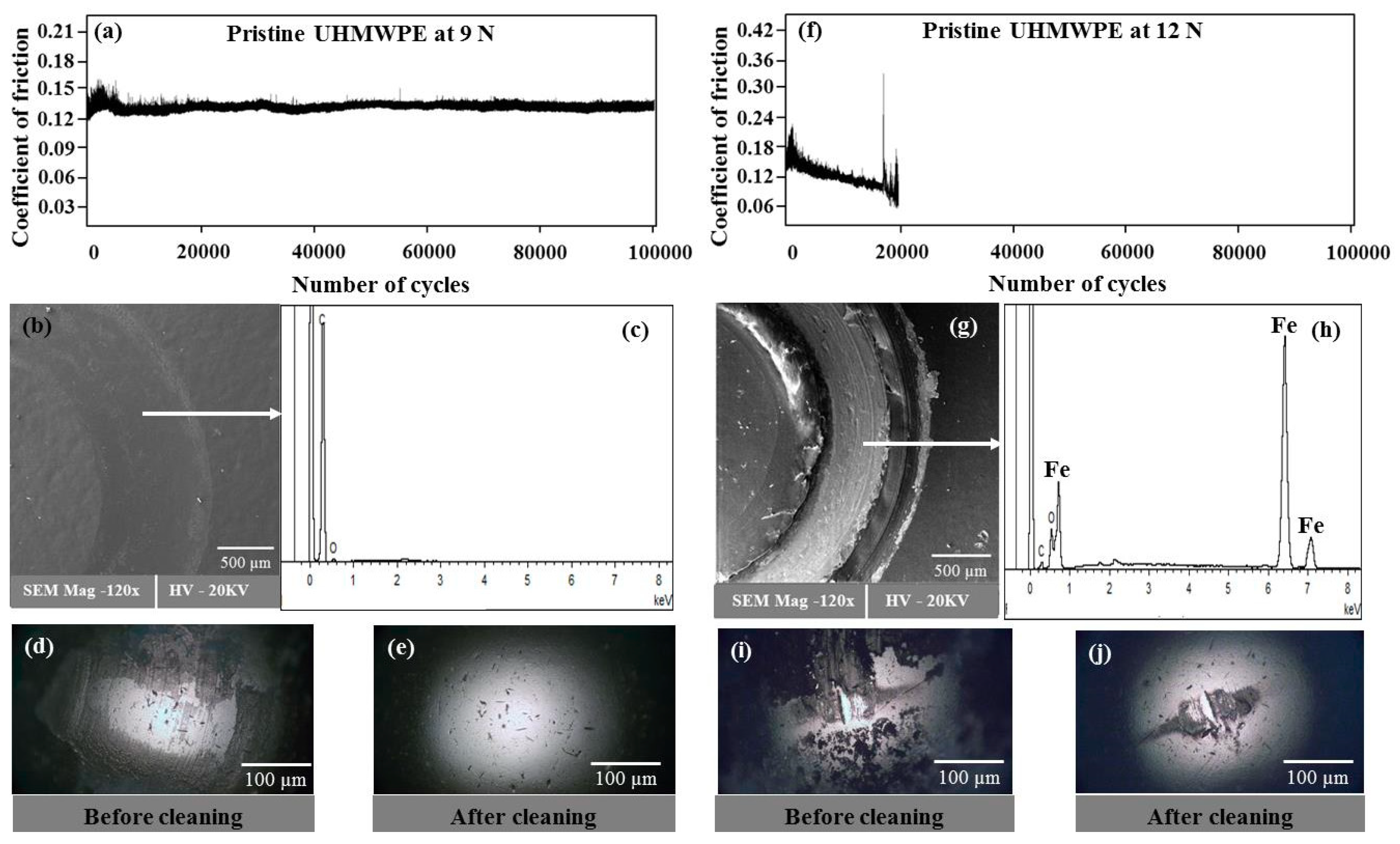
Sliding tests under dry conditions were conducted on pristine UHMWPE coatings deposited on steel substrates to determine its load bearing capacity and wear life under different normal loads. Hence, wear tests were conducted initially at a normal load of 9 N, and a sliding speed of 0.1 m/s (480 rpm) for a sliding distance of 1.25 km, corresponding to 100,000 sliding cycles. Figure 7a shows the typical frictional graph; Figure 7b FESEM image of the wear track after the test, Figure 7c EDS spectrum carried out on the wear track, and Figure 7d the counterface optical ball images immediately after the wear test, and Figure 7e the counterface optical ball image after cleaning with acetone after the wear test for the test carried out on the pristine UHMWPE coating at a normal load of 9 N. It can be observed from the frictional graph that the coating did not fail even until 100,000 cycles, and displayed a uniform frictional graph with an average steady state coefficient of friction (COF) of ~0.13. Moreover, the FESEM image of the wear track after the wear test does not show any indication of failure, and the wear track is smooth, suggesting that only plastic deformation of the polymer happened during the sliding. The EDS spectrum also confirms the non-failure of the coating as no peak of iron (Fe) corresponding to the steel substrate is displayed. The counterface ball before cleaning shows a significant polymer transfer typical of UHMWPE. However, after cleaning the ball with acetone, no visible scar mark is seen on the ball confirming no metal-to-metal contact due to the non-failure of the UHMWPE coating.
However, as the normal load was increased to 12 N, we could observe that the UHMWPE coating failed. This is confirmed from the frictional graph, which shows a sudden increase in the COF, and also by the FESEM image of the wear track as shown in Figure 7g. The wear track is characterized by a considerable amount of polymer pullout, resulting in a thick transfer film on the counterface ball (Figure 7i), suggesting of adhesive wear. Moreover, a considerable amount of plowing (deep grooves) is also observed on the wear track indicating a significant amount of abrasive wear during sliding. The failure of the coating is also confirmed by the display of the iron (Fe) peak, corresponding to the bare steel substrate in the EDS spectrum (Figure 7f). Moreover, the counterface ball image after cleaning (Figure 7j) also shows a big scar mark, suggestive of the coating failure leading to metal-to-metal contact during sliding. Based upon the evidence presented above, it can be concluded that the pristine UHMWPE coating failed at a normal load of 12 N, due to a combination of adhesive and abrasive wear mechanisms.
3.5. Tribological Performance of the UHMWPE Nanocomposite Coatings with Different Loadings of Alumina
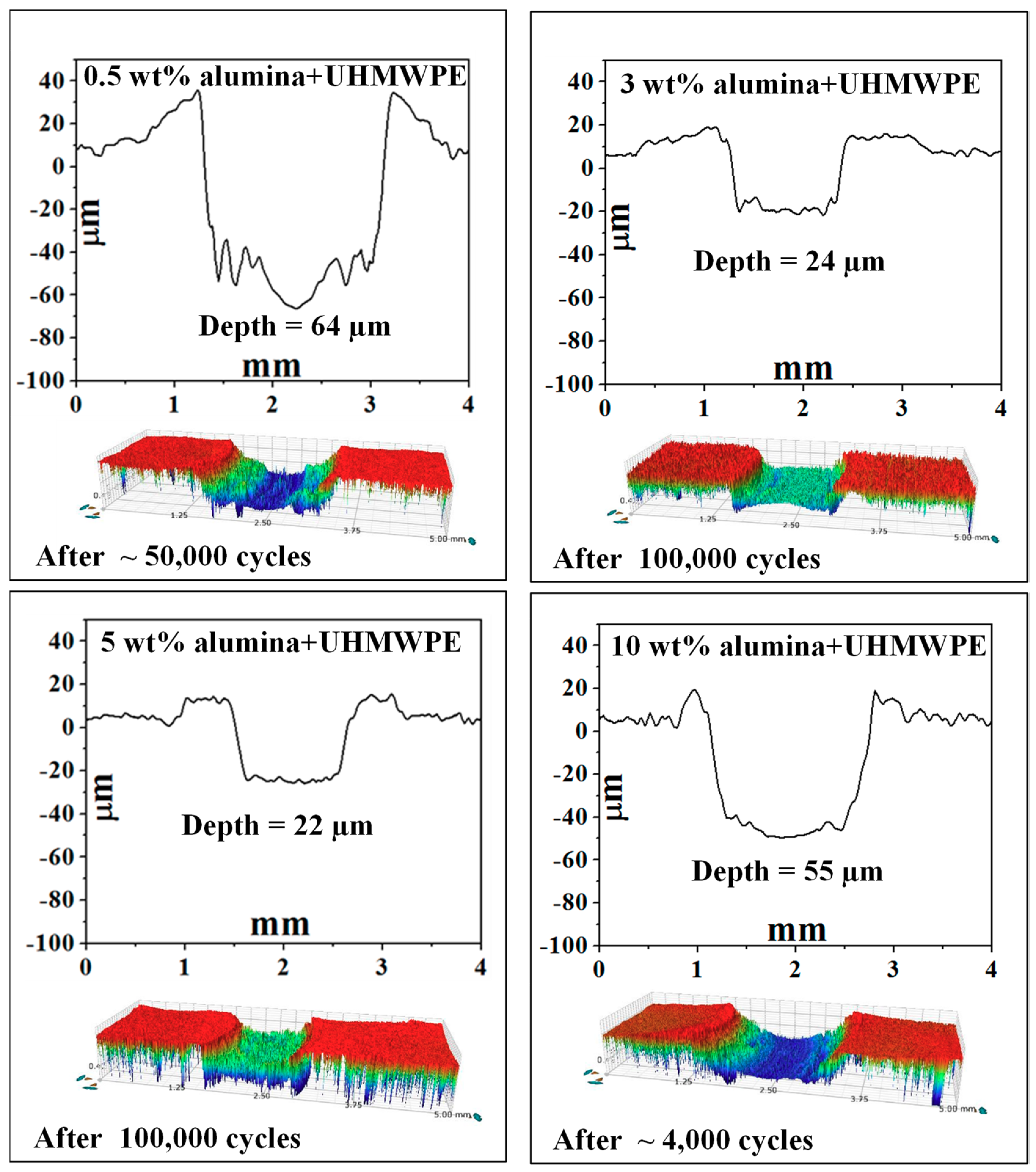
To increase the load-bearing capacity of the pristine UHMWPE coating, different loadings (0.5, 3, 5, and 10 wt %) of alumina nanoparticles were added to develop UHMWPE nanocomposite coatings. Since the pristine UHMWPE coating failed at 12 N, the evaluation of the nanocomposite coatings was started at a normal load of 12 N to check for the best concentration (wt %) of alumina which will result in the non-failure of the coating. Hence, sliding wear tests were conducted at a load of 12 N and a linear speed of 0.1 m/s for a sliding distance of 1.25 km (100,000 cycles). Figure 8 shows the typical frictional graphs, FESEM images of the wear track, EDS spectrum conducted on the wear track, counterface ball images before and after cleaning, for the nanocomposite coatings with different loadings of alumina. Figure 9 shows the 2D and 3D profiles of the wear track after the wear test.
As can be seen from Figure 8 and Figure 9, the UHMWPE nanocomposite coating reinforced with 0.5 wt % of alumina failed after about 50,000 cycles of sliding. The failure of the coating is confirmed by the presence of a Fe peak in the EDS analysis spectrum conducted on the wear track. Moreover, the optical images of the counterface ball recorded after the test also show a big scar, suggesting metal-to-metal contact. In spite of the uniform distribution of the alumina nanoparticles in the polymer matrix without the formation of agglomerates, as indicated earlier by the FESEM/EDS mapping analysis, the 0.5 wt % nanocomposite coating failed at a load of 12 N. This failure of the coating can be attributed to the insufficient amount of the nanofiller (alumina) in the polymer matrix, leading to significant polymer pullout, causing the failure of the coating.
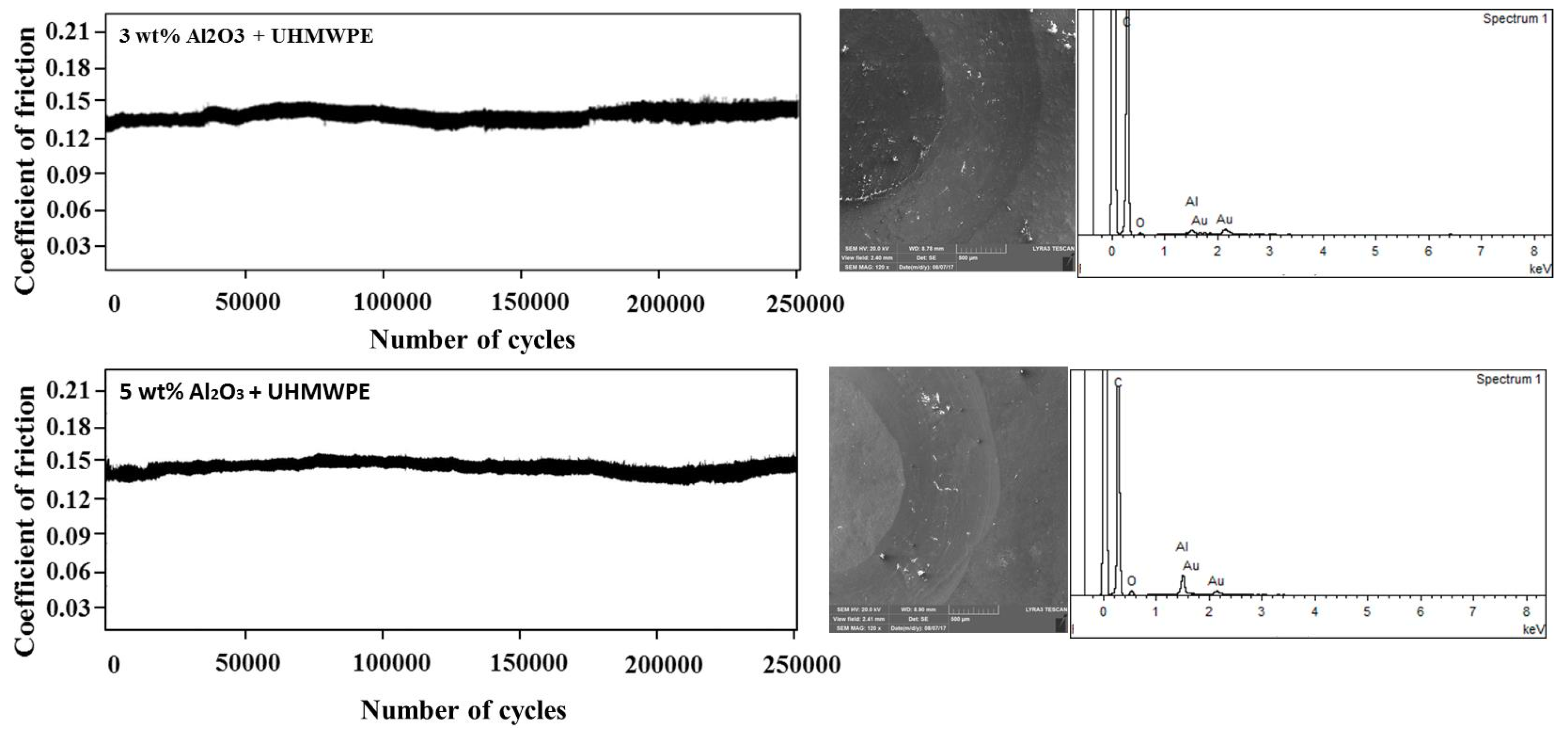
However, the nanocomposite coatings reinforced with 3 wt % and 5 wt % of alumina did not fail even until 100,000 cycles of sliding at a load of 12 N, as evident from the frictional graphs, FESEM/EDS analysis (absence of Fe peak), and the absence of any scar mark on the counterface ball. This excellent performance of the nanocomposite coatings with 3 and 5 wt % of alumina can be attributed to the sufficient amount of the nanofillers and their uniform dispersion without any agglomerates, which helps in improved bonding between the nanoparticles and the polymer macromolecules, thus resisting any polymer pullout and leading to a significant improvement in their wear resistance. It should be noted that, even though both the nanocomposite coatings did not fail even until 100,000 cycles, a slight increase in the COF from 0.13 to 0.15 was observed in the case of sliding against the nanocomposite coating with 5 wt % of alumina.
As the amount of alumina increased to 10 wt %, the UHMWPE nanocomposite coating showed an early failure (~4000 cycles) as can be seen from the frictional graph and confirmed by the FESEM/EDS analysis (presence of the Fe peak), and by the presence of a scar mark on the counterface ball after cleaning, suggesting metal-to-metal contact. This can also be confirmed from the 2D profile of the wear track as shown in Figure 9, whereby the depth of the wear track reached ~55 µm, which is greater than the thickness of the coating. The early failure of the 10 wt % alumina nanocomposite coating can be attributed to the non-uniform dispersion of the nanofillers with the formation of agglomerates as suggested by the FESEM/EDS mapping analysis. The presence of agglomerates results in the formation of a two-phase system in the coating, namely, soft phase, where there is very little nanofiller and a hard phase, wherein most of the nanofillers have agglomerated. Thus, this results in the easy removal of the polymer due to the inefficient bonding between the polymer macromolecules and the nanofillers.
3.6. Evaluation of Tribological Performance of the 3 and 5 wt % Alumina-Reinforced UHMWPE Nanocomposite Coating for Increased Number of Cycles
To ascertain the tribological performance of the two nanocomposite coatings reinforced with 3 and 5 wt % after their excellent performance at a normal load of 12 N and at a linear speed of 0.1 m/s for a duration of 100,000 cycles, we decided to run long-term wear tests on these two nanocomposite coatings for an increased number of cycles of 250,000. Figure 10 shows the typical frictional graphs, along with the FESEM/EDS spectrums on the wear tracks after 250,000 cycles at a load of 12 N. It can be clearly observed that both the coatings did not fail, even until 250,000 cycles, showing excellent wear resistance. The non-failure of the coatings can be confirmed by the absence of the Fe peak in the FESEM/EDS spectrum on the wear track after the wear tests. Moreover, the FESEM image shows a very smooth wear track, suggesting only mild wear due to plastic deformation of the polymer. The specific wear rates of the coatings for each of the compositions of 3 wt % and 5 wt % were calculated to be 1.98 × 10−5 and 1.63 × 10−5 mm3/N·m, respectively.
3.7. Evaluation of Tribological Performance of the 3 and 5 wt % Alumina-Reinforced UHMWPE Nanocomposite Coating at Increased Normal Load
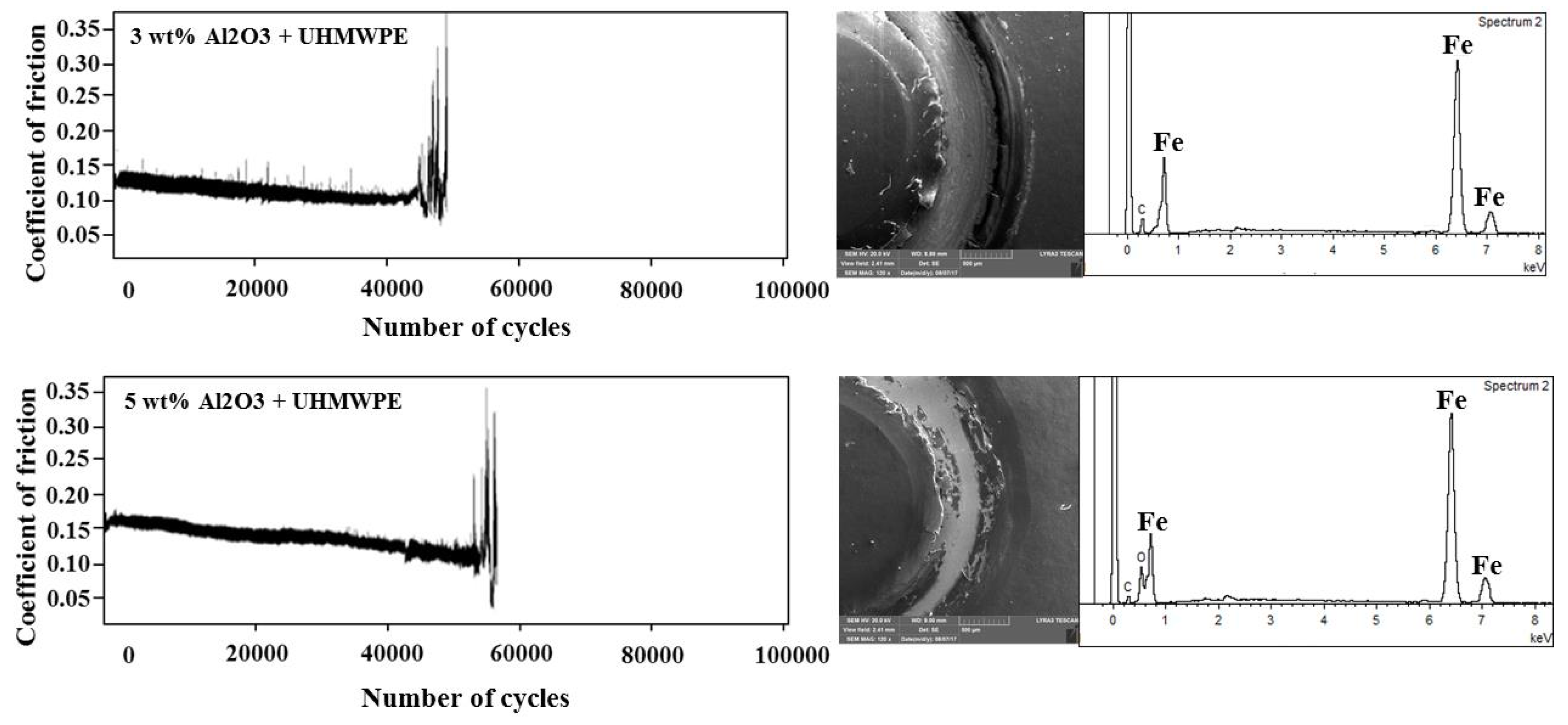
The 3 and 5 wt % alumina-reinforced UHMWPE nanocomposite coatings were further tested at a higher load of 15 N to check if they could sustain it. Figure 11 shows typical frictional graphs and FESEM/EDS spectrums for both the coatings after a sliding wear test conducted at an increased normal load of 15 N and at a sliding speed of 0.1 m/s. It can be observed that both the nanocomposite coatings failed earlier than 100,000 cycles. The 3 wt % alumina-reinforced UHMWPE nanocomposite coating showed a wear life of approximately 50,000 cycles, and the 5 wt % alumina-reinforced UHMWPE nanocomposite coating showed a wear life of approximately 55,000 cycles at a normal load of 15 N.
4. Conclusions
In this study, UHMWPE nanocomposite coatings reinforced with different loadings (0.5, 3, 5, and 10 wt %) of alumina were developed and deposited on steel substrates to evaluate their tribological performance. The results showed that:
- Microhardness of the nanocomposite coatings increased with increasing content of alumina. However, large variations were observed in the hardness measurements on the UHMWPE nanocomposite coating reinforced with 10 wt % of alumina. This is attributed to the formation of two-phase system (soft and hard) in the coating, due to the agglomeration of the alumina nanoparticles.
- In general, all the nanocomposite coatings showed better wear resistance as compared to the pristine UHMWPE coating at a load of 12 N. However, among them, nanocomposite coatings with 3 and 5 wt % exhibited the highest wear resistance as they did not fail even until 250,000 cycles at a load of 12 N. This is attributed to the superior mechanical properties of alumina, and its uniform dispersion in the polymer matrix.
- However, both the 3 and 5 wt % alumina nanocomposite coatings failed at an increased load of 15 N, suggesting that both the coatings cannot withstand such a high load.
- The predominant modes of failure mechanisms of the coatings were found to be a combination of severe adhesive and abrasive wear, and in case of the coatings with no failure, the wear mechanism was found to be simple plastic deformation.
Funding
This research received no external funding.
Conflicts of Interest
The author declares no conflict of interest.
References
- Liu, Y.; Sinha, S.K. Wear performances of UHMWPE composites with nacre and CNTs and PFPE coatings for bio-medical applications. Wear 2013, 300, 44–54. [Google Scholar] [CrossRef]
- Check, J.; Karuppiah, K.S.K.; Sundararajan, S. Comparison of the effect of surface roughness on the micro/nanotribological behavior of ultra-high-molecular-weight polyethylene (UHMWPE) in air and bovine serum solution. J. Biomed. Mater. Res. Part A 2005, 74, 687–695. [Google Scholar] [CrossRef] [PubMed]
- Panjwani, B.; Satyanarayana, N.; Sinha, S.K. Tribological characterization of a biocompatible thin film of UHMWPE on Ti6Al4V and the effects of PFPE as top lubricating layer. J. Mech. Behav. Biomed. Mater. 2011, 4, 953–960. [Google Scholar] [CrossRef] [PubMed]
- Xue, Y.; Wu, W.; Jacobs, O.; Schädel, B. Tribological behaviour of UHMWPE/HDPE blends reinforced with multi-wall carbon nanotubes. Polym. Test. 2006, 25, 221–229. [Google Scholar] [CrossRef]
- Minn, M.; Sinha, S.K. DLC and UHMWPE as hard/soft composite film on Si for improved tribological performance. Surf. Coat. Technol. 2008, 202, 3698–3708. [Google Scholar] [CrossRef]
- Wang, H.G.; Ren, J.F.; Gao, G.; Chen, S.S.; Wang, J.Q.; Yang, S.R. Effect of compatibilization on reciprocating frictional behavior of polyamide 66/UHMWPE blends. Tribol. Trans. 2016, 59, 560–568. [Google Scholar]
- Xiong, D.S.; Jin, Z.M. Tribological properties of ion implanted UHMWPE against Si3N4 under different lubrication conditions. Surf. Coat. Technol. 2004, 182, 149–155. [Google Scholar]
- Chandrasekaran, M.; Wei, L.Y.; Venkateshwaran, K.K.; Batchelor, A.W.; Loh, N.L. Tribology of UHMWPE tested against a stainless steel counterface in unidirectional sliding in presence of model synovial fluids: Part 1. Wear 1998, 223, 13–21. [Google Scholar] [CrossRef]
- Zhou, Y.; Li, G.; Fan, Q.; Wang, Y.; Zheng, H.; Tan, L.; Xu, X. Study on protection mechanism of 30CrMnMo-UHMWPE composite armor. Materials 2017, 10, 405. [Google Scholar] [CrossRef] [PubMed]
- Satyanarayana, N.; Sinha, S.K.; Lim, S.C. Highly wear resistant chemisorbed polar ultra-high-molecular-weight polyethylene thin film on Si surface for micro-system applications. J. Mater. Res. 2009, 24, 3331–3337. [Google Scholar] [CrossRef]
- Samad, M.A.; Sinha, S.K. Mechanical, thermal and tribological characterization of a UHMWPE film reinforced with carbon nanotubes coated on steel. Tribol. Int. 2011, 44, 1932–1941. [Google Scholar] [CrossRef]
- Satheesan, B.; Mohammed, A.S. Tribology of UHMWPE and PEEK bulk and composite coatings: A review. In Handbook of Polymer Tribology; World Scientific: Singapore, 2018; pp. 221–268. [Google Scholar]
- Selvam, S.; Marimuthu, K. Development and investigation of mechanical properties of PEEK fine particles reinforced UHMWPE composites. Int. J. Appl. Eng. Res. 2016, 11, 1298–1303. [Google Scholar]
- Zhang, L.; Sawae, Y.; Yamaguchi, T.; Murakami, T.; Yang, H. Effect of radiation dose on depth-dependent oxidation and wear of shelf-aged gamma-irradiated ultra-high molecular weight polyethylene (UHMWPE). Tribol. Int. 2015, 89, 78–85. [Google Scholar] [CrossRef]
- Wang, A.; Essner, A.; Polineni, V.; Stark, C.; Dumbleton, J.H. Lubrication and wear of ultra-high molecular weight polyethylene in total joint replacements. Tribol. Int. 1998, 31, 17–33. [Google Scholar] [CrossRef]
- Ge, S.; Wang, Q.; Zhang, D.; Zhu, H.; Xiong, D.; Huang, C.; Huang, C. Friction and wear behavior of nitrogen ion implanted UHMWPE against ZrO2 ceramic. Wear 2003, 255, 1069–1075. [Google Scholar] [CrossRef]
- Martínez-Nogués, V.; Medel, F.J.; Mariscal, M.D.; Endrino, J.L.; Krzanowski, J.; Yubero, F.; Puertolas, J.A. Tribological performance of DLC coatings on UHMWPE. J. Phys. Conf. Ser. 2010, 252, 012006. [Google Scholar] [CrossRef] [Green Version]
- Xiong, D.S. Friction and wear properties of UHMWPE composites reinforced with carbon fiber. Mater. Lett. 2005, 59, 175–179. [Google Scholar]
- Plumlee, K.; Schwartz, C.J. Improved wear resistance of orthopaedic UHMWPE by reinforcement with zirconium particles. Wear 2009, 267, 710–717. [Google Scholar] [CrossRef]
- Cao, S.; Liu, H.; Ge, S.; Wu, G. Mechanical and tribological behaviors of UHMWPE composites filled with basalt fibers. J. Reinf. Plast. Compos. 2011, 30, 347–355. [Google Scholar]
- Sharma, S.; Bijwe, J.; Panier, S. Assessment of potential of nano and micro-sized boron carbide particles to enhance the abrasive wear resistance of UHMWPE. Compos. Part B Eng. 2016, 99, 312–320. [Google Scholar] [CrossRef]
- Sharma, S.; Bijwe, J.; Panier, S.; Sharma, M. Abrasive wear performance of SiC-UHMWPE nano-composites—Influence of amount and size. Wear 2015, 332, 863–871. [Google Scholar] [CrossRef]
- Arun, A.; Sathiyamoorthy, V.; Vivek Anand, S.M.K.; Ganesh Boopathy, V.; Prasanth, R. Tribological studies on properties of Al2O3 reinforced Ultra high molecular weight polyethylene. J. Chem. Pharm. Sci. 2017, 186–189, Special Issue 2. [Google Scholar]
- Naresh Kumar, N.; Yap, S.L.; Khan, M.Z.; Pattela Srinivasa, R.S. Effect of argon plasma treatment on tribological properties of UHMWPE/MWCNT nanocomposites. Polymers 2016, 8, 295. [Google Scholar] [CrossRef]
- Saha, D.; Bose, P.K.; Banthia, A.K.; Dhabal, S. Analysis and characterization of alumina particles reinforced ultra-high molecular weight polyethylene composite for acetabular cup. Int. J. Art. Org. 2007, 30, 144–152. [Google Scholar] [CrossRef]
- Abdelsalam, A.E.A.; Omar, M.A.O.M.; Ali, W. Influence of aluminum oxide nanofibers reinforcing polyethylene coating on the abrasive wear. Frict. Wear Res. 2016, 4, 1–13. [Google Scholar] [CrossRef]
- Samad, M.A.; Sinha, S.K. Dry sliding and boundary lubrication performance of a UHMWPE/CNTs nanocomposite coating on steel substrates at elevated temperatures. Wear 2011, 270, 395–402. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Tercero, J.E.; Agarwal, A. Synthesis and characterization of multiwalled carbon nanotube reinforced ultra-high molecular weight polyethylene composite by electrostatic spraying technique. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2493–2499. [Google Scholar] [CrossRef]
- Chih, A.; Ansón-Casaos, A.; Puértolas, J.A. Frictional and mechanical behavior of graphene/UHMWPE composite coatings. Tribol. Int. 2017, 116, 295–302. [Google Scholar] [CrossRef]
- Azam, M.; Samad, M.A. Tribological evaluation of a UHMWPE hybrid nanocomposite coating reinforced with nanoclay and carbon nanotubes under dry conditions. J. Tribol. 2018, 140, 051304. [Google Scholar] [CrossRef]
- Azam, M.; Samad, M.A. A novel organoclay reinforced UHMWPE nanocomposite coating for tribological applications. Prog. Org. Coat. 2018, 118, 97–107. [Google Scholar] [CrossRef]
- Chanda, A.; Mukhopadhyay, A.K.; Basu, D.; Chatterjee, S. Wear and friction behaviour of UHMWPE-alumina combination for total hip replacement. Ceram. Int. 1997, 23, 437–447. [Google Scholar] [CrossRef]
- Roy, S.; Pal, S. Characterization of silane coated hollow sphere alumina-reinforced ultra-high molecular weight polyethylene composite as a possible bone substitute material. Bull. Mater. Sci. 2002, 25, 609–612. [Google Scholar] [CrossRef]
- Samad, M.A.; Satyanarayana, N.; Sinha, S.K. Tribology of UHMWPE film on air-plasma treated tool steel and the effect of PFPE overcoat. Surf. Coat. Technol. 2010, 204, 1330–1338. [Google Scholar] [CrossRef]
Figure 1.
Flow chart describing the various steps in preparing the nanocomposite powders.

Figure 2.
Flow chart listing the steps involved in surface preparation and coating of the steel substrates.
Figure 2.
Flow chart listing the steps involved in surface preparation and coating of the steel substrates.

Figure 3.
Summary of all the characterization techniques used in the present study.

Figure 4.
FESEM and EDS (Al) elemental mapping images for the nanocomposite coatings with different loadings (0.5, 3, 5, and 10 wt %) of alumina.
Figure 4.
FESEM and EDS (Al) elemental mapping images for the nanocomposite coatings with different loadings (0.5, 3, 5, and 10 wt %) of alumina.

Figure 5.
FESEM cross-sectional images of the coating/substrate system for the pristine and the nanocomposite coatings.
Figure 5.
FESEM cross-sectional images of the coating/substrate system for the pristine and the nanocomposite coatings.

Figure 6.
Variation of micro hardness of the pristine and the nanocomposite coatings.

Figure 7.
(a,f) Typical frictional graphs; (b,g) FESEM images of the wear track; (c,h) EDS spectrum on the wear track; counterface ball image (d,i) before cleaning and (e,j) after cleaning after a sliding wear test conducted at normal loads of 9 N and 12 N, respectively, for a pristine ultra-high molecular polyethylene (UHMWPE) coating, at a linear speed of 0.1 m/s for 100,000 cycles.
Figure 7.
(a,f) Typical frictional graphs; (b,g) FESEM images of the wear track; (c,h) EDS spectrum on the wear track; counterface ball image (d,i) before cleaning and (e,j) after cleaning after a sliding wear test conducted at normal loads of 9 N and 12 N, respectively, for a pristine ultra-high molecular polyethylene (UHMWPE) coating, at a linear speed of 0.1 m/s for 100,000 cycles.

Figure 8.
Typical frictional graphs, FESEM/EDS spectrums of the wear track, counterface ball images before and after cleaning, after a sliding wear test conducted on the nanocomposite coatings with different loadings (0.5, 3, 5, and 10 wt %) of alumina at normal load of 12 N and at a sliding speed of 0.1 m/s.
Figure 8.
Typical frictional graphs, FESEM/EDS spectrums of the wear track, counterface ball images before and after cleaning, after a sliding wear test conducted on the nanocomposite coatings with different loadings (0.5, 3, 5, and 10 wt %) of alumina at normal load of 12 N and at a sliding speed of 0.1 m/s.

Figure 9.
2D and 3D optical profiles of the wear track for all the nanocomposite coatings after a sliding wear test at a normal load of 12 N and at a sliding speed of 0.1 m/s.
Figure 9.
2D and 3D optical profiles of the wear track for all the nanocomposite coatings after a sliding wear test at a normal load of 12 N and at a sliding speed of 0.1 m/s.

Figure 10.
Typical frictional graphs, FESEM/EDS spectrums of the wear track after a sliding wear test of 250,000 cycles conducted on nanocomposite coatings with different loadings, 3 and 5 wt % of alumina, respectively, at a normal load of 12 N and at a sliding speed of 0.1 m/s.
Figure 10.
Typical frictional graphs, FESEM/EDS spectrums of the wear track after a sliding wear test of 250,000 cycles conducted on nanocomposite coatings with different loadings, 3 and 5 wt % of alumina, respectively, at a normal load of 12 N and at a sliding speed of 0.1 m/s.

Figure 11.
Typical frictional graphs, FESEM/EDS spectrums of the wear track after a sliding wear test of 100,000 cycles conducted on the nanocomposite coatings with different loadings 3 and 5 wt % of alumina, respectively, at a normal load of 15 N and at a sliding speed of 0.1 m/s.
Figure 11.
Typical frictional graphs, FESEM/EDS spectrums of the wear track after a sliding wear test of 100,000 cycles conducted on the nanocomposite coatings with different loadings 3 and 5 wt % of alumina, respectively, at a normal load of 15 N and at a sliding speed of 0.1 m/s.

© 2018 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Mohammed, A.S. UHMWPE Nanocomposite Coatings Reinforced with Alumina (Al2O3) Nanoparticles for Tribological Applications. Coatings 2018, 8, 280. https://doi.org/10.3390/coatings8080280
AMA Style
Mohammed AS. UHMWPE Nanocomposite Coatings Reinforced with Alumina (Al2O3) Nanoparticles for Tribological Applications. Coatings. 2018; 8(8):280. https://doi.org/10.3390/coatings8080280
Chicago/Turabian StyleMohammed, Abdul Samad. 2018. "UHMWPE Nanocomposite Coatings Reinforced with Alumina (Al2O3) Nanoparticles for Tribological Applications" Coatings 8, no. 8: 280. https://doi.org/10.3390/coatings8080280
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.