A Review of Recent Research on Bio-Based Epoxy Systems for Engineering Applications and Potentialities in the Aviation Sector


1
LEITAT Technological Center, 08225 Terrassa, Barcelona, Spain
2
Laboratory of optics and experimental mechanics (LOME), INEGI Institute of Science and Innovation in Mechanical and Industrial Engineering, 4200-465 Porto, Portugal
*
Authors to whom correspondence should be addressed.
Aerospace 2018, 5(4), 110; https://doi.org/10.3390/aerospace5040110
Submission received: 1 September 2018
/
Revised: 12 October 2018
/
Accepted: 14 October 2018
/
Published: 16 October 2018
(This article belongs to the Special Issue ECO-COMPASS: Ecological and Multifunctional Composites for Application in Aircraft Interior and Secondary Structures)
Abstract
:Epoxy resins are one of the most widely used thermosets in different engineering fields, due to their chemical resistance and thermo-mechanical properties. Recently, bio-based thermoset resin systems have attracted significant attention given their environmental benefits related to the wide variety of available natural resources, as well as the resulting reduction in the use of petroleum feedstocks. During the last two decades, considerable improvement on the properties of bio-sourced resins has been achieved to obtain performances comparable to petroleum-based systems. This paper reviews recent advances on new bio-based epoxy resins, derived from natural oils, natural polyphenols, saccharides, natural rubber and rosin. Particular focus has been given to novel chemical formulations and resulting mechanical properties of natural derived- epoxies, curing agents or entire systems, constituting an interesting alternative for a large variety of engineering applications, including the aviation sector. The present work is within the scope of the ECO-COMPASS project, where new bio-sourced epoxy matrixes for green composites are under investigation.
1. Introduction
Thermosetting polymers are widely used within the engineering fields because of their versatility in tailoring their ultimate properties and performances in terms of strength, durability, thermal and chemical resistances as provided by the high cross-linked structure [1]. Such features make their use feasible to a broad range of applications as, for example, in bonding and adhesives for the automotive and aircraft industry [2,3], in repairing products for civil infrastructures, electronic components such as circuit boards [4], maintenance coatings for marine and multiple industries [5] or binder in laminates and composites [6]. Epoxy resins are one of the most used thermosetting systems commonly synthesized by reacting polyols, polyphenols or other active hydrogen compounds with epichlorohydrin in basic conditions [7].
According to a recent market projection [8], thermosets constitute the 14% of the overall production of polymers, mainly characterized by a wider production (82%) of thermoplastics and elastomers. Consequently, compared to thermosets, more attention has been given to thermoplastics, including bio-based ones.
Nowadays, composites based on fiber reinforced thermosetting polymer matrixes have gained importance in this field, due to their excellent mechanical properties for aircraft lightweight structures [9]. These materials are used with the aim, not to replace classic materials such as titanium and aluminum, but rather maintaining or even improving their performance. Moreover, their versatility makes them able to be used in a wide span of applications [9].
During the last fifty years, the presence of composite materials based on thermosetting polymeric matrixes for aircraft application has increased exponentially [10]. Currently, the Airbus A350 and the Boeing 787 Dreamliner are the manned passenger airplanes with more composite proportion on its structures reaching values of 50% and 53% by weight [11]. Composites used in aircrafts are usually reinforced with glass or carbon fibers, with phenolic and epoxy resins the most used thermosetting polymeric matrices for interior and secondary structures, respectively [12].
Thermosetting epoxy resins can currently encompass a wide range of properties depending on the curing agents and proportions, curing cycles and additives that can be added during their formulation [13]. This fact makes them suitable for many applications including the aerospace field. Epoxy thermosets typically used in aircrafts are based on diglycidyl ether of Bispehenol A (DGEBA). However, there are other epoxy compositions such as cycloaliphatic epoxy resins, trifunctional and tetrafunctional epoxy resins and novolac epoxy resins, although they are less used [7]. For thermosetting epoxies, the tensile strength ranges from 90 to 120 MPa with a tensile modulus ranging from 3100 to 3800 MPa [10]. Moreover, these systems usually have glass transition temperatures (Tg) that range from 150 to 220 °C, making it possible to use them as first and second aerospace resin systems [10].
Aside from the aforementioned properties, epoxy resins have two main drawbacks which are their brittleness and moisture sensitivity [10]. Besides, epoxy thermosets are difficult to be recycled and the aeronautic industry is looking for feasible alternatives to reduce the carbon footprint generated during their production [11].
Concurrently, due to an increasing demand of green industries, new natural feedstock has started being used to develop new materials. In addition, the thermosetting polymers field is currently following the same line because of the low cost, sustainability and light weight that these materials can offer.
Even though the use of bio-based epoxy systems is not yet significant in the aviation field, the aim of the present review is to highlight the possibilities of such systems, by comparing them with the corresponding petroleum-based ones and pointing out the importance to find a balance between the thermal and mechanical properties by means of chemical structure design. To that aim, in this work suitable characteristics for their application as matrix in composites for aircraft interior and secondary structures are identified within recent literature. Natural oil-based (Section 2), isosorbide-based (Section 3), furan-based epoxy systems (Section 4), phenolic and polyphenolic epoxies (Section 5), epoxidized natural rubber (Section 6), epoxy lignin derivatives (Section 7) and rosin-based resins (Section 8) are reviewed, comprising the chemical structure and the resulting mechanical properties. Glass transition temperature and viscosity are also addressed. Finally, such physical properties are summarized in Section 9, thus providing useful data that can help the future design of bio-based resins for composites in secondary and interior aviation structures. A comparison between the main mechanical properties of bio-based resins and of the petroleum-based resin systems, already used in the aeronautical field, is provided. Emphasis on potential opportunities, but also gaps and drawbacks concerning the reviewed bio-resins, are given.
2. Natural Oil-Based Epoxies
Soybean oil currently has a stable market as cooking oil, especially for the preparation of shortenings and margarine. However, soybean oil market has recently opened a new field of applications because of the capability of this oil to be epoxidized [14,15]. During the epoxidation, the double bonds of the unsaturated soybean oil are oxidated generating oxirane groups [16]. The obtained final product currently has a large market as a plasticizer and stabilizer of poly(vinyl chloride) (PVC) polymers. On the other hand, the epoxidation of vegetable oils such as epoxidized soybean oil (ESO) opens a new opportunity for the bio-based thermosetting epoxy resins. However, due to the aliphatic structure of the vegetable oils, the mechanical properties of these epoxies do not satisfy the needs for most of the aforementioned applications of thermosetting epoxy resins, and this limits their use. Nevertheless, in this section some relative recent studies of ESO thermosetting resins are described.
In a study by Zhu et al. [17], the potentialities of alternative ESO based resin systems as composite matrix were investigated, starting from the synthesis of epoxidized methyl soyate (EMS) and epoxidized allyl soyate (EAS). The two epoxidized soybean systems were added to an Epon resin, developed for pultrude composites and compared both with the neat Epon resin and a commercially available ESO resin. One-step and two-step curing processes were also analyzed. The mechanical properties of the different systems were investigated in terms of tensile and flexural behavior and are summarized in Table 1.
Due to the capability of the epoxidized soy ester additives of forming flexible crosslinked structures, the two synthesized soy-based resins showed better crosslinking and the resulting materials had mechanical characteristics higher than the corresponding system obtained with the commercial ESO resin. Particularly, the Epon/EAS systems provided higher values of thermo-mechanical properties.
In 2011, Altuna et al. [18] presented a study of the structure–properties relationship of blends of ESO and DGEBA cured epoxy resins. The blends were cured using a stoichiometric amount of methyltetrahydrophthalic anhydride (MTHPA) as a crosslinking agent and 1-methyl imidazole (1-MI) as a catalyst. Once cured, the thermal and mechanical properties of these samples were characterized. The obtained results indicated that increasing amounts of ESO in the blends generated a decrease in the Tg values from 108 °C (0% ESO) to 57 °C (100% ESO). The E’ in the glassy state also decreased with the content of ESO, whereas it was maintained in the rubbery phase.
The effects of ESO content were also investigated in terms of mechanical properties, in relation to impact and compression behaviors. It was observed that the compression strength and modulus remained almost constant up to 20% of ESO content and showed a decrease with higher ESO content. The impact strength of DGEBA and ESO increased about 38% in comparison with the neat DGEBA for a content of 40% ESO, whereas decreased for higher amounts of ESO. Such a behavior was ascribed to phase separation of DGEBA–40% ESO–MTHPA shown by SEM analyses.
Jin and Park [19] also investigated the effects of ESO content on the mechanical properties of DGEBA/ESO blends. Flexural properties, such as strength and elastic modulus, were derived by means of three-point bending tests, where the flexural strength had comparable values to the DGEBA neat system until a content of 40 wt % of ESO and decreased when the ESO content reached 60 wt %, and the flexural modulus showed a similar tendency. The impact strength increased with an increase of ESO wt %, while the adhesive strength increased until 40 wt % ESO content and decreased in the case of higher ESO contents.
Gupta et al. [20] investigated the influence of the DGEBA content on a epoxidized soybean oil (ESO) based systems, crosslinked by phthalic anhydride. The mechanical investigation in terms of impact, tensile and flexural testing, showed results in accordance with [18,19].
Parallel with this study, Tan et al. [21] synthesized an ESO thermally curable using 2-ethyl-4-methylimidazole (EMI) as a catalyst. They demonstrated the increment of the storage modulus as function of the EMI concentration due to the crosslinking density increment and reduction of the molecular weight. On the other hand, the Tg values (below 60.8 °C) also increased with higher EMI concentrations, but were still too low for structural and high-performance applications.
Other interesting applications of ESO as thermosetting system have been studied recently. This is the case of Cavusoglu et al. [22], that polymerized maleate half esters of oil-soluble resoles p-tertiary butyl phenol (TBP) and p-nonyl phenol (NP) with ESO. Under tensile loading conditions, the synthetized polymers showed the highest elongation for the ESO–p-NPMA–150 resin, which is in general higher than the nonpliable phenolic resins. The ESO–p-NPMA–190 resin showed the highest stress at break, and the ESO–p-TBPMA–190 showed the highest value of storage modulus at 30 °C. The mechanical properties obtained from the characterization of these samples are reported in Table 2.
Another application was studied by Tsujimoto et al. [23] that used ESO and polycaprolactone to generate new biodegradable shape memory polymers.
Usually, the viscosity of these systems is not optimal for application in composites, for example, during prepreg process development. However, some other applications have also been investigated for ESO, such as high temperature lubricants as indicated by Erhan et al. [15]. In that study, they determined the kinematic viscosity of ESO samples at different temperatures, which showed values of 170.87 mm2·s–1 at 40 °C and 20.41 mm2·s–1 at 100 °C.
On the other hand, other market established oils have also been used to generate thermosetting epoxy systems. This is the case of Linseed oil, which can be epoxidized through their multiple chain insaturations to generate epoxidized linseed oil (ELO), which is already commercial. One of the main applications of ELO is as plasticizer due to its flexible structure [24,25,26] also promoting thermal stabilization due to the scavenging ability of acid groups through catalytic degradation [27,28,29].
Researchers are now focusing on the development of thermosetting systems based on ELO, but some modifications of its chemical structure or the final composition of the materials is needed to achieve the desired properties. The study of Supanchaiyamat et al. [30] shows how ELO can be used to develop a new thermosetting resin cured with a bio-based long chain diacid (Pripol 1009) through a two steps curing process. This resin was catalyzed using different amine catalysts: Triethylamine (TEA), 1,8-diazabicycloundec-7-ene (DBU), 1-methylimidazole (1-MeIm), 2-methylimidazole (2-MeIm) and 4-dimethylaminopyridine (DMAP). Depending on the used catalyst, the viscosity of the samples ranged from 400 centipoises (cP) to 2000 cP. The obtained films showed thermal stability and excellent water resistance when 50:50 (wt %) of ELO, and Pripol 1009 and DMAP as curing agents were used. With that sample, a tensile strength of 1.65 MPa was observed.
Another study of Ding et al. [31] demonstrates how the length of the bio-derived dicarboxylic acid chains can modify the mechanical properties and the Tg of the ELO based cured epoxy resins. Using shorter dicarboxylic acids, the mechanical properties improve in terms of tensile strength, strains and modulus, toughness and Tg. However, the thermal stability decreases.
On the other hand, anhydrides have also been selected as alternative curing agents. This is the case of Pin et al. [32] that used methylhexahydrophthalic anhydride (MHHPA) and benzophenone-3,3′,4,4′-tetracarboxylic dianhydride (BTDA) as curing agents. The final resins show a bio-sourced ration over 60% and 70% for the ELO/MHHPA and ELO/BTDA respectively. These are great values compared to other green thermosetting systems currently developed. Thermal analyses reveal high thermal stability of these cured resins, with a degradation temperature that starts at 333–337 °C, which is better than some DGEBA/amine cured systems, having a degradation temperature of 300–370 °C in air. Moreover, they analyzed the viscosity changes during the curing process. The used ELO had an initial viscosity of 1200 MPa·s–1 which can decrease to 1 Pa·s–1 during the first curing stage from 25 °C to 120 °C. Such properties make these thermosets potentially appropriate in electronic applications.
Towards the development of fiber reinforced composites based on ELO, Samper et al. [29] used slate fibers as reinforcement to develop new laminate composites through resin transfer molding (RTM) process. These composite systems with ELO-based resins showed tensile strengths between 328.2 and 359.1 MPa, which are still lower values comparable with those of high-performance composites such as carbon fiber or aramid reinforced epoxies.
ESO and ELO are the most common vegetable oils able to be epoxidized due to their stability in the market and the huge amount of instaurations able to be epoxidized in their structures.
In 2012, Samper et al. [33] also investigated the production of polymers, starting from ESO, ELO and mixtures of the two oils, where phthalic anhydride (17 mol%) and maleic anhydride (83 mol %) were used as crosslinking agents and benzyl dimethyl amine (BDMA) and ethylene glycol were used respectively as the catalyst and initiator. The influence of the percentage of the two oils on the mechanical properties of the final epoxy showed that with an increase of the ESO percentage into the ESO-ELO system, the flexural strength and modulus decreased because of the smaller number of epoxy groups in ESO respect to ELO. For the same reason, the ELO-ESO resin systems also showed a decrease of the hardness when the ESO content increased. On the other hand, an increase of the impact energy was observed when the ELO percentage decreased, because of the less cross-linking which made the final epoxy system more ductile.
However, other vegetable oils have been investigated for their potential application as bio-derived thermosets. This is the case of canola oil, castor oil, karanja oil or grapeseed oil.
Espinoza Pérez et al. [34] implemented a process for the epoxidation of canola oil, obtaining sufficient conversion and scaled it up to 300 g. The process consisted of a solvent free reaction in the presence of a heterogeneous catalyst which allows for generating high content of epoxy groups on the resin. This characteristic makes the obtained resin able to be applied as matrix for composite applications. The conversion obtained was 98.5% which represented an improvement compared with other canola oil epoxidation methods [35,36].
On the other hand, Omonov et al. [37] developed a new bio-derived thermoset using epoxidized canola oil (ECO) and phthalic anhydride (PA) as curing agent. The epoxidation reaction was performed using performic acid and hydrogen peroxide. In order to prepare the curing mixture, it was necessary to form a homogeneous mixture of the ECO with the PA at higher temperatures, particularly above the melting point of PA because of its solid state at room temperature. The authors demonstrate that thermomechanical properties can be modified depending on the curing temperature and ECO/PA ratio, which makes these systems versatile for composite applications (lignocellulosic fiberboards and particleboards). They performed rheology tests to 1.0:1.0, 1.0:1.5 and 1.0:2.0 ECO/PA (mol/mol) samples at different curing temperatures, 155 °C, 170 °C, 185 °C and 200 °C. Before curing, the samples show a liquidlike behavior with optimal low viscosity that makes them optimal for their applicability. An increase in the curing temperature and PA amount decreased the gelation time of the mixtures. Conversely, the Tg also increases with an increasing amount of PA curing agent but it does not vary significantly with the curing temperature. For example, the Tg (measured with DSC) obtained for 1.0:1.0 and 1.0:2.0 ECO/PA (mol/mol) samples cured at 155 °C increased from −24.1 ± 0.3 °C to 16.1 ± 1.0 °C, but for the sample 1.0:1.0 ECO/PA (mol/mol) cured at 155 °C and 200 °C only increased from −24.1 ± 0.3 °C to −23.9 ± 0.1 which is not significant. In addition, the authors suggest that these procedures can be applied to other epoxidized natural oils by changing the reagents, curing and mixing variables.
Other natural oils, such as castor oil, have also been epoxidized with the idea of generating new bio-sourced thermosets. In this case, Park et al. [38] synthesized epoxidized castor oil using glacial acetic acid, Amberlite, toluene and hydrogen peroxide solution. Then, epoxidized castor oil was cured using N-benzylpyrazinium hexafluoroantimonate (BPH) previously tested in other studies as a cationic catalyst. The weight ratio of epoxidized castor oil/BPH was 99:1 and the curing cycles were 110 °C for 1 h, then 130 °C for 2 h and finally at 150 °C for 1 h. The glass transition temperature obtained for these systems were too low for high performance applications such as structural composites. For this reason, the authors studied blends of epoxidized castor oil with DGEBA based epoxy resins [39]. The results obtained for all the systems are shown in Table 3.
From these results the authors demonstrated that the glass transition temperature can be modulated with the epoxidized castor oil/DGEBA ratio with an observed decrease by increasing the epoxidized castor oil content. Regarding the mechanical behavior under flexural conditions, the strength of the ECO/DGEBA blends shows an increase with an increase of the ECO content up to a percentage of 30 wt % and does not affect the flexural modulus, whose values remain constant. Such a behavior is explained by the addition of larger soft segments of ECO into the epoxy blend, which improves its toughness.
More recently, Sudha et al. [41] also developed epoxidized castor oil/DGEBA blends at various wt % but using triethylenetetramine (TETA) as curing agent and studied the thermal and mechanical properties exhaustively. The epoxidized castor oil, analyzed in this work, had an initial viscosity of 950–1050 cP which was lower than the initial viscosity of DGEBA based epoxy. The characterization results obtained for the different blends are summarized in Table 4.
As the results of this study show, the glass transition temperature and tensile strength decreases with the addition of epoxidized castor oil in the blends. The flexural strength shows comparable or higher values than the one of the pure DGEBA resin. The impact strength, measured for both Izod un-notched and notched specimens, increased with an increase of the ECO content into the blend. This is explained by the micrographs of the blends, showing the distribution of different sized particles into the cavities.
The research community has also started investigating with other less common oils such as karanja oil (KO), a natural oil extracted from karanja seeds (Pongamia Glabra) that mainly grows in India. However, not all the oil generated for human consumption is used and huge amounts of this oil finish as a waste product. With the purpose of looking for solutions for this currently unprofitable product, Kadam et al. [42] epoxidized KO using hydrogen peroxide and acetic acid. Once the natural oil was epoxidized they cured the samples using two curing agents: citric acid (CA) and tartaric acid (TA) at acid/epoxy equivalent weight ratio of 1:1. The authors tested the mechanical and thermal properties, which are summarized in Table 5.
The differences can be seen in the glass transition temperatures being 112.70 °C for the sample cured with citric acid and 108.64 °C for the sample cured with tannic acid. Moreover, the mechanical properties depend very closely on its composition and polymerization. In the case of tensile strength, the value for the bio-epoxy cured with citric acid is higher than for the cured with tannic acid.
Other strategies to generate bio-based epoxy resins based on natural oils have been developed in recent years. This is the case of grapeseed and rapeseed oils which can be used as hardeners for epoxies. Stemmelen et al. [43], developed a novel vegetable oil-based polyamine from grapeseed oil (AGSO) through thiol-ene coupling reaction. The aminated curing agent was used to cure epoxidized linseed oil which was compared with ELO cured with tetrahydrophthalic anhydride (THPA) curing agent from the literature. The AGSO-ELO system exhibited a Tg of −38 °C, whereas the THPA-ELO system exhibited a Tg about 80 °C. The authors interpreted that this extreme change on the glass transition temperature of these two systems can be explained due to the higher molecular flexibility of AGSO compared with THPA. Manthey et al. [44], explored the thermo-mechanical properties of epoxidized hemp oil based samples (EHO), as possible matrix material for jute fibre-reinforced bio-composites. A maximum concentration of 30% of EHO in a synthetic bisphenol A diglycidyl ether-based epoxy control, R246TX cured with a blend of triethylenetetramine and isophorone diamine, was investigated. Such an epoxy system was also studied in comparison with an ESO-based system with the same bio content. The EHO-based epoxy blends displayed slightly higher mechanical properties than the corresponding ESO-based system. Furthermore, the EHO-based resin blend, when used as matrix for the jute fibre-reinforced biocomposites, was found to be competitive with the commercially produced ESO-based system.
In the work of Akesson et al. [45], two ESO based resins were synthesized and cured by means of ultraviolet (UV) irradiation: particularly one resin was a synthesized methacrylic anhydride modified soybean oil (MMSO) type and another resin was an acrylated epoxidized soybean oil (AESO). The MMSO resin had a storage modulus of 1800 MPa and a glass transition temperature above 150 °C and showed a tensile strength at break, over five specimens, of 24.4 ± 3.6 MPa.
3. Isosorbide Based Epoxy Resins
Isosorbide is a bio-derived diol with a structure based on two fused furan rings. It is obtained from starch originated from depolymerization of biomass, which is firstly hydrolyzed to generate d-glucose [46]. Then, the d-glucose is hydrogenated to generate sorbitol which is dehydrated to obtain the isosorbide in a multi-step process [46]. Due to the versatility of its hydroxyl groups, isosorbide can be easily derivatized for use in some applications for pharma, detergency, cosmetics, or as a stabilizer or plasticizer [47]. Moreover, isosorbide has recently become a solution for the generation of new bio-based thermoplastics and thermosets, such as epoxy resins. As reported by Hong et al. [48], isosorbide rigidity and thermal stability provided by its structure allows its use as an alternative monomer to bisphenol-A (BPA) in epoxy resins: diglycidyl ether of isosorbide (DGEI). This monomer can be obtained through different ways: epoxidation of isosorbide diallyl ether, reaction of isosorbide with epichlorohydrin in presence of Lewis acid or alkali hydroxides, or through reaction of isosorbide disodium alcoholate with epichlorohydrin. In that study, isosorbide resins and control DGEBA resin were cured with diethylene triamine (DETA) and isosorbide diamine (ISODA). An extensive experimental campaign was also conducted to determine the thermo-mechanical properties of the isosorbide-based resin from corn and some of the results are reported in Table 6.
The isosorbide-based resins showed glass transition temperatures of about 60 °C lower than those from DGEBA/DETA, and comparable or better tensile and impact strength than commercial epoxy resins. Moreover, rheological tests were performed to the curing mixtures. The initial viscosity values for the DGEI/ISODA and DGEI/DETA were found to be below the 10,000 cP, which are values similar to the commercial DGEBA (from 10,000 to 25,000 cP using the same curing agents), as compared with natural oils.
Feng et al. [49], prepared bisisorbide diglycidyl ether through isosorbide reaction with epichlorohydrin under alkali conditions. The resulting resin was then cured using an aliphatic amine Jeffarnine T403 and compared with EPON 826, a diglycidyl ether of bisphenol A cured using the same curing agent. The tensile strength of the cured isosorbide-based epoxy and the DGEBA were on average 68.8 MPa and 66.2 MPa, respectively. This means that the tensile strength of the bisphenol A is 96% of the isosorbide-based epoxy. The impact strength of the isosorbide-based epoxy was 40% higher compared with the DGEBA based epoxy with average values of 3.87 J/cm and 6.42 J/cm respectively. However, the Tg of isosorbide-based epoxy systems was usually lower than the Tg of the DGEBA based epoxy thermosets (48 °C compared with 90 °C respectively). This is because of the high hydrophilicity of the isosorbide and the diamine, but it can be optimized with other curing agents such as methyl-5-norbornene-2,3-dicarboxylic anhydride with catalyst benzyl dimethyl amine (BDMA) or with 4,4′-(hexafluoro-isopropylidene) diphthalic anhydride that allows an increase of its Tg to 113 °C and 200 °C respectively.
Łukaszczyk et al. [50], compared the properties of isosorbide epoxy resins (IS-EPO) cured with phthalic anhydride (PHA), tetrahydrophthalic anhydride (TPHA), triethylenetetramine (TETA), isophoronediamine (IPHA) with the properties of Epidian 5 DGEBA based epoxy resin. This study also confirmed that, in most of the cases, the mechanical properties of isosorbide based epoxy resins, such as flexural and compression strength and modulus, Brinell hardness, Izod impact strength, were found to be comparable to, or better than, the properties of DGEBA based epoxy resins, as reported in Table 7.
However, the Tg of isosorbide-based epoxy resins is, in all cases, lower than the DGEBA based ones. The kinematic viscosity obtained for the IS-EPO samples before the curing was 60,120 cP, which is higher than the values of the Epidian based samples (25,000 cP).
In 2013, Sadler et al. [51] synthetized isosorbide-methacrylate (IM) by the direct esterification of isosorbide using methacryloyl chloride or methacrylic anhydride and a base catalyst. The IM was also blend in a vinyl-ester (VE) resin. The IM-based VE resin possessed a Tg higher than that of any known commercial vinyl ester resins. Very interesting mechanical properties were found out, such as quite high flexural strength and modulus of the neat IM. Those properties make it classifiable in the range of high-performance materials.
In 2017, Liu et al. [52] synthetized isosorbide-methacrylate (IM), from isosorbide with methacrylate anhydride (MAA) via a solvent-free, ultrasonic-assisted method. It was then to copolymerize an acrylated epoxidized soybean oil (AESO), finally obtaining a biobased thermosetting resin (IM-AESO). A second system was obtained by further modifying the AESO with MAA to replace the hydroxyl groups with methacrylate groups, thus generating a resin (IM-MAESO). The soybean oil-based resins blended with IM as an RD shows superior processability due to the low viscosity. The mechanical properties, such as flexural strengths, flexural moduli, storage moduli were investigated, showing high values. These aspects together with the superior processability make these two resins systems suitable for potential application in fiber-reinforced composites.
4. Furan Based Epoxy Resins
Furan resins have recently appeared as a new bio-based alternative to phenolic resins due to their aromaticity and mechanical properties. The origin of furanyl building blocks usually starts from furfural, which is transformed to furfuryl alcohol through their hydrogenation [53,54]. Furfural is obtained by chemical dehydration of five carbon carbohydrates, such as xylose and arabinose by fractionation of hemicellulose from bagasse, left over from sugar cane processing and also from corn cobs or other biomass waste [55,56]. The structure of furfural is shown in Figure 1.
Apart from furfural and furfuryl alcohol derived from five carbon carbohydrates, there are also other building blocks able to be polymerized to obtain different furan resins with some promising properties that could be useful for aircraft applications. However, these are still under development and they are not yet implemented in the industrial field. One important example is 5-Hydroxymethylfurfural HMF, which is obtained by hexoses dehydration [53].
Main monomers used for furan building blocks can be obtained from bio-sources which allow reduction of carbon footprint of final polymeric material. A list of the most important ones and its market availability is shown in Table 8.
Currently, epoxidized furanyl building blocks are not up-scaled and commercially available. However, some researchers have studied the functionalization of raw furan monomers F and HMF in order to synthesize new epoxy building blocks. This is the case of Cho et al. [57], who reported the preparation of furan monoepoxide, 2,5-bis[(2-oxiranyl-methoxy) methyl]-furan (BOF) and bis-furan diepoxide. These monomers were photo-cured using IRGACURE 250 and triphenylsulfonium hexafluoroantimonate salt (TSAS, 50% in propylene carbonate) as cationic crosslinking agents and their properties for adhesive industry were investigated.
The furanic compounds functionalized by epoxide group(s) were used for bonding polycarbonate (PC) by cationic photo-curing and with petrochemical-based phenyl glycidyl ether (PGE) having a phenyl ring. Specimens of the bonded joint for the measurement of tensile-shear strength were prepared and tested. PC joints bonded by both compounds biomass-based furan monoepoxide (FmE) and PGE petroleum-based epoxy were prepared. The strength of bonded PC joints (FmE) showed better performance as an adhesive than PGE. The authors attributed the lower tensile-shear strengths of PC joints bonded by Furan diepoxide (FdE) and bis-furan di-epoxide (bFdE) to their rigid structure and hydrophobic property.
Hu et al. [58] synthesized 2,5-Bis[(2-oxiranylmethoxy)methyl]-furan (BOF) and 1,4-Bis[(2-oxiranylmethoxy)methyl]-benzene (BOB) monomers and cured them using PACM and EPIKURE W as curing agents. Both monomers were low viscosity liquids with really good processability. The authors also blended the two furanyl monomers with DGEBA and performed a thermo-mechanical characterization. The results of the Tg values (obtained from DMA analysis) are shown in Table 9.
From these results, the authors determined that for the samples cured with EPIKURE W the Tg values are always higher compared with the samples cured with PACM. This fact is due to the aromatic structure of EPIKURE W. Another observation was that for BOF systems cured with either curing agents the Tg values and the storage modulus are higher than for the BOB systems. A possible explanation for this success could be the higher possibility of creating hydrogen bonds between the oxygen atoms of the furan rings and the hydroxyl groups created during the epoxy group opening during the reaction with the curing agents for BOF. Another explanation could be the differences in rotation of the furan rings due to their structures.
In another study, Hu et al. [59] also developed a new bio-based curing agent based on furan chemistry in order to create full furan based thermosetting resins. To achieve this aim, the authors prepared 5,5′-Methylenedifurfurylamine (DFDA) and 5,5′-Ethylidenedifurfurylamine (CH3-DFDA) as curing agents and compared the Tg values obtained from DMA thermograms. BOF/DFDA and BOF/CH3-DFDA samples exhibited Tg values of 69 and 62 °C, respectively, which allows for explaining the positive effect of the methyl group on the Tg value for CH3 DFDA cured BOF. On the other hand, PACM cured BOF showed a Tg of 72 °C, a higher value compared with DFDA and CH3- DFDA cured samples due to the connection to the furan rings through the methylene groups and amine groups. The samples of DGEBA cured with the same curing agents showed higher Tg values as it was expected (121 °C, 128 °C and 168 °C for DGEBA/DFDA, DGEBA/CH3-DGBA and DGBA/PACM respectively).
The authors investigated the tensile and fracture properties of BOF/PACM, BOB/PACM and DGEBA/PACM samples. In terms of tensile maximum stress, the BOF/PACM, BOB/PACM shows slightly lower values when compared to the DGEBA/PACM system; while in terms of the critical stress intensity factor (K1C) and critical strain energy release rate (G1C) values, BOF/PACM sample shows superior fracture toughness properties compared with BOB/PACM and DGEBA/PACM samples. Further studies about the mechanical characterization are also reported in Hu et al. [60].
On the other hand, Deng et al. [61] prepared diglycidyl ester of 2,5-furandicarboxylic acid (DGF) and compared its properties to the petroleum-based counterpart diglycidyl ester of terephthalic acid (DGT). The curing agents used were methylhexahydrophthalic anhydride (MHHPA) and poly(propylene glycol)bis(2-aminopropyl ether) (D230) as the rigid and soft curing agents respectively. The synthesis of DGF was performed using 2,5-Furandicarboxylic acid (FDCA) as raw material which was first used to generate bis(prop-2-enyl)furan-2,5-dicarboxylate (FDCE). The equivalent ratio of MHHPA and DGF or DGT was 1:1 respectively and the mixtures were cured at 100 °C during 2 h, 130 °C during 2 h and 150 °C during 2 h. The thermal and mechanical properties of the different samples developed in this study are listed in Table 10.
The results obtained from the thermal and mechanical analysis show that DGF systems have higher Tg, and mechanical properties compared with DGT systems. Moreover, these two systems show comparable properties to the DGEBA based ones. This fact allows for confirming that bio-based epoxy resins obtained from FDCE have a high potential as petrol-sourced epoxy alternatives.
5. Phenolic and Polyphenolic Epoxies
Polyphenols can be classified in different classes depending on the strength of the phenolic ring: phenolic acids, flavonoids, stiblins, phenolic alcohols and lignans [62]. Natural polyphenolic and phenolic structures are interesting due to their mechanical properties and thermal stability that they confer to the epoxy resins. For this reason, some researchers have focused their activity on the functionalization and preparation of epoxy resins based on natural phenolic or polyphenlic structures.
Tannins are natural polyphenolic structures generally obtained from black mimosa bark, quebracho wood, oak bark, chestnut wood, mangrove wood, Acacia catechu, Uncaria gambir, sumach, myrabolans, divi-divi, algarobilla chilena, tara, and bark of several pine species [63]. Tannins can be mainly classified depending on their structures as hydrolysable tannins and polyflavonoid tannins [63].
Catechin is one of the main components of tannins and one of the most studied natural polyphenol for the generation of new epoxy resins. Epoxidation of catechin was firstly examined by Nouailhas et al. [64] as a laboratory model with the aim of studying the reactivity of tannins as potential substitutes for BPA. The authors also used resorcinol and 4-methylcatechol in order to mimic the A- and B-rings of catechin. The glycidylation of rescorcinol, 4-methylcatechol and catechin was performed using epichlorohydrin. The final products were then identified, and their structures were confirmed by Nuclear Magentic Resonance (NMR) and Furier-transform Infrared Spectroscopy (FTIR). Finally, some formulations were prepared blending glycidyl ether of catechin (GEC) with DGEBA resin in order to reduce the initial viscosity of initially solid GEC. Then the samples were analysed by Dynamic Mechanical Analysis once cured at 60 °C for 24 h with Epamine PC 19. This curing agent provides low viscosity and fast curing capabilities. The results obtained are shown in Table 11.
Some of the authors of the previous work also participated in a study published in 2014 [65] with the aim of continuing the study on model phenolic monomers but now using tannins directly extracted from green tea. In this work, Benyahya et al. [65] also used epichlorohydrin for the epoxidation of the tannins extracted from green tea with BnEt3NCl as phase transfer catalyst. After curing blends of GEC, glycidyl ether of green tea extract (GEGTE) and a DGEBA epoxy resin (DER 352) with isophorone diamine (IPDA) in a 1:1 molar ratio of epoxy groups, dynamic mechanical analysis was also performed. Some of the main results are shown in Table 12.
The authors observed similar values for GEGTE-IPD and DER352-IPD systems, but a higher value was observed for the GEC-IPD. This could be explained by the higher presence of glycidyl groups that allows higher crosslinking density. Another explanation that the authors give is that, although GEGTE-IPD could have high functionality, a reduction of the crosslinking density could be caused by the presence of dimmers of gallate. However, gallic acid groups could reinforce the GEGTE-IPD system that shows higher storage modulus than GEC-IPD and DER352-IPD.
Basnet et al. [66] used a lignin derivative as curing agent. The glycidylation process of catechin was performed using epichlorohydrin under alkaline conditions and with the presence of TMAC as phase transfer catalyst. The authors also synthesized glycidyl ether of heat dried green tea extract (GEHDGTE), glycidyl ether of freeze-dried green tea extract (GEFDGTE), glycidyl ether of standard catechin (GEC), as well as EP828 (a commercial DGEBA based epoxy resin) and compared their properties. Glass transition temperature and flexural strength results are shown in Table 13.
In this study, the authors demonstrated the potential applicability of these materials for electronic applications also due to the temperature resistance of the formulations that were similar or higher than for DGEBA based epoxy resins. The mechanical flexural properties were found to be much higher than the corresponding DGEBA-Lg. The authors attributed the higher rigidity of the new lignin-based compounds to the combination of aromatic raw material of low molecular weight and the hard segment of the lignin, as curing agent, which has average molecular weight.
Other phenolic biomolecules, such as gallic acid, have also been considered as a potential source for bio-based epoxy thermosetting resins. Gallic acid or its derivatives are present in grapes, tea, gallnuts, oak bark, some fruits, vegetables, honey and can also be found in plant tissues [67,68,69,70,71]. The phenolic structure of gallic acid is shown in Figure 2.
Tomita et al. [72], presented a patent where they epoxidized gallic acid or tannic acid with epichlorohydrin in presence of a phase transfer catalyst. They cured the resulting epoxies using 3,6-endomethylene-l,2,3,6-tetrahydromethylphthalic anhydride (Methylhimic Anhydride) and benzyldimethylamine at different proportions. The curing conditions were 100 °C for 3 h and then 150 °C for 15 h. Finally, they compared the heat deflection temperature of these systems with Epikote 828, a DGEBA derivative epoxy resin and the results showed higher values for the bio-based systems.
On the other hand, Aouf et al. [73] synthesized epoxy resin prepolymers based on natural phenolic compounds such as gallic and vanillic acids. The strategy used by those authors was to synthesize the allylated phenolic before the epoxidation of the double bonds using caprylic acid as oxygen carrier and Novozym 435, an immobilized lipase B from Candida Antarctica, as a biocatalyst. This method was then compared with the epoxidation using the peracid mCPBA, which showed lower yields compared with the curing process using mCPBA.
Recently, Tarzia et al. [74], slightly modified the epoxidation method previously used by Aouf et al. [73]. In this study, tri- and tetra-glycidyl ethers of gallic acid (GEGAs) were obtained and cured with three different curing agents: a cycloaliphatic primary amine, isophorone diamine (IPDA), and Jeffamine D-230 (DPG). Moreover, they used N,N-dimethylbenzylamine (BDMA) as an ionic initiator. The Tg values and mechanical properties of each system are collected in Table 14.
The GEGA/DPG system is the one with lower Tg values which can be explained due to the flexibility and linearity of the DPG backbone. On the other hand, IPDA showed the higher Tg value. This can be explained due to a higher crosslinking density and more rigidity due to the IPDA ring. Comparing the mechanical properties, DPG cured system showed improved strength compared with the IPDA and BDMA systems. However, DGEBA/DPG system showed higher tensile strength and elongation at break compared with the GEGA/DPG system. This result can be attributed to the GEGA structure, which is stiffer due to the single aromatic ring compared with DGEBA and with higher functionality. Regarding the elastic modulus, the GEGA systems showed an elastic modulus slightly higher than the one corresponding to the DGEBA systems. The viscosity value obtained for the GEGA precursor was found to be 2000 cP before curing. This value is lower than the one of typical commercial DGEBA systems, that ranges from 11,000 to 15,000 cP [75] and can reach higher values depending on the formulation.
In 2013, Cao [76] derived a bio-based epoxy monomer GA-II from renewable gallic acid. An extensive experimental campaign was performed by investigating the mechanical properties in terms of tensile strength and modulus, where values of 66 MPa and 1970 MPa were respectively reached, and flexural strength and modulus, where values of 128 MPa and 3050 MPa were reached.
Tannic acid has also been considered as an interesting candidate to be used as acuring agent for epoxy resins. Tannic acid is a polyphenol currently commercial as a mixture of gallotannins. Some studies have been carried out with the aim of generating epoxy thermosets from tannic acid. This is the case of Shibata et al. [77], that used commercial tannic acid as curing agent to prepare composites with glycerol polyglycidyl ether (GPE) and sorbitol polyglycidyl ether (SPE). The mechanical properties and Tg values of each system are shown in Table 15.
SPE cured with TA samples showed higher Tg values compared with GPE samples. This result can be explained by the higher functionality of SPE compared with GPE. For the same reason, the mechanical properties of SPE have a higher result than the GPE ones.
Cardanol is another phenolic molecule obtained from cashew nut shell liquid extracts [78,79]. The structure of cardanol is shown in Figure 3.
One of the multiple and recent proposes for cardanol is to use it as a green raw material for the production of various polymers types, such as polyurethanes or Novolac resins. Green epoxy resins have been produced in some studies through the epoxidation of cardanol or using it as a curing agent. In 2004, Maffezzoli et al. [80] demonstrated the effectiveness of cardanol as a green building block for thermosetting epoxy matrix. The samples were cured using an amine curing agent and an acid catalyst and mixed with DGEBA resins. The sample with the resol and DGEBA in a stoichiometric ratio and with acid catalyst showed a tensile strength of 12 ± 2.2 MPa and a modulus of 864 ± 79 MPa; its values of deformation under tensile load also resulted to be higher than the resol DGEBA system not containing acid catalyst.
In 2008, Unnikrishnan et al. [75], epoxidized cardanol using epichlorohydrin in presence of caustic soda catalyst and compared the results with DGEBA based resins. Some of the mechanical properties obtained from these samples have been collected in Table 16.
The authors of this study demonstrated that the introduction of epoxidized cardanol in DGEBA resins produces a decrease of the tensile, compressive and Izod impact strengths and it does not have much influence on the elongation-at-break. However, the introduction of cardanol can reduce the brittleness of the epoxy systems making them more flexible, as shown by the higher values of flexural modulus and strength of these values, comparable with the commercial liquid epoxy resins which have a viscosity of 11,000–15,000 cP [75].
Jaillet et al. [81], used a commercial epoxidized cardanol to generate new green epoxies in 2014. The commercial name of the epoxidized cardanol is NC-514 from Cardolite which was then cured using IPDA and Jeffamine D400. The maximum Tg values obtained for each system were 50 °C when cured with IPDA and 15 °C when cured with Jeffamine D400. These values are too low for most epoxy applications that require higher thermal and mechanical properties. To solve this problem, Darroman et al. [82] proposed to use epoxy blends with epoxidized cardanol to improve the final thermomechanical properties. The authors used isophorone diamine (IPDA) and Jeffamine T403 as amine curing agents and blended the epoxidized cardanol with epoxy sorbitol and epoxy isosorbide. The results showed that the Tg value increases when the epoxy sorbitol and epoxy isosorbide content increase, obtaining maximum values below 82 °C and 109 °C respectively, when cured with IPDA.
The most recent study was carried out by Atta et al. [83], that prepared cardanol novolac epoxy (CNE) resins by reacting cardanol with formaldehyde, followed by epoxidation in glacial acetic acid and epicholohydrin. Then, they prepared a cardanol polyamine hardener (CPA) to cure the cardanol novolac epoxy resins. The final cured systems showed Tg values from 50 to 84 °C and its low viscosity values of 1150 and 2800 cP for CNE and CPA respectively, makes them suitable for marine coating applications.
6. Epoxidized Natural Rubber
Natural rubber is obtained from the Brazilian rubber tree and it is one of the most used polymers produced by plants for more than 40,000 products [84]. This natural feedstock can be epoxidized with peracids by the double bonds that are present on its structure [85]. Epoxidized natural rubber is currently a commercial product used for various applications such as toughener [86], compatibilizer [87], adhesive industry [88] and blends an reinforcements [89,90]. Epoxidized natural rubber is commercially available under the name of ENR-25, ENR-50 or ENR-75 depending on the epoxy content [91]. In 2013, Hsmzah et al. [92] elucidated the structure of the ENR-50 by HNMR and studied their modification using a cyclic dithiocarbonate.
In other studies, the authors used ENRs as modifiers. This is the case of Mathew et al. [93], that used epoxidized natural rubbers (ENRs) with different concentrations to modify epoxy resins based on DGEBA. The Tg values observed decreased with the ENR content from 118 °C (neat resin) to 109 °C (20 wt % ENR). On the other hand, the impact strength increased notably with higher amounts of ENR in the blend (both notched (6.87± 0.8 J/m to 16.59 ±0.6 J/m) and unnotched (1.85 ± 0.1 J/m to 2.55 ± 0.06 J/m)).
Some authors such as Imbernon et al. [94], also investigated the reprocessability of the ENRs. In this study, a disulfide function was introduced to ENR using dithiodibutyric acid (DTDB) as crosslinker. Then they compared the results with the properties of dodecanedioic acid (DA) cured samples. The mechanical properties of these cured systems are shown in Table 17.
These authors previously published other studies demonstrating the efficiency of dicarboxilic acids as crosslinkers using 1,2-dimethylimidazole as an accelerator [95,96,97]. In these studies, they determined that the Tg values increased non-linearly with the amount of DA. This fact and the optimal properties of these systems, make them greener alternatives for the substitution of vulcanized natural rubber in a range of applications.
7. Epoxy Lignin Derivatives
Lignin is one of the main components of wood and has great potential as green raw material. It is considered one of the most abundant biopolymers in plants with amorphous structure and aromatic nature [98]. The combination of various functional groups in each structural unit of lignin allows for it to be used in a large number of functionalization reactions to generate high value products. The lignin can be extracted using different methods which affects the final structure of the lignin obtained [98]. The most current types of lignin depending on the extraction technology used are: Kraft Lignin, lignosulfonates, soda lignin, organosolv lignin, klason lignin, steam explosion lignin and dilute acid lignin [99,100,101].
Current research in biopolymers based on lignin derivatives has aroused the interest of the scientific community in recent years. This section is focused in the most recent lignin epoxidation studies.
With the aim of substituting petroleum-based epoxy resins, Ferdosian et al. [102], synthesized lignin-based epoxy resins in a preliminary study in 2012. For the lignin epoxidation, the authors used de-polymerized organosolv lignin in alkali medium with epichlorohydrin. With this synthesis, they demonstrated the efficiency of a pre-depolymerization process before the epoxidation of lignin. This method allowed for the generation of a bio-based epoxy resin with a suitable molecular weight distribution. In other publications [101], the same authors synthesized a bio-based epoxy resin using a de-polymerized hydrolysis lignin (DHL). The de-polymerization process was performed at low pressure and temperature conditions and then the de-polymerized lignin was reacted with epichlorohydrin. Then, an exhaustive characterization of the cured samples using 4,4-diaminodiphenyl methane (DDM) as a crosslinker was performed and compared with DGEBA resins. For the mechanical characterizations fibre glass reinforced samples were produced. The mechanical properties for the different samples are shown in Table 18.
As observed in Table 18, all the mechanical properties tend to decrease when a higher amount of DHL-Epoxy was introduced in the mixtures. The authors explain this fact as a result of the poor bonding quality of the DHL-Epoxy to the glass fibers. However, the samples containing 75% DHL-Epoxy showed higher Young’s modulus and flexural modulus compared with the 100% DGEBA based samples, which suggest a potential application as a polymer matrix.
In 2014, Asada et al. [103] studied the glycidylation of low molecular weight lignin extracted from steam-exploded lignocellulosic biomass and cured the final sample using lignin as bio-based curing agent or TD2131 (a phenol novolac) as chemical curing agent. The obtained results were also compared with DGEBA based cured resins with the same curing agents. The yield range obtained for the synthesis of the lignin epoxy resins was from 63.5% to 68.2% which are good values compared with the yields of DGEBA based resins. The authors also demonstrated the thermal stability of lignin epoxy-DGEBA mixtures which makes them good alternatives for electronic applications.
Other lignin derivatives obtained from its depolymerization have also been used to generate a new range of green epoxy resins. This is the case of vanillin, a monoaromatic molecule that can be obtained from lignin. Fache et al. [104], used vanillin derivatives such as methoxyhydroquinone, vanillic acid and vanillyl alcohol to be glycidylated to obtain biobased epoxy monomers [105]. These monomers were then cured using isophorone diamine (IPDA) as curing agent. The Tg values obtained from the results are shown in Table 19.
The Tg values obtained for the diglycidyl ether of vanillyl alcohol and diglycidyl ether of methoxyhydroquinone are quite similar to the DGEBA one. From these results, those authors were led to the conclusion that vanillin derived monomers could be used as potential alternatives to substitute DGEBA thermosetting resins in some applications, such as coatings or structural composites.
In 2017, Wang et al. 2017 [106] synthetized two novel bio-based epoxy monomers EP1 and EP2 from the lignin derivative. The vanillin-based epoxies showed Tg of 214 °C, tensile strength of 80.3 MPa, and tensile modulus of 2709 MPa, much higher than the cured DGEBA reference sample. The two systems showed also high-performances in terms of flame retardancy with UL-94 test.
Finally, Shibata et al. [107] developed a bio based aromatic epoxy resin (DGEDVCP) by the synthesis of the glycidylation of the crossed-aldol condensation product (DVCP) of vanillin and cyclopentanone. The DGEDVCP resins were cured with renewable quercetin (QC) and guaiacol novolac (GCN) and with petroleum-based phenol novolac (PN). The fully biobased epoxy resin systems utilizing renewable phenolic compounds showed a flexural strength ranging between 67 MPa and 105.9 MPa and corresponding flexural modulus between 2600 MPa and 3820 MPa, making them a possible alternative to the conventional petroleum-based epoxy resin systems.
8. Rosin Based Resin
Rosin is the major component of pine resin, which comprises approximate 70% rosin, 15% turpentine and 15% debris and water [108]. For years, rosin resin and its derivatives have been used for the production of soaps, paper sizing, printing inks, surface coatings, adhesives and rubber additives.
The two acids that compose rosin are isomeric abietic and pimaric types.
Recently, there has been a growing interest in rosin acids as feedstock chemicals for polymers or other chemical products. The recent technical development and progress are reported in a book from 2012 by Zhang [108], where the most recent developments in the utilization of rosin and terpinenes are provided. The 2D structure of rosin is shown in the following Figure 4.
Chemicals which can be derived from rosin are curing agents of anhydride type, carboxylic acid type and amine type, rosin-derived epoxies, rosin-derived monomers and surfactants.
In a work from 2012 of Liu et al. [109], a high performance bio-based epoxy was synthesized using both rosin-based epoxy monomer and rosin-based curing agent. The preparation of the resin started from a 1:1 stoichiometeric ratio of maleopimaric acid and triglycidyl ester of maleopimaric acid together with catalyst 2-ethyl-4-methylimidazole. The synthesis of maleopimaric acid was reported in detail in a previous work of the authors [110]. A glass transition temperature (Tg) of 164 °C and flexural strength and modulus, respectively, as high as 70 and 2200 MPa, were exhibited by the cured rosin-based epoxy. The impact strength and the elongation at break were, on the other end, lower than the values showed by a petroleum-based reference resin, as reported in Table 20.
The properties of bio-based epoxy resins derived from rosin with different flexible chains were investigated by Deng et al. [111], who obtained triglycidyl ester FPAE and glycidyl ethers FPEG1, FPEG2, and FPEG3 from rosin and studied the effects of flexible chains on tensile strength properties. Rosin based systems characterized by different ratios of FPA, Ethylene glycol diglycidyl ether (EGDE) and curing agent were synthesized. The authors also performed viscosity measurements at room temperature, showing a viscosity higher than 100 Pa s for the FPAE and FPEG1 and decreased values for FPEG2 and FPEG3, respectively of 43.5 Pa s and 7.8 Pa s.
In Table 21, the glass transition temperature Tg and the mechanical properties of products cured with different flexible chains are reported.
In 2013, Li et al. [112] developed a bio-based epoxy derived from dehydroabietylamine (DHAA), which is a derivative of rosin acid and after compared with a benzylamine based epoxy. Those authors synthesized two glycidyl amine type epoxies diglycidyl dehydroabietylamine (DGDHAA) derived from DHAA, as well as a diglycidyl benzylamine (DGBA) derived from benzylamine was also obtained for further comparison. The authors investigated thermal, mechanical properties and crosslink density. The epoxy derived from dehydroabietylamine showed a higher glass transition temperature than the benzylamine-based one but lower, even if still comparable, tensile and flexural mechanical properties, explained by the authors with a weaker molecular motion ability and a lower cross-link density.
9. Summary and Discussion
A review of recent bio-based epoxy resins of different natural origins was presented, with the perspective of looking for alternative thermosets for the aviation sector, especially as matrix systems of composites for aircraft interior and secondary structures. The chemical formulation and resulting mechanical properties, glass transition temperature and viscosity have been reviewed.
Such bio-based epoxy systems were developed with the objective of obtaining renewable alternatives to petroleum based polymeric materials and performances comparable to them, although not specifically oriented to the aviation sector.
In the following section, they are reported in terms of comparison in respect to their petroleum-based counterparts or to commercially available epoxy resins, according to what is reported in each original reviewed work. Furthermore, in order to identify potentialities in the aviation sector, petrol-sourced epoxy systems currently used in this field have been added for a direct comparison of their mechanical properties. Finally, in Appendix A, summarized tables (Table A1, Table A2, Table A3, Table A4 and Table A5) are presented, reporting the range of values for glass transition temperature and mechanical properties and potential applications of each resin system reviewed in this work according to the respective authors suggestions. It can be seen that many of the examined bio-thermosetting are suggested for matrix applications in composite laminates.
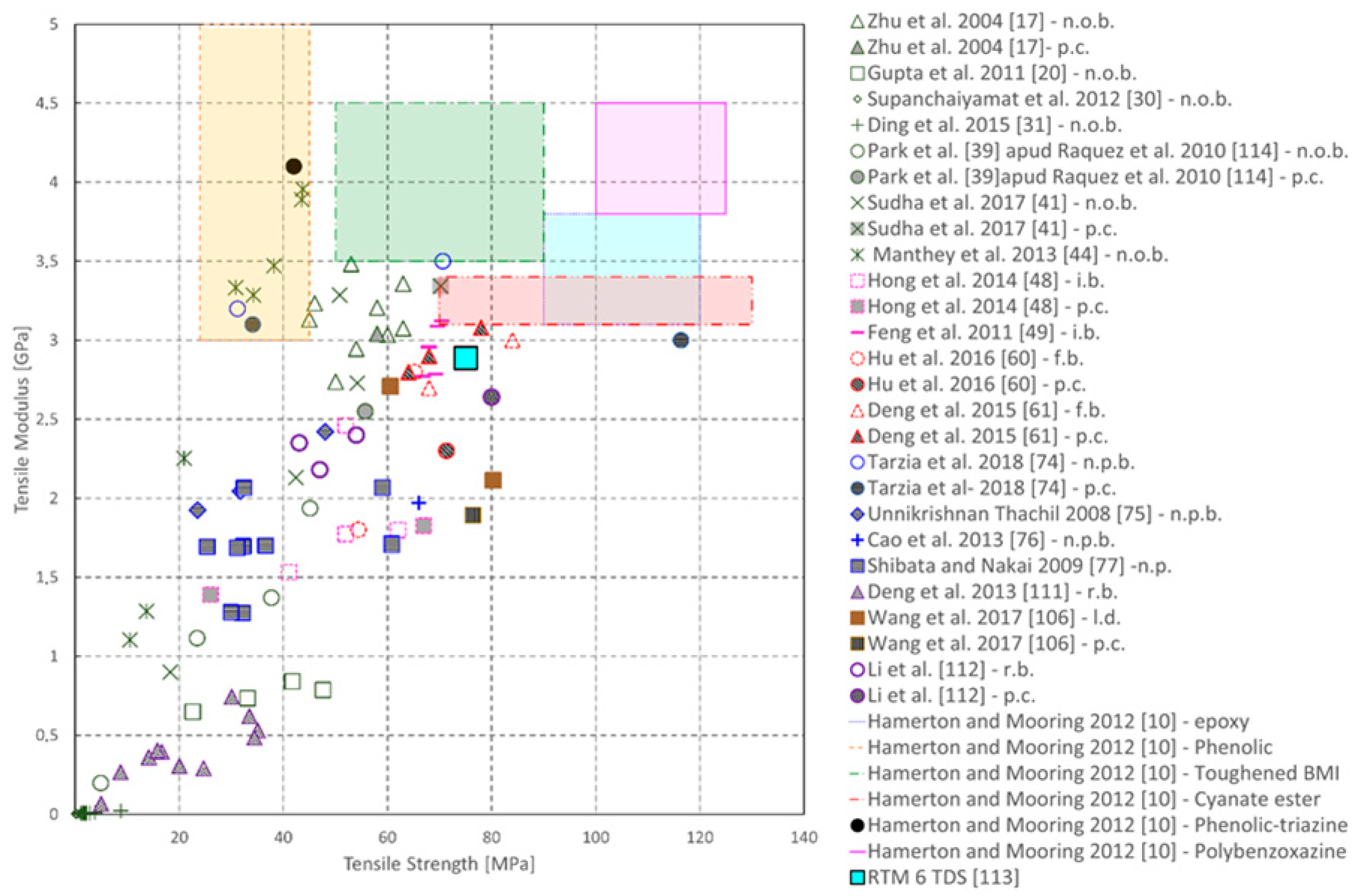
In particular, three comparisons are presented comprising tensile, flexural and impact mechanical properties. Figure 5 shows a comparison between the different bio-based epoxy groups, such as natural oil based (n.o.b.), isosorbide based (i.b.), furan based (f.b.), natural phenolic and polyphenolic (n.p.), epoxidized natural rubber (n.r.), rosin based (r.b.) and lignin derivatives (l.d.) and the corresponding petroleum-based counterpart (p.c.). The comparison is presented in terms of tensile modulus vs. tensile strength. Furthermore, the range of values of thermosetting resins currently used in the aerospace industry is also reported according to the recent review presented by Hamerton and Mooring [10]. Additionally, a reference value of RTM 6, a commercial aerospace grade epoxy resin [113]; widely used as matrix in composite materials is reported.
Despite the scattering of the data, due to the different bio-content, chemical formulation and curing process methods, it is possible to identify useful information about the mechanical performances of bio-resins as potential application in secondary structures composites. A cluster of points showing tensile modulus and strength comparable to the RTM 6 ones can be identified. Those points represent the renewable 2,5-furandicarboxylic acid (FDCA) presented in Deng et al. [61], the furanyl thermosetting polymers by Hu et al. [60] and isosorbide based epoxy resin by Feng et al. [49], laying in the same range of RTM 6 resin. Furthermore, interesting results characterize the epoxidized soy-based resins synthetized by Zhu et al. [17], the epoxidized hemp oil-based bioresins by Manthey et al. [44] and the epoxy resin derived from gallic acid in Tarzia et al. [74], where higher tensile modulus and relatively lower tensile strength than RTM 6 are shown. Such mechanical characteristics suggest them as suitable candidates for matrices of composite materials with enhanced modulus. Additionally, the tensile characteristics of the hemp oil-based bioresins by Manthey et al. [44] and the epoxy resin from gallic acid by Tarzia et al. [74], are located in the range values of the phenolic resin, that are generally employed in aircraft interiors, such as interior panels of glass honeycomb composites of civil airliners, flooring and partitions [10].
In the modern aerospace industry, different types of petroleum-based thermosets are employed, depending on the different performance demands, budget, aerospace sector (civil or military, smaller executive and light aircrafts) [10]. This is the case of toughened maleimide (BMI), with applications in high performance structural elements, cyanate ester, employed in space and satellite applications, polybenzoxazine, for coating and electrical applications, and epoxy for high temperature adhesives, [10] characterized by very high tensile strength and modulus. They are reported in Figure 5, according to the ranges of values presented in [10], although these applications are out of the scope of the present review on bio-based resins systems for applications in secondary and interior structures.
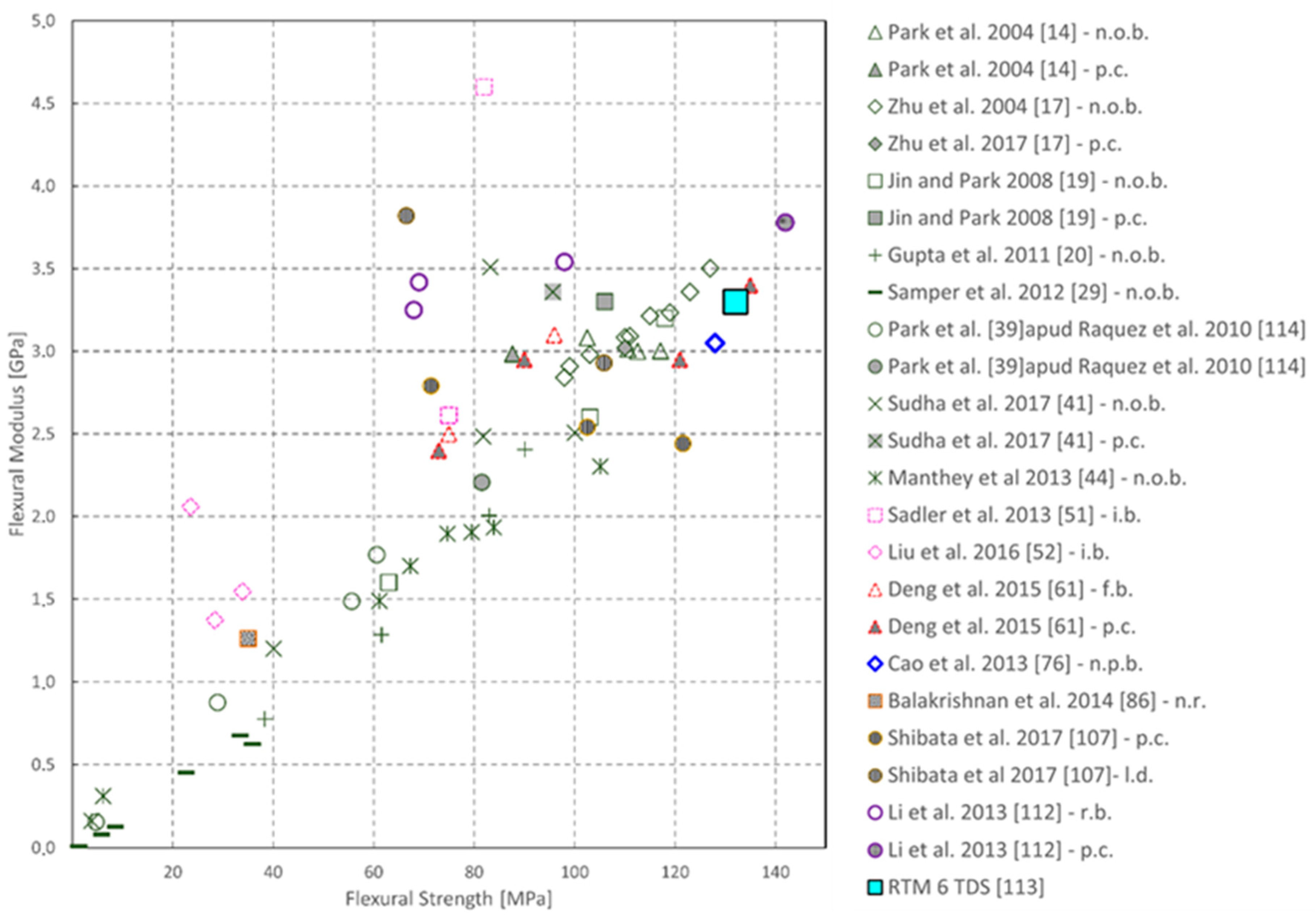
A comparison in terms of flexural modulus vs. flexural strength of the bio-based systems is reported in Figure 6, where bio-based epoxy synthesized from renewable gallic acid from the work of Cao et al. [76] and the soy-based epoxy resin system by Zhu et al. [17] show flexural mechanical characteristics comparable to the RTM 6 reference value [113]. Other resin systems, such as the rosin-based epoxy synthetized by Li et al. [112], the epoxy blends from castor oil by Sudha et al. [41] and the isosorbide-methacrylate based epoxy by Sadler et al. [51] present comparable or higher values in terms of flexural modulus and a lower flexural strength than the aerospace high performance resin; thus resulting more brittle than it. Finally, very interesting flexural properties characterize the isosorbide-based resin by Łukaszczyk et al. [50], with enhanced values of flexural modulus, ranging between 5.5 GPa (TETA) and 17.4 GPa (PHA), reported in detail in Appendix A, and values of flexural strength from 100.5 (THPHA) to 228.3 (TETA), making them a promising alternative to petrol-derived bisphenol A resin, as suggested by the same authors.
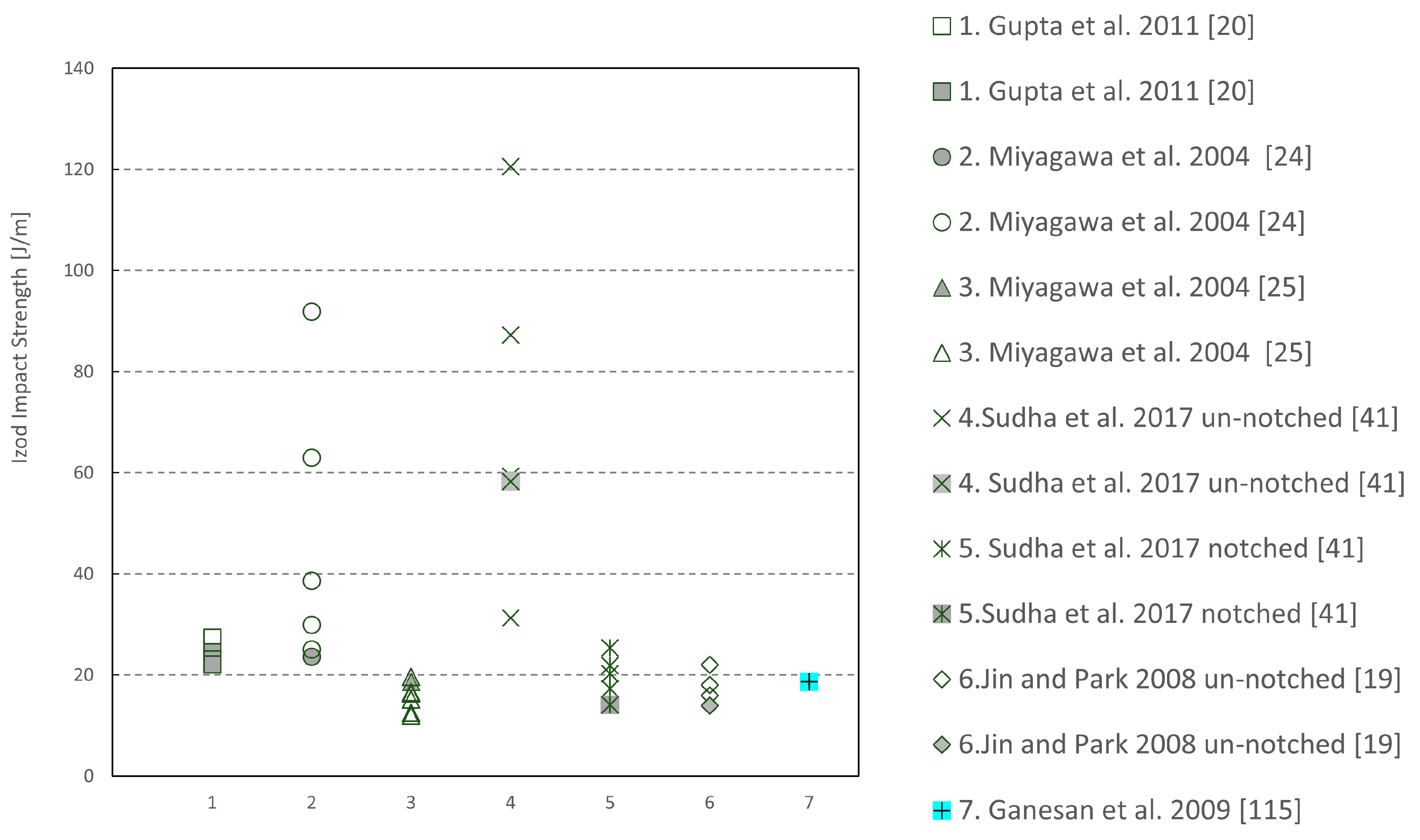
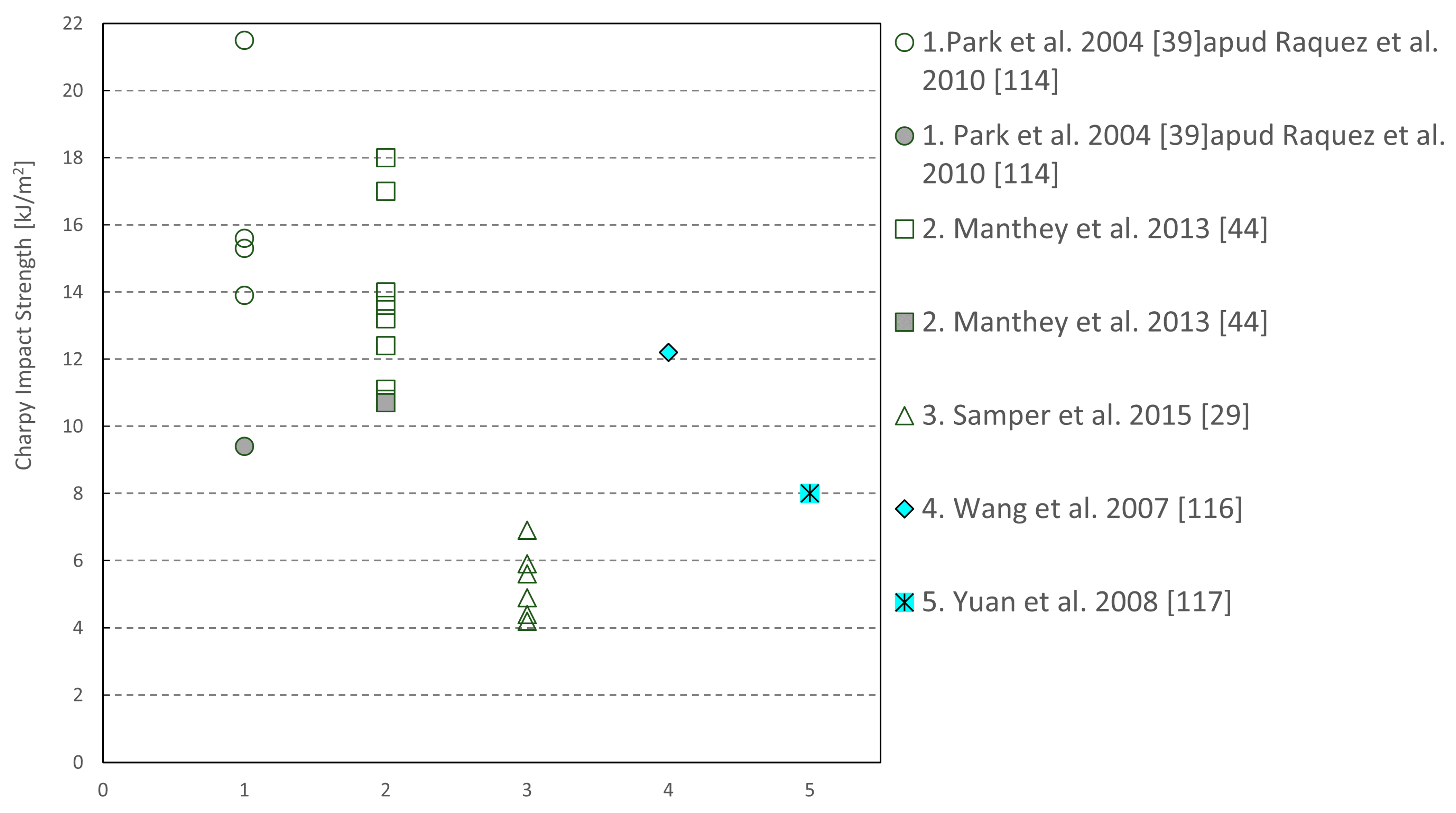
Further considerations can be drawn for the group of natural oil-based epoxy by examining their performances under impact loading conditions, (Figure 7 and Figure 8). For the reported bibliography, it can be seen that the addition of a certain percentage of epoxidized natural oil content to petroleum-based systems, enhance the Charpy impact and the Izod impact strengths. In Figure 7 and Figure 8, the gray filled symbols represent petroleum-based control samples and the unfilled symbols represent the blend of resins with a certain percentage of eco content. Such an increase of toughness with the increase of bio content in the epoxy blend is related to the change of crosslinking density of the polymer networks, which results in an increase of absorption of the energy of impact [41].
Furthermore, the bio-based resins show comparable or higher values than high-performances resins used in the aviation sector, like neat resin cyanate by Ganesan et al. [115], bismaleimidodiphenylmethane (BMI)—diallylbisphenol A (BA) by Wang et al. [116] and cyanate resin system by Wang et al. [117].
Together with the mechanical properties, for applications in composites of all the studied bio-based epoxy systems, a key aspect lays on the adhesion with the fibers for composite materials. In fact, besides the mechanical properties of the single components (epoxy resin matrix and fibers), when they are employed to produce composite materials, a good adhesion contributes to an improvement of the mechanical characteristics of the composite.
Such an aspect is also related to other factors, such as the viscosity of the resin systems to properly permeate the fibers. In Table A6 of Appendix B, the values determined by rheological analyses characterizing the bio-based systems are summarized in terms of kinematic and dynamic viscosity. In order to provide a first comparison with the resins generally used in the aerospace for the production of composite, the values characterizing the RTM 6 resin are also reported [113]. Here, it comes clear that bio-based systems such as the isosorbide-based systems presented in [51,52] and natural phenolic based resin systems of glycerol polyglycidyl ether (GPE) and sorbitol polyglycidyl ether (SPE) cured with tannic acid (TA) presented in [77], show interesting properties in terms of viscosity, making them promising for fibers permeation.
The studies reported in this work already provide several examples where the mechanical properties and viscosity of the systems are suitable for applications in fiber composites and make them promising candidates for interior components of an airplane, even if more research is still required. Despite significant advances on the use of bio-based epoxy systems, there is still a need to further optimize their performances to make them competitive for applications in the aviation sector.
Even though it is outside the scope of the present review, it is worth mentioning that initial studies on the costs of bio-based resins and natural fibers for composites and life cycle assessment analysis has been carried in [118,119]. Further studies must still be conducted as most of the abovementioned resin systems are not yet at a commercial production level.
Funding
This research was funded by the European Union’s Horizon 2020 research and innovation program under grant number 690638.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table A1.
Natural oil-based epoxy systems: chemical composition, glass transition temperature, mechanical properties, potential applications.
Table A1.
Natural oil-based epoxy systems: chemical composition, glass transition temperature, mechanical properties, potential applications.
| Nature | Epoxy System | Sample Description | Tg (°C) | Tensile Strength (MPa) | Tensile Modulus (MPa) | Flexural Strength (MPa) | Flexural Modulus (MPa) | Potential Applications Suggested by the Authors | References |
|---|---|---|---|---|---|---|---|---|---|
| Natural oil-based epoxy | Epoxidized soybean oil (ESO) | Commercial ESO (from 30 to 10 wt %) mixed with Shell Epon 9500 epoxy resin | 61.9–72.3 respectively | 60–51 respectively | 3193–2807 respectively | 99–119 respectively | 2910–3234 respectively | Composites (enhancement of mechanical properties needed) | Zhu et al. [17] |
| Epoxidized allyl soyate (from 30 to 10 wt %) mixed with Shell Epon 9500 | 65.0–75.1 respectively | 54–53 respectively | 2952–2972 respectively | 103–127 respectively | 2979–3503 respectively | Zhu et al. [17] | |||
| ESO (from 0 to 100 wt %)-DGEBA blends | 108–57 respectively | - | - | - | - | Altuna et al. [18] | |||
| ESO (from 0 to 60 wt %)-DGEBA blends | - | - | - | 106–63 respectively | 3300–1600 respectively | Jin and Park [19] | |||
| Epoxidized linseed oil (ELO) | ELO-bio-based long chain diacid (Pripol 1009) | - | 1.65 | ≈7.3–7.9 | - | - | Composites, laminates, adhesives | Supanchaiyamat et al. [30] | |
| ELO-Adipic acid | 1.5 (DMA) | 8.8 | 22 | - | - | Ding et al. [31] | |||
| ELO-methyl nadic anhydride reinforced with slate fibres with differed silane treatments | - | 328.2–359.1 | 21,900–25,600 | 299.2–402.1 | 18,400–19,700 | Samper et al. [29] | |||
| Epoxidized canola oil (ECO) | ECO-phthalic anhydride (PA) | −24.1–16.1 depending on the curing temperature and PA proportions | - | - | - | - | For making lignocellulosic fibre- and particle-based biocomposites | Omonov and Curtis [37] | |
| Epoxidized castor oil | Epoxidized castor oil-DGEBA Curing catalyst: N-benzylpyrazinium hexafluoroantimonate (BPH) (99:1 wt ratio) | 197–38 (0 to 100 wt % epoxidized castor oil) | - | - | 82.5 | 3400 | - | Park et al. [38] | |
| Epoxidized castor oil-DGEBA Curing catalyst: N-benzylquinoxalinium hexafluoroantimonate (BQH) (99:1 wt ratio) | - | - | - | 122.8 | 2800 | - | Park et al. [39] | ||
| Epoxidized castor oil (0–50 wt % ) DGEBA Curing agent: TETA | 96.64–39.21 respectively | 70.18–18.26 respectively | 3343.11–900.59 respectively | 95.644–40.04 respectively | 3358.05–1200.79 respectively | - | Sudha et al. [41] | ||
| Epoxidized karanja oil (KO) | Epoxidized KO Curing agents: CA and TA | 112.70 (CA) 108.64 (TA) | 10.60 (CA) 4.50 (TA) | 2.65 (CA) 2.58 (TA) | - | - | Coatings and lamination | Kadam et al. [42] |
Table A2.
Isosorbide- and furan-based epoxy systems: chemical composition, glass transition temperature, mechanical properties, potential applications.
Table A2.
Isosorbide- and furan-based epoxy systems: chemical composition, glass transition temperature, mechanical properties, potential applications.
| Nature | Epoxy System | Sample Description | Tg (°C) | Tensile Strength (MPa) | Tensile Modulus (MPa) | Flexural Strength (MPa) | Flexural Modulus (MPa) | Potential Applications Suggested by the Authors | References |
|---|---|---|---|---|---|---|---|---|---|
| Isosorbide based epoxy | Diglicidyl eter of isosorbide (DGEI) | DGEI Curing agents: DETA and ISODA | 76 (DETA) 43 (ISODA) | 62 (DETA) 41 (ISODA) | 1798 (DETA) 1532 (ISODA) | - | 4027 (DETA) 1168 (ISODA) | Replacement of BPA (for food contact applications), Industry additives, can coatings, biomedical applications like bone cements and drug delivery systems, packaging, automotive industry. | Hong et al. |
| DGEI Curing agents: PHA, THPHA, TETA and IPHA | 108 (PHA) 95 (THPHA) 49 (TETA) 73 (IPHA) | - | - | 225.5 (PHA) 100.5 (THPHA) 228.3 (TETA) 158.8 (IPHA) | 17,400 (PHA) 15,100 (THPHA) 5500 (TETA) 14,600 (IPHA) | Łukaszczyk et al. [50] | |||
| Bisisosorbide diglicidyl eter | Bisisosorbide diglydicyl eter Curing agent: Jeffamine T403 | 48 but can be increased to 200 °C changing the curing agent | 68.8 | 2944 | - | - | Feng et al. [49] | ||
| Furan based epoxy | BOF and BOB | BOF/BOB—DGEBA Curing agents: PACM and EPIKURE W | 80 to 150 depending on the proportions and curing agent. | - | - | - | - | Adhesives, structural and engineering materials and composites | Hu et al. [58] |
| BOF Curing agents: DFDA, CH3-DGBA, PACM | 69 (DFDA) 62 (CH3-DGBA) 72 (PACM) | - | - | - | - | Hu et al. [59] | |||
| DGF | DGF Curing agents: MHHPA, D230 | 152 (MHHPA) 101.2 (D230) | 84 (MHHPA) 68 (D230) | 3000 (MHHPA) 2700 (D230) | 96 (MHHPA) 75 (D230) | 3100 (MHHPA) 2500 (D230) | Deng et al. [61] |
Table A3.
Phenolic and polyphenolic epoxy: chemical composition, glass transition temperature, mechanical properties, potential applications.
Table A3.
Phenolic and polyphenolic epoxy: chemical composition, glass transition temperature, mechanical properties, potential applications.
| Nature | Epoxy System | Sample Description | Tg (°C) | Tensile Strength (MPa) | Tensile Modulus (MPa) | Flexural Strength (MPa) | Flexural Modulus (MPa) | Potential Applications Suggested by the Authors | References |
|---|---|---|---|---|---|---|---|---|---|
| Phenolic and polyphenolic epoxy | GEHDGTE, GEFDGTE, GEC | GEGTE, GEC Curing agent: IPDA | 142 (GEGTE) 179 (GEC) | - | - | - | - | Electronic applications, composites | Benyahya et al. [65] |
| GEHDGTE, GEFDGTE, GEC Curing agent: Lignin derivative | 178 (GEC) 155 (GEFDGTE) 173 (GEFHDGTlE) | - | - | 63 (GEC) 56 (GEFDGTE) 40 (GEFHDGTE) | - | Basnet et al. [66] | |||
| GEGA | GEGA Curing agents: IPDA, DPG, BDMA | 158 (IPDA) 98 (DPG) 136 (BDMA) | 43.1 (IPDA) 70.6 (DPG) 31.2 (BDMA) | 3600 (IPDA) 3500 (DPG) 3200 (BDMA) | - | - | Tarzia et al. [74] | ||
| TA | GPE, SPE Curing agent: TA | 87.3 (GPE) 106.6 (SPE) | 36.7 (GPE) 60.6 (SPE) | 2400 (GPE) 1710 (SPE) | - | - | Shibata et al. [77] | ||
| Cardanol epoxy | Cardanol based resol-DGEBA Curing agent: Amine catalyst or an acid catalyst | - | 12 | 864 | - | - | Composites, binders and coatings | Maffezzoli et al. [80] | |
| BPA-Cardanol epoxy (80:20 and 50:50) | - | 31.7 (80:20) 23.5 (50:50) | 2045 (80:20) 1926 (50:50) | 80.8 (80:20) 71.45 (50:50) | - | Unnikrishnan et al. [75] | |||
| NC-514 Curing agents: IPDA, Jeffamine D400 | 50 (IPDA) 15 (Jeffamine D400) | - | - | - | - | Jaillet et al. [81] | |||
| NC-514-Sorbitol/Isosorbide epoxies Curing agents: IPDA, Jeffamine T403 | 83 (25:75 Epoxidized cardanol: Epoxidized isosorbide cured with IPDA) 60 (50 wt % Epoxidized cardanol/Epoxidized sorbitol cured with IPDA) 37 (50 wt % Epoxidized cardanol/Epoxidized sorbitol cured with Jeffamine T403) | - | - | - | - | Darroman et al. [82] | |||
| CNE Curing agent: CPA | 50–84 | - | - | - | Atta et al. [83] |
Table A4.
Epoxidized Natural rubber (ENR) and epoxy lignin derivatives: chemical composition, glass transition temperature, mechanical properties, potential applications.
Table A4.
Epoxidized Natural rubber (ENR) and epoxy lignin derivatives: chemical composition, glass transition temperature, mechanical properties, potential applications.
| Nature | Epoxy System | Sample Description | Tg (°C) | Tensile Strength (MPa) | Tensile Modulus (MPa) | Flexural Strength (MPa) | Flexural Modulus (MPa) | Potential Applications Suggested by the Authors | References |
|---|---|---|---|---|---|---|---|---|---|
| Epoxidized Natural rubber (ENR) | ENR | ENR-DGEBA Curing agent: Nadic methyl anhydride (K 68) | 112 (5 wt % ENR)–109 (20 wt % ENR) | - | - | - | - | - | Mathew et al. [93] |
| ENR Curing agent: DTDB | - | 12 | 1.67 | - | - | - | Imbernon et al. [94] | ||
| Epoxy lignin derivatives | Depolymerized lignin epoxy | DHL epoxy-DGEBA Curing agent: DDM | - | 138 (100% DHL)—187 (25% DHL) | 12,300 (100% DHL) 23,200 (25% DHL) | 47 (100% DHL)—258 (25% DHL) | 5000 (100% DHL)—13,200 (25% DHL) | Electronics, substitute for fossil resource-derived bisphenol A, polymer matrix for manufacture of bio-based fibre-reinforced plastics or composites | Ferdosian et al. [101] |
| Vanillin derivatives | Diglycidyl ethers of vanillyl alcohol, vanillic acid and methoxyhydroquinone Curing agent: IPDA | 97 (diglycidyl ether of vanillyl alcohol) 132 (Diglycidyl ether of methoxyhydroquinone) 152 (Diglycidyl ether of vanillic acid) | - | - | - | - | Fache et al. [104] |
Table A5.
Rosin based epoxy: chemical composition, glass transition temperature, mechanical properties, potential applications.
Table A5.
Rosin based epoxy: chemical composition, glass transition temperature, mechanical properties, potential applications.
| Nature | Epoxy System | Sample Description | Tg (°C) | Tensile Strength (MPa) | Tensile Modulus (MPa) | Flexural Strength (MPa) | Flexural Modulus (MPa) | Potential Applications Suggested by the Authors | References |
|---|---|---|---|---|---|---|---|---|---|
| Rosin based | Triglycidyl ester FPAE and glycidyl ethers FPEG1, FPEG2, and FPEG3 obtained from Rosin | E-44 FPAE1C FPEG1C FPEG2C FPEG3C | 140 167 81 79 75 | 56.25 48.54 68.75 58.18 42.41 | 290 471 495 300 270 | - | - | - | Deng et al. [111] |
| Rosin based- epoxy monomer and curing agent | Maleopimaric acid (MPA) and triglycidyl ester of maleopimaric acid | 164 | - | - | 70 | 2200 | - | Liu et al. [109] | |
| Rosin-based Epoxy Monomer | Two glycidyl amine type epoxies: diglycidyl dehydroabietylamine (DGDHAA) derived from DHAA (rosin) and diglycidyl benzylamine (DGBA) derived from benzylamine hexahydrophthalic anhydride HHPA | 47 43 54 | 2180 2350 2400 | 68 69 98 | 3250 3417 3540 | Li et al. [112] |
Appendix B
Table A6.
Viscosity of the reviewed bio-based epoxy resin systems and reference value for RTM 6 resin [113].
Table A6.
Viscosity of the reviewed bio-based epoxy resin systems and reference value for RTM 6 resin [113].
| Type of Measurement | Type of Bio-Based Resin System | Range of Values | Temperature of Measurements | Reference |
|---|---|---|---|---|
| Kinematic viscosity | ESO | 170.87 mm2·s–1— 20.41 mm2·s–1 | 40 °C at 100 °C | Erhan et al. [15]. |
| Dynamic viscosity | ELO with different amine catalysts | 400 mPa s—2000 mPa s depending on the catalyst | at 140°C | Supanchaiyamat et al. [30] |
| Dynamic viscosity | castor oil/DGEBA blends at various wt %—TETA as curing agent | 950 mPa s—1050 mPa s (initial) | 20 °C | Sudha et al. [41] |
| Dynamic viscosity | EHO | 845 mPa s | 25 °C | Manthey et al. [44] |
| Dynamic viscosity | Pollit/MMA (70/30) Pollit/TPGDA (70/30) Tribest MMSO | 500 mPa s 13,900 mPa s 5700 mPa s 1200 mPa s | 24 °C | Åkesson et al. [45] |
| Dynamic viscosity | Isosorbide-based DGEI/ISODA | <10,000 mPa s (initial) | 25 °C | Hong et al. [48] |
| Kinematic viscosity | IS-EPO | 60,120 mPa s | 20 °C | Łukaszczyk et al. [50] |
| Dynamic viscosity | neat IM | 156 mPa s | 25 °C | Sadler et al. [51] |
| Dynamic viscosity | AESO IM-AESO IM-MAESO IM | 4789 ± 69 mPa s 151 ± 1 mPa s 186 ± 7 mPa s 12 ± 1 mPa s | 30 °C | Liu et al. [52] |
| Dynamic viscosity | GEGA | 2000 mPa s | room temperature | Tarzia et al. [74] |
| Dynamic viscosity | BPA/cardanol epoxy 80:20 BPA/cardanol epoxy 50:50 | 10,485 mPa s 9868 mPa s | 25°C | Unnikrishnan et al. [75] |
| Dynamic viscosity | GPE SPE | 150 mPa s 5000 mPa s | 25 °C | Shibata et al. [77] |
| Dynamic viscosity | Resole–epoxy Resole–epoxy Resole–epoxy Resole–epoxy–acid catalyst | 470 mPa s 2800 mPa s 4200 mPa s 4000 mPa s | 25 °C | Maffezzoli et al. [80] |
| Dynamic viscosity | cardanol novolac epoxy (CNE) resin cardanol polyamine hardener (CPA) | 1150 mPa s 2800 mPa s | - | Atta et al. [83] |
| Dynamic viscosity | triglycidyl ester FPAE glycidyl ethers from rosin FPEG1 glycidyl ethers from rosin FPEG2 glycidyl ethers from rosin FPEG3 | >100,000 mPa s >100,000 mPa s 43,500 mPa s 7800 mPa s | 25 °C | Deng et al. [111] |
| Dynamic viscosity | RTM 6 | 32–38 mPa s (initial) 59–89 mPa s (after 2 h) | 120 °C | RTM 6-TDS [113] |
References
- Pascault, J.; Sautereau, H.; Verdu, J.; Williams, R.J.J. Thermosetting Polymers; Marcel Dekker: New York, NY, USA, 2002; ISBN 0824706706. [Google Scholar]
- Holbery, J.; Houston, D. Natural-fibre-reinforced polymer composites in automotive applications. J. Miner. Met. Mater. Soc. 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Prolongo, S.G.; Gude, M.R.; Sanchez, J.; Ureña, A. Nanoreinforced epoxy adhesives for aerospace industry. J. Adhes. 2009, 85, 180–199. [Google Scholar] [CrossRef]
- Guo, C.; Zhou, L.; Lv, J. Effects of expandable graphite and modified ammonium polyphosphate on the flame-retardant and mechanical properties of wood flour-polypropylene composites. Polym. Polym. Compos. 2013, 21, 449–456. [Google Scholar] [CrossRef]
- Sharmin, E.; Alam, M.S.; Philip, R.K.; Ahmad, S. Linseed amide diol/DGEBA epoxy blends for coating applications: Preparation, characterization, ageing studies and coating properties. Prog. Org. Coat. 2010, 67, 170–179. [Google Scholar] [CrossRef]
- Gibson, R.F. A review of recent research on mechanics of multifunctional composite materials and structures. Compos. Struct. 2010, 92, 2793–2810. [Google Scholar] [CrossRef]
- Jin, F.L.; Li, X.; Park, S.J. Synthesis and application of epoxy resins: A review. J. Ind. Eng. Chem. 2015, 29, 1–11. [Google Scholar] [CrossRef]
- Shen, L.; Haufe, J.; Patel, M. Product Overview and Market Projection of Emerging Biobased Plastics (PROBIP 2009); Utrecht University: Utrecht, The Netherlands, 2009. [Google Scholar]
- Soutis, C. Fibre reinforced composites in aircraft construction. Prog. Aerosp. Sci. 2005, 41, 143–151. [Google Scholar] [CrossRef]
- Hamerton, I.; Mooring, L. The use of thermosets in aerospace applications. Thermosets Struct. Prop. Appl. 2012, 189–227. [Google Scholar] [CrossRef]
- Yang, Y.; Boom, R.; Irion, B.; van Heerden, D.J.; Kuiper, P.; de Wit, H. Recycling of composite materials. Chem. Eng. Process. Process Intensif. 2012, 51, 53–68. [Google Scholar] [CrossRef]
- Soutis, C. Carbon fiber reinforced plastics in aircraft construction. Mater. Sci. Eng. A 2005, 412, 171–176. [Google Scholar] [CrossRef]
- Kausar, A. Role of Thermosetting Polymer in Structural Composite. Am. J. Polym. Sci. Eng. 2017, 5, 1–12. [Google Scholar]
- Park, S.J.; Jin, F.L.; Lee, J.R. Thermal and mechanical properties of tetrafunctional epoxy resin toughened with epoxidized soybean oil. Mater. Sci. Eng. A 2004, 374, 109–114. [Google Scholar] [CrossRef]
- Adhvaryu, A.; Erhan, S.Z. Epoxidized soybean oil as a potential source of high-temperature lubricants. Ind. Crops Prod. 2002, 15, 247–254. [Google Scholar] [CrossRef]
- Petrović, Z.S.; Zlatanić, A.; Lava, C.C.; Sinadinović-Fišer, S. Epoxidation of soybean oil in toluene with peroxoacetic and peroxoformic acids—Kinetics and side reactions. Eur. J. Lipid Sci. Technol. 2002, 104, 293–299. [Google Scholar] [CrossRef]
- Zhu, J.; Chandrashekhara, K.; Flanigan, V.; Kapila, S. Curing and mechanical characterization of a soy-based epoxy resin system. J. Appl. Polym. Sci. 2004, 91, 3513–3518. [Google Scholar] [CrossRef]
- Altuna, F.I.; Espósito, L.H.; Ruseckaite, R.A.; Stefani, P.M. Thermal and mechanical properties of anhydride-cured epoxy resins with different contents of biobased epoxidized soybean oil. J. Appl. Polym. Sci. 2011, 120, 789–798. [Google Scholar] [CrossRef]
- Jin, F.-L.; Park, S.-J. Impact-strength improvement of epoxy resins reinforced with a biodegradable polymer. Mater. Sci. Eng. A 2008, 478, 402–405. [Google Scholar] [CrossRef]
- Gupta, A.P.; Ahmad, S.; Dev, A. Modification of novel bio-based resin-epoxidized soybean oil by conventional epoxy resin. Polym. Eng. Sci. 2011, 51, 1087–1091. [Google Scholar] [CrossRef]
- Tan, S.G.; Chow, W.S. Curing characteristics and thermal properties of Epoxidized soybean oil based thermosetting resin. Am. Oil Chem. Soc. 2011, 88, 915–923. [Google Scholar] [CrossRef]
- Cavusoglu, J.; Çayli, G. Polymerization reactions of epoxidized soybean oil and maleate esters of oil-soluble resoles. J. Appl. Polym. Sci. 2015, 132, 1–6. [Google Scholar] [CrossRef]
- Tsujimoto, T.; Takayama, T.; Uyama, H. Biodegradable Shape Memory Polymeric Material from Epoxidized Soybean Oil and Polycaprolactone. Polymers 2015, 7, 2165–2174. [Google Scholar] [CrossRef] [Green Version]
- Miyagawa, H.; Mohanty, A.K.; Misra, M.; Drzal, L.T. Thermo-physical and impact properties of epoxy containing epoxidized linseed oil, 1: Anhydride-cured epoxy. Macromol. Mater. Eng. 2004, 289, 629–635. [Google Scholar] [CrossRef]
- Miyagawa, H.; Mohanty, A.K.; Misra, M.; Drzal, L.T. Thermo-Physical and Impact Properties of Epoxy Containing Epoxidized Linseed Oil, 2. Macromol. Mater. Eng. 2004, 289, 636–641. [Google Scholar] [CrossRef]
- Kanno, S.; Kawamura, Y.; Mutsuga, M.; Tanamoto, K. Determination of Epoxidized Soybean Oil and Linseed Oil in Wrapping Film and Cap Sealing. J. Food Hyg. Soc. Jpn. (Shokuhin Eiseigaku Zasshi) 2006, 47, 89–94. [Google Scholar] [CrossRef] [Green Version]
- Sánchez, N.; Chirinos, J. Estabilizantes térmicos alternativos para el PVC. Rev. Iberoam. Polímeros 2014, 15, 178–197. [Google Scholar]
- Espín, J.C.; Soler-Rivas, C.; Wichers, H.J. Characterization of the total free radical scavenger capacity of vegetable oils and oil fractions using 2,2-diphenyl-1-picrylhydrazyl radical. J. Agric. Food Chem. 2000, 48, 648–656. [Google Scholar] [CrossRef] [PubMed]
- Samper, M.D.; Petrucci, R.; Sánchez-Nacher, L.; Balart, R.; Kenny, J.M. New environmentally friendly composite laminates with epoxidized linseed oil (ELO) and slate fiber fabrics. Compos. Part B Eng. 2015, 71, 203–209. [Google Scholar] [CrossRef] [Green Version]
- Supanchaiyamat, N.; Shuttleworth, P.S.; Hunt, A.J.; Clark, J.H.; Matharu, A.S. Thermosetting resin based on epoxidised linseed oil and bio-derived crosslinker. Green Chem. 2012, 14, 1759–1765. [Google Scholar] [CrossRef]
- Ding, C.; Shuttleworth, P.S.; Makin, S.; Clark, J.H.; Matharu, A.S. New insights into the curing of epoxidized linseed oil with dicarboxylic acids. Green Chem. 2015, 17, 4000–4008. [Google Scholar] [CrossRef]
- Pin, J.M.; Sbirrazzuoli, N.; Mija, A. From epoxidized linseed oil to bioresin: An overall approach of epoxy/anhydride cross-linking. ChemSusChem 2015, 8, 1232–1243. [Google Scholar] [CrossRef] [PubMed]
- Samper, M.D.; Fombuena, V.; Boronat, T.; García-Sanoguera, D.; Balart, R. Thermal and Mechanical Characterization of Epoxy Resins (ELO and ESO) Cured with Anhydrides. J. Am. Oil Chem. Soc. 2012, 89, 1521–1528. [Google Scholar] [CrossRef]
- Pérez, J.D.E.; Haagenson, D.M.; Pryor, S.W.; Ulven, C.A.; Wiesenborn, D.P. Production and Characterization of Epoxidized Canola Oil. Trans. ASABE 2009, 52, 1289–1297. [Google Scholar] [CrossRef]
- Campanella, A.; Fahimian, M.; Wool, R.P.; Raghavan, J. Synthesis and Rheology of Chemically Modified Canola Oil. J. Biobased Mater. Bioenergy 2009, 3, 91–99. [Google Scholar] [CrossRef]
- Mungroo, R.; Pradhan, N.C.; Goud, V.V.; Dalai, A.K. Epoxidation of Canola Oil with Hydrogen Peroxide Catalyzed by Acidic Ion Exchange Resin. J. Am. Oil Chem. Soc. 2008, 85, 887–896. [Google Scholar] [CrossRef]
- Omonov, T.S.; Curtis, J.M. Biobased epoxy resin from canola oil. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Park, S.-J.; Seo, M.-K.; Lee, J.-R.; Lee, D.-R. Studies on epoxy resins cured by cationic latent thermal catalysts: The effect of the catalysts on the thermal, rheological, and mechanical properties. J. Polym. Sci. Part A Polym. Chem. 2001, 39, 187–195. [Google Scholar] [CrossRef]
- Park, S.-J.; Jin, F.-L.; Lee, J.-R. Effect of Biodegradable Epoxidized Castor Oil on Physicochemical and Mechanical Properties of Epoxy Resins. Macromol. Chem. Phys. 2004, 205, 2048–2054. [Google Scholar] [CrossRef]
- Park, S.-J.; Jin, F.-L.; Lee, J.-R. Synthesis and Thermal Properties of Epoxidized Vegetable Oil. Macromol. Rapid Commun. 2004, 25, 724–727. [Google Scholar] [CrossRef]
- Sudha, G.S.; Kalita, H.; Mohanty, S.; Nayak, S.K. Biobased epoxy blends from epoxidized castor oil: Effect on mechanical, thermal, and morphological properties. Macromol. Res. 2017, 25, 420–430. [Google Scholar] [CrossRef]
- Kadam, A.; Pawar, M.; Yemul, O.; Thamke, V.; Kodam, K. Biodegradable biobased epoxy resin from karanja oil. Polymer 2015, 72, 82–92. [Google Scholar] [CrossRef]
- Stemmelen, M.; Pessel, F.; Lapinte, V.; Caillol, S.; Habas, J.-P.; Robin, J.-J. A fully biobased epoxy resin from vegetable oils: From the synthesis of the precursors by thiol-ene reaction to the study of the final material. J. Polym. Sci. Part A Polym. Chem. 2011, 49, 2434–2444. [Google Scholar] [CrossRef]
- Manthey, N.W.; Cardona, F.; Francucci, G.; Aravinthan, T. Thermo-mechanical properties of epoxidized hemp oil-based bioresins and biocomposites. J. Reinf. Plast. Compos. 2013, 32, 1444–1456. [Google Scholar] [CrossRef] [Green Version]
- Åkesson, D.; Skrifvars, M.; Lv, S.; Shi, W.; Adekunle, K.; Seppälä, J.; Turunen, M. Preparation of nanocomposites from biobased thermoset resins by UV-curing. Prog. Org. Coat. 2010, 67, 281–286. [Google Scholar] [CrossRef]
- Flèche, G.; Huchette, M. Isosorbide. Preparation, Properties and Chemistry. Starch 1986, 38, 26–30. [Google Scholar] [CrossRef]
- Rose, M.; Palkovits, R. Isosorbide as a Renewable Platform chemical for Versatile Applications—Quo Vadis? ChemSusChem 2012, 5, 167–176. [Google Scholar] [CrossRef] [PubMed]
- Hong, J.; Radojčić, D.; Ionescu, M.; Petrović, Z.S.; Eastwood, E. Advanced materials from corn: Isosorbide-based epoxy resins. Polym. Chem. 2014, 5, 5360–5368. [Google Scholar] [CrossRef]
- Feng, X.; East, A.J.; Hammond, W.B.; Zhang, Y.; Jaffe, M. Overview of advances in sugar-based polymers. Polym. Adv. Technol. 2011, 22, 139–150. [Google Scholar] [CrossRef]
- Łukaszczyk, J.; Janicki, B.; Kaczmarek, M. Synthesis and properties of isosorbide based epoxy resin. Eur. Polym. J. 2011, 47, 1601–1606. [Google Scholar] [CrossRef]
- Sadler, J.M.; Nguyen, A.-P.T.; Toulan, F.R.; Szabo, J.P.; Palmese, G.R.; Scheck, C.; Lutgen, S.; La Scala, J.J. Isosorbide-methacrylate as a bio-based low viscosity resin for high performance thermosetting applications. J. Mater. Chem. A 2013, 1, 12579. [Google Scholar] [CrossRef]
- Liu, W.; Xie, T.; Qiu, R. Biobased Thermosets Prepared from Rigid Isosorbide and Flexible Soybean Oil Derivatives. ACS Sustain. Chem. Eng. 2017. [Google Scholar] [CrossRef]
- Gandini, A. Furans as offspring of sugars and polysaccharides and progenitors of a family of remarkable polymers: a review of recent progress. Polym. Chem. 2010, 1, 245–251. [Google Scholar] [CrossRef]
- Spillman, P.J.; Pollnitz, A.P.; Liacopoulos, D.; Pardon, K.H.; Sefton, M.A. Formation and Degradation of Furfuryl Alcohol, 5-Methylfurfuryl Alcohol, Vanillyl Alcohol, and Their Ethyl Ethers in Barrel-Aged Wines. J. Agric. Food Chem. 1998, 46, 657–663. [Google Scholar] [CrossRef] [PubMed]
- Lamminpää, K.; Ahola, J.; Tanskanen, J. Kinetics of Xylose Dehydration into Furfural in Formic Acid. Ind. Eng. Chem. Res. 2012, 51, 6297–6303. [Google Scholar] [CrossRef]
- Lamminpää, K. Formic Acid Catalysed Xylose Dehydration into Furfural. Ph.D. Thesis, University of Oulu, Oulu, Finland, 2015. [Google Scholar]
- Cho, J.K.; Lee, J.-S.; Jeong, J.; Kim, B.; Kim, B.; Kim, S.; Shin, S.; Kim, H.-J.; Lee, S.-H. Synthesis of carbohydrate biomass-based furanic compounds bearing epoxide end group(s) and evaluation of their feasibility as adhesives. J. Adhes. Sci. Technol. 2013, 27, 2127–2138. [Google Scholar] [CrossRef]
- Hu, F.; La Scala, J.J.; Sadler, J.M.; Palmese, G.R. Synthesis and Characterization of Thermosetting Furan-Based Epoxy Systems. Macromolecules 2014, 47, 3332–3342. [Google Scholar] [CrossRef]
- Hu, F.; Yadav, S.K.; La Scala, J.J.; Sadler, J.M.; Palmese, G.R. Preparation and Characterization of Fully Furan-Based Renewable Thermosetting Epoxy-Amine Systems. Macromol. Chem. Phys. 2015, 216, 1441–1446. [Google Scholar] [CrossRef]
- Hu, F.; Yadav, S.K.; Sharifi, M.; La Scala, J.; Sadler, J.; McAninch, I.; Palmesea, G. Characterization of Furanyl Thermosetting Polymers with Superior Mechanical Properties and High-Temperature Char Yield. In Proceedings of the International SAMPE Technical Conference, Long Beach, CA, USA, 23–26 May 2016. [Google Scholar]
- Deng, J.; Liu, X.; Li, C.; Jiang, Y.; Zhu, J. Synthesis and properties of a bio-based epoxy resin from 2,5-furandicarboxylic acid (FDCA). RSC Adv. 2015, 5, 15930–15939. [Google Scholar] [CrossRef]
- Abbas, M.; Saeed, F.; Anjum, F.M.; Afzaal, M.; Tufail, T.; Bashir, M.S.; Ishtiaq, A.; Hussain, S.; Suleria, H.A.R. Natural polyphenols: An overview. Int. J. Food Prop. 2017, 20, 1689–1699. [Google Scholar] [CrossRef]
- Pizzi, A. Monomers, Polymers and Composites from Renewable Resources. Monomers Polym. Compos. Renew. Resour. 2008, 179–199. [Google Scholar] [CrossRef]
- Nouailhas, H.; Aouf, C.; Le Guerneve, C.; Caillol, S.; Boutevin, B.; Fulcrand, H. Synthesis and properties of biobased epoxy resins. Part 1. Glycidylation of flavonoids by epichlorohydrin. J. Polym. Sci. Part A Polym. Chem. 2011, 49, 2261–2270. [Google Scholar] [CrossRef]
- Benyahya, S.; Aouf, C.; Caillol, S.; Boutevin, B.; Pascault, J.P.; Fulcrand, H. Functionalized green tea tannins as phenolic prepolymers for bio-based epoxy resins. Ind. Crops Prod. 2014, 53, 296–307. [Google Scholar] [CrossRef]
- Basnet, S.; Otsuka, M.; Sasaki, C.; Asada, C.; Nakamura, Y. Functionalization of the active ingredients of Japanese green tea (Camellia sinensis) for the synthesis of bio-based epoxy resin. Ind. Crops Prod. 2015, 73, 63–72. [Google Scholar] [CrossRef]
- Haslam, E.; Cai, Y. Plant polyphenols (Vegetable tannins): Gallic acid metabolism. Nat. Prod. Rep. 1994, 11, 41–66. [Google Scholar] [CrossRef] [PubMed]
- Badhani, B.; Sharma, N.; Kakkar, R. Gallic acid: A versatile antioxidant with promising therapeutic and industrial applications. RSC Adv. 2015, 5, 27540–27557. [Google Scholar] [CrossRef]
- Al, M.L.; Daniel, D.; Moise, A.; Bobis, O.; Laslo, L.; Bogdanov, S. Physico-chemical and bioactive properties of different floral origin honeys from Romania. Food Chem. 2009, 112, 863–867. [Google Scholar] [CrossRef]
- Samanidou, V.; Tsagiannidis, A.; Sarakatsianos, I. Simultaneous determination of polyphenols and major purine alkaloids in Greek Sideritis species, herbal extracts, green tea, black tea, and coffee by high-performance liquid chromatography-diode array detection. J. Sep. Sci. 2012, 35, 608–615. [Google Scholar] [CrossRef] [PubMed]
- Schmitzer, V.; Slatnar, A.; Veberic, R.; Stampar, F.; Solar, A. Roasting Affects Phenolic Composition and Antioxidative Activity of Hazelnuts (Corylus avellana L.). J. Food Sci. 2011, 76. [Google Scholar] [CrossRef] [PubMed]
- Tomita, H.; Yonezawa, K. Epoxy Resin and Process for Preparing the Same. U.S. Patent No. 4,540,802, 10 September 1985. [Google Scholar]
- Aouf, C.; Lecomte, J.; Villeneuve, P.; Dubreucq, E.; Fulcrand, H. Chemo-enzymatic functionalization of gallic and vanillic acids: Synthesis of bio-based epoxy resins prepolymers. Green Chem. 2012, 14, 2328–2336. [Google Scholar] [CrossRef]
- Tarzia, A.; Montanaro, J.; Casiello, M.; Annese, C.; Nacci, A.; Maffezzoli, A. Synthesis, Curing, and Properties of an Epoxy Resin Derived from Gallic Acid. BioResources 2017, 13, 632–645. [Google Scholar] [CrossRef]
- Unnikrishnan, K.P.; Thachil, E.T. Synthesis and characterization of cardanol-based epoxy systems. Des. Monomers Polym. 2008, 11, 593–607. [Google Scholar] [CrossRef]
- Cao, L.; Liu, X.; Na, H.; Wu, Y.; Zheng, W.; Zhu, J. How a bio-based epoxy monomer enhanced the properties of diglycidyl ether of bisphenol A (DGEBA)/graphene composites. J. Mater. Chem. A 2013, 1, 5081–5088. [Google Scholar] [CrossRef]
- Shibata, M.; Nakai, K. Preparation and properties of biocomposites composed of bio-based epoxy resin, tannic acid, and microfibrillated cellulose. J. Polym. Sci. Part B Polym. Phys. 2010, 48, 425–433. [Google Scholar] [CrossRef]
- Kumar, P.P.; Paramashivappa, R.; Vithayathil, P.J.; Rao, P.V.S.; Rao, A.S. Process for isolation of cardanol from technical cashew (Anacardium occidentale L.) Nut shell liquid. J. Agric. Food Chem. 2002, 50, 4705–4708. [Google Scholar] [CrossRef]
- Voirin, C.; Caillol, S.; Sadavarte, N.V.; Tawade, B.V.; Boutevin, B.; Wadgaonkar, P.P. Functionalization of cardanol: towards biobased polymers and additives. Polym. Chem. 2014, 5, 3142–3162. [Google Scholar] [CrossRef]
- Maffezzoli, A.; Calò, E.; Zurlo, S.; Mele, G.; Tarzia, A.; Stifani, C. Cardanol based matrix biocomposites reinforced with natural fibres. Compos. Sci. Technol. 2004, 64, 839–845. [Google Scholar] [CrossRef]
- Jaillet, F.; Darroman, E.; Ratsimihety, A.; Auvergne, R.; Boutevin, B.; Caillol, S. New biobased epoxy materials from cardanol. Eur. J. Lipid Sci. Technol. 2014, 116, 63–73. [Google Scholar] [CrossRef]
- Darroman, E.; Durand, N.; Boutevin, B.; Caillol, S. New cardanol/sucrose epoxy blends for biobased coatings. Prog. Org. Coat. 2015, 83, 47–54. [Google Scholar] [CrossRef]
- Atta, A.M.; Al-Hodan, H.A.; Hameed, R.S.A.; Ezzat, A.O. Preparation of green cardanol-based epoxy and hardener as primer coatings for petroleum and gas steel in marine environment. Prog. Org. Coat. 2017, 111, 283–293. [Google Scholar] [CrossRef]
- Mooibroek, H.; Cornish, K. Alternative sources of natural rubber. Appl. Microbiol. Biotechnol. 2000, 53, 355–365. [Google Scholar] [CrossRef] [PubMed]
- Baker, C.S.L.; Gelling, I.R.; Newell, R. Epoxidized Natural Rubber. Rubber Chem. Technol. 1985, 58, 67–85. [Google Scholar] [CrossRef]
- Balakrishnan, H.; Nematzadeh, N.; Wahit, M.U.; Hassan, A.; Imran, M. Epoxidized natural rubber toughened polyamide 6/organically modified montmorillonite nanocomposites. J. Thermoplast. Compos. Mater. 2014, 27, 395–412. [Google Scholar] [CrossRef]
- Hashim, A.S.; Ong, S.K. Study on polypropylene/natural rubber blend with polystyrene-modified natural rubber as compatibilizer. Polym. Int. 2002, 51, 611–616. [Google Scholar] [CrossRef]
- Yoksan, R. Epoxidized Natural Rubber for Adhesive Applications. Kasetsart J. (Nat. Sci.) 2008, 42, 325–332. [Google Scholar]
- Grande, A.M.; Rahaman, A.; Landro, L.D.; Penco, M.; Spagnoli, G. Self Healing of Blends Based on Sodium Salt of Poly(Ethylene-co-Methacrylic Acid)/Poly(Ethylene-co-Vinyl Alcohol) and Epoxidized Natural Rubber Following High Energy Impact. In Proceedings of the 3rd International Conference on Self-Healing Materials, Bath, UK, 27–29 June 2011. [Google Scholar]
- Arroyo, M.; López-Manchado, M.A.; Valentín, J.L.; Carretero, J. Morphology/behaviour relationship of nanocomposites based on natural rubber/epoxidized natural rubber blends. Compos. Sci. Technol. 2007, 67, 1330–1339. [Google Scholar] [CrossRef]
- Greve, H.-H. Rubber, 2. Natural. ULLMANN’S Encycl. Ind. Chem. 2012, 31, 583–594. [Google Scholar]
- Hamzah, R.; Bakar, M.A.; Khairuddean, M.; Mohammed, I.A.; Adnan, R. A structural study of epoxidized natural rubber (ENR-50) and its cyclic dithiocarbonate derivative using NMR spectroscopy techniques. Molecules 2012, 17, 10974–10993. [Google Scholar] [CrossRef] [PubMed]
- Mathew, V.S.; George, S.C.; Parameswaranpillai, J.; Thomas, S. Epoxidized natural rubber/epoxy blends: Phase morphology and thermomechanical properties. J. Appl. Polym. Sci. 2014, 131, 1–9. [Google Scholar] [CrossRef]
- Imbernon, L.; Oikonomou, E.K.; Norvez, S.; Leibler, L. Chemically crosslinked yet reprocessable epoxidized natural rubber via thermo-activated disulfide rearrangements. Polym. Chem. 2015, 6, 4271–4278. [Google Scholar] [CrossRef]
- Pire, M.; Norvez, S.; Iliopoulos, I.; Rossignol, B. Le Leibler, L. Epoxidized natural rubber/dicarboxylic acid self-vulcanized blends. Polymer 2010, 51, 5903–5909. [Google Scholar] [CrossRef]
- Pire, M.; Norvez, S.; Iliopoulos, I.; Le Rossignol, B.; Leibler, L. Dicarboxylic acids may compete with standard vulcanisation processes for crosslinking epoxidised natural rubber. Compos. Interfaces 2014, 21, 45–50. [Google Scholar] [CrossRef]
- Imbernon, L.; Pire, M.; Oikonomou, E.K.; Norvez, S. Macromol. Chem. Phys. 7/2013. Macromol. Chem. Phys. 2013, 214, 745. [Google Scholar] [CrossRef]
- McCarthy, J.L.; Islam, A. Lignin Chemistry, Technology, and Utilization: A Brief History. In Lignin: Historical, Biological, and Materials Perspectives; American Chemical Society: Washington, DC, USA, 2000. [Google Scholar]
- Chung, H.; Washburn, N.R. Extraction and Types of Lignin; Elsevier Inc.: Amsterdam, The Netherlands, 2015; ISBN 9780323355667. [Google Scholar]
- Lora, J.H.; Glasser, W.G. Recent industrial applications of lignin: A sustainable alternative to nonrenewable materials. J. Polym. Environ. 2002, 10, 39–48. [Google Scholar] [CrossRef]
- Ferdosian, F.; Yuan, Z.; Anderson, M.; Xu, C. Synthesis and characterization of hydrolysis lignin-based epoxy resins. Ind. Crops Prod. 2016, 91, 295–301. [Google Scholar] [CrossRef]
- Ferdosian, F.; Yuan, Z.; Anderson, M.; Xu, C.C. Chemically modified lignin through epoxidation and its thermal properties. J-FOR 2012, 2, 11–15. [Google Scholar]
- Asada, C.; Basnet, S.; Otsuka, M.; Sasaki, C.; Nakamura, Y. Epoxy resin synthesis using low molecular weight lignin separated from various lignocellulosic materials. Int. J. Biol. Macromol. 2015, 74, 413–419. [Google Scholar] [CrossRef] [PubMed]
- Fache, M.; Auvergne, R.; Boutevin, B.; Caillol, S. New vanillin-derived diepoxy monomers for the synthesis of biobased thermosets. Eur. Polym. J. 2015, 67, 527–538. [Google Scholar] [CrossRef]
- Fache, M.; Darroman, E.; Besse, V.; Auvergne, R.; Caillol, S.; Boutevin, B. Vanillin, a promising biobased building-block for monomer synthesis. Green Chem. 2014, 16, 1987–1998. [Google Scholar] [CrossRef]
- Wang, S.; Ma, S.; Xu, C.; Liu, Y.; Dai, J.; Wang, Z.; Liu, X.; Chen, J.; Shen, X.; Wei, J.; Zhu, J. Vanillin-Derived High-Performance Flame Retardant Epoxy Resins: Facile Synthesis and Properties. Macromolecules 2017, 50, 1892–1901. [Google Scholar] [CrossRef]
- Shibata, M.; Ohkita, T. Fully biobased epoxy resin systems composed of a vanillin-derived epoxy resin and renewable phenolic hardeners. Eur. Polym. J. 2017, 92, 165–173. [Google Scholar] [CrossRef]
- Zhang, J. Rosin-Based Chemicals and Polymers, 1st ed.; Smithers Rapra Technology Ltd.: Shrewsbury, UK, 2012; ISBN 978-1-84735-506-5. [Google Scholar]
- Liu, X.Q.; Huang, W.; Jiang, Y.H.; Zhu, J.; Zhang, C.Z. Preparation of a bio-based epoxy with comparable properties to those of petroleum-based counterparts. eXPRESS Polym. Lett. 2012, 6, 293–298. [Google Scholar] [CrossRef]
- Liu, X.; Xin, W.; Zhang, J. Rosin-based acid anhydrides as alternatives to petrochemical curing agents. Green Chem. 2009, 11, 1018–1025. [Google Scholar] [CrossRef]
- Deng, L.; Ha, C.; Sun, C.; Zhou, B.; Yu, J.; Shen, M.; Mo, J. Properties of Bio-based Epoxy Resins from Rosin with Different Flexible Chains. Ind. Eng. Chem. Res. 2013, 52, 13233–13240. [Google Scholar] [CrossRef]
- Li, C.; Liu, X.; Zhu, J.; Zhang, C.; Guo, J. Synthesis, Characterization of a Rosin-based Epoxy Monomer and its Comparison with a Petroleum-based Counterpart. J. Macromol. Sci. Part A 2013, 50, 321–329. [Google Scholar] [CrossRef]
- HEXCEL HexFlow® RTM 6 Product Data Sheet. Available online: https://www.hexcel.com/user_area/content_media/raw/HexFlow_RTM6_DataSheet.pdf (accessed on 1 October 2018).
- Raquez, J.-M.; Deléglise, M.; Lacrampe, M.-F.; Krawczak, P. Thermosetting (bio)materials derived from renewable resources: A critical review. Prog. Polym. Sci. 2010, 35, 487–509. [Google Scholar] [CrossRef]
- Ganesan, A.; Muthusamy, S. Mechanical properties of high temperature cyanate ester/BMI blend composites. Polym. Compos. 2009, 30, 782–790. [Google Scholar] [CrossRef]
- Wang, J.; Liang, G.; Zhu, B. Modification of Cyanate Resin by Nanometer Silica. J. Reinf. Plast. Compos. 2007, 26, 419–429. [Google Scholar] [CrossRef]
- Yuan, L.; Gu, A.; Liang, G.; Zhang, Z. Microcapsule-modified bismaleimide (BMI) resins. Compos. Sci. Technol. 2008, 68, 2107–2113. [Google Scholar] [CrossRef]
- Nikafshar, S.; Zabihi, O.; Hamidi, S.; Moradi, Y.; Barzegar, S.; Ahmadi, M.; Naebe, M. A renewable bio-based epoxy resin with improved mechanical performance that can compete with DGEBA. RSC Adv. 2017, 7, 8694–8701. [Google Scholar] [CrossRef] [Green Version]
- Dicker, M.P.M.; Duckworth, P.F.; Baker, A.B.; Francois, G.; Hazzard, M.K.; Weaver, P.M. Green composites: A review of material attributes and complementary applications. Compos. Part A Appl. Sci. Manuf. 2014, 56, 280–289. [Google Scholar] [CrossRef]
Figure 1.
Furfural structure.

Figure 2.
Gallic Acid.

Figure 3.
Cardanol.

Figure 4.
The 2-D structure of Rosin

Figure 5.
Tensile modulus vs. tensile strength comparison from the works of [10,17,20,30,31,39,41,44,48,49,60,61,74,75,76,77,106,111,112,113,114].

Figure 6.
Flexural modulus vs. flexural strength comparison from the works of [14,17,19,20,29,39,41,44,51,52,61,76,86,107,112,113,114].

Figure 7.
Izod impact strength of epoxidizes natural oil resins from the works of [19,20,24,25,41,115].

Figure 8.
Charpy impact strength of epoxidized natural oil resins from the works of [29,39,44,114,116,117].

Table 1.
Thermo-mechanical properties of the Epon/-epoxidized soybean oil (ESO); -epoxidized methyl soyate (EMS) and -epoxidized allyl soyate (EAS) systems from two-step curing adapted from [17].
Table 1.
Thermo-mechanical properties of the Epon/-epoxidized soybean oil (ESO); -epoxidized methyl soyate (EMS) and -epoxidized allyl soyate (EAS) systems from two-step curing adapted from [17].
| Sample | Tg (°C) | Young’s Modulus (MPa) | Peak Strength (MPa) | Flexural Modulus (MPa) | Flexural Strength (MPa) |
|---|---|---|---|---|---|
| Epon epoxy | 74.8 | 3145 | 59 | 3021 | 110 |
| 10 wt % ESO | 72.3 | 2807 | 51 | 3234 | 119 |
| 20 wt % ESO | 67.0 | 2434 | 36 | 3090 | 111 |
| 30 wt % ESO | 61.9 | 3193 | 60 | 2910 | 99 |
| 10 wt % EAS | 75.1 | 2972 | 53 | 3503 | 127 |
| 20 wt % EAS | 69.2 | 2979 | 41 | 3359 | 123 |
| 30 wt % EAS | 65.0 | 2952 | 54 | 2979 | 103 |
| 10 wt % EMS | 68.0 | 2890 | 45 | 3214 | 115 |
| 20 wt % EMS | 63.3 | 2621 | 31 | 3083 | 110 |
| 30 wt % EMS | 55.3 | 3145 | 59 | 2841 | 98 |
Table 2.
Mechanical properties of maleate half esters of oil-soluble resoles polymerized with ESO adapted from [22].
Table 2.
Mechanical properties of maleate half esters of oil-soluble resoles polymerized with ESO adapted from [22].
| Sample | Elongation (%) | Stress at break (MPa) | Storage Modulus at 30 °C (MPa) |
|---|---|---|---|
| ESO–p-TBPMA–150 a | 34 | 4 | 40 |
| ESO–p-NPMA–150 | 128 | 1.5 | 10 |
| ESO–p-TBPMA–190 | 20 | 12 | 1088 |
| ESO–p-NPMA–190 | 48 | 13 | 180 |
a ESO polymerized with the maleate esters (MA) of p-TBP and p-NP.
Table 3.
Results of the dynamic mechanical analysis and of the diglycidyl ether of Bispehenol A (DGEBA)/epoxidized canola oil (ECO) blends cured with N-benzylpyrazinium hexafluoroantimonate (BPH) adapted from [39,40].
| System (ECO 1:DGEBA) (wt %:wt %) | Tg (°C) | Storage Modulus at 30 °C (109 Pa) | Storage Modulus at Tα + 30 °C (109 Pa) | ρ (10−3 mol·cm−3) |
|---|---|---|---|---|
| 0:100 | 197 | 1.27 | 0.102 | 4.61 |
| 10:90 | 169 | 1.19 | 0.077 | 3.68 |
| 20:80 | 158 | 1.22 | 0.065 | 3.18 |
| 30:70 | 150 | 1.15 | 0.051 | 2.54 |
| 40:60 | 131 | 1.15 | 0.041 | 2.13 |
| 100:0 | 38 | - | 0.0079 | 0.57 |
1 In this table ECO means “Epoxidized Castor Oil”.
Table 4.
Thermal and mechanical properties of ECO:DGEBA blends adapted from [41].
Table 4.
Thermal and mechanical properties of ECO:DGEBA blends adapted from [41].
| Sample (ECO 1:DGEBA) (wt %:wt %) | Tg (°C) | Tensile Strength (MPa) | Flexural Strength (MPa) | Crosslink Density, νe (×103 mol/m3) | Impact Strength Un-Notched (J/m) | Impact Strength Notched (J/m) |
|---|---|---|---|---|---|---|
| 0:100 | 96.64 | 70.18 ± 8 | 95.644 ± 3 | 2.81 | 58.23 ± 6 | 14.05 ± 2 |
| 10:90 | 91.37 | 50.79 ± 6 | 83.263 ± 28 | 2.43 | 87.20 ± 4 | 20.27 ± 2 |
| 20:80 | 71.37 | 54.22 ± 3 | 100.07 ± 18 | 2.33 | 120.53 ± 11 | 25.33 ± 2 |
| 30:70 | 47.44 | 42.41 ± 4 | 81.847 ± 26 | 1.15 | 59.31 ± 1 | 21.80 ± 1 |
| 50:50 | 39.21 | 18.26 ± 2 | 40.04 ± 7 | 0.66 | 31.25 ± 3 | 17.25 ± 1 |
1 In this table ECO means “Epoxidized Castor Oil”.
Table 5.
Thermal and mechanical properties of epoxidized karanja oil (KO) cured with citric acid (CA) and tartaric acid (TA) adapted from [42].
Table 5.
Thermal and mechanical properties of epoxidized karanja oil (KO) cured with citric acid (CA) and tartaric acid (TA) adapted from [42].
| Sample | Tg (°C) | Tensile Strength (MPa) | Young’s Modulus (E) (MPa) | Shore Hardness (A) |
|---|---|---|---|---|
| Bioepoxy CA 1 | 112.70 | 10.60 | 2.65 | 56 |
| Bioepoxy TA 2 | 108.64 | 4.50 | 2.58 | 45 |
1 Cured with citric acid. 2 Cured with tannic acid.
Table 6.
Thermal and mechanical properties of isosorbide-based resin adapted from [48].
Table 6.
Thermal and mechanical properties of isosorbide-based resin adapted from [48].
| Sample | Tg (°C) * | Tensile Strength (MPa) ** | Young Modulus (MPa) ** | Flexural Modulus (MPa) ** | Impact Strength (J/m) ** |
|---|---|---|---|---|---|
| DGEBA/DETA | 129 (134) | 26 (8.2%) | 1389 (4.7%) | 3061 (1.6%) | 60 (1.2%) |
| DGEBA/ISODA | 74 (79) | 67 (4%) | 1825 (4.5%) | 3364 | 94 (65%) |
| DGEI(mono)/DETA | 75 (76) | 62 (9%) | 1798 (1.2%) | 4027 | 72 (16.8%) |
| DGEI(mono)/ISODA | 32 (43) | 41 (21%) | 1532 (2.6%) | 1168 | 65 (23%) |
| DGEI(polymeric)/ISODA | 36 (43) | 52 (8.1% | 2461 (9.5%) | 3520 | 57 (14.7%) |
| DGEI(polymeric)/DETA | 48 (63) | 52 (18%) | 1774 (8%) | 2747 | 113 (33%) |
* Values in brackets are obtained after post-curing at 150 °C for 2 h. ** Values in brackets-coefficient of variation. Those without coefficient of variation are based on one specimen.
Table 7.
Mechanical and Tg properties of Epidian 5 and isosorbide based epoxy resin systems cured with phthalic anhydride (PHA), tetrahydrophthalic anhydride (TPHA), triethylenetetramine (TETA) and isophoronediamine (IPHA) adapted from [50].
Table 7.
Mechanical and Tg properties of Epidian 5 and isosorbide based epoxy resin systems cured with phthalic anhydride (PHA), tetrahydrophthalic anhydride (TPHA), triethylenetetramine (TETA) and isophoronediamine (IPHA) adapted from [50].
| Sample Composition | Tg (°C) | Flexural Strength (MPa) | Compression Strength (MPa) | Brinell Hardness (MPa) | Izod Impact Strength (kJ/m2) |
|---|---|---|---|---|---|
| Epidian 5/PHA | 171 | 158.4 | 290.8 | 198.0 | 7.2 |
| IS-EPO/PHA | 108 | 225.5 | 254.1 | 202.4 | 30.9 |
| Epidian 5/THPHA | 172 | 27.9 | 122.2 | 209.4 | 4.1 |
| IS-EPO/THPHA | 95 | 100.5 | 88.8 | 214.3 | 2.9 |
| Epidian 5/TETA | 116 | 170.8 | 234.2 | 212.1 | 9.5 |
| IS-EPO/TETA | 49 | 228.3 | 311.6 | 193.8 | 20.8 |
| Epidian 5/IPHA | 141 | 175.4 | 193.9 | 231.2 | 13.5 |
| IS-EPO/IPHA | 73 | 158.5 | 318.1 | 205.7 | 33.8 |
Table 8.
Bio-sourced building blocks for furan resins.
| Furanyl Monomer | Source | Status |
|---|---|---|
| Furfural (F) | Sugar cane bagasse or corn cobs (derived from pentoses) | Commercial |
| Furfuryl alcohol (FA) | from furfural. | Commercial |
| 5-Hydroxymethylfurfural (HMF) | Plant based sugars (derived from hexoses) | Commercial |
| 2-Furfurylmethacrylate (FM) | From HMF or furfural | Non-commercial |
| Bis-2,5-hydroxymethylfuran (BHMF) | From HMF or furfural | Non-commercial |
| 2,5-Furandicarboxylic acid (FDCA) | From HMF or furfural | Commercial |
Table 9.
Tg values of 2,5-bis[(2-oxiranyl-methoxy) methyl]-furan (BOF), 1,4-Bis[(2-oxiranylmethoxy)methyl]-benzene (BOB) and DGEBA mixtures cured with PACM and EPIKURE W adapted from [58].
Table 9.
Tg values of 2,5-bis[(2-oxiranyl-methoxy) methyl]-furan (BOF), 1,4-Bis[(2-oxiranylmethoxy)methyl]-benzene (BOB) and DGEBA mixtures cured with PACM and EPIKURE W adapted from [58].
| Weight Ratio Monomers (BOF:BOB:DGEBA) | Tg (°C) | |
|---|---|---|
| PACM | EPIKURE W | |
| 100:0:0 | 71 (80) 1 | 88 (94) |
| 70:0:30 | 96 (106) | 114 (120) |
| 50:0:50 | 111 (121) | 133 (139) |
| 30:0:70 | 131 (140) | 153 (160) |
| 0:100:0 | 55 (63) | 80 (90) |
| 0:70:30 | 84 (94) | 104 (103) |
| 0:50:50 | 103 (114) | 126 (136) |
| 0:30:70 | 124 (134) | 148 (159) |
| 0:0:100 | 167 (176) | 185 (198) |
1Tg in parentheses is the value obtained from maximum of tan δ curve from DMA.
Table 10.
Thermal and mechanical properties of diglycidyl ester of 2,5-furandicarboxylic acid (DGF), diglycidyl ester of terephthalic acid (DGT) and DGEPA resins cured with methylhexahydrophthalic anhydride (MHHPA) and D230 adapted from [61].
Table 10.
Thermal and mechanical properties of diglycidyl ester of 2,5-furandicarboxylic acid (DGF), diglycidyl ester of terephthalic acid (DGT) and DGEPA resins cured with methylhexahydrophthalic anhydride (MHHPA) and D230 adapted from [61].
| Sample | Tg (°C) | Tensile Strength (MPa) | Tensile Modulus (MPa) | Flexural Strength (MPa) | Flexural Modulus (MPa) |
|---|---|---|---|---|---|
| DGF/MHHPA | 152 | 84 ± 4 | 3000 ± 50 | 96 ± 3 | 3100 ± 110 |
| DGT/MHPPA | 128.8 | 78 ± 2 | 3080 ± 80 | 90 ± 5 | 2950 ± 40 |
| DGF/D230 | 101.2 | 68 ± 3 | 2700 ± 110 | 75 ± 2 | 2500 ± 90 |
| DGT/D230 | 91.8 | 64 ± 2 | 2800 ± 60 | 73 ± 3 | 2400 ± 100 |
| DGEBA/MHHPA | 125 | 68 | 2900 | 135 | 3400 |
| DGEBA/D230 | 97 | NA | NA | 121 | 2950 |
Table 11.
Tg values and mechanical properties of DGEBA/glycidyl ether of catechin (GEC) blends cured with Epamine PC 19 adapted from [64].
Table 11.
Tg values and mechanical properties of DGEBA/glycidyl ether of catechin (GEC) blends cured with Epamine PC 19 adapted from [64].
| Sample | Tg (°C) | Storage Modulus (GPa) at 30 °C | Storage Modulus (GPa) at Tg + 30 °C |
|---|---|---|---|
| DGEBA | 209 | 2.81 | 0.019 |
| 75DGEBA/25GEC | 221 | 2.46 | 0.016 |
| 50DGEBA/50GEC | 202 | 2.40 | 0.014 |
Table 12.
Tg values and mechanical properties of GEC, glycidyl ether of green tea extract (GEGTE) and DGEBA based epoxy resins cured with isophorone diamine (IPDA) adapted from [65].
Table 12.
Tg values and mechanical properties of GEC, glycidyl ether of green tea extract (GEGTE) and DGEBA based epoxy resins cured with isophorone diamine (IPDA) adapted from [65].
| Sample | Tg (°C) | Storage Modulus (GPa) at 30 °C | Storage Modulus (GPa) at Tg + 30 °C |
|---|---|---|---|
| GEGTE-IPDA | 142 | 2.34 | 0.0593 |
| GEC-IPDA | 179 | 1.50 | 0.0364 |
| DER352-IPDA | 140 | 1.29 | 0.0136 |
Table 13.
Tg values and flexural strength of GEC, glycidyl ether of heat dried green tea extract (GEHDGTE), glycidyl ether of freeze-dried green tea extract (GEFHDGTE) and BPA based epoxies cured with a lignin derivative adapted from [66].
Table 13.
Tg values and flexural strength of GEC, glycidyl ether of heat dried green tea extract (GEHDGTE), glycidyl ether of freeze-dried green tea extract (GEFHDGTE) and BPA based epoxies cured with a lignin derivative adapted from [66].
| Sample | Tg (°C) | Flexural Strength (MPa) |
|---|---|---|
| GEC-Lignin | 178 | 63 |
| GEHDGTE-Lignin | 155 | 56 |
| GEFHDGTE-Lignin | 173 | 40 |
| BPA-Lignin | 150 | 29 |
Table 14.
Tg values and mechanical properties of GEGA and DGEBA cured with IPDA, DPG and N-dimethylbenzylamine (BDMA) adapted from [74].
Table 14.
Tg values and mechanical properties of GEGA and DGEBA cured with IPDA, DPG and N-dimethylbenzylamine (BDMA) adapted from [74].
| Sample | Tg (°C) | Tensile Modulus (GPa) | Tensile Strength (MPa) | Elongation at Break (%) |
|---|---|---|---|---|
| GEGA/IPDA | 158 | 3.6 ± 0.3 | 43.1 ± 13.1 | 1.4 ± 0.3 |
| GEGA/DPG | 98 | 3.5 ± 0.2 | 70.6 ± 2.9 | 6.1 ± 0.6 |
| GEGA/BDMA | 136 | 3.2 ± 0.2 | 31.2 ± 2.3 | 1.1 ± 0.1 |
| DGEBA/IPDA | - | 3.1 ± 0.8 | 34.1 ± 2.0 | 1.7 ± 0.2 |
| DGEBA/DPG | - | 3.0 ± 0.2 | 116.4 ± 7.0 | 8.6 ± 0.3 |
Table 15.
Tg values and tensile strength of glycerol polyglycidyl ether (GPE) and sorbitol polyglycidyl ether (SPE) cured with TA adapted from [77].
Table 15.
Tg values and tensile strength of glycerol polyglycidyl ether (GPE) and sorbitol polyglycidyl ether (SPE) cured with TA adapted from [77].
| Sample | Epoxy/–OH | Tg (°C) [TMA] | Tensile Strength (MPa) |
|---|---|---|---|
| GPE-TA | 1.0 | 87.3 | 36.7 |
| SPE-TA | 1.0 | 106.6 | 60.6 |
Table 16.
Mechanical properties of cured BPA/cardanol epoxy blends adapted from [75].
Table 16.
Mechanical properties of cured BPA/cardanol epoxy blends adapted from [75].
| Sample | Tensile Strength (MPa) | Compressive Strength (MPa) | Elongation at Break (%) | Flexural Strength (MPa) | Impact Strength (Izod, J/m) | Young’s Modulus (MPa) |
|---|---|---|---|---|---|---|
| Commercial DGEBA | 48.0 | 108 | 3.1 | 91.45 | 28.5 | 2420 |
| BPA/cardanol epoxy (80:20) a | 31.7 | 92.55 | 5.68 | 80.8 | 22.25 | 2045 |
| BPA/cardanol epoxy (50:50) | 23.5 | 78 | 8.42 | 71.45 | 20.4 | 1926 |
a Molar compositions.
Table 17.
Mechanical properties of epoxidized natural rubber (ENR) cured with dithiodibutyric acid (DTDB) and dodecanedioic acid (DA) adapted from [94].
Table 17.
Mechanical properties of epoxidized natural rubber (ENR) cured with dithiodibutyric acid (DTDB) and dodecanedioic acid (DA) adapted from [94].
| Sample | Stress at Break (MPa) | Young’s Modulus (MPa) |
|---|---|---|
| ENR/DTDB | 12 ± 2 | 1.67 ± 0.2 |
| ENR/DA | 10 ± 1 | - |
Table 18.
Mechanical properties of de-polymerized hydrolysis lignin (DHL)-Epoxy—DGEBA blends cured with 4,4-diaminodiphenyl methane (DDM) adapted from [101].
Table 18.
Mechanical properties of de-polymerized hydrolysis lignin (DHL)-Epoxy—DGEBA blends cured with 4,4-diaminodiphenyl methane (DDM) adapted from [101].
| Sample (% by Weight) | Tensile Strength (MPa) | Young’s Modulus (GPa) | Flexural Strength (MPa) | Flexural Modulus (GPa) |
|---|---|---|---|---|
| 100%DGEBA-DDM | 214 ± 4 | 17.5 ± 0.4 | 266 ± 5 | 13 ± 0.3 |
| 25%DHL-Epoxy-75%DGEBA-DDM a | 187 ± 5 | 23.2 ± 0.7 | 258 ± 4 | 13.2 ± 0.2 |
| 50%DHL-Epoxy-50%DGEBA-DDM | 187 ± 6 | 18.5 ± 0.6 | 214 ± 4 | 13 ± 0.3 |
| 75%DHL-Epoxy-25%DGEBA-DDM | 182 ± 3 | 23.1 ± 0.4 | 149 ± 3 | 10.6 ± 0.2 |
| 100%DHL-Epoxy-DDM | 138 ± 4 | 12.3 ± 0.3 | 47 ± 2 | 5 ± 0.1 |
a A stoichiometric amount of DDM and DHL-Epoxy-DGEBA was used in all the samples.
Table 19.
Tg values of vanillin derived epoxy resins and DGEBA cured with IPDA adapted from [104].
Table 19.
Tg values of vanillin derived epoxy resins and DGEBA cured with IPDA adapted from [104].
| Sample | Tg (°C) |
|---|---|
| DGEBA/IPDA | 166 |
| Diglycidyl ether of vanillyl alcohol/IPDA | 97 |
| Diglycidyl ether of methoxyhydroquinone | 132 |
| Diglycidyl ether of vanillic acid | 152 |
Table 20.
Mechanical properties of cured tirglycidyl ester of maleopimaric acid and petroleum-based DEGBA adapted from [109].
Table 20.
Mechanical properties of cured tirglycidyl ester of maleopimaric acid and petroleum-based DEGBA adapted from [109].
| Sample | Flexural Modulus (MPa) | Flexural Strength (MPa) | Impact Strength (kJ/m2) | Strain at Break (%) |
|---|---|---|---|---|
| rosin-based | 2200 ± 30 | 70 ± 1 | 2.1 ± 0.2 | 1.9 ± 0.3 |
| DGEBA | 3000 ± 200 | 80 ± 3 [24] | 3.2 [25] | 2.6 [24] |
Table 21.
Tg and mechanical properties of rosin-based resin systems cured with different flexible chains adapted from [111].
Table 21.
Tg and mechanical properties of rosin-based resin systems cured with different flexible chains adapted from [111].
| Sample | Tg (°C) | Tensile Strength (MPa) | Tensile Modulus (GPa) | Breaking Elongation (%) |
|---|---|---|---|---|
| E-44 | 140 | 56.25 | 0.29 | 12.35 |
| FPAE1C | 167 | 48.54 | 0.471 | 13.37 |
| FPEG1C | 81 | 68.75 | 0.495 | 17.35 |
| FPEG2C | 79 | 58.18 | 0.300 | 20.54 |
| FPEG3C | 75 | 42.41 | 0.270 | 13.67 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ramon, E.; Sguazzo, C.; Moreira, P.M.G.P. A Review of Recent Research on Bio-Based Epoxy Systems for Engineering Applications and Potentialities in the Aviation Sector. Aerospace 2018, 5, 110. https://doi.org/10.3390/aerospace5040110
AMA Style
Ramon E, Sguazzo C, Moreira PMGP. A Review of Recent Research on Bio-Based Epoxy Systems for Engineering Applications and Potentialities in the Aviation Sector. Aerospace. 2018; 5(4):110. https://doi.org/10.3390/aerospace5040110
Chicago/Turabian StyleRamon, Eric, Carmen Sguazzo, and Pedro M. G. P. Moreira. 2018. "A Review of Recent Research on Bio-Based Epoxy Systems for Engineering Applications and Potentialities in the Aviation Sector" Aerospace 5, no. 4: 110. https://doi.org/10.3390/aerospace5040110
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.