
Recycling Approach towards Sustainability Advance of Composite Materials’ Industry


Abstract
:1. Introduction
2. Waste Recycling Solutions for Thermoset FRP Wastes
2.1. Recycling Techniques for Thermoset FRP Wastes
2.1.1. Incineration and Co-Incineration
2.1.2. Thermal/Chemical Recycling
2.1.3. Mechanical Recycling
2.2. End-Use Applications for GFRP Recyclates
3. Sustainability Improvement of FRP Composite Materials’ Industry: A Case Study
3.1. Methods
3.1.1. Measurement of Eco-Efficiency Performance
3.1.2. Improvement Strategies: Re-Engineering Process and Recycling Approaches
- Re-engineering Process Approach: Optimization of die heating system
- Recycling Approach: Mechanical recycling of production waste and reuse of recyclates in new composite materials
3.2. Results and Discussion
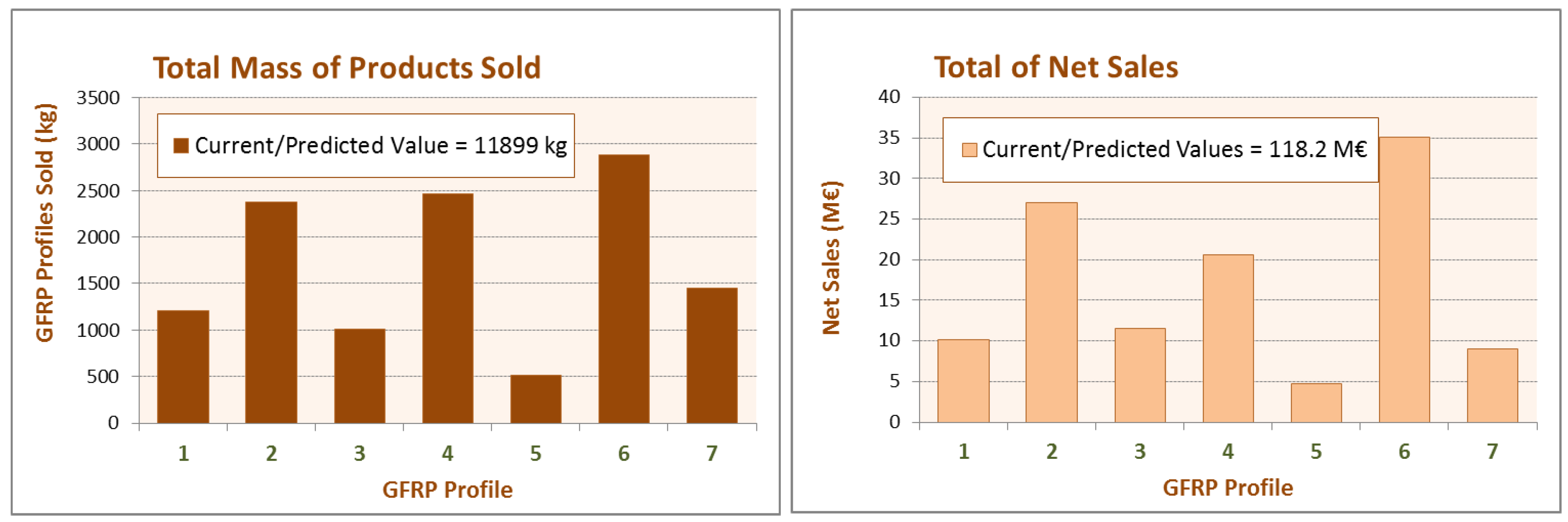
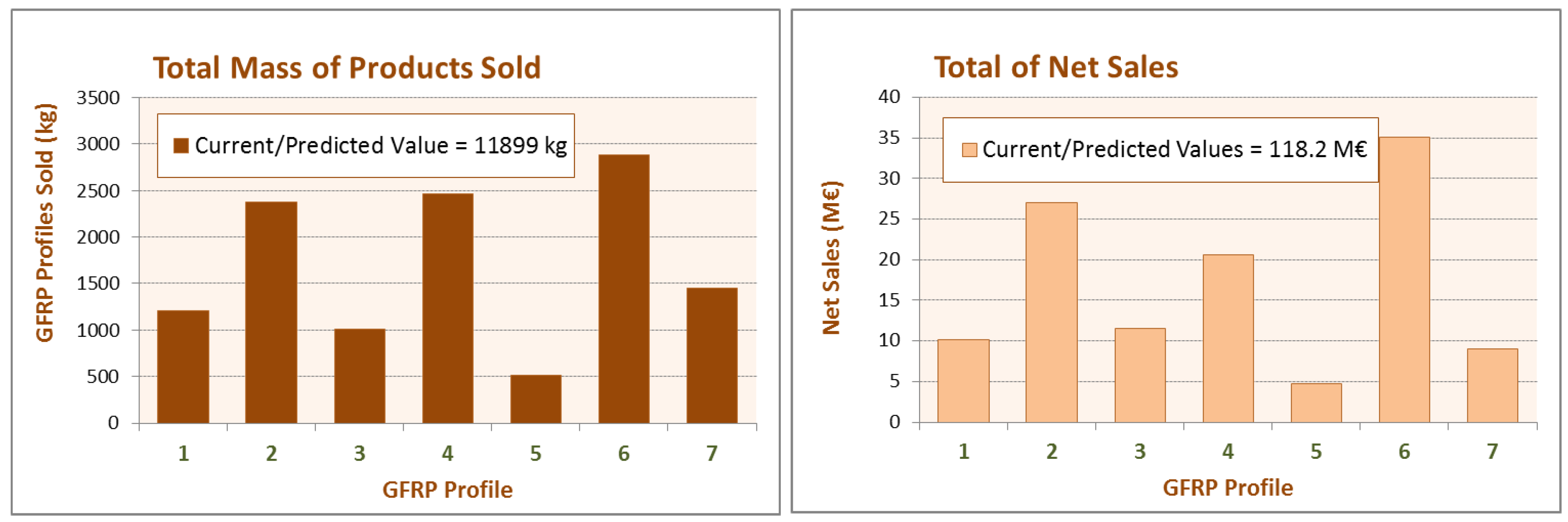
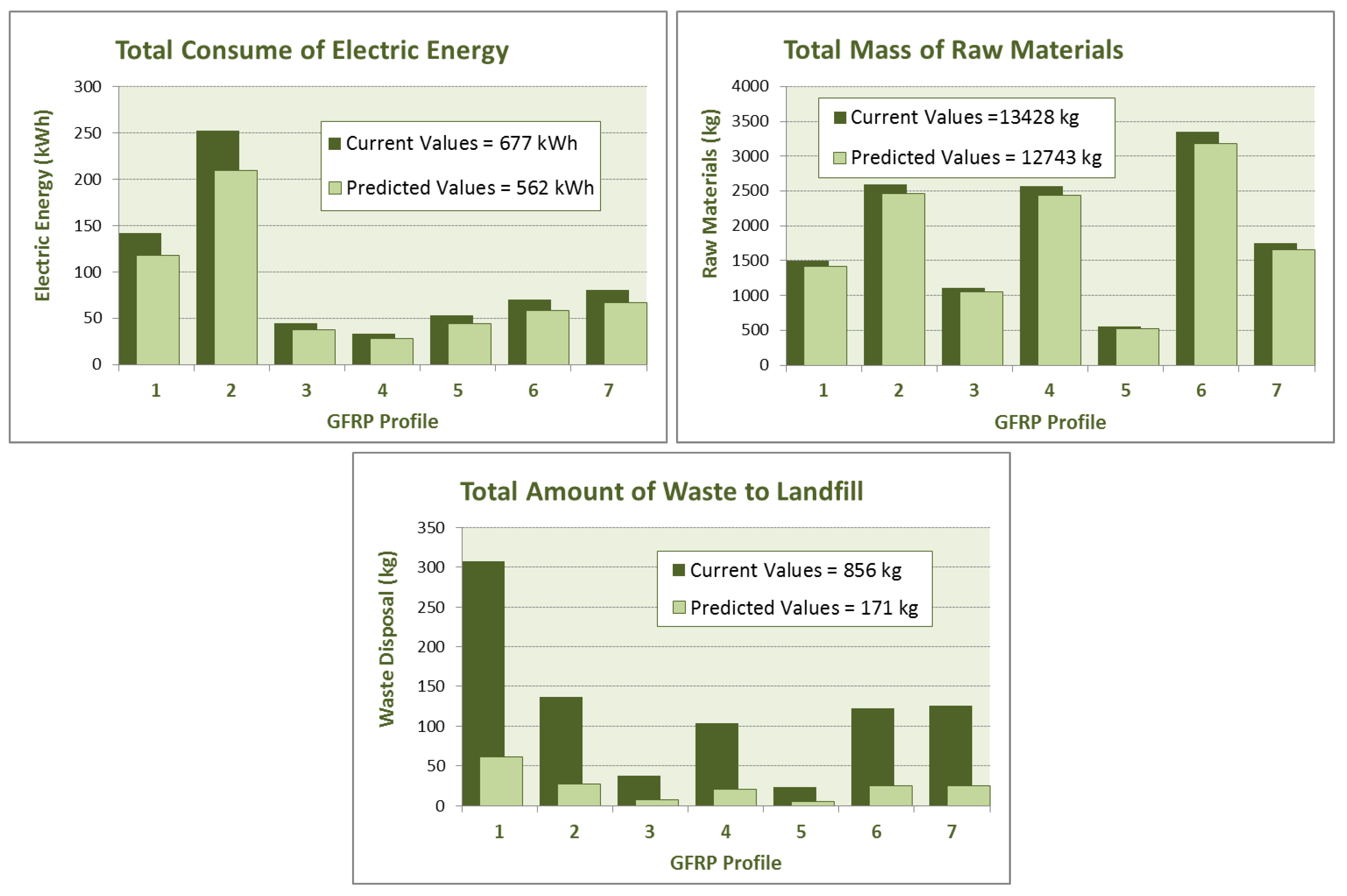
3.2.1. Current and Predicted Value and Environmental Indicators
- The replacement of the die heating system (external planar resistances by internal cylindrical heaters) leads to 17% savings on the total consume of electric energy due to the pultrusion process, irrespective of the type of die/GFRP profile production;
- The savings on electric energy due to the optimization of heater position along the die are not taken into account;
- The reduction on warm-up periods of the die at the beginning of each run/order is disregarded and is not reflected in an eventual increase of production rate (the value indicators were kept equal);
- Eighty-percent of the current amount of production waste to landfill is able to be mechanically recycled. This percentage corresponds to the average production waste fraction constituted of relatively unaltered and clean GFRP material—non-conform products and left-overs resulting from cutting and assembly processes of GFRP profiles on site. The remained 20% of production waste is mainly constituted of roving, veil and mat scrap, not properly consolidated in a resin matrix, and other manufacturing rejects not able for mechanical recycling;
- Twenty-five percent of the total amount of calcium carbonate applied in the production process of GFRP profiles is the maximum amount that could be replaced by fine-ground GFRP recyclates into a closed-loop recycling process. Higher amounts of replacement, as experimentally tested by the producer, lead to slight decays in final mechanical properties and fire reaction performance of standard profiles.
3.2.2. Current and Predicted Eco-Efficient Ratios
3.2.3. Case Study: Main Conclusions and Revenues
4. Market Outlook and Future Perspectives for GFRP Recyclates
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hollaway, L.C. A review of the present and future utilisation of FRP composites in the civil infrastructure with reference to their important in-service properties. Constr. Build. Mater. 2010, 24, 2419–2445. [Google Scholar] [CrossRef]
- Zaman, A.; Gutub, S.A.; Wafa, M.A. A review on FRP composites applications and durability concerns in the construction sector. J. Reinf. Plast. Compos. 2013, 32, 1966–1988. [Google Scholar] [CrossRef]
- GWEC, Global Wind Turbines Council. Market forecast for 2015–2019. Available online: http://www.gwec.net/global-figures/market-forecast-2012-2016/ (accessed on 9 May 2016).
- Beauson, J.; Tilholt, H.; Brøndsted, P. Recycling solid residues recovered from glass fiber-reinforced composites—A review applied to wind turbine blade materials. J. Reinf. Plast. Compos. 2014, 33, 1542–1556. [Google Scholar] [CrossRef]
- EuCIA—European Composites Industry Association. Composites Market Report 2015: Market developments, trends, challenges and opportunities (The European GRP Market/The Global CRP Market). Available online: http://www.eucia.eu/news/composites-market-report-2015 (accessed on 9 May 2016).
- Global Glass Fiber Market 2015–2020: Trends, Forecast, and Opportunity Analysis. Available online: http://www.lucintel.com/glass_fiber_market_2020.aspx (accessed on 9 May 2016).
- Recycling of Wind Turbine Rotor Blades—Fact or Fiction? Available online: http://www.dewi.de/dewi_res/fileadmin/pdf/publications/Magazin_34/05.pdf (accessed on 9 May 2016).
- Jacob, A. Composites can be recycled? Reinf. Plast. 2011, 55, 45–46. [Google Scholar] [CrossRef]
- Pickering, S.J. Recycling thermoset composite materials. In Wiley Encyclopedia of Composites, 2nd ed.; Nicolais, L., Borzacchiello, A., Lee, S.M., Eds.; John Wiley & Sons: New York, NY, USA, 2012; Volume 4, pp. 2599–2614. [Google Scholar]
- Pimenta, S.; Pinho, S. Recycling carbon fiber reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2010, 31, 378–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Conroy, A.; Halliwell, S.; Reynolds, T. Composite recycling in the construction industry. Compos. Part A 2006, 37, 1216–1222. [Google Scholar] [CrossRef]
- 2008/98/EC. Directive 2008/98/EC of the European Parliament and of the Council of 18 November of 2008 on Waste and repealing some Directives. Available online: http://eur-lex.europa.eu/oj/direct-access.html (accessed on 9 May 2016).
- 2000/53/EC. Directive 2000/53/EC of the European Parliament and of the Council of 18 September of 2000 on end-of-life vehicles—Commission Statemets. Available online: http://eur-lex.europa.eu/oj/direct-access.html (accessed on 9 May 2016).
- Pickering, S.J. Recycling technologies for thermoset composite materials—Current status. Compos. Part A 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Asmatulu, E.; Twomey, J.; Overcash, M. Recycling of fiber-reinforced composites and direct structural composite recycling concept. J. Compos. Mater. 2014, 48, 539–608. [Google Scholar] [CrossRef]
- Bartholomew, K. Fiberglass reinforced plastics recycling, technical report – Minnesota technical assistance program, December 2004. Available online: http://mntap.umn.edu/fiber/resources/report12-04.pdf (accessed on 9 May 2016).
- 2000/76/EC. Directive 2000/76/EC of the European Parliament and of the Council of 4 December of 2000 on the incineration of waste. Available online: http://eur-lex.europa.eu/oj/direct-access.html (accessed on 9 May 2016).
- Nomaguchi, K.; Hayashi, S.; Abe, Y. A Solution for Composites Recycling Cement Process. In Proceedings of the COMPOSITES 2001: Convention and Trade Show Composites Fabricators Association, Tampa, FL, USA, 3–6 October 2001.
- Job, S. Recycling glass fiber reinforced composites—History and progress. Reinf. Plast. 2013, 57, 19–23. [Google Scholar] [CrossRef]
- Yildirir, E.; Miskolczi, N.; Onwudili, J.A.; Németh, K.E.; Williams, P.T.; Sója, J.S. Evaluating the mechanical properties of reinforced LDPE composites made with carbon fibers recovered via solvothermal processing. Compos. Part B 2015, 78, 393–400. [Google Scholar] [CrossRef]
- Yang, L.; Sáez, E.R.; Nagel, U.; Thomason, J.L. Can thermally degraded glass fiber be regenerated for close-loop recycling of thermosetting composites? Compos. Part A 2015, 72, 167–174. [Google Scholar] [CrossRef]
- Morin, C.; Loppinet-Serani, A.; Cansell, F. Near and supercritical solvolysis of carbon fiber reinforced polymers (CFRPs) for recycling carbon fibers as a valuable resource: State of the art. J. Supercrit. Fluids 2012, 66, 232–240. [Google Scholar] [CrossRef]
- Palmer, J.; Ghita, O.R.; Savage, L.; Evans, K.E. Successful closed-loop recycling of thermoset composites. Compos. Part A 2009, 40, 490–498. [Google Scholar] [CrossRef]
- Howarth, J.; Mareddy, S.R.; Mativenga, P.T. Energy intensity and environmental analysis of mechanical recycling of carbon fiber composite. J. Clean. Prod. 2014, 81, 46–50. [Google Scholar] [CrossRef]
- Ribeiro, M.C.S.; Meira-Castro, A.C.; Silva, F.G.; Santos, J.; Meixedo, J.P.; Fiúza, A.; Dinis, M.L.; Alvim, M.R. Re-use assessment of thermoset composite waste as aggregate and filler replacement for concrete-polymer composite materials: A case study regarding GFRP pultrusion waste. Resour. Conserv. Recycl. 2015, 104, 417–426. [Google Scholar] [CrossRef]
- Meira Castro, A.C.; Carvalho, J.P.; Ribeiro, M.C.S.; Meixedo, J.P.; Silva, F.J.G.; Fiúza, A.; Dinis, M.L. An integrated recycling approach for GFRP pultrusion waste: recycling and reuse assessment into new composite materials using Fuzzy Boolean Nets. J. Clean. Prod. 2014, 66, 420–430. [Google Scholar] [CrossRef]
- Alam, M.S.; Slater, E.; Billah, A.H.M. Green concrete made with RCA and FRP scrap aggregate: Fresh and hardened properties. J. Mater. Civil Eng. 2013, 25, 1783–1794. [Google Scholar] [CrossRef]
- Ogi, K.; Shinoda, T.; Mizui, M. Strength in concrete reinforced with recycled CFRP pieces. Compos. Part A 2005, 36, 893–902. [Google Scholar] [CrossRef]
- Tittarelli, F.; Moriconi, G. Use of GFRP industrial by-products in cement based composites. Cem. Concr. Compos. 2010, 32, 219–225. [Google Scholar] [CrossRef]
- Tittarelli, F.; Kawashima, S.; Tregger, N.; Moriconi, G.; Shah, S.P. Effect of GRP by product addition on plastic and hardened properties of cement mortars. In Proceedings of the 2nd International Conference on Sustainable Construction Materials and Technologies, Ancona, Italy, 28–30 June 2010.
- Tittarelli, F.; Shah, S.P. Effect of low dosage of waste GRP dust on fresh and hardened properties of mortars: Part 1. Constr. Build. Mater. 2013, 47, 1532–1538. [Google Scholar] [CrossRef]
- Tittarelli, F. Effect of low dosage of waste GRP dust on fresh and hardened properties of mortars: Part 2. Constr. Build. Mater. 2013, 47, 1539–1543. [Google Scholar] [CrossRef]
- Correia, J.R.; Almeida, N.M.; Figueira, J.R. Recycling of FRP composites: Reusing fine GFRP in concrete mixtures. J. Clean. Prod. 2011, 19, 1745–1753. [Google Scholar] [CrossRef]
- Asokan, P.; Osmani, M.; Price, A.D.F. Assessing the recycling potential of glass fiber reinforced plastic waste in concrete and cement composites. J. Clean. Prod. 2009, 17, 821–829. [Google Scholar] [CrossRef]
- Asokan, P.; Osmani, M.; Price, A.D.F. Improvement of the mechanical properties of glass fiber reinforced plastic waste powder filled concrete. Constr. Build. Mater. 2010, 24, 448–460. [Google Scholar] [CrossRef]
- Osmani, M.; Pappu, A. An assessment of the compressive strength of glass reinforced plastic waste filled concrete for potential applications in construction. Concr. Res. Lett. 2010, 1, 1–5. [Google Scholar]
- Osmani, M.; Pappu, A. Utilization of glass reinforced plastic waste in concrete and cement composites. In Proceedings of the 2nd International Conference on sustainable Construction Materials and Technologies, Ancona, Italy, 28–30 June 2010.
- Osmani, M. Innovation in cleaner production through concrete and cement composite recycling. In Proceedings of the 3rd International Workshop Advances in Cleaner Production, S. Paulo, Brazil, 18–20 May 2011.
- Garcia, D.; Vegas, I.; Cacho, I. Mechanical recycling of GFRP waste as short-fiber reinforcements in microconcrete. Constr. Build. Mater. 2014, 64, 293–300. [Google Scholar] [CrossRef]
- Sebaibi, N.; Benzerzour, M.; Abriak, N.E. Influence of the distribution and orientation of fibers in reinforced concrete with waste fibers and powders. Constr. Build. Mater. 2014, 65, 254–263. [Google Scholar] [CrossRef]
- Corinaldesi, V. Lightweight plasters containing plastic waste for sustainable and energy-efficient buildings. Constr. Build. Mater. 2015, 94, 337–345. [Google Scholar] [CrossRef]
- Criado, M.; Garcia-Dáz, I.; Bastidas, J.M.; Alguacil, F.J.; López, F.A.; Monticelli, C. Effect of recycled glass fiber on the corrosion behavior of reinforced mortar. Constr. Build. Mater. 2014, 64, 261–269. [Google Scholar] [CrossRef]
- Yazdanbakhsh, A.; Bank, L.C. A critical review of research on reuse of mechanically recycled FRP production and end-of-life waste for construction. Polymers 2014, 6, 1810–1826. [Google Scholar] [CrossRef]
- Castro, A.C.M.; Ribeiro, M.C.S.; Santos, J.; Meixedo, J.P.; Silva, F.J.G.; Fiúza, A.; Dinis, M.L.; Alvim, M.R. Sustainable waste recycling solution for the glass fiber reinforced polymer composite materials industry. Constr. Build. Mater. 2013, 45, 87–94. [Google Scholar] [CrossRef]
- Ribeiro, M.C.S.; Fiúza, A.; Castro, A.C.M.; Silva, F.G.; Dinis, M.L.; Meixedo, J.P.; Alvim, M.R. Mix design process of polyester polymer mortars modified with recycled GFRP waste materials. Compos. Struct. 2013, 105, 300–310. [Google Scholar] [CrossRef]
- Ribeiro, M.C.S.; Fiúza, A.; Castro, A.C.M.; Meixedo, J.P.; Dinis, M.L.; Costa, C.; Ferreira, F.; Alvim, M.R. Recycling of Pultrusion Production Waste into Innovative Concrete-Polymer Composite Solutions. Adv. Mater. Res. 2011, 295–297, 561–565. [Google Scholar] [CrossRef]
- Ribeiro, M.C.S.; Meixedo, J.P.; Fiúza, A.; Dinis, M.L.; Castro, A.C.M.; Silva, F.J.G.; Costa, C.; Ferreira, F.; Alvim, M.R. Mechanical Behavior Analysis of Polyester Polymer Mortars Modified with Recycled GFRP Waste Material. World Acad. Sci. Eng. Technol. 2011, 75, 365–371. [Google Scholar]
- Job, S. Recycling composites commercially. Reinf. Plast. 2014, 58, 32–38. [Google Scholar] [CrossRef]
- Lehni, M. Eco-efficiency: Creating more value with less impact. In WBCSD Report; World Business Council for Sustainable Development: Geneva, Switzerland, 2000. [Google Scholar]
- Verfaillie, H.A.; Bidwell, R. Measuring Eco-Efficiency—A Guide to Reporting Company Performance; World business Council for Sustainable Development: Geneva, Switzerland, 2000. [Google Scholar]
- International Organization for Standardization. ISO 14301:1999. Environmental Management—Environmental performance evaluation—Guidelines. ISO Standard, International Organization for Standardization: Geneva, Switzerland, 1999. [Google Scholar]
- Silva, F.J.G.; Ferreira, F.; Costa, C.; Ribeiro, M.C.S.; Castro, A.C.M. Comparative study about heating systems for pultrusion process. Compos. Part B 2012, 43, 1823–1829. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Ferreira, F.; Ribeiro, M.C.S.; Castro, A.C.M.; Castro, M.R.A.; Dinis, M.L.; Fiúza, A. Optimising the energy consumption on pultrusion process. Compos. Part B 2014, 57, 13–20. [Google Scholar] [CrossRef]
- Halliwell, S. End of Life Options for Composite Waste: Recycle, Reuse or Disposal? National Composites Network Best Practice Guide; National Composites Network: Chesterfield, UK, 2006. [Google Scholar]
- Bhutta, M.A.R.; Ohama, Y. Recent status of research and development of concrete-polymer composites in Japan. Concr. Res. Lett. 2010, 1, 125–130. [Google Scholar]
- Fowler, D.W. State of the art in concrete polymer materials in the US. In Proceedings of the 12th International Congress on Polymer Concrete, Chuncheon, Korea, 27–28 September 2007.
- Ribeiro, M.C.S.; Nóvoa, P.R.; Ferreira, A.J.M.; Marques, A.T. Flexural performance of polyester and epoxy polymer mortars under severe thermal conditions. Cem. Concr. Compos. 2004, 26, 803–809. [Google Scholar] [CrossRef]
- Suh, J.D.; Lee, D.G. Design and manufacture of hybrid polymer concrete bed for high-speed CNC milling machine. Int. J. Mech. Mater. Des. 2008, 4, 113–121. [Google Scholar] [CrossRef]
- Barrera, M.G.; Campos, M.C.; Gencel, O. Polyester polymer concrete: Effect of the marble particle sizes and high gamma radiation. Constr. Build. Mater. 2013, 41, 204–208. [Google Scholar] [CrossRef]
- Bignozzi, M.C.; Saccani, A.; Sandrolini, F. New polymer mortars containing polymeric waste. Part 1: microstructure and mechanical properties. Compos. Part A 2000, 31, 97–106. [Google Scholar] [CrossRef]
- Garbacz, A.; Sokolowska, J.J. Concrete-like polymer composites with fly ashes–comparative study. Constr. Build. Mater. 2013, 38, 689–699. [Google Scholar] [CrossRef]
- Nóvoa, P.J.R.O.; Ribeiro, M.C.S.; Ferreira, A.J.M.; Marques, A.T. Mechanical characterization of lightweight polymer mortars modified with cork granules. Compos. Sci. Technol. 2004, 64, 2197–2205. [Google Scholar] [CrossRef]
- Reis, J.M.L.; Jurumenha, M.A.G. Experimental investigation on the effects of recycled aggregate on fracture behavior of polymer concrete. Mater. Res. 2011, 14, 326–330. [Google Scholar] [CrossRef]
- Reprocover. Available online: http://reprocover.com (accessed on 9 May 2016).
- Extreme EcoSolutions. Available online: http://extreme-ecosolutions.com (accessed on 9 May 2016).
- Hambleside Danelaw, Building Products. Available online: http://www.hambleside-danelaw.co.uk/ (accessed on 9 May 2016).
- Ecopolycrete. Available online: http://www.ecopolycrete.com (accessed on 9 May 2016).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Main Inputs | Main Outputs |
|---|---|
| Electric Energy | GFRP pultrusion profiles |
Virgin Raw Materials:
| Pultrusion Wastes:
|
| Generally Applicable Indicators | Category | Aspect/Unit |
| Quantity of Product: Total amount of GFRP profiles sold. | Product Value | Mass/kg |
| Net Sales: Total recorded sales less sales returns and allowances. | Product Value | Monetary/€ |
| Energy Consumption: Total amount of electric energy consumed in pultrusion process. | Environmental Influence | Energy/kWh |
| Materials Consumption: Sum of weight of all raw materials required for GFRP profile production: polyester resin, glass reinforcing fibers (roving, mat and veil), calcium carbonate, pigments, catalyst system and additives. | Environmental Influence | Mass/kg |
| Business Specific Indicators | Category | Aspect/Unit |
| Total Waste to Landfill: Total amount of production waste for disposal (non-conform products, by-products, manufacturing rejects and leftovers derived from cutting and assembly processes of GFRP profiles). | Environmental Influence | Mass/kg |
| Eco-Efficiency Ratios | Mass of Product Sold per: | ||
| Energy Consumption | Materials Consumption | Total Waste Disposal | |
| Current | 17.58 kg/kWh | 0.89 kg/kg | 13.91 kg/kg |
| Expected | 21.17 kg/kWh | 0.93 kg/kg | 69.58 kg/kg |
| Eco-Efficiency Ratios | Net Sales per: | ||
| Energy Consumption | Materials Consumption | Total Waste Disposal | |
| Current | 174.59 €/kWh | 8.80 €/kg | 138.08 €/kg |
| Expected | 210.32 €/kWh | 9.28 €/kg | 691.22 €/kg |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ribeiro, M.C.S.; Fiúza, A.; Ferreira, A.; Dinis, M.D.L.; Meira Castro, A.C.; Meixedo, J.P.; Alvim, M.R. Recycling Approach towards Sustainability Advance of Composite Materials’ Industry. Recycling 2016, 1, 178-193. https://doi.org/10.3390/recycling1010178
Ribeiro MCS, Fiúza A, Ferreira A, Dinis MDL, Meira Castro AC, Meixedo JP, Alvim MR. Recycling Approach towards Sustainability Advance of Composite Materials’ Industry. Recycling. 2016; 1(1):178-193. https://doi.org/10.3390/recycling1010178
Chicago/Turabian StyleRibeiro, Maria Cristina Santos, António Fiúza, António Ferreira, Maria De Lurdes Dinis, Ana Cristina Meira Castro, João Paulo Meixedo, and Mário Rui Alvim. 2016. "Recycling Approach towards Sustainability Advance of Composite Materials’ Industry" Recycling 1, no. 1: 178-193. https://doi.org/10.3390/recycling1010178