Production and Characterization of Biomass Briquettes from Tannery Solid Waste
by
Imeh E. Onukak
1,2,*, 
Ibrahim A. Mohammed-Dabo
2,
Alewo O. Ameh
2,
Stanley I.R. Okoduwa
1 and
Opeoluwa O. Fasanya
2,3 1
Chemical and Bioremediation Unit, Directorate of Research and Development, Nigerian Institute of Leather and Science Technology, Zaria 810221, Nigeria
2
Department of Chemical Engineering, Ahmadu Bello University, Samaru-Zaria 811104, Nigeria
3
Petrochemical Division, National Research Institute for Chemical Technology, Basawa-Zaria 810282, Nigeria
*
Author to whom correspondence should be addressed.
Recycling 2017, 2(4), 17; https://doi.org/10.3390/recycling2040017
Submission received: 24 August 2017
/
Revised: 17 September 2017
/
Accepted: 19 October 2017
/
Published: 20 October 2017
Abstract
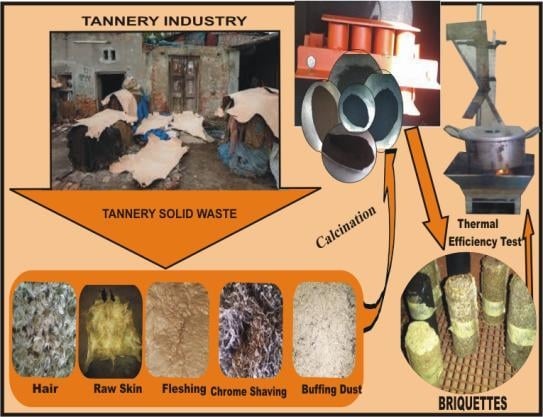
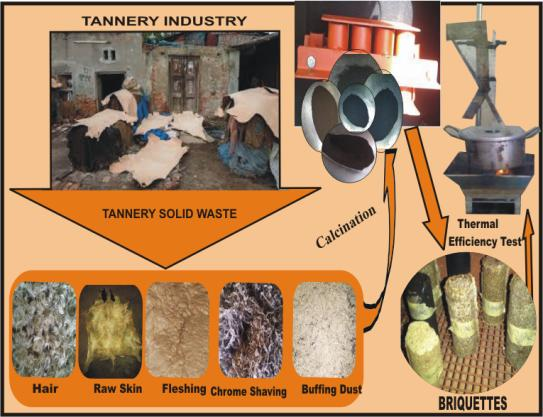
:The tannery industry is renowned for the huge amount of toxic solid and liquid waste generated from the cleaning, fleshing, splitting, tanning, shaving and buffing of raw materials. Biomass briquettes are a proven way of generating energy from waste. This study investigates the development and characterization of biomass briquettes from tannery solid wastes (TSWs). TSWs, which comprise hair, flesh, chrome shavings and buffing dust, were collected from a tannery in Kano, Nigeria, to formulate and characterize six briquettes. Scanning electron microscopy and proximate analysis were carried out on the samples. The six briquettes, comprising varying ratios of hair, flesh, chrome shavings and buffing dust, were molded and characterized. Thermal efficiency, durability and compressive strength, among other properties, were determined for the six briquette formulations. The briquettes developed had calorific values between 18.632 and 24.101 MJ/kg. Durability of the briquettes ranged from 98.12% to 99.77%. The energy values were within the range of 17.462–24.101 MJ/kg, which was comparable to other fuel sources such as sub-bituminous coal (20.000–24.730 MJ/kg). This study shows that TSWs can be used for fuel briquette production, which is a source of sustainable energy generation. It is environmentally friendly, cost effective and affordable compared to fossil fuel.
1. Introduction
Waste disposal or utilization from various sectors including both large and small industries and households is a major challenge in developing countries. The exact quantity of waste generated in developing countries is difficult to determine, as there are many inconsistencies in data collection methods, definitions and seasonal variations [1,2,3]. The tannery industry is renowned for the huge amount of toxic solid and liquid waste it produces. This trait is exhibited in tannery industries all over the world. As of 2009, six million tons of solid waste was generated from tanning industries all over the world [4]. The waste is generated from the cleaning, fleshing, splitting, tanning, shaving and buffing of raw materials. Typically, between 45 and 75% of the raw hides being processed ends up as solid waste [5]. Environmental pollution thrives around these industries, due to the inefficient use or in some cases lack of use of these waste materials [6,7].
Several efforts have been put forward for finding ways to utilize tannery solid wastes (TSWs) in order to obtain valuable products. For instance, Masilamani et al. [4] were able to develop biodegradable packing materials from gelatin extracted from TSWs. Ravindran et al. [6] were able to successfully produce the enzyme metalloprotease from TSWs. The possibility of also using the fleshing component on TSWs as a protein source in feed for livestock and fish was investigated by Jini et al. [8]. Incorporation of 10% stabilized tannery sludge into clay bricks for construction by a research group in Bangladesh gave rather acceptable results [9]. Biodiesel production from TSWs has been investigated by different groups with varying degrees of success [10]. The utility of TSWs as biogas feed and blending fats directly with diesel for use as fuel have also been investigated [11]. Other forms of energy recovery from tannery solid wastes or from tannery wastes in general is a research area that has also begun to receive some attention. Souza and Silva have shown that solar-generated hydrogen is possible from liquid tannery wastes using CdS and platinum as a co-catalyst [12].
Biomass briquettes are a proven way of generating energy from waste. Different types of waste have been utilized in order to develop biomass briquettes. Recently, Romallosa and Kraft [13] revealed that the simulated fabrication of biomass briquettes derived from the municipal waste stream could result in feasible on-site fuel production. In another report, Garrido et al. [14] produced briquettes from sawdust, date palm trunk and different plastic wastes, lacking an external binding agent. The advantage of being able to transform biomass, which traditionally has low density, low heating value and high moisture content, to highly efficient fuel briquettes is being researched in briquette development. A variety of sources have been used and newer ones are being explored. Interests are tailored towards using locally available materials as raw materials for briquette production in various developing countries. For instance, in Uganda, Luwanba and Yiga [15] demonstrated the use of groundnut shell and bagasse briquettes for cooking purposes. Merete and coworkers [16] in Ethiopia made use of coffee husks and pulp, whereas, in Thailand, Rahaman and Salman [17] produced briquettes from cold densified rice straw using sawdust as a binder. In Nigeria, Nwabue et al. [18], produced a multi-component briquette comprising of coal, plastics and biomass. All these authors strived to show the role of briquettes in contributing to energy supply. In this paper, we present the production and characterization of briquettes produced from TSWs. Different formulations composing of fleshing, chrome shavings, buffing dust, hair and starch where prepared and tested.
2. Materials and Methods
2.1. Materials
Feedstock was sourced from Unique Finishing Leather, Sahara, Phase II, Kano State. Cassava starch, roll of aluminum foil, leather shaving, lime fleshing, distilled water, oxygen bomb calorimeter (Parr), oven (OV-010 (9A-122-B) milling machine, briquette mold, Nabertherm furnace (30–30,000 °C).
The methodology was categorized into four stages: sample collection, sample pre-treatment, yeast recovery, preliminary analysis, de-chroming of tannery solid waste, briquetting, characterization, energy and economic evaluation analysis.
2.2. Sample Collection
Solid waste samples from pre-fleshing, lime fleshing, shaving, buffing and trimming, were randomly selected among piles from the various leather operation units in Unique Leather Finishing Company in Sharada-Phase II, Kano State Nigeria, and examined within the scope of this study. In all, 600 kg of the waste were collected for the study.
2.3. Sample Pre-Treatment
The pre-treatment conducted in this study included: sorting, drying, size reduction, calcination and maceration.
- Sorting: The feedstock was carefully sorted manually to remove impurities such as pieces of wood, bone, metal and any other unwanted materials.
- Drying: Hair, pre-fleshing and lime fleshing wastes from the beam house/pre-tanning unit were air dried to reduce the moisture content (up to 90% dryness) and then they were evenly mixed and oven dried at 50 °C. Chrome shavings and buffing dust from tanned leather wastes were oven dried at 105 °C in accordance with the methods described by Ozgunay et al. [19]. The local starch used as binder was air dried at room temperature for 48 h.
- Size Reduction: The biomass was then reduced in size by milling until it could pass through a screen or reaches a suitably small and uniform size (1 mm). The hair waste being very light was reduced to 0.5 mm.
- Calcination: Exactly 500 g of each of the dried samples were put in a crucible and placed in an oven at a temperature of 450 °C for 30 min. The calcined samples were then transferred into a silver plate to reduce the temperature and avoid further combustion.
- Maceration: The waste was macerated to provide uniform consistency (slurry). Maceration of the carbonized Calcined Hair (HR), Fleshing (FL), Chrome Shavings (CS) and Buffing Dust (BD) samples were done by mixing equal amounts of each “sample” with “cassava starch binder” and “water” at the ratio of 4:5:1 [19]. The non-carbonized feed was macerated by mixing varying amounts of each sample with the binder and water at the same ratio. The starch was mixed with hot water to form slurry before adding the feeds so as to facilitate flow of lignin present in the biomass, which acts as a natural binder to increase adhesion between intermolecular particles. Total volume of water used was 120 cm3.
2.4. Preliminary Analysis
2.4.1. Proximate Analysis of the Pretreated Sample
Proximate analysis on the pretreated sample was carried out to determine percentage volatile matter, percentage moisture content, percentage ash content and percentage fixed carbon.
- (a)
- Percentage volatile matter: The percentage volatile matter (PVM) was determined using the standard method CEN/TS 15148. Two grams of briquette sample was pulverized and oven dried at 105 °C until its weight was constant. The sample was then heated at 550 °C for 10 min and weighed after cooling. The PVM was calculated using:where PVM is the percentage volatile matter, A is the weight of the oven-dried sample and B is the weight of the sample after 10 min in the furnace at 550 °C.
- (b)
- Percentage moisture content on dry basis: The percentage moisture content (PMC) was determined using standard CEN/TS 14774. Three grams of briquette sample was oven dried at 105 ± 2 °C until a constant mass was obtained. The change in weight (D) after 16–24 h was then used to determine the sample’s PMC using:where PMC is the percentage moisture content, D is change in weight, and E is the initial weight before drying.
- (c)
- Percentage ash content: The percentage ash content (PAC) was determined using standard CEN/TS 14775. Two grams of the briquette was heated in a furnace at 450 °C for 1 h and weighed after cooling to get the weight of the ash (C). The PAC was determined using:where PAC is the percentage ash content, C is the weight after cooling, and A is the weight of the oven-dried sample
- (d)
- Percentage fixed carbon: The percentage fixed carbon (PFC) was computed by subtracting the sum of PVM, PAC and PMC from 100.Fixed Carbon = 100% − (PVM + PAC + PMC),
2.4.2. Ultimate Analysis of the Raw Sample
The Nigerian Research Reactor 1 (NIRR-1), a low-power miniature neutron source reactor (MNSR) located at the Centre for Energy Research and Training, Ahmadu Bello University, Zaria Nigeria [20,21], was used to determine the concentration of elements in each of the raw samples using neutron activated analysis [22]. Neutron activation analysis (NAA) is based on the principle that stable isotopes become radioactive after exposure to a neutron source. While these isotopes decay, having half-lives varying from seconds to years, they emit γ-radiation of certain energy which is unique in characterizing most elements [22].
Counting of induced gamma rays in the activated products was carried out using a PC-based gamma-ray spectrometry set-up, which consists of a horizontal dipstick High-Purity Germanium (HPGe) detector. As different isotopes have different half-lives, counting was delayed for 3 weeks to allow interfering species to decay. This technique provides multi-element analysis with minimum detection limits in sub-ppm range. Sample size for testing was kept below 1 mm and no pretreatment was carried out on the samples to avoid destruction of composting materials.
2.5. Scanning Electron Microscopy (SEM) Analysis
SEM analysis with Phenom Pro-X Scanning Electron Microscope (Model No.: 800-07334 MVE016477830, Phenom World B.V, Eindhoven, The Netherlands) was used to determine the morphology of the particles present in the biomass feed before and after calcination and also their elemental composition.
2.6. Briquetting of Pretreated Sample
Briquetting of the pre-treated sample was done using a biomass briquette mold fabricated with the following specifications: capacity 150 g per die consisting of eight dies arranged in two rows. Each die was 40 mm by 120 mm dimension. The lib of the mold had eight metallic suspensions arranged to fit into each die during compression. Each of these suspensions protruded by 35 mm by 20 mm dimension to freely fit into the cylinders. The die was lined with aluminum foil and lubricated with silicon oil to prevent friction while producing the briquette. Six different formulations were used to produce six briquette samples by pressing the mold in a compression molding machine at a pressure of 38.61 kPa and at a temperature of 150 °C for 2 h. The briquette was allowed to cool and dry for 2 weeks before carrying out proximate, mechanical and energy evaluation analysis.
2.7. Characterization of Briquette
Characterization was conducted to determine the physical properties and chemical properties of the briquette produced using charcoal briquettes as standard.
2.8. Calorific Value
The calorific value was determined by using Parr Oxygen bomb calorimeter in accordance with CEN/TS 14918 Standard Method. The calorific values of samples were calculated by the equation:
where Qv = Heating/Calorific Value (kJ/kg), C = Calibration of constant for biomass acid (0.6188), Q1 = Galvanometer deflection without sample, Q2 = Galvanometer deflection due to test sample, and Wb = Weight of sample.
2.9. Durability
The durability of the briquettes was determined using a pellet durability tester CEN/TS15210. About 500 g of briquettes was divided into two batches of 250 g each. Each batch was placed in the pellet durability tester for a period of 10 min and operated at 50 rpm. The sample was then placed on a 4 sieve (4.75 mm) before and after tumbling and measured for the mass retained on the screen. The pellet durability was then calculated using the following equation.
where Mat is the mass (g) of the briquettes retained on the screen after tumbling and Mbt is the mass (g) of the briquettes retained on the screen before tumbling.
2.10. Density
Bulk densities of ground feed stock sand briquettes were measured following the Standard Method CEN/TS 15103 [23]. The bulk density (dry basis) was calculated from the mass of feedstock and briquettes that occupied the container.
where m is the weight of the sample, V is volume of the vessel.
2.11. Determination of Compressive Strength
Mixtures were removed from the standard cylindrical forms in the mold and air dried for 48 h. The resulting solids were crushed to determine compressive strengths according to the CEN/TS 3114 standard. This experiment was carried out in the “A” scale of the compressive strength-testing machine.
2.12. Proximate and Thermal Analysis of Briquette
2.12.1. Proximate Analysis of Briquette
Estimations of important chemical elements that make up biomass, namely carbon, hydrogen, oxygen, nitrogen and sulfur, were determined through proximate analysis. SEM images were also captured to show the morphology of the TSW briquettes.
2.12.2. Energy Evaluation Analysis
The energy evaluation of the briquettes was deduced from results on thermal fuel efficiency, burning rate and ignition time.
2.12.3. Thermal Fuel Efficiency (TFE) Test
One hundred liters of water was placed in a steel vessel. The vessel was properly sealed to minimize losses by evaporation and placed on a biomass stove. A thermometer was used to monitor the temperature of the vessel. An amount of 5.0 kg of the briquettes was measured and separated into 4 parts for testing. The ambient temperature of water in the pot was taken and then the briquettes were ignited.
The final temperature of water after boiling was measured. The water was heated until evaporation and the briquette completely exhausted. The lid was removed and evaporation continued for 20 min. The vessel was removed from the stove and allowed to cool for 2 h. The final volume of water was measured. The time between T0 and Tb was measured using a stopwatch. This procedure was similar to that used by Rathore and Panwar [21]. The thermal fuel efficiency was evaluated as follows:
where Mw = mass of water (kg), Cp = specific heat of water (kJ/kg K); Tb = boiling temperature of water (K); T0 = initial temperature of water (K); Mc = mass of water evaporated (kg); L = latent heat of evaporation (kcal/kg); Mf = mass of fuel burnt (kg); Ef = calorific value of fuel kJ/kg).
2.12.4. Burning Rate
The burning rate is defined as the rate at which specific mass of fuel is burnt in air. It was determined as described by Ndirika [24] using insulated wire gauze of known weight. Exactly 100 g of the briquette was placed on the wire gauze and the burner ignited. Every 10 s, using a stopwatch, the weight of the gauze was determined until the briquette was completely exhausted and a constant weight retained. The weight loss at a specific time was computed using the formula below:
where Bs = burning rate (g/min), Q1 = initial weight of fuel prior to burning (g), Q2 = final weight of fuel after burning (g), T = total burning time (min).
2.12.5. Ignition Time
This is the time taken for a known mass of fuel to ignite and was determined using a procedure followed by Onuegbu et al. [25]. Exactly 100 g of briquette was placed on a wire mesh grid (of known mass resting) in between two fire-retardant bricks to allow free flow of air around it. A Bunsen burner was placed directly underneath this platform and adjusted to a blue flame. The burner was lighted until the briquette was ignited. The ignition time was computed using the formula below:
where t1 = time the briquette ignited (min), t0 = time the burner was lighted (min).
Ignition time = t1 − t0,
2.13. Statistical Analysis
The statistical analysis was performed using computer software program Statistical Package for Social Sciences (SPSS) (version 20.0 SPSS Incorporation, Chicago, IL, USA). Values of parameters measured are presented in percentage where necessary. The results obtained from different briquettes produced were compared using one-way analysis of variance (ANOVA). The differences between the various means were compared using the Duncan Multiple Range Test. Results obtained were expressed as mean ± standard deviation. Values of p < 0.05 were considered significant.
3. Results and Discussion
3.1. Ultimate Analysis of Pretreated Waste Sample
The results of the ultimate analysis carried out by NAA on the pretreated waste sample are shown in Table 1. Comparatively high levels of Cl, Ca, Na, K and Fe were detected in the hair (HR) samples. The fleshing sample on the other hand, showed high levels of Mg, Al, Cl, Ca, Na and K, while the chrome shavings sample had Al, Cl, Ca, Na and Cr in high amounts compared to the other elements detected. The last component of TSWs, the buffing dust, had predominantly Al, Cl, Ca and Fe in relatively high concentrations.
Magnesium (Mg) was only found in FL; this is probably due to the presence of Mg(HCO3)2 suspected to be present in the water used in the process of soaking. Soaking is done to recover the dry hides and skin to its earlier state before preservation. It prepares the hide and skin for the process of unhairing and fleshing.
Chlorine (Cl) was high in HR due to the presence of brine used in curing (preservation by salting). The bulk is retained in FL because of its absorption capacity [3]. NH4Cl used in deliming before chrome tanning to make the pelt susceptible to the tanning agent may be responsible for the high Cl content in CS.
A high amount of calcium (Ca) was observed in the waste. Hides and skin have collagen substances rich in protein. Calcium in body fluids exists in two distinguishable forms, diffusible and non-diffusible. Non-diffusible Ca is bound to protein, whereas diffusible fraction is present largely as phosphate and bicarbonate compounds. Calcium was highest in FL due to the presence of CaO and Ca(OH)2 used in unhairing before fleshing. The high amount of sodium (Na) observed in the waste is due to NaOH, Na2S or NaHS used in unhairing. The appreciable increase in CS was due to the presence of Na2CO3 used for bacteria growth retardation.
Chromium (III) oxide salt (Cr3+) used for tanning is responsible for the high concentration of chromium (Cr) in CS and BD, as thorough washing of the hides have to be done to get Cr levels in the finished product to meet international standard of a maximum limit of 3 mg kg−1 based on the leather weight [3].
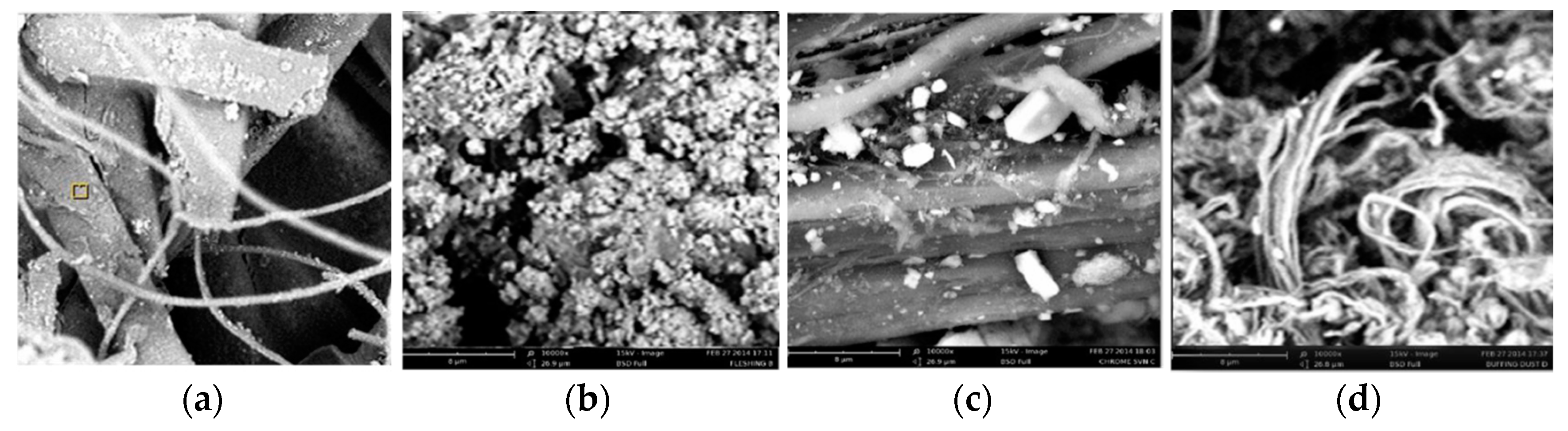
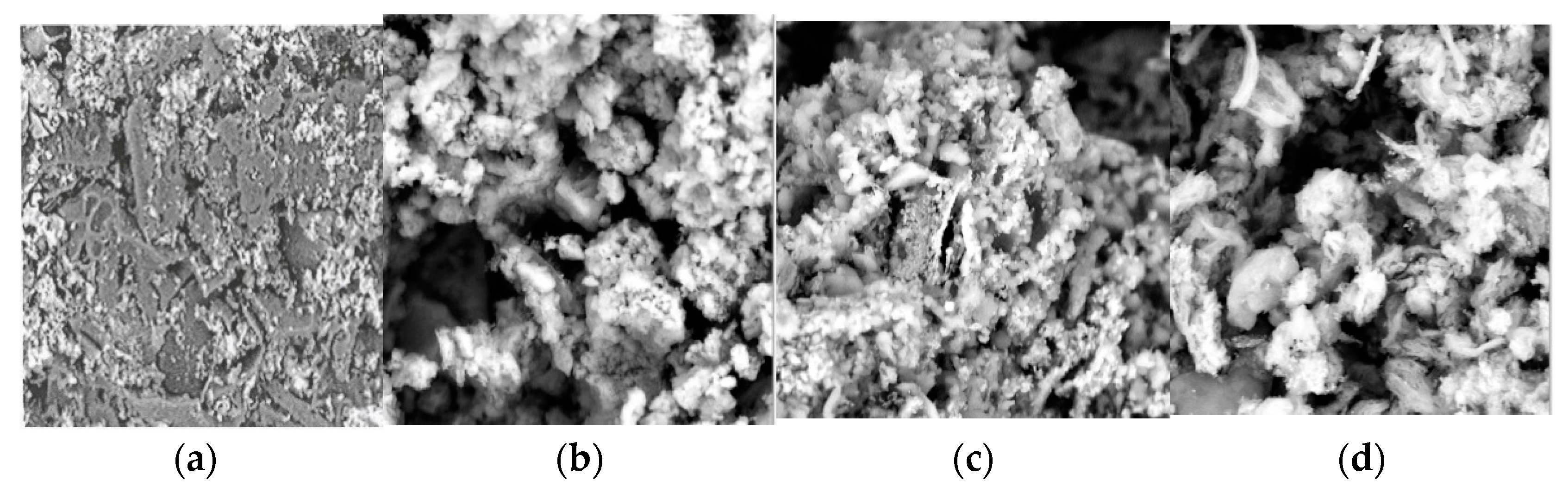
The SEM images of pre-treated waste samples shown in Figure 1 reveal the fine collagen fiber network of the processed skin. The fibers of HR can be said to be vertically arranged while that of CS are horizontally arranged and more tightly packed than BD due to the pre-tanning operations. FL has shorter strands since it is more comprised of adipose fats. The particle sizes ranges from 1.64 µm to 39.73 µm in diameter and the results were observed at 1.50 µm2 to 8797.58 µm2 pore areas within flash point/area.
Figure 2 shows the size and surface morphology of the carbonized residue obtained after pyrolysis of the pre-treated waste sample. The fine collagen fiber network was distorted after pyrolysis. The surface area of chrome shavings and buffing dust were finer than fleshing, while the hair was coarser than others. The finer the particle size, the easier the compaction process during densification and the better the quality of the compact [26]. Fine particles give a larger surface area for bonding. According to literature, the particle size should be less than 25% of the densified product. The particle sizes range from 277.30 nm to 2.64 µm in diameter and results were achieved from 6433.98 to 19.92 nm2 pore areas within flash point/area.
Six briquette samples numbered 1–6 were produced using a biomass briquette mold and compressed in a compression molding machine as shown in Figure 3. Six different formulations as shown in Table 2 were selected arbitrarily. Briquettes with ID number 1 and 6 comprised the same composition with the only difference being the carbonization of ID 6.
3.2. Proximate Analysis
3.2.1. pH of Pretreated Waste Samples
The pH of hair (HR) and fleshing (FL) is shown in Table 3, being 9.57 and 11.6 respectively. This is due to the presence of salt and lime used for preservation. The pH of HR is lower than that of FL because some of the salts in the process of handling have been lost as salt dust. In most cases, the salt is applied on the flesh side except in brimming where the entire hide/skin is submerged in the solution. HR and FL are waste from pre-tanning operations and before tanning the pelt is made acidic by adding hydrochloric acid, ethanoic acid, or ammonium chloride. This process is called deliming and is responsible for the pH of chrome shavings (CS) being 4.13. After tanning and ageing, the wet blue is neutralized to a pH 6.5–10 before finally processing it into leather. This accounts for the pH of buffing dust (BD) from the buffed finished leather being 5.37.
3.2.2. Moisture Content
BD has the lowest moisture content of 1.0% as shown in Table 3. This is expected as it is from the finished leather that has undergone series of conditioning to make it impermeable to moisture indicating a good leather quality. HR has a moisture content of 4.98% due to its fibrous and polymeric nature. FL was observed to have the highest moisture content of 6.75%. This may be due to the presence of excess fat and collagen substances in the skin. Moisture content facilitates starch gelatinization, protein denaturation and fiber solubilization during briquetting [27] but feed with high moisture content reduces the binding strength of the fuel as well as the density. The moisture content of samples 4 and 5, which have high content of FL according to formulation, was also observed to be high, present at 1.09% and 1.27% respectively as shown in Table 2. The tolerance level of moisture content for briquette is between 8 and 12% depending on the nature of the feed [28]. The moisture content of the briquette above tolerance level lowers its thermal efficiency as well as its burning rate. Consequently, more energy will be used to exhume the moisture. In a furnace, a damp fuel will lead to the excessive emission of fumes and risk of explosion. A further disadvantage of high moisture content is the facilitation of a breeding ground for fungi and other microorganisms.
3.2.3. Volatile Matter
The sample with the least volatile matter is expected to have the highest energy value. Samples 4 and 5 have in their composition greater quantities of HR and FL, which from Table 3 were observed to have volatile matter of 9.70% and 9.41% respectively. This accounts for the low volatile matter observed in their briquette analysis as 1.84% and 2.14% as seen in Table 4. Sample 3 has the highest volatile matter of 2.76%; this implies that more energy will be required to burn off the volatile matter before the release of its heat energy.
3.2.4. Ash Content
Knowledge of the ash content tells the extent of clogging up of the burning medium. High ash content decreases the burning rate and reduces the heating value of fuel. Sample 4, as seen in Table 4, has the lowest ash content of 2.93% followed by sample 1 with a value of 3.06%. The highest ash content was observed in sample 3 (3.90%) and sample 5 (3.37%). This is significant in their burning rate and ignition time. The tolerance level of ash content for fuel is below 4% [27].
3.2.5. Fixed Carbon
Samples 6 and 4 have the highest percentage fix carbon of 94.61% and 94.13% respectively. The high values can be traced to their major components HR, FL and BD, which also have high percentage fixed carbon of 82.54%, 75.96% and 87.22% respectively. High fixed carbon implies high calorific value as indicated in Table 4. The lowest carbon content was observed in samples 3 and 2 as 92.38% and 93.23% respectively. Samples 3 and 2 have low concentrations of HR and BD as shown in Table 5. HR and BD have the highest value of fixed carbon being 82.56% and 87.24% respectively. The increase in fixed carbon when compared to the overall constituents is most likely due to the concentration of binder in the briquette preparation. Zubairu and Gana [29] showed that fixed carbon of briquettes made from agro waste increased with increasing binder concentration. This trend was further observed in the work of Wang et al. [30]. It is also probable that some moisture might be lost during the overall briquetting process, which will also result in higher fixed carbon.
3.2.6. Calorific Value
The calorific value determines the amount of heat energy present in a material. From Table 4, Sample 5 was observed to have the highest calorific value of 24.101 MJ/kg, which is probably due to the high carbon content and the presence of high FL and CS in their formulation. The particle sizes of the raw materials and the uniform formulation favors attrition and a high degree of conditioning due to its ability to absorb moisture. Samples 1, 6 and 4 also have high calorific values of 20.140 MJ/kg, 21.462 MJ/kg and 22.141 MJ/kg respectively. Coal from Odagbo (Kogi State) and Ezimo (Enugu State), both in Nigeria, have calorific values of 22.600 MJ/kg and 19.100 MJ/kg respectively [31], showing that tannery-derived briquettes can compete favorably with coal as an energy source. Manufacturing conditions such as temperature and pressure also influences calorific value [32,33]. From Table 6, FL and CS are also present in high quantity in sample 4. These wastes also have high calorific values of 14.570 MJ/kg and 10.690 MJ/kg shown in Table 3. Samples 2 and 3 had the lower calorific value of 19.821 MJ/kg and 18.632 MJ/kg respectively. This may be due to the fact that it has low composition of FL even though it has a high amount of the binder. Cassava starch used as binder also influences the properties of the briquette. Cassava starch has a moisture content of 13.09% on dry basis, ash content of 0.24%, a pH of 5.34 and a calorific value of 0.159 MJ/kg [34].
Comparisons were made with other biomass-derived briquettes as presented in Table 6. The TSW briquettes where surpassed in calorific value by briquettes developed from human waste.
3.2.7. Compressive Strength
Samples 1, 2 and 3 from Table 5 are observed to have the highest compressive strength of 0.2173 kN/cm2, 0.1742 kN/cm2 and 0.1910 kN/cm2 respectively. This is due to the uniform formulation and integration of particles of varying sizes as shown in Table 5. HR has particle size of 1.0 mm while that of FL, CS and BD was 0.5 mm. According to Grover and Mishra [27], a mixture of different particle sizes will give optimum briquette quality due to high inter-particle bonding with nearly no inter-particle spacing. Samples 5 and 6 have lower compressive strength of 0.1114 kN/cm2 and 0.0605 kN/cm2. Sample 5 has a higher compressive strength due to its elastic nature influenced by the presence of gelatin collagen fiber in FL and polymeric nature of HR. Sample 6 is brittle and has the lowest compressive strength due to its particle size being larger after calcination. Larger particle size causes cracks and fracture of briquette as well as low fusion points. The recommended particle size for pellet formation is 0.6–0.8 mm but there was no available technology to reduce HR to a finer particle size because of its high agility. Compressive strength is one of the most important characteristics of a briquette that determines the stability and durability of the briquette [44].
3.2.8. Durability
The durability of briquette is important considering the rigors of handling, transportation, storage and weather conditions of locations were the products will be transported or exported. From Table 5, it is observed that sample 2 is the most durable at 99.77% and sample 5 is the least durable at 98.12%. Sample 6 is more durable than sample 5 by a difference of 0.56% even though it has a higher compressive strength. Richard [45] set an acceptance criterion for durability of sub-bituminous coal briquettes as 95.00%.
3.2.9. Bulk Density
High-quality fuel should have high density and strength in order to burn for a longer time and have a higher energy content. The higher the density, the higher the compressive strength. From Table 5, sample 6 has the highest bulk density of 0.71 kg/cm3. The sample is made of carbonized feeds and has a higher carbon content. Sample 1 is next to 6 having a density of 0.67 kg/cm3. The sample with the lowest density is 5 having a bulk density of 0.59 kg/cm3. The finer the particle size the denser the briquette due to low void. Also the porosity index of fine particles is lower than medium and larger particles [46].
3.2.10. Ignition Time
The highest ignition time from Table 7 was observed in sample 3 at 17 min. The ignition time is the time taken for the briquette to ignite with the aid of other energy sources such as kerosene or gas in small amounts. Next to sample 3 are samples 1 and 2 with ignition time of 15 min. The smallest ignition time was observed in sample 6, which is the carbonized sample at 9 min. The ignition time is a function of the volatile matter. The higher the volatile matter the higher the ignition time since more time is taken to burn off the volatiles before combustion. Larger particle size also increases ignition time, as seen in Table 7. Samples 4, 5 and 6 have lower ignition times (12 min, 13 min and 9 min respectively) because they have a higher composition of HR with particle size of 1.0 mm while samples 1, 2 and 3 have higher ignition times due to the presence of lower particle size (0.5 mm) of FL and BD. This observation may be adduced to the fact that the larger particle sizes could have more pronounced pore spaces in between the particles than the finer particle size thus favoring the flow of oxygen.
3.2.11. Water Boiling Time
Water boiling time is a function of the volatile matter, calorific value and TFE. Sample 6 has the smallest water boiling time at 28.20 min followed by sample 5 at 29.32 min. According to Onuegbu et al. [25], it took 26 min to boil 100 cm3 of water with 100 kg of coal. Samples 2 and 3 have the highest water boiling time at 32.18 min and 32.36 min respectively.
3.2.12. Burning Rate
The result of the burning rate of briquettes is shown in Table 7. Sample 4 has the fastest burning rate of 0.18 g/min followed by sample 5 with burning rate of 0.17 g/min. The slowest burning rate was observed in sample 2 to be 0.12 g/min next to sample 1 with 0.13 g/min. Sample 6 has a burning rate of 0.132 g/min. The burning rate has a significant effect on briquette application. Briquettes with high burning rate imply that more briquettes will be required in combustion as they burn off readily. As observed, briquettes without binder or with little amount of binder burn off faster than those with binder. The particle size also shows inverse proportionality with the briquettes’ burning rate.
3.2.13. Thermal Efficiency
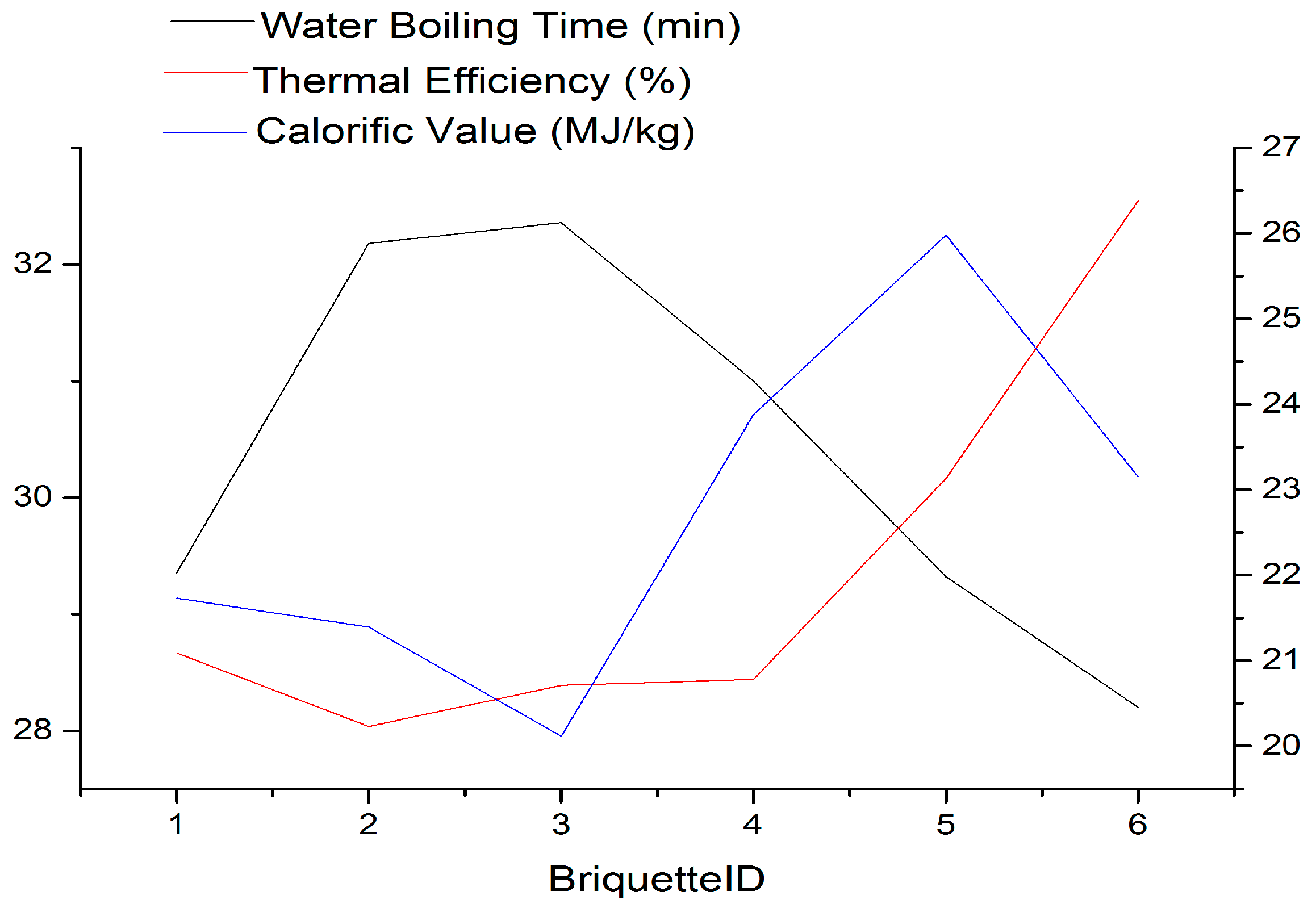
The thermal efficiency indicates how well energy in the fuel will be converted to heat energy. The optimal thermal efficiency was obtained in sample 6 as 26.38% as shown in Table 5. Sample 6 is the carbonized sample. The next highest value was observed in sample 5, which is the sample without binder as 23.13%. Sample 1 also has a higher thermal efficiency of 21.09% than samples 2, 3 and 4 with thermal efficiencies of 20.23%, 20.71% and 20.78% respectively. The lowest thermal efficiency was observed in sample 2. From Table 7 it is observed that the higher the thermal efficiency the lower the burning rate of the briquette. From Figure 4, the relationship between the calorific value and thermal efficiency is seen. Apart from the carbonized mixture (briquette ID 6), there is an increase in the calorific value results in higher thermal efficiency.
3.2.14. Potential Uses of TSW-Derived Briquettes
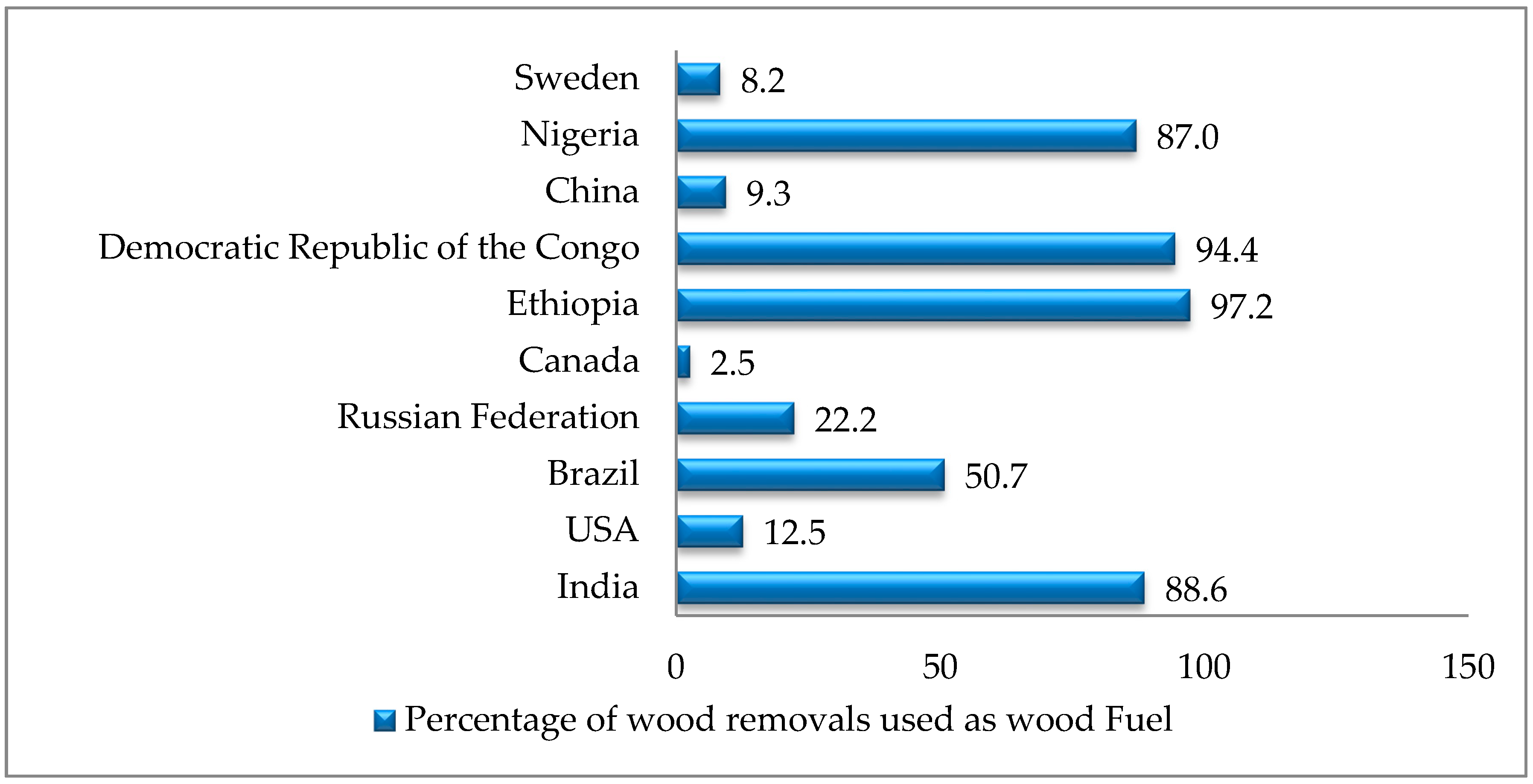
Local energy demands are met in Nigeria by the use of either electricity, gas, kerosene or charcoal and firewood. High-income earners rely on electricity and gas for their cooking demands, while middle-income earners usually rely on gas and kerosene to varying degrees. Low-income earners rely heavily on kerosene and firewood. The former, being prone to occasional scarcity, ends up placing a huge demand on wood as fuel. This in turn has been one of the major causes of deforestation in Nigeria which is leading to desertification in Northern Nigeria [47]. This trend is not peculiar to just Nigeria but to most developing countries [48]. It is perceived from studies that even as households begin to earn more income, the switch to cleaner energy is not completely done but rather a combination of firewood and probably gas or kerosene is employed [48]. According to an FAO report, Nigeria is the 9th largest remover of forest wood as of 2011 [49]. An estimated 63,190,710 m3 of fuel wood was used in Nigeria based on this report representing 87.00% of total wood removal. This represents a 300% increase in biomass energy consumption in Nigeria from 32,754 ktoe in 1971 to 93,820 ktoe in 2011 [50]. A comparison with the other nine countries in the top ten is seen in Figure 5.
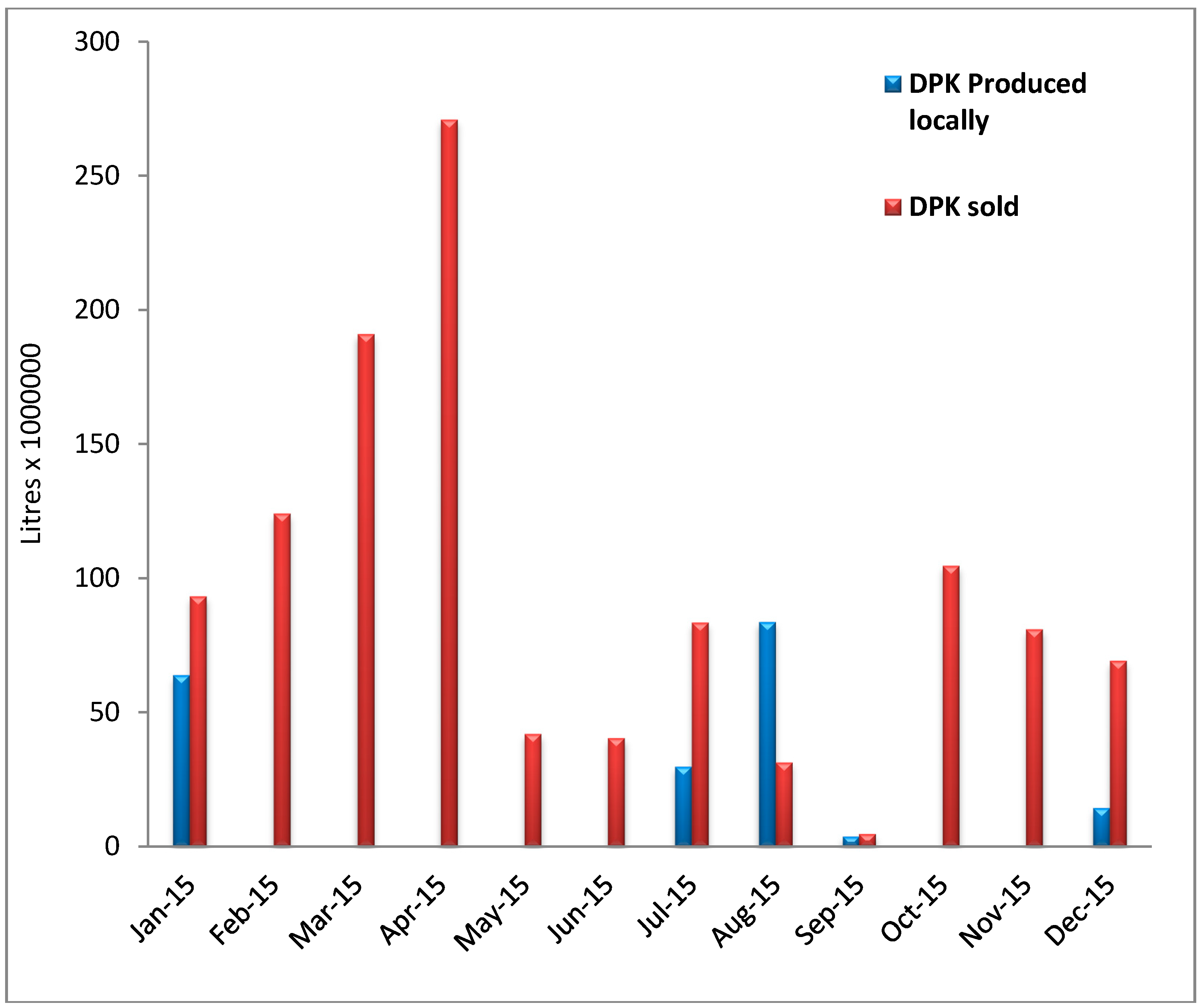
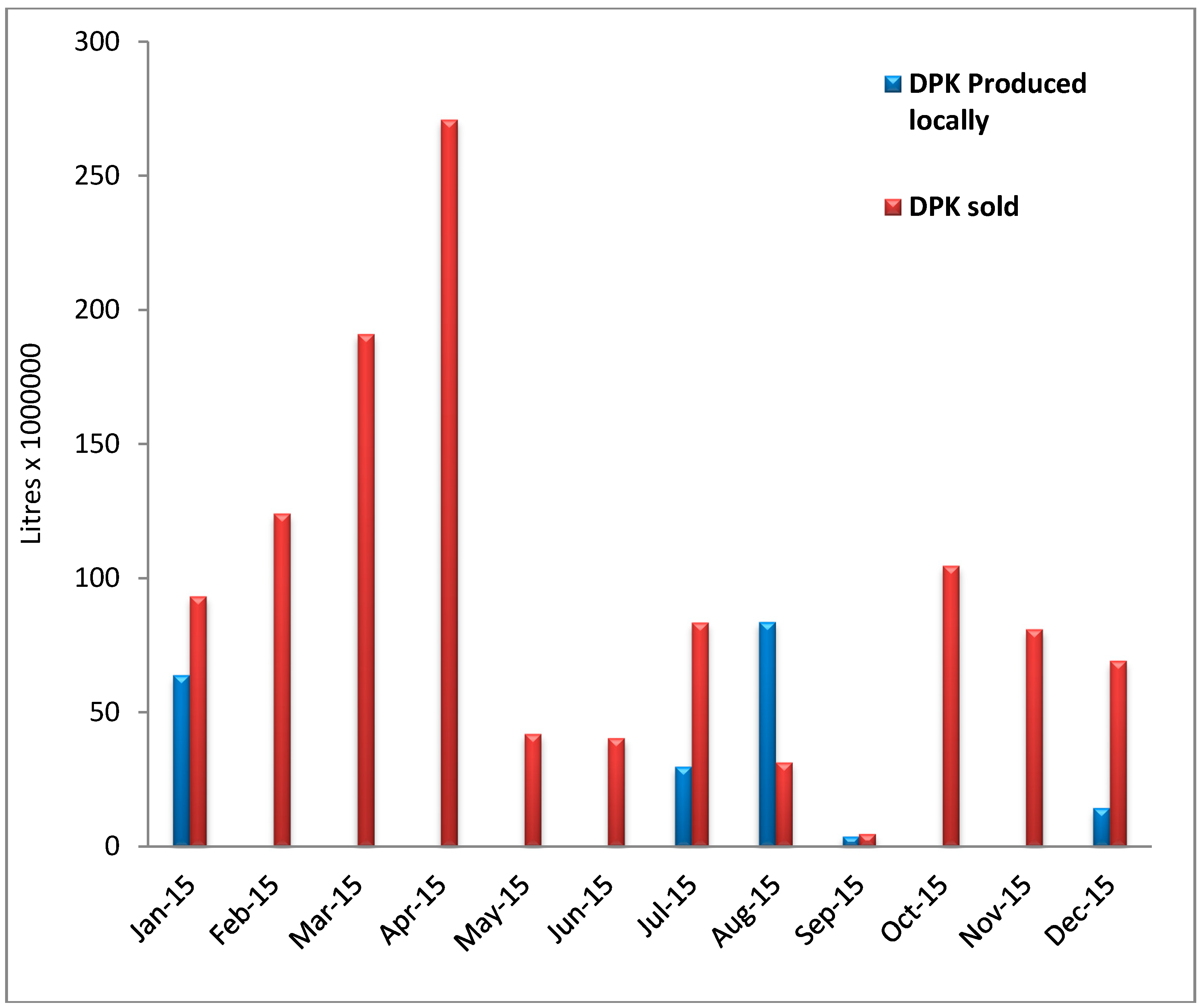
Kerosene ranks as the third most widely demanded petroleum product in Nigeria after petroleum motor spirit and automotive gas oil [51]. As seen in Figure 6, local demand for dual-purpose kerosene (DPK) relies mainly on import [52] and a large percentage of this is required for cooking. In a survey in Southwest Nigeria, 66.60% of rural areas utilized kerosene as fuel, while 55.60% of urban dwellers used it as fuel [53]. The calorific value of kerosene, 43.10 MJ/kg, is almost twice that of the TSW-derived briquettes. This translates to longer cooking time if the TSW briquettes are used as a substitute for kerosene stoves. This was the case, as investigated by Kuti and Adegoke [54], who compared cooking rates with sawdust briquettes with a calorific value of 22.41 MJ/kg and kerosene. Cooking times varied between 1 kg/min and 10 kg/min depending on the material being cooked. They did however conclude that, overall, cooking with the briquettes was more cost effective. Introduction of TSW briquettes into the energy ladder has the potential to greatly reduce the demand on biomass and kerosene as sources of fuel.
4. Conclusions
Tannery-derived briquettes were formulated using tannery solid waste (fleshing, hair, chrome shavings and buffing dust). The briquette properties, such as particle size, presence of binder, moisture content, volatile matter, ash content and calorific value, were found to affect the quality of the briquettes. Briquettes with high moisture content such as 0.68%, 1.08% and 1.26% had the highest calorific values of 20.140 MJ/kg, 22.141 MJ/kg and 24.101 MJ/kg respectively. These briquettes were composed of high content of fleshing with a calorific value of 14.570 MJ/kg. Cassava starch, used as binder, had a calorific value of 0.159 MJ/kg and was observed to have affected the briquette calorific value and compressive strength. The ratios of solid waste to binder were 40:60, 50:50 and 100:0. Briquettes with varying particle sizes of waste were found to be of better quality than those with uniform particle sizes. The particle sizes were 0.5 mm for fleshing, chrome shavings and buffing dust, and 1.0 mm for hair. Briquettes with compressive strength of 0.2173 kN/cm2, 0.1910 kN/cm2 and 0.1742 kN/cm2 were found to be more durable with durability of 99.23%, 99.27% and 99.77% respectively. The briquette without binder was the least durable (98.12%) even though it had the highest calorific value of 24.101 MJ/kg. It is believed that a possible investigation into coal mixed with tannery solid waste will yield positive results. Future studies will also involve the use of design of experiments, thus preparing briquette compositions in such a way that the relationship between each of the components can be fully studied.
Acknowledgments
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors. The authors express their warm appreciation to the technical staff at the Research and Development, Nigerian Institute of Leather and Science Technology, Zaria-Nigeria and the Infotech Department, SIRONigeria Global Limited, Abuja-Nigeria for the typesetting of the manuscript in accordance to the journal format.
Author Contributions
Authors I.A.M. and A.O.A. conceived, designed the experiments and supervised the study. Author I.E.O. performed the experiments and wrote the initial draft of the manuscript. Author O.O.F. managed the literature search, participated in the experimental analysis, data validation and interpretation as well as the English language proof editing. Author S.I.R.O. conducted the statistical analysis, participated in the experimental/data analysis and manuscript preparation. Authors S.I.R.O. and O.O.F. critically reviewed and revised the manuscript for important intellectual content. All enlisted authors contributed substantially to the work reported and approved the final version for publication.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Atta, A.Y.; Aminu, M.; Yusuf, N.; Gano, Z.S.; Ahmed, O.U.; Fasanya, O.O. Potentials of waste to energy in Nigeria. J. Appl. Sci. Res. 2016, 12, 1–6. [Google Scholar]
- Adetunji, A.R.; Isadare, D.A.; Akinluwade, K.J.; Adewoye, O.O. Waste-to-wealth applications of cassava—A review study of industrial and agricultural applications. Adv. Res. 2015, 4, 212–229. [Google Scholar] [CrossRef]
- Sthiannopkao, S.; Wong, M.H. Handling e-waste in developed and developing countries: Initiatives, practices, and consequences. Sci. Total Environ. 2013, 463, 1147–1153. [Google Scholar] [CrossRef] [PubMed]
- Masilamani, D.; Srinivasan, V.; Ramachandran, R.K.; Gopinath, A.; Madhan, B.; Saravanan, P. Sustainable packaging materials from tannery trimming solid waste: A new paradigm in wealth from waste approaches. J. Clean. Prod. 2017, 164, 885–891. [Google Scholar] [CrossRef]
- Hu, J.; Xiao, Z.; Zhou, R.; Deng, W.; Wang, M.; Ma, S. Ecological utilization of leather tannery waste with circular economy model. J. Clean. Prod. 2011, 19, 221–228. [Google Scholar] [CrossRef]
- Ravindran, B.; Wong, J.W.; Selvam, A.; Thirunavukarasu, K.; Sekaran, G. Microbial biodegradation of proteinaceous tannery solid waste and production of a novel value added product—Metalloprotease. Bioresour. Technol. 2016, 217, 150–156. [Google Scholar] [CrossRef] [PubMed]
- Okolo, N.V.; Olowolafe, E.A.; Akawu, I.; Okoduwa, S.I.R. Effects of industrial effluents on soil resources in Challawa industrial area, Kano, Nigeria. J. Glob. Ecol. Environ. 2016, 5, 1–10. [Google Scholar]
- Jini, R.; Bijinu, B.; Baskaran, V.; Bhaskar, N. Utilization of solid wastes from tanneries as possible protein source for feed applications: Acute and sub-acute toxicological studies to assess safety of products prepared from delimed tannery fleshings. Waste Biomass Valoriz. 2016, 7, 439–446. [Google Scholar] [CrossRef]
- Juel, M.A.I.; Mizan, A.; Ahmed, T. Sustainable use of tannery sludge in brick manufacturing in Bangladesh. Waste Manag. 2017, 60, 259–269. [Google Scholar] [CrossRef] [PubMed]
- İşler, A.; Sundu, S.; Tüter, M.; Karaosmanoğlu, F. Transesterification reaction of the fat originated from solid waste of the leather industry. Waste Manag. 2010, 30, 2631–2635. [Google Scholar] [CrossRef] [PubMed]
- Lazaroiu, G.; Pană, C.; Mihaescu, L.; Cernat, A.; Negurescu, N.; Mocanu, R.; Negreanu, G. Solutions for energy recovery of animal waste from leather industry. Energy Convers. Manag. 2017. [Google Scholar] [CrossRef]
- Souza, E.A.; Silva, L.A. Energy recovery from tannery sludge wastewaters through photocatalytic hydrogen production. J. Environ. Chem. Eng. 2016, 4, 2114–2120. [Google Scholar] [CrossRef]
- Romallosa, A.R.D.; Kraft, E. Feasibility of biomass briquette production from municipal wastestreams by integrating the informal sector in the Philippine. Resources 2017, 6, 12. [Google Scholar] [CrossRef]
- Garrido, M.A.; Conesa, J.A.; Garcia, M.D. Characterization and production of fuel briquettes made from biomass and plastic wastes. Energies 2017, 10, 850. [Google Scholar] [CrossRef]
- Lubwama, M.; Yiga, V.A. Development of groundnut shells and bagasse briquettes as sustainable fuel sources for domestic cooking applications in Uganda. Renew. Energy 2017, 111, 532–542. [Google Scholar] [CrossRef]
- Merete, W.; Haddis, A.; Alemayehu, E.; Ambelu, A. The potential of coffee husk and pulp as an alternative source of environmentally friendly energy. East Afr. J. Sci. 2014, 8, 29–36. [Google Scholar]
- Rahaman, S.A.; Salam, P.A. Characterization of cold densified rice straw briquettes and the potential use of sawdust as binder. Fuel Process. Technol. 2017, 158, 9–19. [Google Scholar] [CrossRef]
- Nwabue, F.I.; Unah, U.; Itumoh, E.J. Production and characterisation of smokeless bio-coal briquettes incorporating plastic waste materials. Environ. Technol. Innov. 2017. [Google Scholar] [CrossRef]
- Ozgunay, H.; Colak, S.; Mutlu, M.M.; Akyuz, F. Characterization of leather industry wastes. Polish J. Environ. Stud. 2007, 16, 867–873. [Google Scholar]
- Wessapan, T.; Somsuk, N.; Borirak, T. Design and Development of a Compact Screw-Press Biomass Briquetting Machine for Productivity Improvement and Cost Reduction. In Proceedings of the First TSME International Conference on Mechanical Engineering, Ubon Ratchathani, Thailand, 20–22 October 2010. [Google Scholar]
- Panwar, N.L.; Rathore, N.S. Design and performance evaluation of a 5 kW producer gas stove. Biomass Bioenergy 2008, 32, 1349–1352. [Google Scholar] [CrossRef]
- Jibrin, Y.; Ibrahim, Y.V.; Sadiq, U.; Agbo, S.A.; Iliyasu, U. Core power prediction for Nigeria research reactor-1 (NIRR-1) using measurements of dose-rate and temperature. Progress Nucl. Energy 2016, 91, 256–264. [Google Scholar] [CrossRef]
- Moses, I.A.; Sonloye, S.A.; Ewa, I.O.B. Instrumental Neutron Activation Analysis (Inaa) of high ranking nigerian coals from Enugu and Okaba. Int. J. Sci. Res. Innov. Technol. 2015, 2, 60–69. [Google Scholar]
- Ndirika, V.I.O. Development and performance, evaluation of a baking oven using charcoal as source of energy. Nigeria J. Renew. Energy 1998, 12, 83–91. [Google Scholar]
- Onuegbu, T.U.; Ekpunobi, U.E.; Ogbu, I.M.; Ekeoma, M.O.; Obumselu, F.O. Comparative studies of ignition time and water boiling test of coal and biomass briquettes blend. IJRRAS 2011, 7, 153–159. [Google Scholar]
- Karunanithy, C.; Wang, Y.; Muthukumarappan, K.; Pugalendhi, S. Physiochemical characterization of briquettes made from different feedstocks. Biotechnol. Res. Int. 2012, 2012, 12. [Google Scholar] [CrossRef] [PubMed]
- Grover, P.D.; Mishra, S.K. International Workshop on Biomass Briquetting; FAO: New Delhi, India, 1995. [Google Scholar]
- Chin, O.C.; Siddiqui, K.M. Characteristics of some biomass briquettes prepared under modest die pressures. Biomass Bioenergy 2000, 18, 223–228. [Google Scholar] [CrossRef]
- Zubairu, A.; Gana, S.A. Production and characterization of briquette charcoal by carbonization of agro-waste. Energy Power 2014, 4, 41–47. [Google Scholar]
- Wang, Q.; Han, K.; Gao, J.; Li, H.; Lu, C. The pyrolysis of biomass briquettes: Effect of pyrolysis temperature and phosphorus additives on the quality and combustion of bio-char briquettes. Fuel 2017, 199, 488–496. [Google Scholar] [CrossRef]
- Chukwu, M.; Folayan, C.O.; Pam, G.Y.; Obada, D.O. Characterization of some Nigerian coals for power generation. J. Combust. 2016, 2016, 11. [Google Scholar] [CrossRef]
- Tumuru, J.S.; Sokhansanji, S.; Lim, C.J.; Bi, T.; Lau, A.; Melin, S.; Sowlati, T.; Oveisi, E. Quality of wood pellet produced in British Columbia for export. Appl. Eng. Agric. 2010, 26, 1013–1020. [Google Scholar] [CrossRef]
- Adapa, P.K.; Schoe, G.J.; Tabil, L.G.; Sokhanasanj, S.; Crerar, B. Pelleting of Fractionated Alfalfa Products; American Society of Associated Executives (ASAE): Washington, DC, USA, 2003; pp. 104–115. [Google Scholar]
- Chitedze, J.; Monzerezi, M.; Kalenga-Saka, J.D.; Steenkamp, J. Binding effect of cassava starch on the compression and mechanical properties of ibruprofen tablets. J. Appl. Pharm. Sci. 2012, 2, 31–37. [Google Scholar] [CrossRef]
- Lela, B.; Barišić, M.; Nižetić, S. Cardboard/sawdust briquettes as biomass fuel: Physical–mechanical and thermal characteristics. Waste Manag. 2016, 47, 236–245. [Google Scholar] [CrossRef] [PubMed]
- Brand, M.A.; Jacinto, R.C.; Antunes, R.; da-Cunha, A.B. Production of briquettes as a tool to optimize the use of waste from rice cultivation and industrial processing. Renew. Energy 2017, 111, 116–123. [Google Scholar] [CrossRef]
- Prasityousil, J.; Muenjina, A. Properties of solid fuel briquettes produced from rejected material of municipal waste composting. Procedia Environ. Sci. 2013, 17, 603–610. [Google Scholar] [CrossRef]
- Shuma, R.; Madyira, D.M. Production of loose biomass briquettes from agricultural and forestry residues. Procedia Manuf. 2017, 7, 98–105. [Google Scholar] [CrossRef]
- Oyelaran, O.A.; Balogun, O.; Ambali, A.O.; Abidoye, J.K. Characterization of briquette produced from tannery solid waste. J. Mater. Eng. Struct. 2017, 4, 79–86. [Google Scholar]
- Ward, B.J.; Yacob, T.W.; Montoya, L.D. Evaluation of solid fuel char briquettes from human waste. Environ. Sci. Technol. 2014, 48, 9852–9858. [Google Scholar] [CrossRef] [PubMed]
- Chatziaras, N.; Psomopoulos, C.S.; Themelis, N.J. Use of waste derived fuels in cement industry: A review. Manag. Environ. Q. Int. J. 2016, 27, 178–193. [Google Scholar] [CrossRef]
- Citrasari, N.; Pinatih, T.A.; Kuncoro, E.P.; Soegianto, A.; Salamun; Irawan, B. Potency of bio-charcoal briquette from leather cassava tubers and industrial sludge. AIP Conf. Proc. 2017, 1854, 020007. [Google Scholar]
- Onuegbu, T.U.; Ogbu, I.M.; Ejikeme, C. Comparative analyses of densities and calorific values of wood and briquettes samples prepared at moderate pressure and ambient temperature. Int. J. Plant Anim. Environ. Serv. 2011, 2, 40–45. [Google Scholar]
- Kaliyan, N.; Morey, R.V. Densification characteristics of corn cobs. Fuel Process. Technol. 2010, 91, 559–565. [Google Scholar] [CrossRef]
- Richards, S.R. Physical testing of fuel briquettes. Fuel Process. Technol. 1990, 25, 89–100. [Google Scholar] [CrossRef]
- Olorunnisola, A. Production of fuel briquettes from waste paper and coconut husk admixtures. Agric. Eng. Int. CIGR E J. 2007, 9, 1–11. [Google Scholar]
- Audu, E.B. Fuel Wood Consumption and desertification in Nigeria. Int. J. Sci. Technol. 2013, 3, 1–5. [Google Scholar]
- Nlom, J.H.; Karimov, A.A. Modeling fuel choice among households in Northern Cameroon. Sustainability 2015, 7, 9989–9999. [Google Scholar] [CrossRef]
- FAO (Food and Agriculture Organization). Global Forest Resources Assessment 2015. In How Are the World’s Forests Changing? Food and Agriculture Organization of the United Nations: Rome, Italy, 2016; pp. 1–54. [Google Scholar]
- Saad, S.; Bugaje, I.M. Biomass consumption in Nigeria: Trends and policy issues. J. Agric. Sustain. 2016, 9, 127–157. [Google Scholar]
- Adelaja, A.O.; Ojolo, S.J. Future projections for domestic consumption of dual purpose kerosene in Nigeria. Int. J. Energy Technol. Policy 2013, 9, 224–237. [Google Scholar] [CrossRef]
- NNPC (Nigerian National Petroleum Corporation). December 2015 Financial and Operartions Report; NNPC Group, Ed.; NNPC: Abuja, Nigeria, 2016. [Google Scholar]
- Desalu, O.O.; Ojo, O.O.; Ariyibi, E.K.; Kolawole, T.F.; Ogunleye, A.I. A community survey of the pattern and determinants of household sources of energy for cooking in rural and urban south western, Nigeria. Pan Afr. Med. J. 2012, 12, 1–12. [Google Scholar]
- Kuti, O.A.; Adegoke, C.O. Comparative Performance of composite sawdust briquette with kerosene fuel under domestic cooking conditions. AU JT 2008, 12, 57–61. [Google Scholar]
- NNPC. January 2016 Financial and Operations Report. In Financial and Operations Report; NNPC Group: Abuja, Nigeria, 2016. [Google Scholar]
Figure 1.
SEM Analysis Result of Pretreated Waste Samples at 15 kV × 10,000 Magnification. (a) HR; (b) FL; (c) CS; (d) BD.
Figure 1.
SEM Analysis Result of Pretreated Waste Samples at 15 kV × 10,000 Magnification. (a) HR; (b) FL; (c) CS; (d) BD.
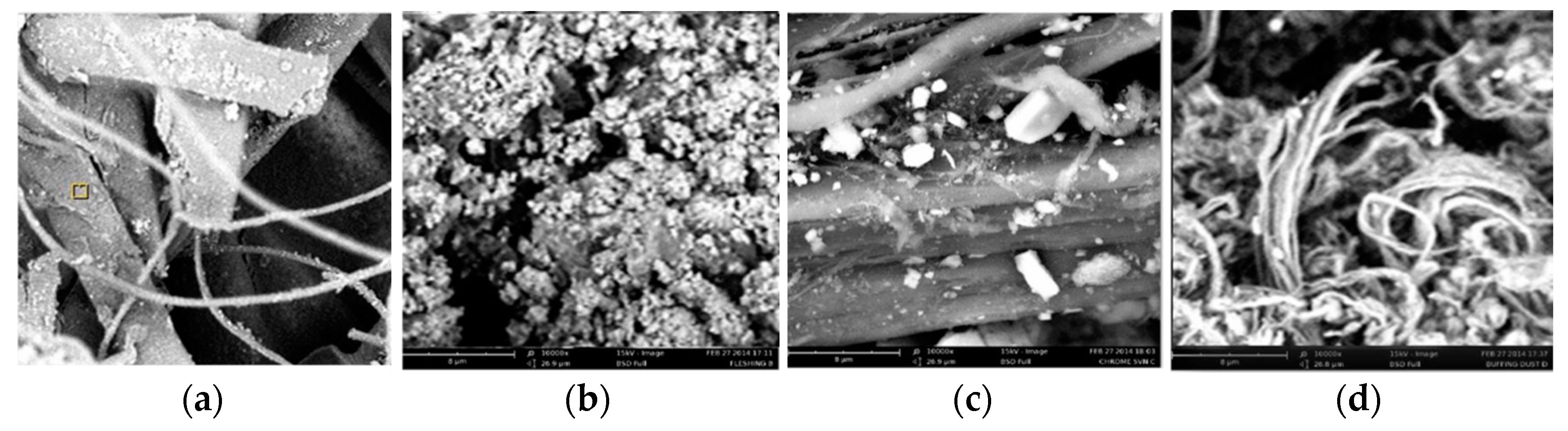
Figure 2.
SEM Analysis Result of Carbonized Pre-treated Waste Samples at 15 kV × 8000 Magnification. (a) Carbonized HR; (b) Carbonized FL; (c) Carbonized CS; (d) Carbonized BD.
Figure 2.
SEM Analysis Result of Carbonized Pre-treated Waste Samples at 15 kV × 8000 Magnification. (a) Carbonized HR; (b) Carbonized FL; (c) Carbonized CS; (d) Carbonized BD.
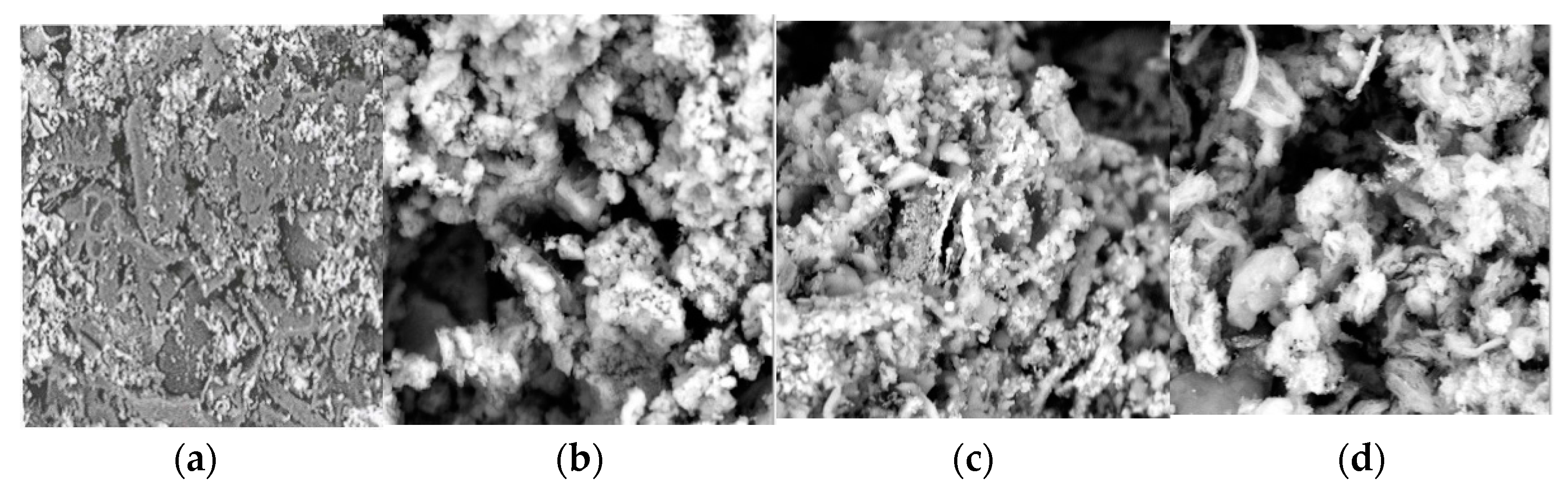
Figure 3.
Briquettes from Tannery Solid Waste.

Figure 4.
Plot of Calorific Value, Thermal efficiency and water boiling time.
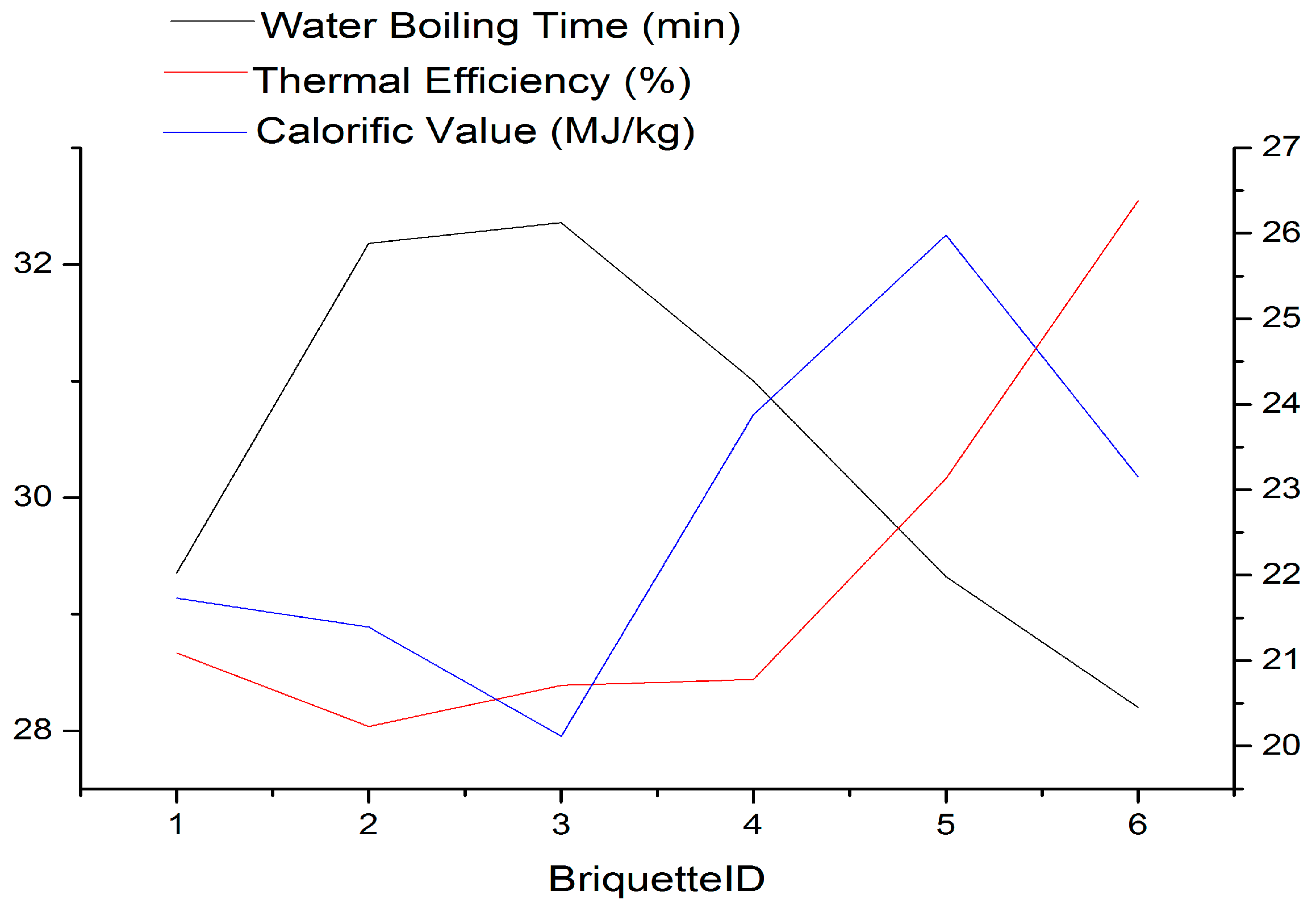
Figure 5.
Percentage of Wood used as fuel by top ten, feller of trees worldwide. Data adapted from FAO [49].
Figure 5.
Percentage of Wood used as fuel by top ten, feller of trees worldwide. Data adapted from FAO [49].
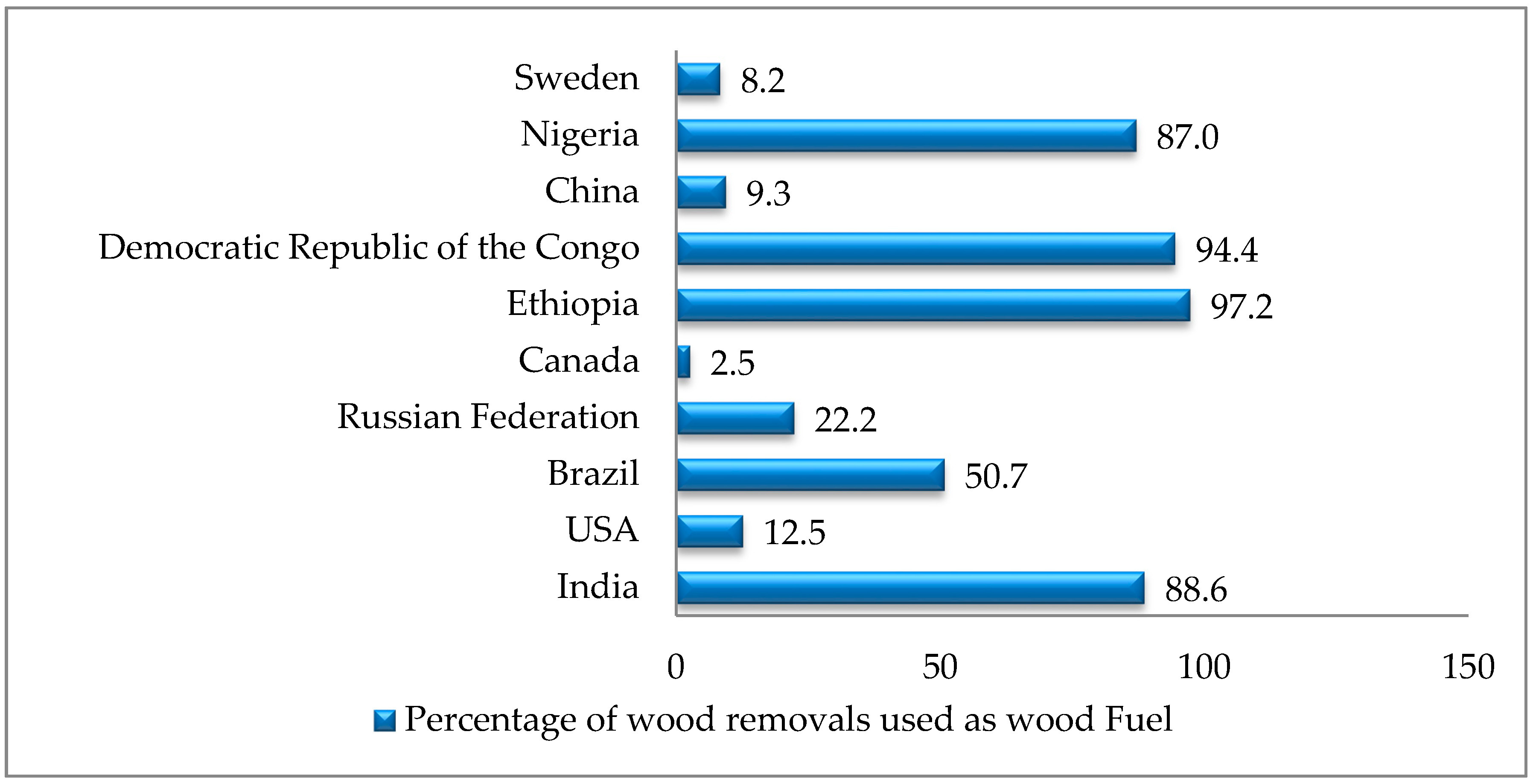
Figure 6.
Comparison of DPK produced locally and DPK sold in 2015. Data adapted from NNPC January 2016 Financial and Operation Report [55]. DPK: Demand for dual-purpose kerosene.
Figure 6.
Comparison of DPK produced locally and DPK sold in 2015. Data adapted from NNPC January 2016 Financial and Operation Report [55]. DPK: Demand for dual-purpose kerosene.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Ultimate Analysis of Pretreated Waste Samples Result.
| Element | HR (mg/kg) | FL (mg/kg) | CS (mg/kg) | BD (mg/kg) |
|---|---|---|---|---|
| Mg | BDL | 6770.00 ± 528.00 | BDL | BDL |
| Al | 122.00 ± 9.00 | 15,190.00 ± 198.00 | 2129.00 ± 134.00 | 9612.00 ± 87.00 |
| Cl | 2007.00 ± 32.00 | 4118.00 ± 58.00 | 68,580.00 ± 274.00 | 1612.00 ± 34.00 |
| Ca | 3055.00 ± 238.00 | 372,300.00 ± 3351.00 | 31,440.00 ± 1321.00 | 650.00 ± 126.00 |
| V | BDL | 13.40 ± 1.30 | 60.60 ± 3.40 | 8.70 ± 0.70 |
| Mn | 4.70 ± 0.10 | 157.00 ± 1.00 | NA | 5.80 ± 0.10 |
| Na | 2413 ± 10 | 5820.00 ± 12.00 | 6562.00 ± 7.00 | 3054.00 ± 9.00 |
| Sr | BDL | 383.00 ± 21.00 | NA | BDL |
| K | 663 ± 114 | 1259.00 ± 180.00 | BDL | BDL |
| La | BDL | 1.50 ± 0.10 | BDL | 7.10 ± 0.20 |
| Sm | BDL | 0.16 ± 0.02 | 0.22 ± 0.05 | 0.94 ± 0.04 |
| Sc | 0.09 ± 0.01 | 0.51 ± 0.02 | 0.43 ± 0.02 | 1.15 ± 0.02 |
| Cr | 19.9 ± 0.3 | 46.70 ± 0.50 | 4909.00 ± 5.00 | 4441.00 ± 4.00 |
| Fe | 387 ± 40 | 4153.00 ± 75.00 | 903.00 ± 57.00 | 836.00 ± 50.00 |
| Co | BDL | 0.23 ± 0.02 | 0.08 ± 0.02 | 0.16 ± 0.02 |
| Zn | 82 ± 5 | 187.00 ± 6.00 | 33.00 ± 4.00 | 29.00 ± 3.00 |
| Br | 1.8 ± 0.2 | 1.10 ± 0.20 | 9.40 ± 0.30 | 0.90 ± 0.10 |
| Rb | 6 ± 2 | 6.50 ± 1.50 | BDL | 4.70 ± 1.40 |
| Sb | BDL | BDL | 0.03 ±0.01 | BDL |
| Ba | BDL | 56.00 ± 13.00 | BDL | BDL |
| Eu | BDL | BDL | BDL | 0.21 ± 0.04 |
| Yb | BDL | 0.34 ± 0.06 | BDL | BDL |
| Th | BDL | 0.12 ± 0.01 | 0.21 ± 0.04 | 0.16 ± 0.03 |
BDL-beyond detection limit. 3.2. Scanning Electron Microscopic (SEM).
Table 2.
Formulations for Briquette Molding.
| Briquette ID | HR (g) | FL (g) | CS (g) | BD (g) | ST (g) |
|---|---|---|---|---|---|
| 1 | 10 | 10 | 10 | 10 | 60 |
| 2 | 15 | 10 | 5 | 10 | 60 |
| 3 | 5 | 15 | 15 | 5 | 60 |
| 4 | 15 | 25 | 5 | 5 | 50 |
| 5 | 20 | 50 | 15 | 15 | 0 |
| 6 | 10 | 10 | 10 | 10 | 60 |
Table 3.
Proximate Analysis of Pretreated Waste Samples Result.
| SAMPLES | pH | MC (wt. %) | VM (wt. %) | AC (wt. %) | FC (wt. %) | CV (MJ/kg) |
|---|---|---|---|---|---|---|
| HR | 9.57 | 4.98 | 9.70 | 2.78 | 82.54 | 9.08 |
| FL | 11.60 | 6.75 | 14.50 | 3.45 | 75.96 | 14.57 |
| CS | 4.13 | 5.90 | 10.09 | 2.53 | 81.48 | 10.69 |
| BD | 5.37 | 1.02 | 9.41 | 2.35 | 87.22 | 11.78 |
MC = Moisture content, VM = Volatile Matter, AC = Ash Content, FC = Fixed Carbon, CV = Calorific Value.
Table 4.
Proximate Analysis of Briquettes Samples Result.
| Briquette ID | MC (wt. %) | VM (wt. %) | AC (wt. %) | FC (wt. %) | CV (MJ/kg) |
|---|---|---|---|---|---|
| 1 | 0.68 | 2.17 | 3.06 | 94.09 | 20.14 |
| 2 | 0.53 | 2.27 | 3.14 | 92.38 | 19.82 |
| 3 | 0.95 | 2.76 | 3.9 | 93.23 | 18.63 |
| 4 | 1.08 | 1.84 | 2.93 | 94.13 | 22.14 |
| 5 | 1.26 | 2.14 | 3.37 | 93.22 | 24.1 |
| 6 | 0.38 | 1.9 | 3.11 | 94.61 | 21.46 |
MC = Moisture content, VM = Volatile Matter, AC = Ash Content, FC = Fixed Carbon, CV = Calorific Value.
Table 5.
Mechanical Properties of Briquettes Samples Result.
| Briquette ID | Weight of Briquette (g) | Bulk Density (kg/cm³) | Compressive Strength (kN/cm²) | Durability Test (wt. %) |
|---|---|---|---|---|
| 1 | 72.08 ± 0.07 f | 0.70 ± 0.03 c | 0.22 ± 0.02 d | 99.23 |
| 2 | 66.01 ± 0.05 a | 0.65 ± 0.01 b | 0.17 ± 0.01 c | 99.77 |
| 3 | 68.50 ± 0.14 c | 0.67 ± 0.01 b | 0.19 ± 0.01 c | 99.27 |
| 4 | 69.50 ± 0.31 d | 0.64 ± 0.01 b | 0.12 ± 0.01 b | 98.94 |
| 5 | 66.74 ± 0.25 b | 0.60 ± 0.02 a | 0.11 ± 0.01 b | 98.12 |
| 6 | 71.25 ± 0.28 e | 0.71 ± 0.02 c | 0.06 ± 0.01 a | 98.68 |
Values are mean ± SD of 3 determinants. Values with different superscript down the column indicate significant difference (p < 0.05).
Table 6.
Calorific values of other waste derived briquettes.
| Waste Composed Briquette | Calorific Value (MJ/kg) | Source |
|---|---|---|
| Cardboard and Saw dust | 16.94 | [35] |
| Rice Husk | 17.04 | [36] |
| Rice Straw | 17.98 | [36] |
| 90%Rice Straw + 10% Rice Husk Ash | 17.01 | [36] |
| Groundnut shells and bagasse | 22.5 | [15] |
| Waste compost | 22.42 | [37] |
| Sugar cane leaves (cow dung binder) | 19.11 | [38] |
| Waste Plastic and Coal | 19.27 | [18] |
| Buffing Dust of Total Solid Wastes | 20.17 | [39] |
| Human Waste | 25.1 | [40] |
| Used Tire | 23.02 | [41] |
| Industrial Plastic | 18.21 | [41] |
| Waste Oil | 14.65 | [41] |
| Paper and saw dust | 16.68 | [13] |
| Leather and Sludge | 7.68 | [42] |
| Elephant grass blended with 50% coal | 18.53 | [43] |
| Gmelina Arborea | 18.6 | [43] |
Table 7.
Energy Evaluation Analysis of Briquettes Samples Result.
| Sample | Weight of Briquette (g) | Volume of Water (I) | Ignition Time (min) | Water Boiling Time (min) | Burning Rate (g/min) | Thermal Efficiency (%) |
|---|---|---|---|---|---|---|
| 1 | 150 | 100 | 15.33 ± 0.71 d | 29.35 ± 0.21 b | 0.13 ± 0.02 a | 21.09 |
| 2 | 150 | 100 | 15.07 ± 0.38 d | 32.18 ± 0.31 d | 0.12 ± 0.01 a | 20.23 |
| 3 | 150 | 100 | 17.00 ± 0.26 e | 32.18 ± 0.31 d | 0.16 ± 0.01 b | 20.71 |
| 4 | 150 | 100 | 12.10 ± 0.46 b | 31.00 ± 0.52 c | 0.18 ± 0.02 b | 20.78 |
| 5 | 150 | 100 | 13.40 ± 0.75 c | 29.32 ± 0.40 b | 0.17 ± 0.01 b | 23.13 |
| 6 | 150 | 100 | 9.23 ± 0.45 a | 28.20 ± 0.23 a | 0.13 ± 0.01 a | 26.38 |
Values are mean ± SD of 3 determinants. Values with different superscript down the column indicate significant difference (p < 0.05).
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Onukak, I.E.; Mohammed-Dabo, I.A.; Ameh, A.O.; Okoduwa, S.I.R.; Fasanya, O.O. Production and Characterization of Biomass Briquettes from Tannery Solid Waste. Recycling 2017, 2, 17. https://doi.org/10.3390/recycling2040017
AMA Style
Onukak IE, Mohammed-Dabo IA, Ameh AO, Okoduwa SIR, Fasanya OO. Production and Characterization of Biomass Briquettes from Tannery Solid Waste. Recycling. 2017; 2(4):17. https://doi.org/10.3390/recycling2040017
Chicago/Turabian StyleOnukak, Imeh E., Ibrahim A. Mohammed-Dabo, Alewo O. Ameh, Stanley I.R. Okoduwa, and Opeoluwa O. Fasanya. 2017. "Production and Characterization of Biomass Briquettes from Tannery Solid Waste" Recycling 2, no. 4: 17. https://doi.org/10.3390/recycling2040017