Preparation and Performance of Ecofriendly Epoxy/Multilayer Graphene Oxide Composites with Flame-Retardant Functional Groups



Green Flame Retardant Material Research Laboratory, Department of Safety, Health and Environmental Engineering, Hung-Kuang University, Taichung 433, Taiwan
*
Author to whom correspondence should be addressed.
J. Compos. Sci. 2018, 2(2), 18; https://doi.org/10.3390/jcs2020018
Submission received: 23 January 2018
/
Revised: 16 March 2018
/
Accepted: 21 March 2018
/
Published: 23 March 2018
(This article belongs to the Special Issue Manufacturing, Characterisation and Properties of Advanced Nanocomposites)
Abstract
:This study aimed to prepare ecofriendly flame retardants. Using the –OH and –COOH functional groups of multilayer graphene oxide (GO) for the hydrolytic condensation of tetraethoxysilane (TEOS), TEOS was grafted onto GO to form Si-GO. Subsequently, p-aminophenol (AP) was grafted onto Si-GO to produce Si-GA, forming composite materials with epoxy (EP). The structures and properties of the composite materials were examined with Fourier-transform infrared spectroscopy (FTIR), thermogravimetric analysis (TGA), and the limiting oxygen index (LOI). In terms of structure, FTIR observed two characteristic peaks of Si-GO, namely Si–O–C and Si-O-Si, indicating that TEOS was successfully grafted onto GO. TGA was used to determine the thermal stability of the epoxy/Si-GA composites; with the increase in Si-GA, the char yield of the materials increased from 15.6 wt % (pure epoxy) to 25 wt % (epoxy/10 wt % Si-GA), indicating that Si-GA effectively enhanced the thermal stability of the epoxy matrix. Lastly, the flame retardant tests determined that the LOI value rose from 19% (pure epoxy) to 26% (epoxy/10 wt % Si-GA), proving that graphene with modified silicon can be used to enhance the flame retardancy of epoxy.
1. Introduction
Polymer materials have a wide range of applications. However, their popularity has also necessitated the development of their flame resistance, either by increasing the flame retardancy of a material itself, or through the addition of flame retardants. Epoxy is a type of thermosetting polymer that has been widely applied in numerous fields including adhesives, coatings, package-on-package, electrical insulation, and composite materials [1,2]. However, although epoxies are high performance materials with excellent mechanical and chemical properties, they are also highly combustible. This has actuated the demand for flame-proof epoxy, of which the most widely researched are epoxies that are both incombustible and halogen-free in accordance with the WEEE (Waste Electrical and Electronic Equipment) and RoHS (Restriction of Hazardous Substances) directives [3,4,5]. In recent years, the call for “halogen free” products, initiated by the European Union, has had a considerable effect on the plastics industry, because more than 50% of their products use flame retardants containing halogen. The demands for halogen-free flame retardants, coupled with the used of nanotechnologies, will indirectly lead to improvements in material incombustibility [6,7]. This indicates the immense business opportunities behind such successful research, which has triggered fierce competition worldwide regarding related research.
Graphene is one kind of nanomaterial with distinctive physical, chemical, and mechanical properties, such as high electron mobility, high mechanical strength, and high thermal conductivity, which makes graphene one of the most favorable choices for fabricating composite materials with polymers matrix [8,9]. As the addition of graphene is known to substantially improve the mechanical, electrical, and thermal properties of the material, research has proved that adding even miniscule amounts of graphene can effectively increase the flame retardant property of materials [10,11]. The agglomeration of graphene sheets due to the strong van der Waals forces among their sheets and the weak compatibility with most of polymer matrices had been fundamental roadblocks that restricted its potential as a reinforcing agent [12]. Surface modification of graphene by adding functional groups is an effective way to reduce the tendency to agglomerate [13]. In addition, functionalization increases the graphene compatibility with specific polymers improving the reinforcing effect [14]. Graphene was grafted flame retardant components or functional groups on its surfaces to possess better thermal stability and flame retardant properties [15,16,17,18]. In our study, we also proved that functionalized graphene nanosheets were well dispersed in organic solvents, meaning that the modified fillers will be uniformly dispersed in polymer matrix [19].
In the present study, varying percentages of modified graphene oxide (GO) were added to epoxy matrix, which then underwent Fourier-transform infrared spectroscopy (FTIR), thermogravimetric analysis (TGA), and limiting oxygen index (LOI) to determine their properties and render them useful for future applications.
2. Experimental
2.1. Materials
Multilayer graphene nanosheets (Knano Graphene Technology Corporation Limited, Xiamen, China) were used as the starting material for the preparation of graphene nanosheets oxide. The graphene nanosheets had a thickness of 5–15 nm, a purity of 99.5%, and a density of 2.25 g/cm3. Diglycidyl ether of bisphenol-A (DGEBA type) was provided from Chang Chun Petrochemical Co., Ltd., Miali, Taiwan. 4,4′-diaminodiphenylmethane (DDM) was purchased from Acros Chemical Co., Mullica Hill, NJ, USA. Sulfuric acid (95.7 wt %), phosphorous acid (85 wt %), hydrogen chloride (37 wt %), ethanol (95 wt %), hydrogen peroxide (31 wt %) and potassium permanganate were purchased from Echo Chemical Co. Ltd., Miali, Taiwan. Tetraethyl silicate (TEOS) was purchased from Sigma-Aldrich Co. St. Louis, MI, USA. p-Aminophenol (AP) was purchased from Alfa Aesar Co., Ward Hill, MA, USA.
2.2. Preparation of GO
Four 400 mL serum vials, each containing 3 g of multilayer graphene nanosheets and filled with 400 mL of ethanol, were ultrasonicated for 4 h (water level > 400 mL, water changed every 1 h). After suction filtration, the contents were evenly dispersed on a rectangular aluminum plate, placed in an oven, and heated overnight at 80 °C. In an ice bath inside a fume hood, 3 g of multilayer graphene nanosheets was added into a mixture of sulfuric acid and phosphoric acid at a 9:1 volume ratio (360 mL:40 mL), followed by 18 g of potassium permanganate as a strong oxidant, and stirred for 12 h under ice bath. Subsequently, this was slowly added with 400 mL of deionized (DI) water in an ice bath against the fuming and exothermic reaction, and then 3 mL of 35% hydrogen peroxide was added dropwise. The mixture subsequently underwent centrifugal filtration at 6000 rpm, and was washed with DI water for 20 min several times. The filtered GO was then placed in an ice bath and added in sequence with 200 mL of water, 200 mL of hydrochloric acid, and 200 mL of ethanol (600 mL in total), stirred for 1 h, centrifugally filtered at 6000 rpm, and washed with ethanol for 20 min several times. Finally, the filtered material was washed with 200 mL of ethanol under suction filtration several times, and heated in a vacuum oven overnight at 80 °C; thus, the preparation of GO was completed.
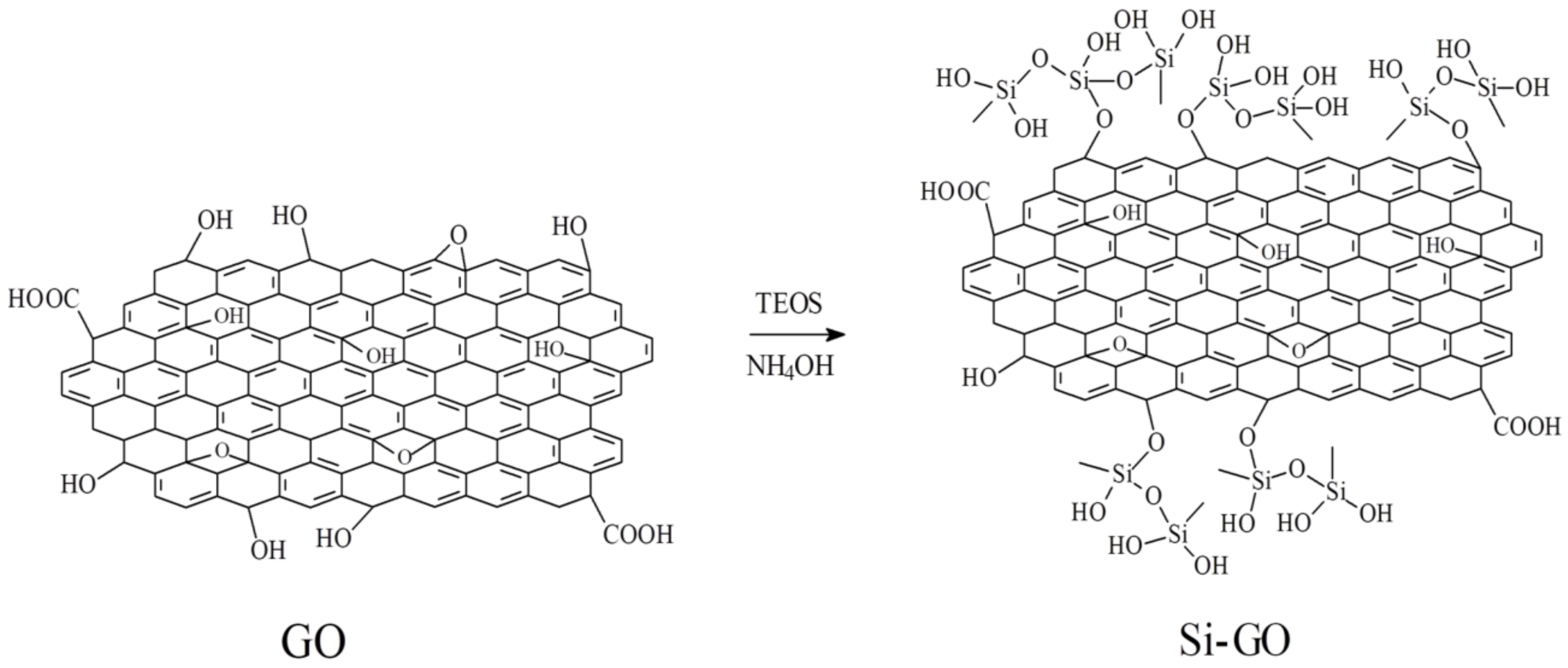
2.3. Preparation of Si-GO
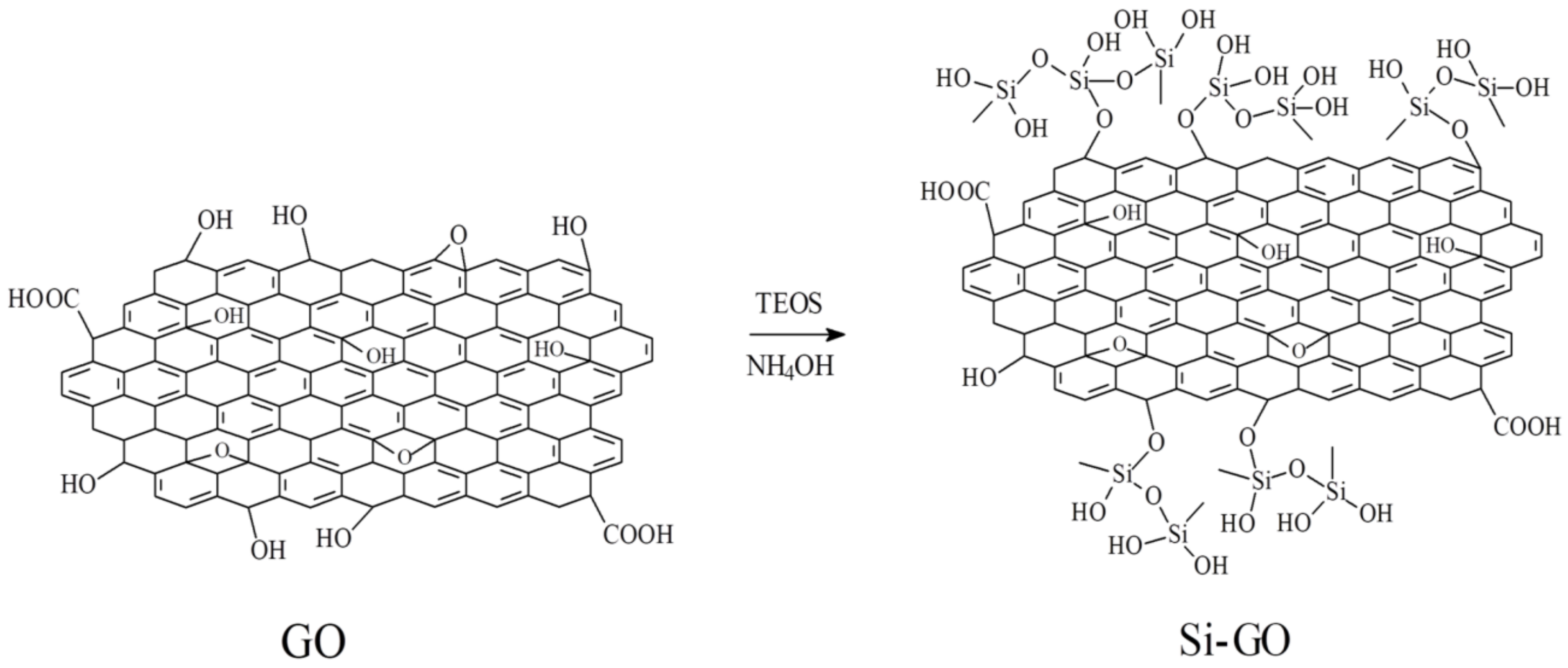
GO (0.4 g) was added into 150 mL of an ethanol–DI water mixture (volume ratio = 5:1), which then underwent ultrasonication for 30 min. Subsequently, 5.6 mL of ammonia was added as a catalyst and stirred to form a stable and evenly mixed suspension. Subsequently, 1.5 mL of TEOS was added to the suspension, which then underwent ultrasonication for 30 min, and was left at room temperature for 15 h before receiving centrifugal filtration at 6000 rpm. The filtered substance was then washed with ethanol several times and dried overnight in a vacuum oven at 60 °C. Thus; the preparation of Si-GO was completed. The reaction equation is as shown in Scheme 1:
2.4. Preparation of the Epoxy/Si-GA Composite
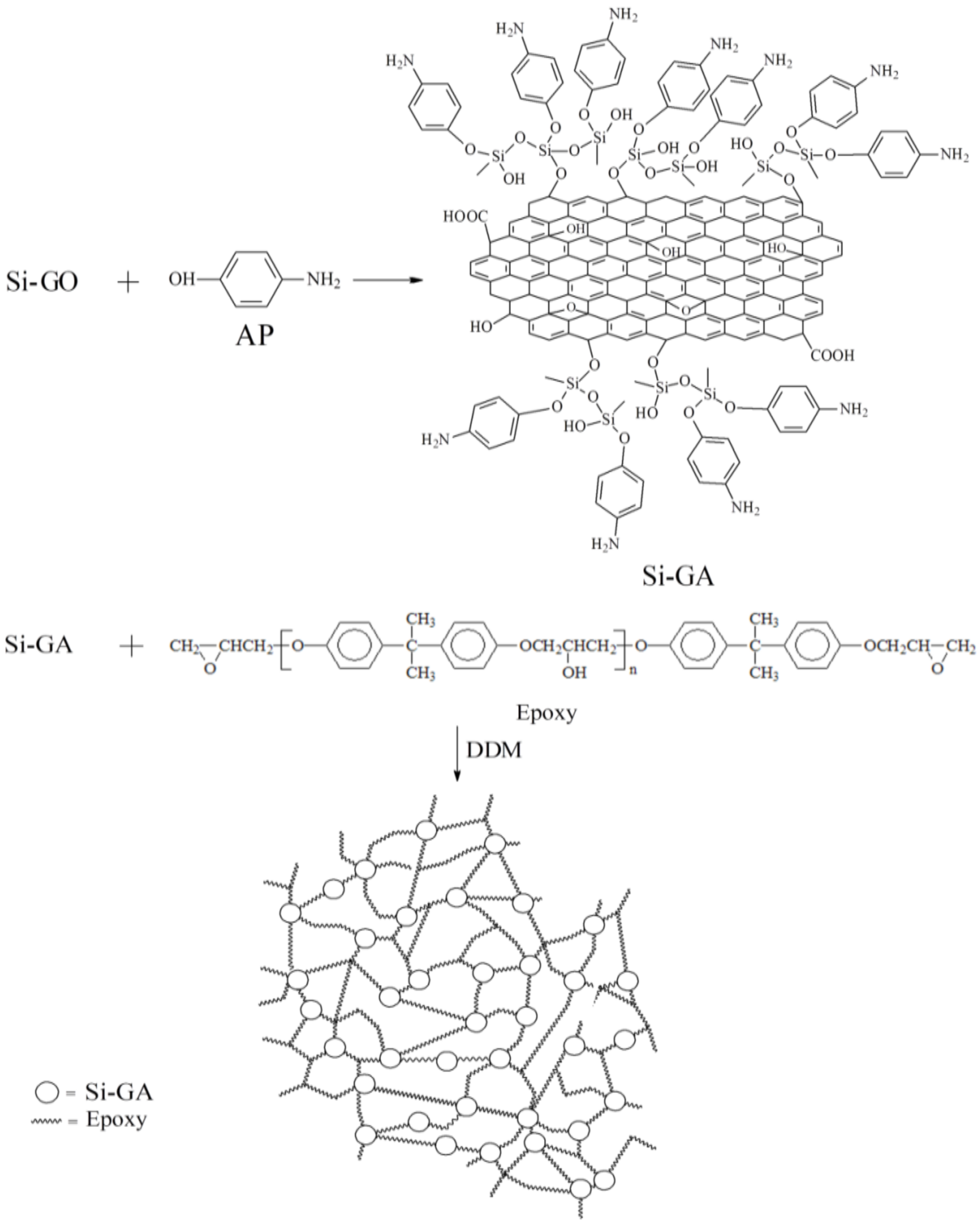
In a serum vial, 0.3 g of Si-GO was mixed with 1 g of AP, and mechanically mixed and stirred with ethanol at 50 °C for 3 h to form Si-GA. Specimens of Si-GA at 1 wt %, 5 wt %, and 10 wt % were then mixed into 10 g epoxy, and mechanically stirred with 1.38 g of DDM (weight ratio = DDM/epoxy = 0.138) as the curing agent. Subsequently, each of the mixed specimens was poured onto an aluminum plate, and placed in an oven to be heated for 2 h at 180 °C; the resulting material was a cured epoxy/Si-GA composite. The reaction scheme was shown in Scheme 2. Epoxy/Si-GO composite was prepared by the same process without AP, which was used as the comparison.
2.5. Measurements
The FTIR spectra of the materials were obtained between 4000–400 cm−1 using a Nicolet Avatar 320 FT-IR spectrometer from ALT (Alexandria, VA, USA). Thin films were prepared by solution-casting. A minimum of 32 scans were signal-averaged with a resolution of 2 cm−1.
X-ray photoelectron spectra (XPS) were recorded using a PHI Quantera SXM/Auger (Ulvac-Phi. Inc., Chigasaki, Kanagawa, Japan), with Al Ka excitation radiation (hv = 1486.6 eV). The pressure in the analyzer was maintained at around 6.7 × 10−7 Pa. XPS data was processed using a DS 300 data system (Ulvac-Phi. Inc., Chigasaki, Kanagawa, Japan).
The thermal degradation of the composites was examined using a thermogravimetric analyzer (TGA) (Perkin Elmer TGA 7, Waltham, MA, USA) from room temperature to 800 °C at a heating rate of 10 °C/min in an atmosphere of nitrogen. The measurements were made on 6–10 mg samples.
The LOI test was carried out following the ASTM (American Society for Testing and Materials) D 2863 Oxygen Index Method. The epoxy/Si-GA composites were put into the oven for 1 and 5 min at 600 °C, respectively. The resulting chars of the samples were tested by Raman spectra. Raman spectra were recorded using a Lab Ram I confocal Raman spectrometer (Montpellier Cedex, France). An He-Ne laser with a laser power of about 15 mW at the sample surface was utilized to provide an excitation wavelength of 632.8 nm. A holographic notch filter reflected the exciting line into an Olympus BX40 microscope, Olympus, Tokyo, Japan.
3. Results and Discussion
3.1. Characterization of Grafting Reaction
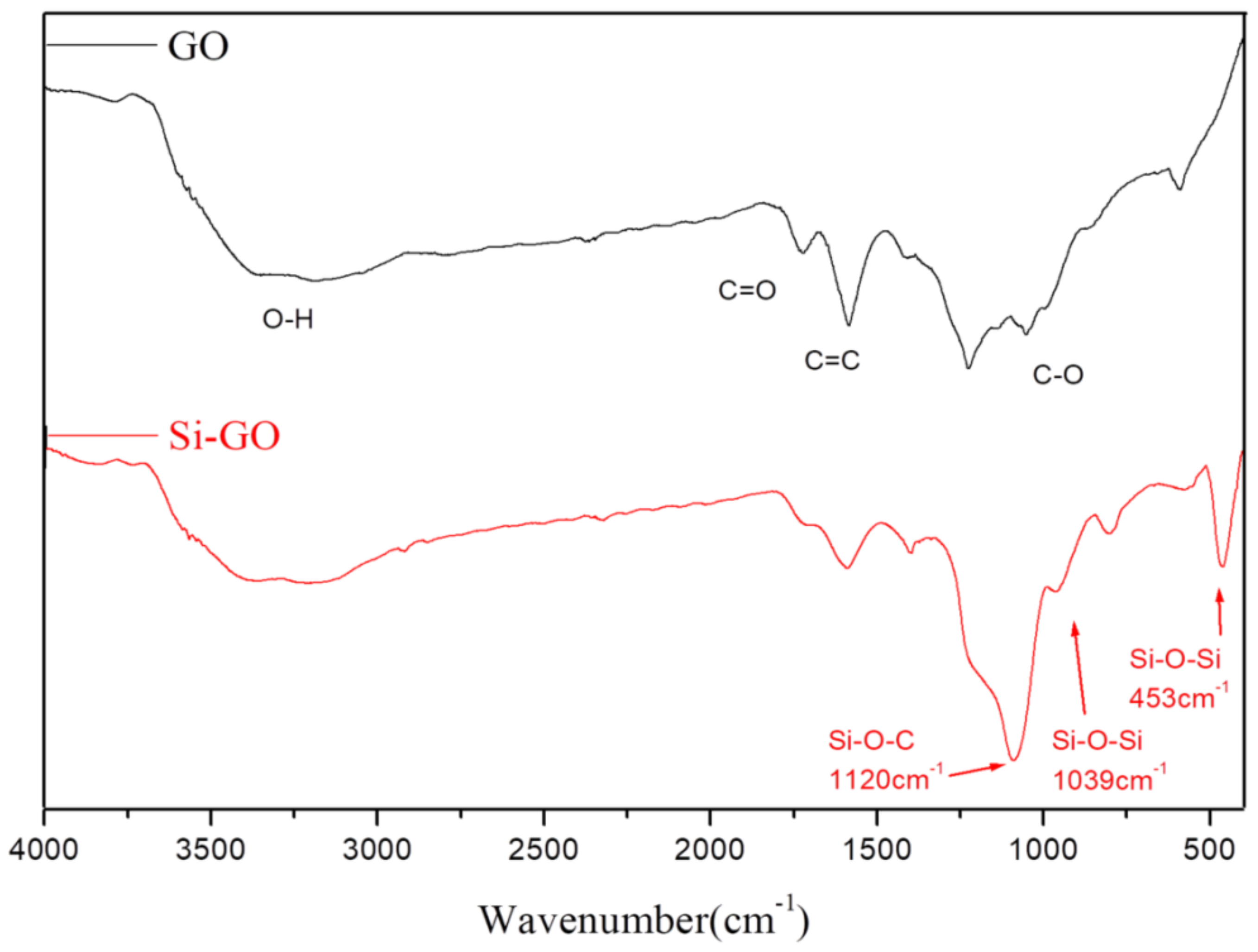
FTIR was employed to determine the structure of the specimens, and monitor the changes of the functional group during the reaction. Figure 1 shows the results for GO and Si-GO, and indicates that the characteristic absorption peaks of Si-GO functional groups were observed at 1120 cm−1 (Si–O–C), 1039 cm−1 (Si–O–Si), and 453 cm−1 (Si–O–Si) [20,21,22,23]. The presence of the Si–O–Si and Si–O–C functional groups in the infrared spectrum of Si-GO suggests that TEOS had been grafted onto GO.
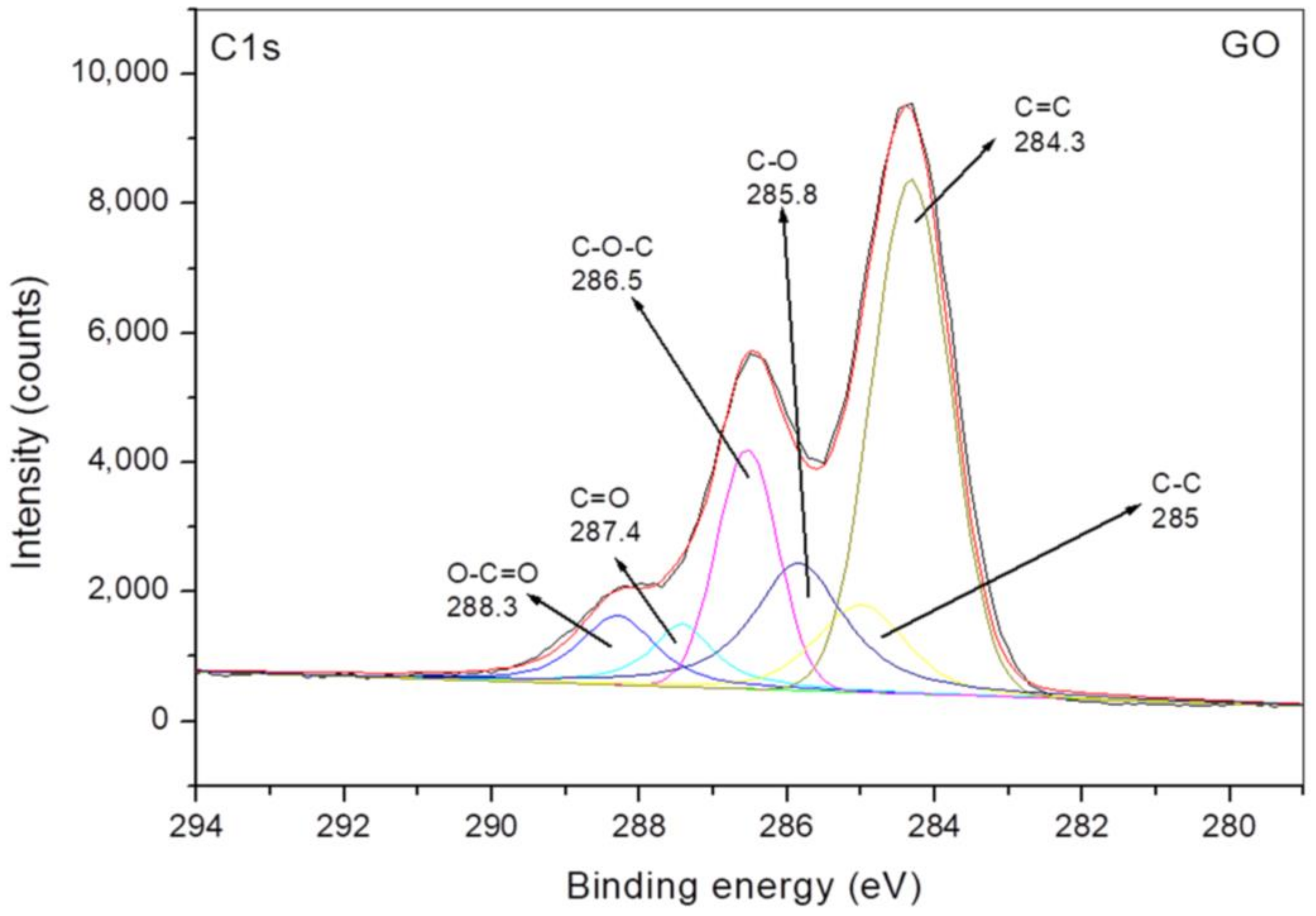
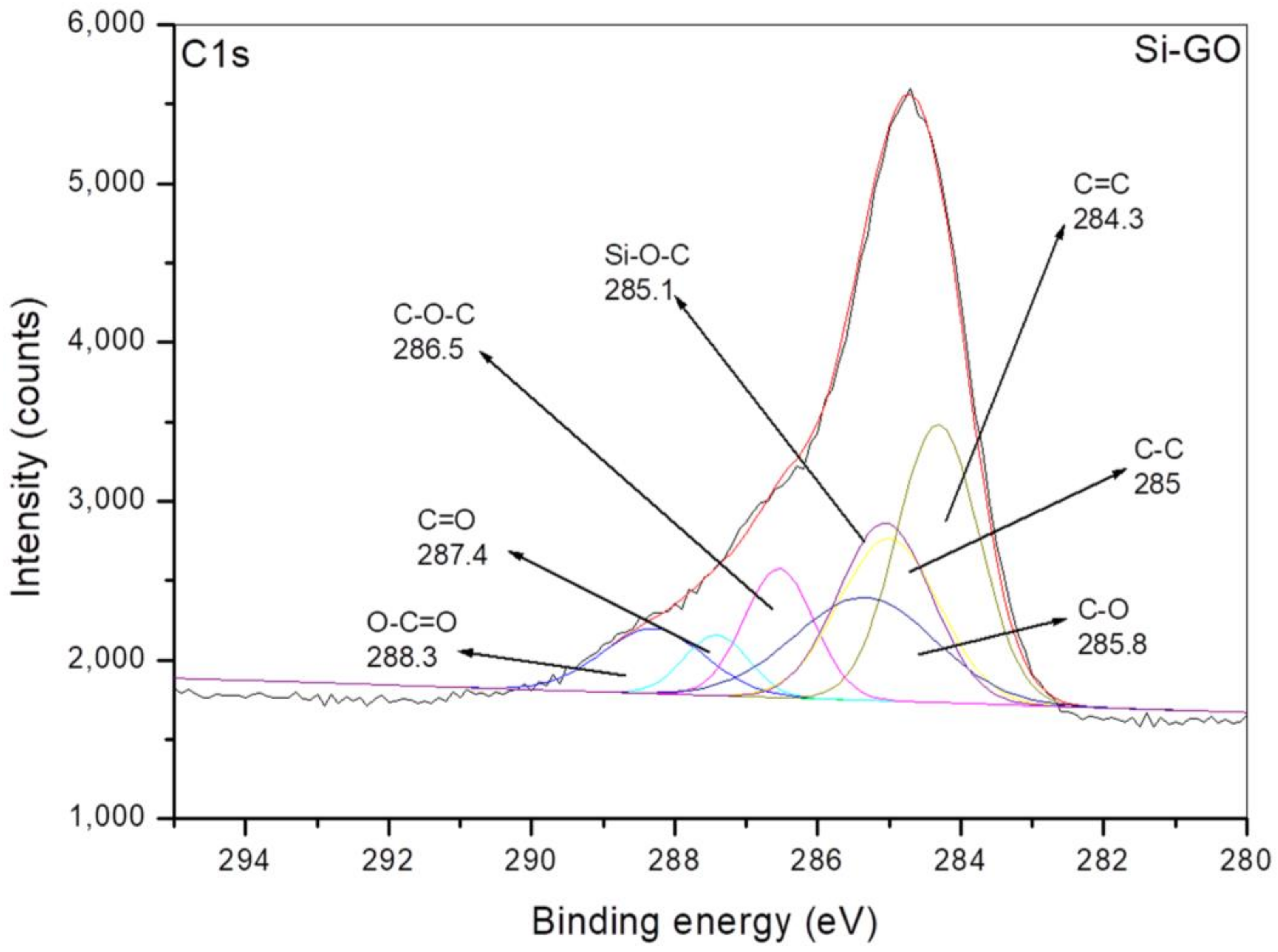
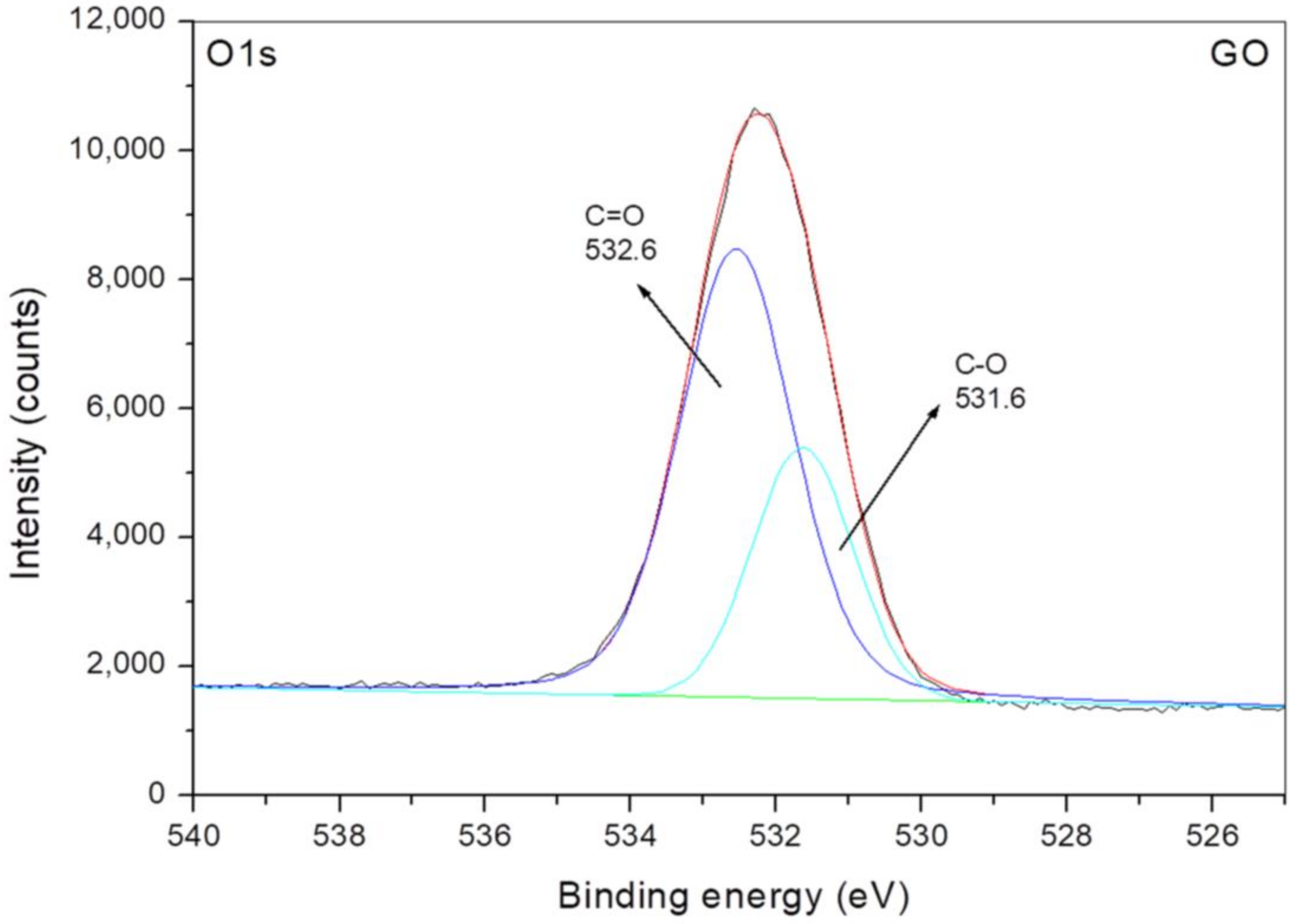
X-ray photoelectron spectroscopy (XPS) was employed to determine the surface compositions of GO and Si-GO. Figure 2 and Figure 3 are the XPS C1s spectra of GO and Si-GO, respectively. Similarly, Figure 4 and Figure 5 are the XPS O1s spectra of GO and Si-GO, respectively.
In Figure 2 of C1s spectra of GO, the characteristic peaks of C–C and C=C appear at 285 eV and 284.3 eV, respectively. Moreover, oxygen-carrying functional groups of O–C=O, C=O, C–O–C, and C–O are observed at 288.3 eV, 287.4 eV, 286.5 eV, and 285.8 eV, respectively. This proves that multilayer graphene nanosheets had been successfully oxidized [24,25]. In Figure 3 for C1s spectra of Si-GO, a new peak of Si–O–C appears at 285.1 eV, indicating that the silicon-carrying TEOS had been grafted onto the surface of GO through a condensation reaction. Furthermore, the facts that the peaks of C–O and C=O are observed at 532.6 eV and 531.6 eV, respectively, in Figure 4 for O1s spectra of GO, and peaks of Si–O–C and Si–O–Si are observed at 533.5 eV and 533 eV [25], respectively, in Figure 5 for O1s spectra of Si-GO, verifies that the silicon-and oxygen-carrying TEOS had been successfully grafted onto GO.
3.2. Thermal Properties of Epoxy/Si-GA Composites
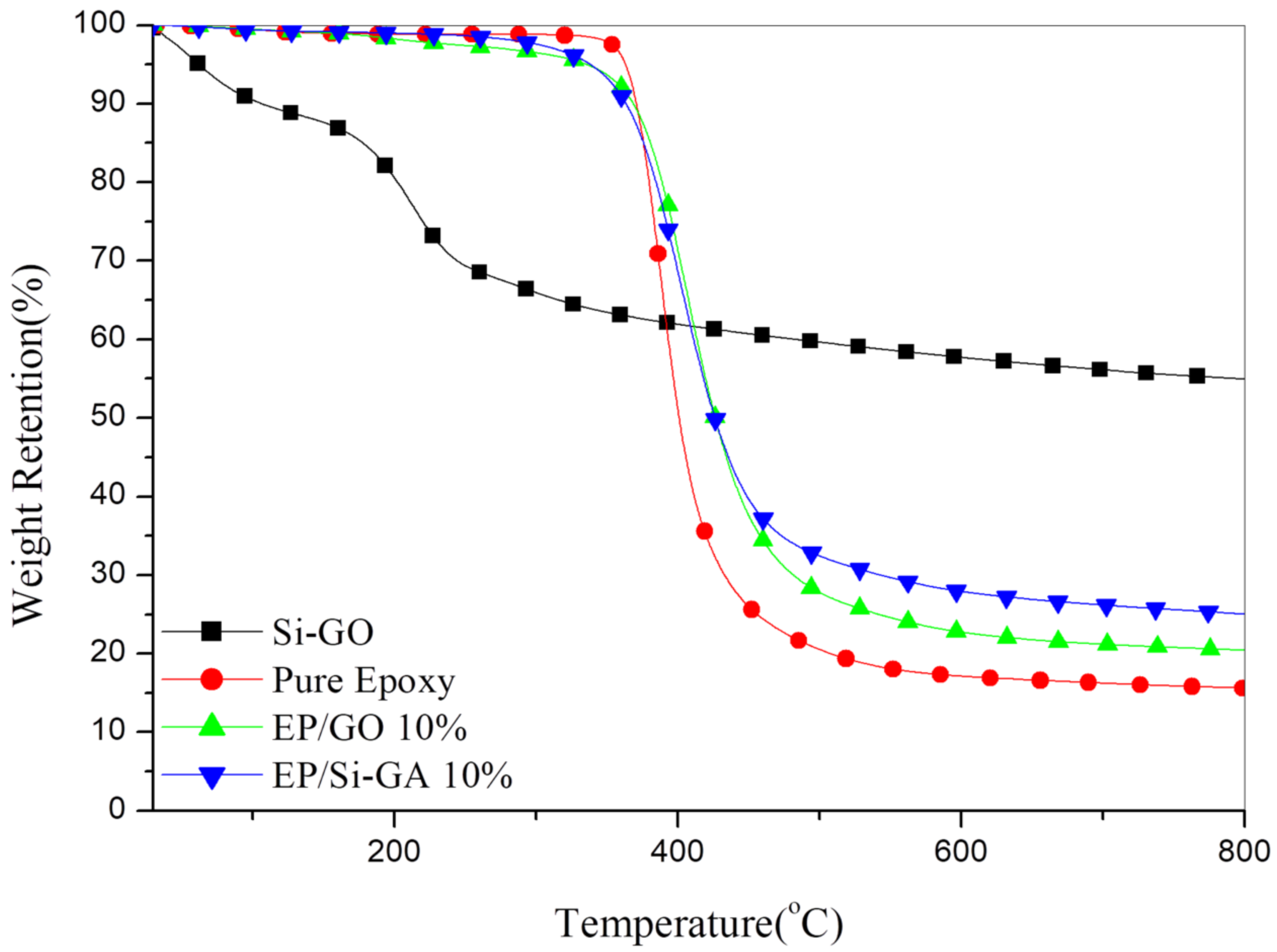
TGA was employed to determine the thermal stability through thermogravimetric weight loss–temperature curves of the specimens at 800 °C. Figure 6 shows the TGA results of the thermal stability test of the composite materials for Si-GO, pure epoxy, 10 wt % of epoxy/GO, and 10 wt % of epoxy/Si-GA under a nitrogen-filled environment and 20 °C/min heating rate.
There were two steps of thermal degradation for Si-GO from Figure 6. At temperatures below 200 °C, it may be caused by the physical adsorption of moisture on the carbon plane or by the hydrogen bonding of water molecules with the carbon planar structure. Above 200 °C, it could be the dehydration of hydroxyl functional groups of TEOS, and it would lead to the loss of the weight. At 800 °C, the char yield of Si-GO was 54.9 wt %. Because graphene has a relatively large surface area, it created more char and helped improve the thermal stability of the materials. The char yield of epoxy/Si-GA (10 wt %) was 25.0 wt %, which was higher than the 20.4 wt % of epoxy/GO (10 wt %). The addition of AP into epoxy matrix could improve the dispersion of Si-GO in the composite. AP was used as a coupling agent to connect epoxy with Si-GO together. The combination of SiO2 and GO further enhanced the thermal stability of Si-GA because a layer of SiO2 was formed on the surface of GO, which prevented thermal degradation from occurring. This verified that the grafting of silicon-containing structures onto GO effectively improved the thermal stability of GO composite materials.
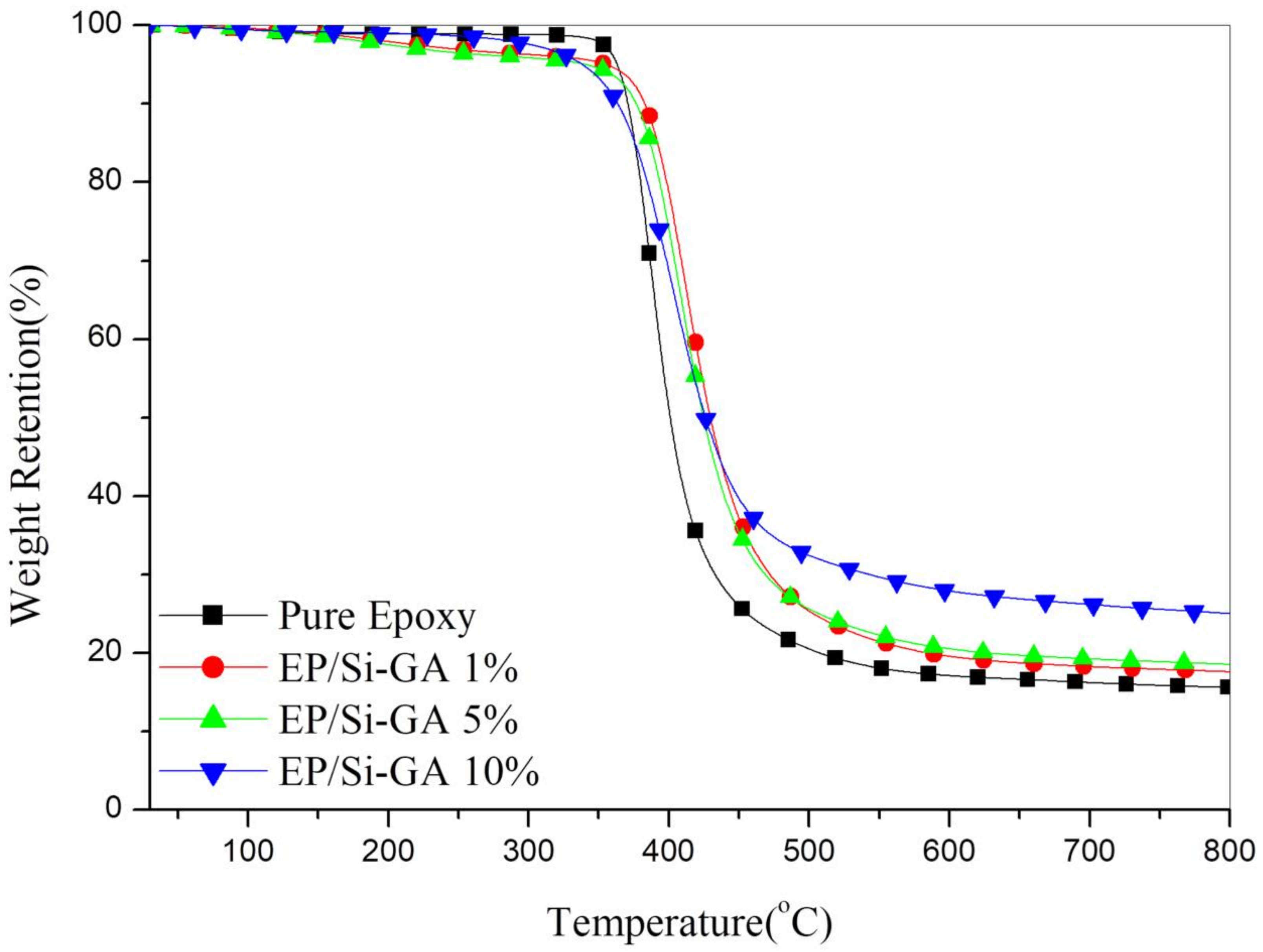
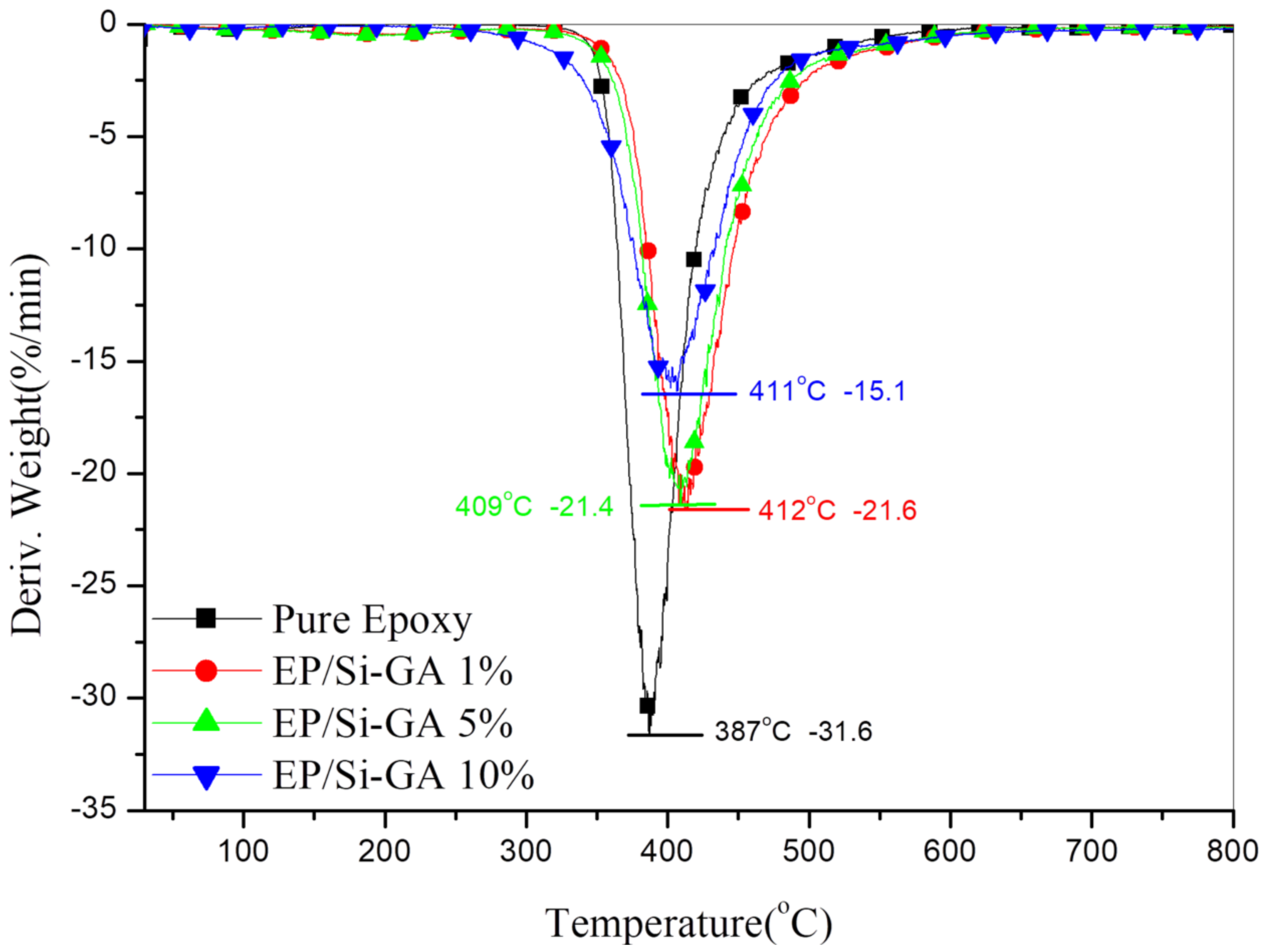
Figure 7 indicates that adding 1 wt %, 5 wt %, and 10 wt % of Si-GA into epoxy gradually raised the char yield from 15.6 wt % (pure epoxy) to 25.0 wt % (10 wt % of epoxy/Si-GA). This suggests that the addition of flame retardant can effectively increase the thermal stability of a composite, and the higher the percentage of flame retardant, the greater the thermal stability. Figure 8 shows that, at 350–450 °C, the maximum thermal degradation rate of 10 wt % of epoxy/Si-GA was −15.1 wt %/min, which was noticeably smaller than the −31.6 wt %/min for epoxy matrix, again verifying that the addition of flame retardant effectively delayed the thermal degradation of epoxy.
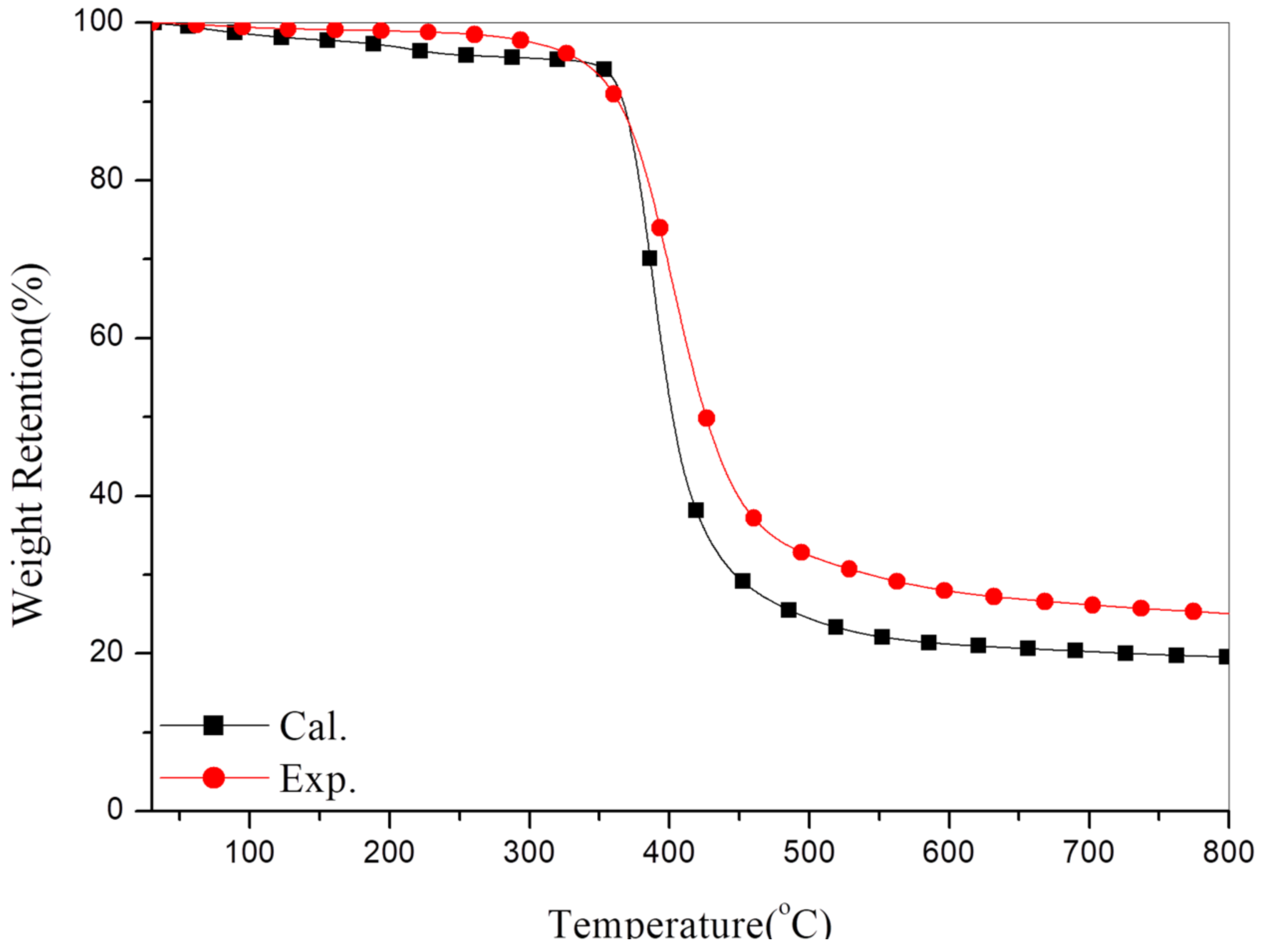
3.3. Interaction between Organic and Inorganic Phases
By comparing the theoretical values and the experimental values in the TGA curves, this study verified the thermal degradation behaviors of the composite materials [26]. Taking epoxy/Si-GA composites as an example, the comparison of its calculated theoretical values (pure epoxy × 0.9 + Si-GA × 0.1) with the experimental TGA curve of epoxy/Si-GA 10% is shown in Figure 9. The theoretical value was calculated from simple linear combination of the values of pure epoxy and Si-GA by TGA, meaning that no interaction occurs between organic and inorganic phases. The experimental value was indicated as larger compared with the theoretical curve, suggesting an improved interaction forces between organic and inorganic phases. This observation verified that, when Si-GA was added into epoxy as a flame retardant, the enhancements of interaction forces between the two phases effectively improved the thermal stability of the composites. The TGA curves also proved that the thermal stability was even greater than theoretically expected.
3.4. Thermal Stability of the Composites
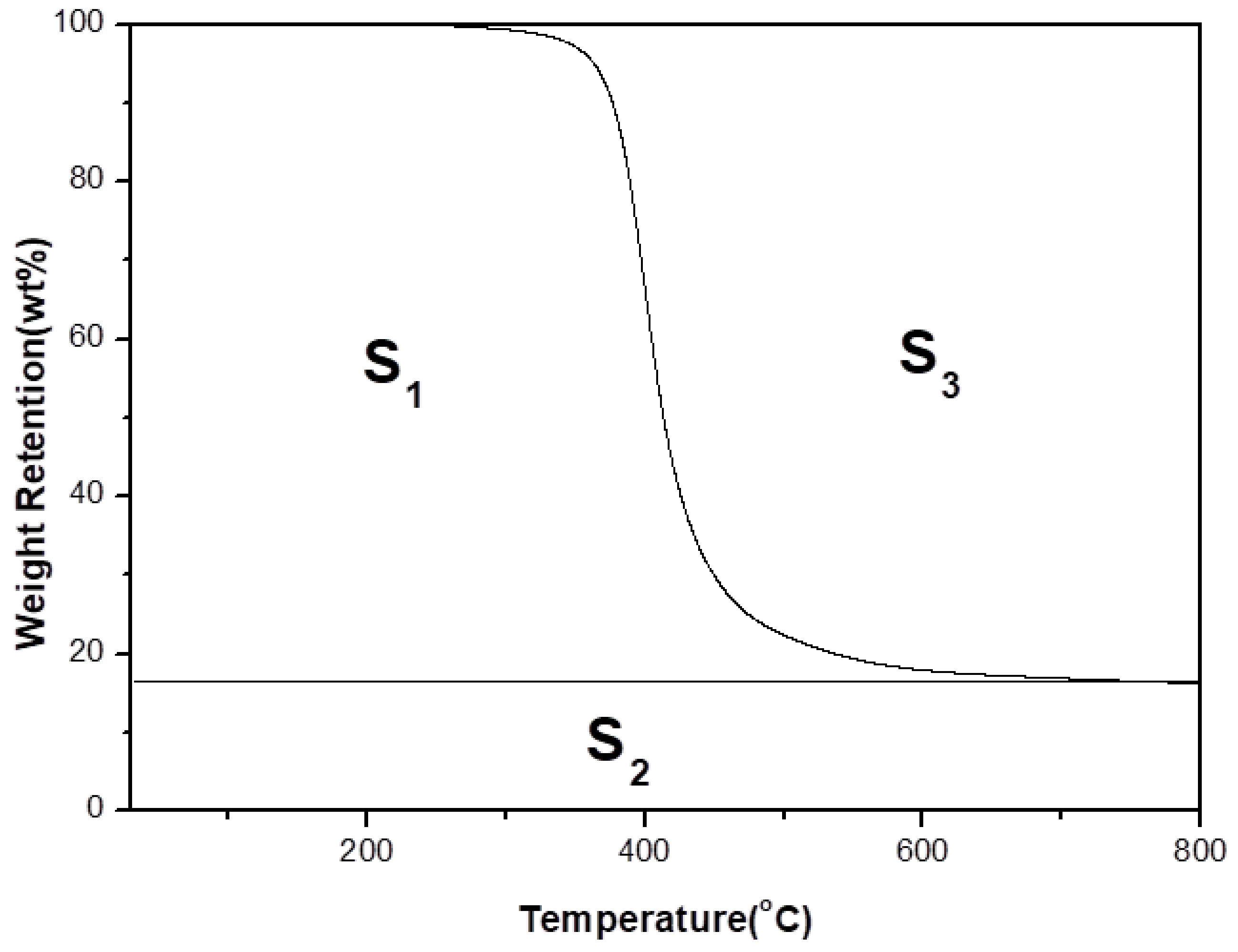
This analysis relied on the integrated procedure decomposition temperature (IPDT), which can be obtained from the TGA data, as the indicator of thermal stability for composite materials [27]. Specifically, integration was used to calculate the area under the thermal degradation curve as shown in Figure 10 [28,29], which was then substituted into the following formula for the material’s IPDT. A higher IPDT indicated greater thermal stability of the composites. In Table 1, the IPDT values increased with the concentration of Si-GA, which increased from 629 °C for pure epoxy to 825 °C for 10 wt % of epoxy/Si-GA; this was a 196 °C increase. In summary, the higher a material’s initial thermal degradation temperature and char yield, the greater its thermal stability, and the higher the IPDT value, the greater the thermal stability.
The formula is as follows:
where
IPDT (°C) = A* × K* × (Tf − Ti) + Ti,
- Ti = the initial experimental temperature (100 °C),
- Tf = the final experimental temperature (800 °C),
- A* = (S1 + S2)/(S1 + S2 + S3),
- K* = (S1 + S2)/S1.
Substituting the Ti, Tf, S1, S2, and S3 values into the formula yields the IPDT value.
3.5. Kinetics of Thermal Degradation
For materials to initiate thermal degradation, they must overcome an energy barrier, which is the activation energy of the materials. In this study, the TGA results of varying heating rates (5 °C/min, 10 °C/min, 20 °C/min, and 40 °C/min) under the nitrogen-filled environment were used to determine the thermal degradation kinetic characters of epoxy/Si-GA composites, and analyze the changes in their activation energies by Ozawa’s method [30].
According to Table 2, the activation energies (ΔE) of pure epoxy and epoxy/Si-GA 10 wt % were 130.2 kJ/mole and 180.2 kJ/mole, respectively. This suggests an increase in the activation energy of the composite material after the addition of flame retardant. High activation energy of a composite material indicates that it is less prone to thermal degradation, or, in other words, has a high thermal stability. The results of the present study were in accordance with the conclusion drawn from the IPDT analysis.
3.6. Flame Retardancy of the Materials
Limiting oxygen index (LOI) was used to determine the flammability of composite materials with varying concentrations. The flammability of materials was determined by controlling the nitrogen and oxygen concentrations in a confined space in accordance with the LOI results. Because the concentration of oxygen in the atmosphere is approximately 21%, flame retardant materials that require an oxygen content of more than 21% are difficult to burn in the natural environment. The concentrations of oxygen in confined space can be used as the index of flammability for the materials according to following equation. Therefore, the combustibility of the materials was set: materials with an LOI < 21% were classified as combustible and LOI > 21% as self-extinguishing [31,32]. Furthermore, the flow rates [O2] and [N2] were set using the following equation (mL/s):
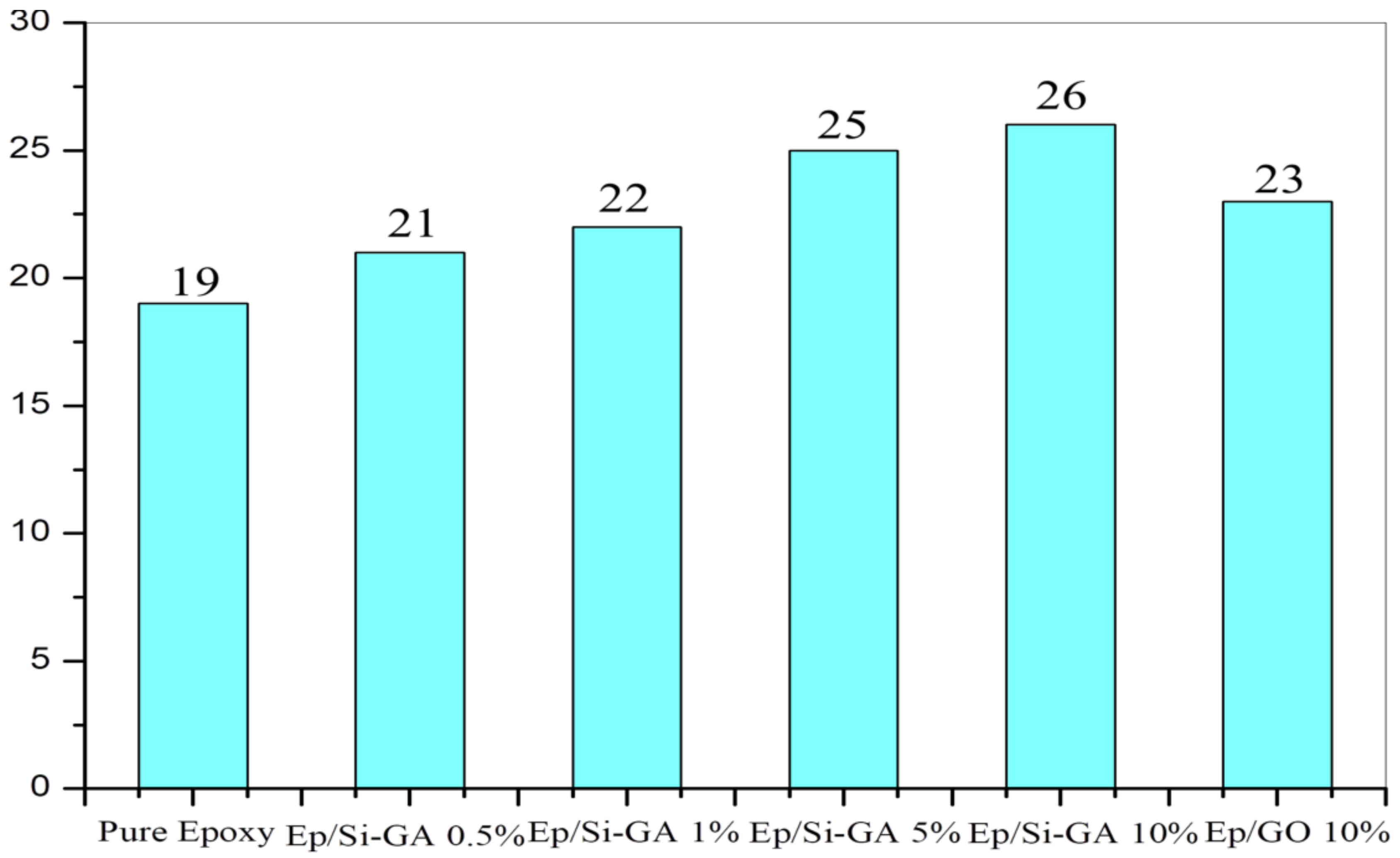
According to Figure 11, pure epoxy, 10 wt % epoxy/GO composite, and 10 wt % of epoxy/Si-GA were types of highly combustible and self-extinguishing polymers, respectively (LOI of 19%, 23%, and 26%). In general, the LOI values ascended, indicating that the increase in modified Si-GO also increased the flame retardancy of epoxy.
3.7. Analysis of Char
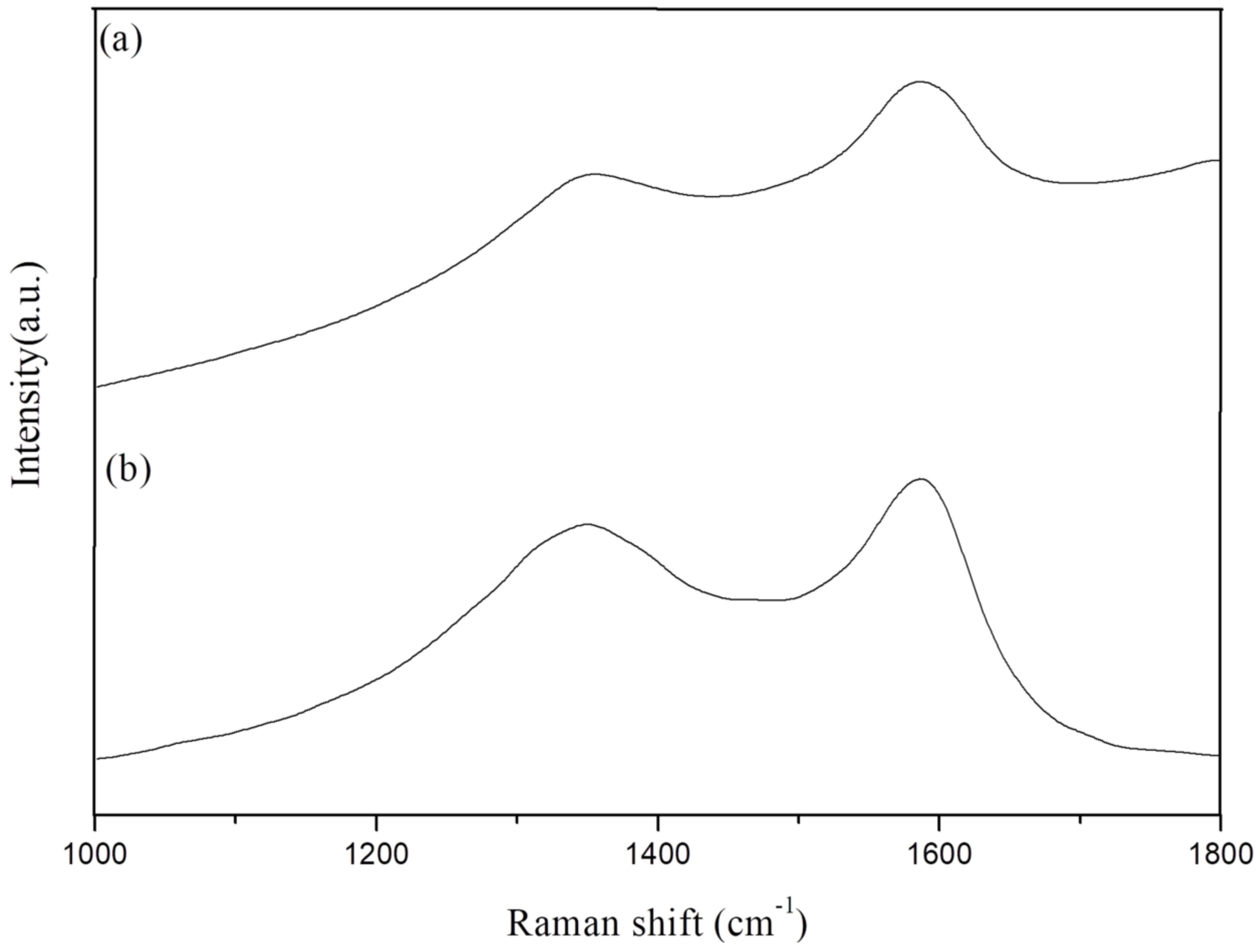
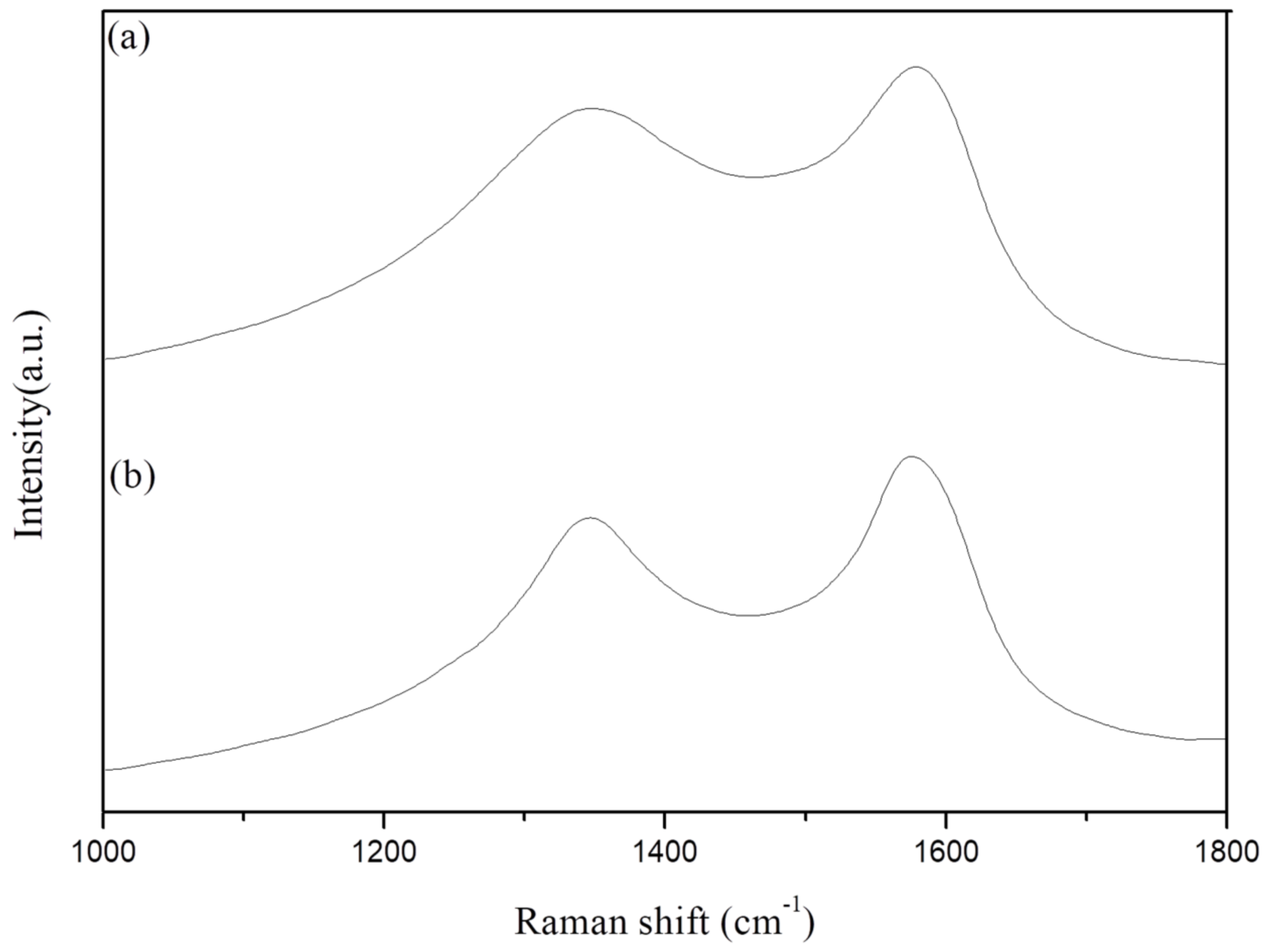
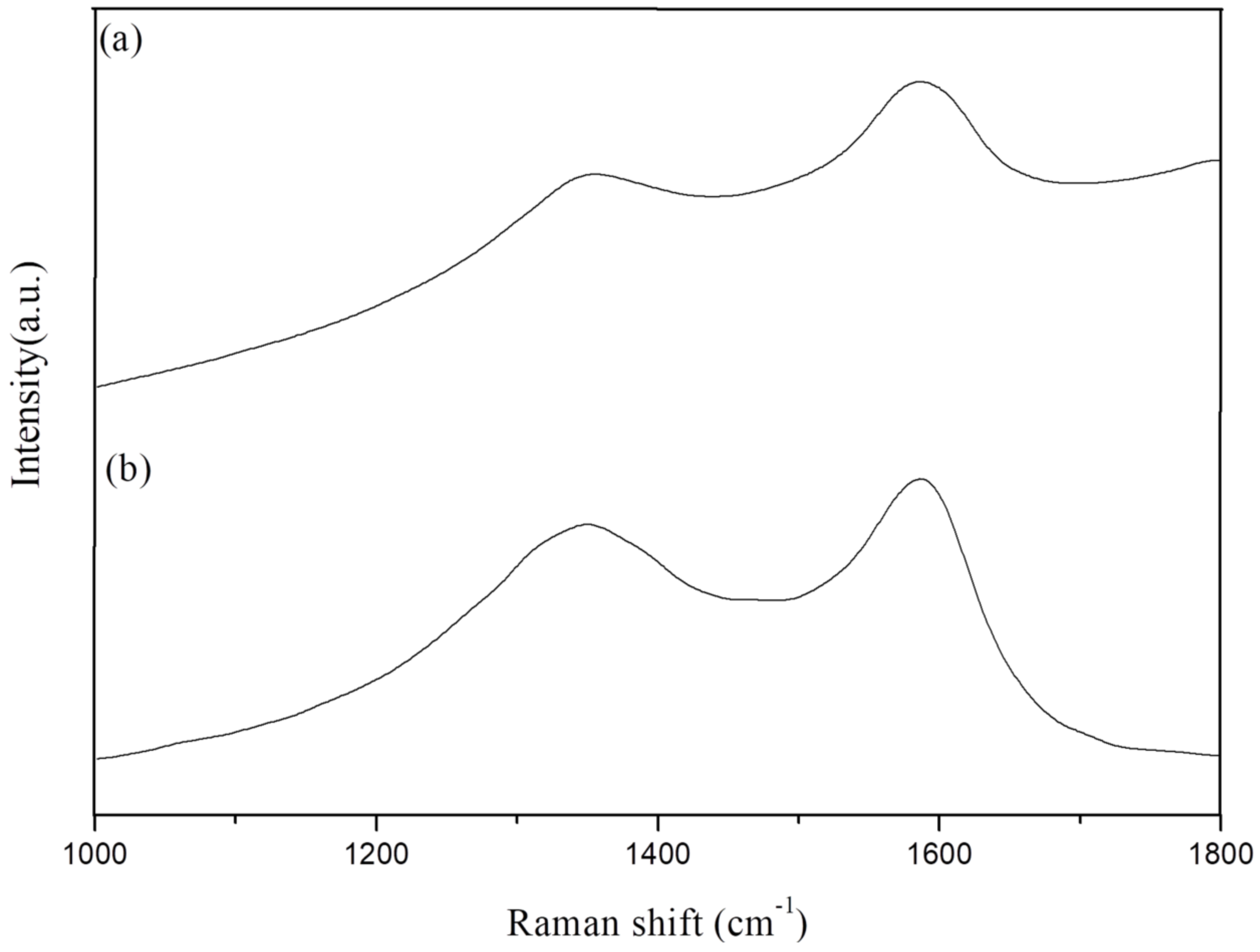
Raman spectra was used to measure the 1-min and 5-min chars of epoxy/GO and epoxy/Si-GA composites at 600 °C, in order to observe the changes in their D band and G band shown as Figure 12 and Figure 13. The D band (disordered band) occurred at 1350 cm−1, and showed the sp3 structure formed by C–C; by contrast, the G band (graphitic band) occurred at 1580 cm−1, and showed the sp2 structure formed by C=C [33,34]. The results are as listed in Table 3, which indicate that the D/G value of epoxy/GO burned for 5 min (0.42) is smaller than for that burned for 1 min (0.83), suggesting that the addition of GO increased the char formation of composite materials as they burned. Similarly, the D/G value of epoxy/Si-GA that has burned for 5 min (0.04) is smaller than that burned for 5 min (0.41). The change in the D/G values of the two materials indicates that silicon facilitated graphitic char formation, suggesting that the addition of Si-GA enabled the formation of a graphitic char layer during combustion and thus improved the material’s thermal stability.
4. Conclusions
This study successfully used the sol–gel method to prepare Si-GO, which was then used to fabricate composite materials with epoxy. Subsequently, FTIR and XPS analyses proved that TEOS was grafted onto GO. The IPDT values increased with the concentration of Si-GA, which increased from 629 °C for pure epoxy to 825 °C for 10 wt % of epoxy/Si-GA; this was a 196 °C increase. The results of TGA, DTG, and IPDT all verified that the addition of Si-GA effectively enhanced the thermal stability of the base material. This was further verified by the activation energy values of the materials; pure epoxy and epoxy/Si-GA 10 wt % were 130.2 kJ/mole and 180.2 kJ/mole, respectively, a 38.46% increase, which suggested that adding silicon-carrying fire retardant raised the activation energy required for thermal degradation and compelled thermal degradation to overcome an even higher energy threshold. Pure epoxy and 10 wt % of epoxy/Si-GA were highly combustible and flame retardant polymers, respectively (LOI of 19% and 26%). Results of the LOI analysis indicated that the epoxy composite materials achieve high flame retardancy and can be classified as flame-retardant. Raman spectra determined that the forming of graphite-based char enhanced the materials’ thermal stability and incombustibility.
Acknowledgments
The authors would like to express their appreciation to the Ministry of Science and Technology of the Republic of China for financial support of this study under grant MOST-105-2221-E-241-001-MY3.
Author Contributions
Ming-He Chen and Chin-Lung Chiang conceived and designed the experiments; Ming-He Chen performed the experiments; Cing-Yu Ke and Chin-Lung Chiang analyzed the data; Chin-Lung Chiang wrote the paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Pan, G.; Du, Z.; Zhang, C.; Li, C.; Yang, X.; Li, H. Synthesis, characterization, and properties of novel novolac epoxy resin containing naphthalene moiety. Polymer 2007, 48, 3686–3693. [Google Scholar] [CrossRef]
- Akatsuka, M.; Takezawa, Y.; Amagi, S. Influences of inorganic fillers on curing reactions of epoxy resins initiated with a boron trifluoride amine complex. Polymer 2001, 42, 3003–3007. [Google Scholar] [CrossRef]
- Perret, B.; Schartel, B.; Stös, K.; Ciesielski, M.; Diederichs, J.; Döring, M.; Krämer, J.; Altstädt, V. Novel DOPO-based flame retardants in high-performance carbon fiber epoxy composites for aviation. Eur. Polym. J. 2011, 47, 1081–1089. [Google Scholar] [CrossRef]
- Wang, X.; Song, L.; Yang, H.; Lu, H.; Hu, Y. Synergistic Effect of Graphene on Antidripping and Fire Resistance of Intumescent Flame Retardant Poly(butylene succinate) Composites. Ind. Eng. Chem. Res. 2011, 50, 5376–5383. [Google Scholar] [CrossRef]
- Wang, X.; Hu, Y.; Song, L.; Xing, W.; Lu, H.; Lv, P.; Jie, G. Flame retardancy and thermal degradation mechanism of epoxy resin composites based on a DOPO substituted organophosphorus oligomer. Polymer 2010, 51, 2435–2445. [Google Scholar] [CrossRef]
- Slonczewski, J.C.; Weiss, P.R. Band structure of graphite. Phys. Rev. 1958, 109, 272. [Google Scholar] [CrossRef]
- Stankovich, S.; Dikin, D.A.; Dommett, G.H.B.; Kohlhaas, K.M.; Zimney, E.J.; Stach, E.A. Graphene-based composite materials. Nature 2006, 442, 282–286. [Google Scholar] [CrossRef] [PubMed]
- Yu, A.P.; Ramesh, P.; Itkis, M.E.; Bekyarova, E.; Haddon, R.C. Graphite nanoplatelet-epoxy composite thermal interface materials. J. Phys. Chem. C 2007, 111, 7565–7569. [Google Scholar] [CrossRef]
- Hsiao, M.C.; Liao, S.H.; Yen, M.Y.; Liu, P.I.; Pu, N.W.; Wang, C.A.; Ma, C.C.M. Preparation of Covalently Functionalized Graphene Using Residual Oxygen-Containing Functional Groups. ACS Appl. Mater. Interfaces 2010, 2, 3092–3099. [Google Scholar] [CrossRef] [PubMed]
- Wu, H.; Tang, B.; Wu, P. Development of novel SiO2–GO nanohybrid/polysulfone membrane with enhanced performance. J. Membr. Sci. 2014, 451, 94–102. [Google Scholar] [CrossRef]
- Wu, G.; Ma, L.; Liu, L.; Chen, L.; Huang, Y. Preparation of SiO2–GO hybrid nanoparticles and the thermal properties of methylphenyl silicone resins/SiO2–GO nanocomposites. Thermochim. Acta 2015, 613, 77–86. [Google Scholar] [CrossRef]
- Ferreira, F.V.; Brito, F.S.; Franceschi, W.; Simonetti, E.A.N.; Cividanes, L.S.; Chipara, M.; Lozano, K. Functionalized graphene oxide as reinforcement in epoxy based Nanocomposites. Surf. Interfaces 2018, 10, 100–109. [Google Scholar] [CrossRef]
- Ferreira, F.V.; Cividanes, L.D.S.; Brito, F.S.; de Menezes, B.R.C.; Franceschi, W.; Simonetti, E.A.N.; Thim, G.P. Functionalization of Carbon Nanotube and Applications, Functionalizing Graphene and Carbon Nanotubes; Springer International Publishing: New York, NY, USA, 2016; pp. 31–61. [Google Scholar]
- Phiri, J.; Gane, P.; Maloney, T.C. General overview of graphene: Production, properties and application in polymer composites. Mater. Sci. Eng. B 2017, 215, 9–28. [Google Scholar] [CrossRef]
- Feng, Y.; He, C.; Wen, Y.; Ye, Y.; Zhou, X.; Xie, X.; Mai, Y.W. Improving thermal and flame retardant properties of epoxy resin by functionalized graphene containing phosphorous, nitrogen and silicon elements. Compos. Part A Appl. Sci. Manuf. 2017, 103, 74–83. [Google Scholar] [CrossRef]
- Yuan, B.; Hu, Y.; Chen, X.; Shi, Y.; Niu, Y.; Zhang, Y.; He, S.; Dai, H. Dual modification of graphene by polymeric flame retardant and Ni(OH)2 nanosheets for improving flame retardancy of polypropylene. Compos. Part A Appl. Sci. Manuf. 2017, 100, 106–117. [Google Scholar] [CrossRef]
- Luo, J.; Yang, S.; Lei, L.; Zhao, J.; Tong, Z. Toughening, synergistic fire retardation and water resistance of polydimethylsiloxane grafted graphene oxide to epoxy nanocomposites with trace phosphorus. Compos. Part A Appl. Sci. Manuf. 2017, 100, 275–284. [Google Scholar] [CrossRef]
- Park, S.J.; Jin, F.L.; Park, J.H.; Kim, K.S. Synthesis of a novel siloxane-containing diamine for increasing flexibility of epoxy resins. Mater. Sci. Eng. A 2005, 399, 377–381. [Google Scholar] [CrossRef]
- Liao, S.H.; Liu, P.L.; Hsiao, M.C.; Teng, C.C.; Wang, C.A.; Ger, M.D.; Chiang, C.L. One-Step Reduction and Functionalization of Graphene Oxide with Phosphorus-Based Compound to Produce Flame-Retardant Epoxy Nanocomposite. Ind. Eng. Chem. Res. 2012, 51, 4573–4581. [Google Scholar] [CrossRef]
- Abdullah, S.I.; Ansari, M.N.M. Mechanical properties of graphene oxide(GO)/epoxy composites. HBRC J. 2015, 11, 151–156. [Google Scholar] [CrossRef]
- Zeng, Y.; Zhou, Y.; Kong, L.; Zhou, T.; Shi, G. A novel composite of SiO2-coated graphene oxide and molecularly imprinted polymers for electrochemical sensing dopamine. Biosens. Bioelectron. 2013, 45, 25–33. [Google Scholar] [CrossRef] [PubMed]
- Yu, B.; Wang, X.; Qian, X.; Xing, W.; Yang, H.; Ma, L.; Lin, Y.; Jiang, S.; Song, L.; Hu, Y.; Lo, S. Functionalized graphene oxide/phosphoramide oligomer hybrids flame retardant prepared via in situ polymerization for improving the fire safety of polypropylene. RSC Adv. 2014, 60, 31782–31794. [Google Scholar] [CrossRef]
- Zhang, L.; Li, Y.; Zhang, L.; Li, D.W.; Karpuzov, D.; Long, Y.T. Electrocatalytic Oxidation of NADH on Graphene Oxide and Reduced Graphene Oxide Modified Screen-Printed Electrode. Int. J. Electrochem. Sci. 2011, 6, 819–829. [Google Scholar]
- Huang, G.; Chen, S.; Tang, S.; Gao, J. A novel intumescent flame retardant-functionalized graphene: Nanocomposite synthesis, characterization, and flammability properties. Mater. Chem. Phys. 2012, 135, 938–947. [Google Scholar] [CrossRef]
- Hu, W.; Yu, B.; Jiang, S.D.; Song, L.; Hu, Y.; Wang, B. Hyper-branched polymer grafting graphene oxide as an effective flame retardant and smoke suppressant for polystyrene. J. Hazard. Mater. 2015, 300, 58–66. [Google Scholar] [CrossRef] [PubMed]
- Gao, F.; Tong, L.; Fang, Z. Effect of a novel phosphorous nitrogen containing intumescent flame retardant on the fire retardancy and the thermal behavior of poly(butylene terephthalate). Polym. Degrad. Stab. 2006, 91, 1295–1299. [Google Scholar] [CrossRef]
- Doyle, C.D. Estimating thermal stability of experimental polymers by empirical thermogravimetric analysis. Anal. Chem. 1961, 33, 77–79. [Google Scholar] [CrossRef]
- Park, S.H.; Lee, S.G.; Kim, S.H. Thermal Decomposition Behavior of Carbon Nanotube Reinforced Thermotropic Liquid Crystalline Polymers. J. Appl. Polym. Sci. 2011, 122, 2060–2070. [Google Scholar] [CrossRef]
- Park, S.J.; Cho, M.S. Thermal stability of carbon-MoSi2-carbon composites by thermogravimetric analysis. J. Mater. Sci. 2000, 35, 3525–3527. [Google Scholar] [CrossRef]
- Ozawa, T. A new Method of Analyzing Thermogravi-metric Data. J. Therm. Anal. 1965, 38, 1881–1886. [Google Scholar]
- Abou-Okeil, A.; El-Sawy, S.M.; Abdel-Mohdy, F.A. Flame retardant cotton fabrics treated with organophosphorus polymer. Carbohydr. Polym. 2013, 92, 2293–2298. [Google Scholar] [CrossRef] [PubMed]
- Kiliaris, P.; Papaspyrides, C.D. Polymer/layered silicate (clay) nanocomposites: An overview of flame retardancy. Prog. Polym. Sci. 2010, 35, 902–958. [Google Scholar] [CrossRef]
- Chapkin, W.A.; McNerny, D.Q.; Aldridge, M.F.; He, Y.; Wang, W.; Kieffer, J.; Taub, A.I. Real-time assessment of carbon nanotube alignment in a polymer matrix under an applied electric field via polarized Raman spectroscopy. Polym. Test. 2016, 56, 29–35. [Google Scholar] [CrossRef]
- Silva, K.C.; Corio, P.; Santos, J.J. Characterization of the chemical interaction between single-walled carbon nanotubes and titanium dioxide nanoparticles by thermogravimetric analyses and resonance Raman spectroscopy. Vib. Spectrosc. 2016, 86, 103–108. [Google Scholar] [CrossRef]
Scheme 1.
The reaction between GO and TEOS.
Scheme 2.
The preparation of epoxy/Si-GA composites.
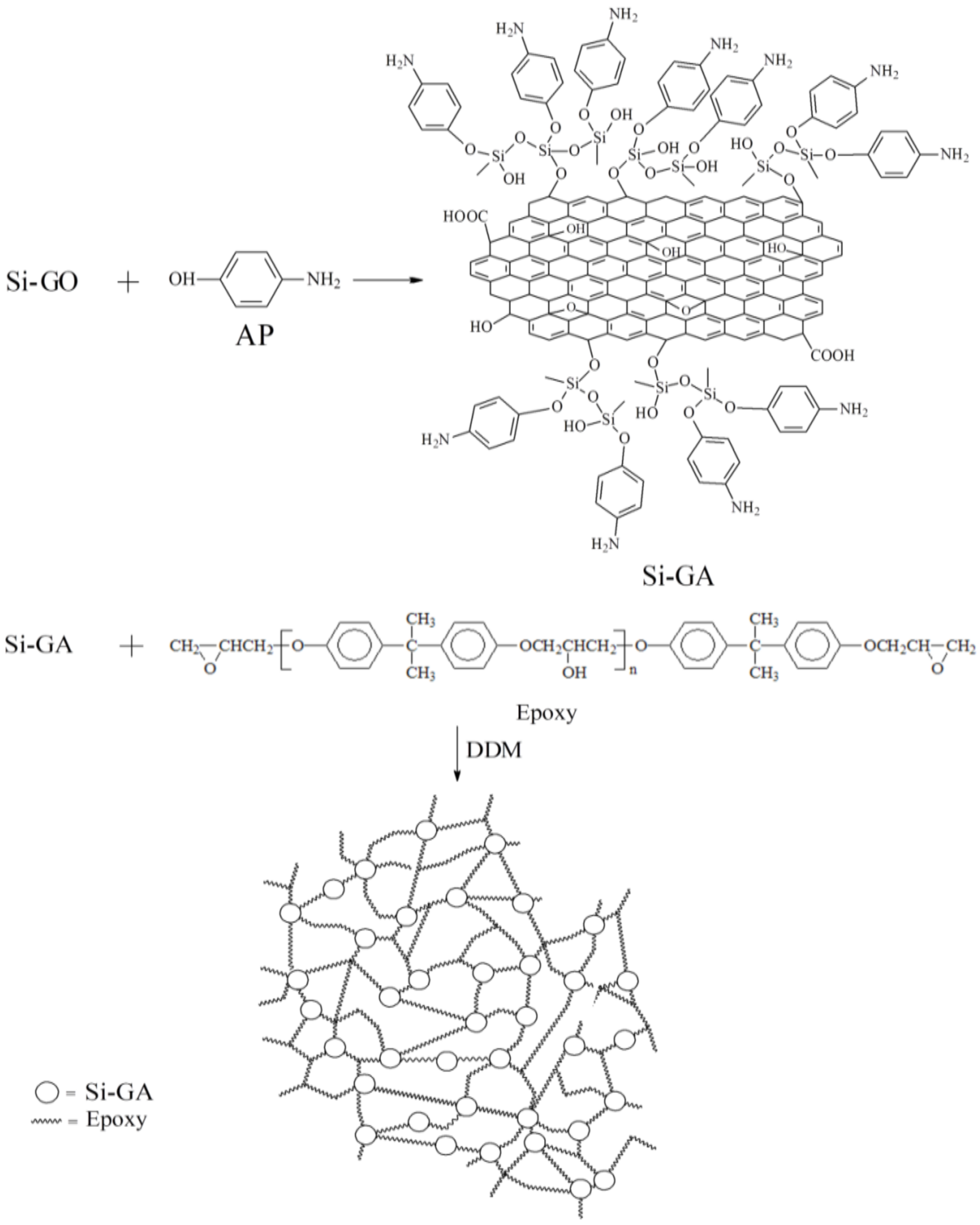
Figure 1.
FTIR spectra of GO, Si-GO.
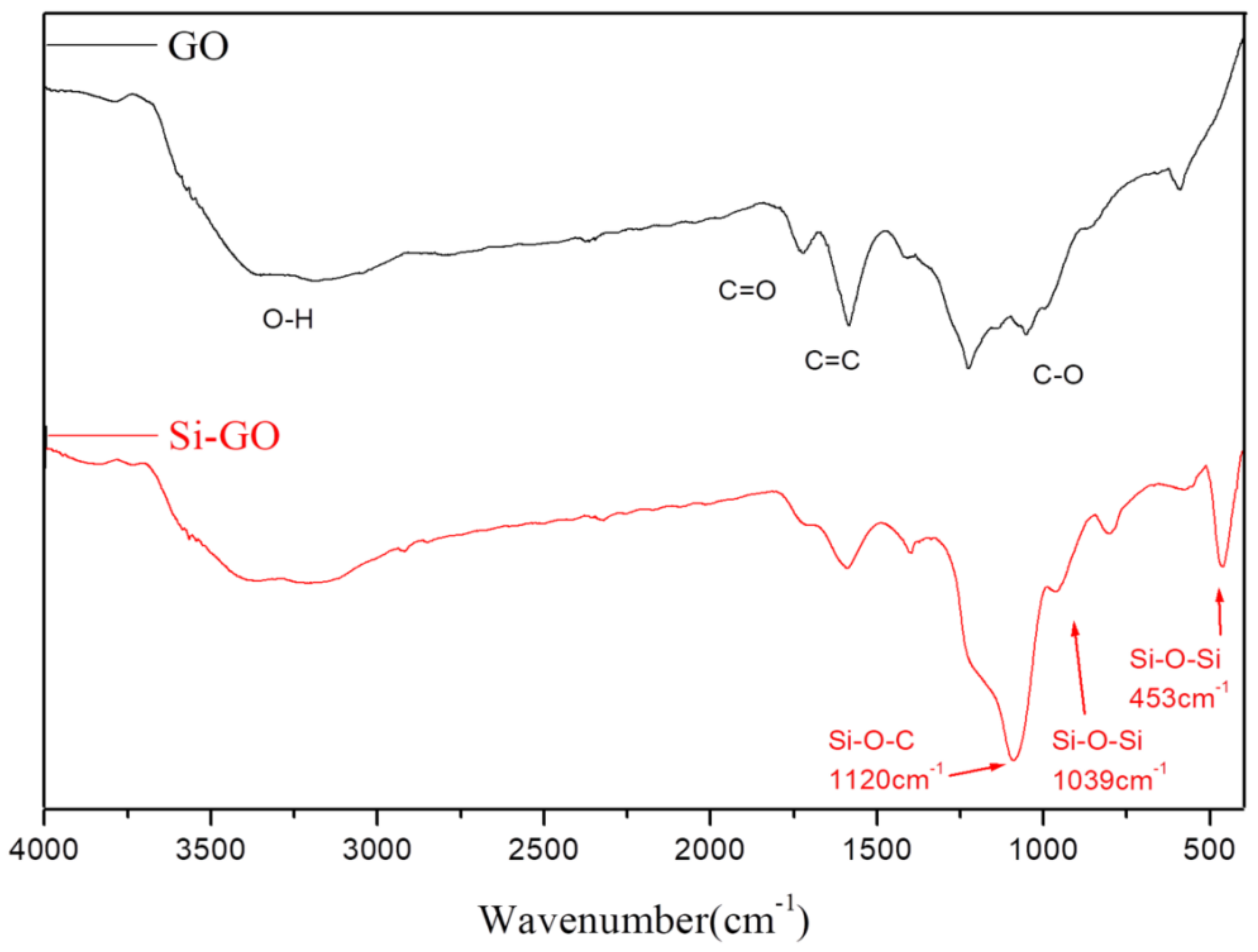
Figure 2.
C1s XPS spectra of GO.
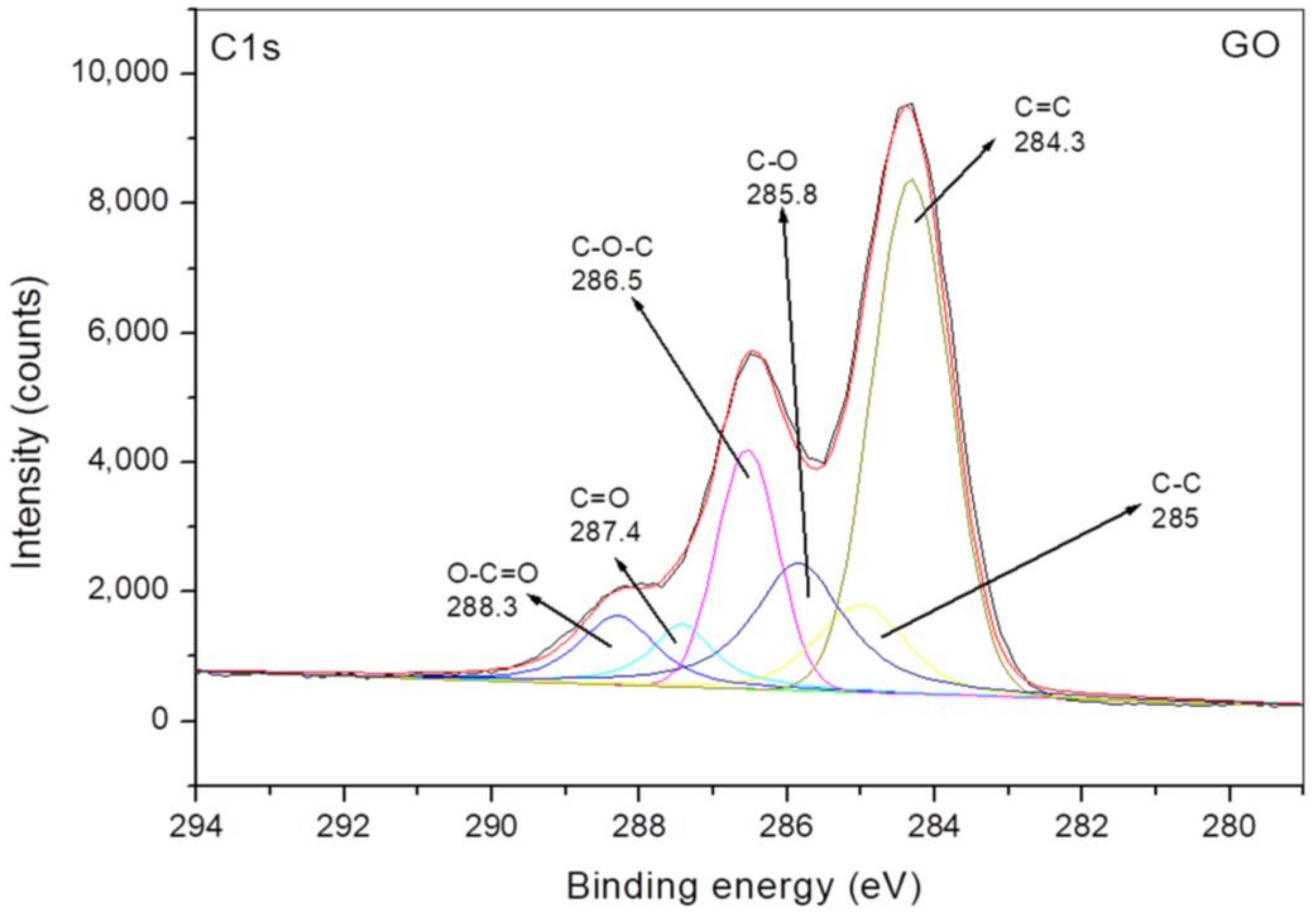
Figure 3.
C1s XPS spectra of Si-GO.

Figure 4.
O1s XPS spectra of GO.

Figure 5.
O1s XPS spectra of Si-GO.
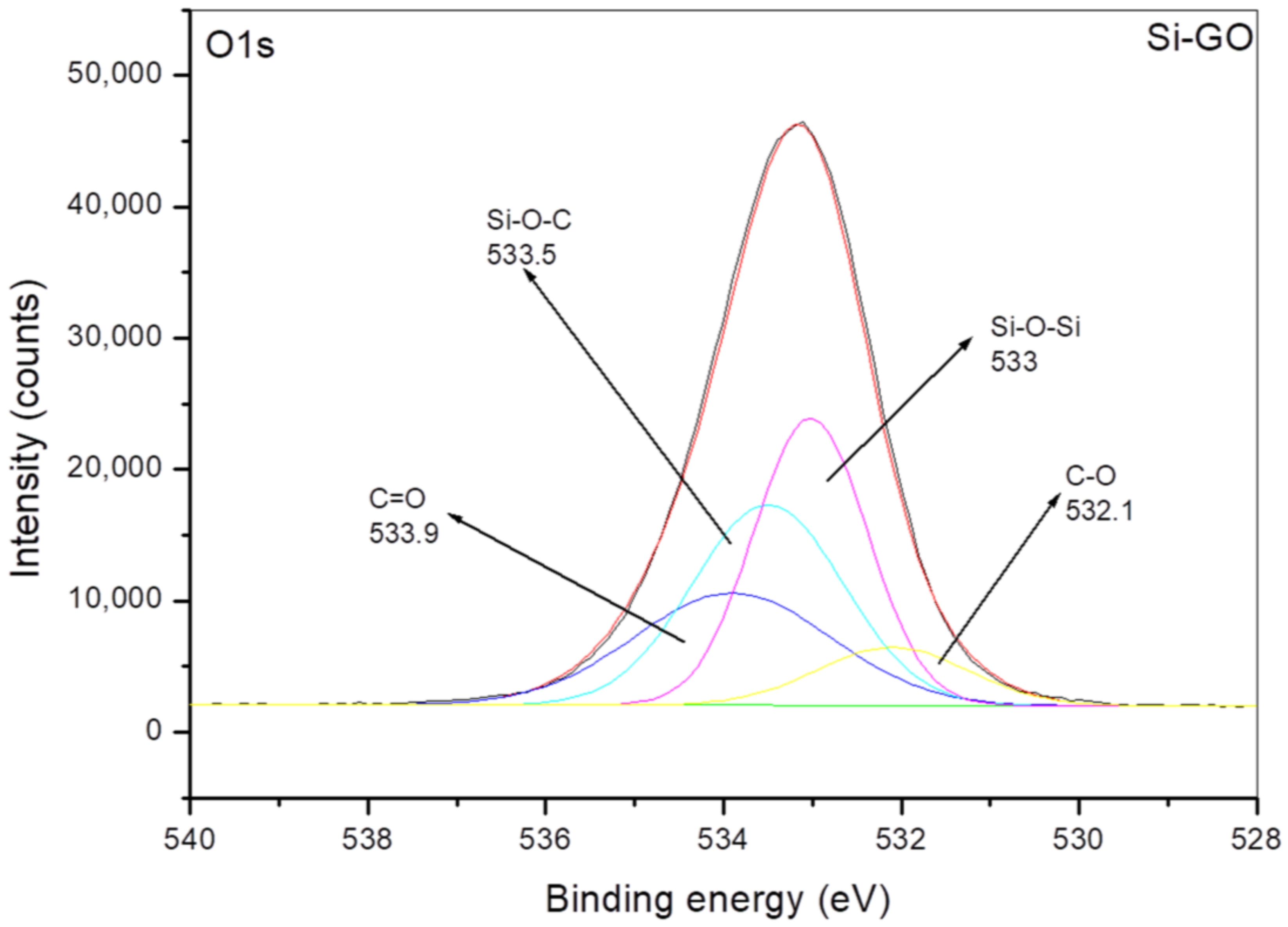
Figure 6.
Comparison of calculated and experimental TGA curves for EP/Si-GA 10%.
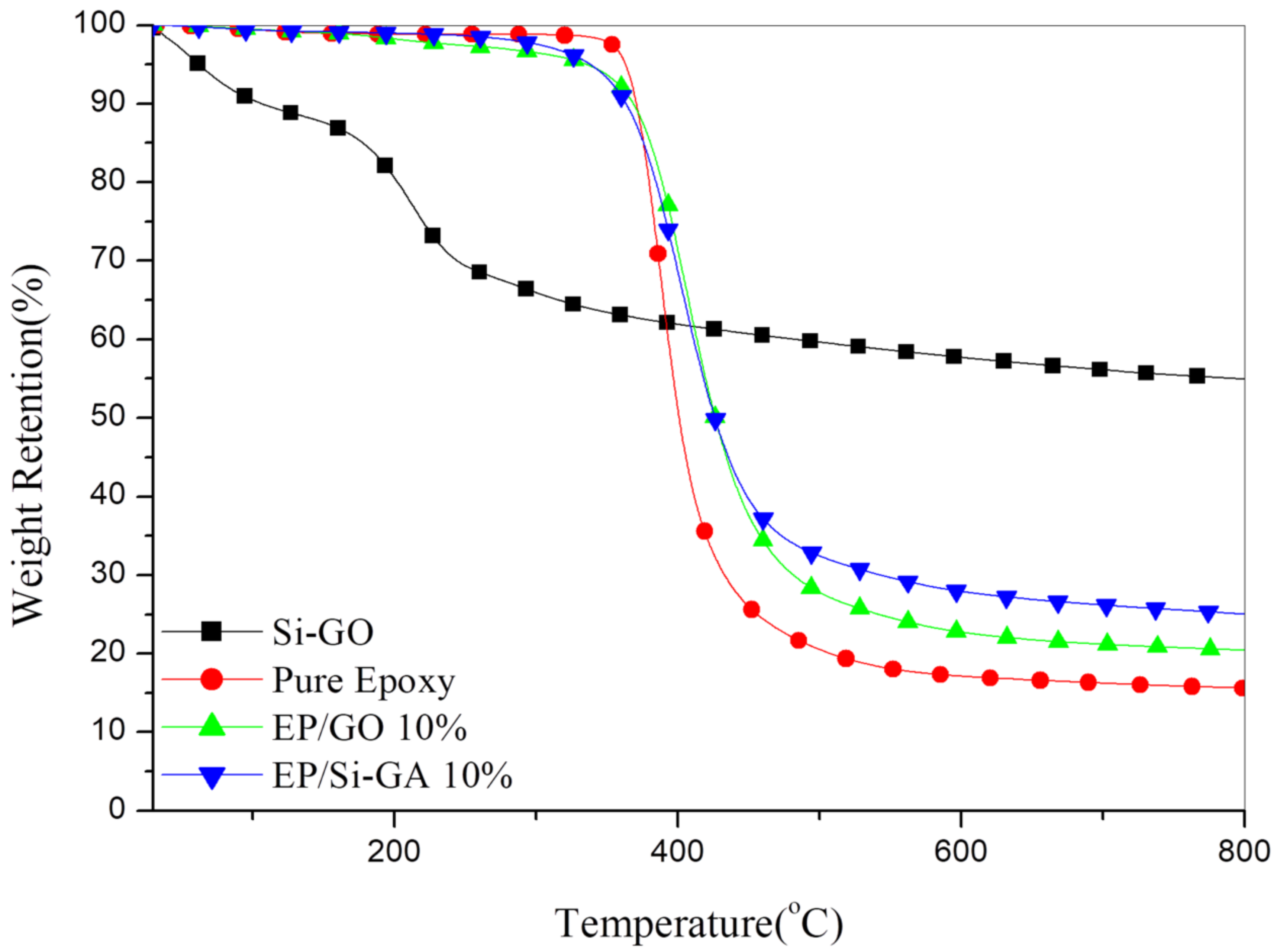
Figure 7.
Thermogravimetric curves of epoxy with various Si-GA contents.
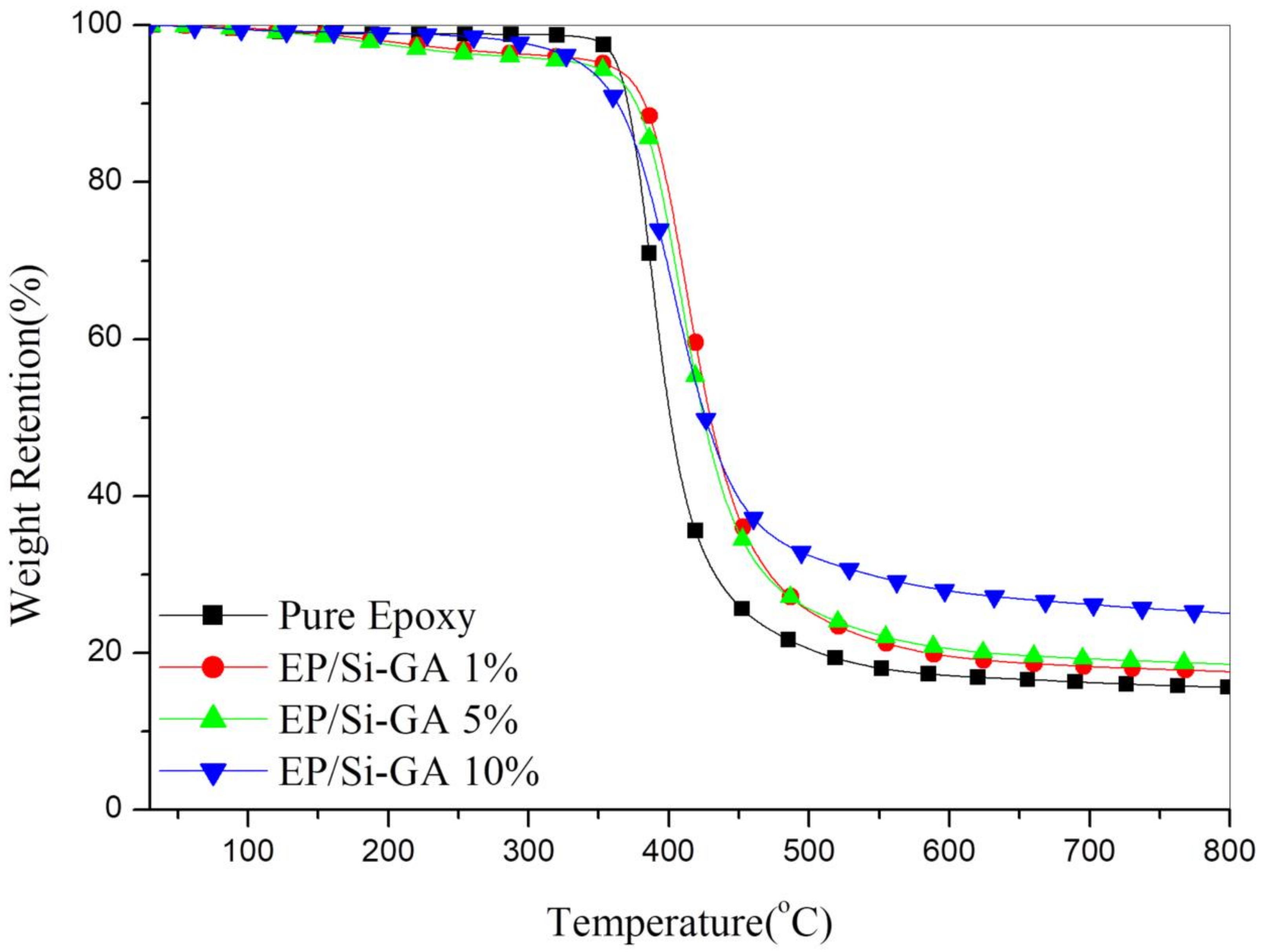
Figure 8.
Derivative curves of epoxy with various Si-GA contents.
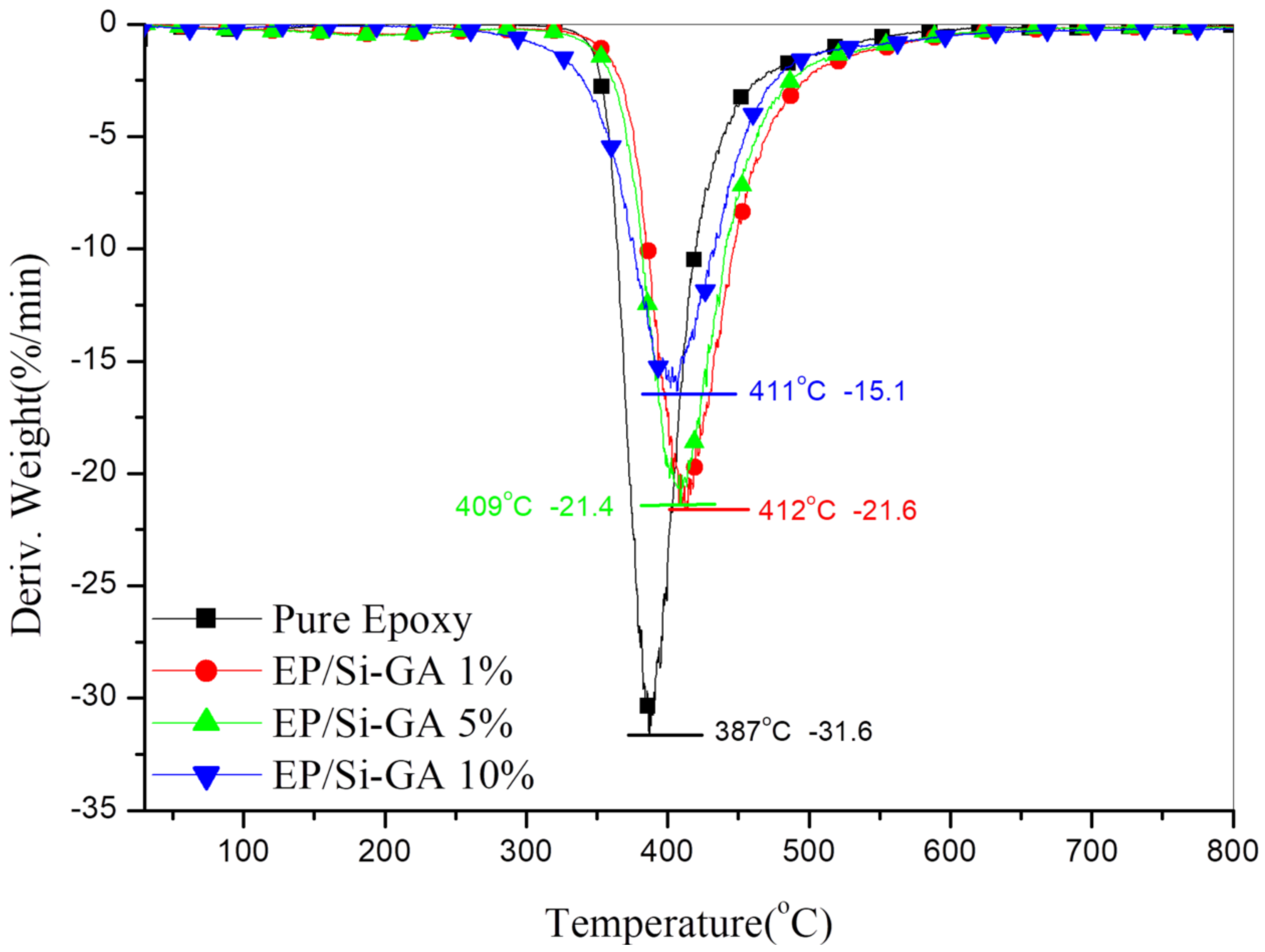
Figure 9.
Comparison of calculated and experimental TGA curves for EP/Si-GA 10%.
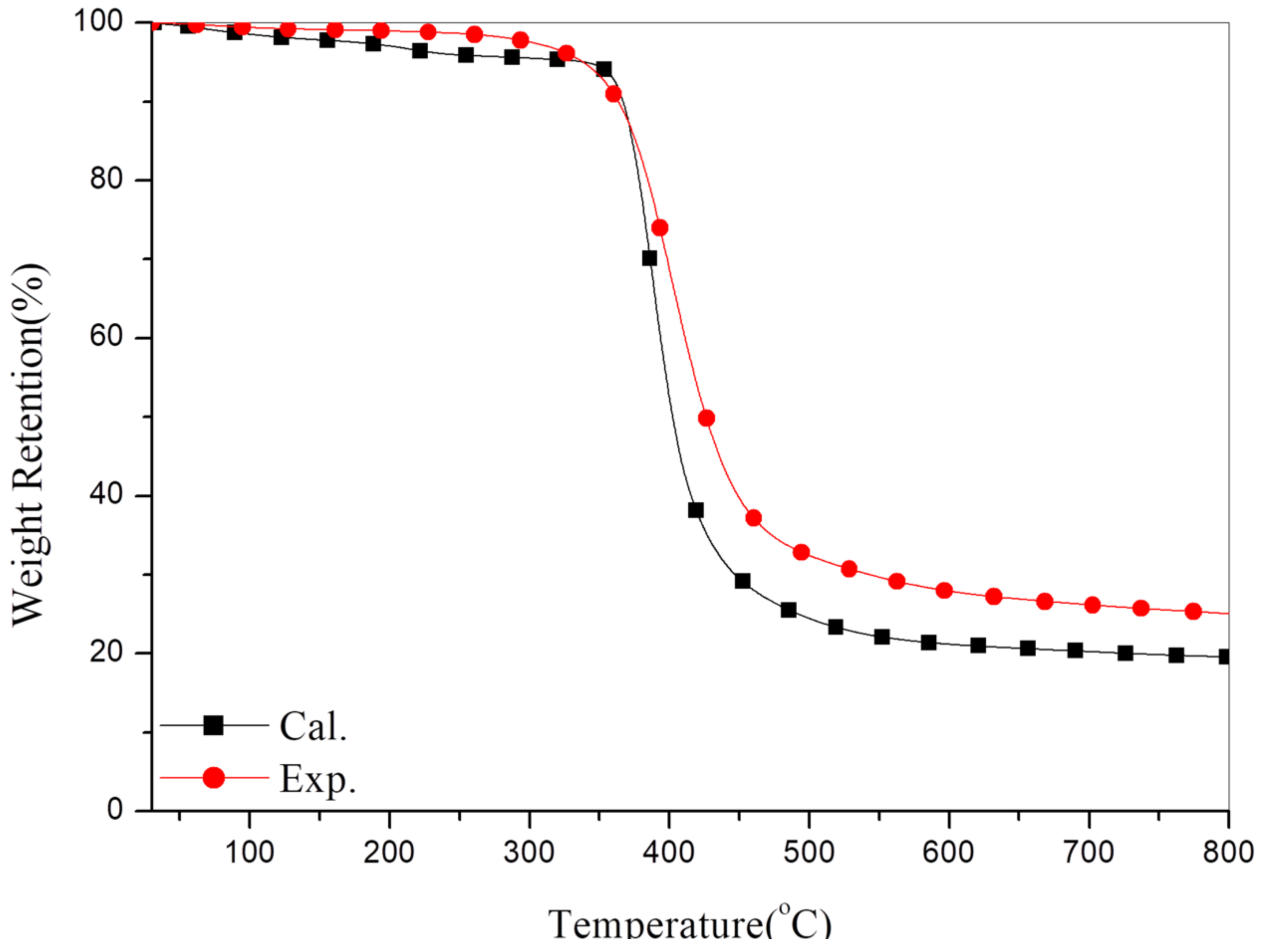
Figure 10.
TGA curve of the materials.
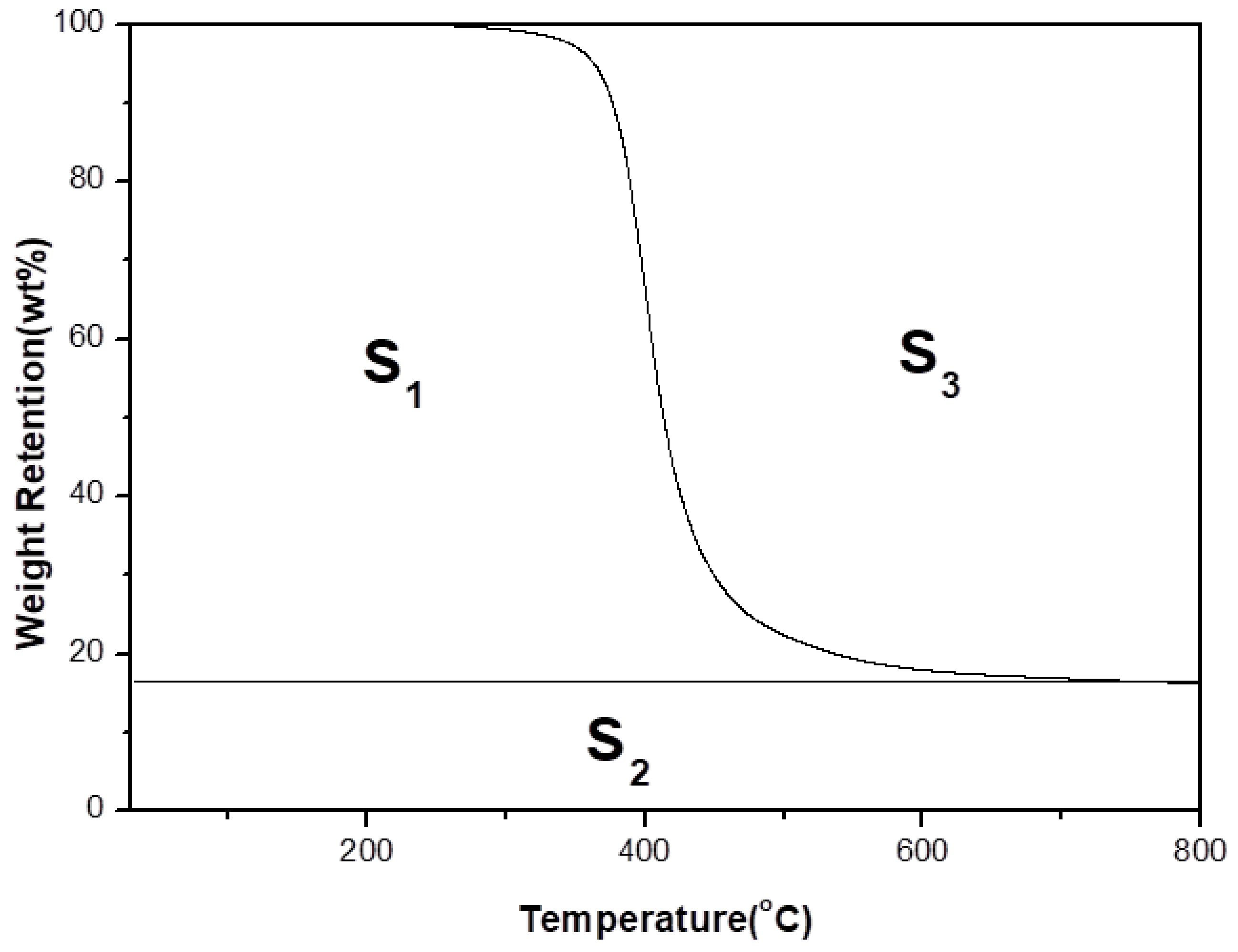
Figure 11.
The flame retardant property of Epoxy/GO and Epoxy/Si-GA composites by LOI values.
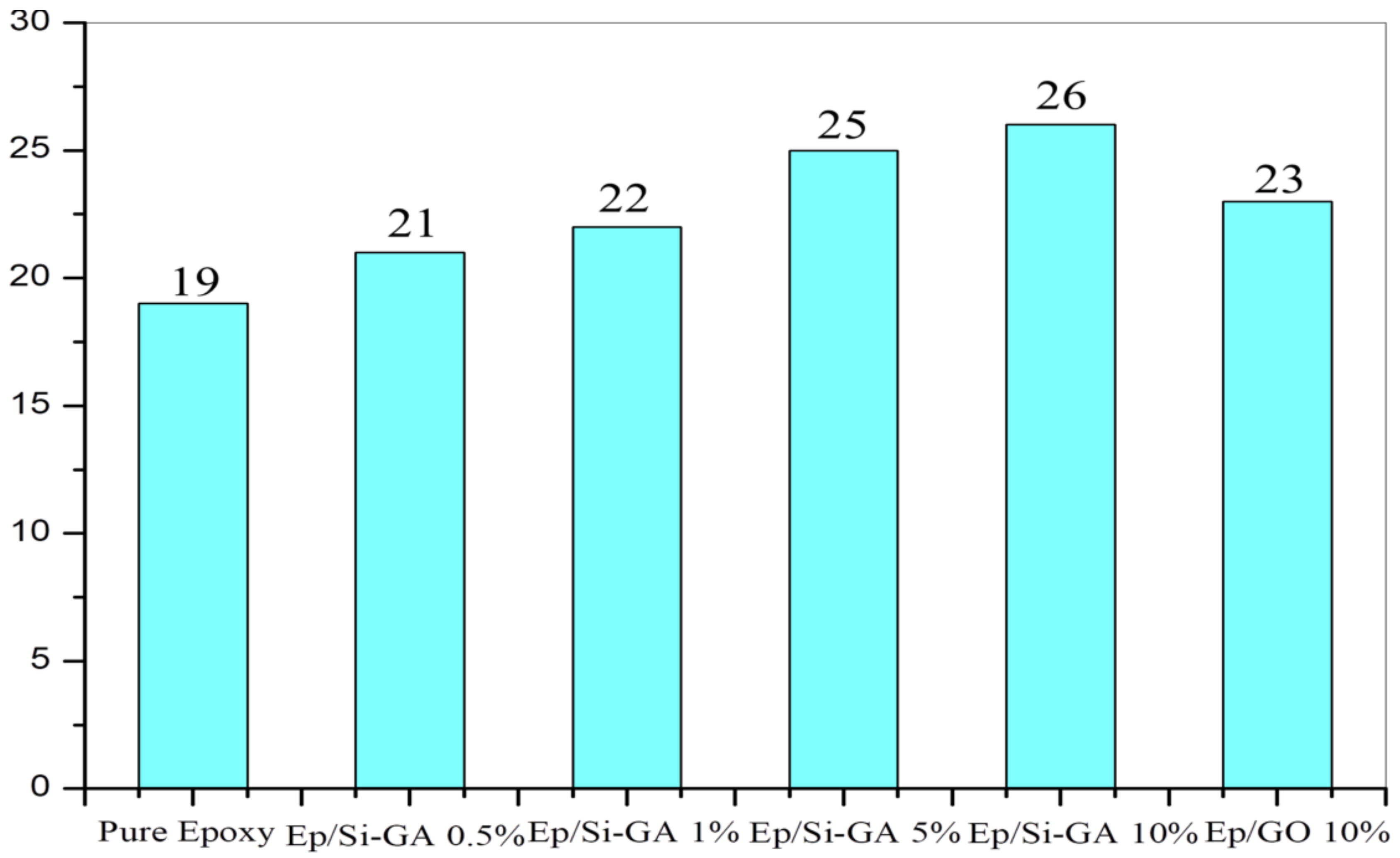
Figure 12.
Raman spectra of char products from EP/GO 10 at 600 °C (a) 1 min; (b) 5 min.
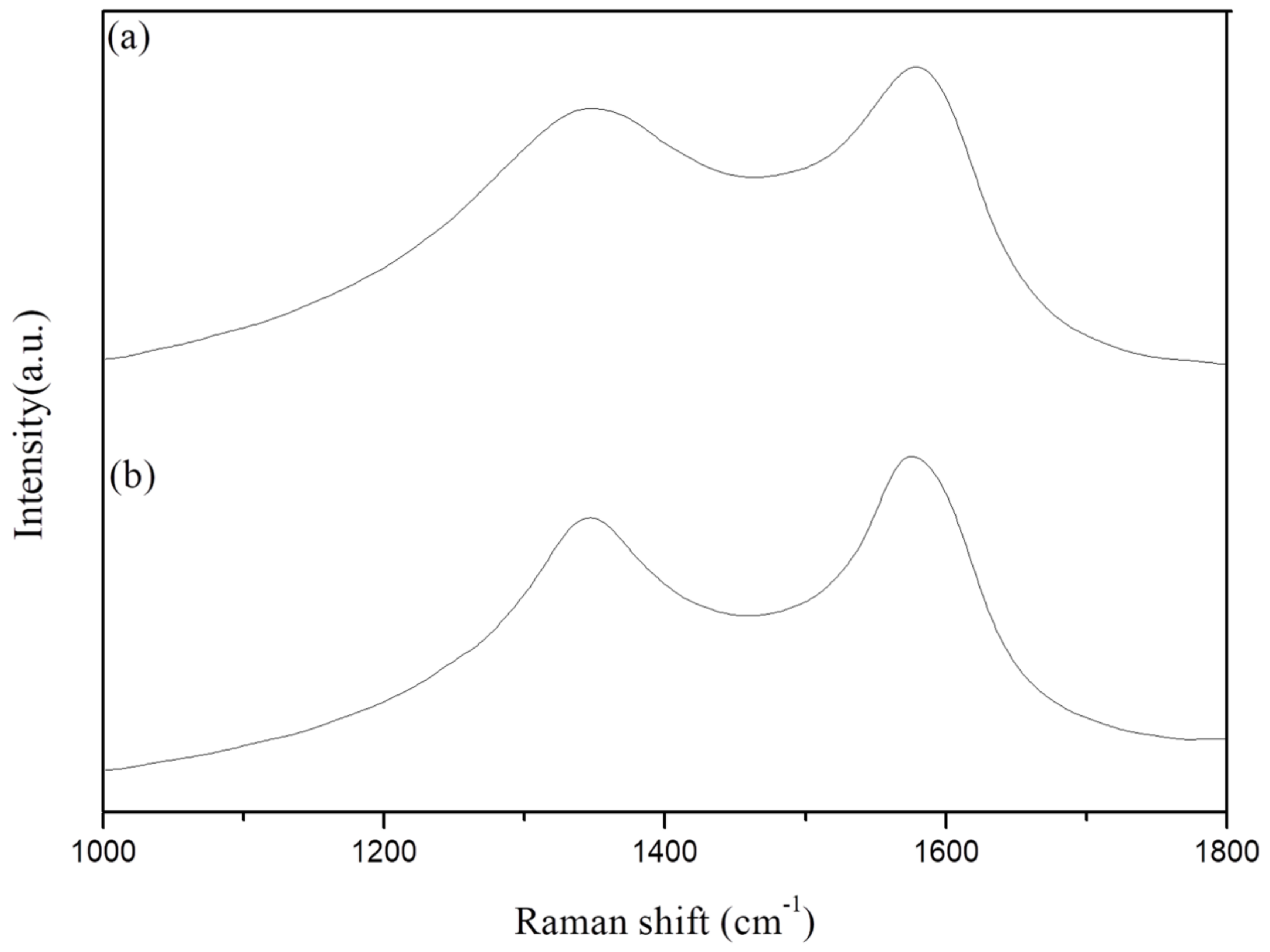
Figure 13.
Raman spectra of char products from EP/Si-GA 10 at 600 °C (a) 1 min; (b) 5 min.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Thermal properties of epoxy with various contents Si-GA.
| Sample No. | Tmax (°C) | Rmax (wt %/min) | IPDT1 (°C) | C.Y.2 (wt %) |
|---|---|---|---|---|
| Pure Epoxy | 387 | −31.6 | 629 | 15.6 |
| Epoxy/Si-GA 1% | 409 | −21.6 | 672 | 17.6 |
| Epoxy/Si-GA 5% | 412 | −21.4 | 689 | 18.3 |
| Epoxy/Si-GA 10% | 411 | −15.6 | 825 | 25.0 |
1 IPDT means integrated procedure decomposition temperature. 2 C.Y. means char yield.
Table 2.
The calculated activation energy of thermal degradation with various conversions by Ozawa method.
Table 2.
The calculated activation energy of thermal degradation with various conversions by Ozawa method.
| α | Pure Epoxy | Epoxy/Si-GA 10% | ||
|---|---|---|---|---|
| E(kJ/mole) | R Value | E (kJ/mole) | R Value | |
| 0.2 | 146.8 | 0.88 | 212.8 | 0.99 |
| 0.3 | 138.9 | 0.92 | 194.3 | 0.99 |
| 0.4 | 131.6 | 0.94 | 179.2 | 0.99 |
| 0.5 | 126.8 | 0.95 | 173.6 | 0.99 |
| 0.6 | 122.8 | 0.96 | 169.4 | 0.99 |
| 0.7 | 121.8 | 0.96 | 170.0 | 0.99 |
| 0.8 | 123.5 | 0.94 | 162.0 | 0.98 |
| ΔE(av) | 130.3 | 180.2 | ||
α = 0.2~0.8.
Table 3.
The area ratio of Raman shift for Epoxy/GO & Epoxy/Si-GA composites char.
| Sample No. | D-Band | G-Band | D/G | |
|---|---|---|---|---|
| 1356 cm−1 | 1580 cm−1 | |||
| Epoxy/GO 10 | 1 min | 679,856 | 816,332 | 0.83 |
| 5 min | 323,024 | 768,821 | 0.42 | |
| Epoxy/Si-GA 10 | 1 min | 3.97 × 106 | 6.50 × 106 | 0.61 |
| 5 min | 302,028 | 7.60 × 106 | 0.04 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Chen, M.-H.; Ke, C.-Y.; Chiang, C.-L. Preparation and Performance of Ecofriendly Epoxy/Multilayer Graphene Oxide Composites with Flame-Retardant Functional Groups. J. Compos. Sci. 2018, 2, 18. https://doi.org/10.3390/jcs2020018
AMA Style
Chen M-H, Ke C-Y, Chiang C-L. Preparation and Performance of Ecofriendly Epoxy/Multilayer Graphene Oxide Composites with Flame-Retardant Functional Groups. Journal of Composites Science. 2018; 2(2):18. https://doi.org/10.3390/jcs2020018
Chicago/Turabian StyleChen, Ming-He, Cing-Yu Ke, and Chin-Lung Chiang. 2018. "Preparation and Performance of Ecofriendly Epoxy/Multilayer Graphene Oxide Composites with Flame-Retardant Functional Groups" Journal of Composites Science 2, no. 2: 18. https://doi.org/10.3390/jcs2020018