
Response Surface Methodology Optimization of Resistance Welding Process for Unidirectional Carbon Fiber/PPS Composites

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of the Resistance Element
2.3. Experimental Methods
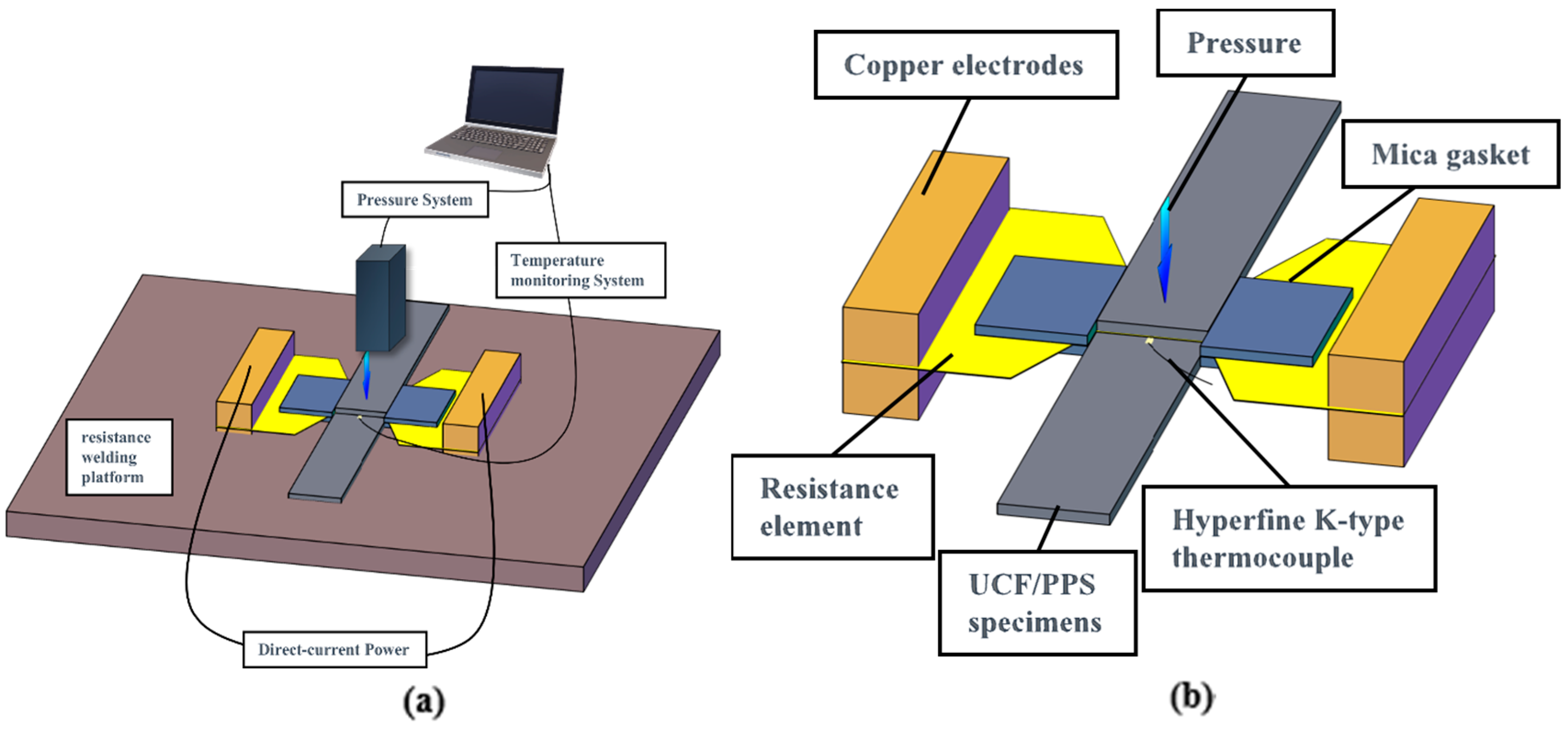
2.3.1. Resistance Welding Experiment
- (1)
- The single-lap resistance welding experiment
- (2)
- The operation procedure for resistance welding
2.3.2. Single-Factor Experimental Design
2.3.3. Optimization of the Resistance Welding Process Using Response Surface Methodology
2.4. Characterization
3. Results and Discussion
3.1. Effect of Resistance Elements on Welded Joints
3.1.1. Mesh Size
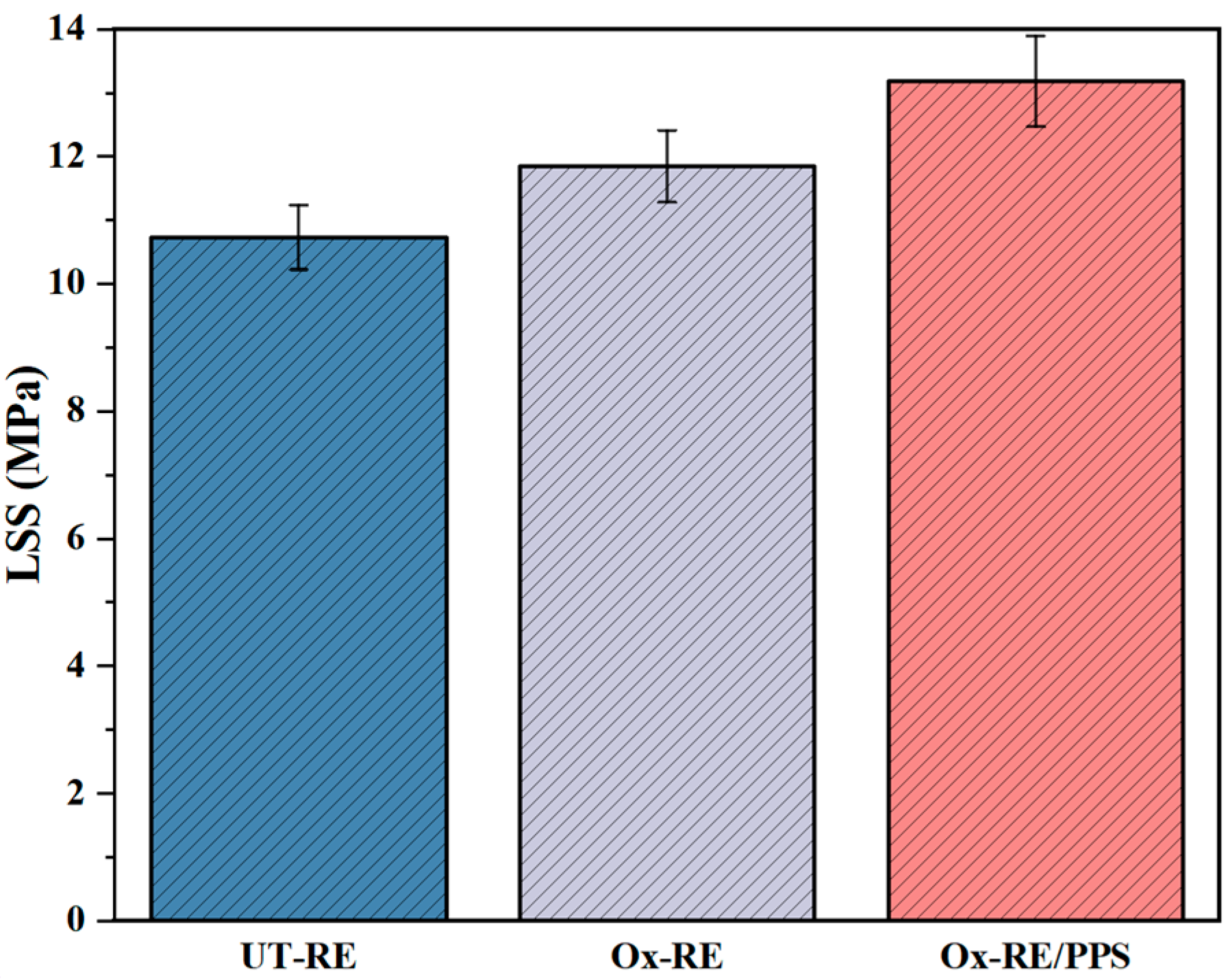
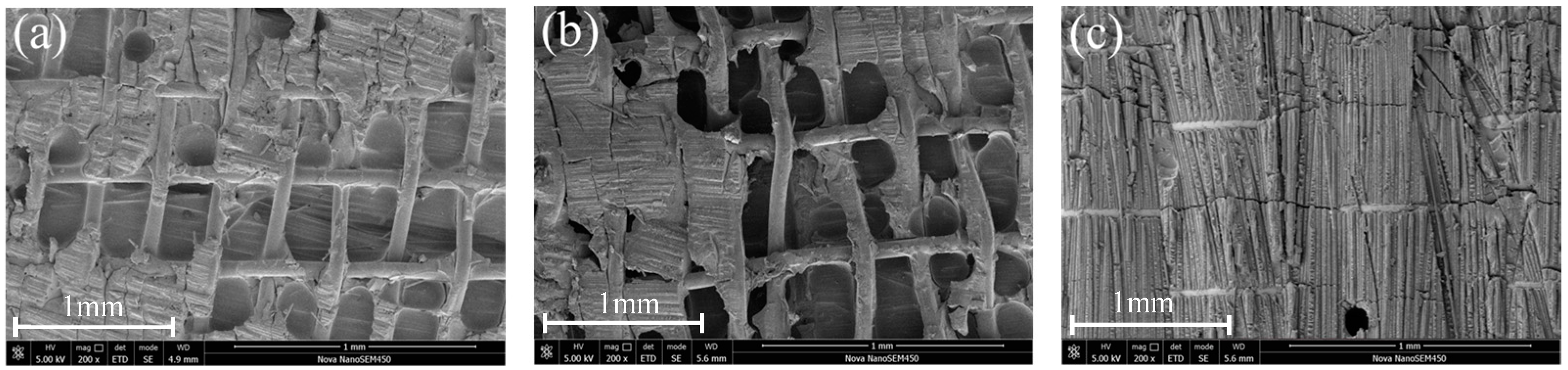
3.1.2. RE Process Method
3.2. Effect of the Welding Process on the Welded Joint
3.2.1. Pressure Holding Time
3.2.2. Welding Temperature
3.2.3. Welding Pressure
3.2.4. Power Density
3.3. Optimization of the Resistance Welding Process Using RSM
3.3.1. Quadratic Regression Model
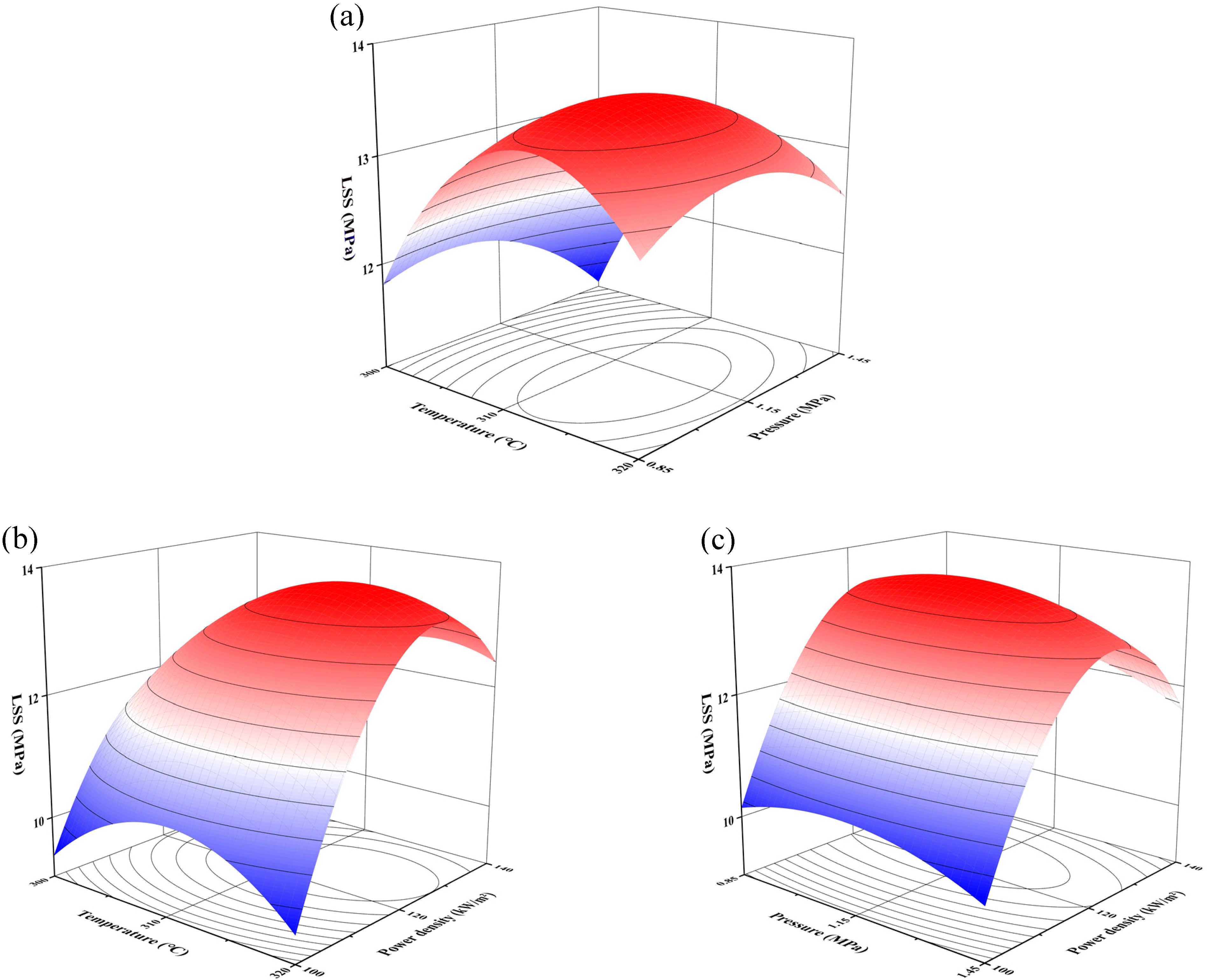
3.3.2. Effect of Process Parameters on Welding Strength
3.4. Optimization and Verification of the Model
4. Conclusions
- (1)
- When the brass mesh size is 100 mesh, it has the best resin infiltration effect and the highest heating efficiency on the welding surface. After the 100-mesh brass mesh was oxidized, the surface roughness of the brass mesh was improved, and the interface bonding strength of the PPS resin was improved. This proves that a simple surface treatment can significantly improve welding strength. Finally, using Ox-RE/PPS for welding, the defects within the welding layer were reduced, and the welding strength reached 13.18 MPa. The failure mode changed from resin failure and implant tear to plate interlayer failure and carbon fiber fracture.
- (2)
- The LSS of the joint first increased and then decreased with the extension of the holding time, and then tended to be stable, reaching a maximum value at 60 s. The single-factor experiment determined that the maximum welding strength was obtained at 310 °C, 1.15 MPa, and 120 kW/m2 for welding temperature, pressure, and power density, respectively. These three process factors were the main process factors in resistance welding.
- (3)
- The parameters of the three main process factors were substituted into the BBD-RSM to construct a quadratic regression model with high fit and prediction ability. From the 3D surface diagram analysis, the influence of power density is the largest, and the interaction between welding temperature and power density is the most significant. Combined with the analysis of Design Expert 13 software, the optimal process parameters were obtained as follows: welding temperature: 313–314 °C, welding pressure: 1.04–1.2 MPa, power density: 124–128 kW/m2. After multiple factor optimization, the LSS of the welded joint prepared in the optimal parameter range reached 13.58 MPa, and the welding strength increased by 26.56% compared with the UT-RE without process optimization.
- (4)
- Combined with the above conclusions, it can be concluded that BBD-RSM can effectively analyze and optimize the process parameters of resistance welding. Moreover, an efficient and systematic resistance welding process can obtain high-quality welded joints. However, due to the limited properties of the material itself, if we want to improve the resistance welding performance, we need to take other measures, such as resin layer reinforcement and interface bonding strength. For example, on the basis of resistance welding combined with other connection methods to achieve higher strength, surface modifiers (silane coupling agents, surfactants, etc.) are used to further enhance the interface properties between RE and resin, and fillers (short fiber materials, nanomaterials, etc.) are added to enhance the mechanical properties of the resin and then improve the joint properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A



References
- Jia, G.; Catalanotti, G.; Falzon, B.G.; Higgins, C.; McClory, C.; Thiebot, J.A.; Zhang, L.; He, M.M.; Jin, Y.; Sun, D. Process Characteristics, Damage Mechanisms and Challenges in Machining of Fibre Reinforced Thermoplastic Polymer (FRTP) Composites: A Review. Compos. Part B Eng. 2024, 273, 111247. [Google Scholar]
- Zhao, L.; Huang, Z.P.; Xiong, S.W.; Peng, J.S.; Sun, J.X.; Yin, X.Z.; Guo, N.N.; Xiong, B.; Song, X.Y.; Huang, L.P.; et al. Polyphenylene Sulfide Composite Laminate from Flexible Nonwovens and Carbon Fiber Fabrics Prepared by Thermal Lamination and Thermal Treatment. Polym. Bull. 2019, 76, 5633–5648. [Google Scholar] [CrossRef]
- Reis, J.P.; de Moura, M.; Samborski, S. Thermoplastic Composites and Their Promising Applications in Joining and Repair Composites Structures: A Review. Materials 2020, 13, 5832. [Google Scholar] [CrossRef] [PubMed]
- Pramanik, A.L.; Basak, A.K.; Dong, Y.; Sarker, P.K.; Uddin, M.S.; Littlefair, G.; Dixit, A.R.; Chattopadhyaya, S. Joining of Carbon Fibre Reinforced Polymer (CFRP) Composites and Aluminium Alloys—A Review. Compos. Part A Appl. Sci. Manuf. 2017, 101, 1–29. [Google Scholar] [CrossRef]
- Osti de Moraes, D.V.; de Melo Morgado, G.F.; Magnabosco, R.; Rezende, M.C. Study of the Influence of PPS, PAEK, and PEEK Thermoplastic Matrices on the Static Mechanical Behavior of Carbon Fiber-Reinforced Composites. Polym. Compos. 2024, 45, 1726–1736. [Google Scholar] [CrossRef]
- Ma, C.-c.M.; Hsia, H.-c.; Liu, W.-l.; Hu, J.-t. Thermal and Rheological Properties of Poly(Phenylene Sulfide) and Poly(Ether Etherketone) Resins and Composites. Polym. Compos. 1987, 8, 256–264. [Google Scholar] [CrossRef]
- Ahn, S.; Park, C.; Choi, J.-H.; Kim, Y.S.; Yoo, Y. A Concise Review of High Performance PPS Composites using Various Fillers. Elastomers Compos. 2022, 57, 81–91. [Google Scholar]
- Chen, G.W.; Mohanty, A.K.; Misra, M. Progress in Research and Applications of Polyphenylene Sulfide Blends and Composites with Carbons. Compos. Part B Eng. 2021, 209, 108553. [Google Scholar] [CrossRef]
- Brauner, C.; Nakouzi, S.; Zweifel, L.; Tresch, J. Co-Curing Behaviour of Thermoset Composites with a Thermoplastic Boundary Layer for Welding Purposes. Adv. Compos. Lett. 2020, 29, 387–402. [Google Scholar] [CrossRef]
- Yang, Z.; Jiang, R.S.; Zuo, Y.J. Riveting Damage Behavior and Mechanical Performance Assessments of CFRP/CFRP Single-Lap Gasket-Riveted Joints. Eng. Fail. Anal. 2023, 149, 107253. [Google Scholar] [CrossRef]
- Wei, Y.; Jin, X.H.; Luo, Q.T.; Li, Q.; Sun, G.Y. Adhesively Bonded Joints—A Review on Design, Manufacturing, Experiments, Modeling and Challenges. Compos. Part B Eng. 2024, 276, 111225. [Google Scholar] [CrossRef]
- Xiong, X.H.; Wang, D.S.; Wei, J.; Zhao, P.; Ren, R.; Dong, J.P.; Cui, X. Resistance Welding Technology of Fiber Reinforced Polymer Composites: A Review. J. Adhes. Sci. Technol. 2021, 35, 1593–1619. [Google Scholar] [CrossRef]
- Xie, L.; Liu, H.B.; Wu, W.Q.; Abliz, D.; Duan, Y.G.; Li, D.C. Fusion Bonding of Thermosets Composite Structures with Thermoplastic Binder Co-Cure and Prepreg Interlayer in Electrical Resistance Welding. Mater. Des. 2016, 98, 143–149. [Google Scholar] [CrossRef]
- Bruijn, T.D.; van Hattum, F. Rotorcraft Access Panel from Recycled Carbon PPS—The World’s First Flying Fully Recycled Thermoplastic Composite Application in Aerospace. Reinf. Plast. 2021, 65, 148–150. [Google Scholar] [CrossRef]
- Calabrese, L.; Cicala, G.; Di Bella, G.; Proverbio, E.; Tosto, C.; Saitta, L. Optimisation of Ultrasonic Welding Process of Carbon/Epoxy Composites using Nylon-Based or PES Thermoplastic Interlayers. Compos. Part B Eng. 2024, 275, 11131810. [Google Scholar] [CrossRef]
- Pappadà, S.; Salomi, A.; Montanaro, J.; Passaro, A.; Caruso, A.; Maffezzoli, A. Fabrication of a Thermoplastic Matrix Composite Stiffened Panel by Induction Welding. Aerosp. Sci. Technol. 2015, 43, 314–320. [Google Scholar] [CrossRef]
- Li, W.C.; Palardy, G. Investigation of Welding Repair Methods for Thermoplastic Composite Joints. Compos. Part B Eng. 2023, 264, 110924. [Google Scholar] [CrossRef]
- Bonmatin, M.; Chabert, F.; Bernhart, G.; Cutard, T.; Djilali, T. Ultrasonic Welding of CF/PEEK Composites: Influence of Welding Parameters on Interfacial Temperature Profiles and Mechanical Properties. Compos. Part A Appl. Sci. Manuf. 2022, 162, 107074. [Google Scholar] [CrossRef]
- de Souza, S.D.B.; Abrahão, A.B.R.M.; Costa, M.L.; Marlet, J.M.F.; Hein, L.R.O.; Botelho, E.C. Experimental Investigation of Processing Welding Parameters for PPS/Carbon Fiber Laminates for Aeronautical Applications. Adv. Mater. Res. 2016, 1135, 62–74. [Google Scholar] [CrossRef]
- Pereira da Costa, A.; Cocchieri Botelho, E.; Leali Costa, M.; Eiji Narita, N.; Tarpani, J.R. A Review of Welding Technologies for Thermoplastic Composites in Aerospace Applications. J. Aerosp. Technol. Manag. 2012, 4, 255–265. [Google Scholar] [CrossRef]
- Barroeta Robles, J.; Dubé, M.; Hubert, P.; Yousefpour, A. Repair of Thermoplastic Composites: An Overview. Adv. Manuf. Polym. Compos. Sci. 2022, 8, 68–96. [Google Scholar] [CrossRef]
- Rohart, V.; Lebel, L.L.; Dubé, M. Improved Adhesion Between Stainless Steel Heating Element and PPS Polymer in Resistance Welding of Thermoplastic Composites. Compos. Part B Eng. 2020, 188, 107876. [Google Scholar] [CrossRef]
- Brassard, D.; Dubé, M.; Tavares, J.R. Modelling Resistance Welding of Thermoplastic Composites with a Nanocomposite Heating Element. J. Compos. Mater. 2021, 55, 625–639. [Google Scholar] [CrossRef]
- Zhao, P.; Zhang, Z.B.; Li, Y.L.; Tian, L.; Wang, C.; Xiong, X.H. Resistance Welding of Thermoplastic Composites via a Novel Carbon Nanofilm Implant. Mater. Lett. 2022, 328, 133216. [Google Scholar] [CrossRef]
- Marti, I.B.; Kaynak, C. Effects of Interlayer Forms on the Resistance Welding Performance of PAEK/CF Thermoplastic Composite Laminates. J. Thermoplast. Compos. Mater. 2023, 36, 4945–4976. [Google Scholar] [CrossRef]
- Li, X.K.; Zhang, T.Y.; Li, S.; Liu, H.S.; Zhao, Y.; Wang, K. The Effect of Cooling Rate on Resistance-Welded CF/PEEK Joints. J. Mater. Res. Technol. 2021, 12, 53–62. [Google Scholar] [CrossRef]
- Yan, P.; Peng, W.X.; Yang, F.; Cao, Y.; Xiang, M.; Wu, T.; Fu, Q. Investigation on Thermal Degradation Mechanism of Poly(Phenylene Sulfide). Polym. Degrad. Stab. 2022, 197, 109863. [Google Scholar] [CrossRef]
- Oshima, S.; Higuchi, R.; Kato, M.; Minakuchi, S.; Yokozeki, T.; Aoki, T. Cooling Rate-Dependent Mechanical Properties of Polyphenylene Sulfide (PPS) and Carbon Fiber Reinforced PPS (CF/PPS). Compos. Part A Appl. Sci. Manuf. 2023, 164, 107250. [Google Scholar] [CrossRef]
- Liu, Y.H.; Tang, H.P.; Wang, X.Y.; Zhai, Z.Y. Characterization of Joule Heating and Deconsolidation Behavior of Continuous Carbon Fiber Reinforced Polyamide 6 Composites under Self-Resistance Electric Heating. Polym. Compos. 2021, 42, 6417–6429. [Google Scholar] [CrossRef]
- Totla, H.S.; Gupta, A.; Mishra, S.; Sharma, S.; Selvaraj, S.K. Resistance Welding Analysis of Thermoplastic Composite Structures in Aeronautical Applications. Int. J. Interact. Des. Manuf. 2023. [Google Scholar] [CrossRef]
- Xiong, X.H.; Zhao, P.; Ren, R.; Zhang, Z.B.; Ji, S.D. Resistance Welded Composite Joints Strengthened by Carbon Fiber Felt: Mechanical Properties, Failure Modes and Mechanism. Mater. Res. Express 2019, 6, 085323. [Google Scholar] [CrossRef]
- Miranda Barbosa, L.C.; Brejão de Souza, S.D.; Botelho, E.C.; Cândido, G.M.; Rezende, M.C. Fractographic Evaluation of Welded Joints of PPS/Glass Fiber Thermoplastic Composites. Eng. Fail. Anal. 2019, 102, 60–68. [Google Scholar] [CrossRef]
- Zhang, Y.X.; Yang, Y.; Hu, J.M.; Luo, Z.; Bi, J.; Li, Y.; Su, J. Microstructure and Joining Mechanism of Al/CFRTP Resistance Element Welded Joints. J. Manuf. Process. 2022, 84, 251–259. [Google Scholar] [CrossRef]
- Lionetto, F.; Pappadà, S.; Buccoliero, G.; Maffezzoli, A. Finite element modeling of continuous induction welding of thermoplastic matrix composites. Mater. Des. 2017, 120, 212–221. [Google Scholar] [CrossRef]
- Mongan, P.G.; Modi, V.; McLaughlin, J.W.; Hinchy, E.P.; O’Higgins, R.M.; O’Dowd, N.P.; McCarthy, C.T. Multi-Objective Optimisation of Ultrasonically Welded Dissimilar Joints Through Machine Learning. J. Intell. Manuf. 2022, 33, 1125–1138. [Google Scholar] [CrossRef] [PubMed]
- Dharma, S.; Masjuki, H.H.; Ong, H.C.; Sebayang, A.H.; Silitonga, A.S.; Kusumo, F.; Mahlia, T.M.I. Optimization of Biodiesel Production Process for Mixed Jatropha Curcas-Ceiba Pentandra Biodiesel using Response Surface Methodology. Energy Convers. Manag. 2016, 115, 178–190. [Google Scholar] [CrossRef]
- Milano, J.; Ong, H.C.; Masjuki, H.H.; Silitonga, A.S.; Chen, W.H.; Kusumo, F.; Dharma, S.; Sebayang, A.H. Optimization of Biodiesel Production by Microwave Irradiation-Assisted TranseSterification for Waste Cooking Oil- Calophyllum Inophyllum Oil via Response Surface Methodology. Energy Convers. Manag. 2018, 158, 400–415. [Google Scholar] [CrossRef]
- Adamu, M.; Haruna, S.I.; Ibrahim, Y.E.; Alanazi, H. Evaluation of the Mechanical Performance of Concrete Containing Calcium Carbide Residue and Nano Silica using Response Surface Methodology. Environ. Sci. Pollut. Res. 2022, 29, 67076–67102. [Google Scholar] [CrossRef] [PubMed]
- Vinayagamoorthy, R. Parametric Optimization Studies on Drilling of Sandwich Composites using the Box-Behnken Design. Mater. Manuf. Process. 2017, 32, 645–653. [Google Scholar] [CrossRef]
- Wei, D.L.; Gu, Y.Z.; Zhu, H.R.; Li, M.; Wang, S.K. Influence of Electrical Heating Metal Mesh and Power Density on Resistance Welding of Carbon Fiber/PEEK Composite. Polymers 2022, 14, 2563. [Google Scholar] [CrossRef]
- Okayasu, M.; Kubota, T. An Electrical Resistance Joining Technology for Carbon Fiber-Reinforced Polyphenylene Sulfide Composites. J. Mater. Eng. Perform. 2020, 29, 2134–2143. [Google Scholar] [CrossRef]
- Available online: https://www.astm.org/d1002-10r19.html (accessed on 24 April 2024).
- Requena, I.G.; Lobera, A.S.; Fernandez, L.M.V. Characterizing of meshes for resistance welding of high temperature reinforced laminate thermoplastic (RLT). Procedia Eng. 2013, 63, 556–563. [Google Scholar] [CrossRef]
- Eveno, E.C.; Gillespie, J.W. Resistance Welding of Graphite Polyetheretherketone Composites: An Experimental Investigation. J. Thermoplast. Compos. Mater. 1988, 1, 322–338. [Google Scholar] [CrossRef]
- Xiong, X.H.; Tian, L.; Zhao, P.; Zhang, L.; Zhang, Z.B.; Wang, C. Ultra-rapid resistance welding of polypropylene within 1 s by monofilament implant assistance. Mater. Lett. 2022, 317, 132112. [Google Scholar] [CrossRef]
- Du, B.; Chen, L.M.; Liu, H.C.; He, Q.H.; Qin, W.M.; Li, W.G. Resistance welding of glass fiber reinforced thermoplastic composite: Experimental investigation and process parameter optimization. Chin. J. Aeronaut. 2020, 33, 3469–3478. [Google Scholar] [CrossRef]
- Prakash Maran, J.; Manikandan, S.; Thirugnanasambandham, K.; Vigna Nivetha, C.; Dinesh, R. Box–Behnken Design Based Statistical Modeling for Ultrasound-Assisted Extraction of Corn Silk Polysaccharide. Carbohydr. Polym. 2013, 92, 604–611. [Google Scholar] [CrossRef]
- Adamu, M.; Ibrahim, Y.E.; Alanazi, H. Evaluating the Influence of Elevated Temperature on Compressive Strength of Date-Palm-Fiber-Reinforced Concrete using Response Surface Methodology. Materials 2022, 15, 8129. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level | Factor | ||
|---|---|---|---|
| A: T (°C) | B: F (MPa) | C: P (kW/m2) | |
| −1 | 300 | 0.85 | 100 |
| 0 | 310 | 1.15 | 120 |
| 1 | 320 | 1.45 | 140 |
| No. | A: T (°C) | B: F (MPa) | C: P (kW/m2) | LSS (MPa) |
|---|---|---|---|---|
| 1 | 310 | 1.45 | 100 | 9.85 |
| 2 | 300 | 1.15 | 140 | 10.04 |
| 3 | 320 | 1.15 | 100 | 9.6 |
| 4 | 310 | 1.15 | 120 | 13.44 |
| 5 | 310 | 1.15 | 120 | 13.56 |
| 6 | 310 | 0.85 | 100 | 9.88 |
| 7 | 310 | 1.15 | 120 | 13.61 |
| 8 | 300 | 1.45 | 120 | 10.92 |
| 9 | 310 | 1.15 | 120 | 13.31 |
| 10 | 300 | 0.85 | 120 | 11.91 |
| 11 | 320 | 0.85 | 120 | 12.85 |
| 12 | 310 | 1.45 | 140 | 11.91 |
| 13 | 320 | 1.45 | 120 | 12.46 |
| 14 | 320 | 1.15 | 140 | 12.22 |
| 15 | 300 | 1.15 | 100 | 9.57 |
| 16 | 310 | 1.15 | 120 | 13.7 |
| 17 | 310 | 0.85 | 140 | 12.24 |
| Source | Sum of Squares | Degrees of freedom | Mean Square | F-Value | p-Value | Significance |
|---|---|---|---|---|---|---|
| Model | 37.59 | 9 | 4.18 | 64.58 | <0.0001 | ** |
| A | 2.75 | 1 | 2.75 | 42.51 | 0.0003 | ** |
| B | 0.3785 | 1 | 0.3785 | 5.85 | 0.0462 | ** |
| C | 7.05 | 1 | 7.05 | 108.99 | <0.0001 | ** |
| AB | 0.09 | 1 | 0.09 | 1.39 | 0.2767 | |
| AC | 1.16 | 1 | 1.16 | 17.87 | 0.0039 | ** |
| BC | 0.0225 | 1 | 0.0225 | 0.3478 | 0.5739 | |
| A2 | 4.65 | 1 | 4.65 | 71.87 | <0.0001 | ** |
| B2 | 0.8087 | 1 | 0.8087 | 12.5 | 0.0095 | ** |
| C2 | 18.85 | 1 | 18.85 | 291.38 | <0.0001 | ** |
| Residual | 0.4528 | 7 | 0.0647 | |||
| Lack of fit | 0.3603 | 3 | 0.1201 | 5.19 | 0.0727 | |
| Pure error | 0.0925 | 4 | 0.0231 | |||
| R2 | 0.9881 | Adjusted R2 | 0.9728 | |||
| Mean | 11.83 | Predicted R2 | 0.8447 | |||
| C.V. % a | 2.15 | Adeq Precision | 21.2956 | |||
| No. | A: T (°C) | B: F (MPa) | C: P (kW/m2) | LSS (MPa) |
|---|---|---|---|---|
| 1 | 313.272 | 1.199 | 124.981 | 13.707 |
| 2 | 314.205 | 1.133 | 127.969 | 13.722 |
| 3 | 313.125 | 1.059 | 122.983 | 13.737 |
| 4 | 314.107 | 1.089 | 125.004 | 13.763 |
| 5 | 314.064 | 1.038 | 124.350 | 13.744 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, D.-W.; Qing, X.-T.; Lin, H.-Y.; Yang, J.; Yang, J.-C.; Wang, X.-J. Response Surface Methodology Optimization of Resistance Welding Process for Unidirectional Carbon Fiber/PPS Composites. Materials 2024, 17, 2176. https://doi.org/10.3390/ma17102176
Yu D-W, Qing X-T, Lin H-Y, Yang J, Yang J-C, Wang X-J. Response Surface Methodology Optimization of Resistance Welding Process for Unidirectional Carbon Fiber/PPS Composites. Materials. 2024; 17(10):2176. https://doi.org/10.3390/ma17102176
Chicago/Turabian StyleYu, Da-Wei, Xiao-Ting Qing, Hong-Yu Lin, Jie Yang, Jia-Cao Yang, and Xiao-Jun Wang. 2024. "Response Surface Methodology Optimization of Resistance Welding Process for Unidirectional Carbon Fiber/PPS Composites" Materials 17, no. 10: 2176. https://doi.org/10.3390/ma17102176