
Role of Calcium Chloride on the Eluting Process of Residual Ammonium from Weathered Crust Elution-Deposited Rare Earth Ore Tailings
1
School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China
2
Key Laboratory of Green Chemical Process of Ministry of Education, School of Xingfa Mining Engineering, Wuhan Institute of Technology, Wuhan 430073, China
*
Authors to whom correspondence should be addressed.
Minerals 2024, 14(5), 521; https://doi.org/10.3390/min14050521
Submission received: 19 April 2024
/
Revised: 15 May 2024
/
Accepted: 15 May 2024
/
Published: 17 May 2024
(This article belongs to the Special Issue Green and Efficient Recovery/Extraction of Rare Earth Resources)
Abstract
:A large amount of ammonium salt leaching agent will remain in the leaching site of weathered crust elution-deposited rare earth ore (WREOs). The release of residual ammonium (RA) will seriously affect the water system ecology of the mining area, and it is urgent to control it. In this paper, column eluting was used to simulate the eluting process of RA in rare earth (RE) ore tailings, and the effects of calcium chloride concentration, eluting temperature, liquid-solid ratio, eluent pH and eluent flow rate on the eluting process of RA in rare earth ore tailings were discussed. It was found that calcium chloride could effectively elute the RA from ore tailings. Eluting agent pH almost had no effect on the eluting process of RA in the pH range of 4–6, and a greater impact on it at pH 8. The flow rate could effectively enhance the elution efficiency. The optimum conditions were calcium ion concentration of 0.1 mol/L, liquid-solid ratio of 2:1, pH 4–6, flow rate of 0.6 mL/min and elution at room temperature. At this time, the elution efficiency of RA was 91.85%. The eluting process of RA in ore tailings was controlled by the inner particle diffusing according to the kinetic analysis. The reaction order was 0.368, and the activation energy of the reaction is 12.450 kJ/mol. This will provide a theoretical basis and technical support for the efficient eluting process of residual ammonium in the leaching site of WREOs.
1. Introduction
Rare earth elements (REEs) have unique magnetic, optical and electrical properties due to the unusual electron shell structure of f electrons with low transition energy, which are widely used in high-tech fields and have the reputation of “new material treasure trove” and “industrial vitamin” [1,2]. Rare earth (RE) is considered to be a strategic material, and the development of rare earth resources has been paid more and more attention by many developed and industrial manufacturing countries, especially the medium and heavy RE which are in short supply and have high market competitiveness. Weathered crust elution-deposited rare earth ore (WREOs) is a rich mineral resource in China, which has attracted much attention because it is rich in medium and heavy RE, and its mining has great commercial value. WREOs are formed from original rocks such as granite and volcanic rocks containing weatherable RE minerals under warm and humid paleoclimate and favorable landform conditions [3]. After long-term biological, chemical and physical weathering of granite and volcanic rocks containing weatherable rare earth minerals, the original rocks weather to form clay minerals, while the easily weathered rare earth minerals and accessory minerals containing rare earth dissociate by wind to form rare earth hydrated ions or hydroxyl hydrated ions that are adsorbed on clay minerals and become enriched [4,5,6,7,8]. Due to these characteristics, traditional physical beneficiation methods are ineffective in enriching REEs. Therefore, leaching and recovering RE by ion exchange reaction has become an effective approach for extracting RE from WREOs [3,9,10,11].
When a strong electrolyte solution is added to the WREOs, the cations in the strong electrolyte solution will react with the RE ions adsorbed on the active centers of clay minerals such as kaolinite, illite and halloysite, and the reaction process follows the ion exchange law. For instance, when using ammonium salt as a leaching agent, the chemical reaction between ammonium ions and RE ions can be represented as [3]:
The WREOs have undergone three generations of leaching processes, including pool leaching process, heap leaching process and in situ leaching process. Ammonium sulfate, ammonium chloride, or a combination of ammonium salts are the primary leaching agents used in the third generation of in situ leaching processes. In-situ leaching, also known as leaching mining, is the most widely used technology for WREOs mining, which has been continuously improved. With the continuous improvement and popularization of in-situ leaching technology of WREOs, although it has the advantages of environmental protection mentioned above, it also has defects that cannot be ignored, especially the problem of pollution caused by the slow release of a large number of RA salt leaching agents after the ore closure of the RE ore leaching site. Yang et al. [12] found that the tailings dumped after the extraction of RE from the WREOs by solution mining will cause damage to the topography of the mine to a certain extent, and even lead to environmental problems such as landslides and soil erosion. Wei et al. [13] found that the residual leaching agent in ore body would cause the ammonia nitrogen (AN) content in the groundwater and surrounding soil in the mining area to exceed the standard after the closure of the WREOs. During in-situ leaching using ammonium salt as the leaching agent, a significant quantity of wastewater will be produced in the leaching area due to rain erosion and complex geological structure of the mining area, and with increasing depth of the ore body, the ammonium salt leaching agent and rare earth residues will gradually increase. Due to the low grade of WREOs and complex ore body structure, the ammonium salt leaching agent used in the in-situ leaching process is larger than that in pool leaching and heap leaching processes. After leaching, a large amount of ammonium salt leaching agent will remain in the ore body. After the leaching site is closed for a long time, under the action of rainwater leaching and strong electrolyte cations in soil pores, a significant quantity of ammonium salt remaining in the RE ore will gradually be dissociated and separated, entering the soil and groundwater around the leaching site, causing ammonia nitrogen pollution in the mining and surrounding areas [14]. Therefore, it is particularly important and urgent to deal with the environmental problems caused by the slow release of RA in WREO’s tailings. Most of the domestic treatment at this stage is terminal treatment, mainly for the treatment of AN wastewater formed in mining areas, and there are few studies on the treatment of RA leaching agent in RE leaching sites.
In order to solve the problem of AN residue and migration in the tailings of WREOs leaching sites, Liu and Wang et al. [15] studied the variation of AN content in RE ores at different depths and under different rainfall conditions. They found that the content of AN in shallow soil gradually decreased, while the content of AN in deep soil gradually increased with time. Liu et al. [16] used natural alkaline minerals such as zeolite, attapulgite, and lime as soil conditioners in RE mining areas, which can effectively improve soil pH in mining areas and reduce soil water-soluble ammonia nitrogen to a certain extent. At the same time, the use of some plants can also effectively repair the soil in RE mining areas. In addition to soil amendments and terminated plants, which can treat and restore the contaminated soil in RE mining areas to a certain extent, leaching technology is also of great help to the soil remediation in mining areas. Yang [17] simulated the leaching process of residual ammonia nitrogen from WREOs using column leaching tests and found that deionized water could elute most of the water-soluble ammonia nitrogen. Potassium chloride also had a good effect on ammonium elution. At present, the ideal treatment method for the WREOs leaching sites is to use the liquid injection wells and liquid collection ditches left by leaching to improve the facilities and then leach to remove the residual ammonia nitrogen in the tailings. However, the elution rate of ammonia nitrogen in soil with water as the eluent was not ideal. Therefore, the green and efficient chemical leaching technology of residual ammonium salt in WREOs leaching sites needs to be further studied. In fact, the treatment of the problem of slow release of RA salt leaching agent in RE ore leaching site is conducive to protecting the mine environment and realizing green mining.
In this paper, calcium chloride was used as the eluting agent for RA, and the effect of eluting agent concentration, liquid-solid ratio, eluting agent pH, eluting agent flow rate and eluting temperature on the eluting process of RA in RE ore tailings was investigated. The kinetic model of RA in RE ore tailings eluted by calcium chloride was established to strengthen the eluting process of RA, so as to reveal the role of calcium ions in the eluting of RA and the elution mechanism. It provides a theoretical basis and data that support the development of high-efficiency elution technology for residual ammonium in WREOs leaching sites, and effectively solves the current problems of regional ammonia and nitrogen pollution control in WREOs mining areas.
2. Materials and Methods
2.1. Materials
The WREOs used in the test are from Longnan, Jiangxi Province. After the rare earth ore is fully mixed, it is dried in an oven at 60–70 °C for 12 h. The experiment utilized chemicals sourced from Sinopharm Chemical Reagent Co., Ltd., in Shanghai, China, which are of analytical grade. Deionized water was used to prepare solutions.
2.2. Residual Ammonium Salt Leaching Test
Samples consisting of 150 g of dried rare earth ore were weighed and loaded into a self-made glass chromatography column. Two layers of filter paper were spread on the surface of the ore layer and then 225 mL of 2% ammonium sulfate solution was uniformly added to the ore sample at a certain flow rate. The leachate was collected from the bottom of the glass chromatography column until the RE leaching reached equilibrium, and the simulated RE ore tailings with ammonium ions were obtained. The residual amount of ammonium salt was calculated according to the change of ammonium ion concentration in the solution. The tailings RA content was determined to be 1.86 ± 0.06 mg/g.
The eluent solution was added to the prepared 150 g tailings sample from the top of the self-made glass chromatographic column with a constant flow pump at a certain flow rate, and the leachate was collected from the bottom of the self-made glass chromatographic column. When no liquid flowed out, the total volume of the leachate was measured and the content of AN was analyzed.
2.3. Analytical Methods
Determination of ammonium standard curve: the concentration of RA salts in the leachate was determined by Nessler spectrophotometry (HJ 535-2009) [18]. Volumes of 0.50 mL, 1.00 mL, 2.00 mL, 4.00 mL, 6.00 mL, 8.00 mL, and 10.00 mL of AN standard solutions were accurately measured in 50 mL cuvettes. The corresponding AN contents were 5.0 μg, 10.0 μg, 20.0 μg, 40.0 μg, 60.0 μg, 80.0 μg and 100 μg, and then deionized water was added to the marking. Then, 1.0 mL of 500 g/L potassium sodium tartrate solution was added and mixed well. Next, 1.0 mL Nessler’s reagent was added and mixed well then allowed to stand for 10 min. Using water as a blank control, absorbance was measured at a wavelength of 420 nm using a 10 mm cuvette. A standard curve was made using the absorbance corrected on the vertical axis and the AN content (μg) corresponding to the horizontal axis.
Determination of the sample: an appropriate amount of leaching liquid sample was accurately removed, the absorbance of the solution was measured using ultraviolet spectrophotometry following the above steps, and the ammonium ions concentration in the sample liquid was calculated by standard curve.
3. Results
3.1. Effect of Calcium Concentration on the Eluting Process of RA
Under our conditions, the flow rate of the eluting agent was 0.6 mL/min, the eluting temperature was 25 °C and the initial pH was 5.5–6.5. The concentration of the eluting agent, calcium chloride, was changed and the effect of the eluting agent calcium salt concentration on the eluting kinetics of the RA in the RE ore tailings was measured. The results are shown in Figure 1.
It can be seen from the figure that the elution efficiency of RA increases rapidly with time until it remains in equilibrium after the maximum value. With the increase of calcium ion concentration in the eluting agent, the eluting rate of RA increases gradually, and the time required for the elution efficiency of RA to reach equilibrium is gradually shortened. This is because the higher the concentration of calcium ions in the eluting agent, the greater the driving force provided by the concentration gradient formed between the flow layer of eluting agent solution and the surface of mineral particles [19], and the easier the positive reaction between calcium ions and RA on the surface of rare earth ore tailing particles, and so the faster the elution rate.
3.2. Effect of Temperature on the Eluting Process of RA
When the concentration of calcium ions in the eluting agent was 0.1 mol/L, the flow rate of the eluting agent was 0.6 mL/min, and the initial pH was 5.5–6.5, the eluting temperature was changed, and the effect of the eluting temperature on the eluting kinetics of the RA in the RE ore tailings was measured. The results are shown in Figure 2.
It can be seen from the figure that the elution efficiency of the RA salt increases rapidly with the increase of time until it reaches the maximum value and remains balanced. With the increase of temperature, the eluting rate of the RA gradually increases. The increase of temperature can provide greater energy and driving force to the reaction system to overcome the repulsive force before the formation of new bonds between calcium ions and clay minerals and the attractive force before the old bond between the RA salt and the clay mineral is broken during the ion exchange reaction [20]. This effectively strengthens the reaction rate between calcium ions and RA. It can be seen that high temperature is conducive to the elution and removal of RA in RE ore tailings.
3.3. Effect of Liquid-Solid Ratio on the Elution Efficiency of RA
When the flow rate of the eluting agent was 0.6 mL/min, the eluting temperature was 25 °C, the concentration of calcium ions in the eluting agent was 0.1 mol/L and the initial pH was 5.5–6.5, the liquid-solid ratio was changed to measure the effect of the liquid-solid ratio on the RA elution efficiency in RE ore tailings when calcium chloride was used as the eluting agent. The results are shown in Figure 3.
It can be seen from Figure 3 that the elution efficiency of RA in RE ore tailings increases rapidly with the increase of liquid-solid ratio, and then slowly increases until it balances. Liquid-solid ratio is a very important factor for the liquid-solid reaction system. The increase in liquid-solid ratio affords mineral particles more contact opportunities with calcium ions in the eluting agent, and the reaction will be more efficient, thereby increasing the elution efficiency of RA. Because the difference in the RA elution efficiency is small when the liquid-solid ratio is large, and wastage of resources occurs with an excessive liquid-solid ratio, the liquid-solid ratio of 2:1 mL/g can be selected as the optimal condition for the eluting of RA in RE ore tailings. At this time, the elution efficiency of RA is 91.85%.
3.4. Effect of Flow Rate on the Eluting Process of RA
When the eluting agent calcium ion concentration was 0.1 mol/L, the eluting temperature was 25 °C and the initial pH was 5.5–6.5, the flow rate of the eluting agent was changed, and the effect of the eluting agent flow rate on the eluting kinetics of the RA in the RE ore tailings was measured when calcium chloride was used as the eluting agent for the RA. The results are shown in Figure 4.
It can be seen from Figure 4 that with time, the elution efficiency of RA increases rapidly until it reaches the maximum value and remains balanced. The eluting rate of RA increases as the flow rate of the eluting agent increases. Increase of the eluting agent flow rate will significantly accelerate the downward seepage rate of the solution in the ore body, which also accelerates the downward migration rate of the RA entering the eluting agent solution [20]. The reverse adsorption phenomenon is restrained by the migration rate to a certain extent, and the rate of the RA flowing out of the ore body is gradually accelerated with the increase of the flow rate, so the eluting rate of the RA increases.
3.5. Effect of Solution pH on the Eluting Process of RA
Under the conditions of 0.1 mol/L, 25 °C and 0.6 mL/min, the pH of the eluent was changed to investigate the effect of calcium chloride on the elution kinetics of the RA in RE ore tailings when calcium chloride was used as the eluent. The results are shown in Figure 5.
As can be seen from Figure 5, when the pH of the calcium salt eluent is in the range of 2–6, the elution efficiency of residual ammonium increases with the increase of the eluent solution pH, but the kinetic curve of the residual ammonium is not significantly different. When the eluent solution has a pH value of 8, it can be seen that the eluting rate and elution efficiency of RA are significantly reduced, indicating that the alkaline environment is not conducive to the elution of RA from RE ore tailings. This may be due to the formation of new adsorption sites, which to a certain extent, also contributes to the adsorption of ammonium on clay minerals. The condition of high pH is conducive to the formation of hydrated ammonium molecules, which are easily adsorbed to the solid surface in molecular form. This is not conducive to the eluting process. Because the initial pH of calcium chloride is generally between 5.5 and 6.5, the pH of the eluent cannot be adjusted during the eluting operation of RA in the RE ore leaching site.
3.6. Effect of Calcium Chloride on the Eluting Mass Transfer Process of RA
3.6.1. Effect of Calcium Chloride Concentration
When temperature was 25 °C, eluent flow rate was 0.6 mL/min and the initial pH was 5.5–6.5, the effect of calcium chloride concentration on the eluting mass transfer process of RA in RE ore tailings was investigated by changing the eluent concentration when calcium chloride was used as the eluent for RA. The results are shown in Figure 6.
It can be seen from Figure 6 that in the initial stage, with increase of calcium ion concentration in the eluent, the ammonium ion concentration in the eluent increases slightly, which may be caused by the concentration difference formed by the reaction of calcium ions and small-scale diffusion. In the stage when the ammonium ion concentration in the leachate decreased sharply, the ammonium ion concentration in the leachate increased as the calcium ion concentration in the eluent increased. This is because the higher the calcium ion concentration in the eluent, the more intense the reaction with the RA in the RE ore tailings, and the higher the concentration of ammonium ions in the leachate. At concentrations of 0.10, 0.15 and 0.20 mol/L, the ammonium ion concentration in the leachate at the final stage was 12.83 mg/L, 7.57 mg/L and 8.08 mg/L, respectively. These levels meet the pollution emission standard limit for the rare earth industry (15 mg/L). Thus, the use of calcium chloride can efficiently remove the remaining ammonium in the tailings and lower the potential for slow-release pollution of AN.
3.6.2. Effect of Temperature
When the calcium ion concentration of the eluent was 0.1 mol/L, the eluent flow rate was 0.6 mL/min and the initial pH was 5.5–6.5, the effect of the elution temperature on the mass transfer process of RA in the RE ore tailings was investigated when calcium chloride was used as the eluent. The results are shown in Figure 7.
It can be seen that with the increase of temperature, the concentration of ammonium ion in the leachate increases slightly at the initial stage, and with the continuous outflow of leachate, there is a sharp decline in the concentration of ammonium ions in the leachate, and the degree of decrease gradually steepens. This may be because the reaction activity of each ion and the seepage and diffusion ability of the solution are gradually enhanced as the eluting temperature increased. The reaction between ions is more intense, and so the higher the temperature, the higher the elution efficiency of RA.
3.6.3. Effect of Flow Rate
When the concentration of calcium ions in the eluting agent was 0.1 mol/L, the eluting temperature was 25 °C and the initial pH was 5.5–6.5, the flow rate of the eluting agent was changed, and the effect of the flow rate of the eluting agent on the eluting mass transfer process of the RA in the RE ore tailings was investigated when calcium chloride was used as the eluting agent of the RA. The results are shown in Figure 8.
It can be seen from Figure 8 that with the increase of flow rate of the eluting agent, the rapid decline of the RA elution process gradually increases at the stage of the sharp decline in the concentration of ammonium ions in the eluting solution indicating that the eluting rate of the RA salt gradually increases as the flow rate increases. Because the solution’s longitudinal diffusion rate is accelerated when the eluting agent flow rate is accelerated, the rate of RA entering the flow layer solution from the ore body will also be accelerate. Thus, the eluting rate of residual ammonium is gradually accelerated.
3.6.4. Effect of Solution pH
When the concentration of calcium ions in the eluting agent was 0.1 mol/L, the eluting temperature was 25 °C and the flow rate of the eluting agent was 0.6 mL/min, the effect of the solution pH on the eluting process of RA in RE ore tailings was investigated when calcium chloride was used as the eluent for RA. The results are shown in Figure 9. It can be seen from Figure 9 that when the eluent’s pH is low, the concentration of ammonium ions in the leachate is slightly higher. The concentration of ammonium ions in the leachate in the second stage decreases more sharply, indicating that the eluting efficiency of residual ammonium is slightly higher when the pH of the eluent is low. This may be due to the fact that when the pH is low, the ionized hydrogen ions in the eluent cooperate with the calcium ions in the eluent to exchange the residual ammonium adsorbed on the clay minerals. As well, the high exchange capacity of hydrogen ions can prevent the ammonium ions from entering the eluent solution and from being adsorbed by the clay minerals again, leading to a slightly increased ammonium ion concentration.
It can also be seen from Figure 9 that the pH value of the leachate decreases with the increase of the leachate amount, then decreases sharply to a very low level with the ammonium ion concentration, and then increases slowly and fluctuates to an equilibrium value. At the same time, when the pH value of the eluent is in the range of 4–6, the final pH value of the eluent is stable between 5.5–6.0, and the final stable pH value increases with the increase of the pH value, which indicates that the RE ore has a certain buffer capacity. When the eluent’s pH value is 2, the pH value of the eluent drops sharply in the later stage with a slow rise. Because the buffer capacity of clay minerals in RE ore is limited, when the pH of eluent is too low, the buffering capacity of clay minerals will be destroyed over time and so the pH will drop sharply. Therefore, the optimum pH of calcium salt eluent was 4–6.
3.7. Eluting Dynamics Analysis of Concentration
The reaction between the eluting agent calcium salt solution and the RA in RE ore tailings is a typical liquid-solid heterogeneous reaction, which can be expressed as follows:
The eluting process is mainly composed of two stages: the rapid eluting stage and the equilibrium stage. From the kinetic curve of eluting residual ammonium with calcium salts, it can be seen that the rapid eluting stage is the key control stage in the eluting process of residual ammonium, and the shrinking unreacted core model can be used to describe the process. According to the shrinking unreacted core model, the data in Figure 1 can be fitted by four kinetic control models [21,22]: chemical reaction, outer diffusion, inner diffusion and mixing control. It is found that only 1 − 2α/3 − (1 − α)2/3 has a good linear relationship with t, and the fitting coefficient R2 is the highest, both greater than 0.960. The apparent rate constant and fitting coefficient are shown in Table 1. This indicates that the inner diffusion-controlled kinetic equation can best fit the eluting process of RA in calcium salt eluting WREOs tailings, and the elution process of RA in RE ore tailings is controlled by the inner diffusion steps of particles.
According to the kinetic equation of internal diffusion, it can be expressed as a concentration-dependent expression [23,24], as follows:
Combined with the inner diffusion kinetic equation, it observes the following relationship:
or
where, k1 is the pre-exponential factor; n is the empirical reaction order and C0 (mol/L) is the initial calcium ion concentration of the eluting agent.
Substituting the apparent rate constant k in Table 1 and its corresponding initial calcium ion concentration of the eluent into Equation (5), the results are shown in Figure 10. It can be seen from Figure 10 that there is a linear relationship between lnk and lnC0, and the fitting coefficient R2 is greater than 0.960, which further verifies that the reaction process of eluting RA from RE ore tailings by calcium salt is controlled by inner diffusion. From the slope of the fitted straight line, the empirical reaction order n of the RA eluting process with respect to the calcium salt concentration is 0.368. The value of the pre-exponential factor k1 of the RA eluted by calcium chloride can be calculated from the data of the fitting straight line, which is 0.000655. Therefore, the kinetic equation of calcium ion concentration in the eluting process of RA by calcium chloride can be obtained:
3.8. Reaction Activation Energy Analysis of Eluting Temperature
The data in Figure 2 were substituted into the four kinetic control models, and it was found that only 1 − 2α/3 − (1 − α)2/3 has a good linear relationship with t, and the fitting coefficient R2 is the highest, both greater than 0.970. The apparent rate constant and fitting coefficient are shown in Table 2. This shows that the inner diffusion control kinetic equation can best fit the eluting process of RA in RE ore tailings with calcium chloride, and the eluting process of RA in RE ore tailings is controlled by the inner diffusion steps of particles.
According to the Arrhenius equation, the apparent rate constant k can be expressed as [24,25]:
or
where, k is the apparent rate constant, min−1; A is the pre-factor; R is the ideal gas constant; T is the eluting temperature, K and E is the apparent activation energy, kJ/mol.
Combining the Arrhenius Equations (7) and (8), a plot of lnk versus 1/T was made from the apparent rate constants obtained in Table 2, as shown in Figure 11. Figure 11 illustrates a strong linear correlation between lnk and 1/T, with a fitting coefficient R2 exceeding 0.990. The activation energy for the elution of RA by calcium chloride was determined to be 12.450 kJ/mol from the slope of the fitting line.
Meanwhile, the inner diffusion kinetic equation with respect to temperature and concentration can be expressed as:
of which
k1 can be calculated from the data fitted in Figure 11, and then the corresponding activation energy and the experimental temperature can be taken into Formula (10) to obtain the pre-index factor k’, so that the kinetic equation of calcium chloride eluting RA can be obtained:
The above empirical kinetic equations can help optimize the eluting process of RA in the WREOs leaching site with calcium salts, and provide some theoretical guidance for the treatment of AN pollution in the WREOs leaching site.
4. Conclusions
In this paper, column eluting was used to simulate the eluting process of RA in WREOs tailings. The effects of eluent concentration, liquid-solid ratio, eluent pH, eluent flow rate and eluting temperature on the eluting process of RA in rare earth ore tailings were investigated when calcium chloride was used as an eluent. The optimum conditions for calcium chloride eluting RA in RE ore tailings are as follows: the concentration of calcium ions is 0.1 mol/L, the ratio of liquid to solid is 2:1, the pH of calcium salt solution is 4–6, the flow rate of calcium salt solution is 0.6 mL/min and the eluting temperature is room temperature. Under the optimum conditions, the elution efficiency of RA is 91.85%.
The higher the concentration of calcium ions in the eluent, the greater the concentration gradient of calcium ions between the surface of mineral particles and the flowing layer of eluent, the stronger and more efficient the ion exchange reaction between calcium ions and RA, and the higher the eluting rate of RA. With the increase of eluting temperature, the number of activated reaction molecules increases, the thermal motion of ions involved in the reaction is significantly accelerated, the diffusion rate of activated calcium ions in the solution flow layer to ore particles and the diffusion rate of ammonium ions displaced from the ore particles surface to the solution flow layer increases, the time required to reach elution equilibrium gradually shortens, and the eluting rate of RA salts increases. Alkaline conditions are not conducive to the removal of RA from RE ore tailings by calcium salt elution, while weakly acidic conditions are conducive to the removal of RA from RE ore tailings. As the eluent flow rate increases, the vertical diffusion rate of the solution is significantly accelerated, the reverse adsorption phenomenon of the RA eluted from the solution is alleviated to a certain extent, and the RA elution rate is gradually increased. When the flow rate of eluent is too fast, calcium ions cannot fully come into contact with mineral particles, which is not conducive to the elution of RA. The kinetic study shows that the eluting process of residual ammonium by calcium salt is controlled by internal diffusion kinetics, and the inner diffusion kinetics equation containing temperature and calcium ion concentration is established:
.
Author Contributions
Conceptualization, J.F. and X.W.; methodology, J.F.; software, J.F. and X.W.; validation, X.W. and F.Z.; formal analysis, J.F.; investigation, J.F.; resources, R.C.; data curation, J.F.; writing—original draft preparation, J.F.; writing—review and editing, J.F. and X.W.; visualization, F.Z.; supervision, X.W.; project administration, R.C.; funding acquisition, X.W. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China (No. 52204278).
Data Availability Statement
Data are contained within the article.
Acknowledgments
We offer our thanks to the editors and reviewers for their great efforts.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Luo, X.P.; Zhang, Y.B.; Zhou, H.P.; He, K.Z.; Luo, C.G.; Liu, Z.S.; Tang, X.K. Review on the Development and Utilization of Ionic Rare Earth Ore. Minerals 2022, 12, 554. [Google Scholar] [CrossRef]
- Zeng, X.G.; Zeng, B.; Huang, L.J.H.; Zhong, L.; Li, X.D.; Huang, W.F. Adsorption of Y (III) on the Interface of Kaolinite-H2O: A DFT Study. Minerals 2022, 12, 1128. [Google Scholar] [CrossRef]
- Feng, J.; Zhou, F.; Chi, R.A.; Liu, X.; Xu, Y.L.; Liu, Q. Effect of a Novel Compound on Leaching Process of Weathered Crust Elution-Deposited Rare Earth Ore. Miner. Eng. 2018, 129, 63–70. [Google Scholar] [CrossRef]
- Ju, W.; Yang, J.H.; Yao, C.; Zhang, X.B.; Ye, Z.W.; Liu, D. Experimental Study on the Permeability of Rare Earths with Different Particle Composition for a Novel Heap Leaching Technology. Appl. Sci. 2022, 12, 11368. [Google Scholar] [CrossRef]
- Wang, G.F.; Xu, J.; Ran, L.Y.; Zhu, R.L.; Ling, B.W.; Liang, X.L.; Kang, S.C.; Wang, Y.Y.; Wei, J.M.; Ma, L.Y.; et al. A Green and Efficient Technology to Recover Rare Earth Elements from Weathering Crusts. Nat. Sustain. 2023, 6, 81–92. [Google Scholar] [CrossRef]
- Lai, F.G.; Huang, L.; Gao, G.H.; Yang, R.; Xiao, Y.F. Recovery of Rare Earths from Ion-Absorbed Rare Earths Ore with MgSO4- Ascorbic Acid Compound Leaching Agent. J. Rare Earths 2018, 36, 521–527. [Google Scholar] [CrossRef]
- Yaraghi, A.; Ariffin, K.S.; Baharun, N. A Short Review on REE Recovery from Ion-Adsorption Clays. Development 2019, 8, 131–136. [Google Scholar]
- Meng, X.Y.; Zhao, H.B.; Zhang, Y.S.; Shen, L.; Gu, G.H.; Qiu, G.Z.; Zhang, X.G.; Yu, H.; He, X.; Liu, C. Simulated Bioleaching of Ion-Adsorption Rare Earth Ore Using Metabolites of Biosynthetic Citrate: An Alternative to Cation Exchange Leaching. Miner. Eng. 2022, 189, 107900. [Google Scholar] [CrossRef]
- Xia, H.B.; Deng, P.; Wu, X.; Liu, D.B.; Qiu, S.; Liu, Y.Q.; Yu, Y.H. Simulation Research on Pilot Experimental of In-situ Leaching Ion-adsorption Rare Earth Ores with Plant Leaching Agent. Nonferrous Met. Eng. 2020, 10, 52–59. [Google Scholar]
- Zhu, D.M.; Qiu, T.S.; Zhong, J.F.; Zeng, Q.H.; Fang, X.H. Molecular Dynamics Simulation of Aluminum Inhibited Leaching during Ion-Adsorbed Type Rare Earth Ore Leaching Process. J. Rare Earths 2019, 37, 1334–1340. [Google Scholar] [CrossRef]
- Shi, Q.Y.; Zhao, Y.; Meng, X.Y.; Shen, L.; Qiu, G.Z.; Zhang, X.G.; Yu, H.; He, X.; He, H.J.; Zhao, H.B. Column Leaching of Ion Adsorption Rare Earth Ore at Low Ammonium Concentration. J. Mater. Res. Technol. 2022, 19, 2135–2145. [Google Scholar] [CrossRef]
- Yang, F.; Liao, H.; Jin, S. The environmental costs of the mining on rare earths in the south of Jiangxi province. Prices Mon. 2013, 6, 87–90. (In Chinese) [Google Scholar]
- Wei, J.; Wang, H.; Yan, J. Environmental damages and control measures in exploiting ion-absorbed rare earth of South China. Nonferrous Met. Sci. Eng. 2016, 7, 125–132. (In Chinese) [Google Scholar]
- Feng, J.; Yu, J.; Huang, S.; Wu, X.; Zhou, F.; Xiao, C.; Xu, Y.; Chi, R. Effect of potassium chloride on leaching process of residual ammonium from weathered crust elution-deposited rare earth ore tailings. Miner. Eng. 2021, 163, 106800. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, H.; Zhu, Q.; Xiao, Z.; Zhang, N. Distribution characteristics of nitrides in soil of south China ion-adsorption rare earth ore mining area. Chin. Rare Earths 2015, 36, 1–5. (In Chinese) [Google Scholar]
- Liu, S.; Huang, Y.; Han, Z.; Liu, X. Practices of the soil ecological remediation in ion-absorbed rare earth mine. Environ. Eng. 2015, 33, 160–165. (In Chinese) [Google Scholar]
- Yang, S. Study on the Adsorption and Desorption Behavior of Ammonium in the Mining Process of Ion-Absorbed Rare-Earth Mineral. Master’s Thesis, China University of Geosciences, Beijing, China, 2015. (In Chinese). [Google Scholar]
- Osborne, G. The extraction and definition of non-exchangeable or fixed ammonium in some soils from southern New South Wales. Soil Res. 1976, 14, 373–380. [Google Scholar] [CrossRef]
- Wang, F.L.; Alva, A.K. Ammonium adsorption and desorption in sandy soils. Soil Sci. Soc. Am. J. 2000, 64, 1669–1674. [Google Scholar] [CrossRef]
- Aydogan, S.; Ucar, G.; Canbazoglu, M. Dissolution kinetics of chalcopyrite in acidic potassium dichromate solution. J. Hydrometall. 2006, 81, 45–51. [Google Scholar] [CrossRef]
- Ghosh, A.; Ray, H. Principles of Extractive Metallurgy, 2nd ed.; Wiley Eastern Ltd.: New Delhi, India, 1991. [Google Scholar]
- Sohn, H.; Wadsworth, M. Rate Processes in Extractive Metallurgy; Plenum: New York, NY, USA, 1979. [Google Scholar]
- Li, M.; Zhang, X.W.; Liu, Z.G.; Hu, Y.H.; Wang, M.T.; Liu, J.; Yang, J.P. Kinetics of leaching fluoride from mixed rare earth concentrate with hydrochloric acid and aluminum chloride. Hydrometallurgy 2013, 140, 71–76. [Google Scholar] [CrossRef]
- Zhu, P.; Zhang, X.J.; Li, K.F.; Qian, G.R.; Zhou, M. Kinetics of leaching refractory gold ores by ultrasonic-assisted electro-chlorination. Int. J. Miner. Metall. Mater. 2012, 19, 473–477. [Google Scholar] [CrossRef]
- Ashraf, M.; Zafar, Z.; Ansari, T. Selective leaching kinetics and upgrading of low-grade calcareous phosphate rock in succinic acid. J. Hydrometall. 2005, 80, 286–292. [Google Scholar] [CrossRef]
Figure 1.
Effect of calcium ion concentration on the kinetics curves of RA.

Figure 2.
Effect of temperature on the kinetics curves of RA.

Figure 3.
Effect of the liquid:solid ratio on the elution efficiency of RA.

Figure 4.
Effect of the flow rate on the kinetics curves of RA.

Figure 5.
Effect of the eluting agent’s pH on the kinetics curves of RA.
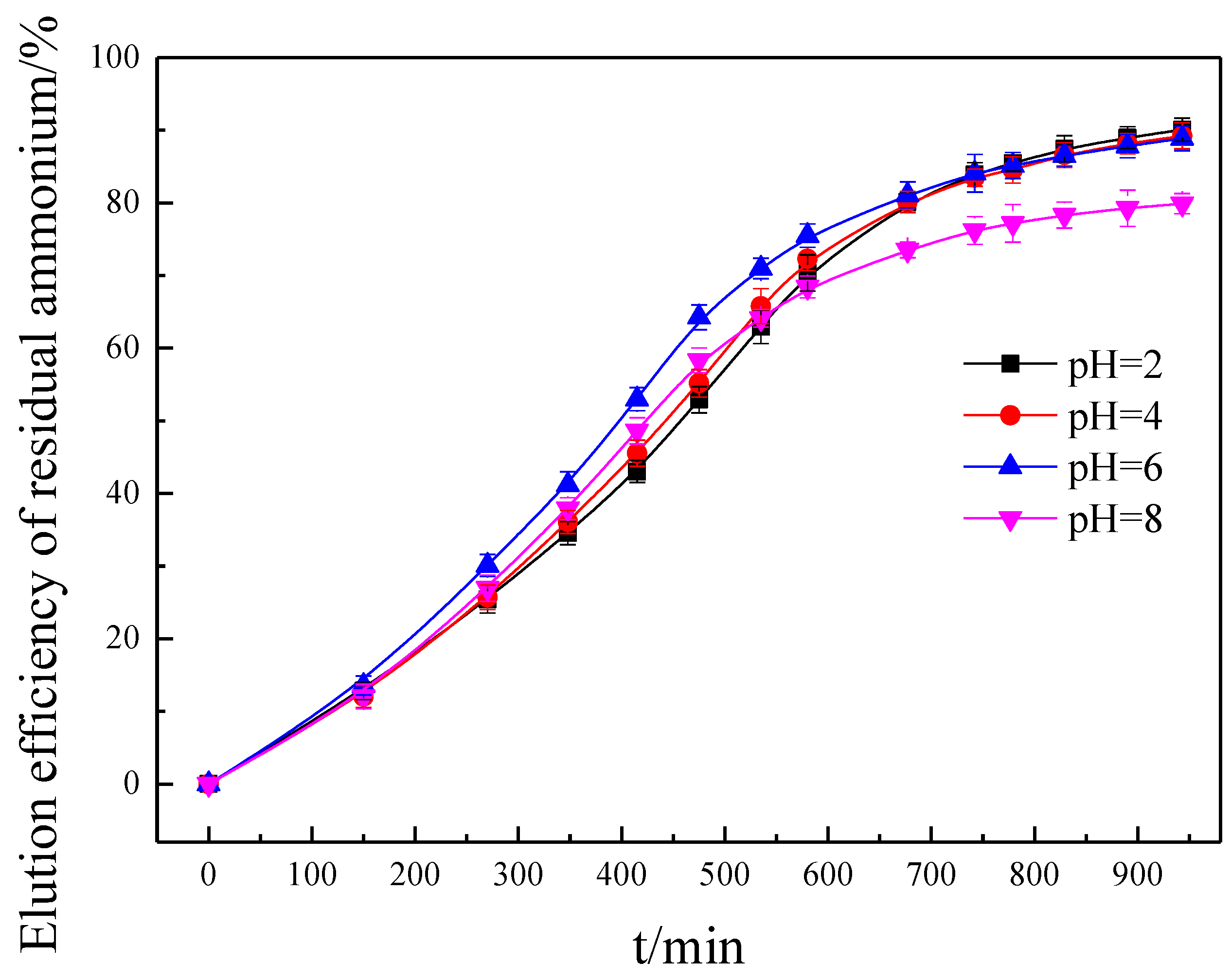
Figure 6.
Effect of the calcium concentration on the elution curves of RA.

Figure 7.
Effect of the temperature on the elution curves of RA.
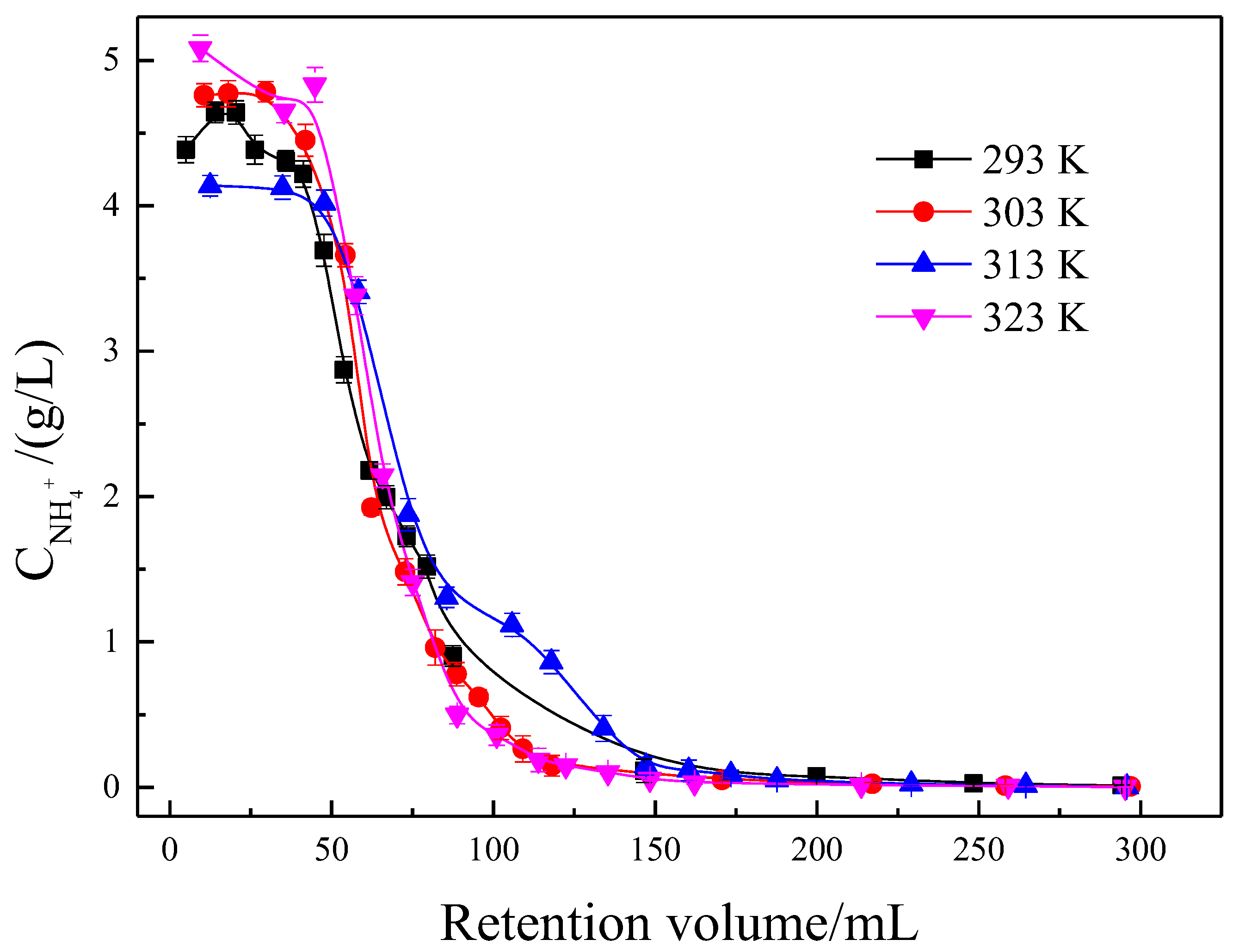
Figure 8.
Effect of the flow rate on the elution curves of RA.

Figure 9.
Effect of the eluting agent’s pH on the elution curves of RA: (a) elution curves and (b) leachate.
Figure 9.
Effect of the eluting agent’s pH on the elution curves of RA: (a) elution curves and (b) leachate.

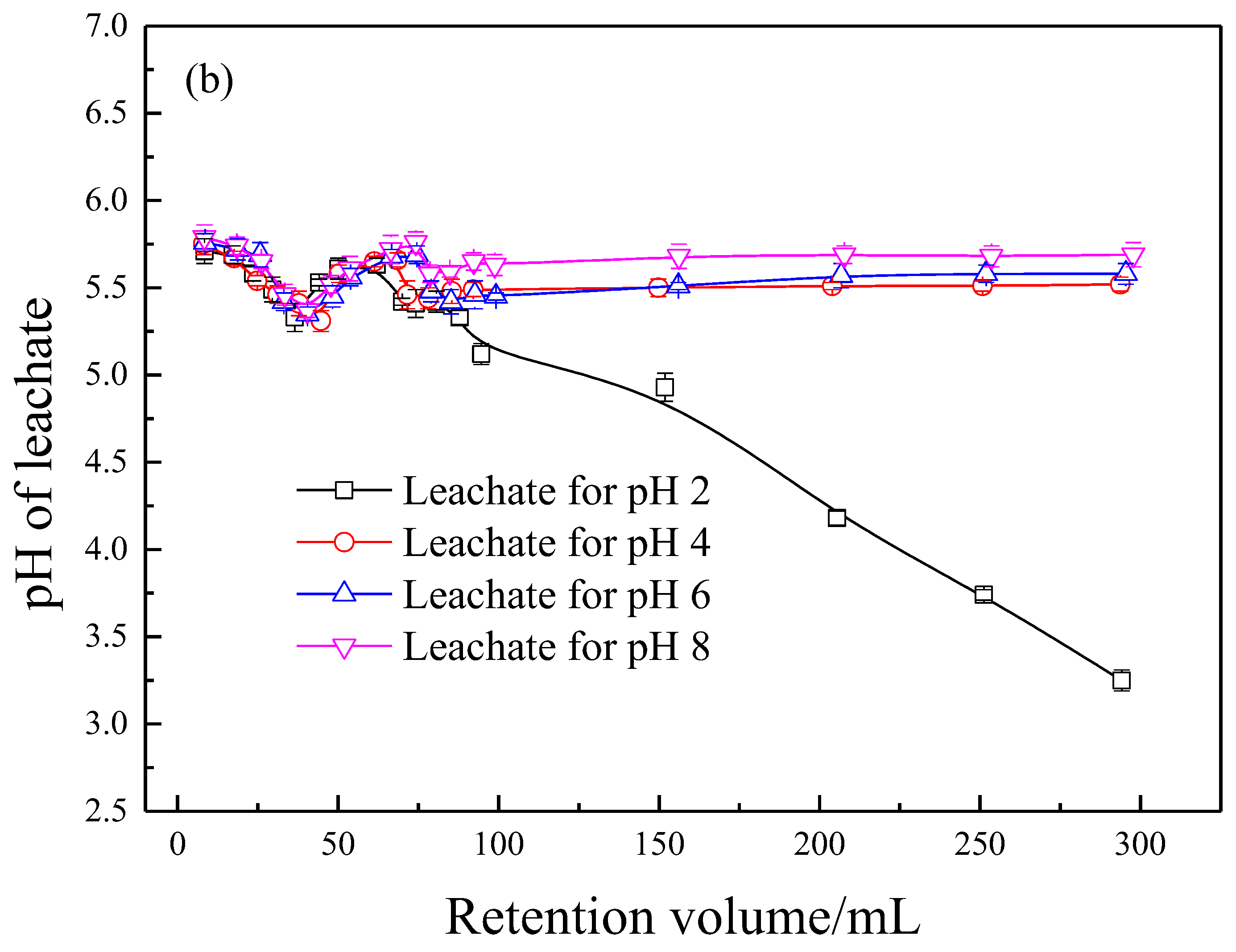
Figure 10.
Plot of lnk versus lnC0.

Figure 11.
Plot of lnk versus 1/T.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The k values and correlation coefficient values of inner diffusion.
| Calcium Concentration (mol/L) | k (min−1) | R2 |
|---|---|---|
| 0.008 | 0.000105 | 0.971 |
| 0.01 | 0.000133 | 0.971 |
| 0.02 | 0.000156 | 0.965 |
| 0.06 | 0.000211 | 0.990 |
| 0.10 | 0.000266 | 0.981 |
| 0.15 | 0.000347 | 0.969 |
| 0.20 | 0.000376 | 0.995 |
Table 2.
The k values and correlation coefficient values of inner diffusion.
| Temperature (K) | k (min−1) | R2 |
|---|---|---|
| 293 | 0.000291 | 0.995 |
| 303 | 0.000346 | 0.984 |
| 313 | 0.000393 | 0.992 |
| 323 | 0.000473 | 0.971 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Feng, J.; Wu, X.; Zhou, F.; Chi, R. Role of Calcium Chloride on the Eluting Process of Residual Ammonium from Weathered Crust Elution-Deposited Rare Earth Ore Tailings. Minerals 2024, 14, 521. https://doi.org/10.3390/min14050521
AMA Style
Feng J, Wu X, Zhou F, Chi R. Role of Calcium Chloride on the Eluting Process of Residual Ammonium from Weathered Crust Elution-Deposited Rare Earth Ore Tailings. Minerals. 2024; 14(5):521. https://doi.org/10.3390/min14050521
Chicago/Turabian StyleFeng, Jian, Xiaoyan Wu, Fang Zhou, and Ruan Chi. 2024. "Role of Calcium Chloride on the Eluting Process of Residual Ammonium from Weathered Crust Elution-Deposited Rare Earth Ore Tailings" Minerals 14, no. 5: 521. https://doi.org/10.3390/min14050521
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.