

Effects of Quasi-Static Strain Rate and Temperature on the Microstructural Features of Post-Processed Microstructures of Laser Powder Bed Fusion Ti6Al4V Alloy



Abstract
:1. Introduction
2. Materials and Methods
2.1. Production, Preparation, and Investigation of Ti6Al4V(ELI) Test Samples with Different Microstructures
2.2. Low-Strain-Rate Compression Tests at Ambient Temperature
2.3. Low-Strain-Rate Compression Testing at Elevated Temperatures
3. Results and Discussion
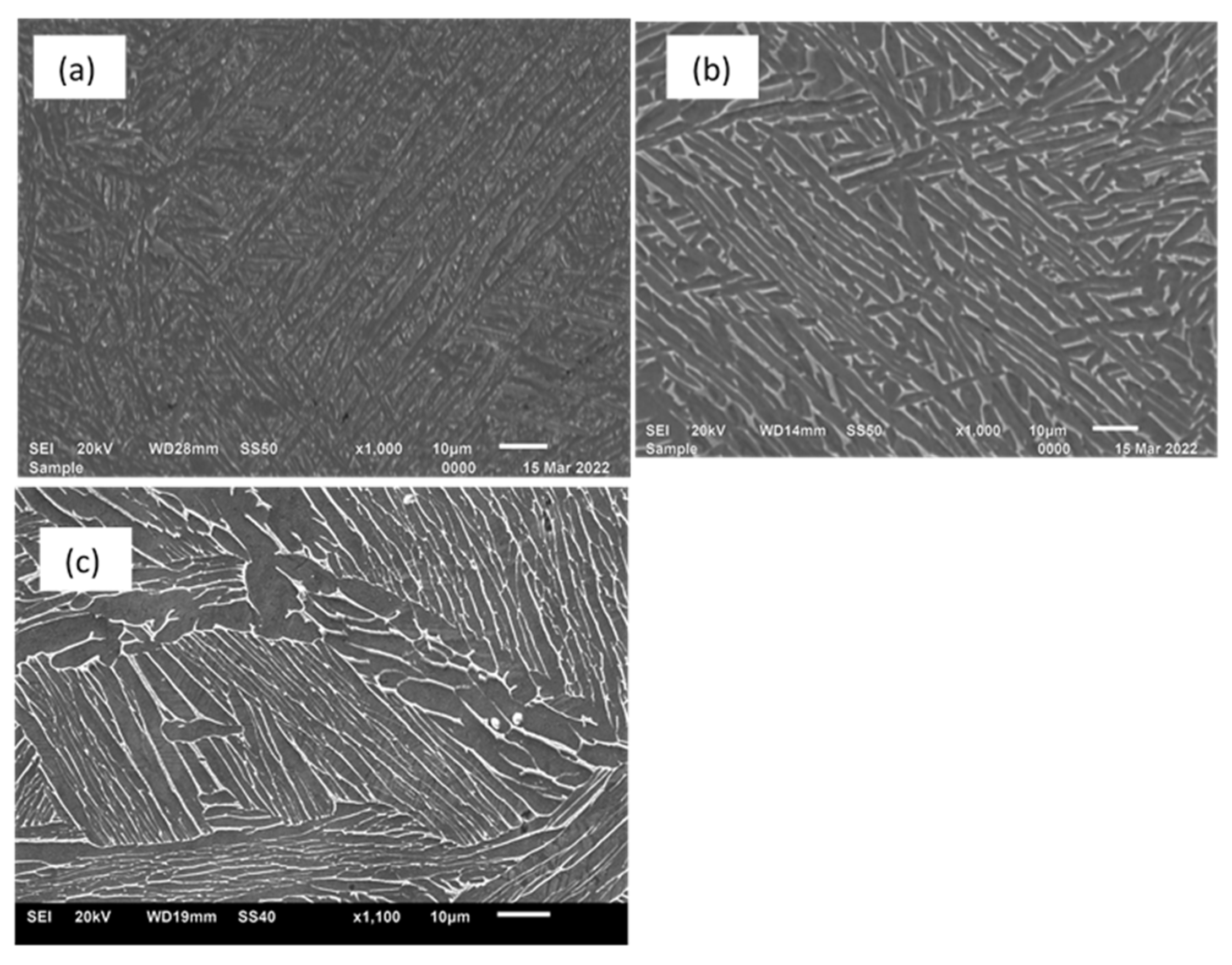
3.1. Microstructures
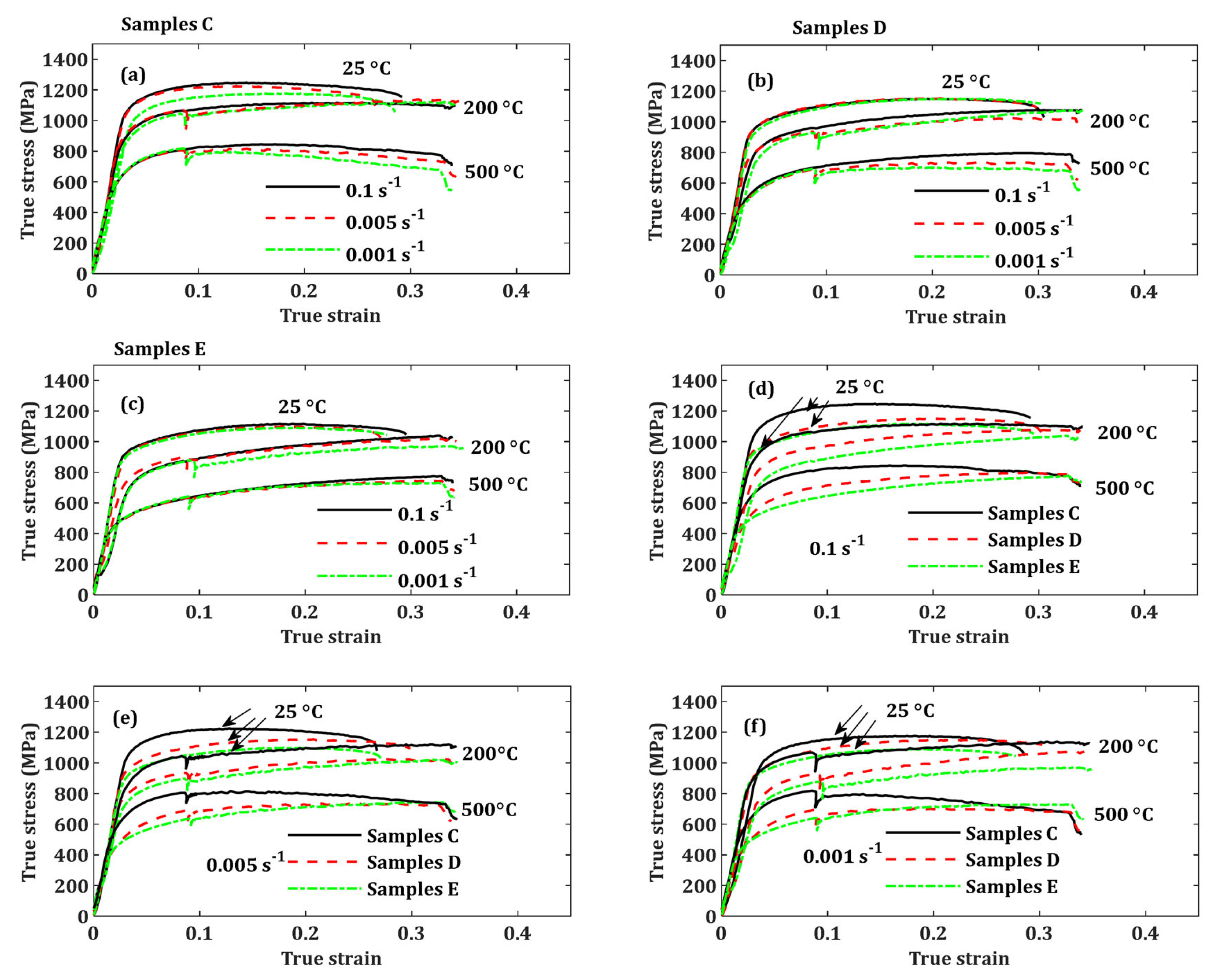
3.2. Flow Properties at Different Strain Rates and Temperatures
3.3. Strain Hardening
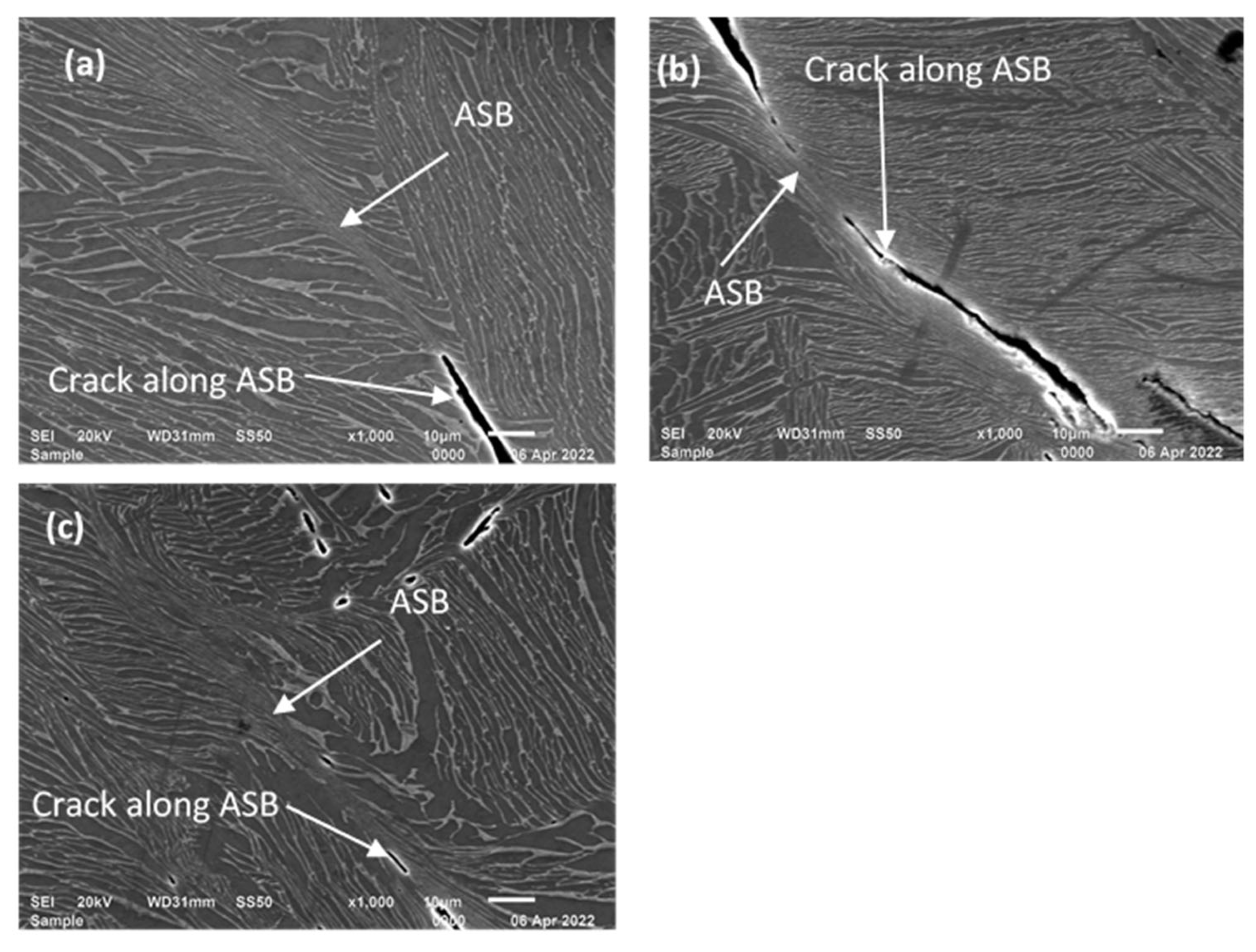
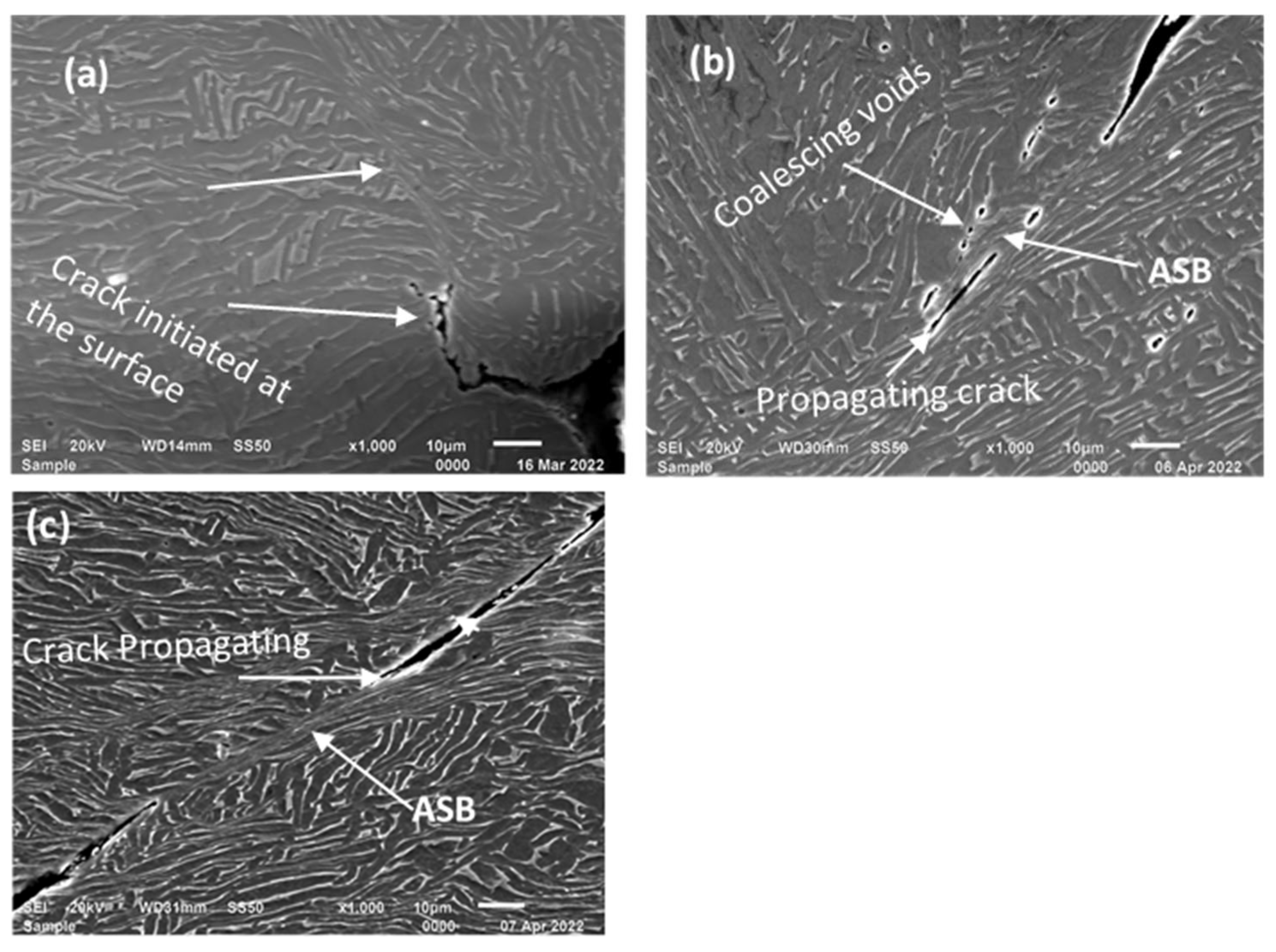
3.4. Analysis of Deformed Surfaces
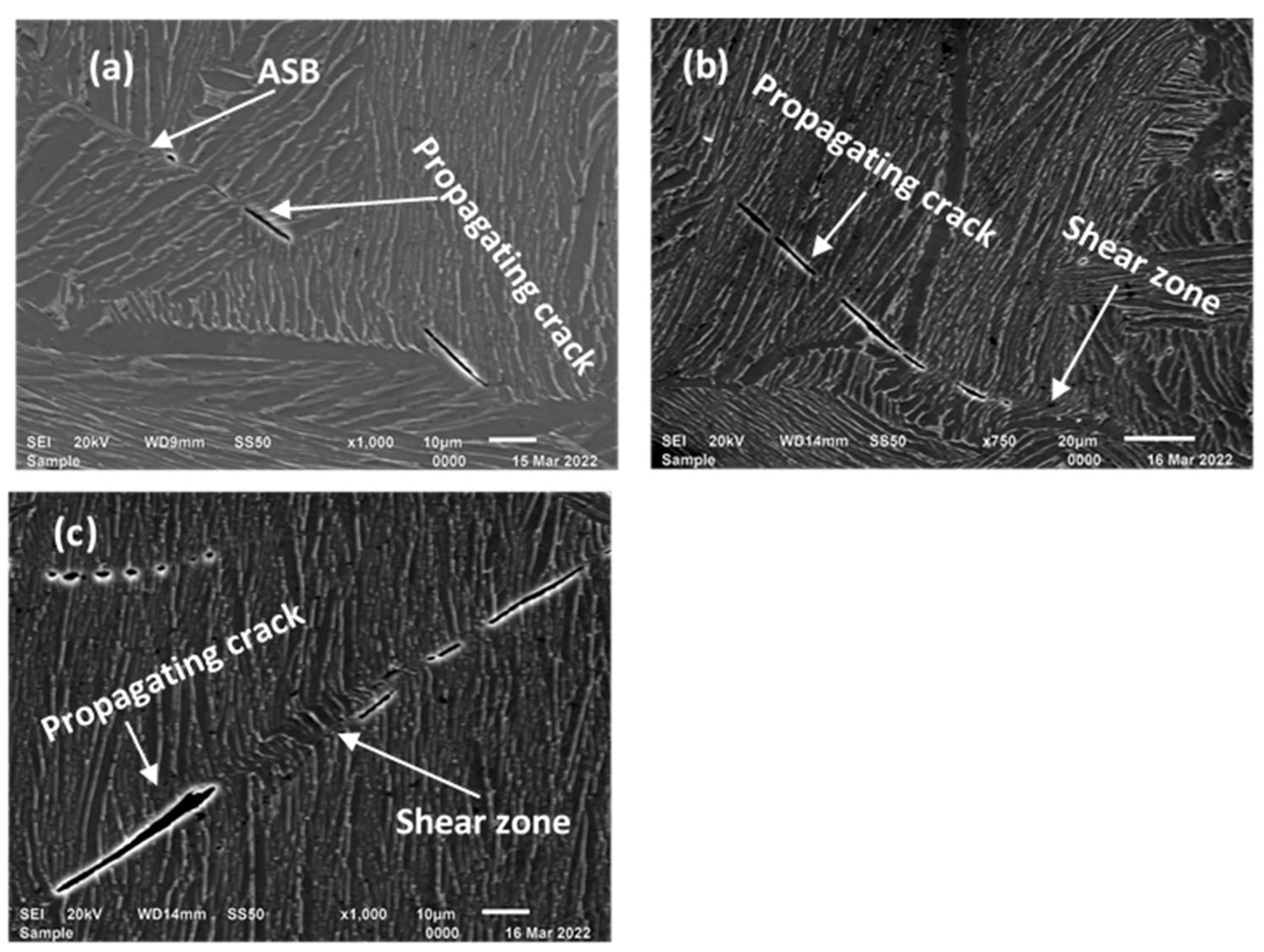
3.4.1. Deformed Surfaces of Samples Tested at Ambient Temperature (25 °C)
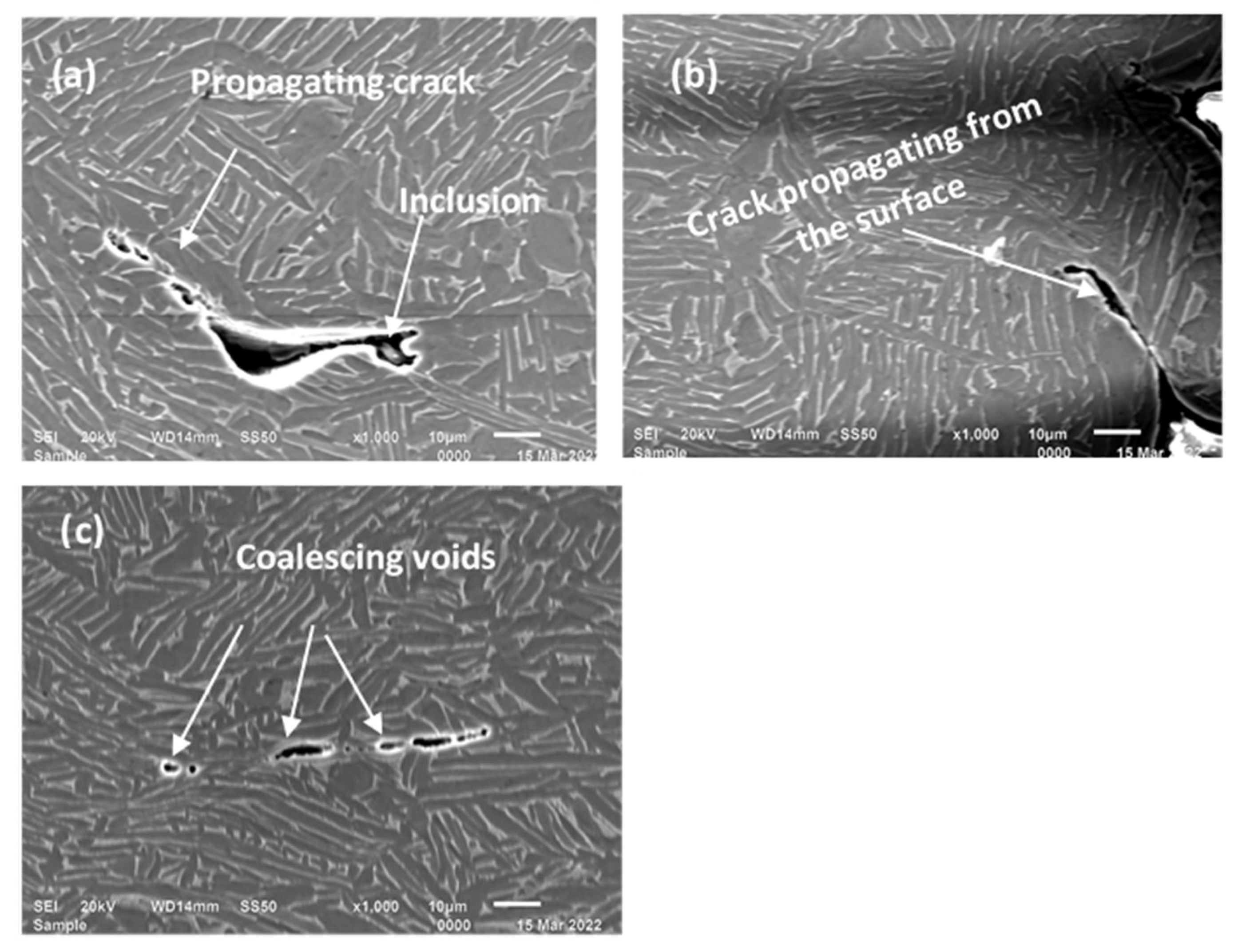
3.4.2. Deformed Surfaces of Samples Tested at 200 °C
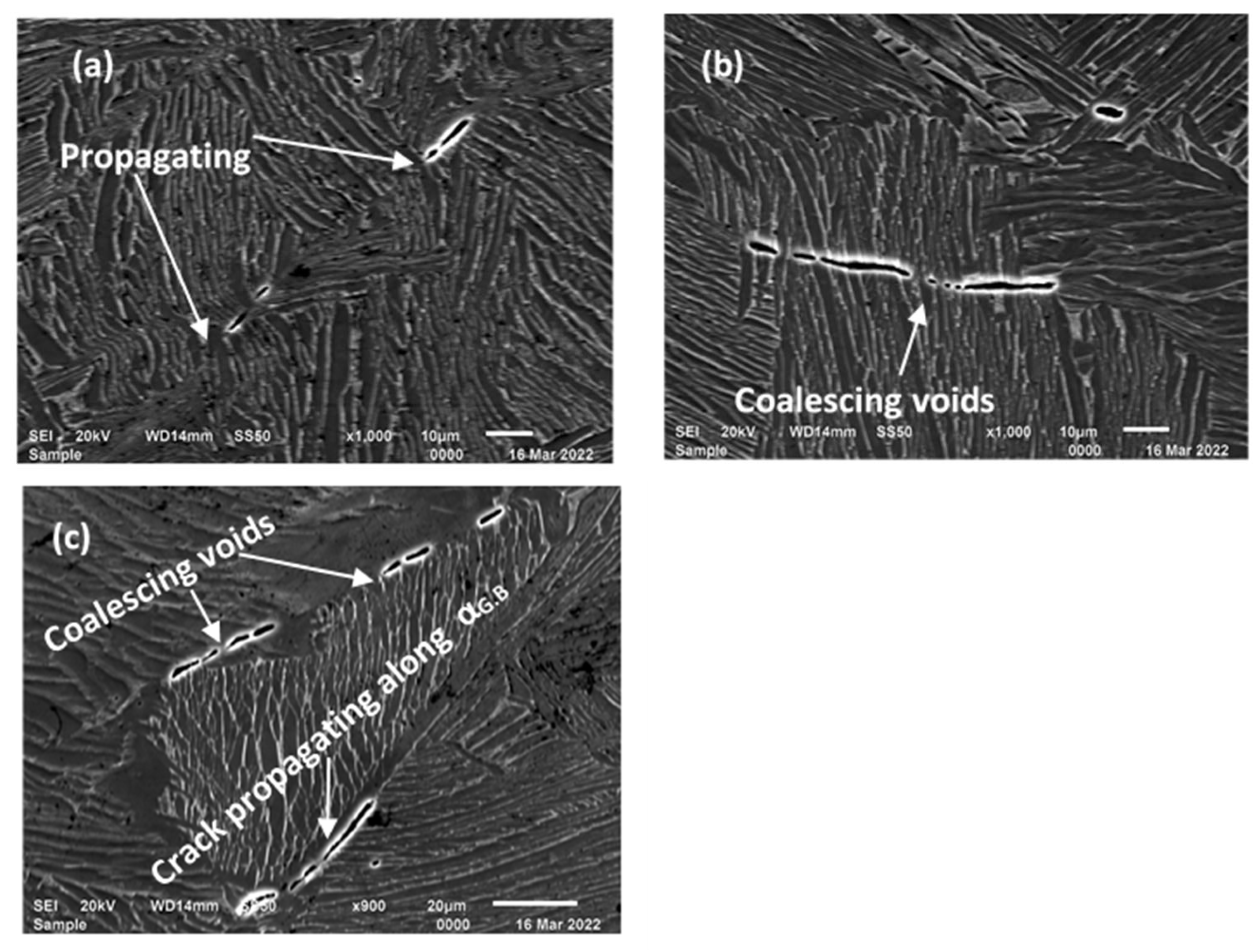
3.4.3. Deformed Surfaces of Samples Tested at 500 °C
4. Conclusions
- ▪
- The heat treatment of LPBF Ti6Al4V(ELI) at temperatures near the α→β transformation temperature leads to the growth of α-laths and therefore the coarsening of the microstructure. The heat treatment of this alloy above the α→β transformation temperature, followed by furnace cooling, results in the formation of typical Widmanstätten microstructures characterised by colonies consisting of several parallel α-laths.
- ▪
- The α-phase is dominant in the annealed microstructures of LPBF Ti6Al4V(ELI). However, the volume fraction of the β-phase increases with increasing heat treatment temperature.
- ▪
- The flow stresses in different forms of LPBF Ti6Al4V(ELI) generally increase with increasing strain rate and decrease with increasing test temperatures. However, the effects of strain rate are comparatively low.
- ▪
- The yield and flow stresses are dependent on the thickness of the α-laths, and it is worth noting here that the microstructure of LPBF Ti6Al4V(ELI) with fine α-laths (sample C) recorded the highest values of these properties at all test conditions. While both the Hall–Petch effect and the presence of LAGBs contribute to the strengthening of materials, the effects of grain size (the Hall–Petch effect) outweigh those of LAGBs in the manner in which they increase the yield and flow stresses in the LPBF Ti6Al4V (ELI) alloy.
- ▪
- The strain hardening rate is higher for finer microstructures of the LPBF Ti6Al4V (ELI) alloy.
- ▪
- An increase in test temperature decreases the strain hardening rate in the LPBF Ti6Al4V (ELI) alloy.
- ▪
- The deformation of LPBF Ti6Al4V(ELI) is generally characterised by the formation of ASBs. Flow stress localization for this alloy at quasi-static strain rates occurs at higher plastic strains for tests conducted at high temperatures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
| xavg = mean ([x1 x2], 2); | % assuming xs are column vectors of the same size. | |
| Initializing values of stress as (y1, y2, y3); | ||
| y1avg= interp1(x1, y1, xavg); |  | % computed and interpolated to obtain the average of y (stress) for the value of xavg. |
| y2avg = interp1(x2, y2, xavg); | ||
| y3avg = interp1(x3, y3, xavg); | ||
| Yavg = mean (y1avg y2avg y3avg], 2); | % assuming yavgs are column vectors of the same size. |
References
- Vasco, C.J. Additive manufacturing for automotive industry. In Handbooks in Advanced Manufacturing; Elsevier: Amsterdam, The Netherlands, 2021; pp. 505–530. [Google Scholar] [CrossRef]
- Byron, B.-M.; Gradi, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Preez, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Sheoran, A.J.; Kumar, H.; Arora, P.; Moona, G. Bio-medical applications of additive manufacturing: A review. Procedia Manuf. 2020, 51, 663–670. [Google Scholar] [CrossRef]
- Song, Z.; Zeng, X.; Wang, L. Laser additive manufacturing of titanium alloys with various Al contents. Mater. Res. Lett. 2023, 11, 391–398. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Yadroitsava, I.; du Plessis, A.; MacDonald, E. Fundamentals of Laser Powder Bed Fusion of Metals; Elsevier: Amsterdam, The Netherlands, 2021. [Google Scholar]
- Li, C.; Liu, Z.; Fang, X.; Guo, Y. Residual stress in metal additive manufacturing. Procedia CIRP 2018, 71, 348–353. [Google Scholar] [CrossRef]
- Kim, F.H.; Moylan, S.P. Literature Review of Metal Additive Manufacturing Defects; NIST Advanced Manufacturing Series; US Department of Commerce; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2018; pp. 100–116. [Google Scholar] [CrossRef]
- Katarzyna, P.; Bartkowiak, T.; Rybicki, M.; Galek, P.; Mendak, M.; Wieczorowski, M.; Brown, C. Scale-dependent wetting behavior of bioinspired lubricants on electrical discharge machined Ti6Al4V surfaces. Tribol. Int. 2024, 194, 109562. [Google Scholar] [CrossRef]
- Shah, R.K.; Dey, P.P. Process parameter optimization of DMLS process to produce AlSi10Mg components. J. Phys. Conf. Ser. 2019, 1240, 012022. [Google Scholar] [CrossRef]
- Andronov, V.; Šimota, J.; Beránek, L.; Blažek, J.; Rušar, F. Optimization of Process Parameters for Additively Produced Tool Steel 1.2709 with a Layer Thickness of 100μm. Materials 2021, 14, 2852. [Google Scholar] [CrossRef] [PubMed]
- Mierzejewska, Ż.A. Process Optimization Variables for Direct Metal Laser Sintering. Adv. Mater. Sci. 2015, 15, 38–51. [Google Scholar] [CrossRef]
- EOS. M290. Available online: https://www.eos.info/en/industrial-3d-printer/metal/eos-m-290 (accessed on 7 March 2023).
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2018, 164, 107552. [Google Scholar] [CrossRef]
- Centre for Rapid Prototyping and Manufacturing. Available online: https://crpm.co.za/ (accessed on 30 April 2024).
- Muiruri, A.; Maringa, M.; du Preez, W. Crystallographic Texture Analysis of As-Built and Heat-Treated Ti6Al4V (ELI) Produced by Direct Metal Laser Sintering. Crystals 2020, 10, 699. [Google Scholar] [CrossRef]
- Muiruri, A.; Maringa, M.; du Preez, W.; Masu, L. Effect of Stress-Relieving Heat Treatment on the High Strain Rate Dynamic Compressive Properties of Additively Manufactured Ti6Al4V (ELI). Metals 2020, 10, 653. [Google Scholar] [CrossRef]
- Pal, S.; Logen, G.; Kokol, V.; Drskvensek, I. Evolution of metallurgical properties of Ti-6Al-4V alloy fabricated in different energy densities in the Selective Laser Melting technique. J. Manuf. Process. 2018, 35, 538–546. [Google Scholar] [CrossRef]
- Xiao, Z.; Chen, C.; Zhu, H.; Hu, Z.; Nagarajan, B.; Guo, L.; Zeng, X. Study of residual stress in selective laser melting of Ti6Al4V. Mater. Des. 2020, 193, 108846. [Google Scholar] [CrossRef]
- Du, D.; Chen, K.; Yu, L.; Lu, H.; Zhang, L.; Shi, X.; Xu, X. SCC crack growth rate of cold worked 316L stainless steel in PWR environment. J. Nucl. Mater. 2015, 456, 228–234. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijis, L.; Kruth, J.-P.; van Humbeeck, J. Heat treatment of Ti6Al4V produced by selective laser melting: Microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Huang, Q.; Liu, X.; Yang, X.; Zhang, R.; Shen, Z.; Feng, Q. Specific heat treatment of selective laser melted Ti6Al4V for biomedical applications. Front. Mater. Sci. 2015, 9, 373–381. [Google Scholar] [CrossRef]
- Becker, T.; van Rooyen, M.; Dimitrov, D. Heat treatment of Ti6Al4V produced by LASERCUSING. South Afr. J. Ind. Eng. 2015, 26, 93–103. [Google Scholar]
- Goud, R.V.; Trupti, P. Stress analysis of the landing gear-well beams and damage calculation due to landing cycles. Int. J. Res. Aeronaut. Mech. Eng. 2014, 2, 61–69. [Google Scholar]
- Cao, Z.; Zhang, F.; Zhang, D.; Yu, Y.; Li, L.; Guo, X. Failure mechanisms of bolted flanges in aero-engine casings subjected to impact loading. Chin. J. Aeronaut. 2021, 34, 125–144. [Google Scholar] [CrossRef]
- He, Q.; Xuan, H.; Lulu, L.; Hong, W.; Wu, R. Perforation of aero-engine fan casing by a single rotating blade. Aerosp. Sci. Technol. 2013, 25, 234–241. [Google Scholar] [CrossRef]
- Sinha, S.K.; Dorbala, S. Dynamic loads in the fan containment structure of a turbofan engine. J. Aerosp. Eng. 2009, 22, 260–269. [Google Scholar] [CrossRef]
- Tamer, S. The Temperature and Material Distribution inside a Gas Turbine Engine. Evol. Mech. Eng. 2021, 4, EME.000576. [Google Scholar] [CrossRef]
- Chiem, C.Y.; Duffy, J. Strain rate history effects and observations of dislocation substructure in aluminum single crystals following dynamic deformation. Mater. Sci. Eng. 1983, 57, 233–247. [Google Scholar] [CrossRef]
- Fan, H.; Wang, Q.; El-Awady, J.A. Strain rate dependency of dislocation plasticity. Nat. Commun. 2021, 12, 1845. [Google Scholar] [CrossRef]
- Bruschi, S.; Poggio, S.; Quadrini, F.; Tata, M.E. Workability of Ti6Al4Valloy at high temperatures and strain rates. Mater. Lett. 2004, 58, 3622–3629. [Google Scholar] [CrossRef]
- Majorell, A.; Srivatsa, S.; Picu, R.C. Mechanical behaviour of Ti6Al4V at high and moderate temperatures—Part I: Experimental results. Mater. Sci. Eng. A 2002, 326, 297–305. [Google Scholar] [CrossRef]
- Follansbee, P.S.; Gray, G.T. An analysis of the low temperature, low and high strain-rate deformation of Ti6Al4V. Ti−6Al−4V. Met. Trans. A 1989, 20, 863–874. [Google Scholar] [CrossRef]
- Woo, S.; Lee, Y.; Park, L. Mechanical properties and strain rate sensitivity of 3D deposited Ti6Al4V alloy. EPJ Web Conf. 2018, 183, 04002. [Google Scholar] [CrossRef]
- Muiruri, A.; Maringa, M.; du Preez, W. High Strain Rate Properties of Various Forms of Ti6Al4V (ELI) Produced by Direct Metal Laser Sintering. Appl. Sci. 2021, 11, 8005. [Google Scholar] [CrossRef]
- Mohammadhosseini, A.; Masood, S.; Fraser, D.; Jahedi, M. Dynamic compressive behaviour of Ti-6Al-4V alloy processed by electron beam melting under high strain rate loading. Adv. Manuf. 2015, 3, 232–243. [Google Scholar] [CrossRef]
- Li, P.H.; Guo, W.G.; Huang, W.D.; Su, Y.; Lin, X.; Yuan, K.B. Thermomechanical response of 3D laser-deposited Ti–6Al–4V alloy over a wide range of strain rates and temperatures. Mater. Sci. Eng. 2015, 647, 34–42. [Google Scholar] [CrossRef]
- Thejane, K.; Chikosha, S.; du Preez, W.B. Characterisation and monitoring of Ti6Al4V (ELI) powder used in different selective laser melting systems. South Afr. J. Ind. Eng. 2017, 28, 161–171. [Google Scholar] [CrossRef]
- Muiruri, A.; Maringa, M.; du Preez, W. Evaluation of Dislocation Densities in Various Microstructures of Additively Manufactured Ti6Al4V (Eli) by the Method of X-ray Diffraction. Materials 2020, 13, 5355. [Google Scholar] [CrossRef]
- Suzuki, T.; Takeuchi, S.; Yoshinaga, H. High-Temperature Deformation of Metals and Alloys. In Dislocation Dynamics and Plasticity; Springer Series in Materials Science; Springer: Berlin/Heidelberg, Germany, 1991; Volume 12, pp. 120–156. [Google Scholar] [CrossRef]
- Park, C.H.; Hong, S.G.; Lee, C.S. A unified constitutive model for quasi- static flow responses pf pure Ta and Ta-W alloys. Mater. Sci. Eng. A 2011, 528, 1154–1161. [Google Scholar] [CrossRef]
- Kohn, D.H.; Ducheyne, P.J. Tensile and fatigue strength of hydrogen-treated Ti-6Al-4V alloy. Mater. Sci. 1991, 26, 328–334. [Google Scholar] [CrossRef]
- Kocks, U.F.; Mecking, H. Physics and phenomenology of strain hardening: The FCC case. Prog. Mater. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Hockauf, M.; Meyer, L.W. Work-hardening stages of AA1070 and AA6060 after severe plastic deformation. J. Mater. Sci. 2010, 45, 4778–4789. [Google Scholar] [CrossRef]
- Shih-Chieh, L.; Duffy, J. Adiabatic shear bands in a Ti6Al4V titanium alloy. J. Mech. Phys. Solids 1998, 46, 2201–2231. [Google Scholar]
- Dodd, B.; Bai, Y. Adiabatic Shear Localization—Frontiers and Advances, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2012; pp. 183–200. [Google Scholar]
- Rowe, R.A.; Allison, P.G.; Palazotto, A.N.; Davami, K. Adiabatic Shear Banding in Nickel and Nickel-Based Superalloys: A Review. Metals 2022, 12, 1879. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Temperature (°C) | Residence Time (h) | Cooling Rate (CC) (°C/min) |
|---|---|---|---|
| C | 800 | 2.5 | 10 |
| D | 950 followed by 750 | 2.5 at 950 °C, followed by 2 h at 750 °C | 19, followed by 6 |
| E | 1020 | 2.5 h | 17 |
| Test Strain Rates | Test Temperatures | No. of Specimens | Total No. of Specimens | Testing Machine |
|---|---|---|---|---|
| 25 °C | 0.1 s−1, 0.005 s−1, and 0.001 s−1 | 3 specimens at each strain rate | 9 | UTM |
| 200 °C | 9 | Gleeble machine | ||
| 500 °C | 9 | Gleeble machine |
| Samples | Strain Rate (s−1) | 25 °C | 200 °C | 500 °C | |||
|---|---|---|---|---|---|---|---|
| σs (MPa) | σucs (MPa) | σs (MPa) | σucs (MPa) | σs (MPa) | σucs (MPa) | ||
| C | 0.1 | 1164 | 1237 | 1011 | 1114 | 738 | 842 |
| 0.005 | 1133 | 1220 | 968 | 1132 | 738 | 819 | |
| 0.001 | 1040 | 1177 | 956 | 1132 | 738 | 816 | |
| D | 0.1 | 995 | 1146 | 842 | 1076 | 608 | 796 |
| 0.005 | 969 | 1145 | 841 | 1074 | 575 | 724 | |
| 0.001 | 935 | 1145 | 794 | 1024 | 575 | 700 | |
| E | 0.1 | 946 | 1190 | 797 | 1027 | 526 | 773 |
| 0.005 | 940 | 1184 | 740 | 1011 | 517 | 726 | |
| 0.001 | 903 | 1184 | 740 | 967 | 517 | 726 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muiruri, A.; Maringa, M.; du Preez, W. Effects of Quasi-Static Strain Rate and Temperature on the Microstructural Features of Post-Processed Microstructures of Laser Powder Bed Fusion Ti6Al4V Alloy. Appl. Sci. 2024, 14, 4261. https://doi.org/10.3390/app14104261
Muiruri A, Maringa M, du Preez W. Effects of Quasi-Static Strain Rate and Temperature on the Microstructural Features of Post-Processed Microstructures of Laser Powder Bed Fusion Ti6Al4V Alloy. Applied Sciences. 2024; 14(10):4261. https://doi.org/10.3390/app14104261
Chicago/Turabian StyleMuiruri, Amos, Maina Maringa, and Willie du Preez. 2024. "Effects of Quasi-Static Strain Rate and Temperature on the Microstructural Features of Post-Processed Microstructures of Laser Powder Bed Fusion Ti6Al4V Alloy" Applied Sciences 14, no. 10: 4261. https://doi.org/10.3390/app14104261