
Investigation of Fiber–Matrix Interface Strength via Single-Fiber Pull-Out Test in 3D-Printed Thermoset Composites: A Simplified Methodology


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Composite Ink Preparation
2.2. Velocity Ratio and Rapid Fiber Alignment Analysis
2.3. Placement of a Single-Fiber within 3D-Printed Composites
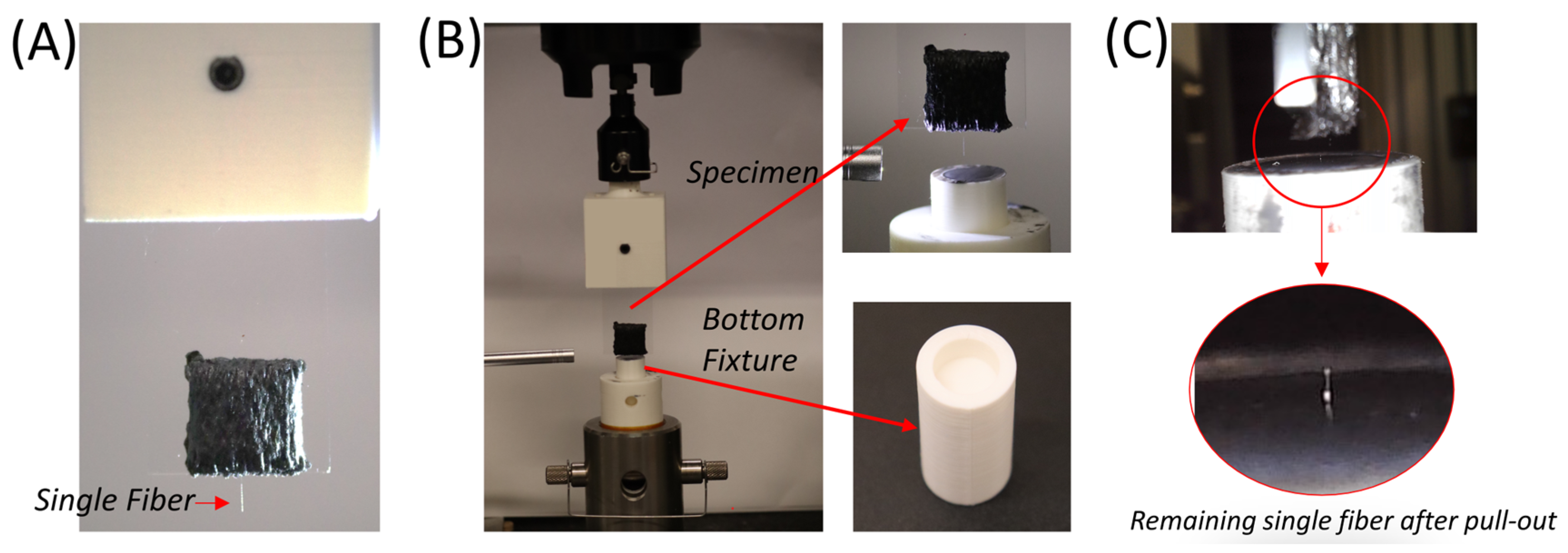
2.4. Fiber Pull-out Test Procedure
3. Results and Discussion
3.1. Fiber Alignment within the Composite
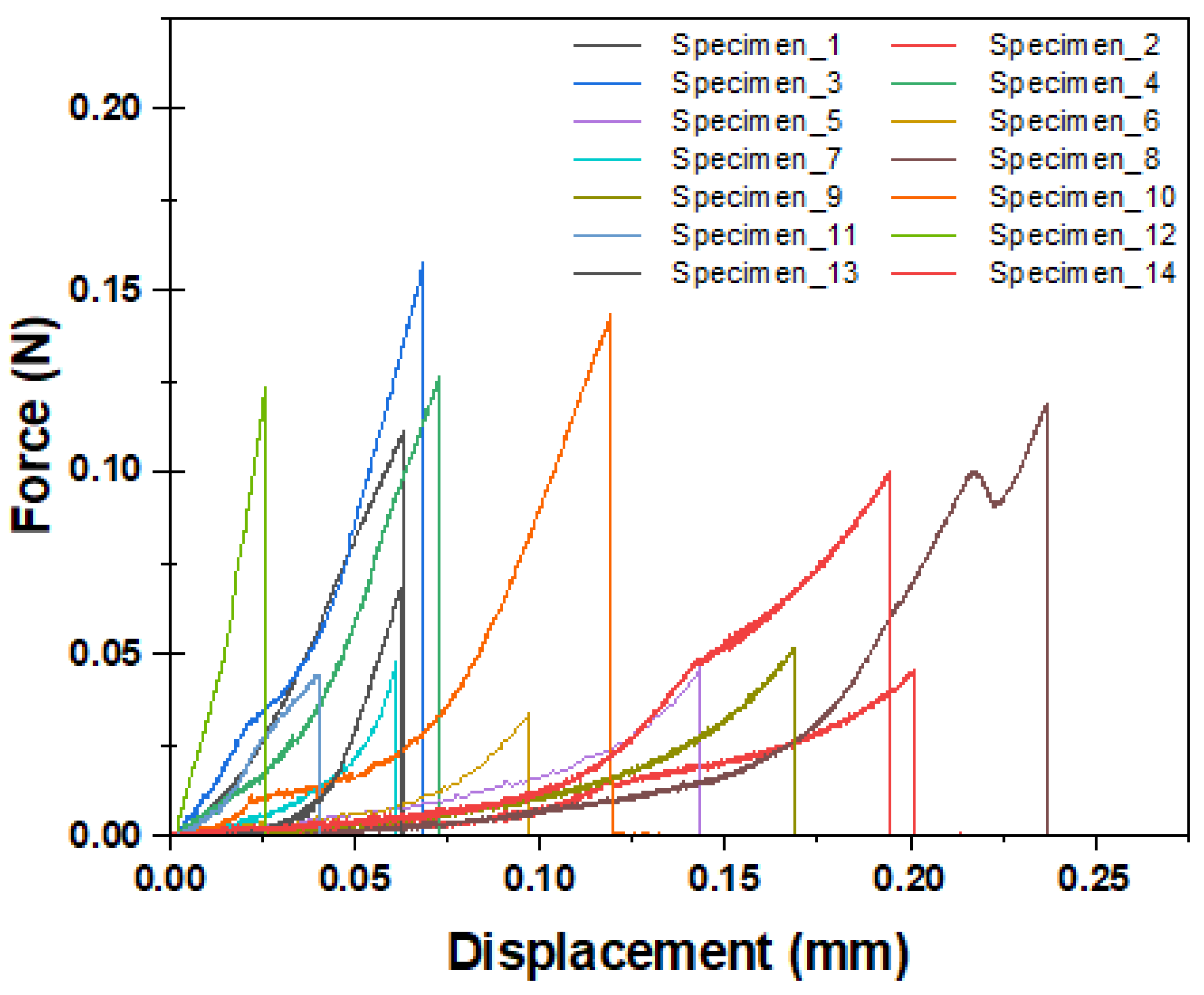
3.2. Fiber Pull-out Test Results
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ziaee, M.; Johnson, J.W.; Yourdkhani, M. 3D Printing of Short-Carbon-Fiber-Reinforced Thermoset Polymer Composites via Frontal Polymerization. ACS Appl. Mater. Interfaces 2022, 14, 16694–16702. [Google Scholar] [CrossRef] [PubMed]
- He, X.; Ding, Y.; Lei, Z.; Welch, S.; Zhang, W.; Dunn, M.; Yu, K. 3D printing of continuous fiber-reinforced thermoset composites. Addit. Manuf. 2021, 40, 101921. [Google Scholar] [CrossRef]
- Blanco, I. The Use of Composite Materials in 3D Printing. J. Compos. Sci. 2020, 4, 42. [Google Scholar] [CrossRef]
- Additive Manufacturing: Science and Technology—Emrah Celik—Google Books. Available online: https://books.google.com/books?hl=en&lr=&id=k_cdEAAAQBAJ&oi=fnd&pg=PR7&dq=info:3wlRhCJ2BcoJ:scholar.google.com&ots=dWkjaZ2yD7&sig=HGK9qR5a5FWR_zJsH-Pv42HMQN4#v=onepage&q&f=false (accessed on 23 March 2024).
- Lu, Z.; Xia, Y.; Miao, K.; Li, S.; Zhu, L.; Nan, H.; Cao, J.; Li, D. Microstructure control of highly oriented short carbon fibres in SiC matrix composites fabricated by direct ink writing. Ceram. Int. 2019, 45, 17262–17267. [Google Scholar] [CrossRef]
- Wright, W.J.; Koerner, H.; Rapking, D.; Abbott, A.; Celik, E. Rapid fiber alignment quantification in direct write printing of short fiber reinforced composites. Compos. Part B Eng. 2022, 236, 109814. [Google Scholar] [CrossRef]
- Wright, W.J.; Celik, E. In Situ Electrical Network Activation and Deactivation in Short Carbon Fiber Composites via 3D Printing. Adv. Funct. Mater. 2023, 33, 2303282. [Google Scholar] [CrossRef]
- Fiber-Reinforced Composites: Materials, Manufacturing, and Design, Third Edition—P.K. Mallick—Google Books. Available online: https://books.google.com/books?hl=en&lr=&id=eGLLBQAAQBAJ&oi=fnd&pg=PP1&dq=fiber+reinforced+composites&ots=oQQP53VhEj&sig=nMUUtwVYgZSrOkHBcZUyRvJJrGM#v=onepage&q=fiber%20reinforced%20composites&f=false (accessed on 23 March 2024).
- Quan, Z.; Larimore, Z.; Wu, A.; Yu, J.; Qin, X.; Mirotznik, M.; Suhr, J.; Byun, J.H.; Oh, Y.; Chou, T.W. Microstructural design and additive manufacturing and characterization of 3D orthogonal short carbon fiber/acrylonitrile-butadiene-styrene preform and composite. Compos. Sci. Technol. 2016, 126, 139–148. [Google Scholar] [CrossRef]
- Newcomb, B.A. Processing, structure, and properties of carbon fibers. Compos. Part A Appl. Sci. Manuf. 2016, 91, 262–282. [Google Scholar] [CrossRef]
- Nuhoglu, K.; Aktas, E.; Tanoglu, M.; Barisik, M.; Esenoglu, G.; Martin, S.; Iplikci, H.; Yeke, M.; Türkdoğan, C.; Dehneliler, S.; et al. Multi-scale analysis of the adhesive bonding behavior of laser surface-treated carbon fiber reinforced polymer composite structures. Int. J. Adhes. Adhes. 2024, 130, 103643. [Google Scholar] [CrossRef]
- Cho, D.; Yoon, B.I. Microstructural interpretation of the effect of various matrices on the ablation properties of carbon-fiber-reinforced composites. Compos. Sci. Technol. 2001, 61, 271–280. [Google Scholar] [CrossRef]
- Zhang, X.; Fan, X.; Yan, C.; Li, H.; Zhu, Y.; Li, X.; Yu, L. Interfacial microstructure and properties of carbon fiber composites modified with graphene oxide. ACS Appl. Mater. Interfaces 2012, 4, 1543–1552. [Google Scholar] [CrossRef] [PubMed]
- Polymer Composites: From Nano- to Macro-Scale—Google Books. Available online: https://books.google.com/books?hl=en&lr=&id=-FHfk_7ZbfoC&oi=fnd&pg=PR15&dq=The+mechanical+performance+of+fiber-reinforced+polymer+(FRP)+composite+structures+is+influenced+not+only+by+macro-level+material+properties+such+as+volume+fraction+or+fiber+orientation+but+also+by+microstructure,+as+is+widely+acknowledged&ots=PIqIxNcOWn&sig=TQybFzp3hLGpBnkVv9SksAWJXUI#v=onepage&q&f=false (accessed on 23 March 2024).
- Oztan, C.; Karkkainen, R.; Fittipaldi, M.; Nygren, G.; Roberson, L.; Lane, M.; Celik, E. Microstructure and mechanical properties of three dimensional-printed continuous fiber composites. J. Compos. Mater. 2019, 53, 271–280. [Google Scholar] [CrossRef]
- Goh, G.D.; Yap, Y.L.; Agarwala, S.; Yeong, W.Y. Recent Progress in Additive Manufacturing of Fiber Reinforced Polymer Composite. Adv. Mater. Technol. 2019, 4, 1800271. [Google Scholar] [CrossRef]
- Van de Werken, N.; Tekinalp, H.; Khanbolouki, P.; Ozcan, S.; Williams, A.; Tehrani, M. Additively manufactured carbon fiber-reinforced composites: State of the art and perspective. Addit. Manuf. 2020, 31, 100962. [Google Scholar] [CrossRef]
- Hsueh, C.-H. Interfacial debonding and fiber pull-out stresses of fiber-reinforced composites. Mater. Sci. Eng. A 1990, 123, 1–11. [Google Scholar] [CrossRef]
- Tsai, K.-H.; Kim, K.-S. The micromechanics of fiber pull-out. J. Mech. Phys. Solids 1996, 44, 1147–1177. [Google Scholar] [CrossRef]
- Toufigh, V.; Saeid, F.; Toufigh, V.; Ouria, A.; Desai, C.S.; Saadatmanesh, H. Laboratory study of soil-CFRP interaction using pull-out test. Geomech. Geoengin. 2014, 9, 208–214. [Google Scholar] [CrossRef]
- Naaman, A.E.; Namur, G.G.; Alwan, J.M.; Najm, H.S. Fiber Pullout and Bond Slip. I: Analytical Study. J. Struct. Eng. 1991, 117, 2769–2790. [Google Scholar] [CrossRef]
- Tuyan, M.; Yazıcı, H. Pull-out behavior of single steel fiber from SIFCON matrix. Constr. Build. Mater. 2012, 35, 571–577. [Google Scholar] [CrossRef]
- Mohammadizadeh, M.; Gupta, A.; Fidan, I. Mechanical benchmarking of additively manufactured continuous and short carbon fiber reinforced nylon. J. Compos. Mater. 2021, 55, 3629–3638. [Google Scholar] [CrossRef]
- Fernandes, R.R.; Tamijani, A.Y.; Al-Haik, M. Mechanical characterization of additively manufactured fiber-reinforced composites. Aerosp. Sci. Technol. 2021, 113, 106653. [Google Scholar] [CrossRef]
- Mohammad, N.; Nawafleh, I. Additive Manufacturing of Short Fiber Reinforced Thermoset Composites. Ph.D. Thesis, University of Miami, Coral Gables, FL, USA, 2020. [Google Scholar]
- Noda, N.-A.; Chen, D.; Zhang, G.; Sano, Y. Single-fiber pull-out analysis comparing the intensities of singular stress fields (ISSFs) at fiber end/entry points. Int. J. Mech. Sci. 2020, 165, 105196. [Google Scholar] [CrossRef]
- Sun, W.; Lin, F. Computer Modeling and FEA Simulation for Composite Single Fiber Pull-Out. J. Thermoplast. Compos. Mater. 2001, 14, 327–343. [Google Scholar] [CrossRef]
- DiFrancia, C.; Ward, T.C.; Claus, R.O. The single-fibre pull-out test. 1: Review and interpretation. Compos. Part A Appl. Sci. Manuf. 1996, 27, 597–612. [Google Scholar] [CrossRef]
- Marotzke, C. The elastic stress field arising in the single-fiber pull-out test. Compos. Sci. Technol. 1994, 50, 393–405. [Google Scholar] [CrossRef]
- Marotzke, C.; Qiao, L. Interfacial crack propagation arising in single-fiber pull-out tests. Compos. Sci. Technol. 1997, 57, 887–897. [Google Scholar] [CrossRef]
- Zhong, W.; Pan, N. A Computer Simulation of Single Fiber Pull Out Process in a Composite. J. Compos. Mater. 2003, 37, 1951–1969. [Google Scholar] [CrossRef]
- Fu, S.-Y.; Yue, C.-Y.; Hu, X.; Mai, Y.-W. Analyses of the micromechanics of stress transfer in single-and multi-®ber pull-out tests. Compos. Sci. Technol. 2000, 60, 569–579. [Google Scholar] [CrossRef]
- Piggott, M.R.; Xiong, Y. Direct observation of debonding in fiber pull-out specimens. In Fiber, Matrix, and Interface Properties; ASTM Special Technical Publications: West Conshohocken, PA, USA, 1996; pp. 84–91. [Google Scholar]
- Mäder, E.; Grundke, K.; Jacobasch, H.J.; Wachinger, G. Surface, interphase and composite property relations in fibre-reinforced polymers. Composites 1994, 25, 739–744. [Google Scholar] [CrossRef]
- Pitkethly, M.; Doble, J. Characterizing the fibre/matrix interface of carbon fibre-reinforced composites using a single fibre pull-out test. Composites 1990, 21, 389–395. [Google Scholar] [CrossRef]
- Kahl, C.; Bagnucki, J.; Zarges, J.-C. Demonstration of Hybrid Effect in Single Fiber Pull-Out Tests for Glass/Cellulose-Reinforced Polypropylene with Different Fiber–Matrix Adhesions. Polymers 2022, 14, 2517. [Google Scholar] [CrossRef] [PubMed]
- Becker-Staines, A.; Bremser, W.; Tröster, T. Poly(dimethylsiloxane) as Interphase in Carbon Fiber-Reinforced Epoxy Resin: Topographical Analysis and Single-Fiber Pull-Out Tests. Ind. Eng. Chem. Res. 2019, 58, 23143–23153. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Sukontasukkul, P.; Techaphatthanakon, A.; Kongtun, S.; Ruttanapun, C.; Yoo, D.-Y.; Tangchirapat, W.; Limkatanyu, S.; Banthia, N. Effect of graphene oxide on single fiber pullout behavior. Constr. Build. Mater. 2021, 280, 122539. [Google Scholar] [CrossRef]
- Wölfel, E.; Brünig, H.; Curosu, I.; Mechtcherine, V.; Scheffler, C. Dynamic Single-Fiber Pull-Out of Polypropylene Fibers Produced with Different Mechanical and Surface Properties for Concrete Reinforcement. Materials 2021, 14, 722. [Google Scholar] [CrossRef] [PubMed]
- HexTow ® Chopped Fiber Product Data Carbon Fiber Certification. 2009. Available online: https://www.teijincarbon.com/products/short-fibers/chopped-fibers/ (accessed on 23 March 2024).
- Mohd Radzuan, N.A.; Yusuf Zakaria, M.; Sulong, A.B.; Sahari, J. The effect of milled carbon fibre filler on electrical conductivity in highly conductive polymer composites. Compos. B Eng. 2017, 110, 153–160. [Google Scholar] [CrossRef]
- Steger, G. An unbiased detector of curvilinear structures. IEEE Trans. Pattern Anal. Mach. Intell. 1998, 20, 113–125. [Google Scholar] [CrossRef]
- Koyanagi, J.; Nakatani, H.; Ogihara, S. Comparison of glass–epoxy interface strengths examined by cruciform specimen and single-fiber pull-out tests under combined stress state. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1819–1827. [Google Scholar] [CrossRef]
- Bannister, D.J.; Andrews, M.C.; Cervenka, A.J. Analysis of the single-fibre pull-out test by means of Raman spectroscopy: Part II. Micromechanics of deformation for an aramid/epoxy system. Compos. Sci. Technol. 1995, 53, 411–421. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nuhoglu, K.; Baltodano, N.M., Jr.; Celik, E. Investigation of Fiber–Matrix Interface Strength via Single-Fiber Pull-Out Test in 3D-Printed Thermoset Composites: A Simplified Methodology. Materials 2024, 17, 2433. https://doi.org/10.3390/ma17102433
Nuhoglu K, Baltodano NM Jr., Celik E. Investigation of Fiber–Matrix Interface Strength via Single-Fiber Pull-Out Test in 3D-Printed Thermoset Composites: A Simplified Methodology. Materials. 2024; 17(10):2433. https://doi.org/10.3390/ma17102433
Chicago/Turabian StyleNuhoglu, Kaan, Neyton M. Baltodano, Jr., and Emrah Celik. 2024. "Investigation of Fiber–Matrix Interface Strength via Single-Fiber Pull-Out Test in 3D-Printed Thermoset Composites: A Simplified Methodology" Materials 17, no. 10: 2433. https://doi.org/10.3390/ma17102433