
Circular Economy: Adding Value to the Post-Industrial Waste through the Transformation of Aluminum Dross for Cement Matrix Applications

 ,
,  , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
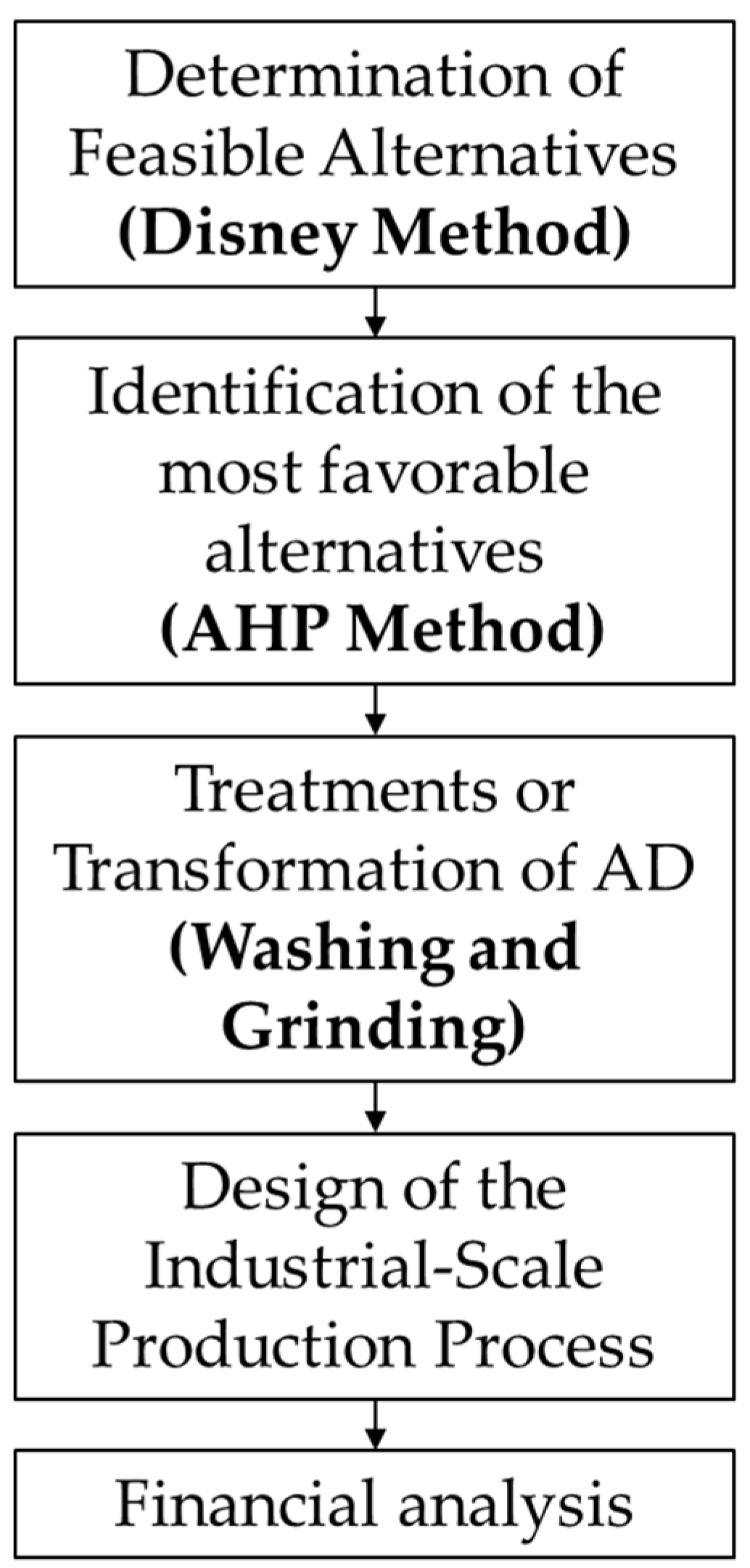
2.2. Methods
2.2.1. Identification of the Most Favorable Alternatives
2.2.2. Transformation of Aluminum Dross (Laboratory Scale)
2.2.3. Development of an Industrial Process for Transforming Aluminum Dross
2.2.4. Assessing the Financial Viability of Utilizing Aluminum Dross in the Chosen Application
3. Results and Discussion
3.1. Exploring Potential Applications of Aluminum Dross and Selecting an Optimal Use
3.2. Circular Economy Proposal for the Recovery of Aluminum Dross
3.3. Development of an Industrial Process for Transforming Aluminum Dross
3.4. Financial Analysis for the Application Case
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Al | Aluminum |
| Al4C3 | Aluminum carbide |
| AD | Aluminum dross |
| AlN | Aluminum nitride |
| Al2O3 | Aluminum oxide |
| Al5O6N | Aluminum oxide nitride |
| NH3 | Ammonia |
| ASTM | American Society for Testing and Materials |
| AHP | Analytic hierarchy process |
| B/C | Benefit/cost ratio |
| CaCO3 | Calcite |
| CaO | Calcium oxide |
| ACOPI | Colombian Association of Micro, Small, and Medium Enterprises |
| CR | Consistency ratio |
| CuK-α | Copper k-α |
| Na3AlF6 | Cryolite |
| NaAl11O17 | Diaoyudaoite |
| K2NaAlF6 | Elpasolite |
| EDS | Energy-dispersive X-ray spectroscopy |
| ESU | Equivalent surface units |
| Fe2O3 | Ferric oxide |
| CaF2 | Fluorite |
| γ-Al2O3 | Gamma alumina |
| CaAl12O19 | Hibonite |
| H2 | Hydrogen gases |
| IRR | Internal rate of return |
| MgF2 | Magnesium fluoride |
| MgO | Magnesium oxide |
| CH4 | Methane |
| NPV | Net present value |
| NMP | Non-metallic products |
| KMgF3 | Parascandolaite |
| KCl | Potassium chloride |
| KAlCl4 | Potassium tetrachloroaluminate |
| PV | Priority vector |
| SEM | Scanning electron microscopy |
| Si | Silicon |
| SiO2 | Silicon dioxide |
| NaCl | Sodium chloride |
| Na2O | Sodium superoxide |
| NaAlCl4 | Sodium tetrachloroaluminate |
| MgAl2O4 | Spinel |
| SLP | Systematic layout planning |
| WAD | Washed aluminum dross |
| λ | Wavelength |
| WACC | Weighted average cost of capital |
| XRD | X-ray diffraction analysis |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dreamer (Why Not?) | Realistic (How?) | Critical (What is Wrong?) |
|---|---|---|
| Guarantee Creativity | Ensures Feasibility | Prevents Possible Risks |
| Expanded clay aggregates (Bajare et al., 2012) [47] | Removal of impurities by heat treatment, preparation of clay pastes and non-metallic products (NMP) samples, drying, and finally synthesis in an oven at 1170–1210 °C. |
|
| *NMP refractories without additions (Ramaswamy et al., 2019) [48] | Washing the NMP at 200 °C to remove salts, calcination at 100 °C, and NMP compaction and calcination at 1500 °C. Thermal shock tests at 660 °C. |
|
| Preparation of gamma alumina (γ-Al2O3) by pyrometallurgical process (Mahinroosta & Allahverdi, 2018) [5] | The NMP is fed to the plasma flame, and argon is used as the carrier gas. The particle size to be obtained is 8 μm. |
|
| *Preparation of gamma alumina (γ-Al2O3) by hydrometallurgical process (Shen et al., 2021). [49] | These processes consist of three steps: alkaline or acid solution of NMP, precipitation of the filter liquid, and calcination of the precipitate. |
|
| Replacement of aluminum powder as a foaming agent for synthesizing light cellular concrete (Liu et al., 2017). [50] | Grinding and sieving to achieve a particle size of 45 μm. |
|
| *Partial replacement of Portland cement for concrete production (Elinwa & Mbadike, 2011; Javali et al., 2017; Mailar et al., 2016; Ozerkan et al., 2014; Reddy & Neeraja, 2016) [21,22,23,24,51] | The dross should be ground, sieved using a 90 μm sieve, and a shutdown process should be carried out. |
|
| *Replacement of Portland cement in mortar production (Dai & Apelian, 2017; Pereira et al., 2000) [14,52] | The dross should be washed in distilled water, dried on a heating plate, and then added to the mortar mixture. |
|
| Production of ceramics based on magnesium titanate and aluminum (Ewais & Besisa, 2018) [53] | Grinding and sieving to achieve a particle size less than 90 μm; powders must be mixed using a mill, impurities are removed with boiling water and then with cold water, and the synthesized materials are obtained by cooking at 1300 °C. |
|
| *Production of polypropylene compound and aluminum dross (Adeosun et al., 2012; Samat et al., 2017) [54,55] | Lumps of dross should be crushed and sieved into particles of size from 53 μm to 150 μm. |
|
| Production of silicate-based glass (Mahinroosta & Allahverdi, 2018) [5]. | The NMP-washing process must be carried out, and the residue or mineral glass of low silicon content must be melted in a CaO–Al2O3 system. |
|
Appendix B
| Alternatives | Criteria | |||||
|---|---|---|---|---|---|---|
| C1: Cost | C2: Ease of Implementation | C3: Availability of Information | C4: Specification Compliance | C5: Environmental Impact | ||
| 1 | NMP refractories without additions | 0 | 2 | 1 | 1 | 2 |
| 2 | Preparation of gamma alumina (γ-Al2O3) by hydrometallurgical process | 1 | 0 | 1 | 2 | 0 |
| 3 | Partial replacement of Portland cement for concrete production | 2 | 1 | 2 | 2 | 2 |
| 4 | Replacement of Portland cement in mortar production | 2 | 2 | 2 | 2 | 2 |
| 5 | Production of polypropylene composite and AD | 1 | 0 | 2 | 2 | 1 |
| More Preference than Reference | ← | Reference | → | Less Preference than Reference | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1/9 | 1/8 | 1/7 | 1/6 | 1/5 | 1/4 | 1/3 | 1/2 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| Criteria comparison | C4 | C5 | C2 | C1 | C3 | |||||||||||||
| Comparison of alternatives by criterion | C1 | A3 A4 | A2 A5 | A1 | ||||||||||||||
| C2 | A1 A4 | A3 | A2 A5 | |||||||||||||||
| C3 | A3 A4 A5 | A1 A2 | ||||||||||||||||
| C4 | A2 A3 A4 A5 | A1 | ||||||||||||||||
| C5 | A1 A3 A4 | A5 | A2 | |||||||||||||||
| Criteria | C1 | C2 | C3 | C4 | C5 | PV | CR | C3 | A1 | A2 | A3 | A4 | A5 | PV | CR | |
| C1 | 1 | 1/2 | 2 | 1/4 | 1/3 | 9.9% | 1.4% | A1 | 1 | 1 | 1/3 | 1/3 | 1/3 | 9.1% | 0.0% | |
| C2 | 2 | 1 | 3 | 1/3 | 1/2 | 16.1% | A2 | 1 | 1 | 1/3 | 1/3 | 1/3 | 9.1% | |||
| C3 | 1 | 1/3 | 1 | 1/5 | 1/4 | 6.2% | A3 | 3 | 3 | 1 | 1 | 1 | 27.3% | |||
| C4 | 4 | 3 | 5 | 1 | 2 | 41.6% | A4 | 3 | 3 | 1 | 1 | 1 | 27.3% | |||
| C5 | 3 | 2 | 4 | 1/2 | 1 | 26.2% | A5 | 3 | 3 | 1 | 1 | 1 | 27.3% | |||
| C1 | A1 | A2 | A3 | A4 | A5 | PV | CR | C4 | A1 | A2 | A3 | A4 | A5 | PV | CR | |
| A1 | 1 | 1/3 | 1/5 | 1/5 | 1/3 | 5.6% | 1.2% | A1 | 1 | 1/3 | 1/3 | 1/3 | 1/3 | 7.7% | 0.0% | |
| A2 | 3 | 1 | 1/3 | 1/3 | 1 | 13.0% | A2 | 3 | 1 | 1 | 1 | 1 | 23.1% | |||
| A3 | 5 | 3 | 1 | 1 | 3 | 34.2% | A3 | 3 | 1 | 1 | 1 | 1 | 23.1% | |||
| A4 | 5 | 3 | 1 | 1 | 3 | 34.2% | A4 | 3 | 1 | 1 | 1 | 1 | 23.1% | |||
| A5 | 3 | 1 | 1/3 | 1/3 | 1 | 13.0% | A5 | 3 | 1 | 1 | 1 | 1 | 23.1% | |||
| C2 | A1 | A2 | A3 | A4 | A5 | PV | CR | C5 | A1 | A2 | A3 | A4 | A5 | PV | CR | |
| A1 | 1 | 5 | 3 | 1 | 5 | 35.8% | 1.2% | A1 | 1 | 5 | 1 | 1 | 3 | 28.1% | 0.9% | |
| A2 | 1/5 | 1 | 1/3 | 1/5 | 1 | 6.5% | A2 | 1/5 | 1 | 1/5 | 1/5 | 1/3 | 5.1% | |||
| A3 | 1/3 | 3 | 1 | 1/3 | 3 | 15.5% | A3 | 1 | 5 | 1 | 1 | 3 | 28.1% | |||
| A4 | 1 | 5 | 3 | 1 | 5 | 35.8% | A4 | 1 | 5 | 1 | 1 | 3 | 28.1% | |||
| A5 | 1/5 | 1 | 1/3 | 1/5 | 1 | 6.5% | A5 | 1/3 | 3 | 1/3 | 1/3 | 1 | 10.8% |
References
- International Aluminium Institute Primary Aluminium Production. Available online: https://international-aluminium.org/statistics/primary-aluminium-production/ (accessed on 9 May 2023).
- Moreno, A. Economía Circular: Crecimiento Inteligente, Sostenible e Integrador; Universidad de ciencias Aplicadas y Ambientales: Bogotá, Colombia, 2018. [Google Scholar]
- David, E.; Kopac, J. Aluminum Recovery as a Product with High Added Value Using Aluminum Hazardous Waste. J. Hazard. Mater. 2013, 261, 316–324. [Google Scholar] [CrossRef] [PubMed]
- Dai, C. Development of Aluminium Dross-Based Material for Engineering Applications; Worcester Polytechnic Institute: Worcester, MA, USA, 2012. [Google Scholar]
- Mahinroosta, M.; Allahverdi, A. Hazardous Aluminum Dross Characterization and Recycling Strategies: A Critical Review. J. Environ. Manag. 2018, 223, 452–468. [Google Scholar] [CrossRef] [PubMed]
- Srivastava, A.; Meshram, A. On Trending Technologies of Aluminium Dross Recycling: A Review. Process Saf. Environ. Prot. 2023, 171, 38–54. [Google Scholar] [CrossRef]
- Ünlü, N.; Drouet, M.G. Comparison of Salt-Free Aluminum Dross Treatment Processes. Resour. Conserv. Recycl. 2002, 36, 61–72. [Google Scholar] [CrossRef]
- Ibarra Castro, M.N.; Almanza Robles, J.M.; Cortés Hernández, D.A.; Escobedo Bocardo, J.C.; Torres Torres, J. Development of Mullite/Zirconia Composites from a Mixture of Aluminum Dross and Zircon. Ceram. Int. 2009, 35, 921–924. [Google Scholar] [CrossRef]
- Ewais, E.M.M.; Khalil, N.M.; Amin, M.S.; Ahmed, Y.M.Z.; Barakat, M.A. Utilization of Aluminum Sludge and Aluminum Slag (Dross) for the Manufacture of Calcium Aluminate Cement. Ceram. Int. 2009, 35, 3381–3388. [Google Scholar] [CrossRef]
- Huang, J.; Fang, M.; Huang, Z.; Liu, Y.; Yang, J.; Huang, S.; Xu, Y.; Chen, K.; Yi, S.; Zhang, S. Preparation, Microstructure, and Mechanical Properties of Spinel-Corundum-Sialon Composite Materials from Waste Fly Ash and Aluminum Dross. Adv. Mater. Sci. Eng. 2014, 2014, 789867. [Google Scholar] [CrossRef]
- Yoshimura, H.N.; Abreu, A.P.; Molisani, A.L.; de Camargo, A.C.; Portela, J.C.S.; Narita, N.E. Evaluation of Aluminum Dross Waste as Raw Material for Refractories. Ceram. Int. 2008, 34, 581–591. [Google Scholar] [CrossRef]
- Kim, J.; Biswas, K.; Jhon, K.-W.; Jeong, S.-Y.; Ahn, W.-S. Synthesis of AlPO4-5 and CrAPO-5 Using Aluminum Dross. J. Hazard. Mater. 2009, 169, 919–925. [Google Scholar] [CrossRef]
- Murayama, N.; Arimura, K.; Okajima, N.; Shibata, J. Effect of Structure-Directing Agent on AlPO4-n Synthesis from Aluminum Dross. Int. J. Miner. Process. 2009, 93, 110–114. [Google Scholar] [CrossRef]
- Pereira, D.; de Aguiar, B.; Castro, F.; Almeida, M.; Labrincha, J. Mechanical Behaviour of Portland Cement Mortars with Incorporation of Al-Containing Salt Slags. Cem. Concr. Res. 2000, 30, 1131–1138. [Google Scholar] [CrossRef]
- Hwang, J.-Y.; Song, X.M. Replacing Al Powder with Al Slag or Recycled Foil in Cellular Concrete. JOM 1997, 49, 29–30. [Google Scholar] [CrossRef]
- de Araújo, E.G.; Tenório, J.A.S. Cellular Concrete with Addition of Aluminum Recycled Foil Powders. Mater. Sci. Forum 2005, 498–499, 198–204. [Google Scholar] [CrossRef]
- Puertas, F.; Blanco-Varela, M.T.; Vazquez, T. Behaviour of Cement Mortars Containing an Industrial Waste from Aluminium Refining. Cem. Concr. Res. 1999, 29, 1673–1680. [Google Scholar] [CrossRef]
- Llanos, K.; Rodríguez, J. Estudio Del Aprovechamiento de La Escoria de Aluminio de La Empresa Fundición Agram; Pontificia Universidad Javeriana Cali: Cali, Colombia, 2011. [Google Scholar]
- Borhan, T.M.; Janna, H. Thermal Properties of Cement Mortar Containing Waste Aluminium Fine Aggregate. J. Kerbala Univ. 2016, 14, 193–200. [Google Scholar]
- Shinzato, M.C.; Hypolito, R. Solid Waste from Aluminum Recycling Process: Characterization and Reuse of Its Economically Valuable Constituents. Waste Manag. 2005, 25, 37–46. [Google Scholar] [CrossRef]
- Elinwa, A.U.; Mbadike, E. The Use of Aluminum Waste for Concrete Production. J. Asian Arch. Build. Eng. 2011, 10, 217–220. [Google Scholar] [CrossRef]
- Ozerkan, N.; Maki, O.; Anayeh, M.; Tangen, S.; Abdullah, A. The Effect of Aluminium Dross on Mechanical and Corrosion Properties of Concrete. Int. J. Innov. Res. Sci. Eng. Technol. 2014, 3, 9912–9922. [Google Scholar]
- Mailar, G.; Sreedhara, B.M.; Manu, D.S.; Hiremath, P.; Jayakesh, K. Investigation of Concrete Produced Using Recycled Aluminium Dross for Hot Weather Concreting Conditions. Resour.-Effic. Technol. 2016, 2, 68–80. [Google Scholar] [CrossRef]
- Reddy, M.S.; Neeraja, D. Mechanical and Durability Aspects of Concrete Incorporating Secondary Aluminium Slag. Resour.-Effic. Technol. 2016, 2, 225–232. [Google Scholar] [CrossRef]
- Siddique Pasley, R. The Physical and Chemical Reclamation and Recycling of Elements from Black Aluminium Furnace Residues. Ph.D. Thesis, Brunei University, Seri Begawan, Brunei, 2003. [Google Scholar]
- Tang, J.; Liu, G.; Qi, T.; Zhou, Q.; Peng, Z.; Li, X.; Yan, H.; Hao, H. Two-Stage Process for the Safe Utilization of Secondary Aluminum Dross in Combination with the Bayer Process. Hydrometallurgy 2022, 209, 105836. [Google Scholar] [CrossRef]
- Saaty, T.L. Relative Measurement and Its Generalization in Decision Making Why Pairwise Comparisons Are Central in Mathematics for the Measurement of Intangible Factors the Analytic Hierarchy/Network Process. Rev. Real Acad. Ciencias Exactas Fis. Nat. Ser. A Mat. 2008, 102, 251–318. [Google Scholar] [CrossRef]
- ASTM C618-19; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM: West Conshohocken, PA, USA, 2022.
- Suhardini, D.; Septiani, W.; Fauziah, S. Design and Simulation Plant Layout Using Systematic Layout Planning. IOP Conf. Ser. Mater. Sci. Eng. 2017, 277, 12051. [Google Scholar] [CrossRef]
- Ross, S.; Westerfield, R.; Jordan, B. Fundamentals of Corporate Finance, 9th ed.; Mc Graw Hill: New York, NY, USA, 2010; ISBN 978-0-07-338239-5. [Google Scholar]
- Crespo, R. Incorporación de Escorias de Aluminio En La Fabricación de Productos de Arcilla Cocida. Ph.D. Thesis, Universidad politécnica de Madrid, Madrid, Spain, 2015. [Google Scholar]
- Attia, N.; Hassan, K.M.; Hassan, M.I. Environmental Impacts of Aluminum Dross after Metal Extraction BT—Light Metals 2018; Martin, O., Ed.; Springer International Publishing: Cham, Switzerland, 2018; pp. 1155–1161. [Google Scholar]
- López-Delgado, A.; Robla, J.I.; Padilla, I.; López-Andrés, S.; Romero, M. Zero-Waste Process for the Transformation of a Hazardous Aluminum Waste into a Raw Material to Obtain Zeolites. J. Clean. Prod. 2020, 255, 120178. [Google Scholar] [CrossRef]
- Lemos Micolta, E.D.; Chilito Bolaños, L.C.; Maya Soto, J.C.; Gómez Gómez, A.; Rojas Manzano, M.A. Uso de La Escoria de Aluminio En El Concreto—Revisión Del Estado Del Arte. In Proceedings of the IX Congreso Internacional y 23a Reunión Técnica, Virtual, 4–6 November 2020; pp. 125–132. [Google Scholar]
- Singh, S.S. The Formation and Coexistence of Gibbsite, Boehmite, Alumina and Alunite at Room Temperature. Can. J. Soil Sci. 1982, 62, 327–332. [Google Scholar] [CrossRef]
- Braulio, M.A.L.; Rigaud, M.; Buhr, A.; Parr, C.; Pandolfelli, V.C. Spinel-Containing Alumina-Based Refractory Castables. Ceram. Int. 2011, 37, 1705–1724. [Google Scholar] [CrossRef]
- Chaplianko, S.V.; Nikichanov, V.V. Influence of Reactive Alumina Type on the Properties of Corundumspinel Castables (Review). Sci. Res. Refract. Tech. Ceram. 2021, 121, 103–112. [Google Scholar] [CrossRef]
- Zuo, Z.; Lv, H.; Li, R.; Liu, F.; Zhao, H. A New Approach to Recover the Valuable Elements in Black Aluminum Dross. Resour. Conserv. Recycl. 2021, 174, 105768. [Google Scholar] [CrossRef]
- Ramezani, M.; Neitzert, T. Mechanical Milling of Aluminum Powder Using Planetary Ball Milling Process. J. Achiev. Mater. Manuf. Eng. 2012, 55, 790–798. [Google Scholar]
- Leyva Ramírez, E.; de La Fuente Fernández, M.; Leyva González, O.S.; Sánchez Cruz, A.; Ferreiro Guerrero, Y. Estudio de La Cinética de Molienda de La Mena de Cromita Del Yacimiento Albertina. Tecnol. Química 2009, 29, 55–63. [Google Scholar]
- Karakas, O.; Kanca, E. An Investigation on Optimum Grinding System and Conditions for Steel Plant ARP By-Product α-Fe2O3 for Pigment Industry. Eng. Sci. Technol. Int. J. 2020, 23, 1266–1272. [Google Scholar] [CrossRef]
- Plescia, P.; Tempesta, E. Analysis of Friction Coefficients in a Vibrating Cup Mill (Ring Mill) during Grinding. Tribol. Int. 2017, 114, 458–468. [Google Scholar] [CrossRef]
- Hernández, M.Á.; Nieves, C.E. Perfil Logístico Del Sector Cemento En Colombia; Repositorio Institucional EdocUR: Bogotá, Colombia, 2015. [Google Scholar]
- Meneses-Núñez, L.S.; Escobar, D.; Ibarra, S.J.; Núñez-Navia, J.C.; Muñoz-Velez, M.; Salazar-Serna, K. Diseño de un Proceso Productivo que Permita la Recuperación de Escoria de Aluminio Para su uso Como Materia Prima en Morteros. Capstone Project for Industrial Engineering Degree; Pontificia Universidad Javeriana Cali: Cali, Colombia, 2022. [Google Scholar]
- Maury-Ramírez, A.; Illera-Perozo, D.; Mesa, J.A. Circular Economy in the Construction Sector: A Case Study of Santiago de Cali (Colombia). Sustainability 2022, 14, 1923. [Google Scholar] [CrossRef]
- Maury-Ramírez, A.; De Belie, N. Environmental and Economic Assessment of Eco-Concrete for Residential Buildings: A Case Study of Santiago de Cali (Colombia). Sustainability 2023, 15, 12032. [Google Scholar] [CrossRef]
- Bajare, D.; Korjakins, A.; Kazjonovs, J.; Rozenstrauha, I. Pore structure of lightweight clay aggregate incorporate with non-metallic products coming from aluminium scrap recycling industry. J. Eur. Ceram. Soc. 2012, 32, 141–148. [Google Scholar] [CrossRef]
- Ramaswamy, P.; Gomes, S.A.; Ravichander, N.P. Utilization of aluminum dross: Refractories from industrial waste. IOP Conf. Ser. Mater. Sci. Eng. 2019, 577, 012101. [Google Scholar] [CrossRef]
- Shen, H.; Liu, B.; Ekberg, C.; Zhang, S. Harmless disposal and resource utilization for secondary aluminum dross: A review. Sci. Total Environ. 2021, 760, 143968. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Leong, B.S.; Hu, Z.-T.; Yang, E.-H. Autoclaved aerated concrete incorporating waste aluminum dust as foaming agent. Constr. Build. Mater. 2017, 148, 140–147. [Google Scholar] [CrossRef]
- Javali, S.; Chandrashekar, A.R.; Naganna, S.R.; Manu, D.S.; Hiremath, P.; Preethi, H.G.; Vinod Kumar, N. Eco-concrete for sustainability: Utilizing aluminium dross and iron slag as partial replacement materials. Clean Technol. Environ. Policy 2017, 19, 2291–2304. [Google Scholar] [CrossRef]
- Dai, C.; Apelian, D. Fabrication and characterization of aluminum dross-containing mortar composites: Upcycling of a waste product. J. Sustain. Metall. 2017, 3, 230–238. [Google Scholar] [CrossRef]
- Ewais, E.M.M.; Besisa, N.H.A. Tailoring of magnesium aluminum titanate based ceramics from aluminum dross. Mater. Des. 2018, 141, 110–119. [Google Scholar] [CrossRef]
- Adeosun, S.O.; Usman, M.A.; Ayoola, W.A.; Sekunowo, I.O. Evaluation of the mechanical properties of polypropylene-aluminum-dross composite. Int. Sch. Res. Not. 2012, 2012, 1–6. [Google Scholar] [CrossRef]
- Samat, N.; Sabaruddin, F.A.; Meor Yusoff, M.S.; Dayang Habibah, A.I.H. Evaluation of waste from aluminum industry as filler in polypropylene composites. JOM 2017, 69, 790–795. [Google Scholar] [CrossRef]










| Criterion | Weight | Score | Scale |
|---|---|---|---|
| C1: Associated implementation cost | 10% | 0 | High cost |
| 1 | Average cost | ||
| 2 | Low cost | ||
| C2: Technical feasibility of implementation | 16% | 0 | High level of implementation difficulty |
| 1 | Medium difficulty level | ||
| 2 | Low difficulty level | ||
| C3: Availability of information on the alternative | 6% | 0 | No information |
| 1 | Information is limited | ||
| 2 | High amount of information available | ||
| C4: Compliance with design constraints established by stakeholders | 41% | 0 | Affects or worsens properties |
| 1 | Does not affect or improve properties | ||
| 2 | Properties are maintained or improved | ||
| C5: Environmental impact | 28% | 0 | High environmental impact |
| 1 | Average environmental impact | ||
| 2 | Low environmental impact |
| Alternatives | Vector of Priorities by Criterion | Final Vector | Best Alternative | ||||
|---|---|---|---|---|---|---|---|
| C1 | C2 | C3 | C4 | C5 | |||
| A1 | 5.6% | 35.8% | 9.1% | 7.7% | 28.1% | 17.4% | A4 A3 |
| A2 | 13.0% | 6.5% | 9.1% | 23.1% | 5.1% | 13.8% | |
| A3 | 34.2% | 15.5% | 27.3% | 23.1% | 28.1% | 24.5% | |
| A4 | 34.2% | 35.8% | 27.3% | 23.1% | 28.1% | 27.8% | |
| A5 | 13.0% | 6.5% | 27.3% | 23.1% | 10.8% | 16.4% | |
| Vector Criteria | 9.9% | 16.1% | 6.2% | 41.6% | 26.2% | ||
| Compound | Chemical Formula | Content (%) | |
|---|---|---|---|
| AD | WAD | ||
| Gibbsite | Al(OH)3 | 3.7 | 27.5 |
| Aluminum Nitrides | AlN | 18.2 | 2.2 |
| Aluminum Oxide | Al2O3 | 14.8 | 17.1 |
| Aluminum | Al | 6.3 | 3.86 |
| Diaoyudaoite | NaAl11O17 | 0 | 0.81 |
| Iron Oxides | Fe2O3 | 0.3 | 2.4 |
| Quartz | SiO2 | 1.5 | 5.2 |
| Spinel | MgAl2O4 | 34 | 25.5 |
| Process | Machine | Speed (kg/h) | Capacity (kg/mth) |
|---|---|---|---|
| Raw material inspection and weighing | Floor scale | N/A | 80,000 |
| Raw material storage | Storage silo | N/A | 30,000 |
| Drying | Tilting rotary furnace FARB-2 | 667 | 118,667 |
| In-process product storage | Storage silo | N/A | 30,000 |
| Milling | Vibratory mill MZ 500 | 532 | 94,667 |
| Finished product storage | Storage silo | N/A | 30,000 |
| Packing | Manual packing | 421 | 75,000 |
| Activity | Capacity |
|---|---|
| Washing | 686 kg/h |
| Drying | 667 kg/h |
| Milling | 479 kg/h |
| Packed | 421 kg/h |
| Storage (total capacity) | 30,000 kg |
| Project Cash Flow | 0 | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|---|
| Operational Profit | 7.527 | 10.848 | 11.393 | 11.957 | 12.542 | |
| Operating taxes | 2.635 | 3.797 | 3.987 | 4.185 | 4.390 | |
| Net Operating Income | 4.893 | 7.051 | 7.405 | 7.772 | 8.152 | |
| + Depreciation or amortization | 4.283 | 4.283 | 4.283 | 4.283 | 4.283 | |
| Gross Cash Flow | 9.176 | 11.335 | 11.689 | 12.055 | 12.435 | |
| − Fixed Asset Investments | 42.835 | |||||
| Project Free Cash Flow | 42.835 | 9.176 | 11.335 | 11.689 | 12.055 | 12.435 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muñoz-Vélez, M.F.; Salazar-Serna, K.; Escobar-Torres, D.; Rojas-Manzano, M.A.; Gómez-Gómez, A.; Maury-Ramírez, A. Circular Economy: Adding Value to the Post-Industrial Waste through the Transformation of Aluminum Dross for Cement Matrix Applications. Sustainability 2023, 15, 13952. https://doi.org/10.3390/su151813952
Muñoz-Vélez MF, Salazar-Serna K, Escobar-Torres D, Rojas-Manzano MA, Gómez-Gómez A, Maury-Ramírez A. Circular Economy: Adding Value to the Post-Industrial Waste through the Transformation of Aluminum Dross for Cement Matrix Applications. Sustainability. 2023; 15(18):13952. https://doi.org/10.3390/su151813952
Chicago/Turabian StyleMuñoz-Vélez, Mario Fernando, Kathleen Salazar-Serna, Daniela Escobar-Torres, Manuel Alejandro Rojas-Manzano, Adriana Gómez-Gómez, and Aníbal Maury-Ramírez. 2023. "Circular Economy: Adding Value to the Post-Industrial Waste through the Transformation of Aluminum Dross for Cement Matrix Applications" Sustainability 15, no. 18: 13952. https://doi.org/10.3390/su151813952