Design and Experimental Investigation of a Hybrid Rotor Permanent Magnet Modular Machine with 3D Flux Paths Accounting for Recyclability of Permanent Magnet Material


Abstract
:1. Introduction
- Re-sintering after hydrogen decrepitation,
- Hydrometallurgical methods,
- Pyrometallurgical methods,
- Gas phase extraction.
2. Hybrid Rotor 3D Flux Machine
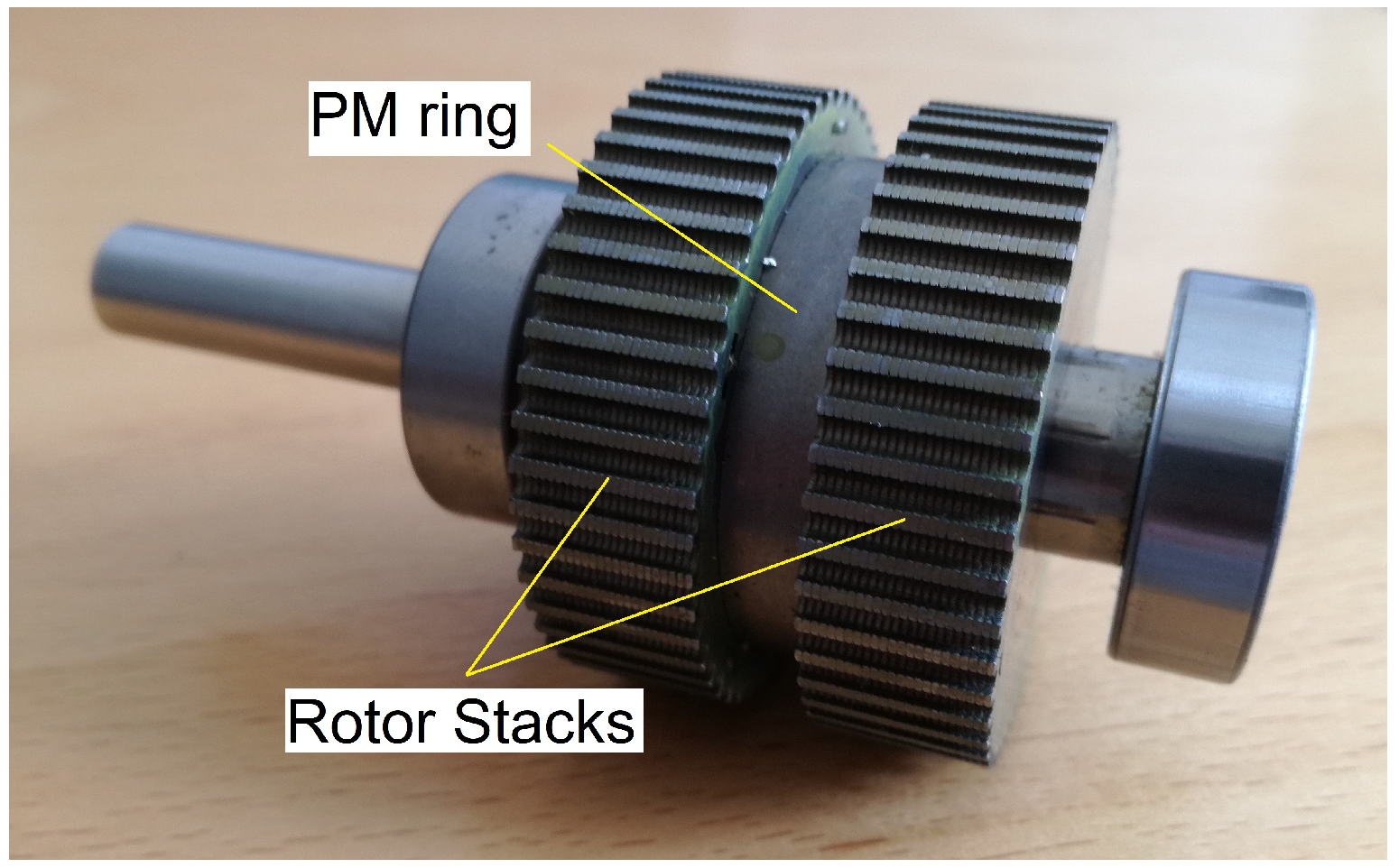
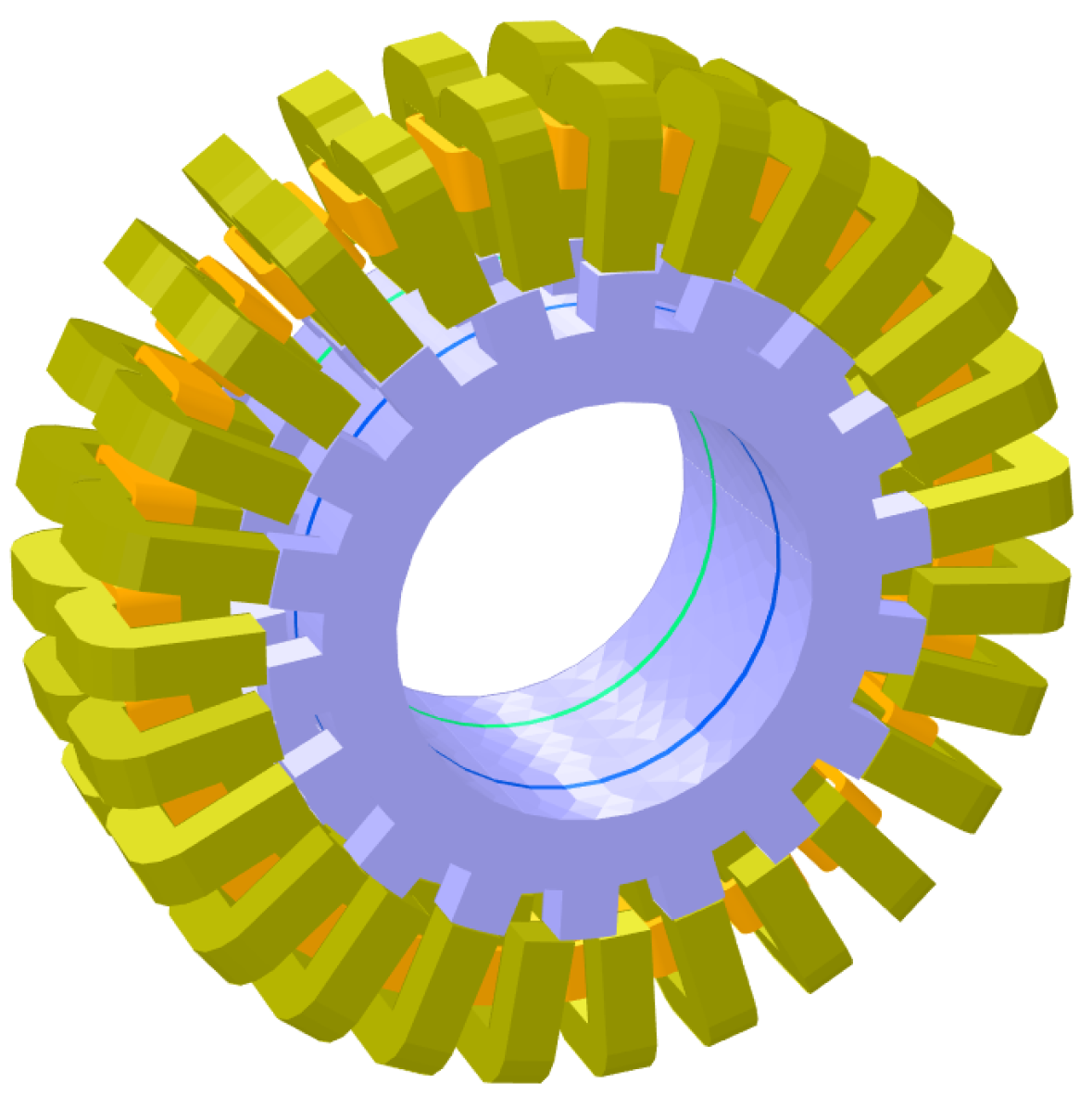
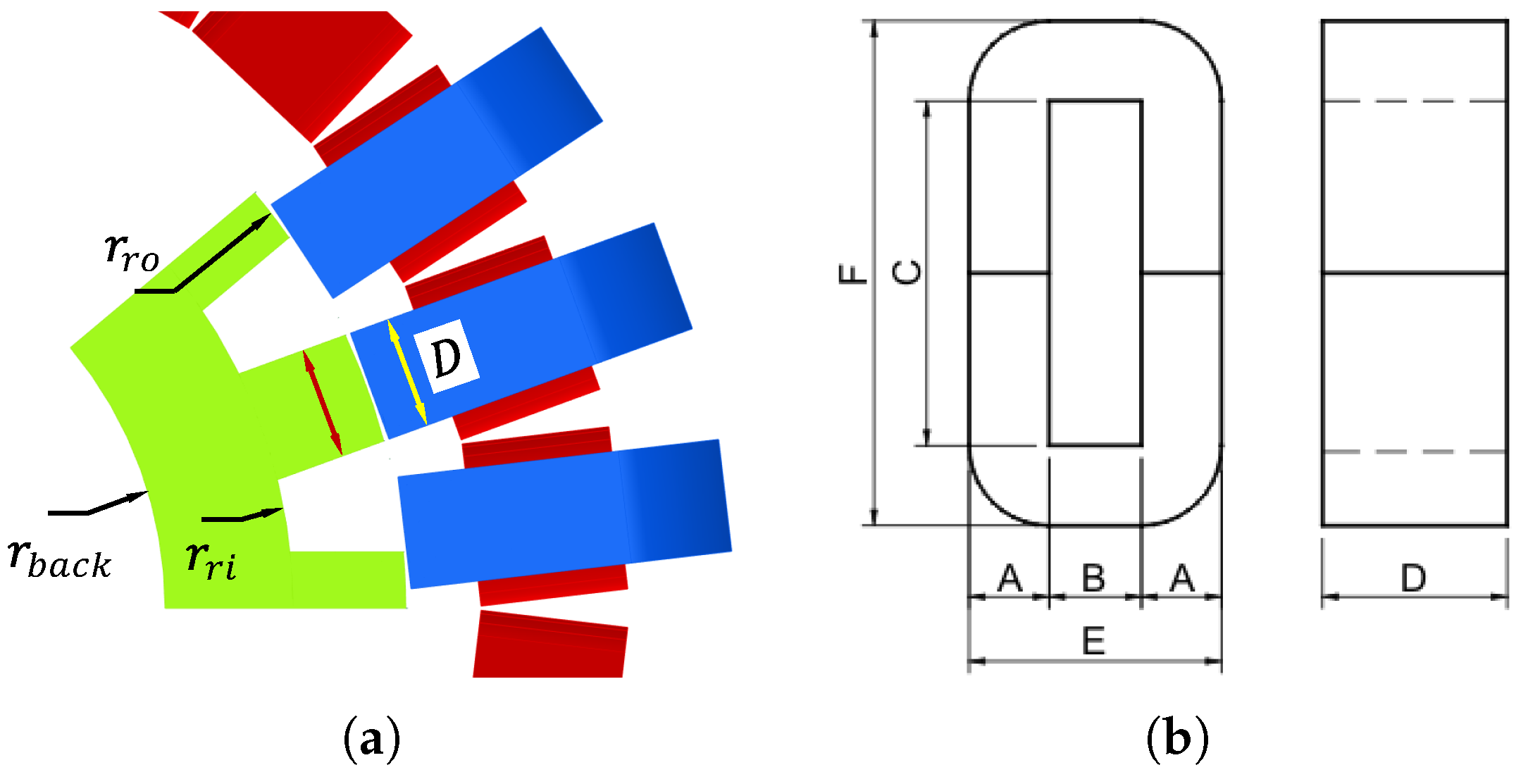
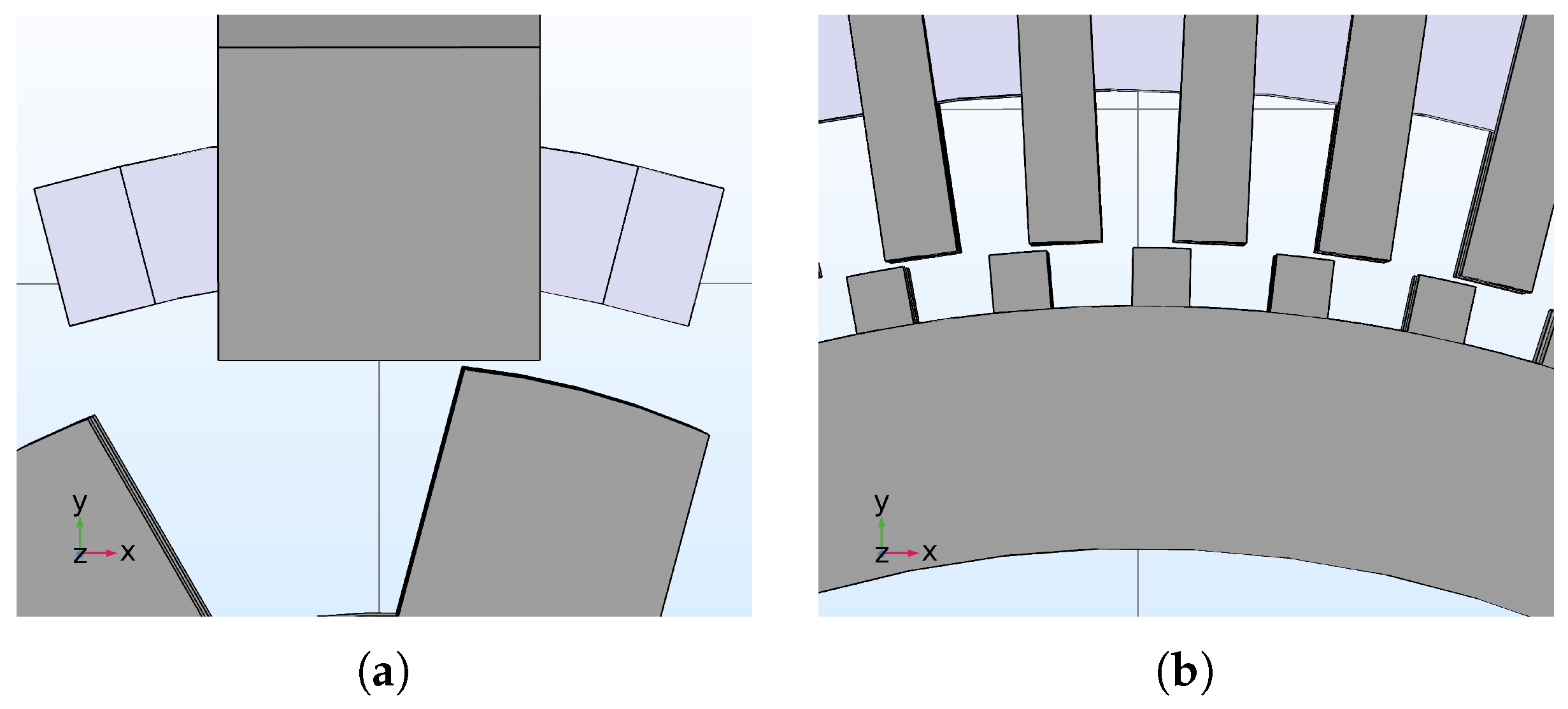
2.1. Definition of the Rotor
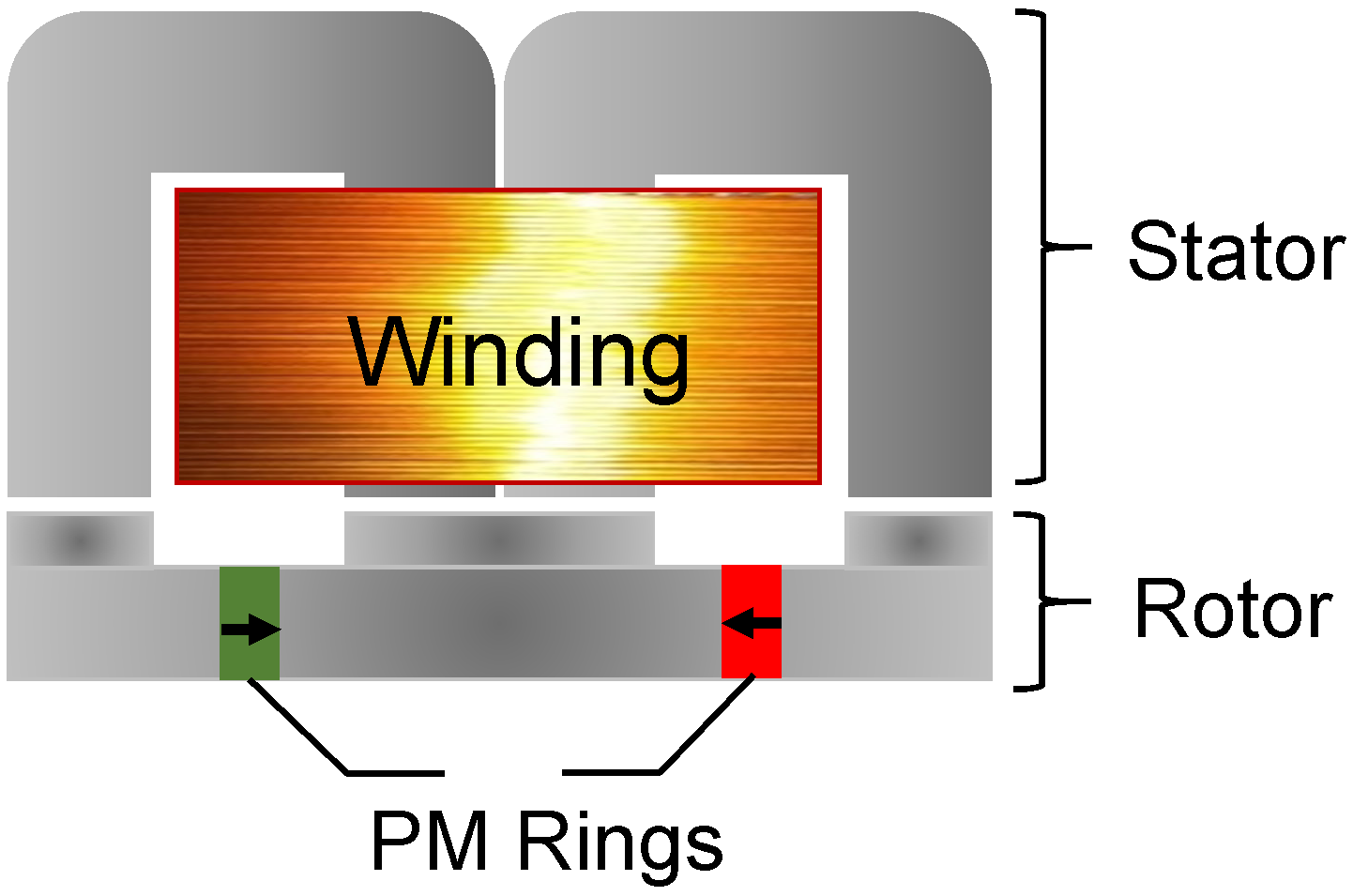
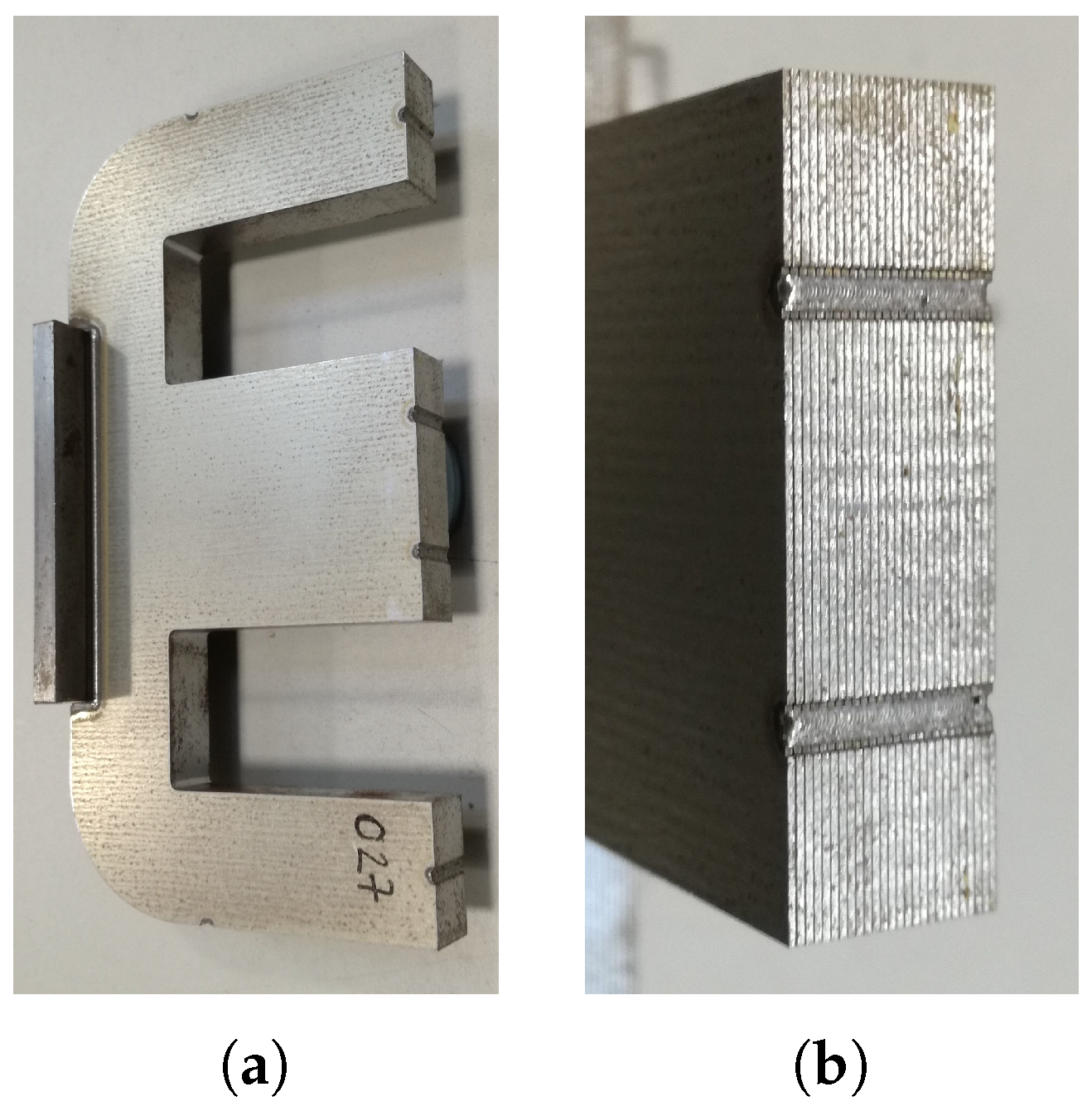
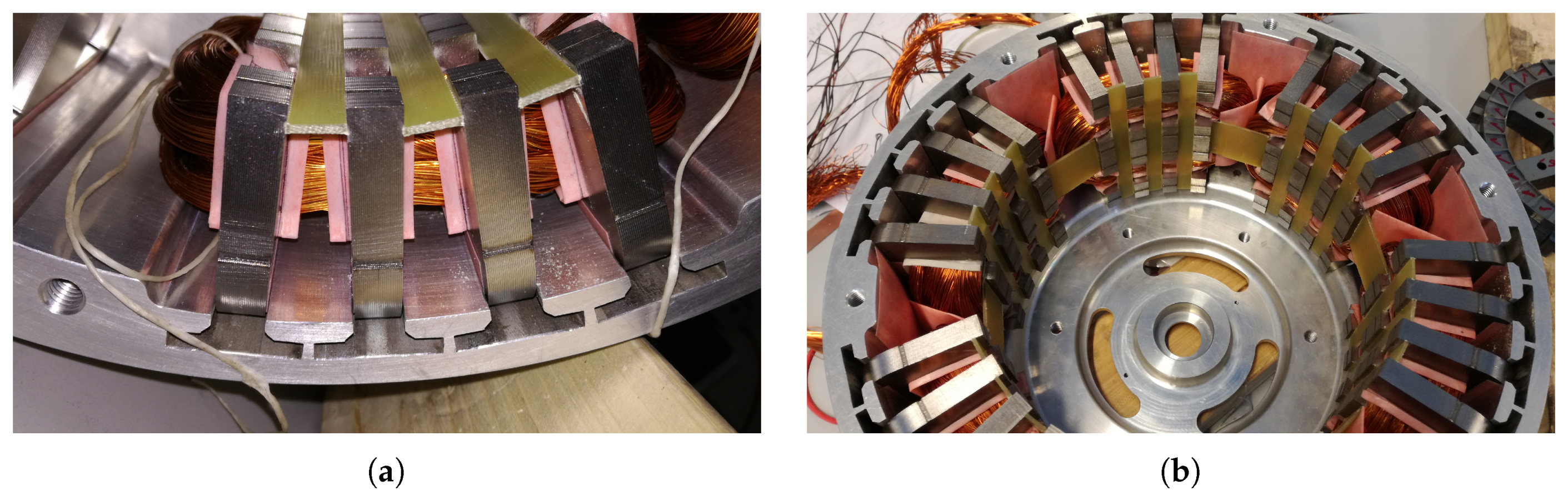
2.2. Definition of the Stator
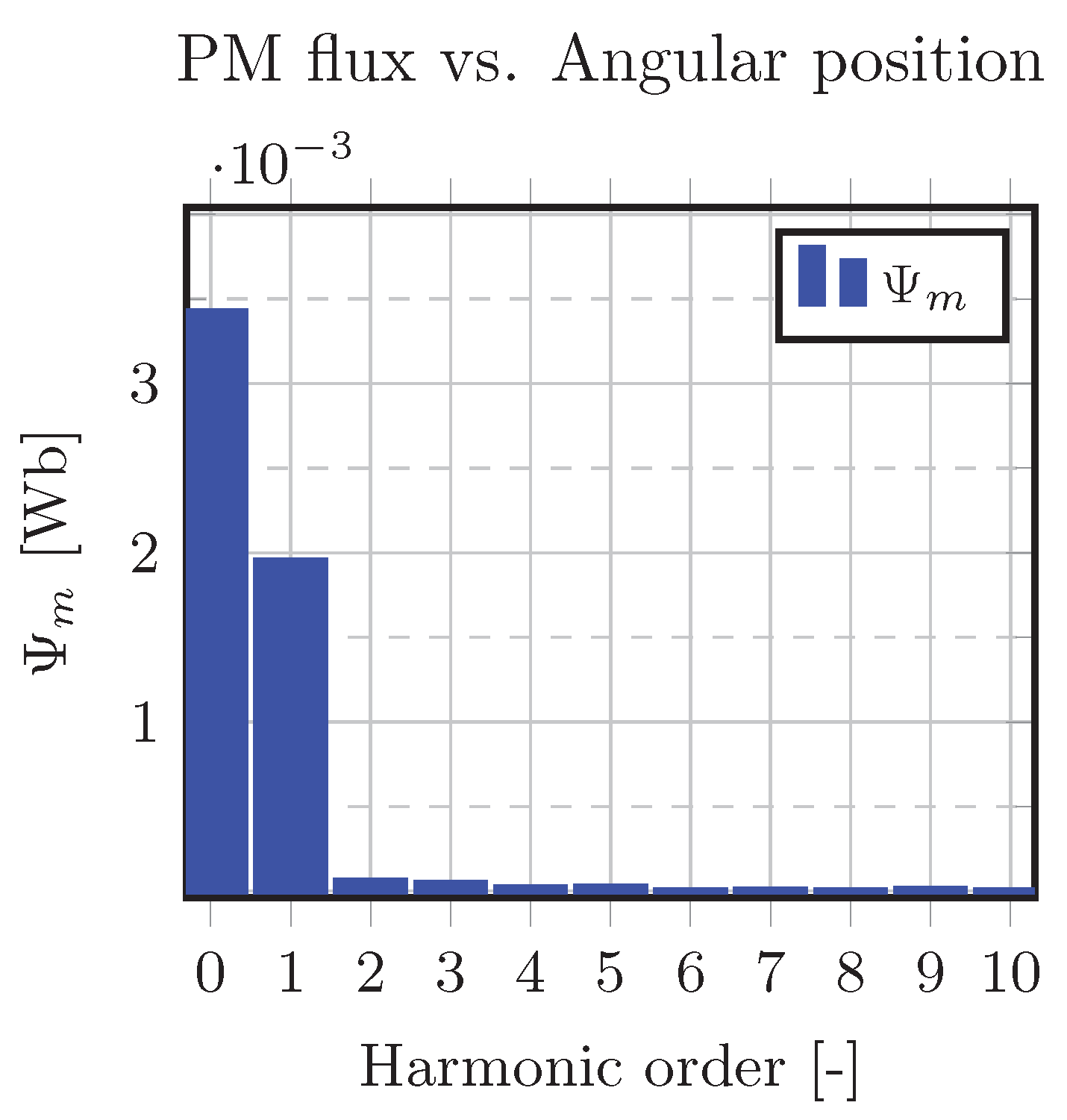
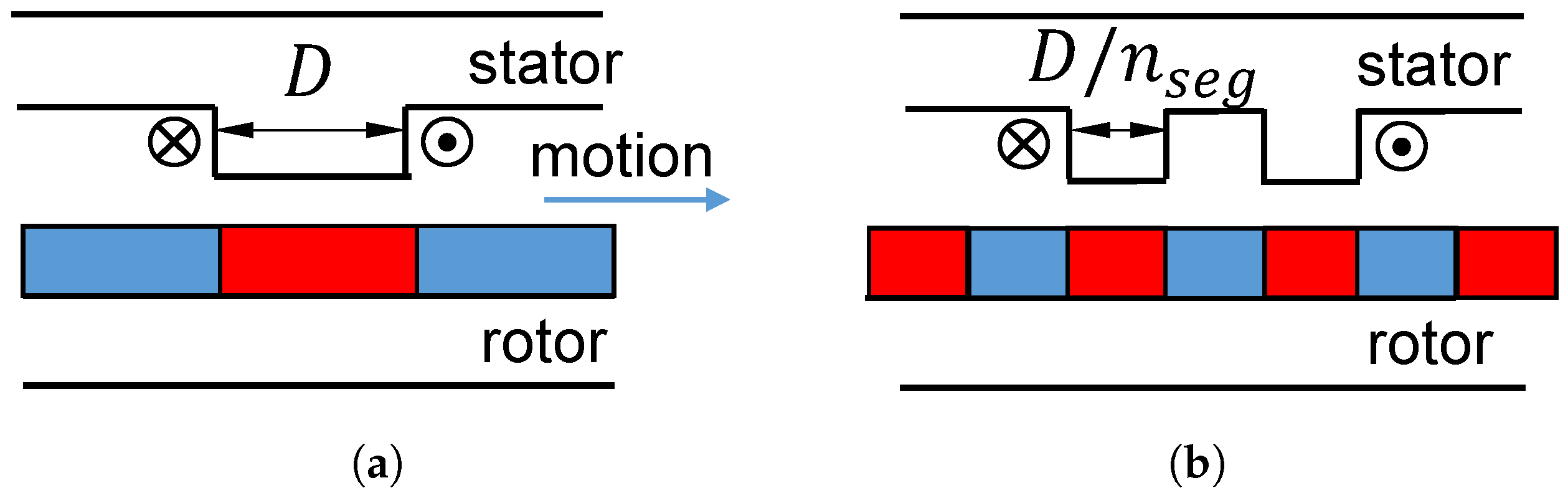
2.3. Working Principle
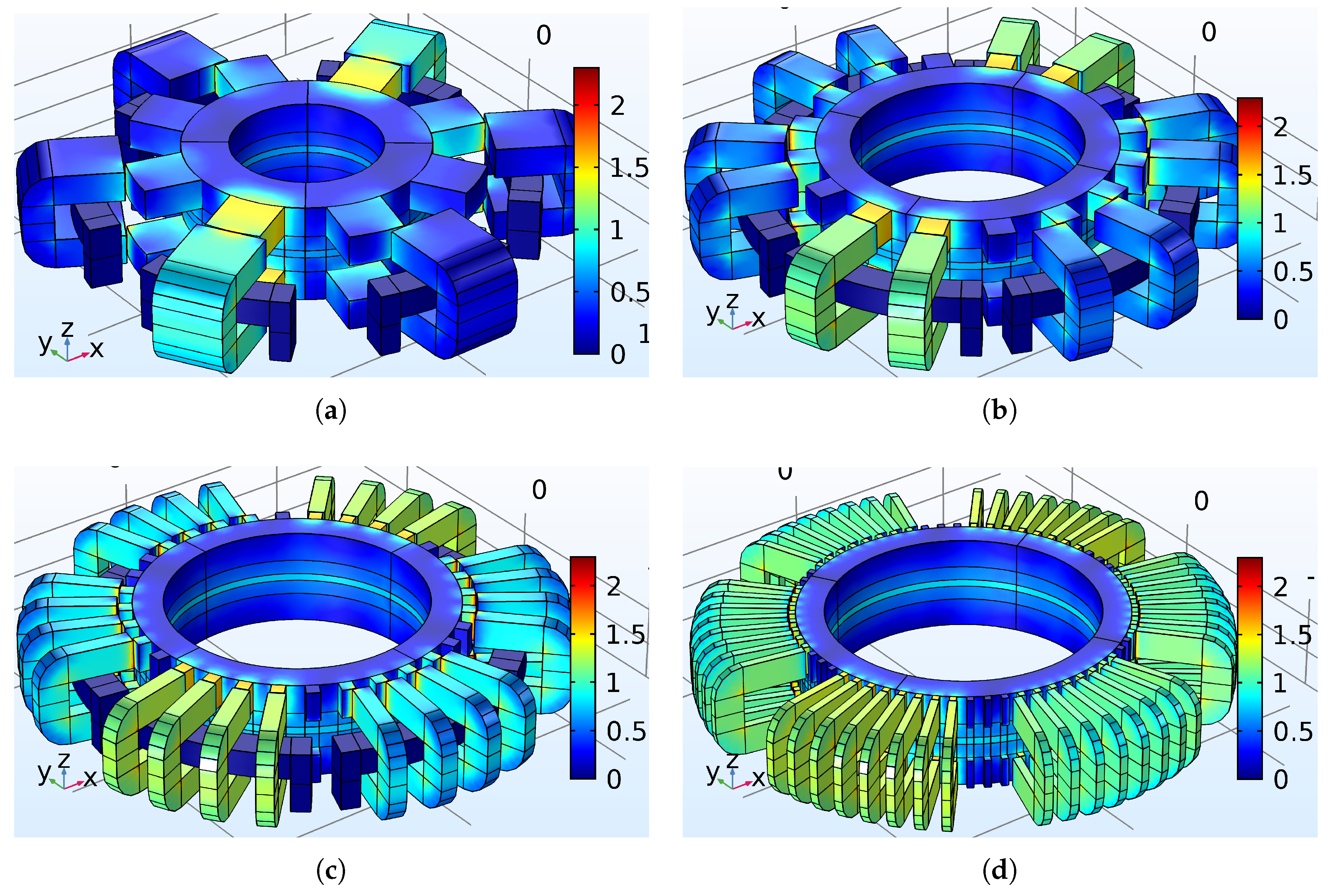
3. Study of the Vernier’s Principle
- As anticipated, the increment of torque is not directly proportional to the increment of sub-divisions.
- For the same amount of current, the power factor decreases dramatically.
- The fundamental frequency is increased with number of sub-divisions. Hence, the iron losses increases substantially.
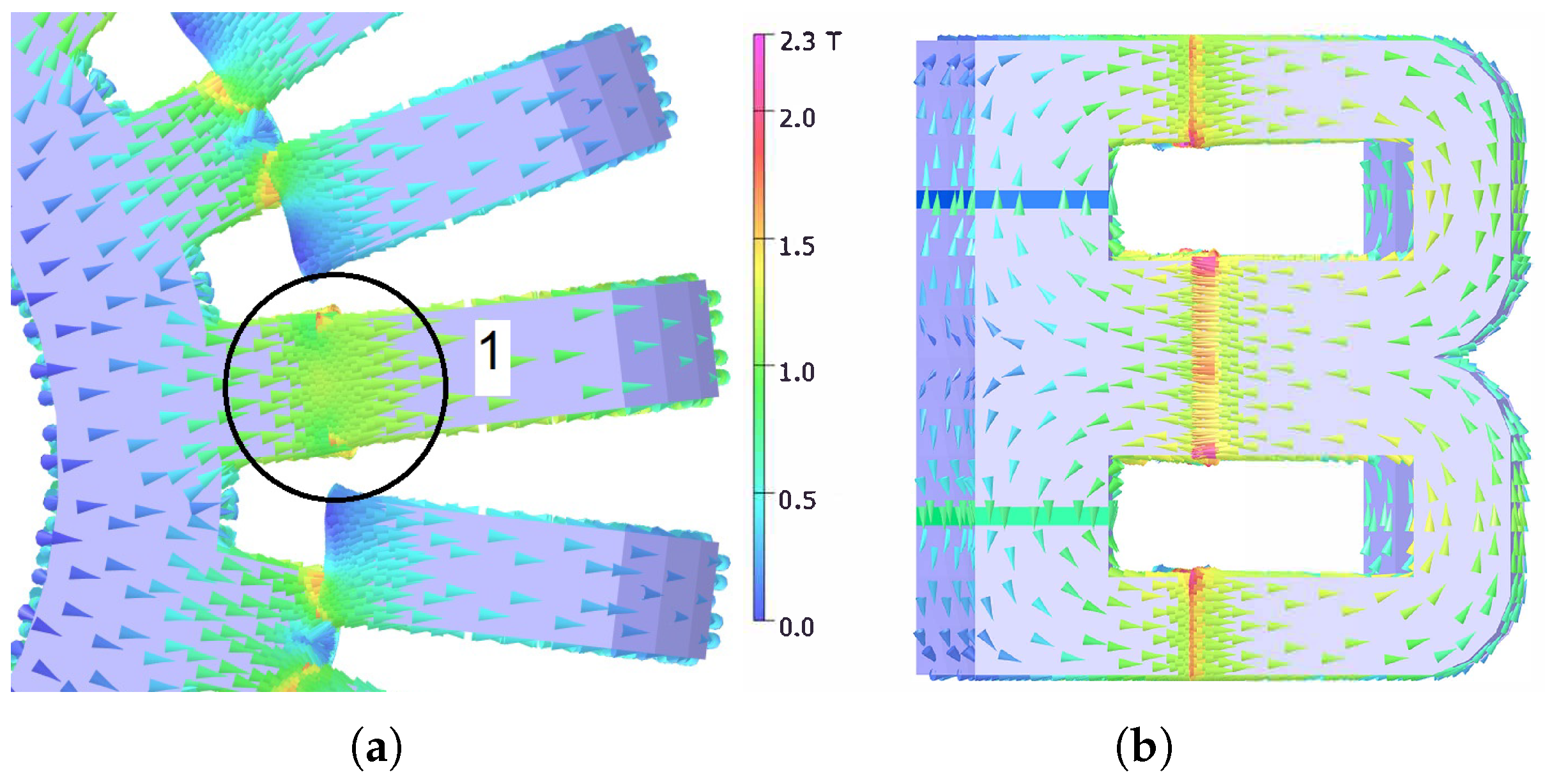
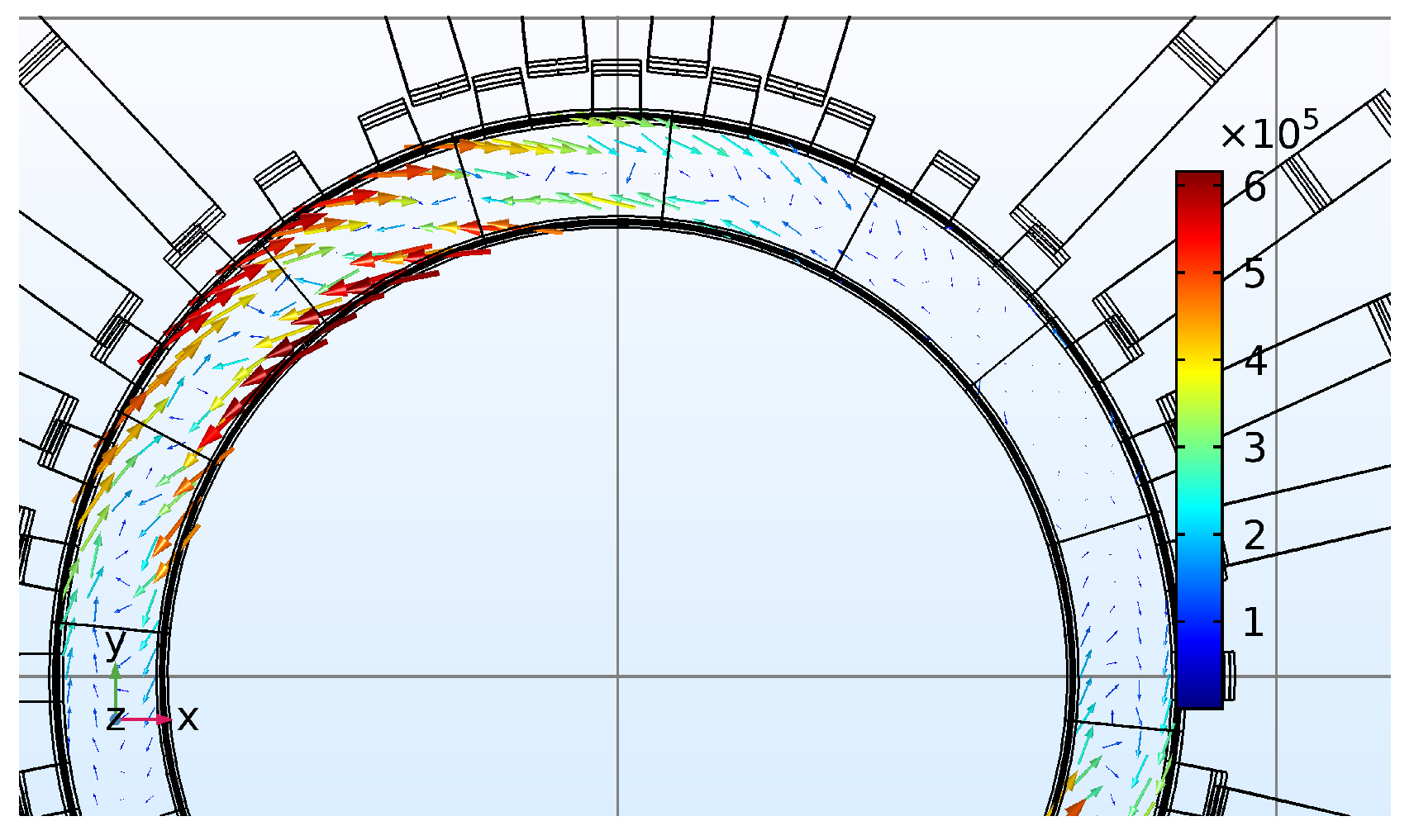
Estimation of the PM Losses in the HM3D Machine
- The rated speed of the machine in “performance” mode was specified as 2300 rpm.
- The conductivity of the PM ring was set as 1.25 MS/m.
- Only PM losses due to slotting effect were calculated. That is, the contribution of the PM losses by the time and space harmonics is not evaluated.
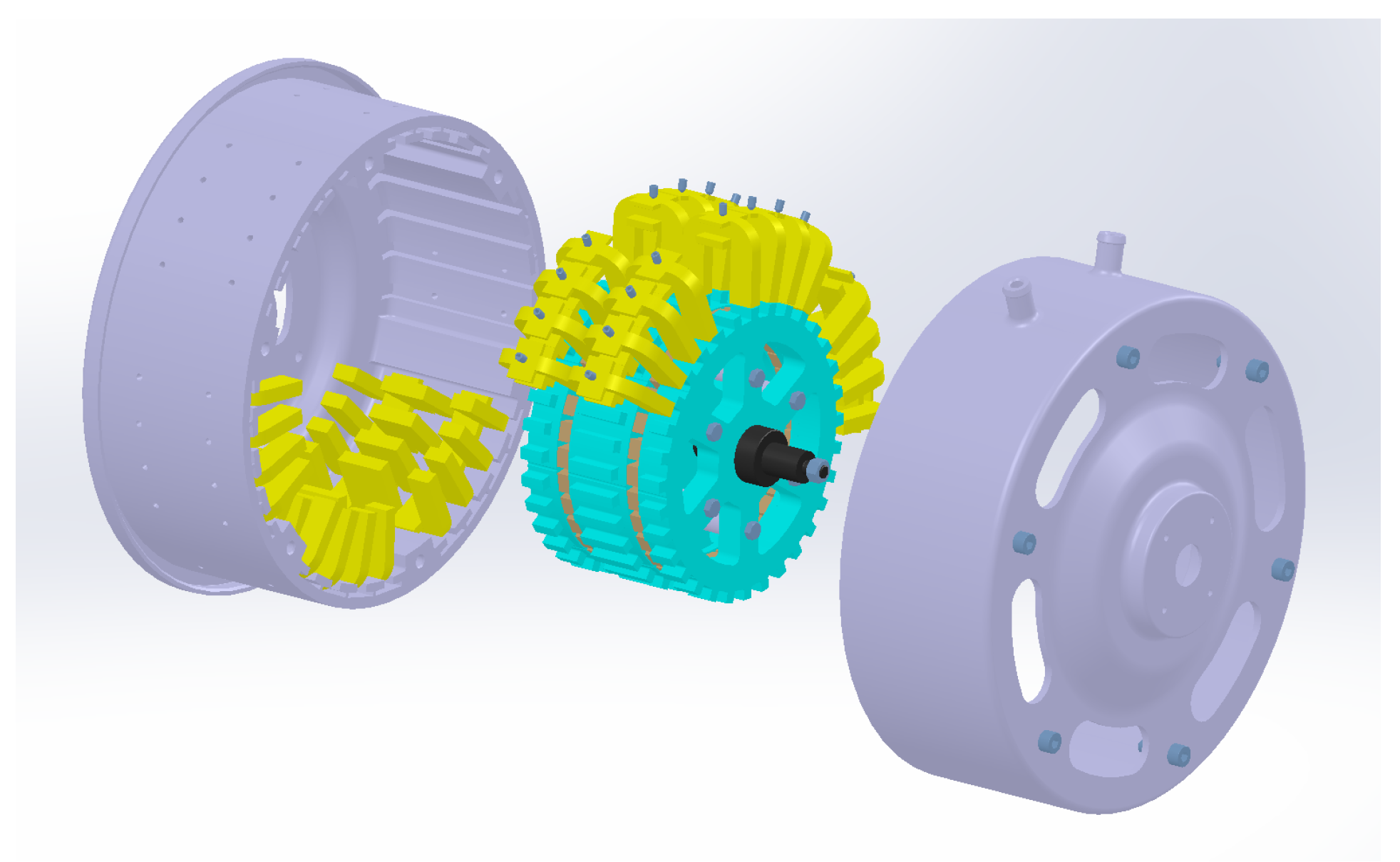
4. Assembly of the Demonstrator
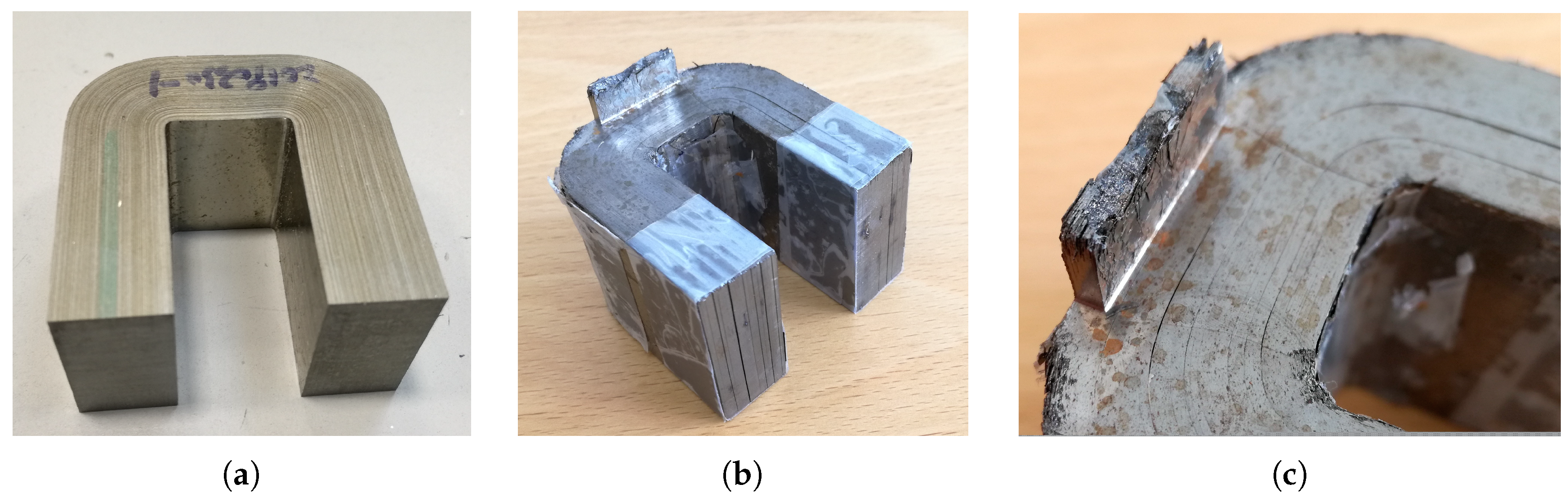
4.1. Stator Assembly
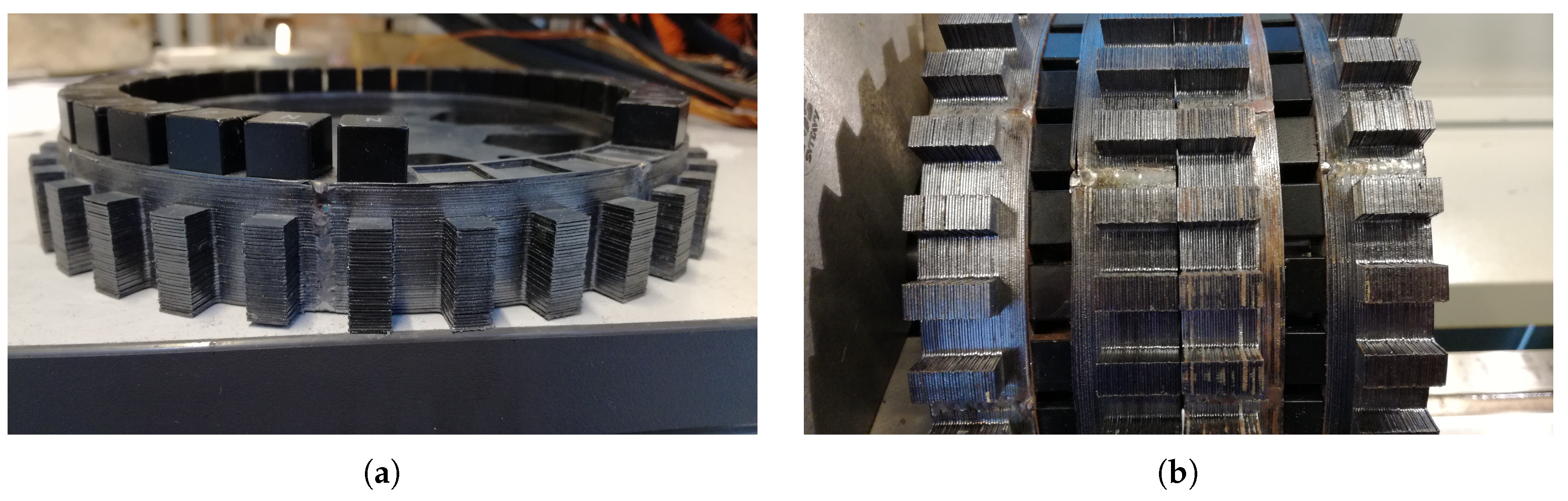
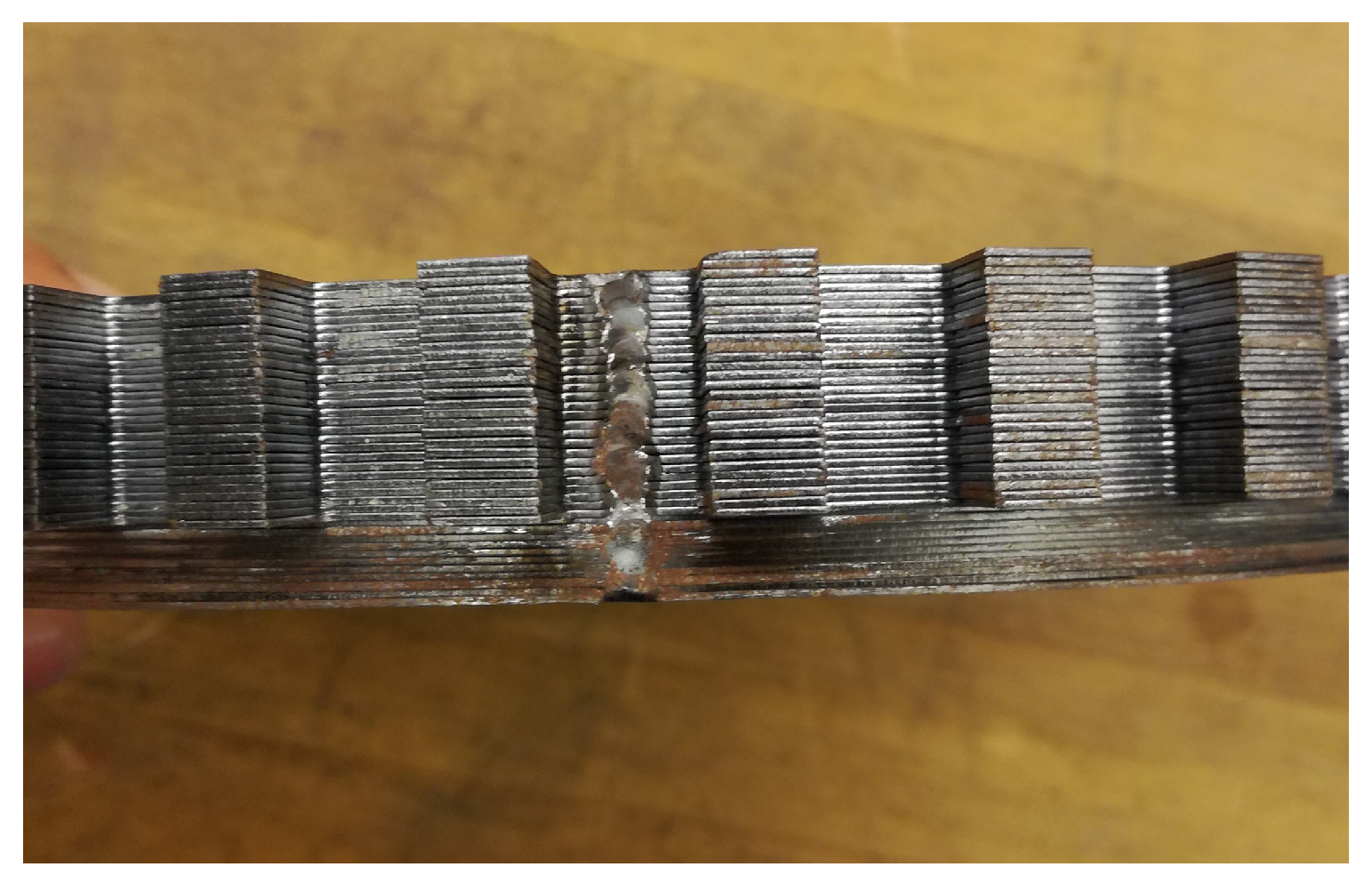
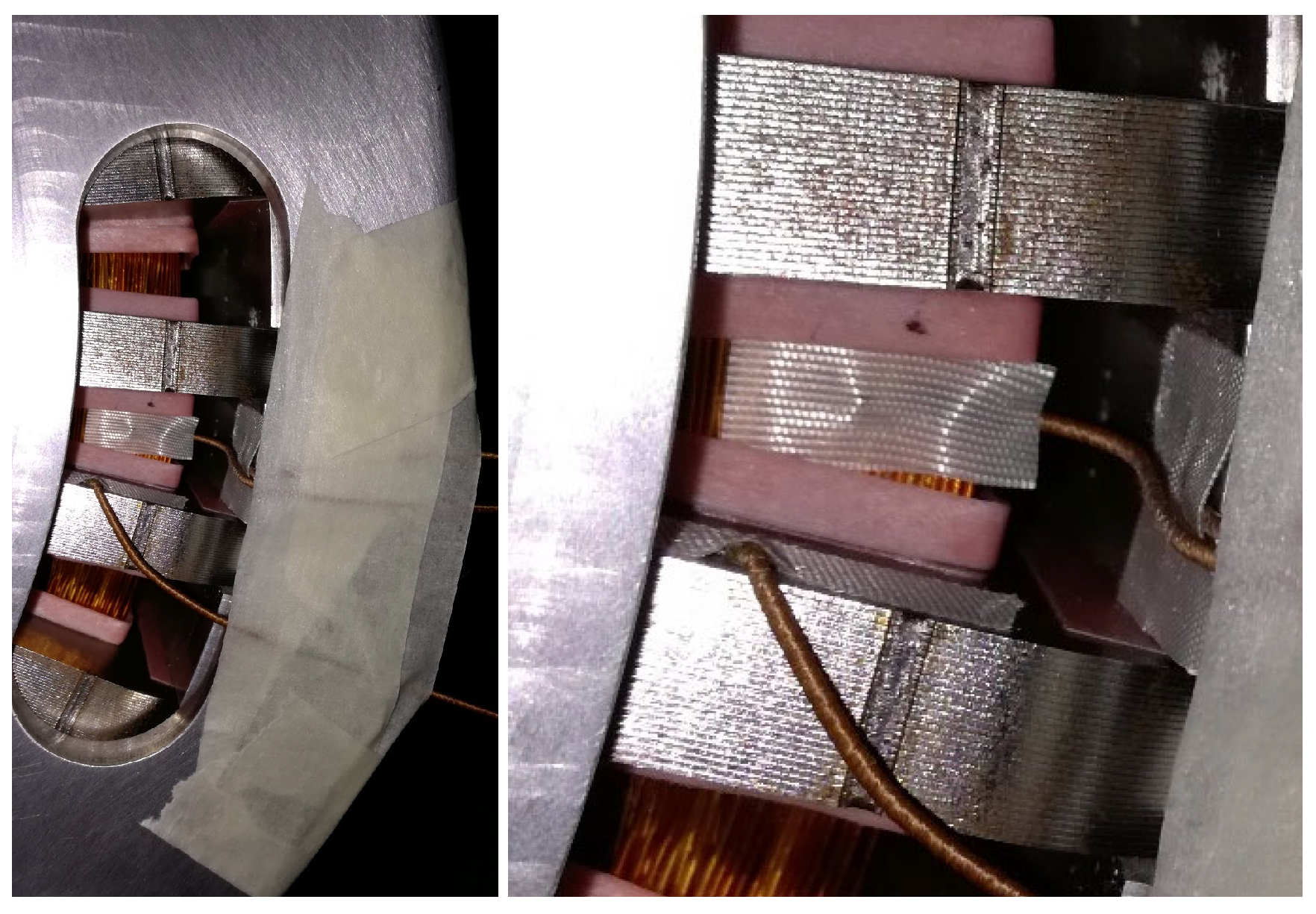
4.2. Rotor Assembly
5. Experimental Results
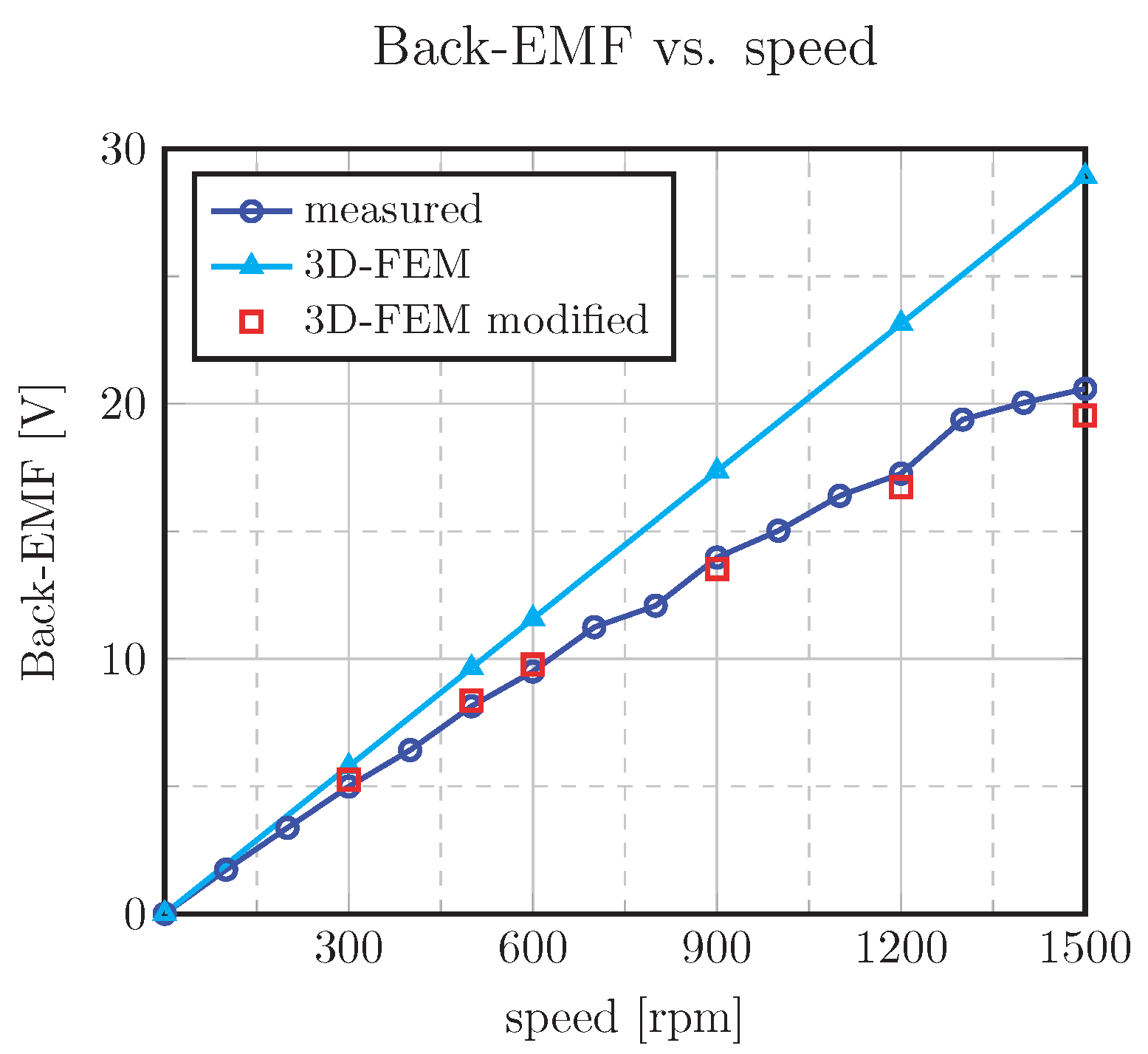
5.1. Measurement of Back-EMF
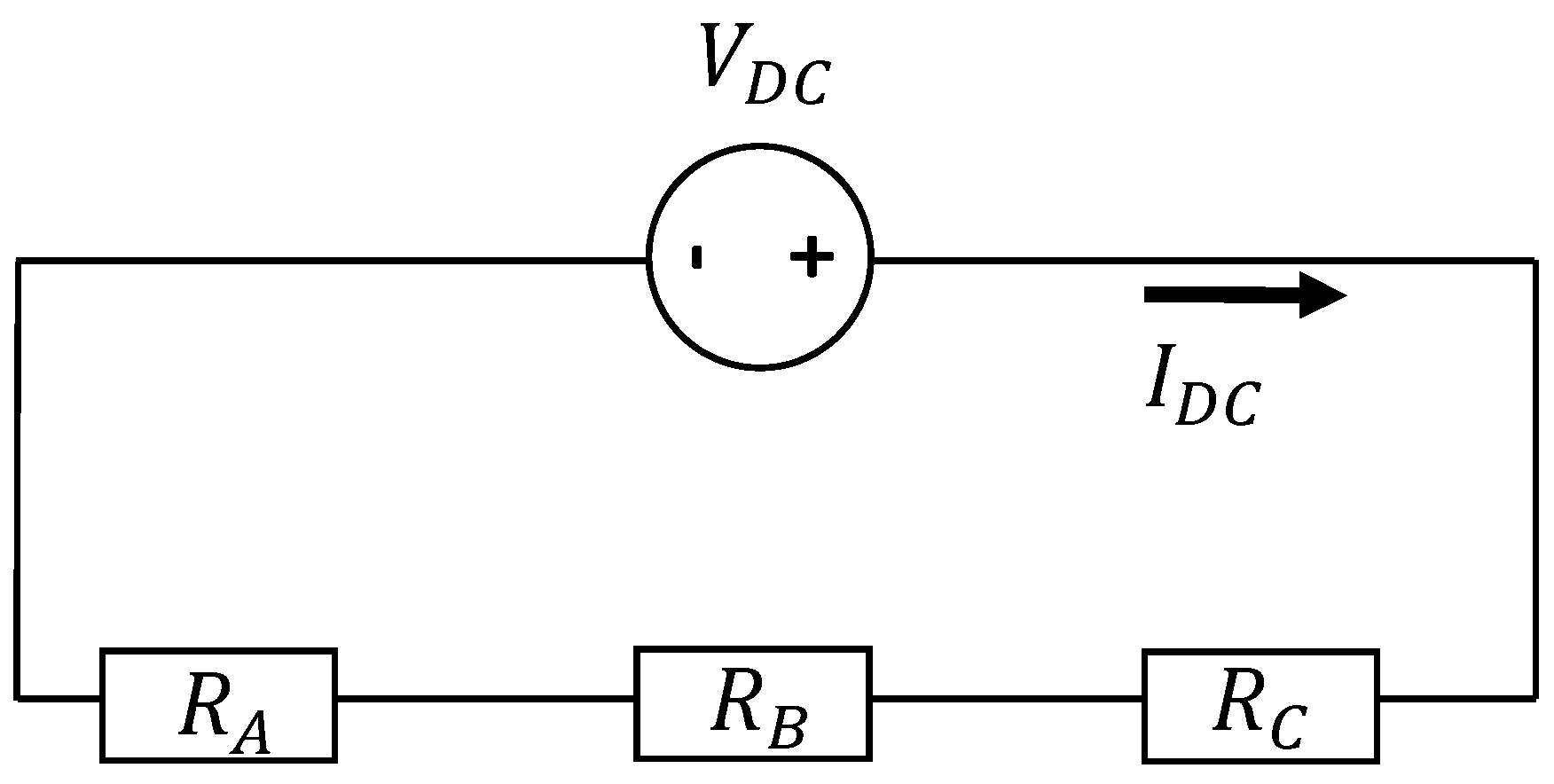
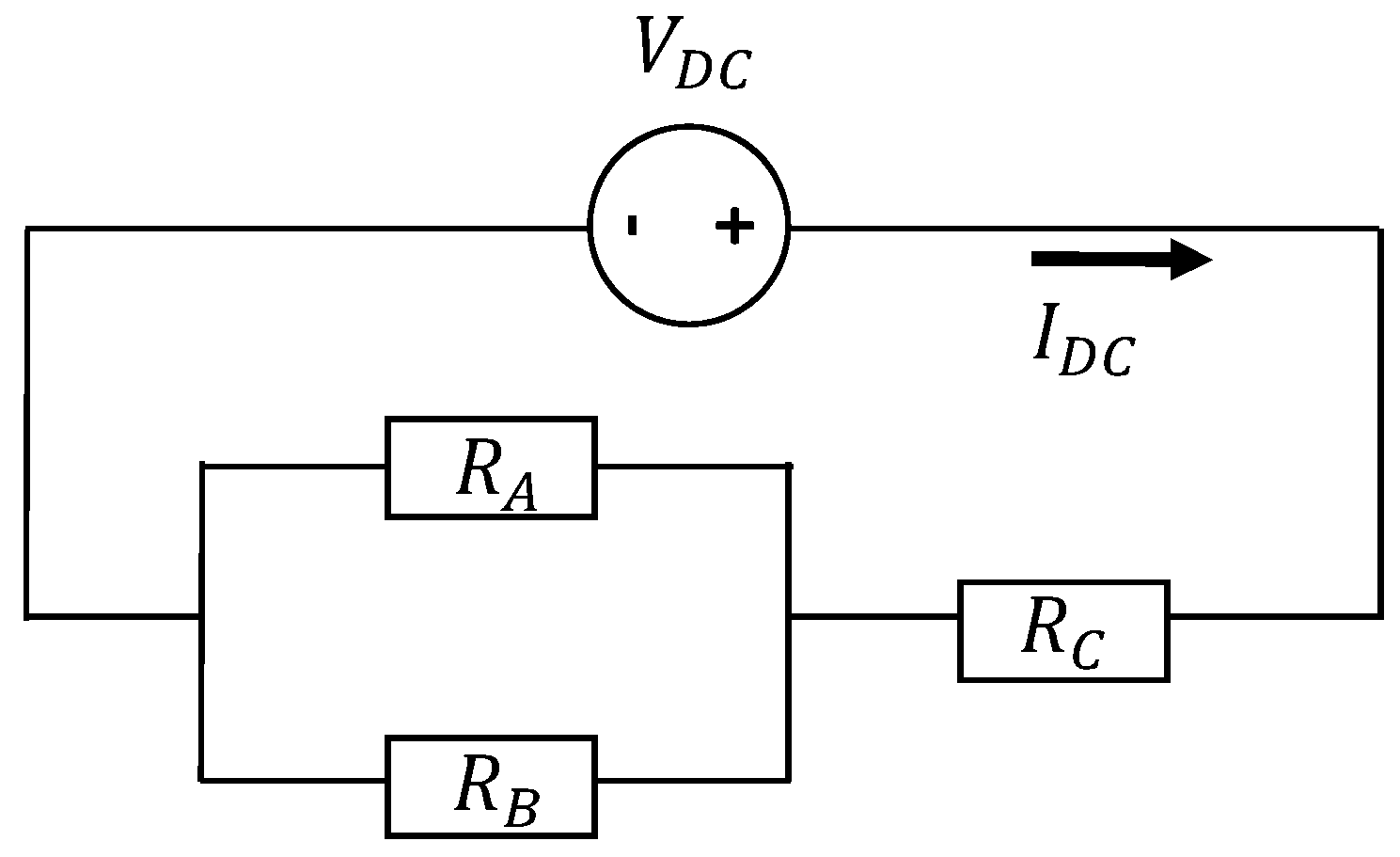
5.2. Measurement of Inductance
5.3. Measurement of Temperature Distribution
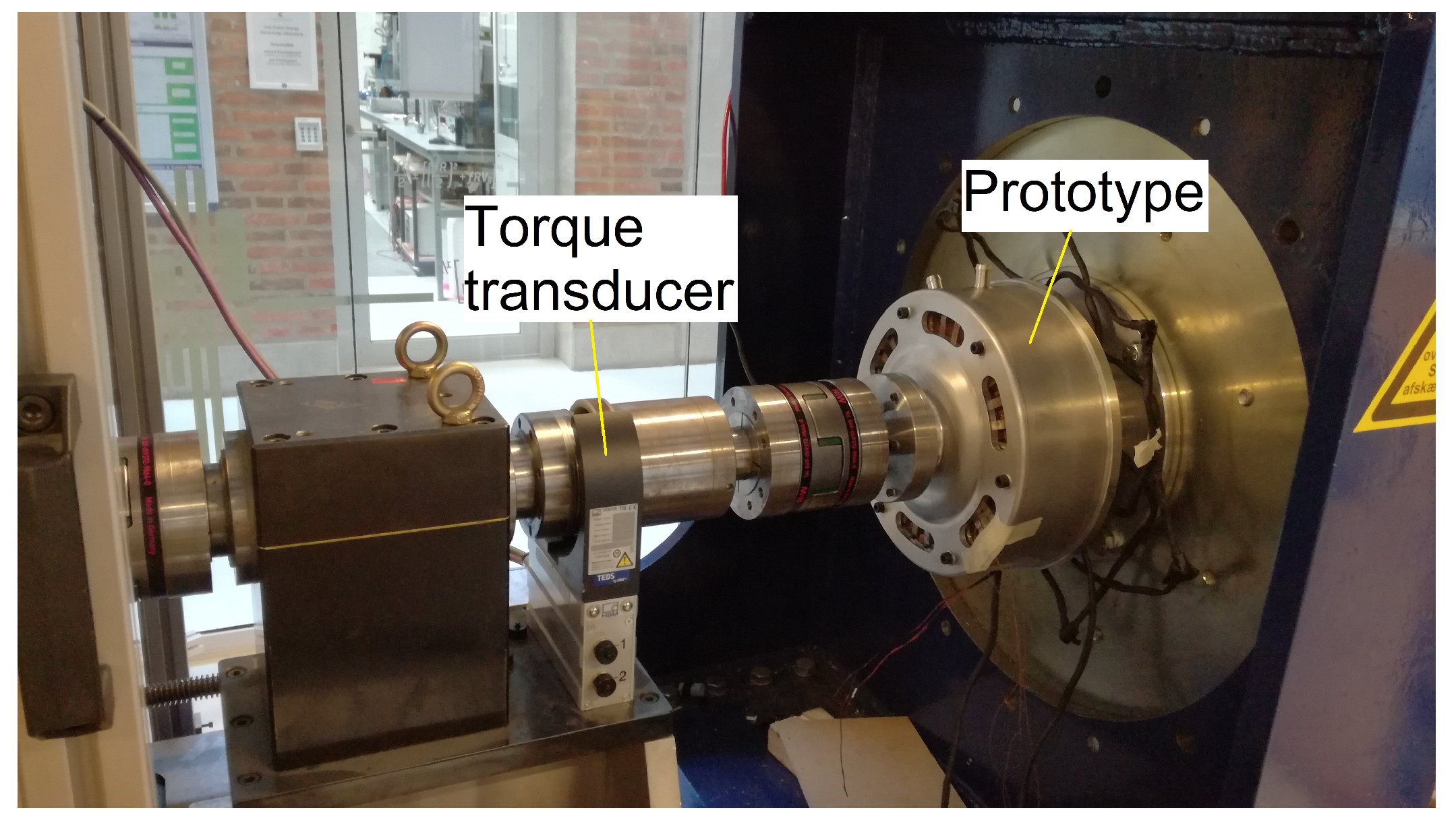
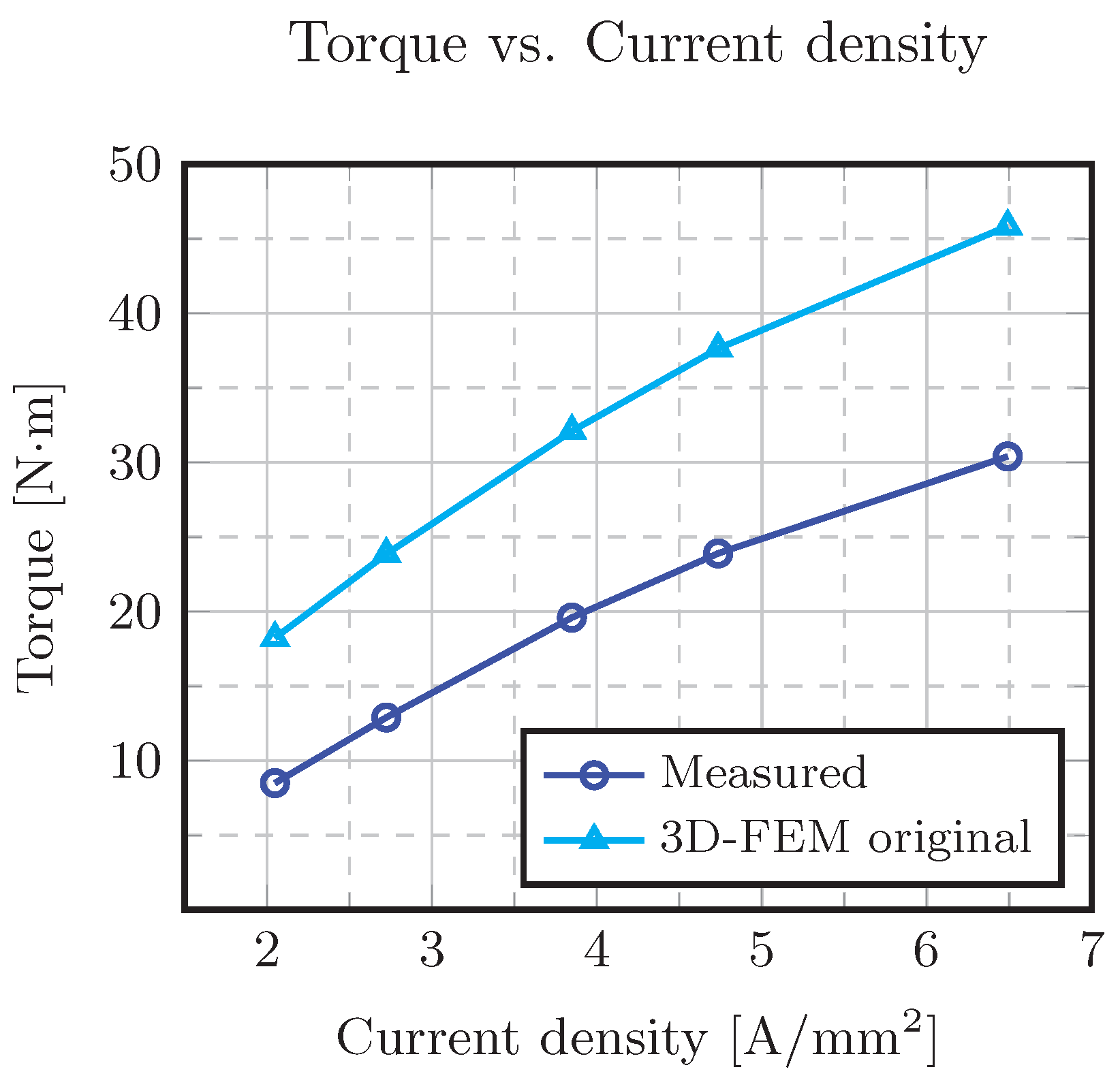
5.4. Measurement of Torque
5.5. Rotational Losses
- A spin-out or decay test. Such test consisted in rotating the shaft with an external device, specifically, a drill. The decaying waveform of the back-EMF is registered [21]. The rotational losses are obtained with the inertia of the machine J.
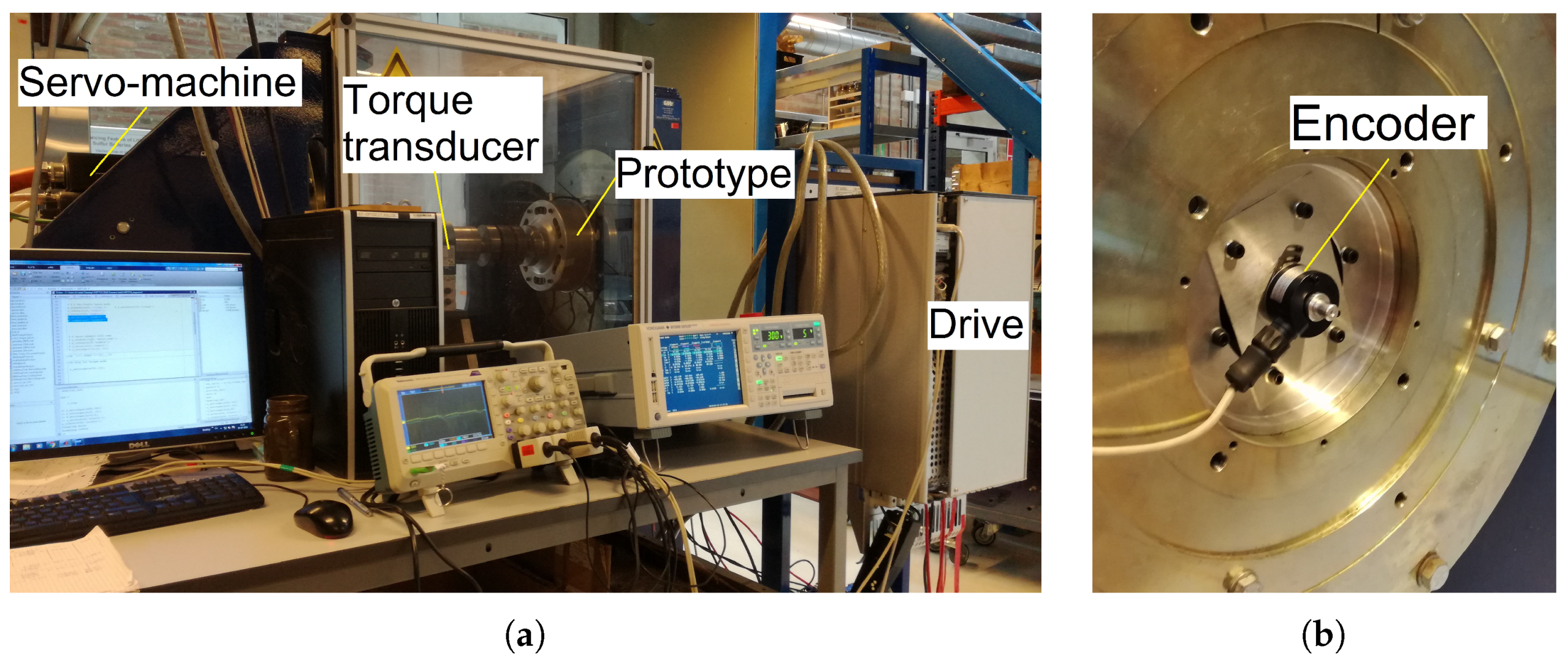
- Running the prototype as a generator, with a servomotor and registering values of torque and speed. The rotational losses were the product of the mechanical speed and the torque measured at no-load.
- Running the machine as a motor, fed with a converter and registering both the output and input power in order to obtain the rotational losses.
5.6. Main Dimensions of the HM3D Machine
6. Conclusions and Future Work
- The use of glue for assembling the PMs to the rotor is not required, facilitating the extraction of the PMs for a subsequent recycling process.
- The modular approach of the stator facilitates the access to the rotor, and, consequently, the PM material in the rotor, allowing the use of materials that are not usually found in rotating electrical machines.
Author Contributions
Funding
Conflicts of Interest
References
- EAFO.eu. The Transition to a Zero Emission Vehicles Fleet for Cars in the EU by 2050. 2017. Available online: http://www.eafo.eu/sites/default/files/The%20transition%20to%20a%20ZEV%20fleet%20for%20cars%20in%20the%20EU%20by%202050%20EAFO%20study%20November%202017.pdf (accessed on 28 March 2019).
- European Commission. Critical Raw Materials | Internal Market, Industry, Entrepreneurship and SMEs. 2018. Available online: http://ec.europa.eu/growth/sectors/raw-materials/specific-interest/critical_en (accessed on 1 April 2019).
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Gerven, T.V.; Yang, Y.; Walton, A.; Buchert, M. Recycling of rare earths: A critical review. J. Clean. Prod. 2013, 51, 1–22. [Google Scholar] [CrossRef]
- DEMETER. European Training Network for the Design and Recycling of Rare-Earth Permanent Magnet. Available online: https://etn-demeter.eu/project (accessed on 4 December 2018).
- Alatalo, M.; Lundmark, S.T.; Grunditz, E.A. Electric machine design for traction applications considering recycling aspects-review and new solution. In Proceedings of the IECON 2011—37th Annual Conference of the IEEE Industrial Electronics Society, Melbourne, Australia, 7–10 November 2011; pp. 1836–1841. [Google Scholar] [CrossRef]
- Lundmark, S.K.T. Application of 3D Computation of Magnetic Fields to the Design of Claw Pole Motors. Ph.D. Thesis, Chalmers University of Technology, Gothenburg, Sweden, 2005. [Google Scholar]
- Högberg, S.; Pedersen, T.S.; Bendixen, F.B.; Mijatovic, N.; Jensen, B.B.; Holbøll, J. Direct reuse of rare earth permanent magnets—Wind turbine generator case study. In Proceedings of the 2016 XXII International Conference on Electrical Machines (ICEM), Lausanne, Switzerland, 4–7 September 2016; pp. 1625–1629. [Google Scholar] [CrossRef]
- Kjeldsteen, P.; Sørensen, A.I.; Bendixen, F.B. A Permanent Magnet Rotor for a Machine, a Method for Manufacturing a Permanent Magnet Rotor and a Manufacturing System. WO/2010/066251. 17 June 2010. Available online: https://patentscope.wipo.int/search/en/detail.jsf?docId=WO2010066251&tab=PCTBIBLIO (accessed on 14 October 2018).
- Höegberg, S.; Bendixen, F.B.; Mijatovic, N.; Bech Jensen, B.; Holbøll, J. Influence of demagnetization-temperature on magnetic performance of recycled Nd-Fe-B magnets. In Proceedings of the 2015 IEEE International Electric Machines Drives Conference (IEMDC), Coeur d’Alene, ID, USA, 10–13 May 2015; pp. 1242–1246. [Google Scholar] [CrossRef]
- Kimiabeigi, M.; Sheridan, R.S.; Widmer, J.D.; Walton, A.; Farr, M.; Scholes, B.; Harris, I.R. Production and Application of HPMS Recycled Bonded Permanent Magnets for a Traction Motor Application. IEEE Trans. Ind. Electron. 2018, 65, 3795–3804. [Google Scholar] [CrossRef] [Green Version]
- Upadhayay, P.; Awais, M.; Lebouc, A.; Garbuio, L.; Degri, M.; Walton, A.; Mipo, J.; Dubus, J. Applicability of Direct Reuse and Recycled Rare Earth Magnets in Electro-mobility. In Proceedings of the 2018 7th International Conference on Renewable Energy Research and Applications (ICRERA), Paris, France, 14–17 October 2018; pp. 846–852. [Google Scholar] [CrossRef]
- Gonzalez, A.G.; Wang, D.; Rasmussen, P.O. Investigation of a Surface Mounted PM Machine Concept with 3D-Flux Paths, Modular Stator and Amorphous Material. In Proceedings of the 2019 IEEE International Electric Machines Drives Conference (IEMDC), San Diego, CA, USA, 12–15 May 2019; pp. 739–744. [Google Scholar] [CrossRef]
- Kenjo, T.; Sugawara, A. Stepping Motors and Their Microprocessor Controls; Monographs in Electrical and E; Clarendon Press: Oxford, UK, 1994. [Google Scholar]
- Labak, A.; Kar, N.C. Designing and Prototyping a Novel Five-Phase Pancake-Shaped Axial-Flux SRM for Electric Vehicle Application Through Dynamic FEA Incorporating Flux-Tube Modeling. IEEE Trans. Ind. Appl. 2013, 49, 1276–1288. [Google Scholar] [CrossRef]
- Liu, X.; Park, K.; Chen, Z. A Novel Excitation Assistance Switched Reluctance Wind Power Generator. IEEE Trans. Magn. 2014, 50, 1–4. [Google Scholar] [CrossRef]
- Rasmussen, P.O.; Runólfsson, G.; Thorsdóttir, T.Á.; Jakobsen, U.; Pedersen, A.H. E-core transverse flux machine with integrated fault detection system. In Proceedings of the 2011 International Conference on Electrical Machines and Systems, Beijing, China, 20–23 August 2011; pp. 1–6. [Google Scholar] [CrossRef]
- Rasmussen, P.O. Transverse Flux Machine with Stator Made of E-Shaped Laminates. WO/2002/091547. 14 November 2002. Available online: https://patentscope.wipo.int/search/en/detail.jsf?docId=WO2002091547&tab=PCTBIBLIO&maxRec=1000 (accessed on 14 October 2018).
- Yantai Shougang, Inc. Yantai Shougang Magnetic Materials, Inc. Rare Earth Products. Available online: https://cdn.website-editor.net/25bdc0ebec054b3caa18a8f05aeaf1bd/files/uploaded/YSM%2520magnetic%2520properites%25202016.pdf (accessed on 22 September 2018).
- Jha, A.K.; Li, Z.; Garcia, A.; Upadhayay, P.; Rasmussen, P.O.; Kedous-Lebouc, A.; Garbuio, L. Weighted Index of Recycling and Energy (WIRE) Cost for Motors in Electric Vehicles. In Proceedings of the 2018 International Symposium on Power Electronics, Electrical Drives, Automation and Motion (SPEEDAM), Amalfi, Italy, 20–22 June 2018; pp. 407–412. [Google Scholar] [CrossRef] [Green Version]
- Thermal Design. In Introduction to AC Machine Design; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2017; Chapter 7; pp. 305–357. [CrossRef]
- Gonzalez, A.G.; Jha, A.K.; Li, Z.; Upadhayay, P.; Rasmussen, P. Validation of Efficiency Maps of an Outer Rotor Surface Mounted Permanent Magnet Machine for Evaluation of Recyclability of Magnets. In Proceedings of the 2018 IEEE International Magnetic Conference (INTERMAG), Singapore, 23–27 April 2018; pp. 1–6. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Original | = 2 | = 4 | = 8 |
|---|---|---|---|---|
| Rotor inner radius [mm] | 62.2 | 76.6 | 83.8 | 87.4 |
| Rotor back radius [mm] | 38.4 | 58.9 | 68 | 72.4 |
| Dimension D of the module [mm] | 36 | 18 | 9 | 4.5 |
| per turn [H] | 0.84 | 1.11 | 1.30 | 1.43 |
| Total [mH] | 3.88 | 0.93 | 0.22 | 0.05 |
| per turn [mWb] | 0.98 | 0.95 | 0.71 | 0.37 |
| Total [mWb] | 66.6 | 27.6 | 9.2 | 2.2 |
| Power factor [-] | 0.34 | 0.26 | 0.17 | 0.08 |
| Torque @ 6.6 A/mm2 [N·m] | 17 | 31 | 44 | 47 |
| Fundamental frequency @ 1000 rpm [Hz] | 133 | 267 | 533 | 1067 |
| Iron losses @ 1000 rpm [W] | 91 | 152 | 369 | 1086 |
| Number of turns | 68 | 29 | 13 | 6 |
| PM mass [kg] | 0.45 | |||
| Parameter | Calculated | Measured |
|---|---|---|
| d-axis inductance [H] | 170 | 152 |
| q-axis inductance [H] | 153 | 144 |
| Phase Resistance [m] @ 20∘ | 7.8 | 7.6 |
| Parameter | Value |
|---|---|
| Torque density [N·m/L] @ 5.9 A/mm2 | 4.6 |
| PM mass [kg] | 0.9 |
| Rotor iron mass [kg] | 8.9 |
| Stator iron mass [kg] | 7.3 |
| Copper mass [kg] | 3.9 |
| Torque per PM mass [N·m/kg] | 33.7 |
| Torque per active weight [N·m/kg] @ 5.9 A/mm2 | 1.4 |
| Volume [m3] | 6.6 × |
| Number of turns per phase | 22 |
| Back-EMF constant @ 1000 rpm [mWb/rad] | 6.3 |
| Iron losses [W] @ 500 rpm @ 5.9 A/mm2 | 1903 |
| Copper losses [W] @ 80∘, 5.9 A/mm2 | 247 |
| d-axis inductance [H] | 152 |
| Phase Resistance [m] @ 20∘ | 7.6 |
| Power Factor [-] | 0.15 |
| PM blocks height [mm] | 13.8 |
| PM blocks thickness [mm] | 11 |
| PM blocks width [mm] | 12.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gonzalez, A.G.; Wang, D.; Dubus, J.-M.; Rasmussen, P.O. Design and Experimental Investigation of a Hybrid Rotor Permanent Magnet Modular Machine with 3D Flux Paths Accounting for Recyclability of Permanent Magnet Material. Energies 2020, 13, 1342. https://doi.org/10.3390/en13061342
Gonzalez AG, Wang D, Dubus J-M, Rasmussen PO. Design and Experimental Investigation of a Hybrid Rotor Permanent Magnet Modular Machine with 3D Flux Paths Accounting for Recyclability of Permanent Magnet Material. Energies. 2020; 13(6):1342. https://doi.org/10.3390/en13061342
Chicago/Turabian StyleGonzalez, Adolfo Garcia, Dong Wang, Jean-Marc Dubus, and Peter Omand Rasmussen. 2020. "Design and Experimental Investigation of a Hybrid Rotor Permanent Magnet Modular Machine with 3D Flux Paths Accounting for Recyclability of Permanent Magnet Material" Energies 13, no. 6: 1342. https://doi.org/10.3390/en13061342