3. Results and Discussion
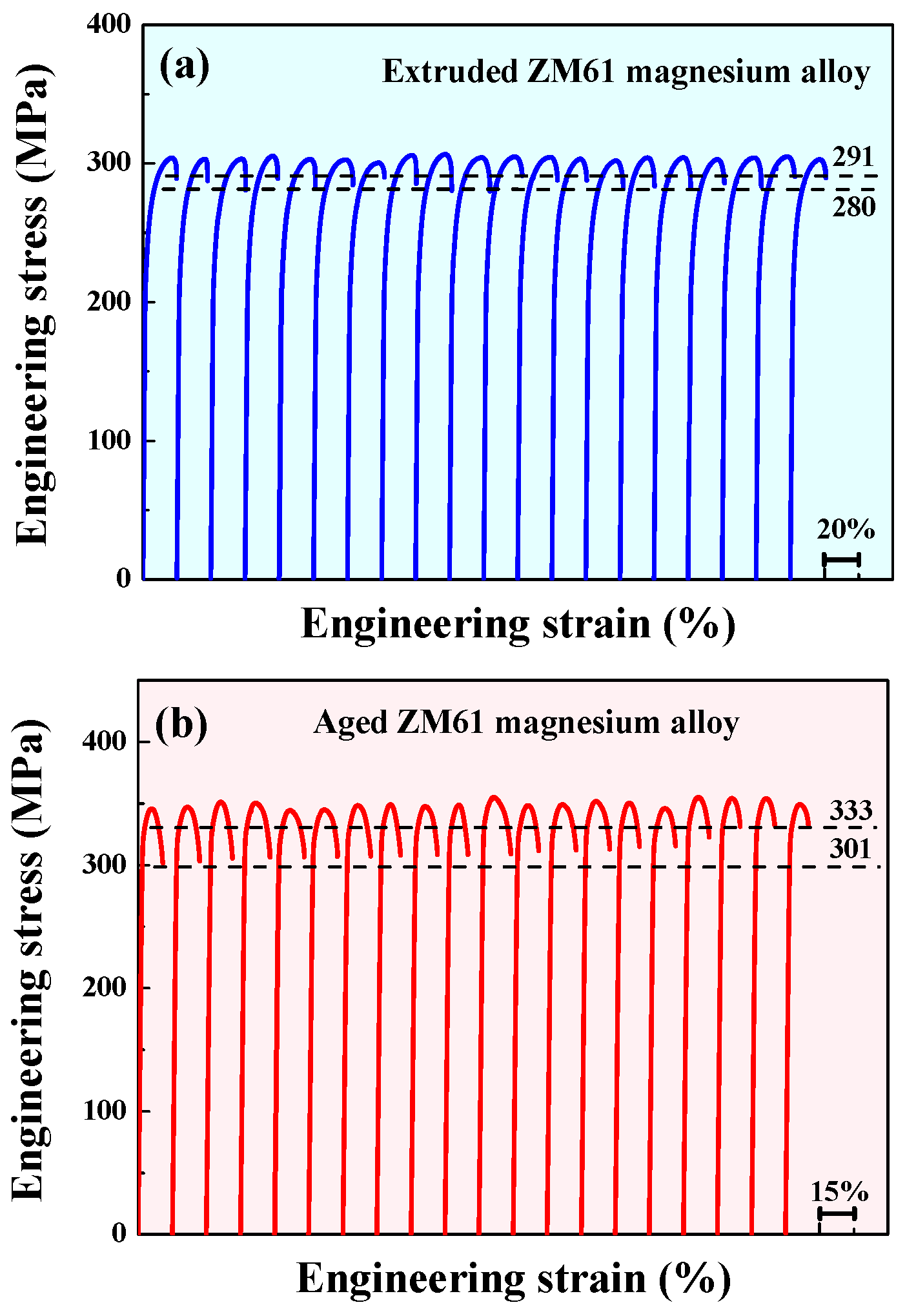
Twenty samples were tested for each alloy, and all the stress-strain curves are shown in
Figure 1a,b for extruded and aged ZM61 magnesium alloys, respectively. The apparent strength for each experiment was surprisingly uniform, especially for the extruded alloys. The 0.2% offset yield strength (
σy) for the extruded alloy ranged from 206 to 212 MPa, with a variation of only ±0.7% around its mean value. The ultimate tensile strength (
σu) and fracture strength (
σf) ranged from about 300 to 307 MPa and 280 to 291 MPa, with a variation of ±0.5% and ±1.3% around their corresponding mean values, respectively. The statistical result for the extruded alloys demonstrated a very narrow distribution range for the
σy,
σu and
σf. For the aged alloys, the
σy ranged from 307 to 320 MPa, with a variation of ±1.3% around its average value. The
σu and
σf ranged from about 345 to 355 MPa and 302 to 333 MPa, with a variation of ±0.9% and ±3% around their corresponding average values, respectively. Interestingly, the strength of all the magnesium alloys matched the statistical trend and displayed a narrow distribution, which was evidently very different from common brittle materials, the tensile strength of which is usually highly scattered [
8].
Weibull statistics is a well-established characterization tool in the field of fracture strength of brittle materials. Weibull related the cumulative failure probability
of volume
of a material under a uniaxial tensile stress
σ using the following relationship [
8]:
where
σ0 is a scaling parameter,
m is the Weibull modulus and
is a normalized volume of the tested sample. The
σu is the location parameter, denoting the stress at which there is a zero failure probability; it is usually taken as zero for the safest assumption [
11]. For
N nominally identical specimens ranked from the weakest (
i = 1) to the strongest (
i =
N), the failure probability
of the
ith one is calculated using the following equation [
12]:
where
is the
ith sample (
= 1, …,
N experiments) and
N is the total number of samples tested. These results were then plotted in the usual double logarithmic form of the Weibull expression. Therefore, the parameters of the Weibull distribution could be obtained by linearizing Equation (1).
By fitting a straight line to
as a function of
, the Weibull modulus
m was simply the slope, and the scaling parameter
σ0 could be determined from the intercept. The coefficient of determination
has been commonly used as a measure of the goodness of fit. The higher the value of
, the more likely the data are to follow the distribution being tested. Recently, Tiryakioglu et al. [
13] ran Monte Carlo simulations to determine the critical points of
and proposed that the following formula can be used to evaluate the goodness-of-fit tests for sample sizes between 5 and 100:
If the calculated is higher than , then it can be concluded that the data indeed came from a Weibull distribution. The Weibull fit was acceptable. On the contrary, the two-parameter Weibull analysis was not valid if < .
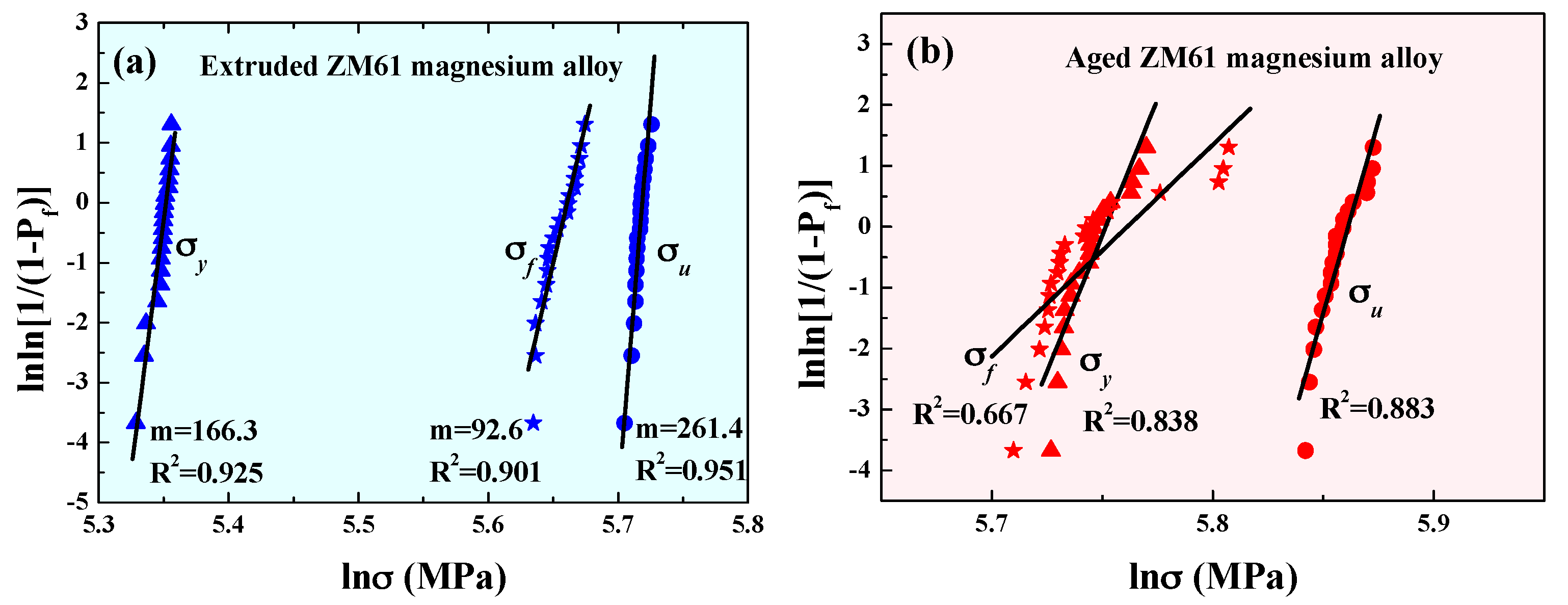
Figure 2 shows the Weibull plots in the form suggested by Equation (3) for the extruded (a) and aged (b) magnesium alloys. From
Figure 2a, a very good linear relationship of the
σy,
σu and
σf was observed. The coefficients of determination,
R2, for the
σy,
σu and
σf were 0.925, 0.951 and 0.901, respectively, which were all higher than the value of
(0.894), suggesting that the experimental data could be reasonably described by the Weibull distribution equation. Linear least squares fitting of Equation (3) was performed for these data given the Weibull modulus
m of the
σy,
σu and
σf as 166.3, 261.4 and 92.6 for the extruded alloys, respectively. Surprisingly, the failure Weibull modulus
m, which ranged from 90 to 100, was as high as the ductile aluminum and steel [
8]. Since the
m value reflected the degree of variation in the strength of the samples tested, a higher
m value implied a narrower distribution of fracture stresses and a higher reliability. Typical values of the Weibull modulus
m for some materials including Mg-based bulk metallic glasses [
14] were summarized and are listed in
Table 1. Although magnesium alloys are often regarded as macroscopically brittle materials, it was interesting to observe a very high reliability from the rather uniform strength data and large Weibull modulus. Furthermore, as shown in
Figure 2b, the Weibull plots of the
σy,
σu and
σf for the aged alloys displayed a relatively poor linear relationship, especially for
σf. The coefficients of determination, R
2, from the linear least squares fitting method were 0.838, 0.883, 0.677 for the
σy,
σu and
σf, respectively. The
was much lower than the value of
(0.894), implying that the experimental data for aged alloys were not acceptable based on the two-parameter Weibull distribution [
15]. We also noticed significant deviation of some points from the fitting line at high values of ln(
σf). This was very different from the previous report where the assumption of the threshold was zero, which was no longer appropriate for the two-parameter distribution. This is still an open question and implies that the Weibull analysis may be upgraded to a three-parameter version for fitting. When considering the location parameter
σu, the three-parameter Weibull model has also been suggested as a more interpretable and accurate reliability assessment [
16].
The tensile failure strength
σf was very sensitive to interior flaws and cracks. For the extruded magnesium alloys, flaws such as shrinkage porosity, oxidation slags and cracks in the as-cast stage were basically eliminated during the hot extrusion [
17].
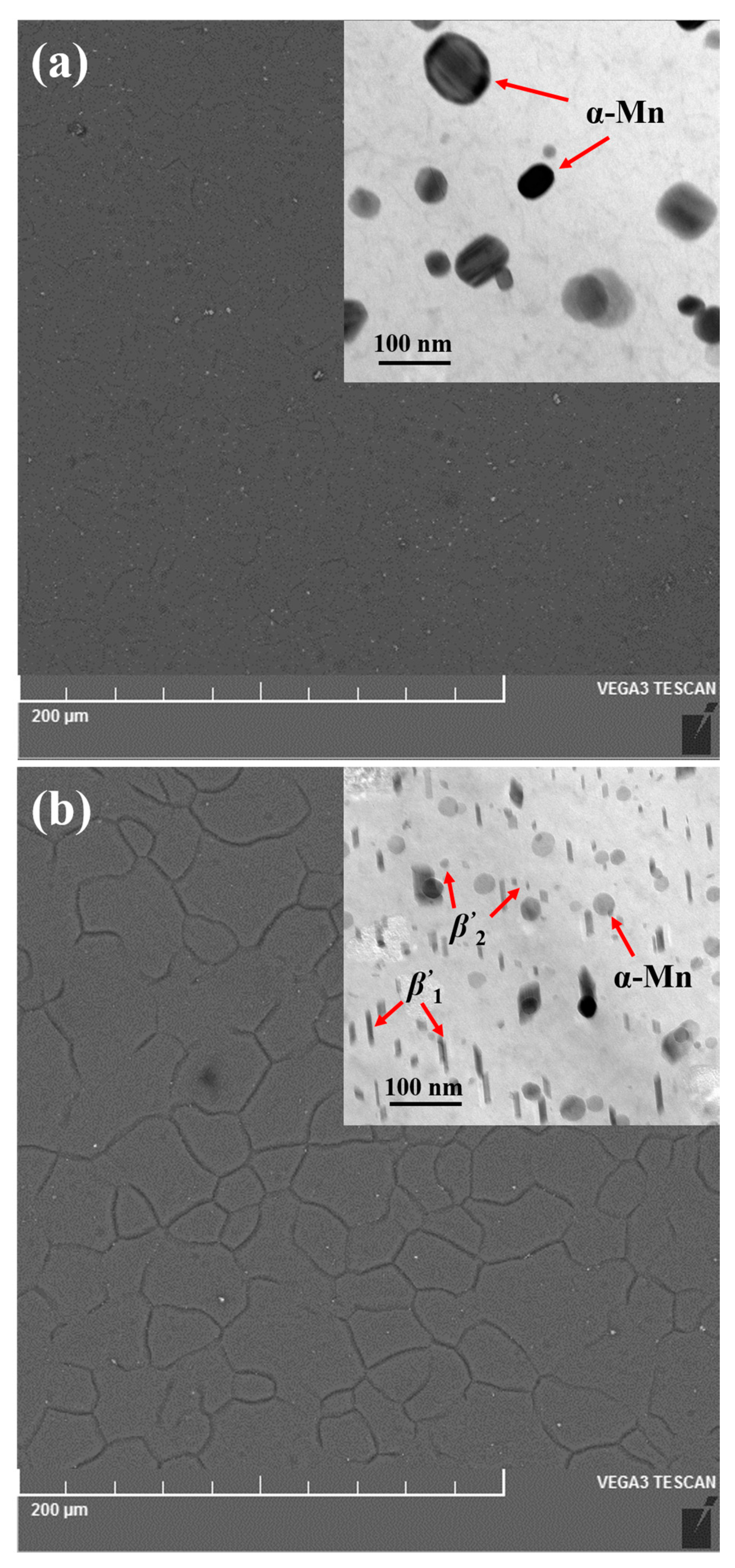
Figure 3a shows the backscattered electron imaging in the SEM of the extruded alloy; after a complete solid solution heat treatment, only a few of the
α-Mn phases were precipitated for the extruded alloy, which could be further confirmed by the bright field mode of the TEM as shown in the inset. Due to the small amount of precipitation with sparse distribution, it has little effect on the variation of mechanical properties. After the hot extrusion process, the microstructure of the alloy shows a relatively uniform and fine structure. Therefore, a uniform failure strength and large Weibull moduli
m were attained. However, for the aged alloy as shown in
Figure 3b, a large amount of precipitation with different morphologies, including rod MgZn
2 Laves phase (
β’1) and plate MgZn
2 Laves phase (
β’2), was observed. It has been demonstrated that the main strengthening phase in the current Mg alloy was the
β’1 phase [
18]. However, the very different diameter rod from ~12 nm to ~75 nm of the
β’1 phase may be one of the negative influences on the variation of mechanical strength. In addition, the coarsening of precipitated phases was observed after ageing, which may increase the tendency of stress concentration on the grain boundaries and phase boundaries. This could possibly increase the probability of initiation and propagation of crack and flaws [
19,
20] and result in a relatively variable failure strength.
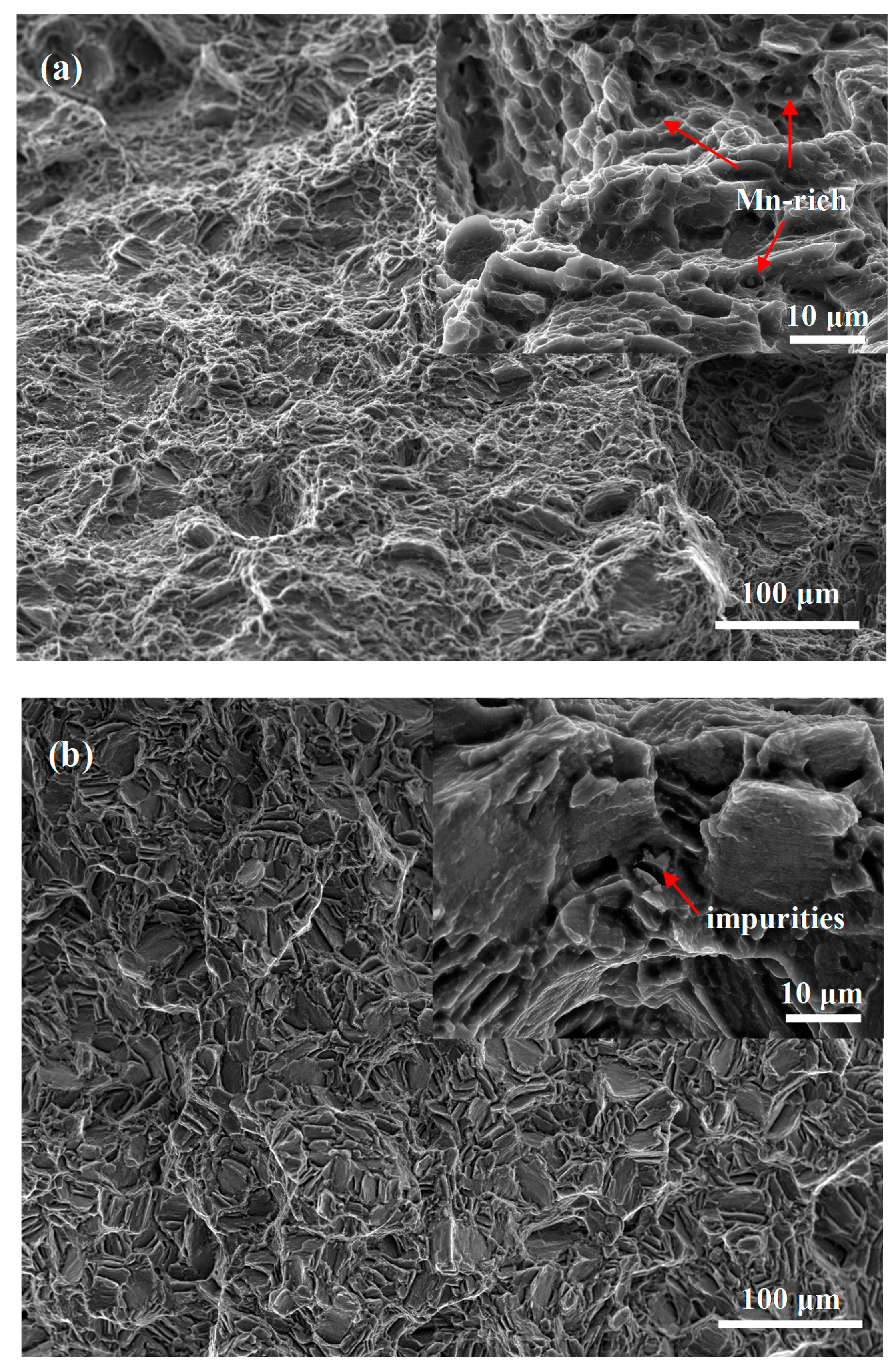
These flaws could be further interpreted by the fracture morphologies of the extruded (a) and aged (b) magnesium alloys as shown in
Figure 4, which displayed ductile tearing fracture characteristics and typical cleavage fracture features, respectively. The embedded Mn-rich particles in the dimples appeared on the fracture surface as shown in the inset, implying that the extruded alloy did not have any macro-inclusions. In contrast, EDS analysis of the inclusion-initiated fracture in the aged alloy with the lowest
σf revealed some impurities, such as Fe and Si. It was noted that such defects were usually located at or near the specimen surface, which likely yielded a highly severe stress concentration. These macro-inclusions were also responsible for the relatively large variation of the
σf for aged Mg alloys. These findings are consistent with the notion that magnesium alloys are capable of large ductility which reduces their flaw sensitivity, as indicated by the strain-to-failure ε (%) that decreased from ~20% to ~10% for the extruded and aged magnesium alloys, respectively.
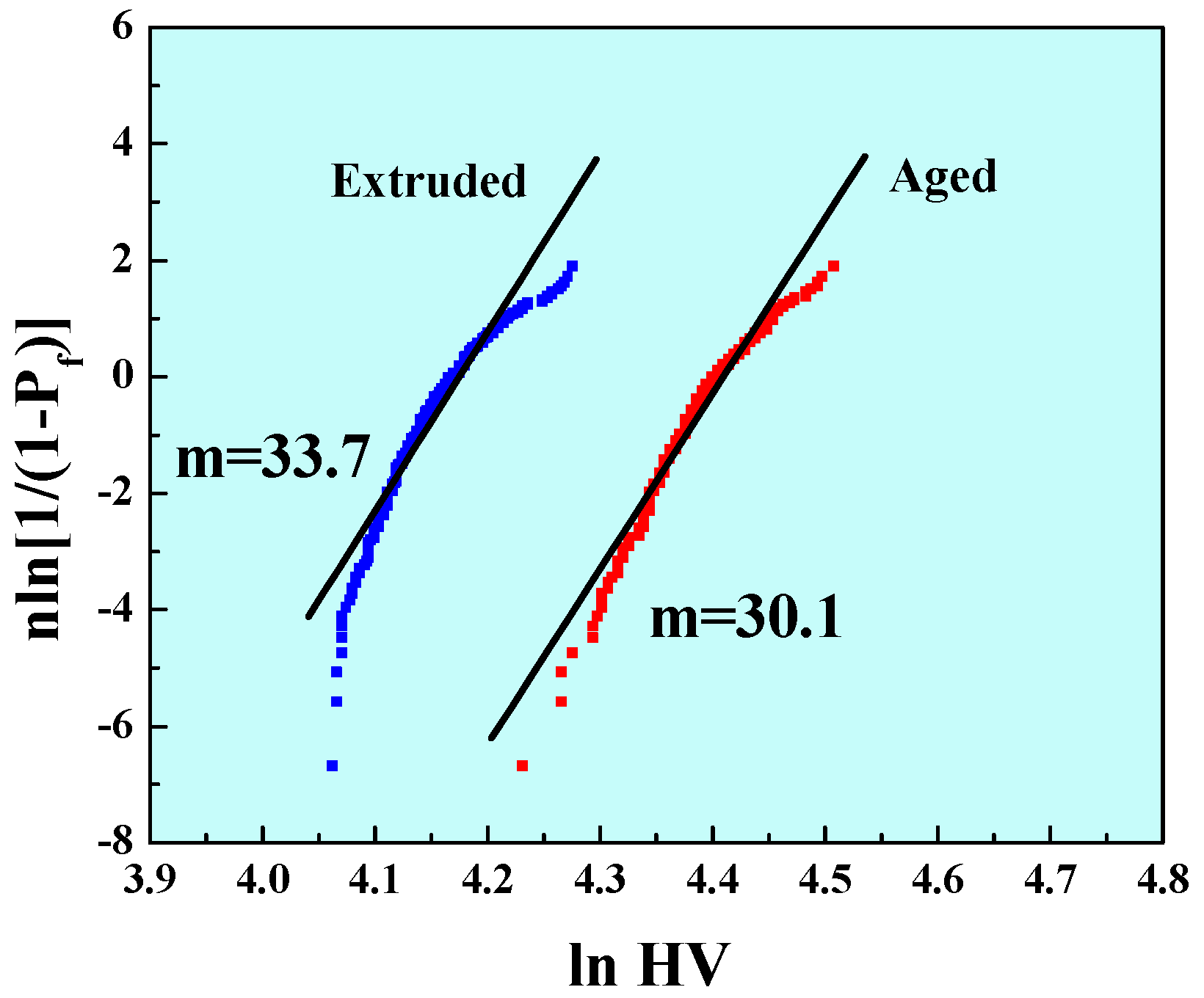
Furthermore, the varieties of mechanical properties for magnesium alloys may be involved in the solution treatment and artificial aging treatment. These flaws in magnesium alloys were generally micron sized. Therefore, the microhardness could be further explained by the degree of flaws in magnesium alloys under different processing conditions. In order to ensure the reliability of the statistical results, we measured twenty indentations on each sample in well-defined regular arrays, resulting in a total of four hundred raw data points for each alloy and fully reflecting the flaw distribution in extruded and aged magnesium alloys. The experimental data could also be reasonably described by the Weibull distribution equation as shown in
Figure 5. It can be seen that the Weibull modulus
m of microhardness for the extruded magnesium alloys was 33.7, which was much higher than that of the aged ones. This implied that the micro-flaws in extruded alloys had rather uniform sizes. Regardless of the flaw size, the narrow distribution in the measured microhardness was a result of a narrow distribution of the flaw size, large or small, further explaining why the extruded alloys had such a high uniformity, as indicated by the uniformity of the apparent yield strength, ultimate tensile strength and fracture strength values measured for a large number of extruded magnesium alloys.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}