Effect of Printing Parameters on Dimensional Error and Surface Roughness Obtained in Direct Ink Writing (DIW) Processes



Abstract
:1. Introduction
2. Materials and Methods
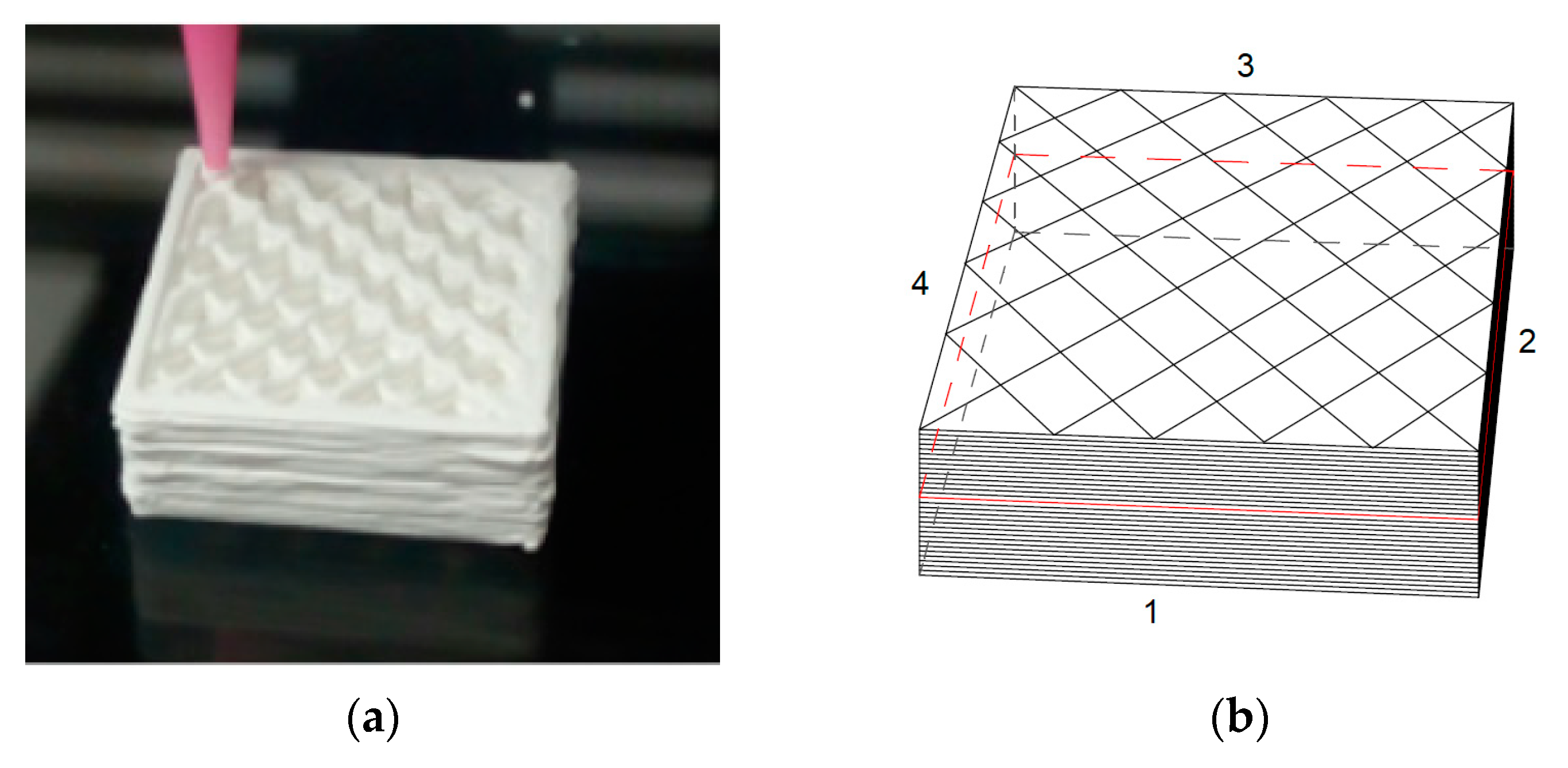
2.1. Printing Tests
2.2. Design of Experiments and Multiobjective Optimization
2.3. Dimensional Error Measurement
2.4. Roughness Measurement
3. Results
3.1. Dimensional Error and Roughness
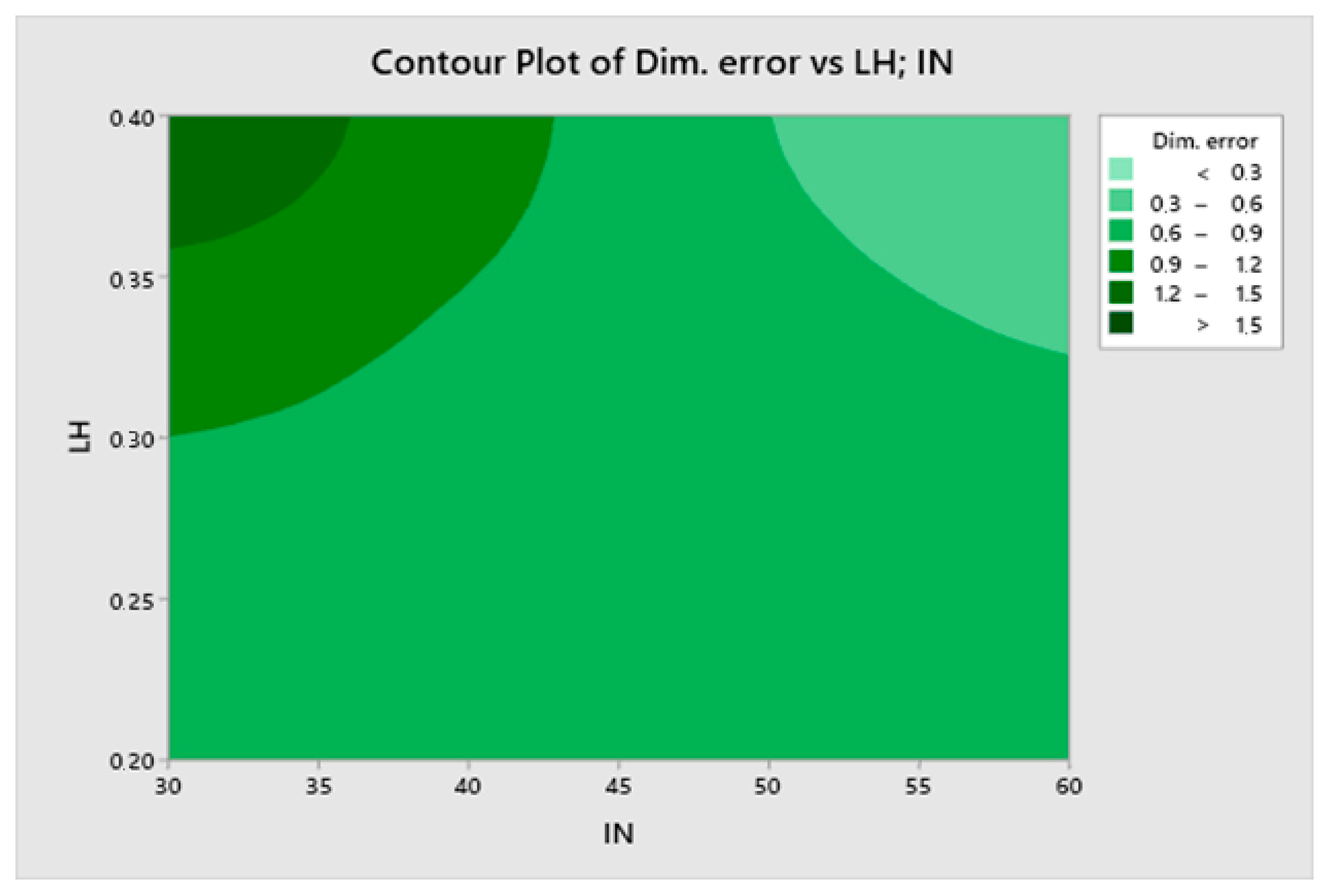
3.2. Mathematical Model for Average Dimensional Error
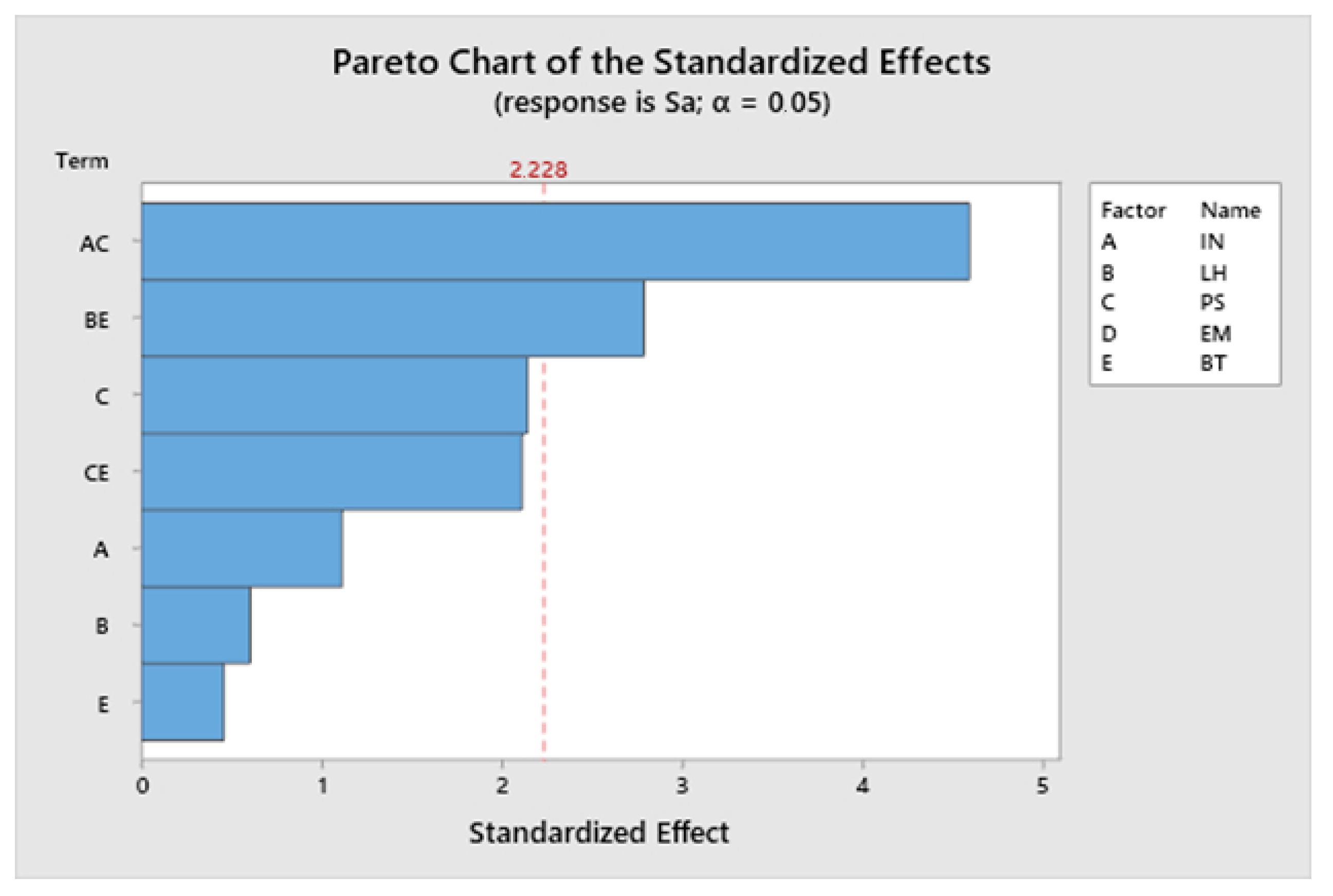
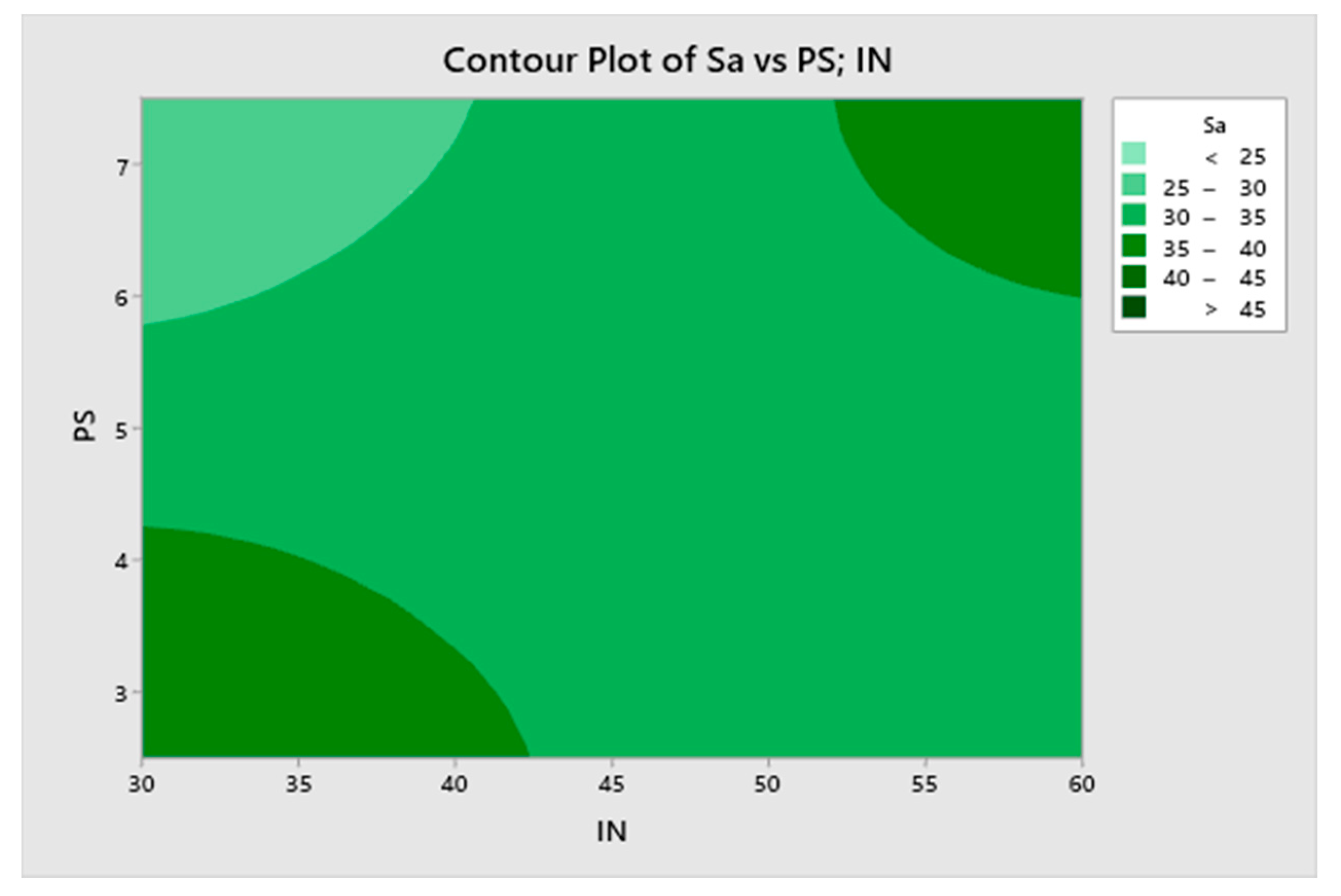
3.3. Mathematical Model for Sa
3.4. Multiobjective Optimization
4. Discussion
5. Conclusions
- -
- The average dimensional error of the samples ranged from 0.14% to 1.49%. The results are comparable to those stated in the literature for FDM technology. High infill and high layer height are recommended in order to decrease the dimensional error.
- -
- Areal average roughness Sa ranged from 25 to 43 µm. The results obtained were similar to those found by other authors for both DIW and FDM technologies. Low infill and high printing speed are recommended in order to reduce surface roughness.
- -
- According to multiobjective optimization, low infill, low layer height and high printing speed are recommended if both responses are given the same importance, or if roughness is more important than dimensional error. However, if dimensional error is more important than roughness, then high infill, high layer height and low printing speed are recommended.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhang, X.; Chen, Y.; Hu, J. Recent advances in the development of aerospace materials. Prog. Aerosp. Sci. 2018, 97, 22–34. [Google Scholar] [CrossRef]
- Das, A.; Pamu, D. A comprehensive review on electrical properties of hydroxyapatite based ceramic composites. Mater. Sci. Eng. C 2019, 101, 539–563. [Google Scholar] [CrossRef] [PubMed]
- Zhang, G.; Jin, W.; Xu, N. Design and Fabrication of Ceramic Catalytic Membrane Reactors for Green Chemical Engineering Applications. Engineering 2018, 4, 848–860. [Google Scholar] [CrossRef]
- Ribas, R.G.; Schatkoski, V.M.; Montanheiro, T.L.d.A.; de Menezes, B.R.C.; Stegemann, C.; Leite, D.M.G.; Thim, G.P. Current advances in bone tissue engineering concerning ceramic and bioglass scaffolds: A review. Ceram. Int. 2019, 45, 21051–21061. [Google Scholar] [CrossRef]
- Bijukumar, D.R.; Segu, A.; Souza, J.C.M.; Li, X.J.; Barba, M.; Mercuri, L.G.; Jacobs, J.; Mathew, M.T. Systemic and local toxicity of metal debris released from hip prostheses: A review of experimental approaches. Nanomedici. Nanotechnol. Biol. Med. 2018, 14, 951–963. [Google Scholar] [CrossRef]
- Chethan, K.N.; Satish Shenoy, B.; Shyamasunder Bhat, N. Role of different orthopedic biomaterials on wear of hip joint prosthesis: A review. Proc. Mater. Today Proc. 2018, 5, 20827–20836. [Google Scholar] [CrossRef]
- Hothan, A.; Huber, G.; Weiss, C.; Hoffmann, N.; Morlock, M. The influence of component design, bearing clearance and axial load on the squeaking characteristics of ceramic hip articulations. J. Biomech. 2011, 44, 837–841. [Google Scholar] [CrossRef]
- Barsoum, M.W. Fundamentals of Ceramics; Taylor & Francis: Boca Raton, FL, USA, 2002; ISBN 9781482289558. [Google Scholar]
- Rizkalla, A.S.; Jones, D.W. Mechanical properties of commercial high strength ceramic core materials. Dent. Mater. 2004, 20, 207–212. [Google Scholar] [CrossRef]
- McCullough, E.J.; Yadavalli, V.K. Surface modification of fused deposition modeling ABS to enable rapid prototyping of biomedical microdevices. J. Mater. Process. Technol. 2013, 213, 947–954. [Google Scholar] [CrossRef]
- Duma, V.F.; Sinescu, C.; Bradu, A.; Podoleanu, A. Optical coherence tomography investigations and modeling of the sintering of ceramic crowns. Materials 2019, 12, 947. [Google Scholar] [CrossRef] [Green Version]
- Vaezi, M.; Seitz, H.; Yang, S. A review on 3D micro-additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 2013, 67, 1721–1754. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D printing of ceramics: A review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Lipson, H.; Kurman, M. Fabricated: The New World of 3D Printing; John Wiley & Sons, Inc.: Indianapolis, IN, USA, 2013; ISBN 1118416945. [Google Scholar]
- Buj-Corral, I.; Domínguez-Fernández, A.; Durán-Llucià, R. Influence of Print Orientation on Surface Roughness in Fused Deposition Modeling (FDM) Processes. Materials 2019, 12, 3834. [Google Scholar] [CrossRef] [Green Version]
- Lewis, J.A.; Smay, J.E.; Stuecker, J.; Cesarano, J. Direct ink writing of three-dimensional ceramic structures. J. Am. Ceram. Soc. 2006, 89, 3599–3609. [Google Scholar] [CrossRef]
- Feilden, E.; Blanca, E.G.-T.; Giuliani, F.; Saiz, E.; Vandeperre, L. Robocasting of structural ceramic parts with hydrogel inks. J. Eur. Ceram. Soc. 2016, 36, 2525–2533. [Google Scholar] [CrossRef]
- Zhang, D.; Jonhson, W.; Herng, T.S.; Ang, Y.Q.; Yang, L.; Tan, S.C.; Peng, E.; He, H.; Ding, J. A 3D-printing method of fabrication for metals, ceramics, and multi-materials using a universal self-curable technique for robocasting. Mater. Horizons 2020. [Google Scholar] [CrossRef]
- San Marchi, C.; Kouzeli, M.; Rao, R.; Lewis, J.A.; Dunand, D.C. Alumina-aluminum interpenetrating-phase composites with three-dimensional periodic architecture. Scr. Mater. 2003, 49, 861–866. [Google Scholar] [CrossRef]
- Miranda, P.; Saiz, E.; Gryn, K.; Tomsia, A.P. Sintering and robocasting of β-tricalcium phosphate scaffolds for orthopaedic applications. Acta Biomater. 2006, 2, 457–466. [Google Scholar] [CrossRef]
- Sun, J.B.; Li, B.; Huang, X.G.; Cai, K.P.; Zhou, J.; Li, L.T. Direct-write assembly of ceramic three-dimensional structures based on photosensitive inks. Wuji Cailiao Xuebao/J. Inorg. Mater. 2009, 24, 1147–1150. [Google Scholar] [CrossRef]
- Xu, N.; Ye, X.; Wei, D.; Zhong, J.; Chen, Y.; Xu, G.; He, D. 3D artificial bones for bone repair prepared by computed tomography-guided fused deposition modeling for bone repair. ACS Appl. Mater. Interfaces 2014, 6, 14952–14963. [Google Scholar] [CrossRef]
- Peng, E.; Wei, X.; Garbe, U.; Yu, D.; Edouard, B.; Liu, A.; Ding, J. Robocasting of dense yttria-stabilized zirconia structures. J. Mater. Sci. 2018, 53, 247–273. [Google Scholar] [CrossRef]
- Aw, Y.Y.; Yeoh, C.K.; Idris, M.A.; Teh, P.L.; Hamzah, K.A.; Sazali, S.A. Effect of Printing Parameters on Tensile, Dynamic Mechanical, and Thermoelectric Properties of FDM 3D Printed CABS/ZnO Composites. Materials 2018, 11, 466. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Revelo, C.F.; Colorado, H.A. 3D printing of kaolinite clay ceramics using the Direct Ink Writing (DIW) technique. Ceram. Int. 2018, 44, 5673–5682. [Google Scholar] [CrossRef]
- Stanciuc, A.M.; Sprecher, C.M.; Adrien, J.; Roiban, L.I.; Alini, M.; Gremillard, L.; Peroglio, M. Robocast zirconia-toughened alumina scaffolds: Processing, structural characterisation and interaction with human primary osteoblasts. J. Eur. Ceram. Soc. 2018, 38, 845–853. [Google Scholar] [CrossRef]
- Li, W.; Ghazanfari, A.; McMillen, D.; Leu, M.C.; Hilmas, G.E.; Watts, J. Characterization of zirconia specimens fabricated by ceramic on-demand extrusion. Ceram. Int. 2018, 44, 12245–12252. [Google Scholar] [CrossRef]
- Jones, I.K.; Seeley, Z.M.; Cherepy, N.J.; Duoss, E.B.; Payne, S.A. Direct ink write fabrication of transparent ceramic gain media. Opt. Mater. 2018, 75, 19–25. [Google Scholar] [CrossRef]
- Sun, Q.; Peng, Y.; Cheng, H.; Mou, Y.; Yang, Z.; Liang, D.; Chen, M. Direct ink writing of 3D cavities for direct plated copper ceramic substrates with kaolin suspensions. Ceram. Int. 2019, 45, 12535–12543. [Google Scholar] [CrossRef]
- Jin, H.; Yang, Z.; Zhong, J.; Cai, D.; Li, H.; Jia, D.; Zhou, Y. Mechanical and dielectric properties of 3D printed highly porous ceramics fabricated via stable and durable gel ink. J. Eur. Ceram. Soc. 2019, 39, 4680–4687. [Google Scholar] [CrossRef]
- Lu, Z.; Xia, Y.; Miao, K.; Li, S.; Zhu, L.; Nan, H.; Cao, J.; Li, D. Microstructure control of highly oriented short carbon fibres in SiC matrix composites fabricated by direct ink writing. Ceram. Int. 2019, 45, 17262–17267. [Google Scholar] [CrossRef]
- Roopavath, U.K.; Malferrari, S.; Van Haver, A.; Verstreken, F.; Rath, S.N.; Kalaskar, D.M. Optimization of extrusion based ceramic 3D printing process for complex bony designs. Mater. Des. 2019, 162, 263–270. [Google Scholar] [CrossRef]
- Elsayed, H.; Secco, M.; Zorzi, F.; Schuhladen, K.; Detsch, R.; Boccaccini, A.R.; Bernardo, E. Highly porous polymer-derived bioceramics based on a complex hardystonite solid solution. Materials 2019, 12, 3970. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yu, T.; Zhang, Z.; Liu, Q.; Kuliiev, R.; Orlovskaya, N.; Wu, D. Extrusion-based additive manufacturing of yttria-partially-stabilized zirconia ceramics. Ceram. Int. 2020, 46, 5020–5027. [Google Scholar] [CrossRef]
- De Luis, L. 3D Printing with Advanced Ceramic Materials. Master’s Thesis, Universitat Politècnica de Catalunya—Barcelona Tech, Barcelona, Spain, 2016. [Google Scholar]
- Boschetto, A.; Bottini, L. Design for manufacturing of surfaces to improve accuracy in Fused Deposition Modeling. Robot. Comput. Integr. Manuf. 2016, 37, 103–114. [Google Scholar] [CrossRef]
- Rahman, H.; John, T.D.; Sivadasan, M.; Singh, N.K. Investigation on the Scale Factor applicable to ABS based FDM Additive Manufacturing. Proceed. Mater. Proceed 2018, 5, 1640–1648. [Google Scholar] [CrossRef]
- Ceretti, E.; Ginestra, P.; Neto, P.I.; Fiorentino, A.; Da Silva, J.V.L. Multi-layered Scaffolds Production via Fused Deposition Modeling (FDM) Using an Open Source 3D Printer: Process Parameters Optimization for Dimensional Accuracy and Design Reproducibility. Proceed. Procedia CIRP 2017, 65, 13–18. [Google Scholar] [CrossRef]
- Costa, N.R.; Lourenço, J.; Pereira, Z.L. Desirability function approach: A review and performance evaluation in adverse conditions. Chemom. Intell. Lab. Syst. 2011, 107, 234–244. [Google Scholar] [CrossRef]
- ISO 25178-6. Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 6: Classification of Methods for Measuring Surface Texture; ISO: Geneva, Switzerland, 2010. [Google Scholar]
- Nich, C.; Hamadouche, M. Cup loosening after cemented Metasul® total hip replacement: A retrieval analysis. Int. Orthop. 2011, 35, 965–970. [Google Scholar] [CrossRef] [Green Version]
- Vieira, A.C.; Oliveira, M.C.S.; Lima, E.M.C.X.; Rambob, I.; Leite, M. Evaluation of the surface roughness in dental ceramics submitted to different finishing and polishing methods. J. Indian Prosthodont. Soc. 2013, 13, 290–295. [Google Scholar] [CrossRef]
- Messimer, S.; Pereira, T.; Patterson, A.; Lubna, M.; Drozda, F. Full-Density Fused Deposition Modeling Dimensional Error as a Function of Raster Angle and Build Orientation: Large Dataset for Eleven Materials. J. Manuf. Mater. Process. 2019, 3, 6. [Google Scholar] [CrossRef] [Green Version]
- Cesarano, J.; Dellinger, J.G.; Saavedra, M.P.; Gill, D.D.; Jamison, R.D.; Grosser, B.A.; Sinn-Hanlon, J.M.; Goldwasser, M.S. Customization of load-bearing hydroxyapatite lattice scaffolds. Int. J. Appl. Ceram. Technol. 2005, 2, 212–220. [Google Scholar] [CrossRef]
- Paredes, C.; Martínez-Vázquez, F.J.; Pajares, A.; Miranda, P. Development by robocasting and mechanical characterization of hybrid HA/PCL coaxial scaffolds for biomedical applications. J. Eur. Ceram. Soc. 2019, 39, 4375–4383. [Google Scholar] [CrossRef]
- García Plaza, E.; Núñez López, P.J.; Caminero Torija, M.Á.; Chacón Muñoz, J.M. Analysis of PLA geometric properties processed by FFF additive manufacturing: Effects of process parameters and plate-extruder precision motion. Polymers 2019, 11, 1581. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Saâdaoui, M.; Khaldoun, F.; Adrien, J.; Reveron, H.; Chevalier, J. X-ray tomography of additive-manufactured zirconia: Processing defects—Strength relations. J. Eur. Ceram. Soc. 2019, 40, 3200–3207. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Application | Detailed Ceramic Composition | Authors | Year of Publication | References |
|---|---|---|---|---|
| Manufacture of interpenetration phase composites | Al2O3 and ZrO2, with Al infiltration | San Marchi et al. | 2003 | [19] |
| Orthopedic applications | Β-Tricalcium phosphate | Miranda et al. | 2006 | [20] |
| Semiconductors | BaTiO3 | Sun et al. | 2009 | [21] |
| Bone repair | Polycaprolactone/hydroxyapatite | Xu et al. | 2014 | [22] |
| Biomedical engineering | SiC/Al2O3 | Feilden et al. | 2016 | [17] |
| Different engineering applications | Yttria-stabilized zirconia | Peng et al. | 2017 | [23] |
| Thermoelectric materials | Conductive acrylonitrile butadiene styrene (CABS)-ZnO | Aw et al. | 2018 | [24] |
| Traditional ceramic industry | Kaolinite clay | Revelo and Colorado | 2018 | [25] |
| Prostheses | Zirconia toughened alumina | Stanciuc et al. | 2018 | [26] |
| Structural applications | Yttria-stabilized tetragonal zirconia polycrystal | Li et al. | 2018 | [27] |
| Laser lenses | YAG/Nd:YAG | Jones et al. | 2018 | [28] |
| Electronic packaging field | Plated copper ceramic substrates with kaolin suspensions | Sun et al. | 2019 | [29] |
| Filters, catalyst supports, thermal insulators | Si2N2O | Jin et al. | 2019 | [30] |
| Structural and heat resistant materials | Carbon fiber reinforced SiC | Lu et al. | 2019 | [31] |
| Bone designs | Hydroxyapatite | Roopavath et al. | 2019 | [32] |
| Bone tissue engineering | Hardystonite scaffolds | Elsayed et al. | 2019 | [33] |
| No. | IN (%) | LH (mm) | PS (mm/s) | EM | BT (°C) | Dimensional Error (%) | Sa (μm) |
|---|---|---|---|---|---|---|---|
| 1 | 30 | 0.2 | 2.5 | 1.15 | 60 | 0.74 | 38.486 |
| 2 | 50 | 0.2 | 2.5 | 1.15 | 30 | 0.48 | 27.435 |
| 3 | 30 | 0.4 | 2.5 | 1.15 | 30 | 1.47 | 42.937 |
| 4 | 50 | 0.4 | 2.5 | 1.15 | 60 | 0.26 | 29.249 |
| 5 | 30 | 0.2 | 7.5 | 1.15 | 30 | 0.50 | 23.229 |
| 6 | 50 | 0.2 | 7.5 | 1.15 | 60 | 0.34 | 46.999 |
| 7 | 30 | 0.4 | 7.5 | 1.15 | 60 | 1.49 | 25.937 |
| 8 | 50 | 0.4 | 7.5 | 1.15 | 30 | 0.14 | 36.416 |
| 9 | 30 | 0.2 | 2.5 | 1.25 | 30 | 0.29 | 33.411 |
| 10 | 50 | 0.2 | 2.5 | 1.25 | 60 | 1.14 | 27.919 |
| 11 | 30 | 0.4 | 2.5 | 1.25 | 60 | 1.66 | 34.751 |
| 12 | 50 | 0.4 | 2.5 | 1.25 | 30 | 0.60 | 42.188 |
| 13 | 30 | 0.2 | 7.5 | 1.25 | 60 | 1.34 | 25.605 |
| 14 | 50 | 0.2 | 7.5 | 1.25 | 30 | 1.39 | 31.321 |
| 15 | 30 | 0.4 | 7.5 | 1.25 | 30 | 0.70 | 25.987 |
| 16 | 50 | 0.4 | 7.5 | 1.25 | 60 | 0.20 | 31.628 |
| 17 | 40 | 0.3 | 5.0 | 1.20 | 45 | 0.84 | 33.034 |
| 18 | 40 | 0.3 | 5.0 | 1.20 | 45 | 0.70 | 31.449 |
| 19 | 40 | 0.3 | 5.0 | 1.20 | 45 | 0.95 | 36.992 |
| Importance of Sa:Importance of Dimensional Error | IN (%) | LH (mm) | PS (mm/s) | BT (°C) | Composite Desirability |
|---|---|---|---|---|---|
| 1:1 | 30 | 0.2 | 7.5 | 30 | 0.954 |
| 10:1 | 30 | 0.2 | 7.5 | 30 | 0.983 |
| 1:10 | 50 | 0.4 | 2.5 | 60 | 0.962 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buj-Corral, I.; Domínguez-Fernández, A.; Gómez-Gejo, A. Effect of Printing Parameters on Dimensional Error and Surface Roughness Obtained in Direct Ink Writing (DIW) Processes. Materials 2020, 13, 2157. https://doi.org/10.3390/ma13092157
Buj-Corral I, Domínguez-Fernández A, Gómez-Gejo A. Effect of Printing Parameters on Dimensional Error and Surface Roughness Obtained in Direct Ink Writing (DIW) Processes. Materials. 2020; 13(9):2157. https://doi.org/10.3390/ma13092157
Chicago/Turabian StyleBuj-Corral, Irene, Alejandro Domínguez-Fernández, and Ana Gómez-Gejo. 2020. "Effect of Printing Parameters on Dimensional Error and Surface Roughness Obtained in Direct Ink Writing (DIW) Processes" Materials 13, no. 9: 2157. https://doi.org/10.3390/ma13092157