4.1. The Effects of Warm HPT Processing and Additional Heat Treatments
Learning from the deficiencies of materials studied in our previous work [
15], two goals were followed in the present one, i.e., to (i) entirely re-solutionize the primary precipitates which remained from casting, to (ii) increase the ductility without compromising high strength values, and to (iii) leave other beneficial properties such as low Young’s modulus and corrosion rate unaffected. We tried to reach these goals by increasing the HPT processing temperature to 285 °C of all four alloys, applying 4 GPa and 10 rotations (i.e., ε
vM = 330). The temperature 285 °C was chosen in order not to exceed the Scheil solidus (294 °C) thus avoiding incipient melting [
34,
35]. As in [
15], additional isothermal treatments at T = 100 °C and 150 °C were carried out to further approach the goals (i) and (ii).
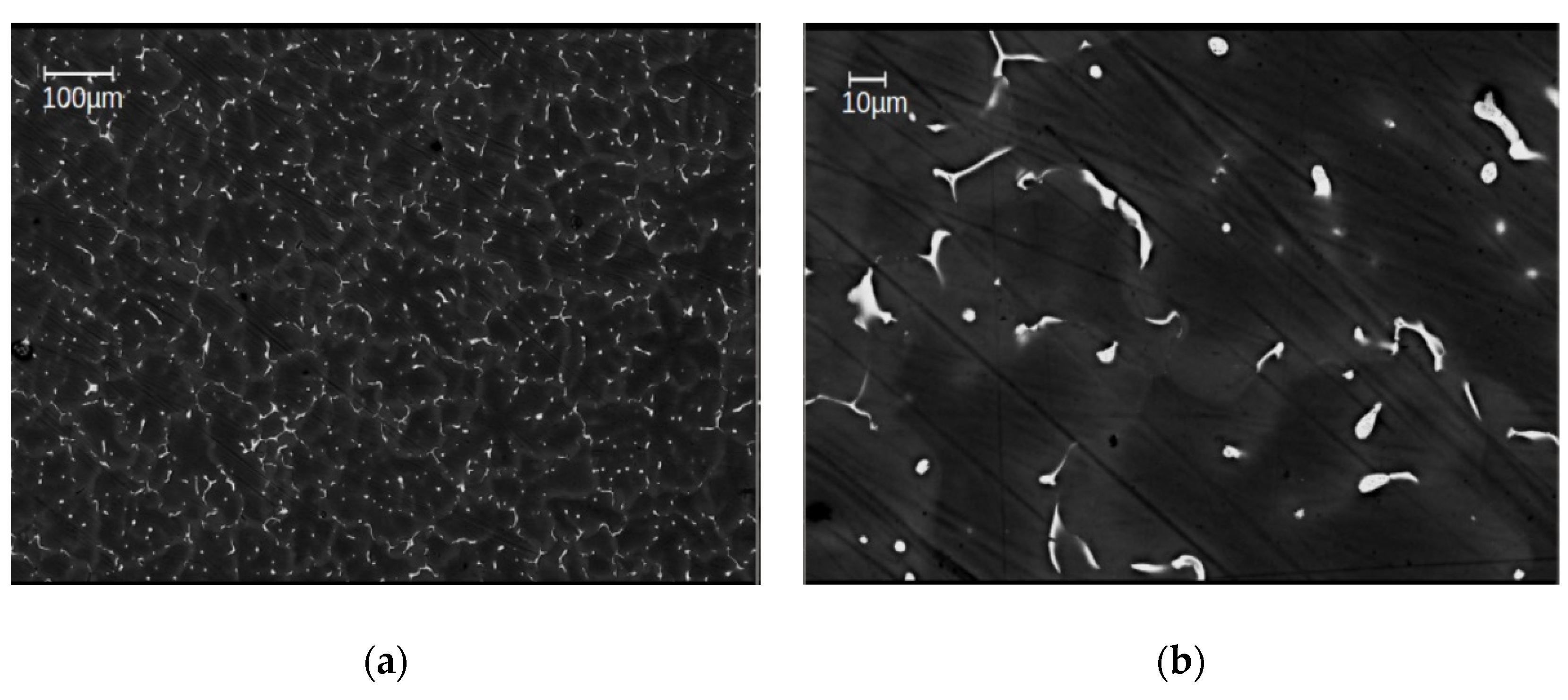
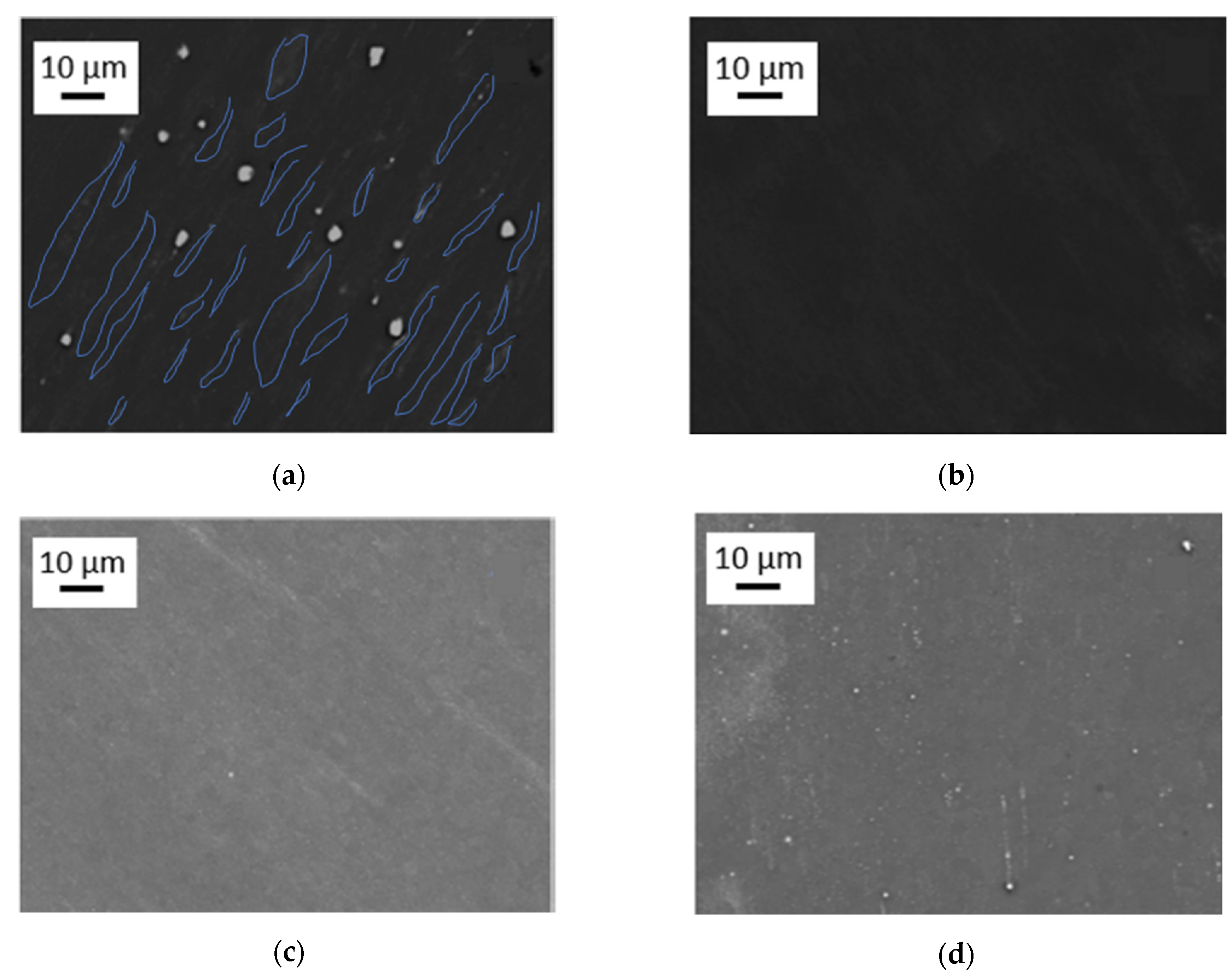
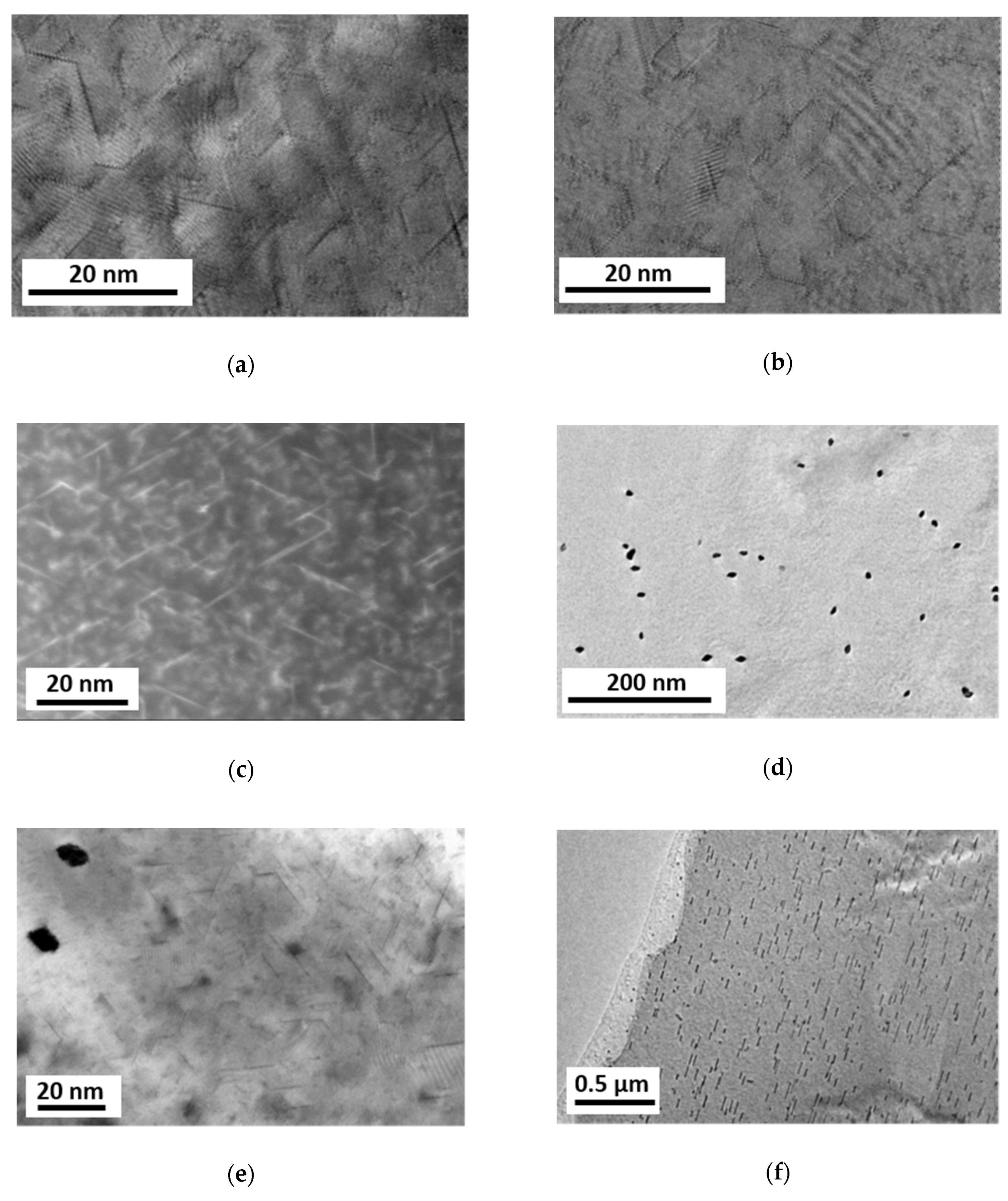
Concerning goal (i), indeed the primary precipitates could be eliminated in all alloys except Mg5Zn0.3Ca where at least their volume fraction remained below 1% (
Figure 3).
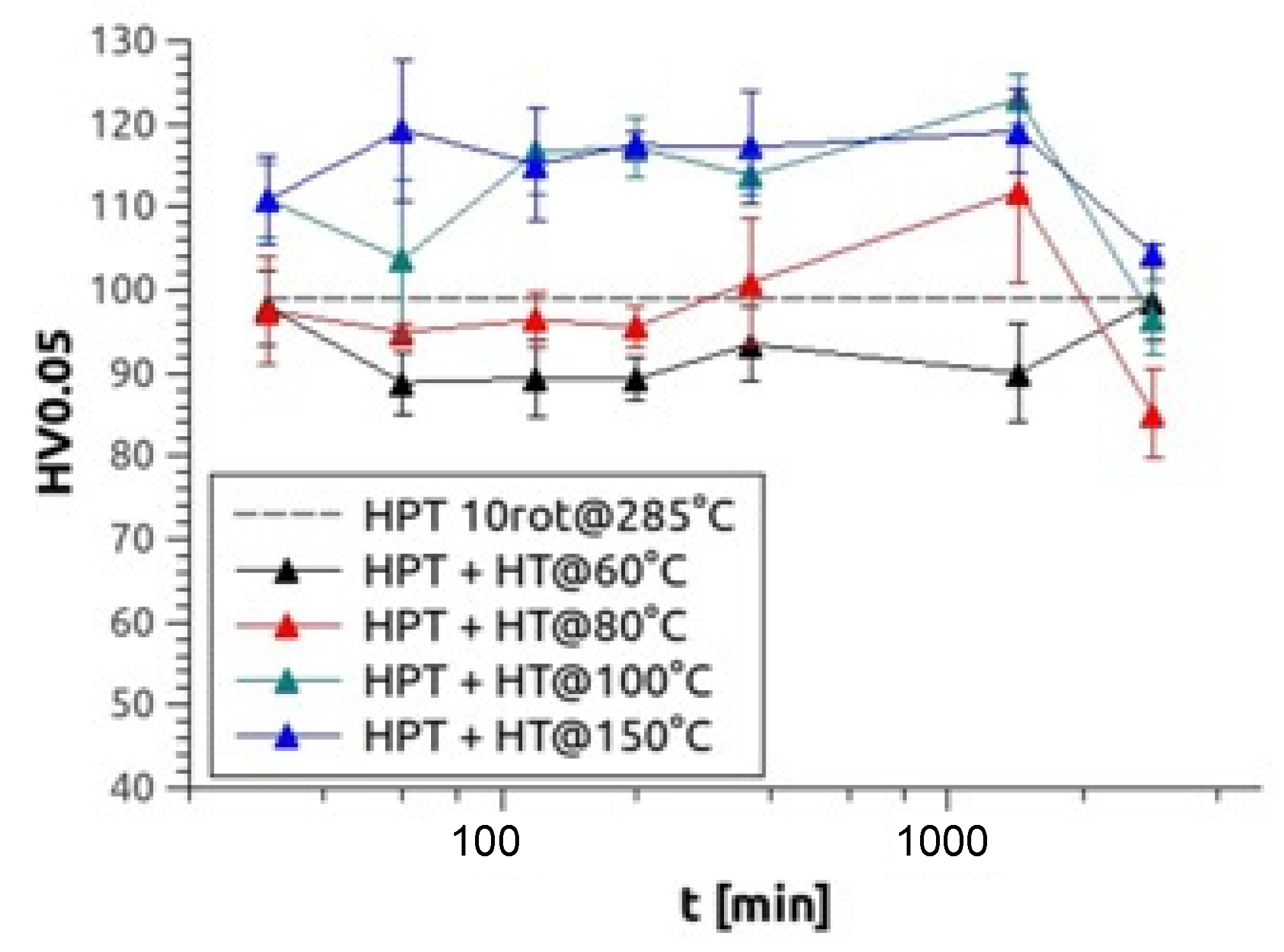
As for goal (ii), increases of microhardness of up to 55 % were achieved by the warm HPT-processing, not at least thanks to the very high strains being 2.5 times larger compared to those of low-temperature HPT-processing in [
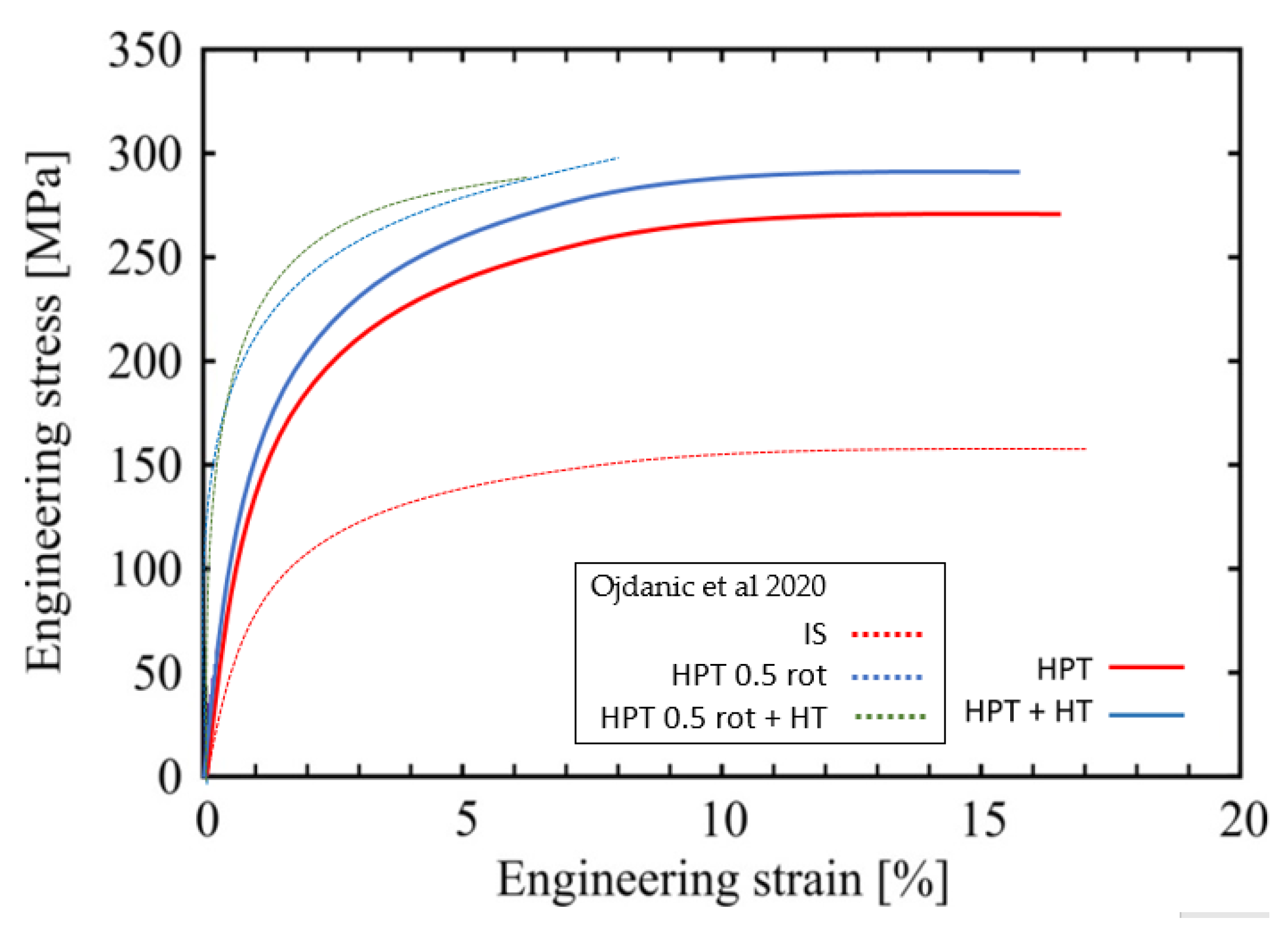
15]. Furthermore, additional strength increases of 25% and 20% occurred due to the subsequent isothermal heat treatment after HPT, at T = 100 °C and 150 °C, respectively, followed by a decrease after 24 h and 2 h, respectively, reflecting a kind of over-aging process. All the strength increases are not only seen in microhardness but also in tensile tests either in yield stress or ultimate tensile strength. Above all, the latter show the significant increase of ductility of the current warm HPT processing and/or thermal treatments compared to the low-temperature HPT processing/thermal treatments reported in the papers [
8,
15]
Figure 6 and
Table 4, being now at least 16–19% instead of about 5% previously.
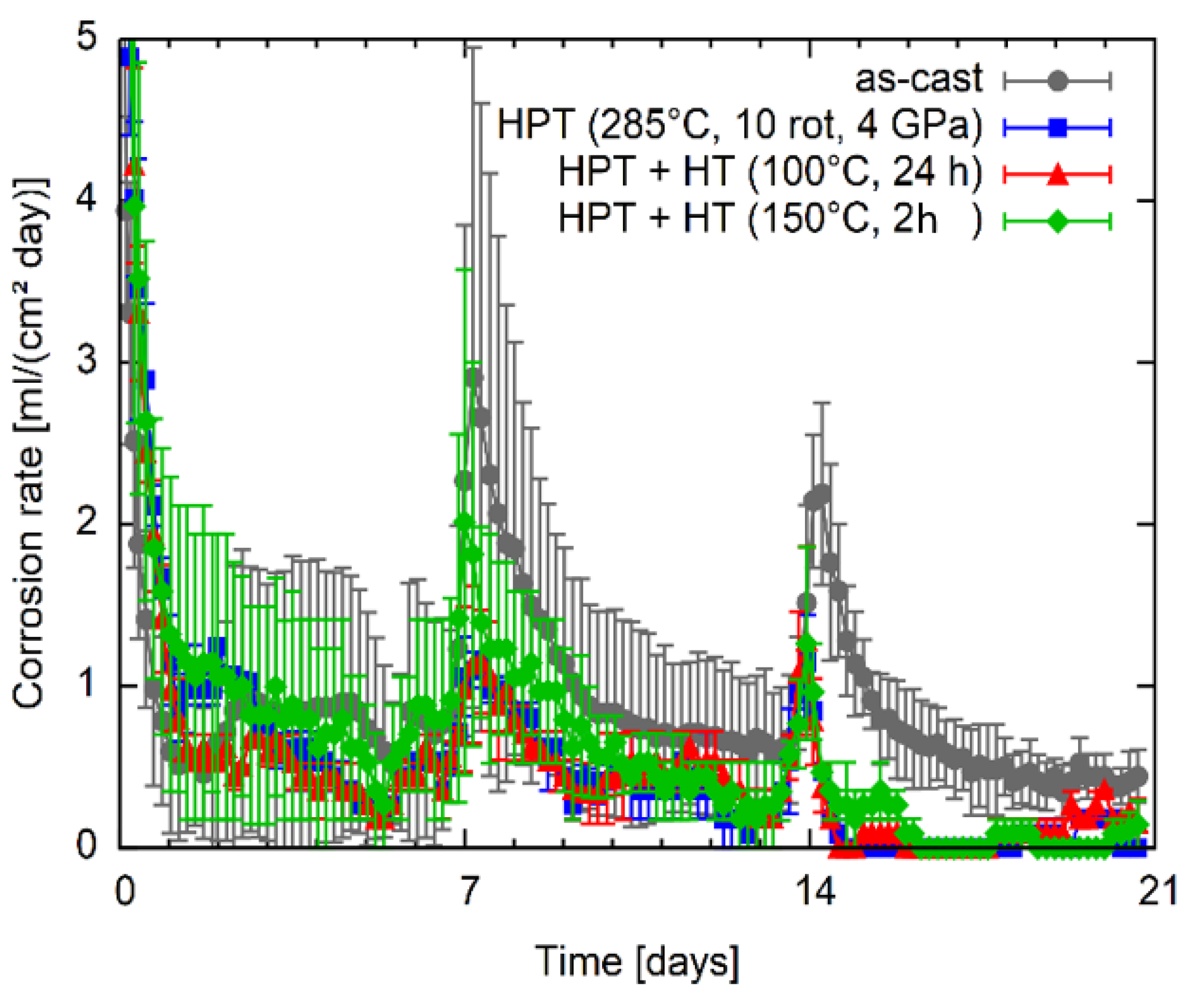
Also goal (iii) could be reached with the warm HPT processing and thermal treatments: nor did the rather low initial Young’s modulus of about 40 GPa of all the Mg alloys investigated change after warm HPT processing or after additional heat treatment. The same is true for the corrosion rate except the materials heat treated at 150 °C after HPT processing, where some tendency of increase was observed.
4.2. Reasons for the Effects of Warm HPT-Processing and Additional Heat Treatments
First, we wish to clarify where the observed
increases in strength (both microhardness and yield stress/UTS) come from. During warm HPT processing, the grain size decreased by about a factor of 2 within the range 10–100 µm. In fact, the average grain size decreased from 49 µm to 25 µm which causes—according to a recent review on Hall–Petch relationships in Mg alloys ([
36], see
Figure 6 therein)—an increase of about 7% of the flow stress, which is only 10% of the total HPT-induced flow stress (compare
Figure 6 of this work); the additional heat treatments showed no detectable change in grain size at all, so that—in a search of the main sources of strength increases—we focused on other reasons. These are: (i) HPT-generated dislocations, (ii) HPT-induced formation of precipitations, and/or (iii) hardening from HPT-generated vacancy agglomerates, as has been shown for Mg alloys by Horky et al. [
8] and Ojdanic et al. [
15].
Discussing first the effects of
warm HPT-processing, the formation of precipitates (ii) can be ruled out as the TEM observations showed no differences—either in the type or density—of precipitation microstructure. Precipitates can only contribute to macroscopic strength being already present before HPT-processing treatment; according to our investigations reported in papers [
9,
15] its contribution may amount 20% at maximum. However, considering the dislocation densities produced by HPT-processing at low and high temperatures, both amounted to about
6.3 × 10
14 m
2, not least due to the large deformation applied in case of high temperature deformation, balancing the generally lower dislocation densities produced at the higher deformation temperature. Assuming the interaction/configuration parameter of dislocations α = 0.1 in highly deformed microstructures, as part of the Taylor equation:
with
M = 4.2 as the Taylor factor,
m = 4.2 Tabor’s factor, G and b as shear modulus and Burgers vector, respectively (values see Equation (2)), a value of
= 294 MPa results which just fits to the missing 80 % of the measured total increase of strength due to work hardening. Because of the higher deformation temperature in warm HPT processing, however, α = 0.08 may be more realistic because of a more recrystallized microstructure compared to that of low-temperature HPT [
15], with less internal stresses and the extended ductility observed. Using (5) with α = 0.08, the dislocation-caused strength becomes smaller and, with regard to the contribution of grain refinement being about 7% (see estimation in first paragraph of this section), the precipitation part is responsible for at least 20% of the total strength.
Now let us consider reasons for the further hardening observed during additional heat treatment at 100 °C and 150 °C. The reason (ii) was that precipitation hardening is not relevant as neither additional nor a new type of precipitate could be observed by TEM after 100°C aging; on the other hand, the new type of precipitates observed by TEM at 150 °C aging seems to be not important because no hardening but softening effects were found at this aging temperature. Considering reason (i) dislocation hardening, this can be ruled out as the dislocation density did not increase during additional heat treatment, and rearrangements of dislocations can only lead to softening rather than hardening. Therefore, as argued in our previous works [
8,
15], it is only the agglomeration of vacancies that can lead to hardening during the heat treatment. An estimation can be done by means of Kirchner’s model [
37]:
Here, N means the loop density (number of loops/m3), d the average loop diameter, and a and k constants which depend on the ratio of loop distance (λ = N−1/3) to diameter. For a ratio λ/d > 10, the constants are equal to a = 1/2 and k = 0.122, otherwise a = 4/3 and k = 0.001. Equation (6) shows that the strengthening of loops becomes stronger when the loop density is larger.
The amount of loop hardening in Kirchner’s equation can be estimated by inserting the determined values for the vacancy concentration from
Table 5, and by an assumption for the loop diameter
d (10–100 nm [
38]). For the loops’ Burgers vector,
b = 0.32 nm was taken. The number of vacancies per loop (vac
loop), and the loop density
N assuming circular loops are given by:
where
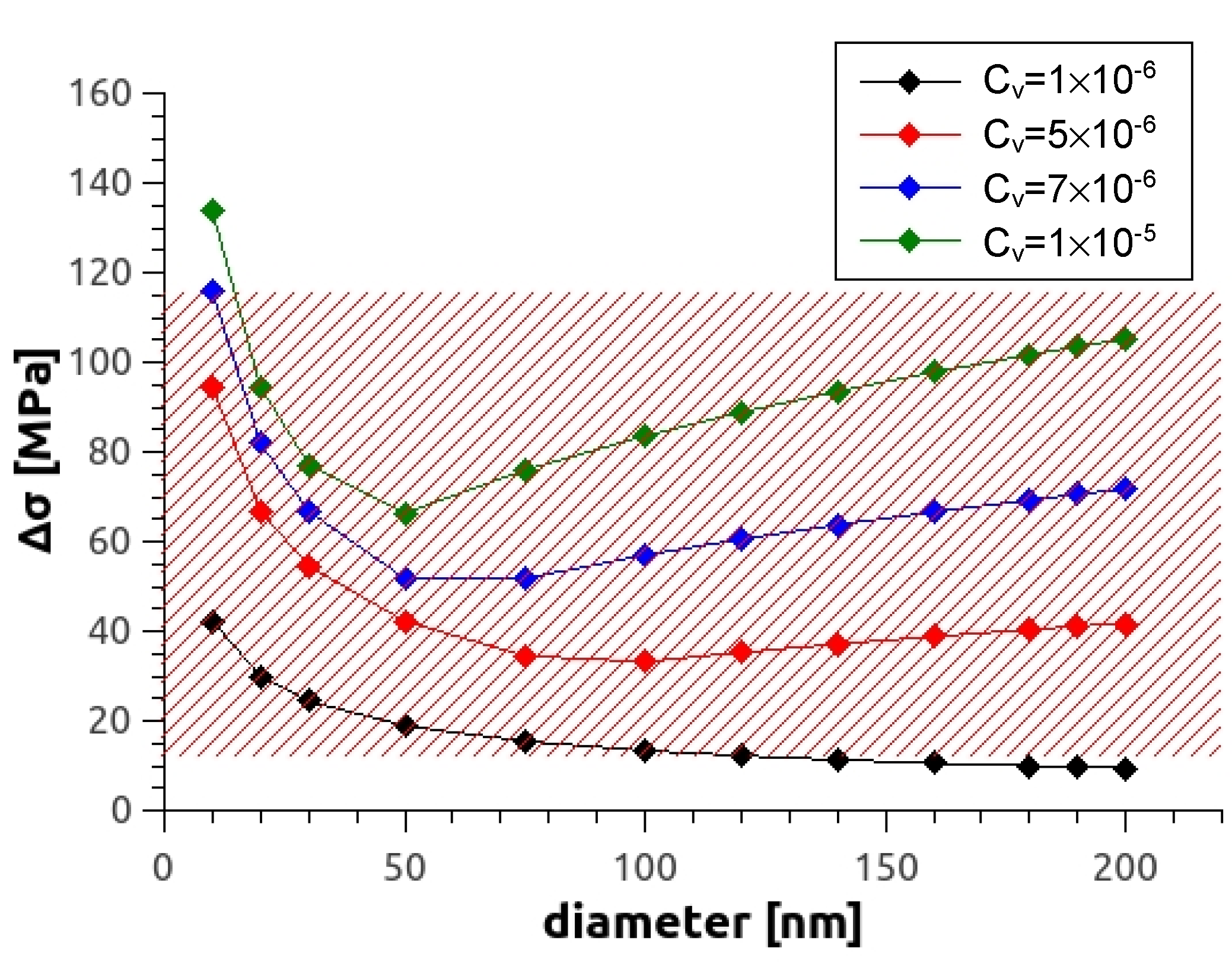
cv is the vacancy concentration assuming that all of them form loops. The calculated dependence of theoretical yield strength on average vacancy concentration for different loop sizes is shown in
Figure 12. For the alloy Mg5Zn0.3Ca studied in this work, it can be seen that according to the model, a vacancy concentration of the order
cv 10
−6 is already sufficient to account for the observed hardening of
= 14–34 MPa, with loop sizes being between 15–50 nm.
For the alloys investigated in this paper, the measured generated vacancy concentrations amount to typically
cv 10
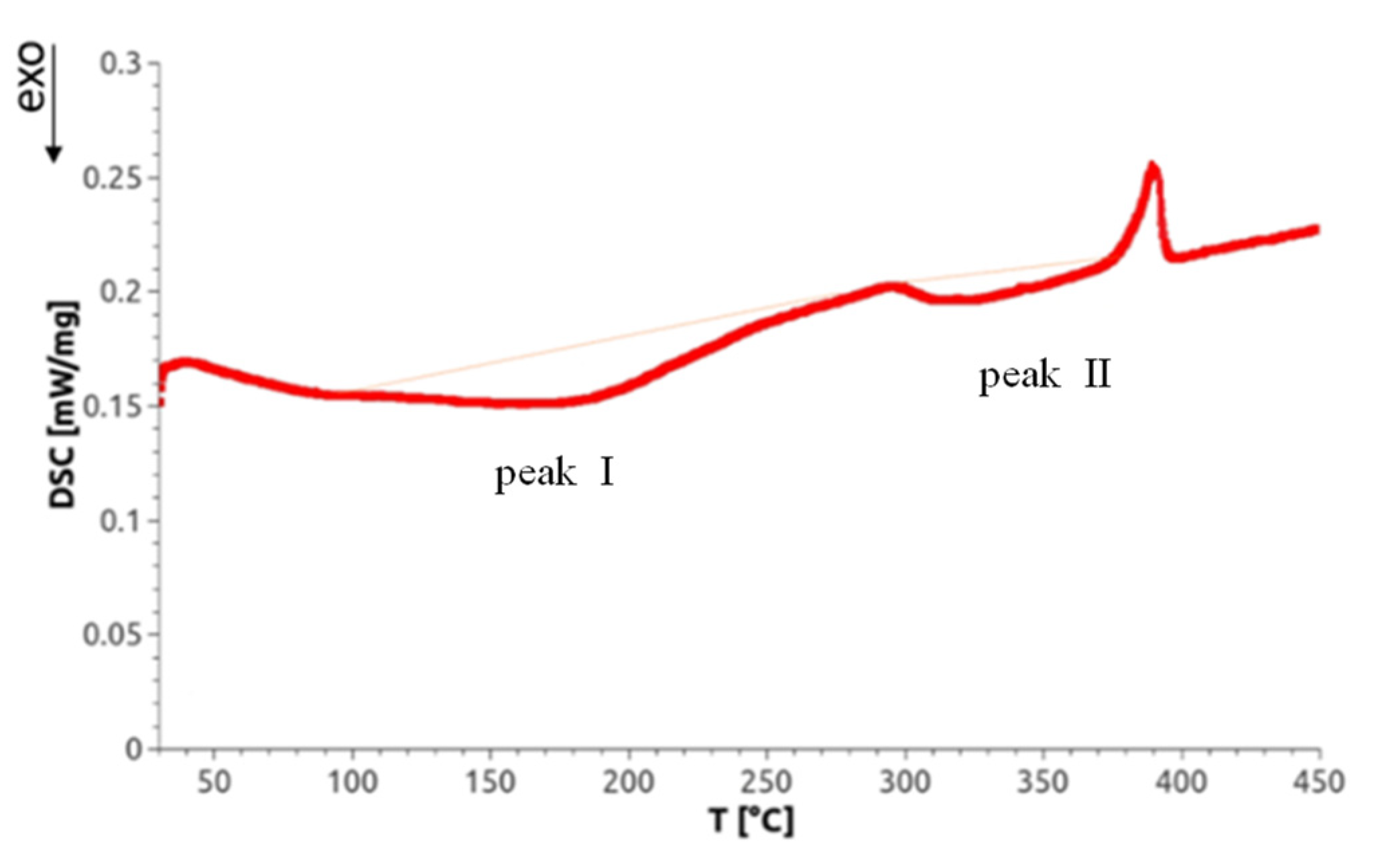
−4, and one wonders why the vacancy hardening is not much larger than observed. The answer is two-fold: (i) at the aging temperatures 100–150 °C, according to the DSC plot, vacancies not only agglomerate but also start to anneal, and (ii) not all vacancies that resist annealing are part of agglomerates and stay single, as already reported from similar simulations in the previous study [
15].
The fact that the hardness peak at 100 °C after 24 h of heat treatment is caused by vacancy agglomeration [
18] is confirmed by the DSC measurements, which show peak I (
Figure 9) to start already at this very temperature. The number of dislocations that also anneal at this temperature, however, is about 25% higher than in the case of low-temperature HPT-processing described in our paper [
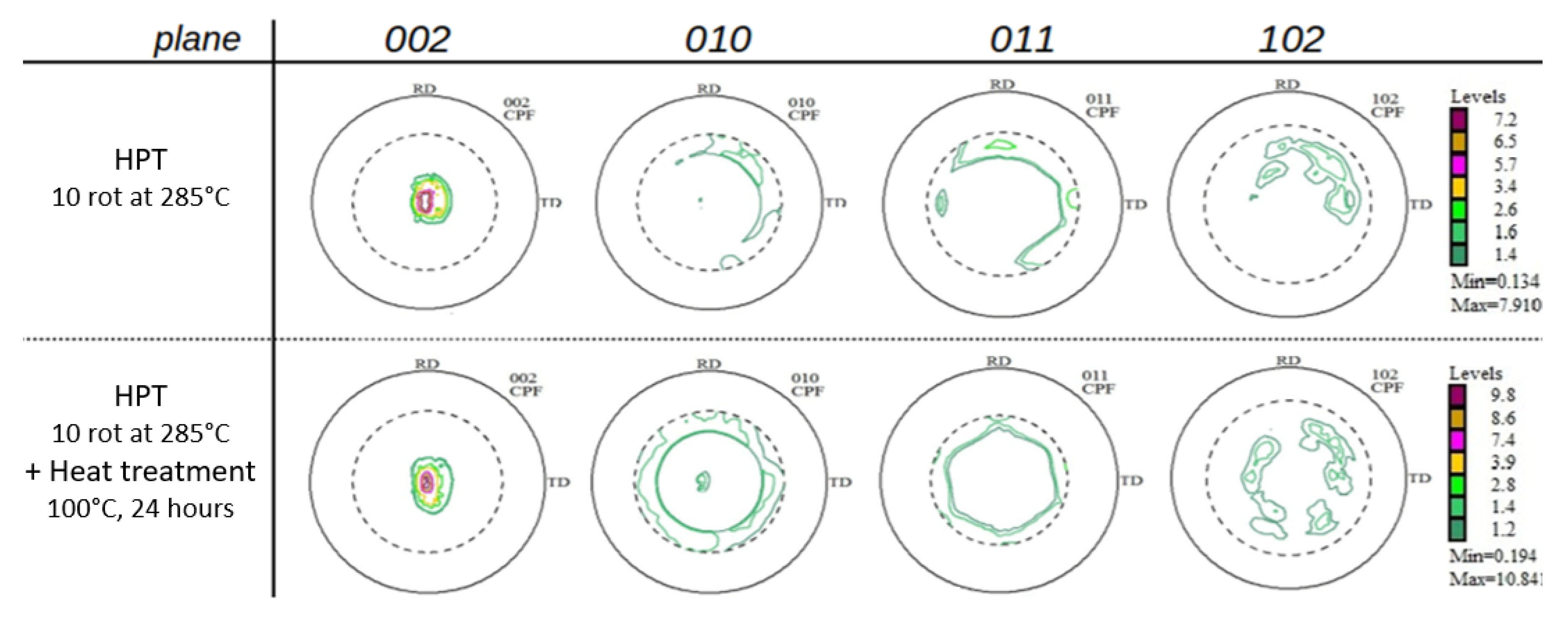
15]; this indicates that already at this temperature some primary recrystallization has taken place, which is in accordance with the special features of textures of warm-HPT presented in
Section 3.4 of this paper. It is also well known that microstructures during and/or after recrystallization are poor in internal stresses compared to those immediately after plastic deformation; this explains why the ductility of warm HPT-processed materials is much larger (3×, until about 15%) than in the case of low-temperature HPT-processed ones (for the consequences to the dislocation configuration parameter α, see above).
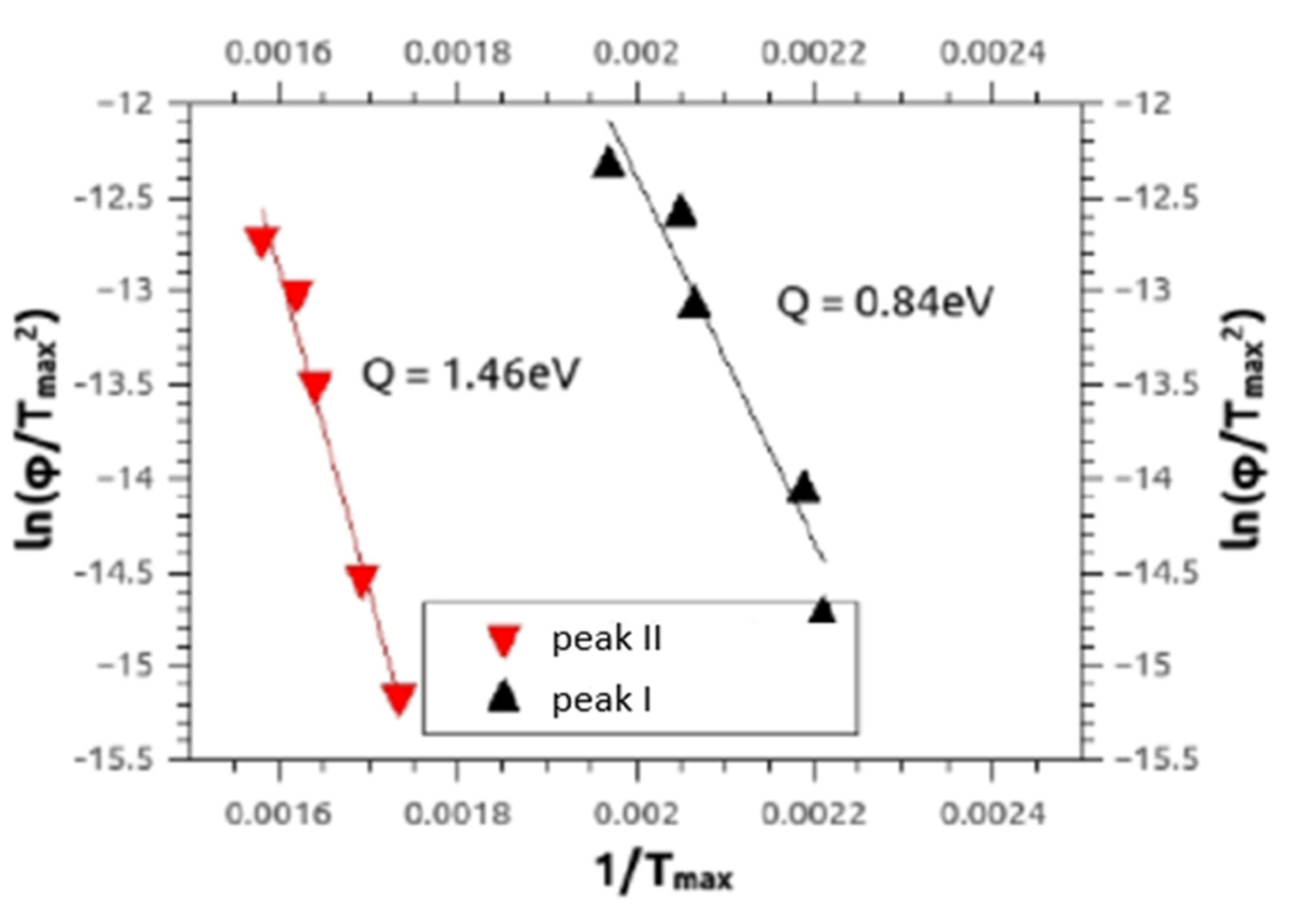
The present Kissinger analyses are in line with the above interpretation of annealing processes. Concerning peak I, they show—all materials included—activation enthalpies Q(I) between 0.6–1.5 eV, which agrees with literature values of vacancy migration enthalpy for Mg and Mg alloys, being 0.8–1.0 eV [
29]. The evaluated Q(I) values, however, extend to 1.5 eV, which indicates that dislocations may start to anneal already within peak I. The enthalpies Q(II) evaluated for peak II are—in any case—in accordance with those of dislocation annealing/primary recrystallization as they equal to values between 1.3 and 3.4 eV. The average error for both values is ±0.3 eV.
When comparing the stress–strain curves of the alloys after HPT-processing at 10 rotations at 285 °C and those additionally heat treated at 100 °C for 24 h (
Figure 6), it can be seen that ductility is not affected by the thermal treatments. Compared to the processing method of the previous study, it is obvious that already the samples’ HPT processed at 285 °C by 10 rotations are much more ductile than samples HPT processed at RT by 0.5 rotations. The brittleness of the latter samples may be caused by the formation of a large number of vacancy agglomerates along with immobile dislocations. Anyway, in the current study, the vacancy concentration and therefore the concentration of vacancy agglomerates is much lower (about one order of magnitude [
15]).
As concerns the effects of warm HPT processing and/or thermal treatment on the Young’s modulus, for all materials, the microindentation measurements of Young’s modulus E showed moderate differences of E by 11 GPa between the HPT-processed and additionally heat treated conditions, and by only 4 GPa at maximum within the same material (
Table 4). Compared to the E-values after low- temperature HPT, and after HPT plus heat treatment [
15], the E-values in this work are generally lower, which may be attributed to texture features typical of dynamic recrystallization (higher processing temperature) and static recrystallization (annealing treatment), compare
Figure 7 [
32,
33]. In general, E stays low for all alloys i.e., it does not exceed 42 GPa which is still close to that of bone (E = 10–30 GPa) [
39]; thus the conditions to avoid the stress-shielding effect in implant applications [
2] are still fulfilled.



 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}