
Investigation on Fracture Behavior of Cementitious Composites Reinforced with Aligned Hooked-End Steel Fibers



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Mix Design
2.2. Preparation of Aligned Steel Fiber Reinforced Cementitious Composites (ASFRC)
2.2.1. The Alignment Principle of Steel Fiber
2.2.2. Force Analysis of Steel Fiber
2.2.3. Process of Preparing Aligned Steel Fiber Reinforced Cementitious Composites (ASFRC)
2.3. Notched Three-Point Bending Fracture Test
2.4. Evaluation of Steel Fiber Orientation
3. Results and Discussion
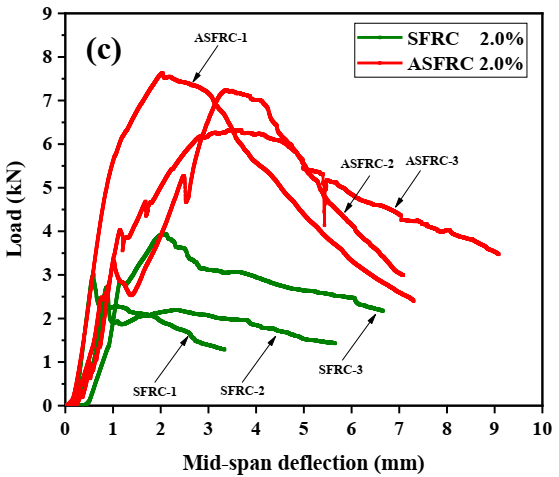
3.1. Load-Deflection Curves
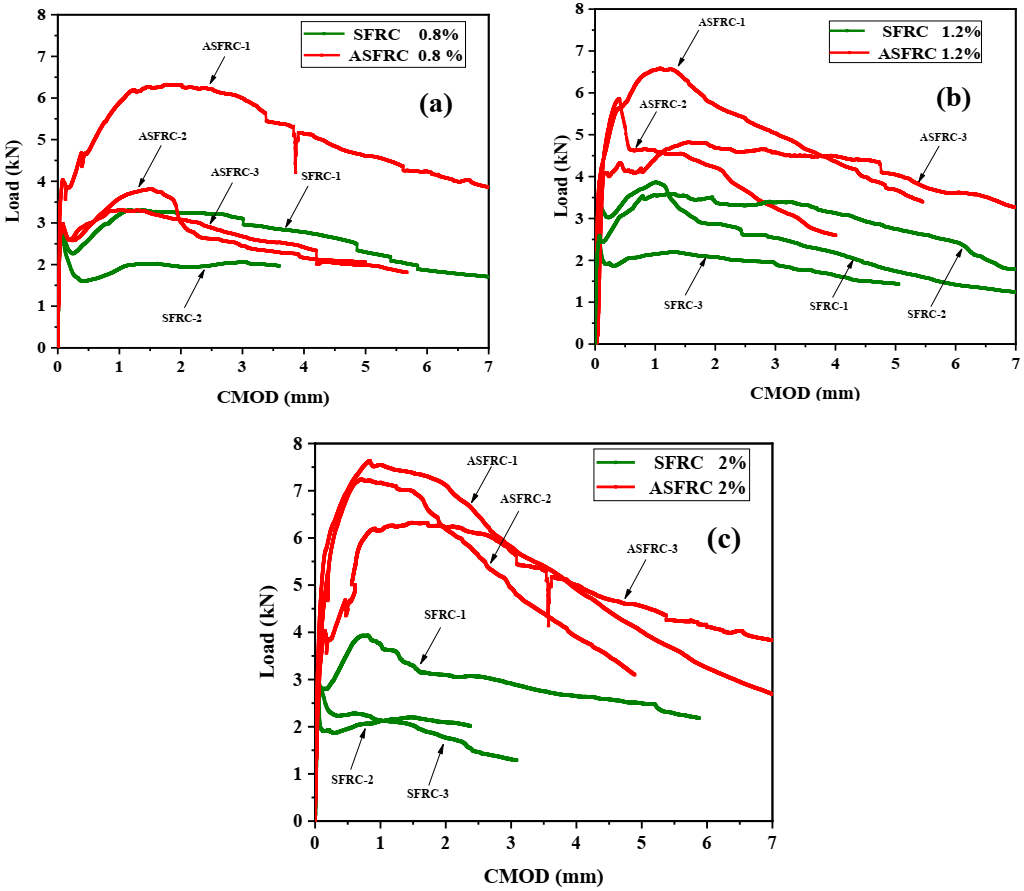
3.2. Load–CMOD Curves
3.3. Flexural Strength
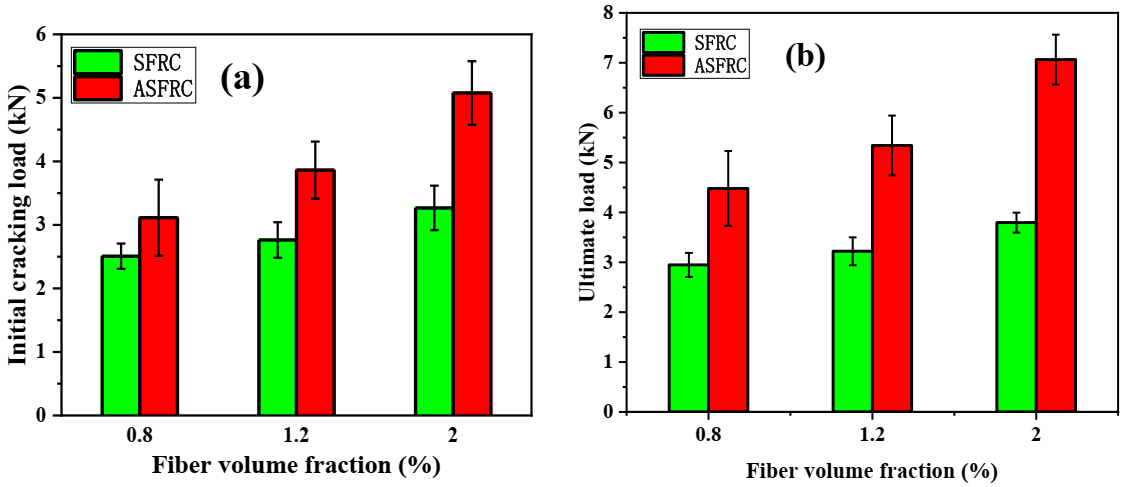
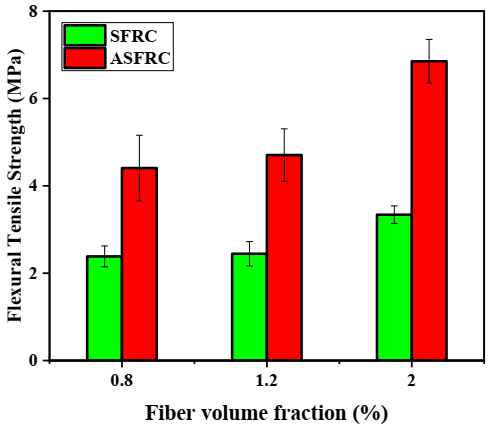
3.3.1. Flexural Tensile Strength
3.3.2. Residual Flexure Tensile Strength
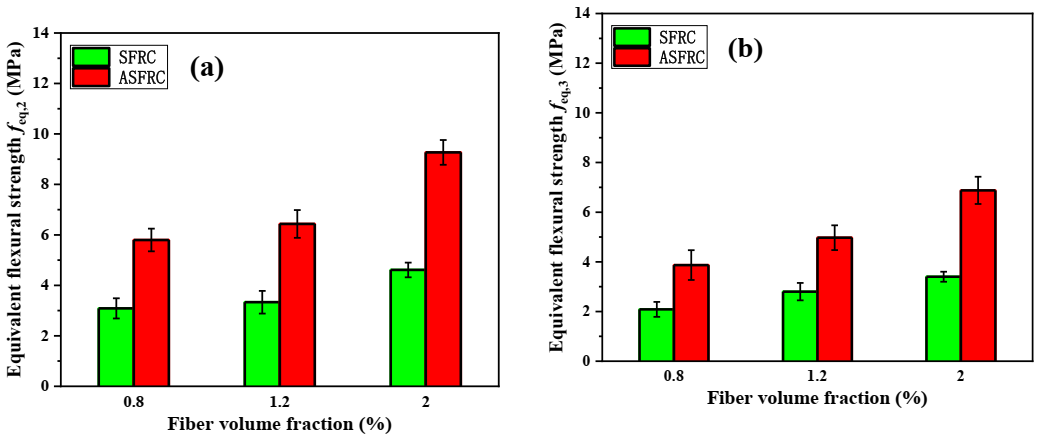
3.3.3. Equivalent Flexure Strength
- (i)
- ≥ 0.4 and
- (ii)
- ≥ 0.5.
3.4. Fracture Energy
3.5. Fiber Orientation Efficiency Factor and Reinforcement Mechanism
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Weight of steel fiber or gravity | |
| Buoyant force subjected to steel fiber | |
| Magnetic force subjected to steel fiber | |
| Viscous resistance subjected to steel fiber | |
| Drag coefficient | |
| The projected area of the fiber on the plane | |
| vertical to the direction of rotation | |
| Length of steel fiber | |
| Density of mixture | |
| Relative speed between fiber and matrix | |
| Cross-section area of steel fiber | |
| Magnetic induction | |
| Magnetic permeability of steel fiber | |
| Vacuum permeability | |
| Current of the solenoid | |
| The number of solenoid turns | |
| The length of solenoid | |
| The span of beam | |
| The notch depth | |
| The height of beam | |
| Average orientation efficiency factor of steel fiber | |
| Total number of fibers in the cracked section | |
| The angle between the steel fiber and the axis of the specimen | |
| Flexural tensile strength | |
| The maximum load for CMOD ≤ 0.05 mm | |
| Width of beam | |
| Effective height of beam | |
| Residual flexural strength | |
| , | Equivalent flexural strength |
| Fracture energy | |
| The area under the load–deflection curve | |
| The mass of the specimen | |
| Acceleration of gravity | |
| The deflection at final fracture |
References
- Amziane, S.; Loukili, A. Experimental study of static and cyclic behaviour of steel fibre reinforced high performance concrete. Mater. Struct. 1999, 32, 348–353. [Google Scholar] [CrossRef]
- Brandt, A.M. Fibre reinforced cement-based (FRC) composites after over 40 years of development in building and civil engineering. Compos. Struct. 2008, 86, 3–9. [Google Scholar] [CrossRef]
- Haktanir, T.; Ari, K.; Altun, F.; Karahan, O. A comparative experimental investigation of concrete, reinforced-concrete and steel-fibre concrete pipes under three-edge-bearing test. Constr. Build. Mater. 2007, 21, 1702–1708. [Google Scholar] [CrossRef]
- Yoo, D.Y.; Kang, S.T.; Lee, J.H.; Yoon, Y.S. Effect of shrinkage reducing admixture on tensile and flexural behaviors of UHPFRC considering fiber distribution characteristics. Cem. Concr. Res. 2013, 54, 180–190. [Google Scholar] [CrossRef]
- Vavrus, M. Influence of fiber length on load-bearing capacity of strengthened cross-section using fiber reinforced concrete. Trans. Res. Procedia 2021, 55, 1106–1113. [Google Scholar] [CrossRef]
- Afroughsabet, V.; Ozbakkaloglu, T. Mechanical and durability properties of high-strength concrete containing steel and polypropylene fibers. Constr. Build. Mater. 2015, 94, 73–82. [Google Scholar] [CrossRef]
- Kang, S.T.; Kim, J.K. The relation between fiber orientation and tensile behavior in an Ultra High Performance Fiber Reinforced Cementitious Composites (UHPFRCC). Cem. Concr. Res. 2011, 41, 1001–1014. [Google Scholar] [CrossRef]
- Cleven, S.; Raupach, M.; Matschei, T. Electrical Resistivity of Steel Fibre-Reinforced Concrete-Influencing Parameters. Materials 2021, 14, 3408. [Google Scholar] [CrossRef]
- Lehner, P.; Horňáková, M. Effect of Amount of Fibre and Damage Level on Service Life of SFR Recycled Concrete in Aggressive Environment. Buildings 2021, 11, 489. [Google Scholar] [CrossRef]
- Miller, A.I.; Björklund, R. Method of Reinforcing Concrete with Fibers. US Patent 4062913, 13 December 1977. [Google Scholar]
- Svedberg, B. Method and Device for Magnetic Alignment of Fibers. US Patent 6740282, 25 May 2004. [Google Scholar]
- Mu, R.; Li, H.; Qing, L.; Lin, J.; Zhao, Q. Aligning steel fibers in cement mortar using electro-magnetic field. Constr. Build. Mater. 2017, 131, 309–316. [Google Scholar] [CrossRef]
- Moon, J.-S.; Kang, S.-T. Prediction of Tensile Behavior of UHSFRC Considering the Flow Field in the Placing Dominated by Shear Flow. Materials 2018, 11, 194. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Song, Q.; Yu, R.; Shui, Z.; Wang, X.; Rao, S.; Lin, Z.; Wang, Z. Key parameters in optimizing fibres orientation and distribution for Ultra-High Performance Fibre Reinforced Concrete (UHPFRC). Constr. Build. Mater. 2018, 188, 17–27. [Google Scholar] [CrossRef]
- Huang, H.; Gao, X.; Khayat, K.H. Contribution of fiber alignment on flexural properties of UHPC and prediction using the Composite Theory. Cem. Concr. Compos. 2021, 118, 103971. [Google Scholar] [CrossRef]
- Mu, R.; Wang, Z.; Wang, X.; Qing, L.; Li, H. Experimental study on shear properties of aligned steel fiber reinforced cement-based composites. Constr. Build. Mater. 2018, 184, 27–33. [Google Scholar] [CrossRef]
- Ahmad, I.; Qing, L.; Khan, S.; Cao, G.; Ijaz, N.; Mu, R. Experimental investigations on fracture parameters of random and aligned steel fiber reinforced cementitious composites. Constr. Build. Mater. 2021, 284, 122680. [Google Scholar] [CrossRef]
- Mu, R.; Dong, R.; Liu, H.; Chen, H.; Cheng, Q.; Fan, C. Preparation of Aligned Steel-Fiber-Reinforced Concrete Using a Magnetic Field Created by the Assembly of Magnetic Pieces. Crystals 2021, 11, 837. [Google Scholar] [CrossRef]
- Mu, R.; Soro, D.L.; Wang, X.; Qing, L.; Cao, G.; Mei, S.; Liu, Y. Performance of Self-Healing Cementitious Composites Using Aligned Tubular Healing Fiber. Materials 2021, 14, 6162. [Google Scholar] [CrossRef]
- Abushanab, A.; Alnahhal, W.; Sohail, M.G.; Alnuaimi, N.; Kahraman, R.; Altayeh, N. Mechanical and durability properties of ultra-high performance steel FRC made with discarded materials. J. Build. Eng. 2021, 44, 103264. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; He, W.; Wu, L. Effects of steel fiber content and shape on mechanical properties of ultra high performance concrete. Constr. Build. Mater. 2016, 103, 8–14. [Google Scholar] [CrossRef]
- Zhang, Y.; Ju, J.W.; Chen, Q.; Yan, Z.; Zhu, H.; Jiang, Z. Characterizing and analyzing the residual interfacial behavior of steel fibers embedded into cement-based matrices after exposure to high temperatures. Compos. Part B Eng. 2020, 191, 107933. [Google Scholar] [CrossRef]
- Ruano, G.; Isla, F.; Luccioni, B.; Zerbino, R.; Giaccio, G. Steel fibers pull-out after exposure to high temperatures and its contribution to the residual mechanical behavior of high strength concrete. Constr. Build. Mater. 2018, 163, 571–585. [Google Scholar] [CrossRef] [Green Version]
- Fang, C.; Ali, M.; Xie, T.; Visintin, P.; Sheikh, A.H. The influence of steel fibre properties on the shrinkage of ultra-high performance fibre reinforced concrete. Constr. Build. Mater. 2020, 242, 117993. [Google Scholar] [CrossRef]
- Villar, V.P.; Medina, N.F.; Alonso, M.D.; Diez, S.G.; Puertas, F. Assessment of parameters governing the steel fiber alignment in fresh cement-based composites. Constr. Build. Mater. 2019, 207, 548–562. [Google Scholar] [CrossRef]
- Wang, R.; Gao, X.; Huang, H.; Han, G. Influence of rheological properties of cement mortar on steel fiber distribution in UHPC. Constr. Build. Mater. 2017, 144, 65–73. [Google Scholar] [CrossRef]
- Nakayama, Y.; Boucher, R.F. Introduction to Fluid Mechanics; Butterworth-Heinemann: Oxford, UK, 2000. [Google Scholar]
- Jones, D.S. The Theory of Electromagnetism; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Pearson, L.B.R. Introductory Circuit Analysis, Global Edition; Pearson: Hudson, NY, USA, 2015. [Google Scholar]
- Association CEC. CECS 13: 2009 Standard Test Methods for Fiber Reinforced Concrete; China Planning Press: Beijing, China, 2009. [Google Scholar]
- Barr, B.I.G.; Lee, M.M.; Hansen, E.J.P.; Dupont, D.; Erdem, E.; Schaerlaekens, S.; Schnütgen, B.; Stang, H.; Vandewalle, L. Round-robin analysis of the RILEM TC 162-TDF beambending test: Part 2—Approximation of 8 from the CMOD response. Mater. Struct. 2003, 36, 621–630. [Google Scholar] [CrossRef] [Green Version]
- Mu, R.; Wei, L.; Wang, X.; Li, H.; Qing, L.; Zhou, J.; Zhao, Q. Preparation of Aligned Steel Fiber Reinforced Cementitious Composite and Its Flexural Behavior. J. Vis. Exp. 2018, 136, 56307. [Google Scholar] [CrossRef] [PubMed]
- Dupont, D.; Vandewalle, L. Distribution of steel fibres in rectangular sections. Cem. Concr. Compos. 2005, 27, 391–398. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, C.; Liao, L. Investigation on the relationship between the steel fibre distribution and the post-cracking behaviour of SFRC. Constr. Build. Mater. 2019, 200, 539–550. [Google Scholar] [CrossRef]
- Wang, Z.; Gou, J.; Gao, D. Experimental Study on the Fracture Parameters of Concrete. Materials 2020, 14, 129. [Google Scholar] [CrossRef]
- Huang, H.; Gao, X.; Li, L.; Wang, H. Improvement effect of steel fiber orientation control on mechanical performance of UHPC. Constr. Build. Mater. 2018, 188, 709–721. [Google Scholar] [CrossRef]
- European Committee for Standardization. 14651-2007 E. Test Method for Metallic Fibre Concrete—Measuring the Flexural Tensile Strength, 2007; European Committee for Standardization: Brussels, Belgium, 2007. [Google Scholar]
- Vandewalle, L.; Nemegeer, D.; Balazs, L.; Di Prisco, M. RILEM TC 162-TDF: Test and design methods for steel fibre reinforced concrete—Bending test. Mater. Struct. 2002, 3, 579–582. [Google Scholar]
- Barros, J.A.; Cunha, V.M.; Ribeiro, A.F.; Antunes, J.A. Post-cracking behaviour of steel fibre reinforced concrete. Mater. Struct. 2005, 38, 47–56. [Google Scholar] [CrossRef]
- Code, M. Fib Model Code for Concrete Structures 2010; Wiley: Hoboken, NJ, USA, 2013. [Google Scholar]
- European Committee for Standardization. EN 14651:2005+A1:2007: Test Method for Metallic Fibered Concrete—Measuring the Flexural Tensile Strength (Limit of Proportionality (LOP), 2007; European Committee for Standardization: Brussels, Belgium, 2007. [Google Scholar]
- Zhang, Y.; Ju, J.W.; Xu, F.; Yan, Z.; Zhu, H. A novel micromechanical model of residual fracture energy of hooked-end steel fiber reinforced concrete exposed to high temperature. Constr. Build. Mater. 2021, 278, 122211. [Google Scholar] [CrossRef]
- Bažant, Z.P.; Kazemi, M.T. Size dependence of concrete fracture energy determined by RILEM work-of-fracture method. Int. J. Fract. 1991, 51, 121–138. [Google Scholar] [CrossRef]
- Şahin, Y.; Köksal, F. The influences of matrix and steel fibre tensile strengths on the fracture energy of high-strength concrete. Constr. Build. Mater. 2011, 25, 1801–1806. [Google Scholar] [CrossRef]
- Alberti, M.G.; Enfedaque, A.; Gálvez, J.C. Comparison between polyolefin fibre reinforced vibrated conventional concrete and self-compacting concrete. Constr. Build. Mater. 2015, 85, 182–194. [Google Scholar] [CrossRef]
- González, D.C.; Mínguez, J.; Vicente, M.A.; Cambronero, F.; Aragón, G. Study of the effect of the fibers’ orientation on the post-cracking behavior of steel fiber reinforced concrete from wedge-splitting tests and computed tomography scanning. Constr. Build. Mater. 2018, 192, 110–122. [Google Scholar] [CrossRef]
- Mudadu, A.; Tiberti, G.; Germano, F.; Plizzari, G.A.; Morbi, A. The effect of fiber orientation on the post-cracking behavior of steel fiber reinforced concrete under bending and uniaxial tensile tests. Cem. Concr. Compos. 2018, 93, 274–288. [Google Scholar] [CrossRef]
- Mu, R.; Xing, P.; Yu, J.; Wei, L.; Zhao, Q.; Qing, L.; Zhou, J.; Tian, W.; Gao, S.; Zhao, X.; et al. Investigation on reinforcement of aligned steel fiber on flexural behavior of cement-based composites using acoustic emission signal analysis. Constr. Build. Mater. 2019, 201, 42–50. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen ID | w/c | Water | Cement | Sand | Steel Fibers |
|---|---|---|---|---|---|
| ASFRC-0.8% | 0.36 | 235 | 653 | 1306 | 62.4 |
| SFRC-0.8% | 0.36 | 235 | 653 | 1306 | 62.4 |
| ASFRC-1.2% | 0.36 | 236 | 655 | 1310 | 93.6 |
| SFRC-1.2% | 0.36 | 236 | 655 | 1310 | 93.6 |
| ASFRC-2.0% | 0.36 | 238 | 661 | 1322 | 156.0 |
| SFRC-2.0% | 0.36 | 238 | 661 | 1322 | 156.0 |
| Fiber Type | Length (mm) | Diameter (mm) | Aspect Ratio | Tensile Strength (MPa) | Elastic Modulus (GPa) | Fiber Configuration |
|---|---|---|---|---|---|---|
| Hooked-end steel fiber | 25 | 0.50 | 50 | 1250 | 200 |  |
| Specimen ID | (MPa) | (MPa) | (MPa) | ||
|---|---|---|---|---|---|
| ASFRC 0.8% | 4.452 | 4.249 | 3.173 | 0.954 | 0.746 |
| SFRC 0.8% | 4.178 | 2.329 | 1.879 | 0.557 | 0.806 |
| ASFRC1.2% | 4.566 | 5.370 | 5.002 | 1.175 | 0.931 |
| SFRC 1.2% | 4.501 | 2.874 | 2.181 | 0.638 | 0.758 |
| ASFRC 2% | 6.376 | 8.862 | 9.272 | 1.389 | 1.046 |
| SFRC 2% | 4.597 | 3.614 | 2.820 | 0.786 | 0.780 |
| Specimen ID | Numbers | Total numbers | ||||
|---|---|---|---|---|---|---|
| 0–15° | 15–45° | 45–75° | 75–90° | |||
| ASFRC-0.8% | 127 | 91 | 26 | 15 | 259 | 0.71 |
| SFRC-0.8% | 56 | 85 | 45 | 19 | 205 | 0.59 |
| ASFRC-1.2% | 292 | 67 | 32 | 9 | 400 | 0.85 |
| SFRC-1.2% | 83 | 127 | 82 | 25 | 317 | 0.59 |
| ASFRC-2% | 407 | 160 | 39 | 13 | 619 | 0.81 |
| SFRC-2% | 106 | 174 | 120 | 34 | 434 | 0.58 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khan, S.; Qing, L.; Ahmad, I.; Mu, R.; Bi, M. Investigation on Fracture Behavior of Cementitious Composites Reinforced with Aligned Hooked-End Steel Fibers. Materials 2022, 15, 542. https://doi.org/10.3390/ma15020542
Khan S, Qing L, Ahmad I, Mu R, Bi M. Investigation on Fracture Behavior of Cementitious Composites Reinforced with Aligned Hooked-End Steel Fibers. Materials. 2022; 15(2):542. https://doi.org/10.3390/ma15020542
Chicago/Turabian StyleKhan, Sujjaid, Longbang Qing, Iftikhar Ahmad, Ru Mu, and Mengdi Bi. 2022. "Investigation on Fracture Behavior of Cementitious Composites Reinforced with Aligned Hooked-End Steel Fibers" Materials 15, no. 2: 542. https://doi.org/10.3390/ma15020542