3.1. Short Circuiting Transfer
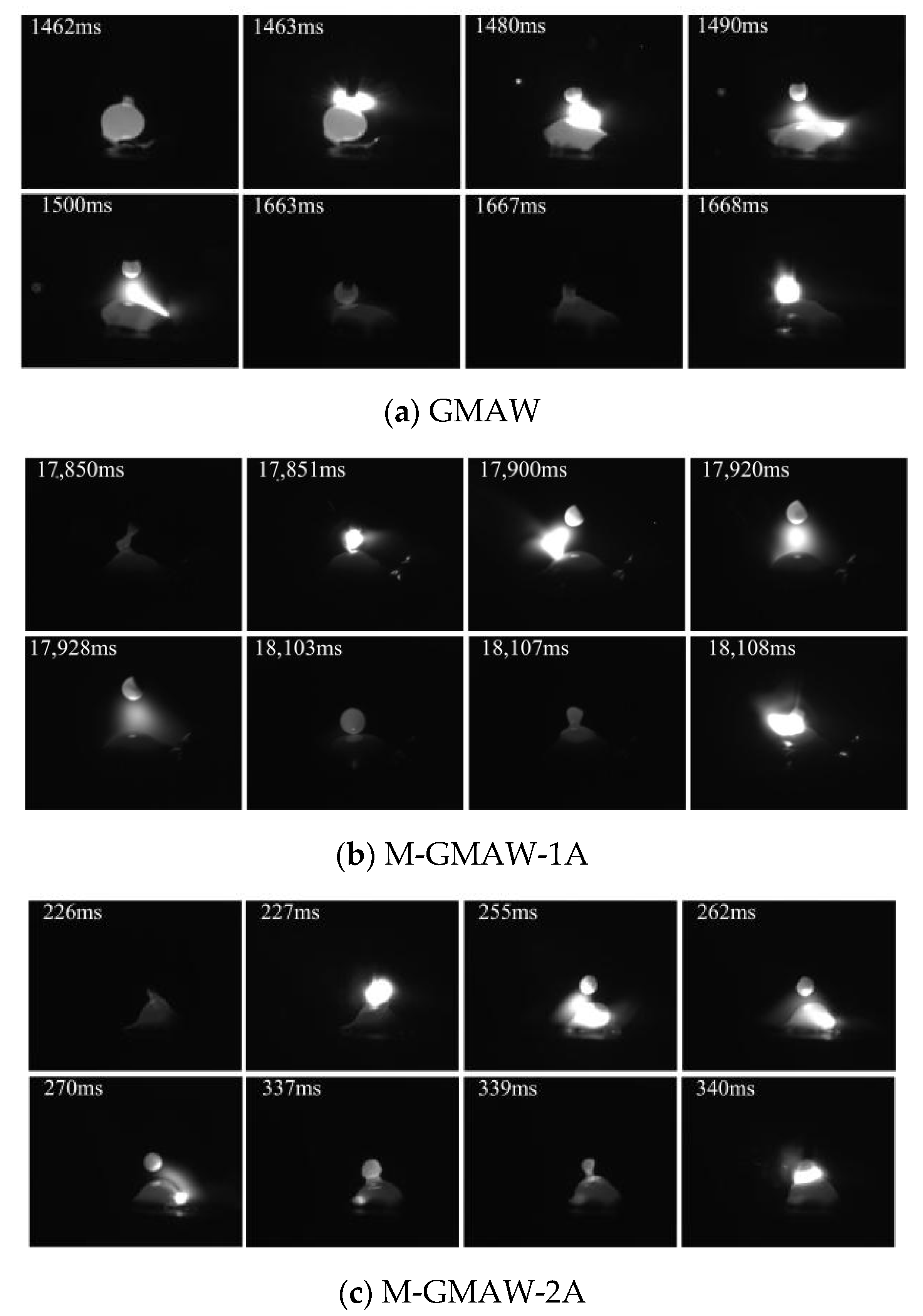
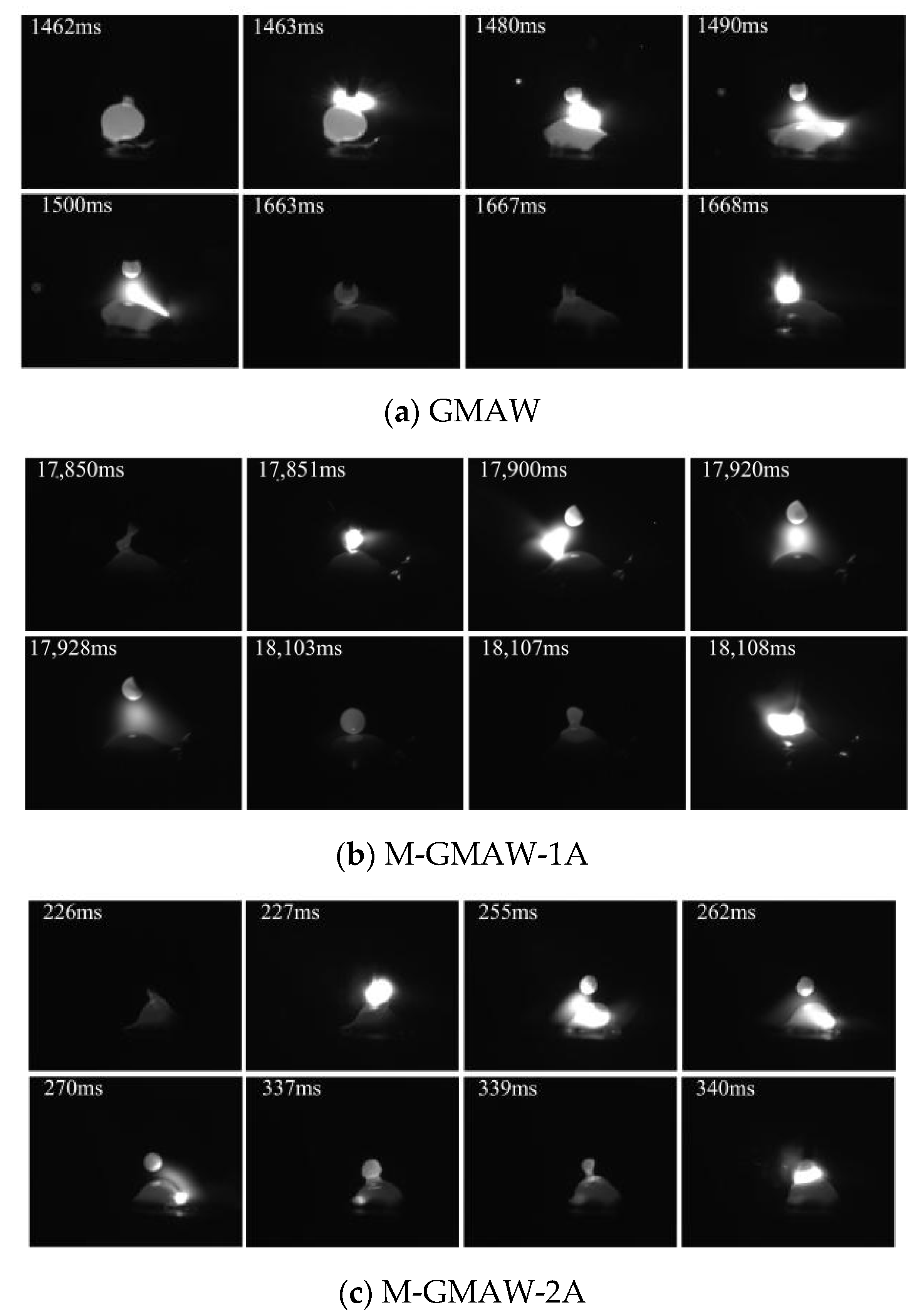
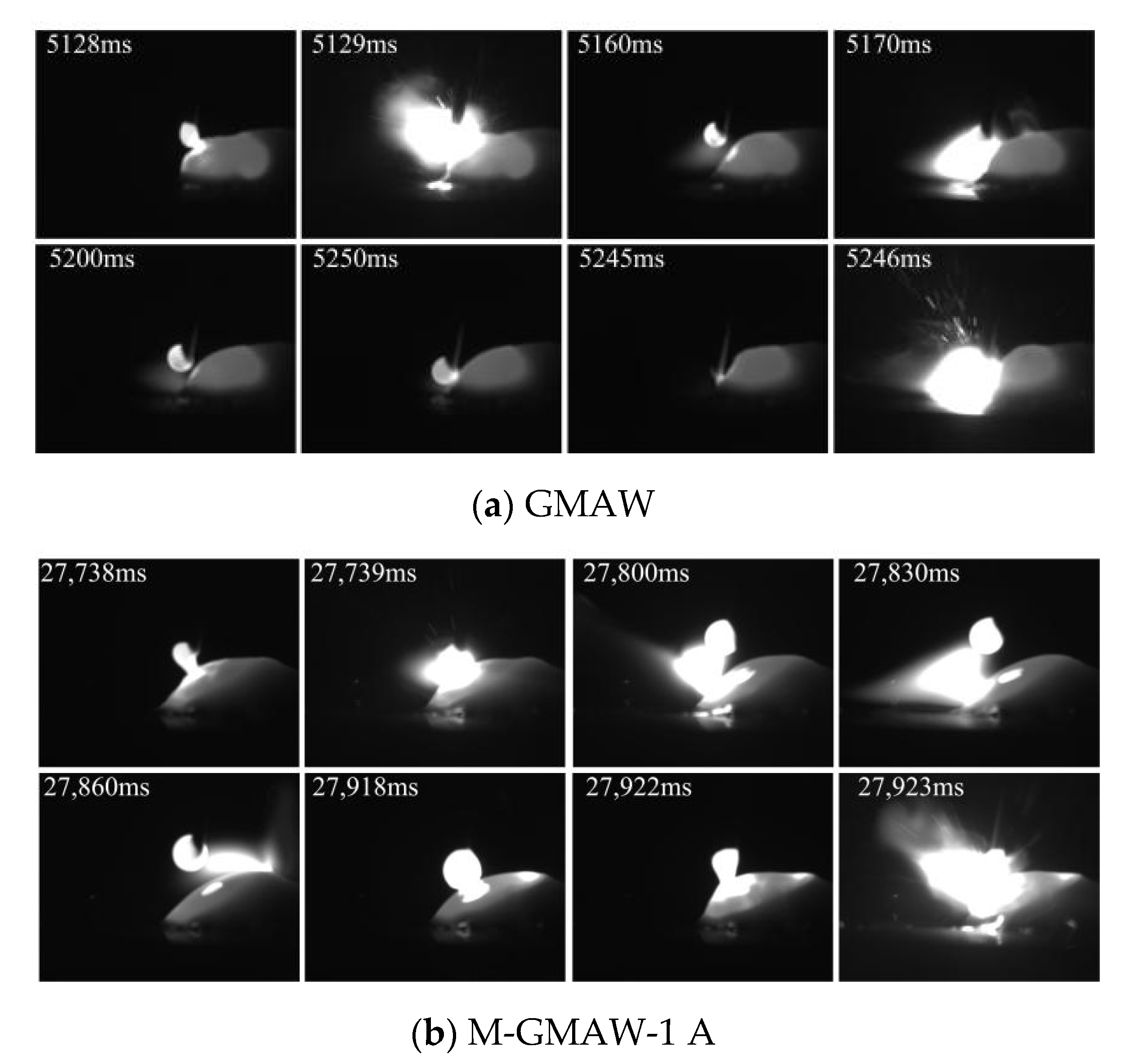
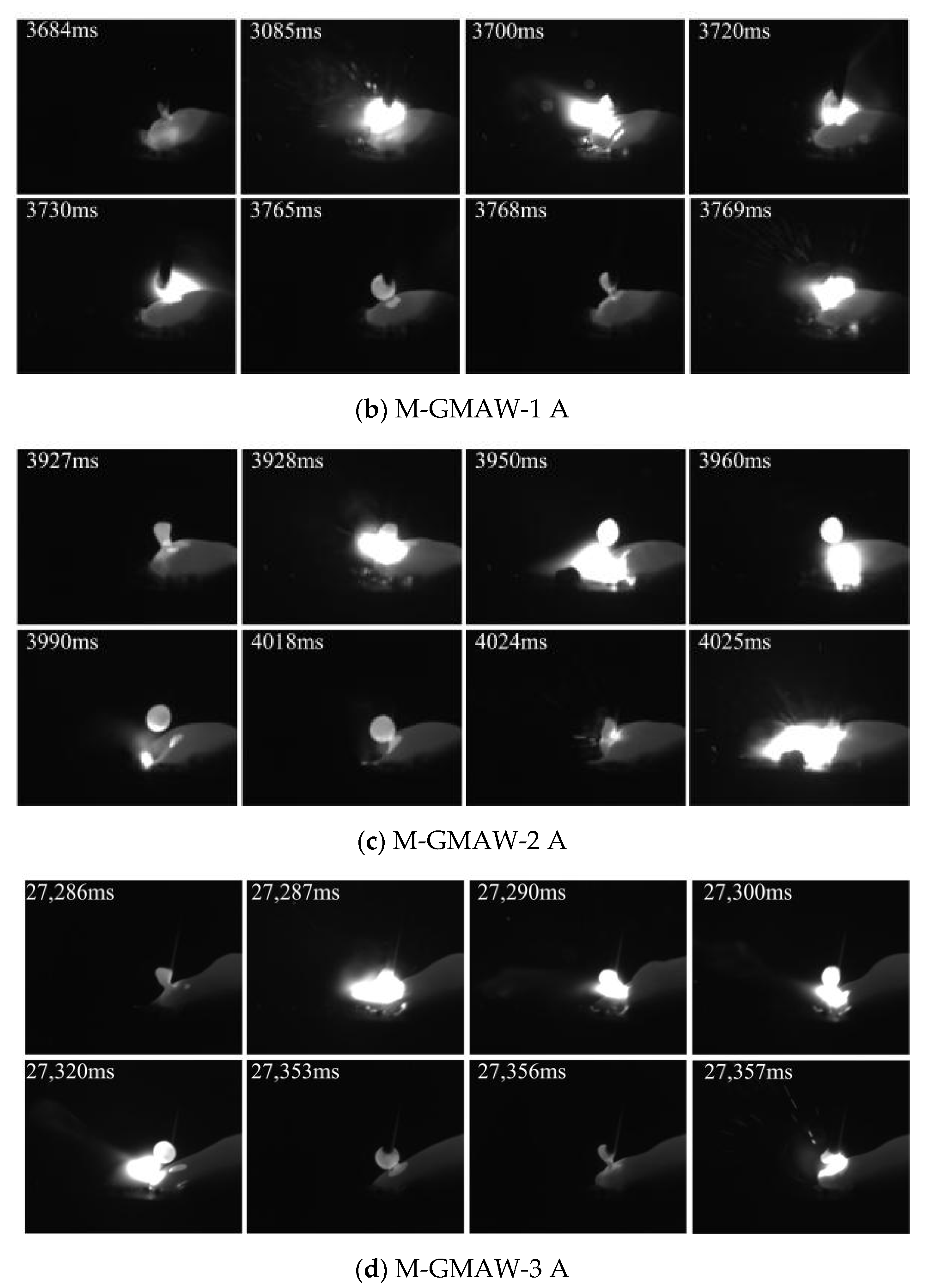
Figure 2 shows the images of short-circuiting transfer, when the wire feeding speed of 2 m/min is used. The typical features of short-circuiting transfer could be obtained in
Figure 2. The short-circuiting transfer of GMAW is shown in
Figure 2a. The phenomenon of short circuiting is found at 1462 ms and 1663 ms. The size of the droplet (1462 ms) was obviously larger than that of the droplet (1663 ms), which expressed that the stability of the deposition process was poor. At the stable arcing stage (1463 ms~1490 ms), the arc shape was biased to the left. However, when the external longitudinal magnetic field is added, the arc shape obviously rotates as shown in
Figure 2b–d. The similar results had been reported that, under the action of axial electromagnetic force, the arc shape expressed periodic rotation [
12].
Figure 2b shows the images of short-circuiting transfer in the M-GMAW with a magnetic excitation current of 1 A. The phenomenon of short circuiting is found at 17,850 ms and 18,103 ms, and the droplet size is less than that of
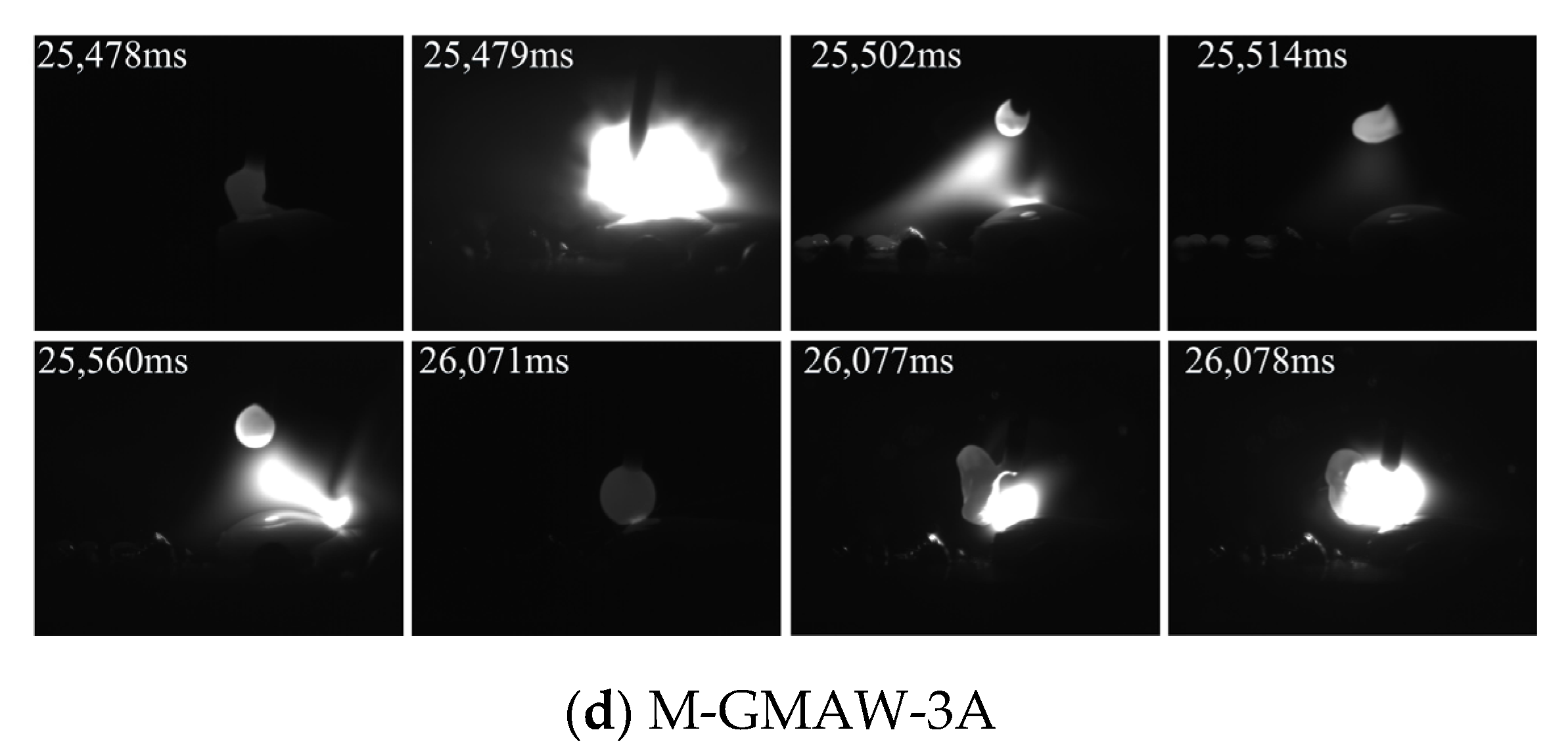
Figure 2a. In addition, the droplet sizes at the 17,850 ms and 18,103 ms have a small difference. When the magnetic excitation current is increased to 2A, the droplet sizes also have a small difference. However, with the droplet sizes, an obvious difference is found when the magnetic excitation current of 3 A is used (
Figure 2d).
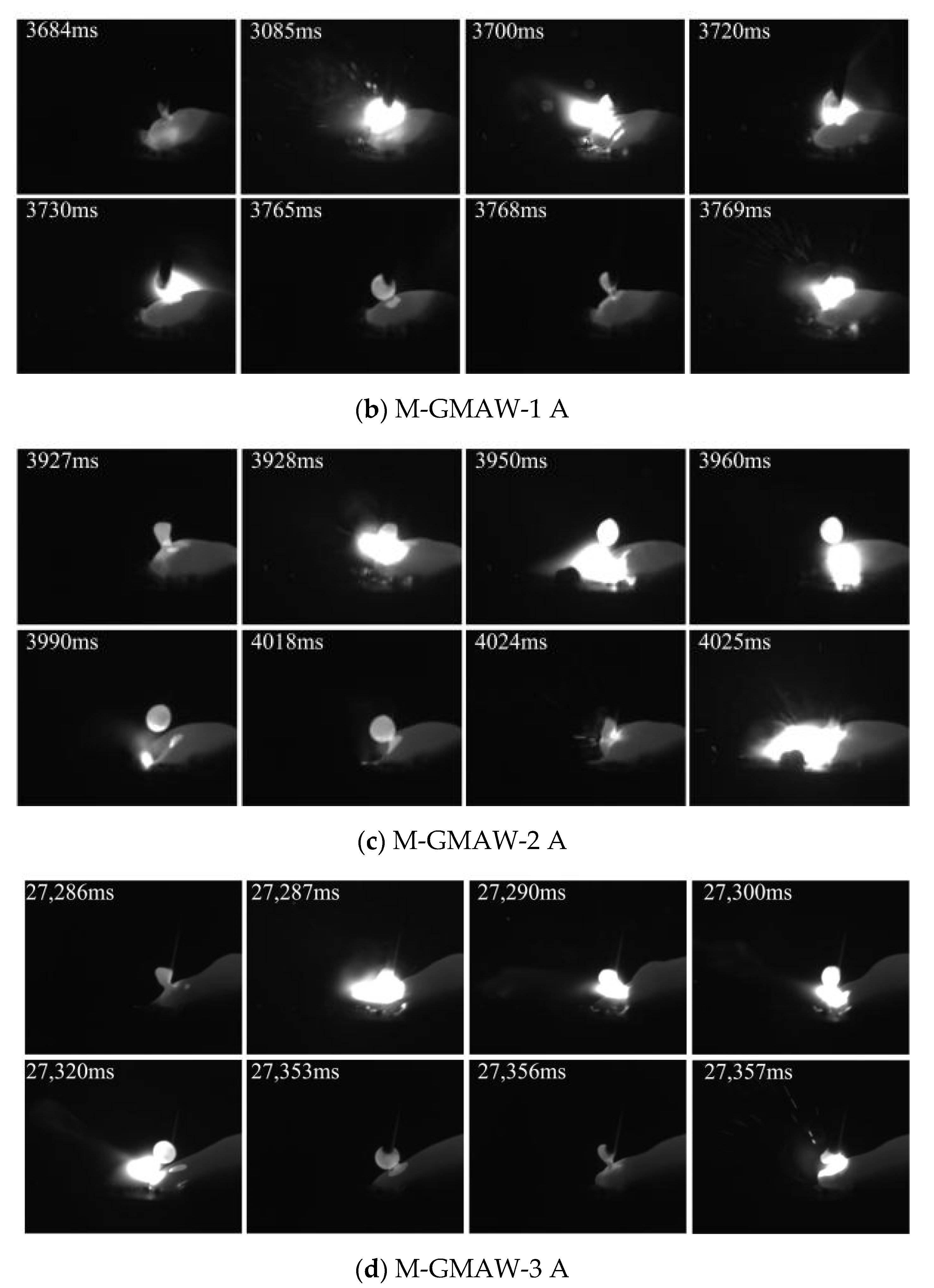
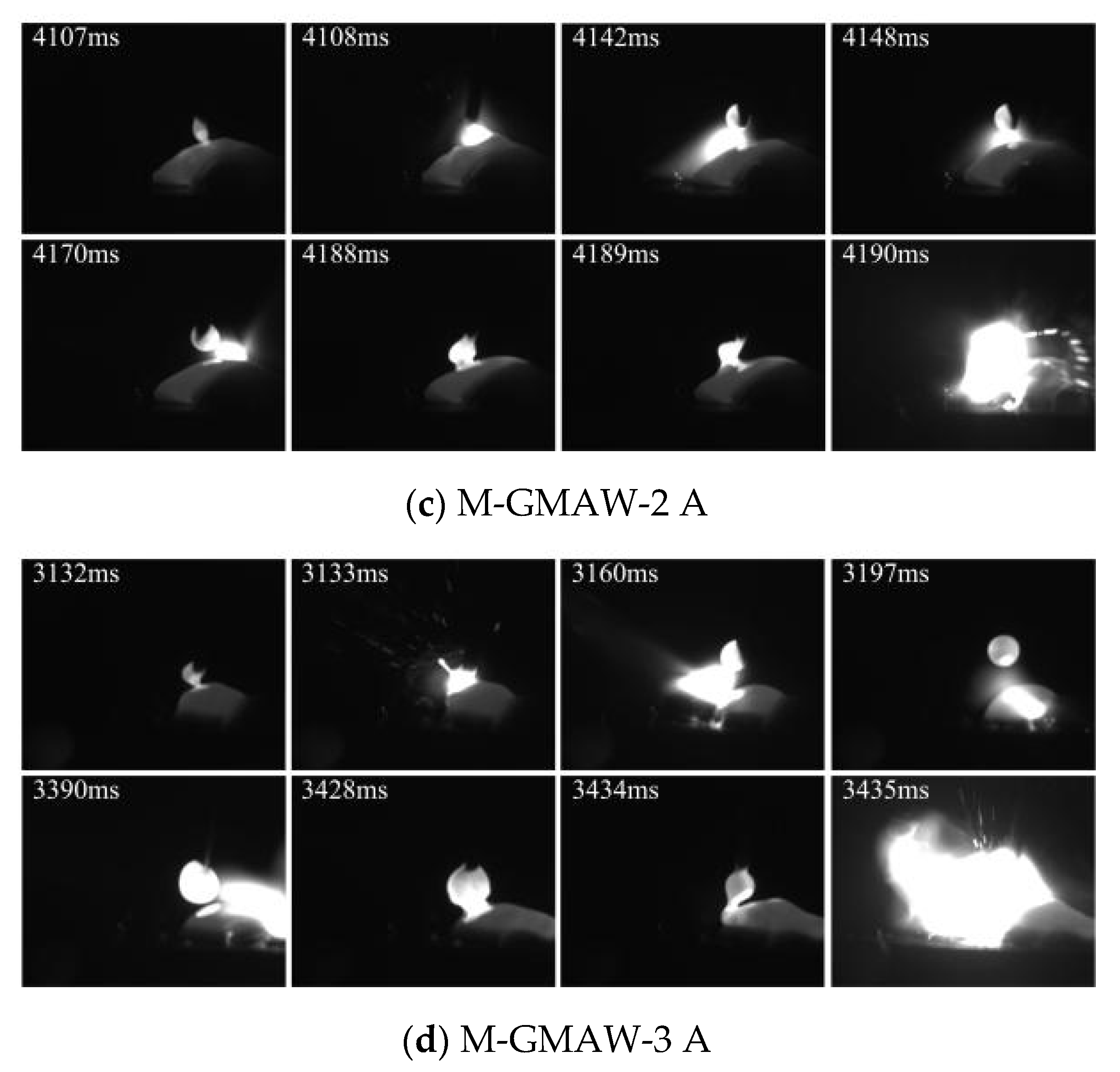
Figure 3 shows the images of short-circuiting transfer, when the wire feeding speed of 3 m/min is used. Compared with
Figure 2, the arc shape is expanded. This is because the current was increased with the increase of the wire feeding speed. In this work, the exposure time of high-speed camera was set as 10 μs. When the larger current was used, the larger arc shape would be observed. The rotation of the arc shape is also obtained by adding an external longitudinal magnetic field, as shown in
Figure 3b–d. Although the size difference between the different droplet was found, the difference had obviously been reduced compared with that of
Figure 2. The size of a single droplet (
Figure 3) was also reduced compared with that of
Figure 2.
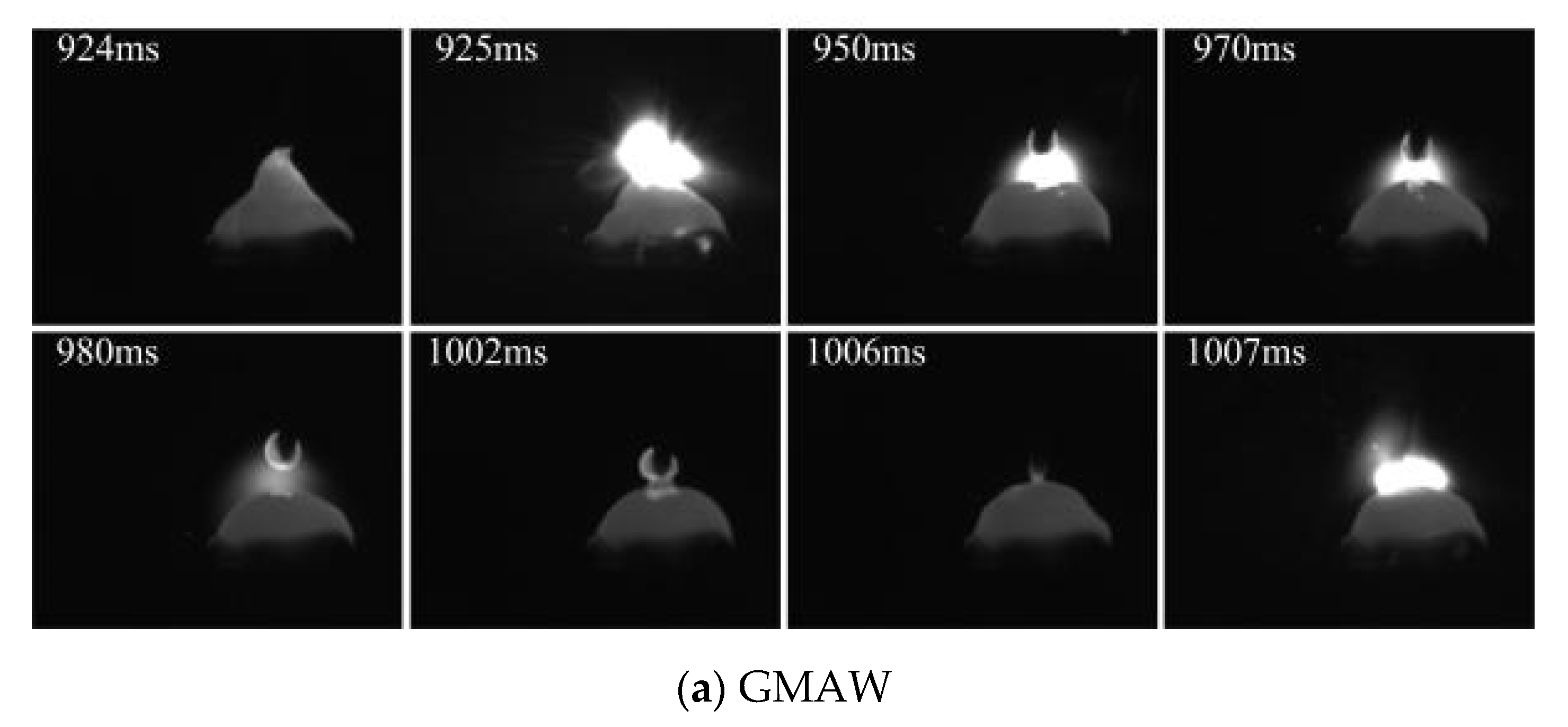
Figure 4 shows the images of short-circuiting transfer, when the wire feeding speed of 4 m/min is used. A stable short-circuiting transfer process is obtained because the size difference of different droplets basically disappeared. Ref. [
14] indicated that the stability of short-circuiting transfer process was mainly affected by the current and voltage. In this work, the voltage remained constant, and the current was increased with the increase of wire feeding speed. Normally, the higher or lesser current could not obtain a stable short-circuiting transfer process due to the complex force conditions of droplet transfer. The arc length was reduced compared with
Figure 2 and
Figure 3. In addition, the rotation of arc shape was also obtained by adding an external longitudinal magnetic field.
From
Figure 2,
Figure 3 and
Figure 4, it can be concluded that, with the different wire feeding speeds, the change tendency of short-circuiting transfer was the same. However, the arc shape and droplet size had an obvious difference. For the arc shape, the larger area of arc shape obtained by the wire feeding speed of 2 m/min is due to the instability of the welding process. When the wire feeding speed increased, the stability of the welding process was improved, which results in the arc shape having no obvious change. In addition, the droplet size was reduced by the increase of wire feeding speed.
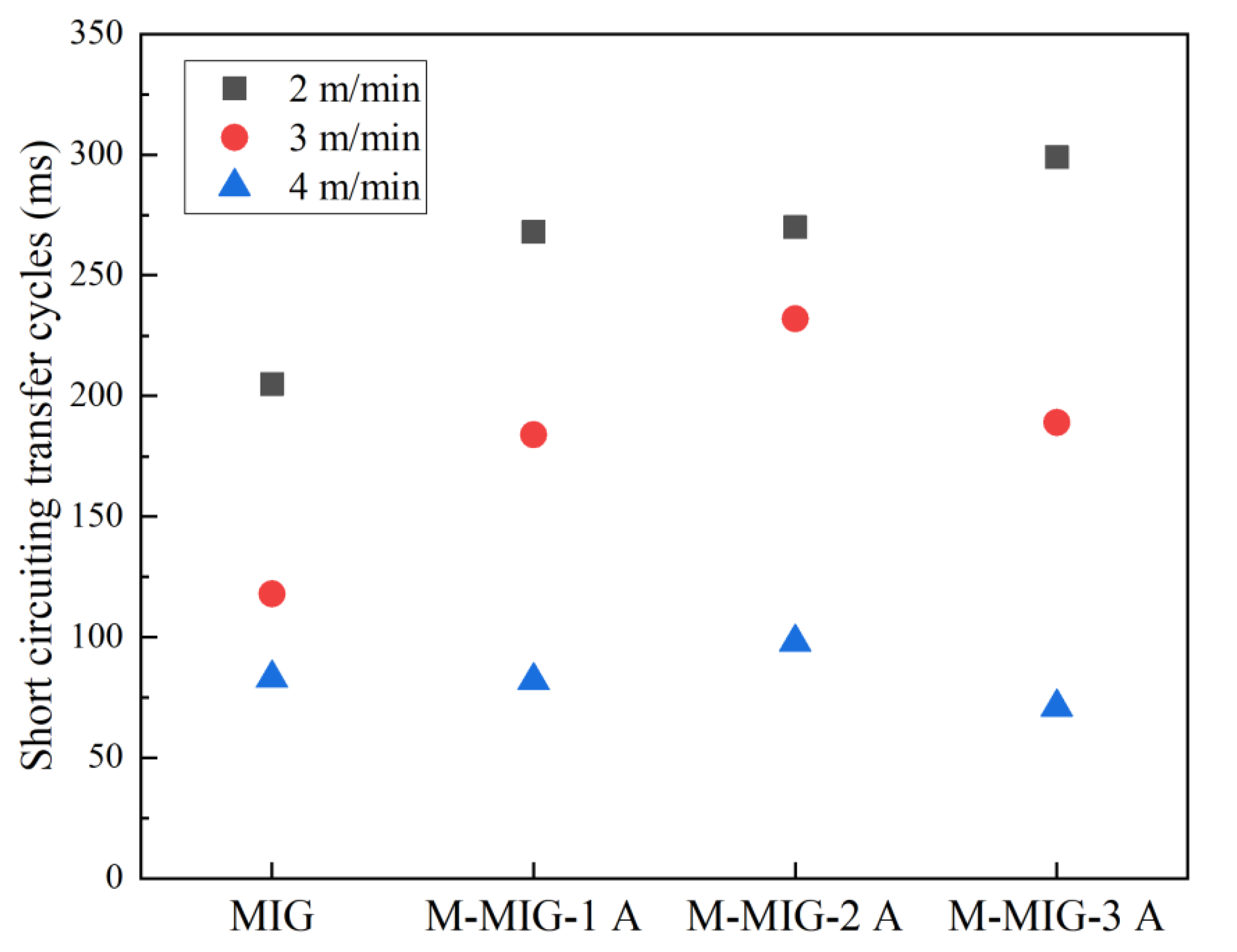
Figure 5 shows the cycles of short-circuiting transfer with the different wire feeding speed. The cycles of short-circuiting transfer obtained by calculation the average of three cycles. It can be seen from
Figure 5 that the cycles of short-circuiting transfer are reduced with the increase of wire feeding speed. The cycles of short-circuiting transfer range from 200 ms to 300 ms when the wire feeding speed of 2 m/min is used. The cycles of short-circuiting transfer with the wire feeding speed of 3 m/min range from 120 ms to 220 ms. When the wire feeding speed is increased to 4 m/min, the cycles of short-circuiting transfer are about 80 ms. It can also be seen that the cycles of short-circuiting transfer of MIG were less than that of M-MIG when the wire feeding speed of 2 m/min and 3 m/min was used, and the different processes have a larger difference in the cycles of the same wire feeding speed. When the wire feeding speed of 4 m/min was used, the cycles of different processes had little difference.
Normally, surface tension can hinder the droplet transfer and keep droplet morphology [
14]. During the short-circuiting transfer, when the combined force of gravity and other forces exceed the surface tension, the droplet can transfer to a welding pool. The surface tension can be expressed as
Fγ = 2πRγ, the R is the radius of welding wire, and the γ is the surface tension coefficient. In this work, the radius of welding wire and surface tension coefficient is the same owing to the same welding wire during the GMAW and M-MIG. Therefore, the hindering force of droplet transfer is the same in the GMAW and M-MIG. The different gravity and other forces are the main causes of the change of droplet transfer, as shown in
Figure 5. It can be found that the short-circuiting transfer cycles in the M-MIG were larger than that of MIG when the same wire feeding speed was employed. Ref. [
12] indicated that the charged particles rotated with a higher speed in the M-MIG compared with that of MIG. The motion path of charged particles in the M-MIG was increased compared with that of MIG. The arc had an increased loss of energy of heating and motion. This is meant that, when the welding voltage is constant, the resistance of the arc increases, and the welding current and arc temperature decrease. Therefore, short-circuiting transfer cycles in the M-MIG were less than that of the MIG.
3.2. Formation
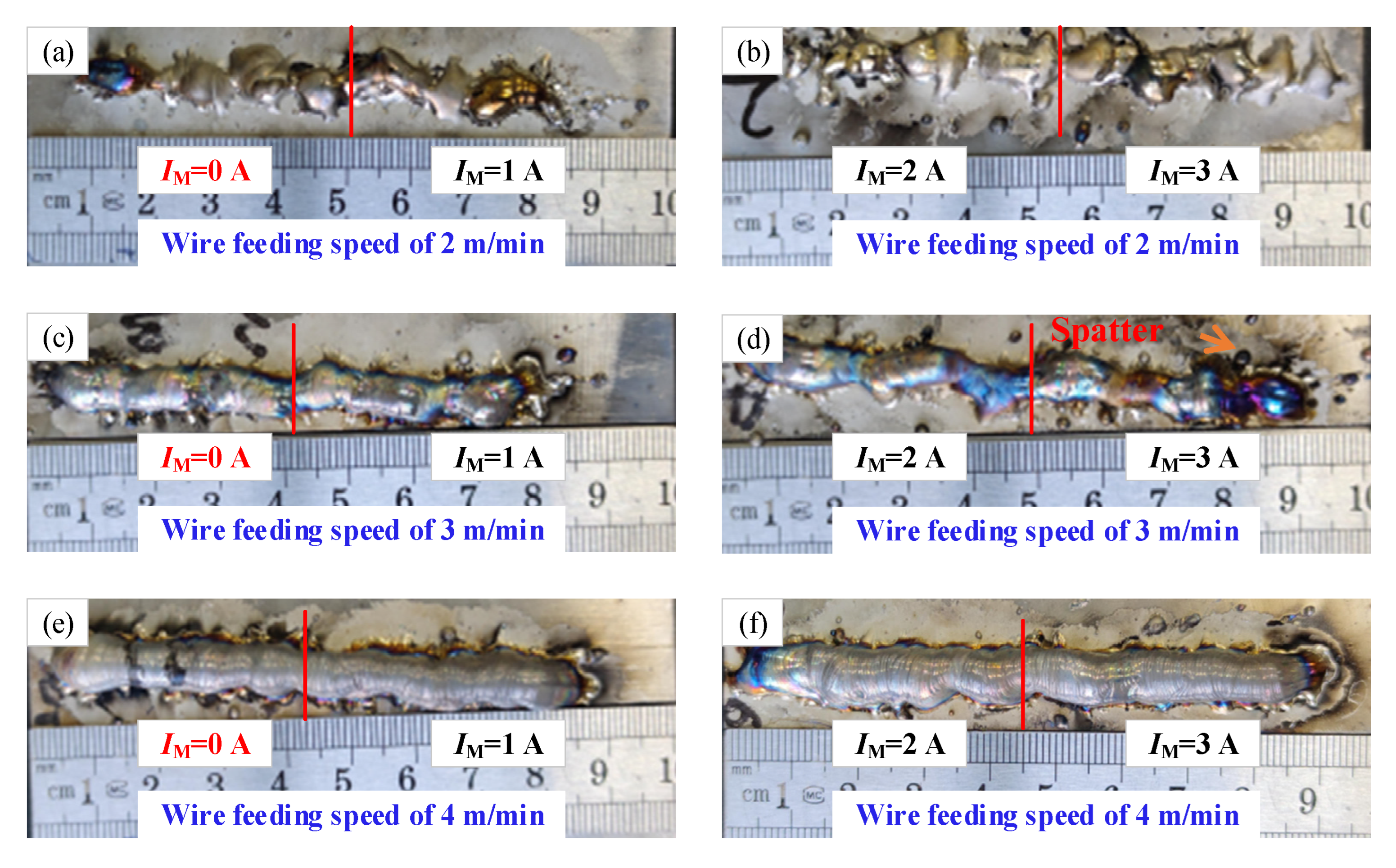
Figure 6 shows the images of surface morphology of the deposition layer with the different short-circuiting transfers. The
IM expresses the magnetic excitation current.
Figure 6a,b shows the surface morphology of the deposition layer with the wire feeding speed of 2 m/min. The deposition layers with different processes can not be forming, which consists of the discontinuous deposition layer. It can be concluded that the non-forming of deposition layer may be affected by the instability of droplet transfer (
Figure 2). The discontinuous flow of molten metal was the direct reason for the discontinuous deposition layer. When the wire feeding speed is increased to 3 m/min, the forming of the deposition layer obviously changed as shown in
Figure 6c,d; however, there are some spatters on the surface of deposition layer due to the change of droplet transfer path caused by a magnetic field. In addition, when the magnetic excitation current is increased to above 2A, the forming of the deposition layer is poor. This is because a larger electromagnetic force obtained by an electromagnet could adversely affect the droplet transfer, such as a great change of arc shape and spatter. When the wire feeding speed of 4 m/min is used, the uniform forming of the deposition layer is obtained as shown in
Figure 6e,f. From
Figure 4, it also can be found that the stable droplet transfer was obtained with the wire feeding speed of 4 m/min. Therefore, the stable droplet transfer was the key to getting the uniform forming of the deposition layer.
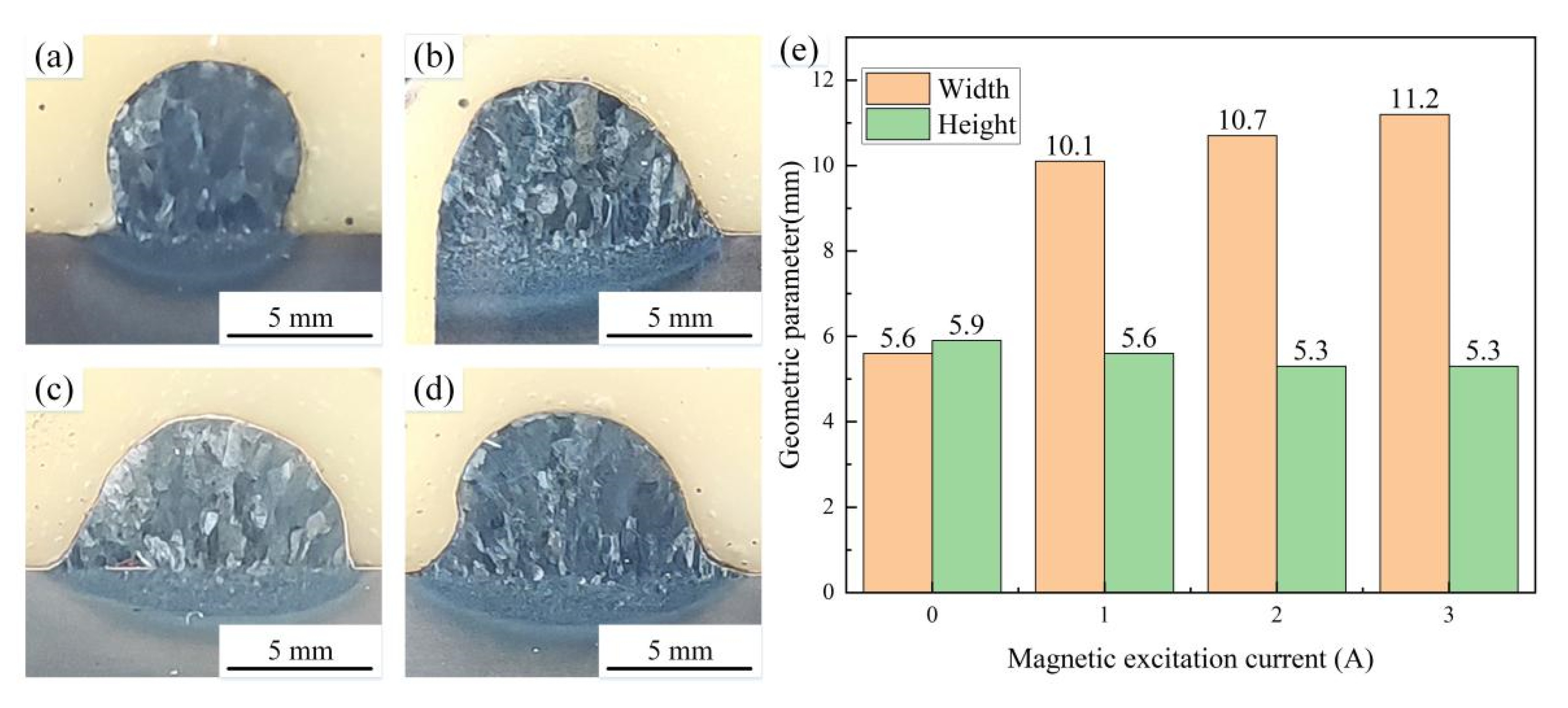
Figure 7 shows the images of cross-sectional morphology of the deposition layer with the wire feeding speed of 4 m/min.
Figure 7a shows the cross-sectional morphology of the MIG deposition layer.
Figure 7b–d shows the cross-sectional morphology of the M-MIG deposition layer with the different magnetic excitation current. It can be found that the grain size in the M-MIG is refined obviously compared with that of the MIG. During the M-MIG solidification process, the molten pool was further stirred by the external longitudinal magnetic field, which led to dendrite fragmentation [
15].
Figure 7e shows the geometric parameter of the cross-sectional morphology of the deposition layer. The width and height of MIG deposition layer are respectively 5.6 mm and 5.9 mm. When the external longitudinal magnetic field is added, the width of the deposition layer is increased to above 10 mm. In addition, the width was increased with the increase of the magnetic excitation current. However, the height of the M-MIG deposition layer is less than that of MIG. Under the action of the external longitudinal magnetic field, the rotation of the arc shape was obtained to enhance the spreading of the molten pool [
16], and the width of the deposition layer obtained in the M-MIG.
3.3. Microstructure and Microhardness
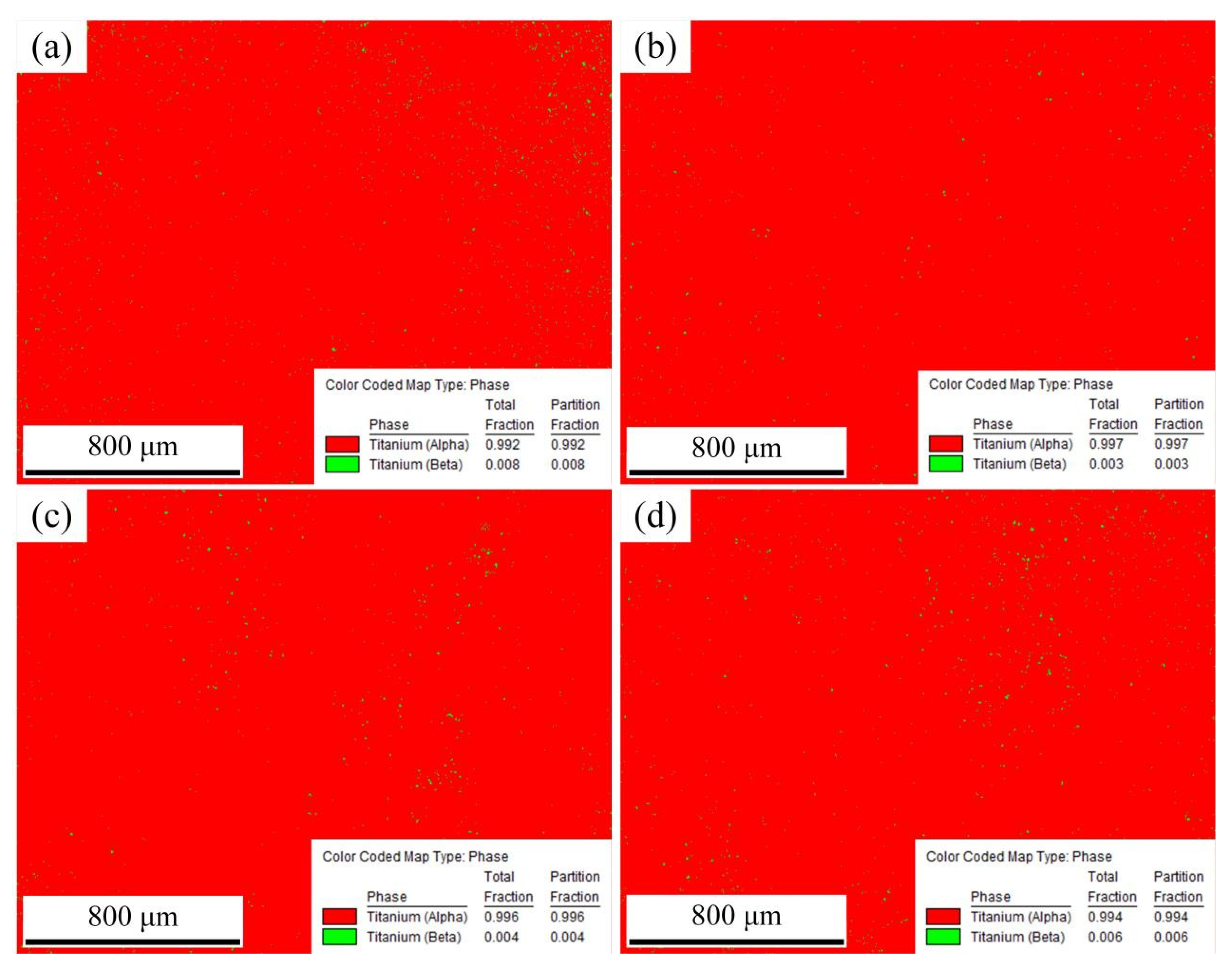
Figure 8 shows the images of phase distribution of the cross-section of the deposition layer obtained by using wire feeding speed of 4 m/min. α phase is shown in red and β phase is shown in green.
Figure 8a shows the phase distribution of the cross-section of the deposition layer in the MIG. The content of the α phase is 0.992, and the content of β phase is 0.008.
Figure 8b shows the phase distribution of the cross-section of the deposition layer in the M-MIG with the magnetic excitation current of 1A. The content of α phase is 0.997, and the content of β phase is 0.003. When the magnetic excitation current is increased to 2A, the content of the α phase is 0.995, and the content of β phase is 0.005, as shown in
Figure 8c. When the magnetic excitation current of 3A is used, the content of α phase is 0.995, and the content of β phase is 0.005, as shown in
Figure 8d. Therefore, it could be concluded that the influence of the magnetic field on phase content was not obvious and had no regularity.
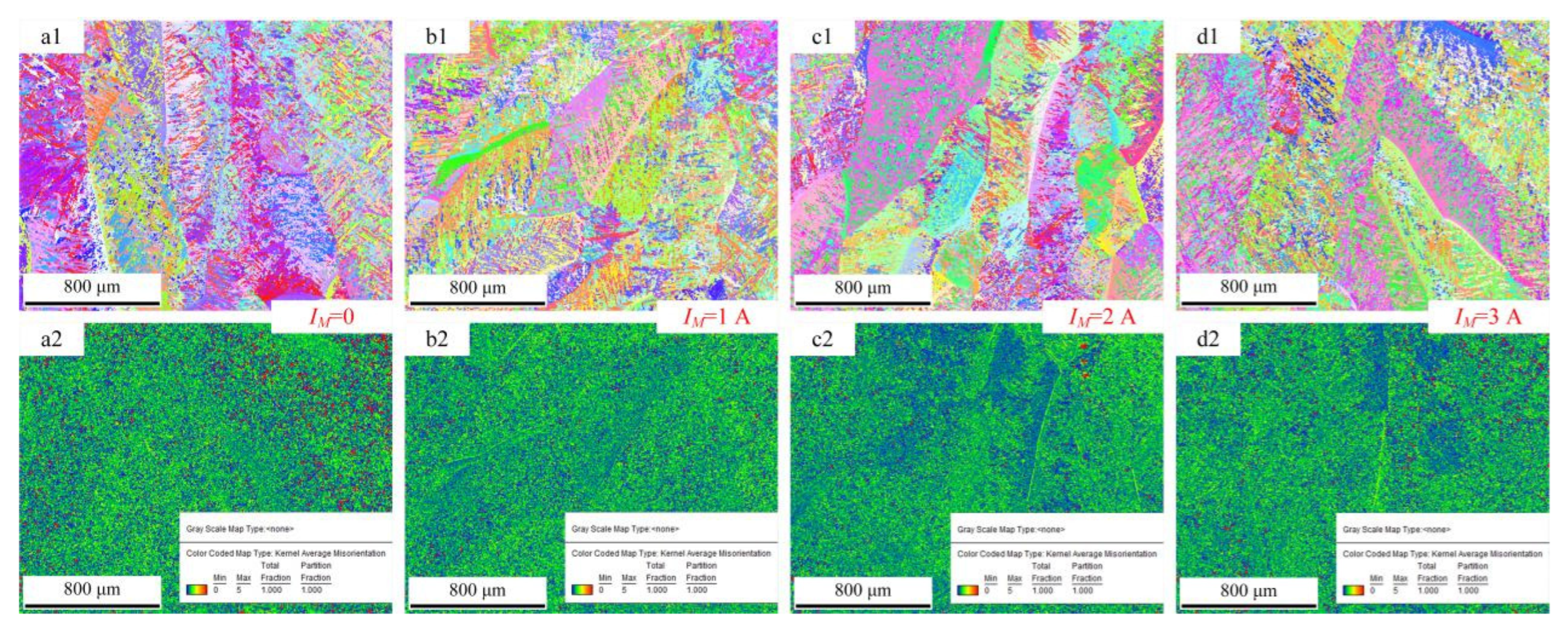
Figure 9 shows the images of grain morphology and misorientation of the cross-section of the deposition layer obtained by using wire feeding speed of 4 m/min.
Figure 9a1 shows the grain morphology of the cross-section of the deposition layer. The microstructures are mainly comprised of acicular martensite α’ and massive martensite α
m.
Figure 8 also confirmed this phenomenon. The martensite morphology was mainly related to the cooling rate during the phase transition [
17]. When the cooling rate was above 410 °C/s, the non-diffusible phase transition occurred, and acicular martensite α’ formed. When the cooling rate was less than 20 °C/s, the diffusible phase transition occurred, and Widmannstätten structure formed. When the cooling rate ranged from 20 °C/s to 410 °C/s, massive martensite formed. Moreover, increasing the cooling rate could refine the phase size. A comparison of the M-MIG with the MIG showed that the MIG grain size was greater than that of M-MIG. In addition, due to the rapid heat dissipation of the substrate, a high temperature gradient was easily obtained. Therefore, the coarse β grain of MIG grew along the <100> and obviously had a preferred orientation, as shown in
Figure 9a1. However, when the M-MIG is used, the coarse β grain is obviously reduced and transformed into a fine equiaxed grain, as shown in
Figure 9b1–d1.
Under the action of the external longitudinal magnetic field, the rotation of arc shape was obtained, which would fluctuate on the melt pool. At the same time, the magnetic field also affected the inside of the melt pool [
15]. The liquid metal inside the molten pool had a complex flow under the action of arc pressure, electromagnetic force, and other forces. Under the action of strong stirring, a forced convection process would be formed in the weld pool. The high temperature liquid melting pool metal has changing flowing direction under the action of the varying Lorentz force, which created a uniform distribution of temperature field and solute field obtained in the molten pool. Therefore, the preferential growth of grain was limited, and the flushing action of the fluid would also promote the formation of new crystal nuclei, which could increase the number of crystal nuclei in the unit area of the liquid molten pool.
Figure 9a2 shows the misorientation of the cross-section of the deposition layer. The red region expresses the larger misorientation. The green region expresses the smaller misorientation.
Figure 9a2 shows the misorientation of MIG. In this figure, a bigger red region is observed. β grain boundary is meant for larger misorientation. The larger misorientation in the M-MIG is less than that of MIG.
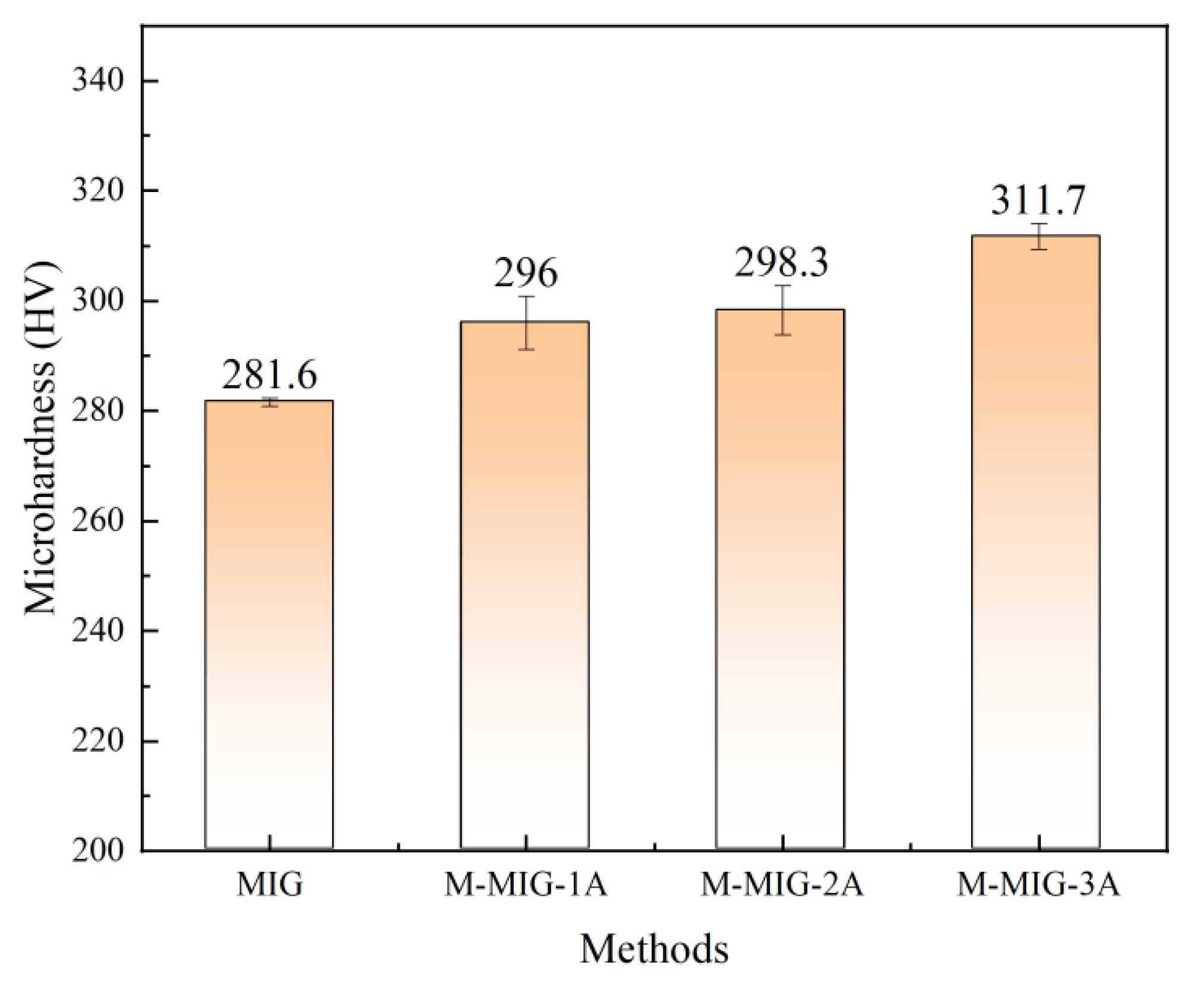
Figure 10 shows the average microhardness of the deposition layer obtained by using wire feeding speed of 4 m/min with different methods. The average microhardness of the deposition layer obtained by using MIG is 281.6HV. When the M-MIG with the magnetic excitation current of 1A is used, the average microhardness of the deposition layer is about 296 HV. When the M-MIG with the magnetic excitation current of 2 A and 3 A are used, the average microhardness of deposition layer is about 298.3 HV and 311.7 HV. It could be found that the average microhardness of M-MIG deposition layer was greater than that of the MIG, and the average microhardness of M-MIG deposition layer was increased with the increase of the magnetic excitation current. The causes for the change in microhardness could be summed up in two ways: first, the β grain was refined by using the magnetic field. According to the Hall–Petch formula, the microhardness was increased with the reduction of grain size [
18]. In this work, the grain size in the M-MIG was obviously less than that of the MIG. Refinement grain was good for improving the microhardness. In addition, the martensite α could also determine the change tendency of microhardness. The microhardness was increased with the amount of acicular martensite α’ [
10].














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}