1. Introduction
Nowadays, there is a growing interest in the development of biomaterials for various medical applications, such as orthopedics [
1], drug administration [
2,
3], dentistry [
4], tissue engineering [
5], and cardiovascular systems [
6]. These biomaterials aim to improve the quality of life and longevity of individuals, particularly in the context of chronic musculoskeletal diseases like osteoarthritis, which affects a significant portion of the population.
Biocompatibility is a crucial requirement for any biomaterial intended for medical use. Biocompatibility refers to the ability of a material to fulfill its function in medical treatment without causing adverse reactions in the body. To be successful, biomaterials must possess specific properties, including high ductility, fatigue and wear resistance, absence of cytotoxicity, a combination of high strength and low Young’s modulus similar to human cortical bone (ranging from 10 to 30 GPa), and the ability to integrate well with the surrounding bone.
While polymers and ceramics are commonly used biomaterials [
7], they often exhibit low mechanical strength and brittleness, limiting their applications in harsh conditions. Therefore, metallic materials, particularly titanium and its alloys [
8], have gained prominence in orthopedic surgery. Approximately 70–80% of implants are made from metallic biomaterials, such as 316L stainless steel, CoCrMo alloys, Ti6Al4V, and NiTi alloys [
9].
However, using metals as implants presents challenges as the higher elastic modulus of metals compared to bone can lead to stress shielding, causing osteoporosis due to the mismatch in mechanical properties. Moreover, many metallic biomaterials release toxic ions into adjacent tissues, exhibit poor wear and corrosion resistance, and may have low biocompatibility [
10]. To address these issues, the addition of alloying components that do not have harmful effects on the body has been explored [
11,
12].
Corrosion is a significant concern when using metallic implants, as it can lead to material deterioration and subsequent implant failure. To prevent corrosion, a protective film is usually formed on the material’s surface to make it impermeable to the surrounding environment. Titanium and its alloys have emerged as suitable biomaterials for various applications due to their biocompatibility, corrosion resistance, mechanical properties, low modulus of elasticity, and thermal stability [
13,
14,
15,
16]. Titanium’s ability to form a stable oxide coating on its surface contributes to its excellent corrosion resistance.
Different types of titanium-based alloys exist, including α, α + β, and β titanium alloys. The addition of alloying elements allows for the modification of alloy properties. α-stabilizers (C, N, O, Al) increase the allotropic transformation temperature, while β-stabilizers (V, Nb, Mo, Ta, Fe, Mn, Cr, Co, W, Ni, Cu, Si) decrease it [
8,
15,
17].
Titanium–molybdenum (Ti-Mo) alloys have gained attention as potential biomaterials due to their favorable mechanical and corrosion resistance. Ti-Mo alloys can form a stable oxide layer on their surface, protecting them from corrosion and degradation in aggressive environments [
18,
19,
20].
The design considerations for Ti-Mo-Zr alloys were based on several factors influenced by fabrication method [
21] or another alloying element, such as chromium [
22]. Titanium is considered to have extremely low toxicity for the human body and exhibits excellent interaction with bone due to its corrosion resistance and lack of rejection by the body. Molybdenum is a beta-stabilizing element with low toxicity and can help adjust the alloy’s mechanical properties to be more similar to human bone by decreasing the modulus of elasticity. Zirconium, a neutral stabilizer, is becoming increasingly desirable for medical applications due to its biocompatibility, low modulus of elasticity, and corrosion resistance [
23].
In recent years, Ti-Mo-Zr-Si alloys have been developed as potential biomaterials by incorporating small quantities of silicon into Ti-Mo-Zr alloys [
24]. Silicon is a biocompatible element found in human bone, and its addition to the alloy improves corrosion resistance, creep resistance at high temperatures, ductility, and strength. It also contributes to reducing the elastic modulus, making it closer to that of human bone [
25,
26]. The specific effects of silicon content on titanium alloys can vary depending on the other alloying elements, processing conditions, and the intended application of the alloy. Therefore, comprehensive testing and characterization are necessary to determine the optimal silicon content for a particular titanium alloy to achieve the desired properties.
In the current study, a Ti-15Mo-7Zr base alloy is considered, and we analyze the effect of the addition of silicon (with 0%, 0.50%, 0.75%, and 1.00% Si) in the microstructure, and the corrosion resistance, microhardness, and elastic modulus of the alloys obtained in an effort to develop new alloys for biomedical applications.
2. Materials and Methods
2.1. Material Preparation
The examined alloys’ chemical compositions (%wt) are shown in
Table 1. The alloys were produced using the arc remelting method in an argon environment. The melting process takes place under high vacuum conditions, achieved by utilizing a pump system to evacuate the working chamber. When the samples are melted, the presence of oxygen leads to a significant decrease in vacuum within the working chamber. Once the high vacuum is restored, argon is introduced into the working chamber, where the samples are melted, under atmospheric conditions. This approach ensures the proper temperature and facilitates easy handling of the samples, resulting in a high level of uniformity in their chemical composition.
The Faculty of Materials Science and Engineering at Gheorghe Asachi Technical University in Iasi, Romania, carried out this technique. The alloys were melted, then remelted six times (three times in each face), and finally formed into an ingot in order to obtain the proper homogeneity. Moreover, for their preparation and testing, Las Palmas de Gran Canaria University (Las Palmas de Gran Canaria, Spain) received a portion of the ingots.
Several operations were carried out as a first step to analyze the electrochemical, metallographic, bending, and microhardness properties of the studied samples, such as embedding the samples by adding epoxy resin or catalyst in a 4:1 ratio into a mold, which was demolded after 24 h. The specimens were then cut into 1 to 1.5 mm thick plates using a grinding wheel and jaws on a Buehler IsoMet 4000 precision saw (Chicago, IL, USA). For the mechanical and electrochemical testing, the sliced specimens were reassembled. The specimens were then polished using the Struers TegraPol-11 polishing machine (Copenhagen, Denmark) at a force of 20 N and at a speed of 300 rpm. The progressive carbide grinding method was utilized. Carbide abrasive sheets of increasing grit were utilized, beginning with 400 grits, and ending with P2500 grit. Finally, mirror polishing cloths with 0.1 μm α alumina suspension were utilized. These procedures for sample preparation for metallographic testing followed ASTM E3-11(2017) [
27]. In order to realize the mechanical tests, vertical slices with a thickness of about 2 mm were produced once more on the cutting machine.
2.2. Microstructure
The compounds and phases that make up a metallic substance are arranged spatially in metallography, together with any impurities or potential mechanical faults.
Images of the surfaces of every specimen were acquired using the Axio Vert.A1 MAT ZEISS optical metallographic microscope (Jena, Germany) to analyze the microstructure. At intervals of about 15 s, each sample was submerged in Kroll’s reagent, which is made of 20 mL glycerin, 30 mL hydrochloric acid, and 10 mL nitric acid, and the attacked surface was photographed. The test was carried out three times.
2.3. Electrochemical Tests
A sample was placed in an electrochemical cell with three electrodes for the electrochemical tests: the samples acted as the working electrodes, a saturated calomel electrode served as the reference electrode, and a platinum electrode acted as the counter electrode. The area of each sample was determined to run the tests. The mmol/L values of the Grifols Laboratories’ (Barcelona, Spain) Ringer solution were as follows: Na+ 129.9, Cl− 111.7, C3H5O3 27.2, K+ 5.4, and Ca2+ 1.8.
Corrosion Potential, Corrosion Rate, and Electrochemical Impedance Spectroscopy were performed by applying the BioLogic Essential SP-150 potentiostat (Seyssinet-Pariset, France). The tests were performed at 25 °C in aerated Ringer solution.
2.3.1. Corrosion Potential (Ecorr)
Applying the “Ecorr vs. Time” approach found in the Ec-Lab program, the 24 h corrosion potential of each sample was determined. Potential readings were taken every 300 s or every time there was a 100 mV change in potential. The collected data were analyzed, and a potential versus time graph was created.
2.3.2. Corrosion Rate (Vcorr)
The “Linear Polarization” approach was selected to carry out these experiments [
28], and the sample surface area value and the 20 min test period were entered to verify its viability. With data taken every 0.50 s, the potential scanning revealed a 0.167 mV/s time-variation relationship from −0.025 to 0.025 V against open circuit potential (OCP) and intensity maintained at 100 % during the potential scanning [
29]. Following the presentation of these linear polarization curves, EC-Lab’s “Tafel Fit” approach was used to obtain the corrosion rate estimates for each sample.
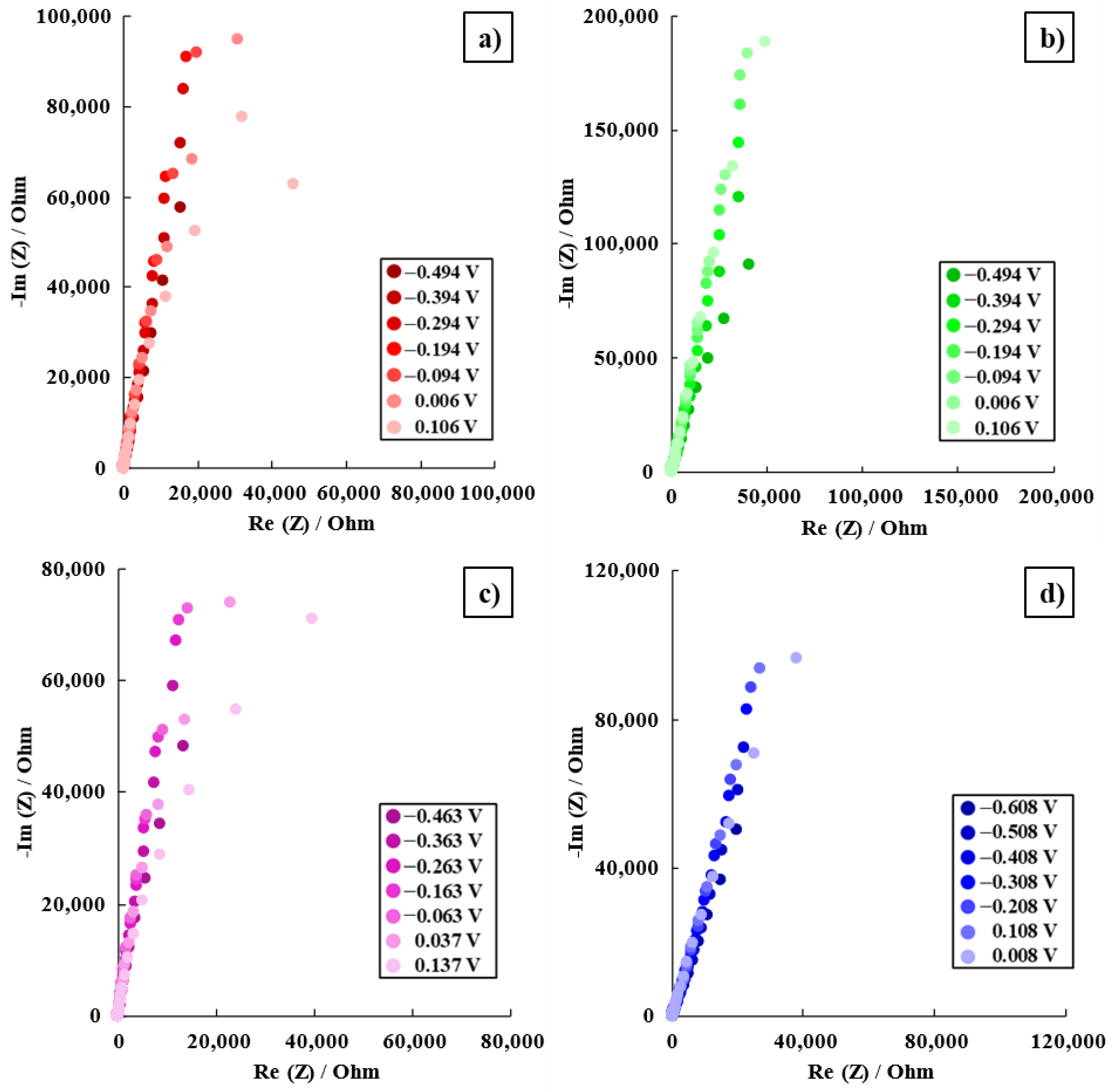
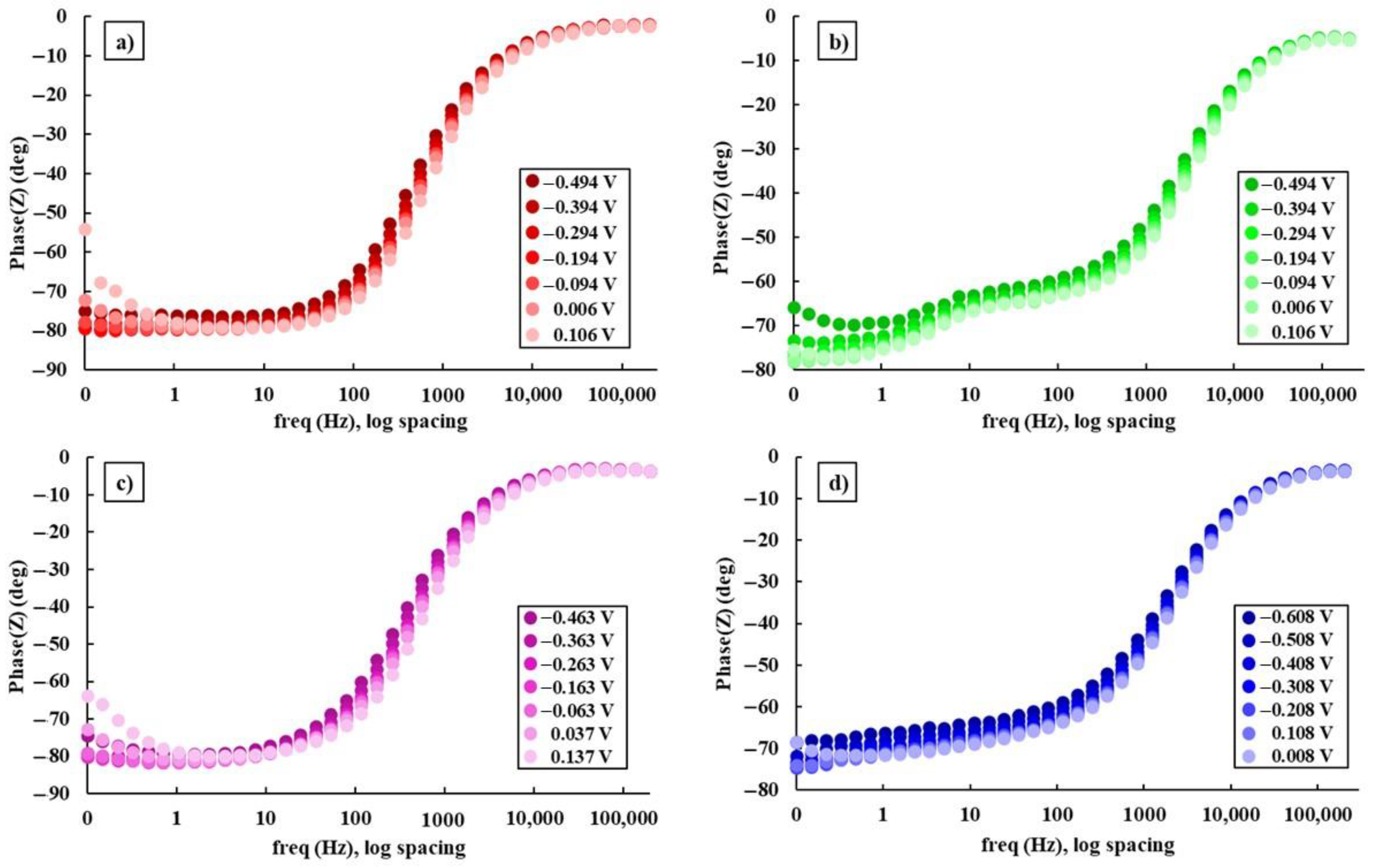
2.3.3. Electrochemical Impedance Spectroscopy (EIS)
The AC impedance measurements were recorded with an AC potential amplitude of 20 mV and single sine wave measurements were conducted at frequencies between 10
−1 and 2 × 10
−5 Hz. To analyze the characteristics of the oxide film, the impedance spectra were recorded at 7 different DC potentials around corrosion potential, in the range E
corr ± 300 mV, with a 100 mV step from E
corr, permitting the system to stabilize for 5 min at each potential. To represent these data, Nyquist and Bode diagrams were utilized, and for their simulation, equivalent circuits (EC) were employed [
30].
2.4. Three-Point Bending Test
The Bose ElectroForce
® 3100 machine (Framingham, MA, USA) was used to perform the three-point bending method; it complies with ISO 7438:2020 [
31] and has a 20 N force resistance limit.
In order to realize this methodology, each rectangular cross-section specimen was positioned at the extremities of the bottom shank of the testing apparatus, with a distance between supports ranging from 7.80 to 10.63 mm depending on the specimen length. During the experiment, the specimen was loaded vertically while moving at a 3 mm/s linear speed at its center until it reached its yield stress or broke. The obtained values of the applied force against the displacement of the samples were plotted, and their slope was calculated to establish the modulus of elasticity.
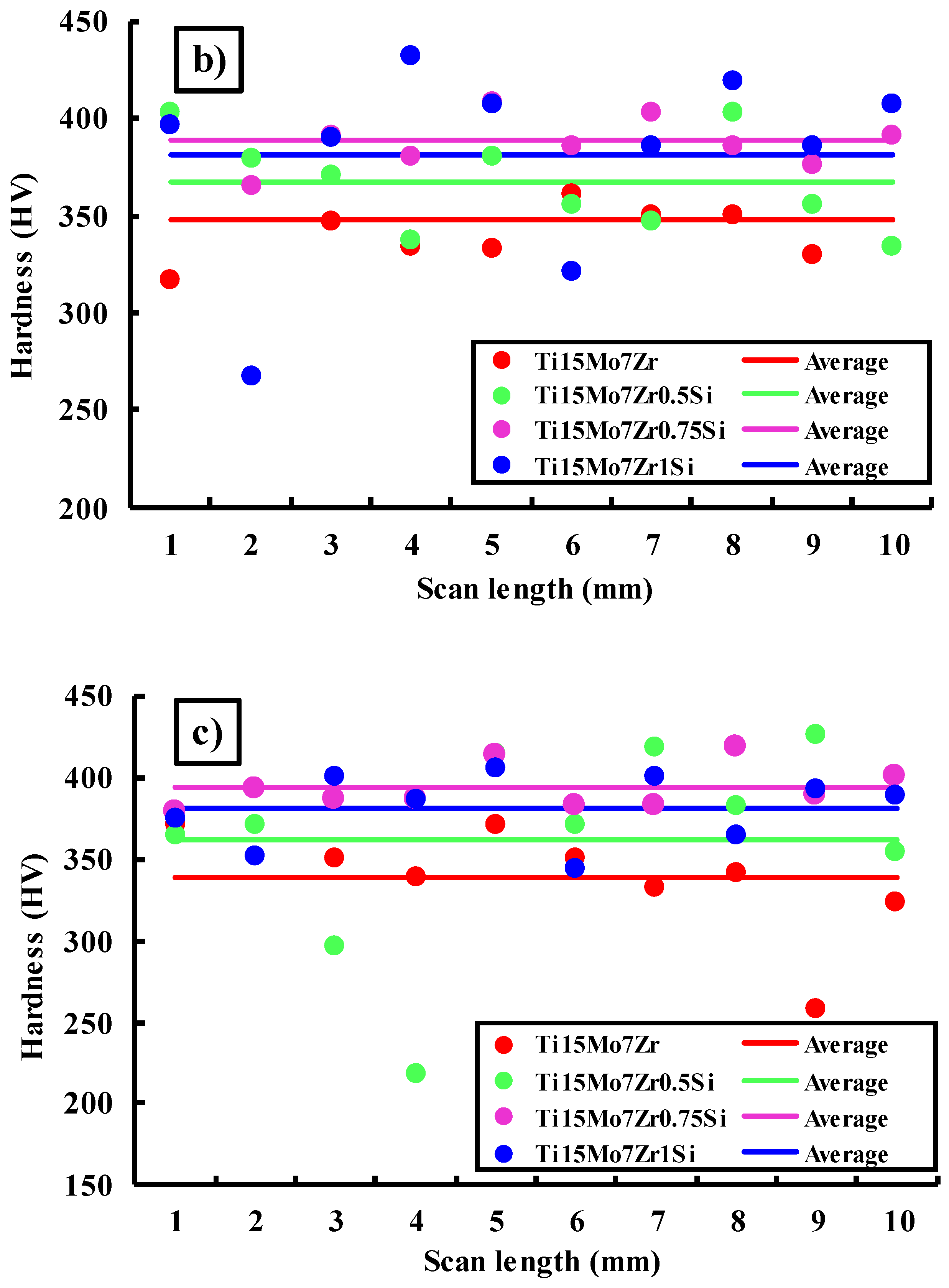
2.5. Microhardness Test
Using the Future Tech FM-810 hardness tester (Kawasaki, Japan), for each sample’s applied load, in this case 5, 25, and 50 gf, 10 measurements were taken, in accordance with ISO 14577-1:2015 [
32]. The mark may contain fragments of many phases as the stress rises, providing an approximation of the material’s total hardness. When relatively light weights are placed, it is likely that the mark will only be discovered in one phase, allowing the hardness of that phase to be assessed. The Vickers microhardness values were then computed automatically by the iVicky software (v2.0, Sinowon, Dongguan, China) using the observed diagonal lengths. The number of indents created was plotted against the scan length.



 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}