
Effect of Pulsed Current-Assisted Tension on the Mechanical Behavior and Local Strain of Nickel-Based Superalloy Sheet
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Method
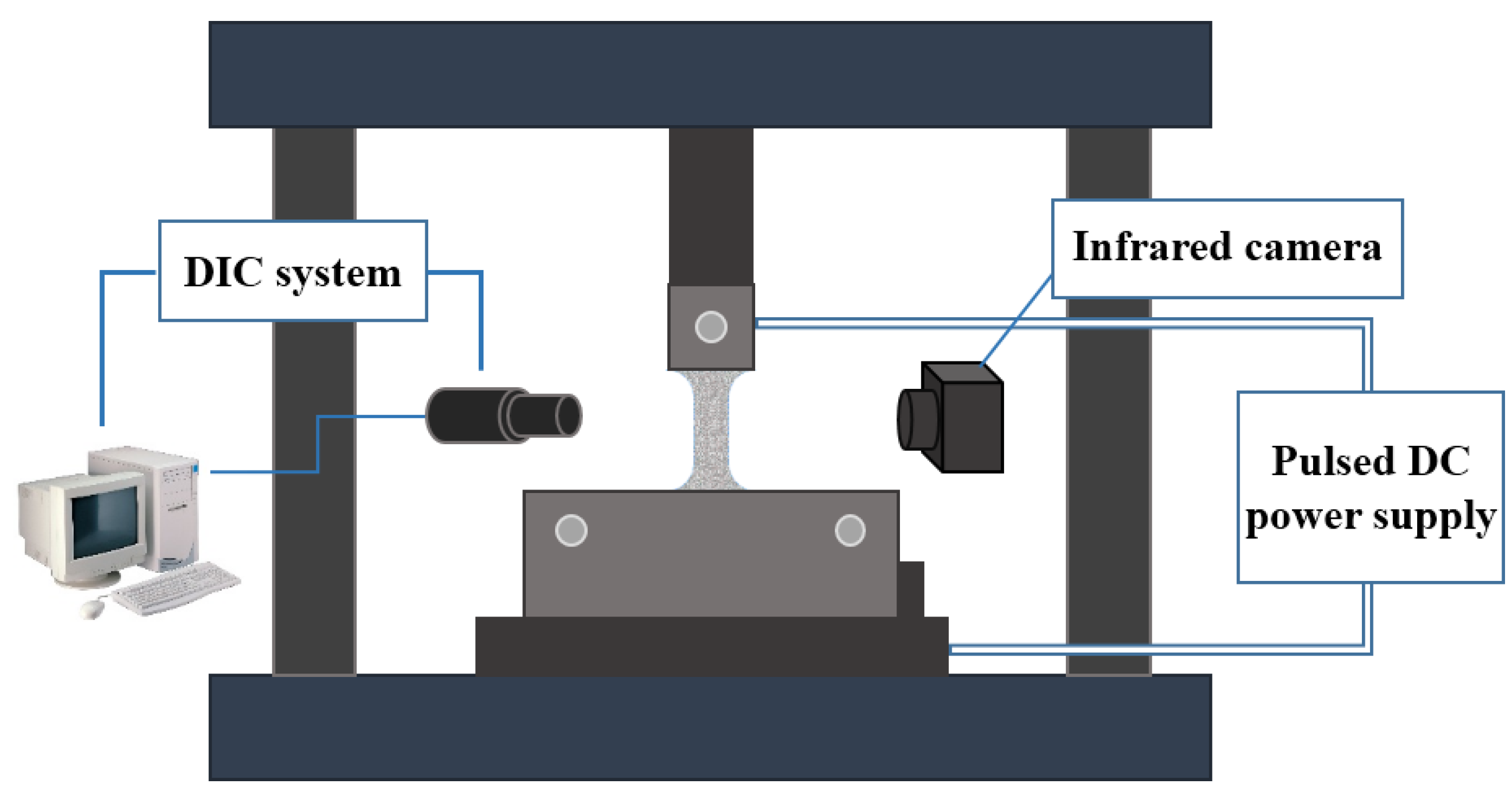
2.1. Experimental Equipment
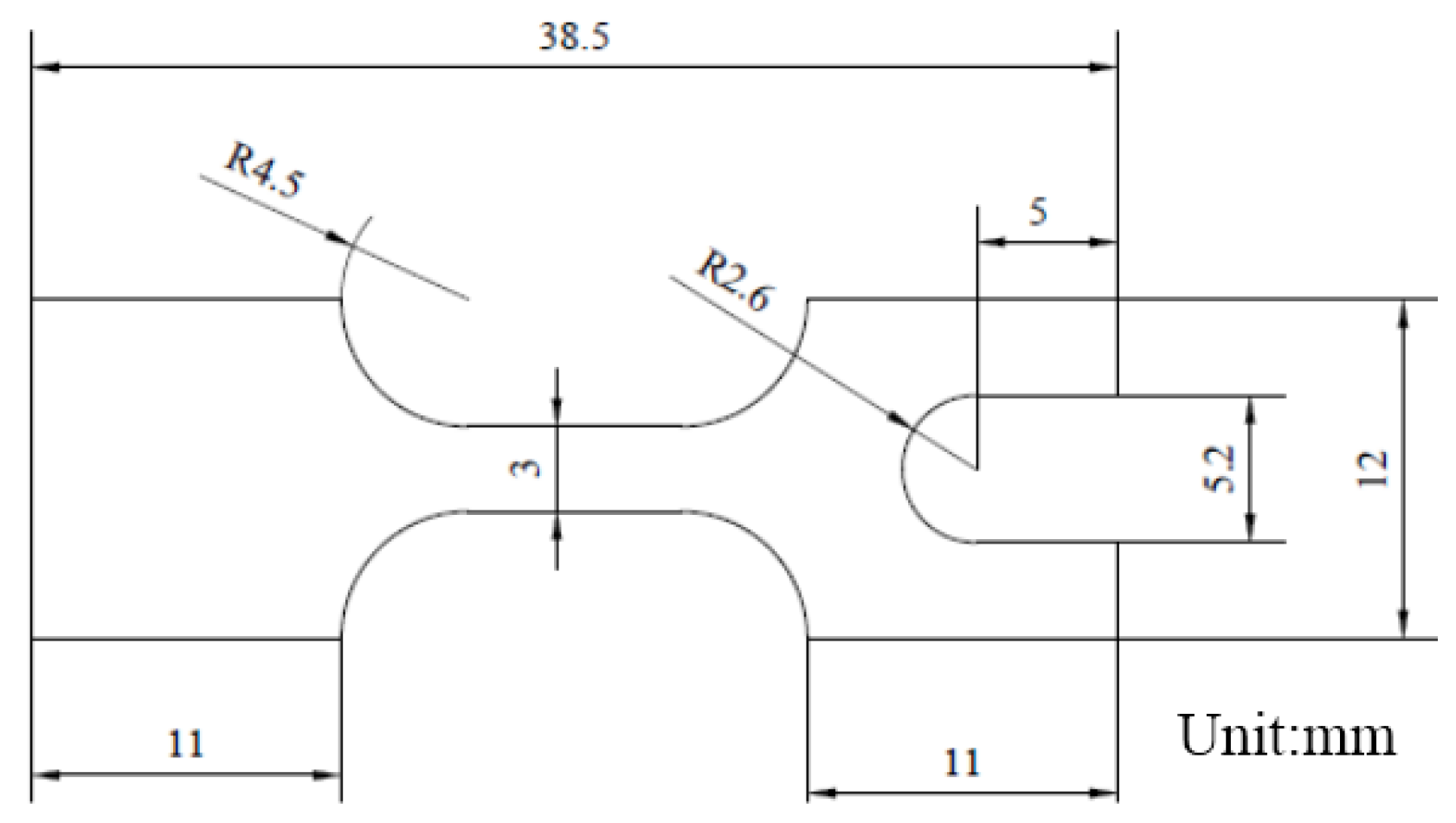
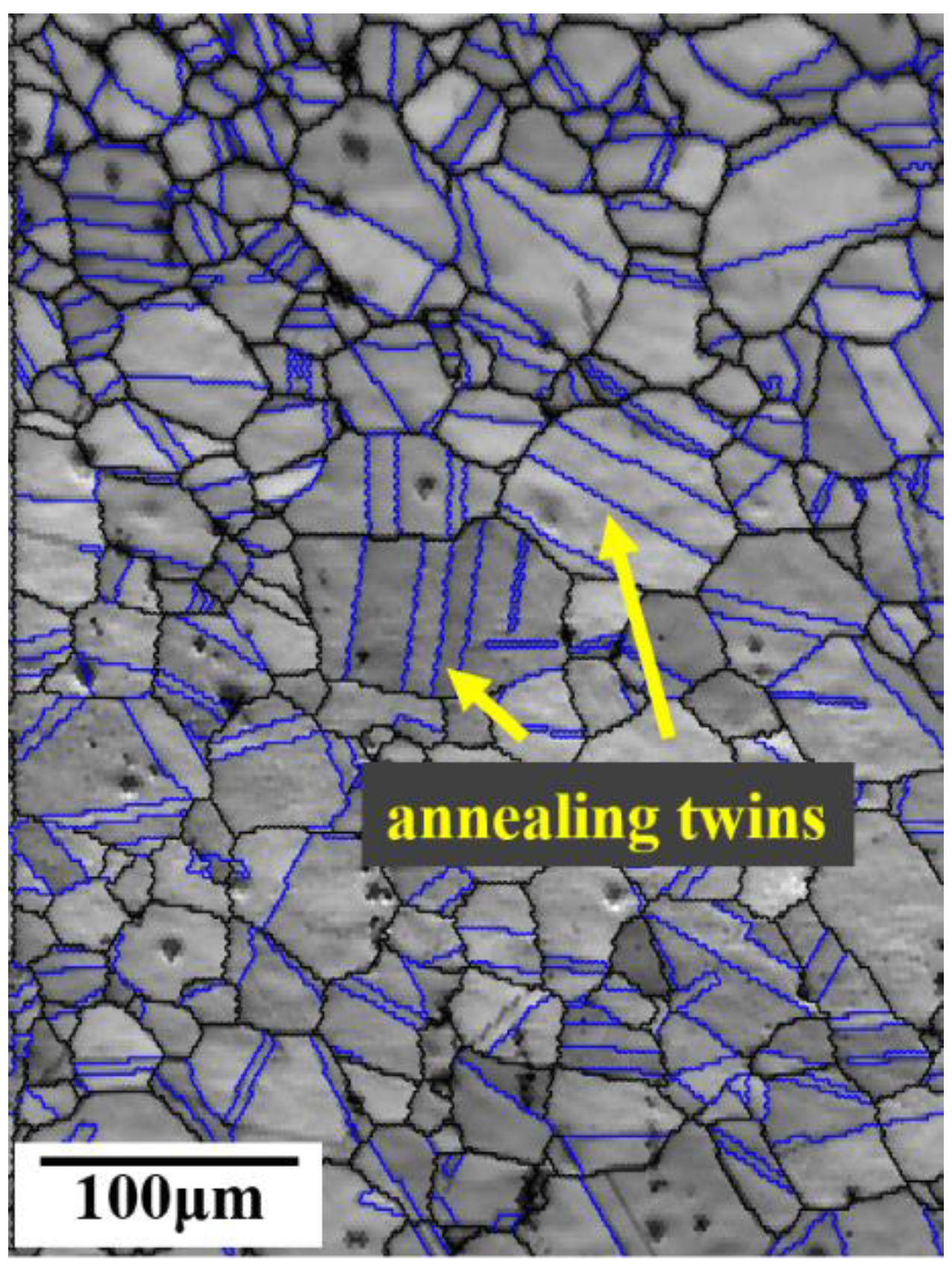
2.2. Experimental Material
3. Results and Discussion
3.1. Effect of High-Frequency Pulsed Current on the Tensile Mechanical Properties of Specimens
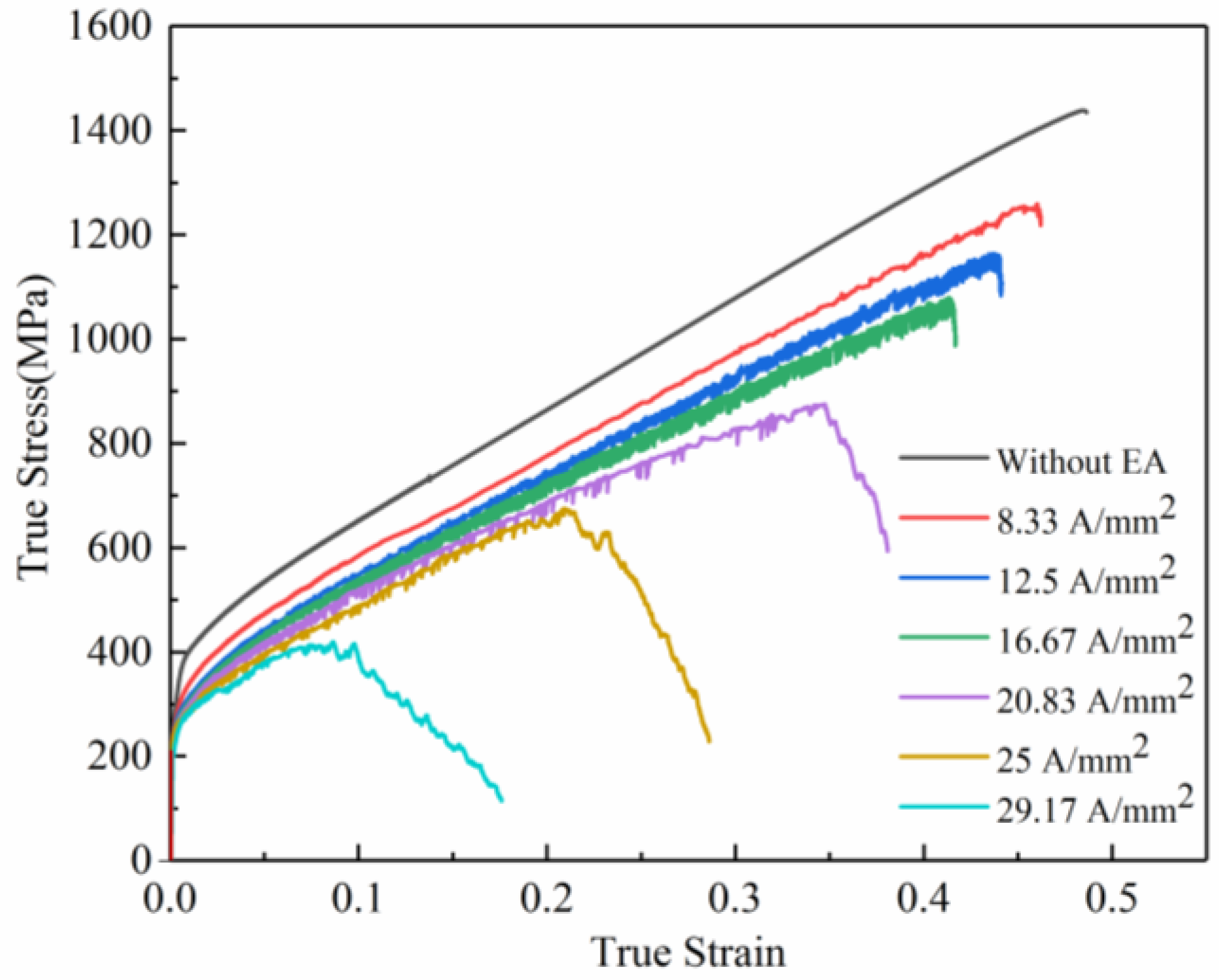
3.1.1. Effect of High-Frequency Pulsed Current on the Flow Behavior
3.1.2. Effect of High-Frequency Pulsed Current on Fracture Morphology
3.2. Effect of High-Frequency Pulsed Current on the Tensile Strain Distribution of the Specimens
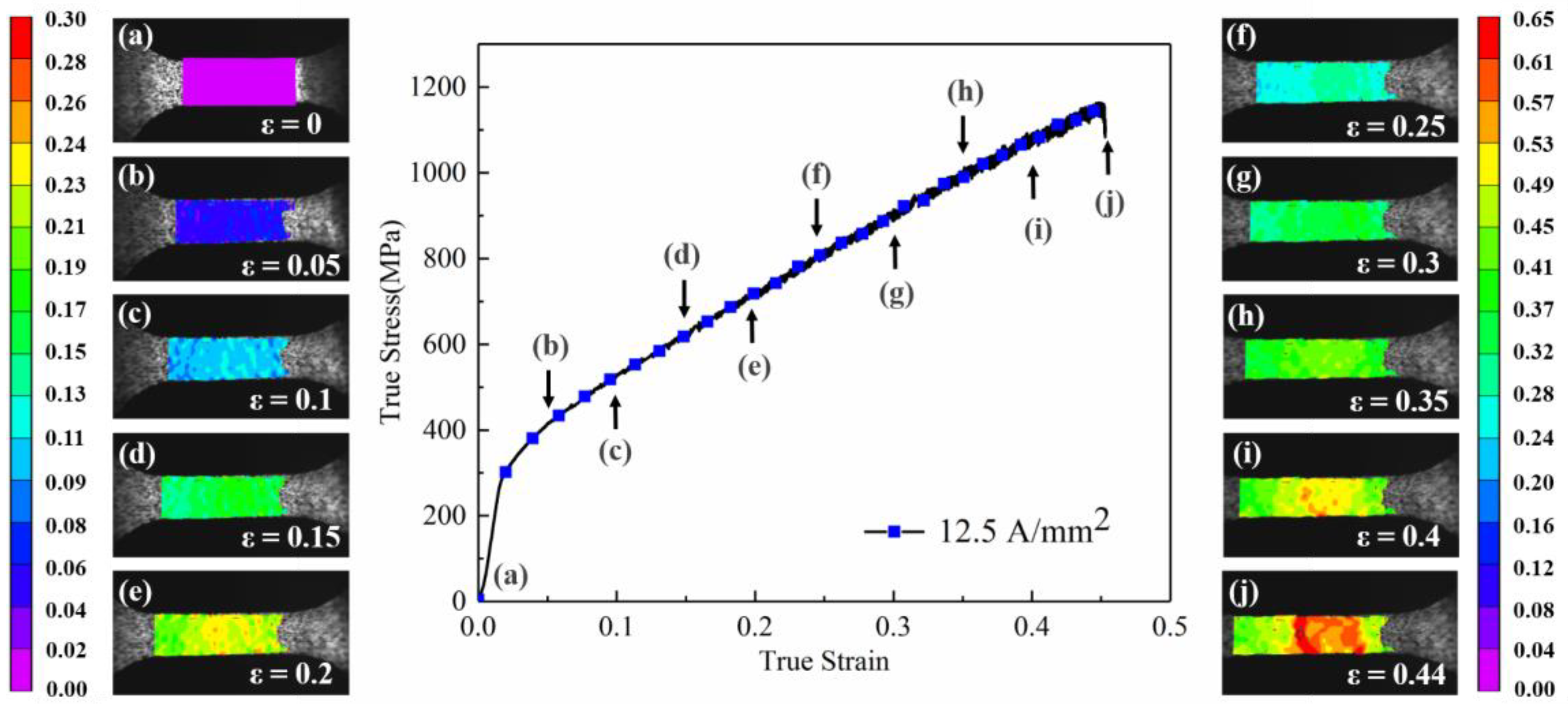
3.2.1. Effect of High-Frequency Pulsed Current on the Strain Surface Distribution
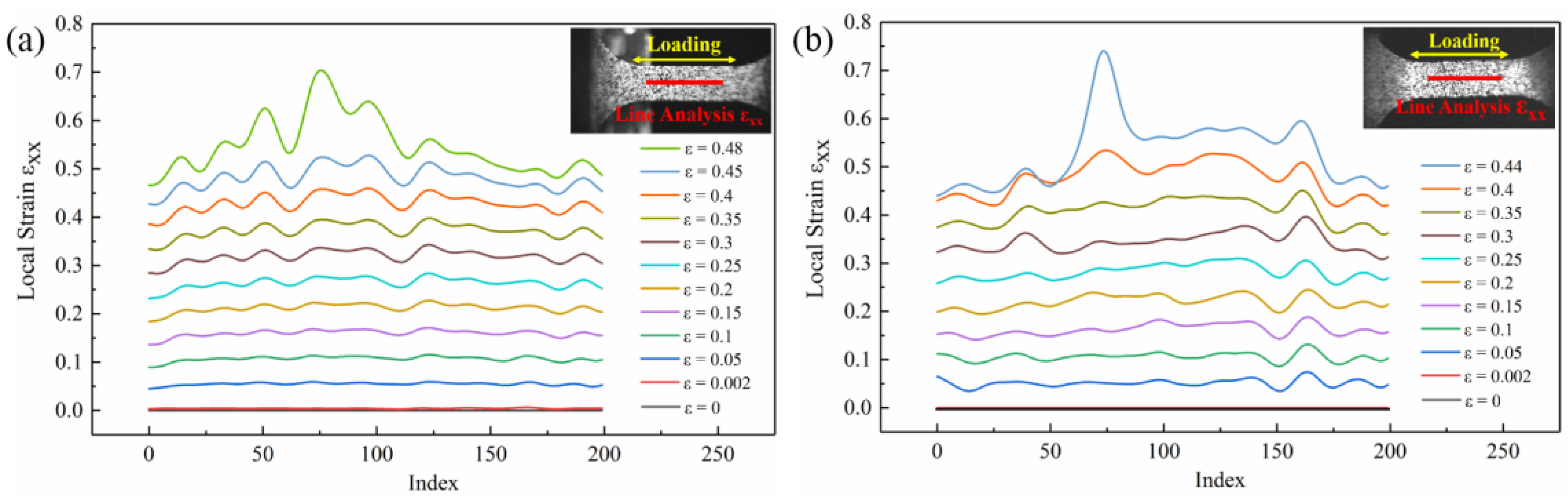
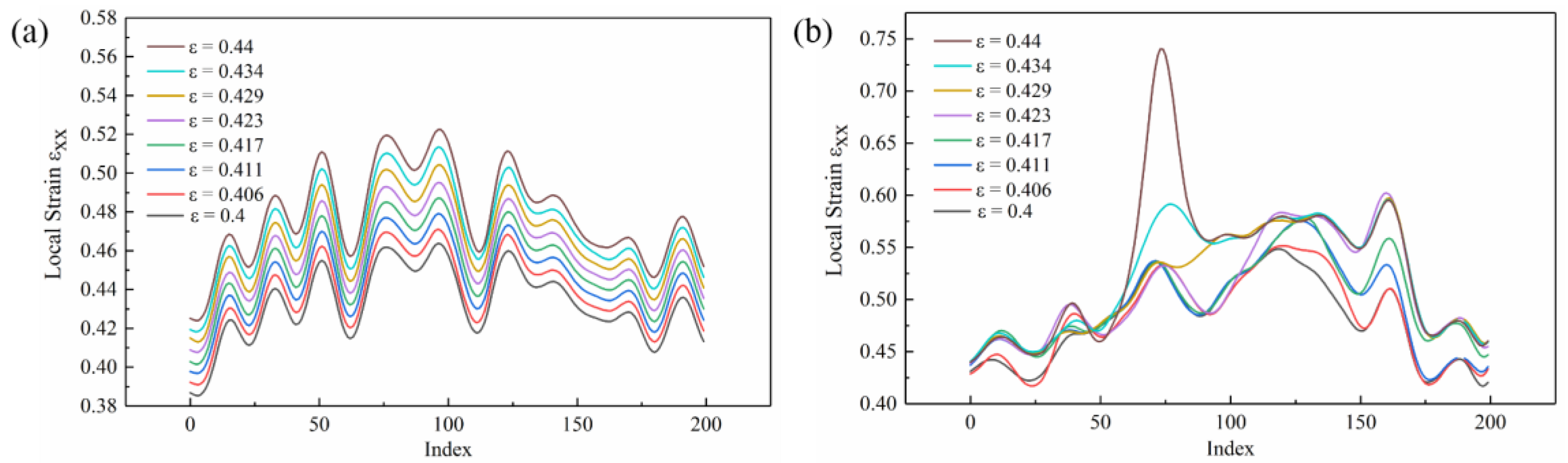
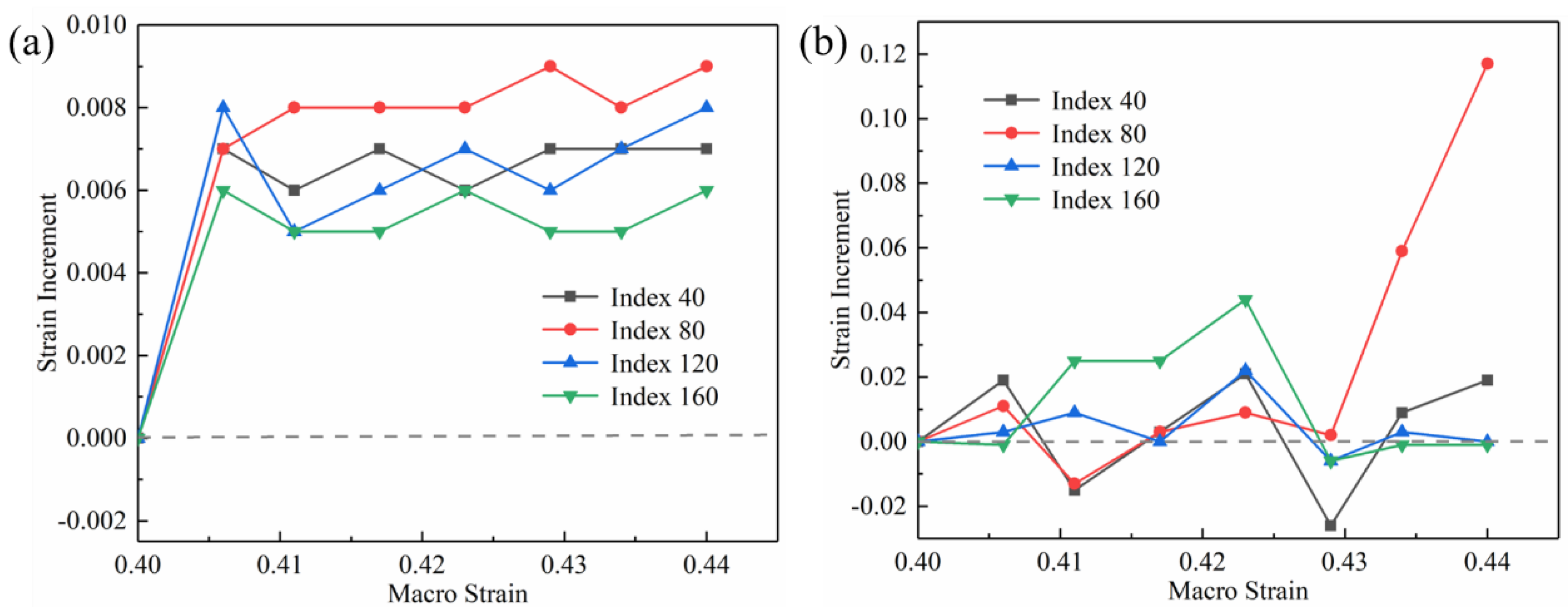
3.2.2. Effect of High-Frequency Pulsed Current on the Strain Line Distribution
4. Conclusions
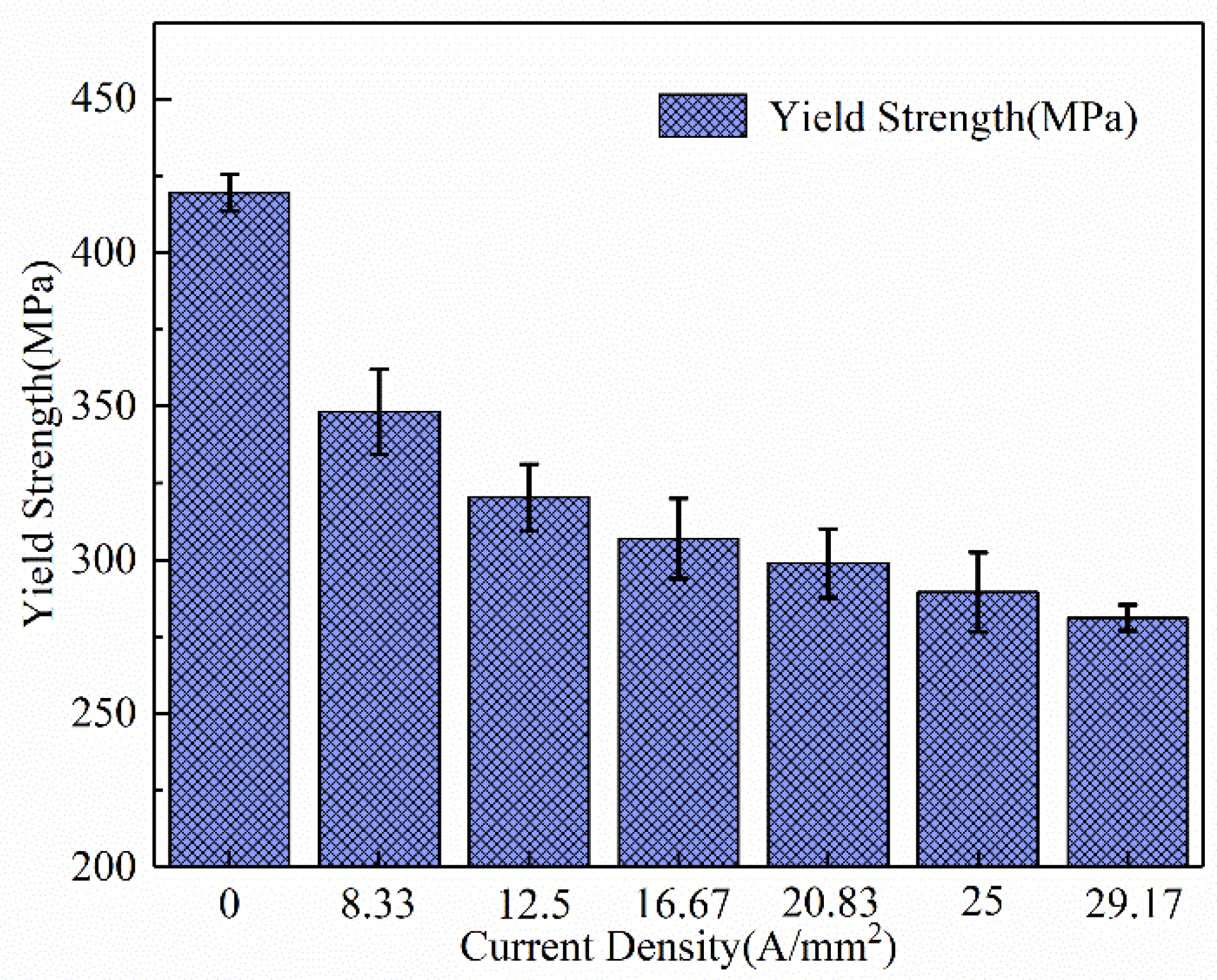
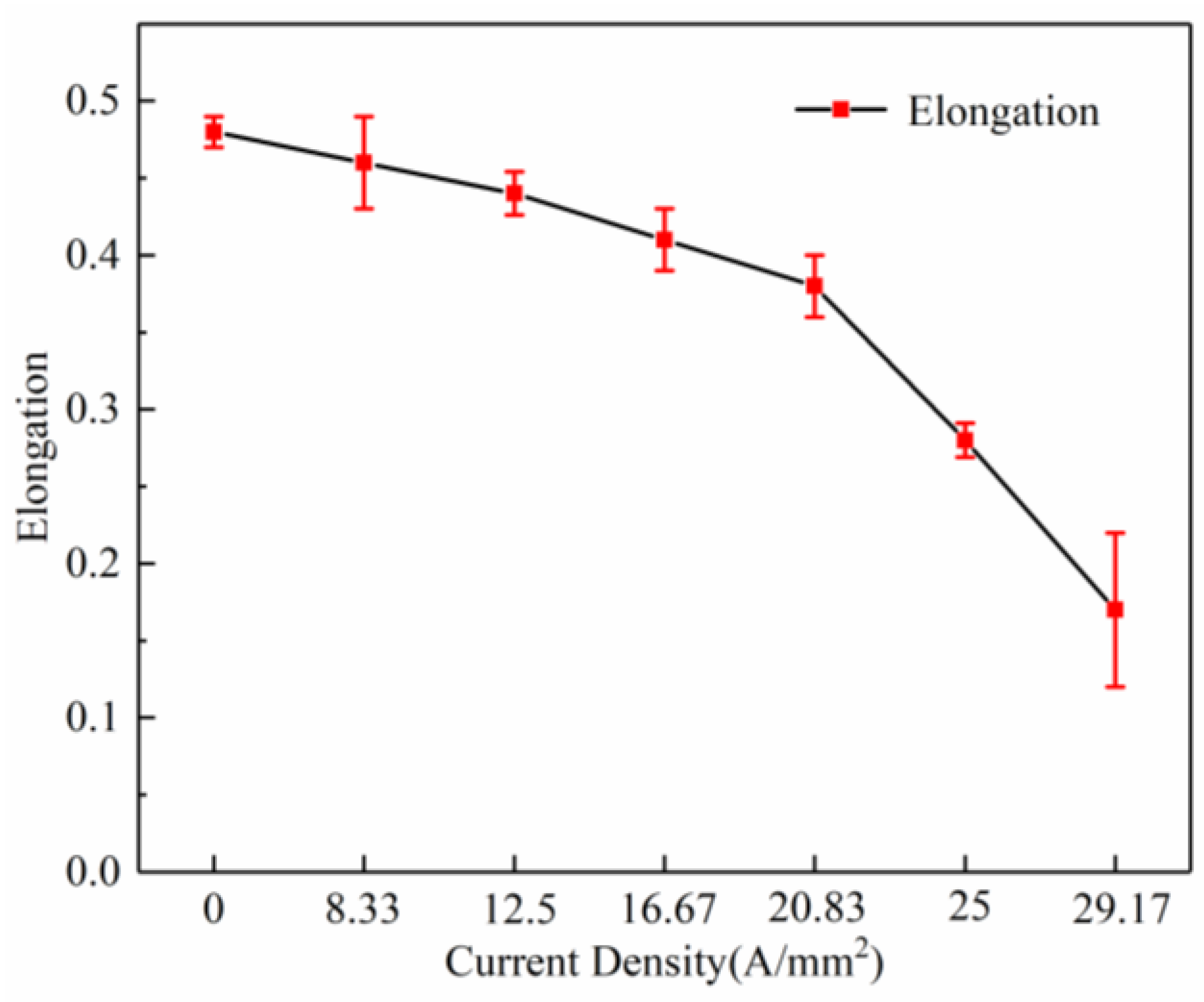
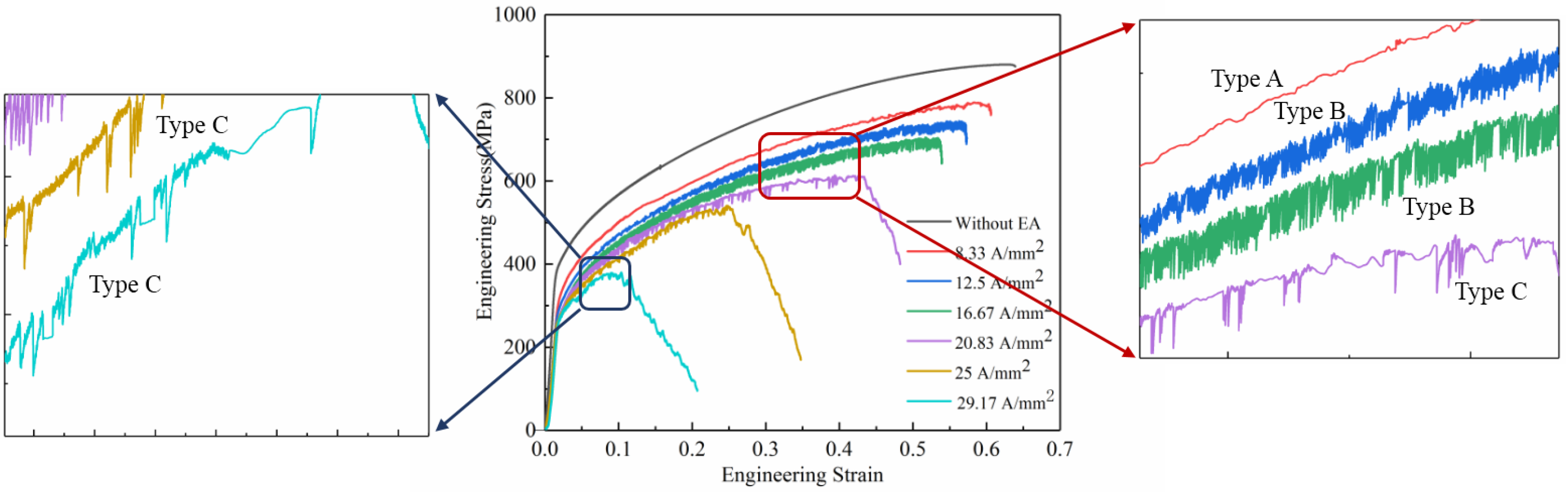
- With the assistance of the high-frequency pulse current, the yield strength and tensile strength decreased significantly. With the increase in the current density, the decrease in the flow stress increased. The phenomenon was mainly caused by the Joule heating effect and the electronic force caused by the applied electric field.
- The PLC phenomenon appeared in the high-frequency pulse current-assisted tensile test due to the interaction of the diffusion solute atoms on the dynamic pinning and release of moving dislocations. With the increase in the current density, different types of PLC appeared. This was caused by the change in the diffusion (vibrational ability) of the solute atoms under different current density parameters.
- After applying the high-frequency pulse current, the specimen temperature increased rapidly and increased slightly as the deformation continued. During the tensile test, the Joule heating temperature in the central region of the gauge was always the highest, and there was a local Joule heating effect.
- With the assistance of the high-frequency pulse current, there was a local uneven strain distribution in the specimen. This was because the current targeted the microscopic defects, resulting in an uneven temperature rise and local hot pressing stress.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- He, D.; Lin, Y.C.; Tang, Y.; Li, L.; Chen, J.; Chen, M.S.; Chen, X.M. Influences of solution cooling on microstructures, mechanical properties and hot corrosion resistance of a nickel-based superalloy. Mater. Sci. Eng. A 2019, 746, 372–383. [Google Scholar] [CrossRef]
- Chen, Y.-T.; Yeh, A.-C.; Li, M.-Y.; Kuo, S.-M. Effects of processing routes on room temperature tensile strength and elongation for Inconel 718. Mater. Des. 2017, 119, 235–243. [Google Scholar] [CrossRef]
- Petrů, J.; Pagáč, M.; Grepl, M. Laser beam drilling of Inconel 718 and its effect on mechanical properties determined by static uniaxial tensile testing at room and elevated temperatures. Materials 2021, 14, 3052. [Google Scholar] [CrossRef]
- Liu, X.; Fan, J.; Zhang, P.; Xie, J.; Chen, F.; Liu, D.; Yuan, R.; Tang, B.; Kou, H.; Li, J. Temperature dependence of deformation behavior, microstructure evolution and fracture mechanism of Inconel 625 superalloy. J. Alloy Compd. 2021, 869, 159342. [Google Scholar] [CrossRef]
- Roh, J.H.; Seo, J.J.; Hong, S.T.; Kim, M.J.; Han, H.H.; Roth, J.T. The mechanical behavior of 5052-H32 aluminum alloys under a pulsed electric current. Int. J. Plast. 2014, 58, 84–99. [Google Scholar] [CrossRef]
- Kim, M.J.; Lee, K.; Oh, K.H.; Choi, I.S.; Yu, H.H.; Hong, S.T.; Han, H.N. Electric current-induced annealing during uniaxial tension of aluminum alloy. Scripta Mater. 2014, 75, 58–61. [Google Scholar] [CrossRef]
- Li, C.; Tan, H.; Wu, W.M.; Zhao, S.; Zhang, H.B. Effect of electropulsing treatment on microstructure and tensile fracture behavior of nanocrystalline Ni foil. Mater. Sci. Eng. A 2016, 657, 347–352. [Google Scholar] [CrossRef]
- An, J.; Wang, L.; Song, X.; Liu, Y. New approach for plastic deformation behavior of GH4169 superalloy with in-situ electric-pulse current at 800 °C. Mater. Sci. Eng. A 2017, 707, 356–361. [Google Scholar] [CrossRef]
- Zhang, X.; Li, H.; Zhan, M.; Zheng, Z.; Gao, J.; Shao, G. Electron force-induced dislocations annihilation and regeneration of a superalloy through electrical in-situ transmission electron microscopy observations. Mater. Sci.Tech. 2020, 36, 5. [Google Scholar] [CrossRef]
- Liu, Y.Z.; Wan, M.; Meng, B. Multiscale modeling of coupling mechanisms in electrically assisted deformation of ultrathin sheets: An example on a nickel-based superalloy. Int. J. Mach. Tools Manuf. 2021, 162, 103689. [Google Scholar] [CrossRef]
- Xue, S.; Wang, C.; Chen, P.; Xu, Z.; Cheng, L.; Guo, B.; Shan, D. Investigation of electrically-assisted rolling process of corrugated surface microstructure with T2 copper foil. Materials 2019, 12, 4144. [Google Scholar] [CrossRef]
- Khalil, A.K.; Yip, W.; To, S. Theoretical and experimental investigations of magnetic field assisted ultra-precision machining of titanium alloys. J. Mater. Process. Technol. 2022, 300, 117429. [Google Scholar] [CrossRef]
- Ng, M.-K.; Li, L.; Fan, Z.; Gao, R.X.; Smith, E.F.; Ehmann, K.F.; Cao, J. Joining sheet metals by electrically-assisted roll bonding. CIRP Ann. 2015, 64, 273–276. [Google Scholar] [CrossRef]
- Jordan, A.; Kinsey, B.L. Investigation of thermal and mechanical effects during electrically-assisted microbending. J. Mater. Process. Technol. 2015, 221, 1–12. [Google Scholar] [CrossRef]
- Hameed, S.; Rojas, H.A.G.; Benavides, J.I.P.; Alberro, A.N.; Egea, A.J.S. Influence of the regime of electropulsing-assisted machining on the plastic deformation of the layer being cut. Materials 2018, 11, 886. [Google Scholar] [CrossRef] [PubMed]
- Lee, Y.J.; Wang, H. Current understanding of surface effects in micro-cutting. Mater. Des. 2020, 192, 108688. [Google Scholar] [CrossRef]
- Zhang, X.; Li, H.; Zhan, M. Mechanism for the macro and micro behaviors of the Ni-based superalloy during electrically-assisted tension: Local Joule heating effect. J. Alloy. Compd. 2018, 742, 480–489. [Google Scholar] [CrossRef]
- Hariharan, K.; Lee, M.-G.; Kim, M.-J.; Han, H.N.; Kim, D.; Choi, S. Decoupling thermal and electrical effect in an electrically assisted uniaxial tensile test using finite element analysis. Met. Mater. Trans. A 2015, 46, 3043–3051. [Google Scholar] [CrossRef]
- Waryoba, D.; Islam, Z.; Wang, B.; Haque, A. Low temperature annealing of metals with electrical wind force effects. J. Mater. Sci. Technol. 2019, 35, 465–472. [Google Scholar] [CrossRef]
- Rudolf, C.; Goswami, R.; Kang, W.; Thomas, J. Effects of electric current on the plastic deformation behavior of pure copper, iron, and titanium. Acta Mater. 2021, 209, 116776. [Google Scholar] [CrossRef]
- Troitskii, O.A. Electromechanical effect in metals. ZhETF Pisma Redaktsiiu 1969, 10, 18–22. [Google Scholar]
- Wang, X.; Xu, J.; Shan, D.; Guo, B.; Cao, J. Modeling of thermal and mechanical behavior of a magnesium alloy AZ31 during electrically-assisted micro-tension. Int. J. Plast. 2016, 85, 230–257. [Google Scholar] [CrossRef]
- Krishnaswamy, H.; Kim, M.J.; Hong, S.-T.; Kim, D.; Song, J.-H.; Lee, M.-G.; Han, H.N. Electroplastic behaviour in an aluminium alloy and dislocation density based modelling. Mater. Des. 2017, 124, 131–142. [Google Scholar] [CrossRef]
- Zhao, S.; Zhang, R.; Chong, Y.; Li, X.; Abu-Odeh, A.; Rothchild, E.; Chrzan, D.C.; Asta, M.; Morris, J.W.; Minor, A.M. Defect reconfiguration in a Ti–Al alloy via electroplasticity. Nat. Mater. 2021, 20, 468–472. [Google Scholar] [CrossRef]
- Kim, M.-J.; Lee, M.-G.; Hariharan, K.; Hong, S.-T.; Choi, I.-S.; Kim, D.; Oh, K.H.; Han, H.N. Electric current–assisted deformation behavior of Al-Mg-Si alloy under uniaxial tension. Int. J. Plast. 2017, 94, 148–170. [Google Scholar] [CrossRef]
- Fu, S.; Cheng, T.; Zhang, Q.; Hu, Q.; Cao, P. Two mechanisms for the normal and inverse behaviors of the critical strain for the Portevin–Le Chatelier effect. Acta Mater. 2012, 60, 6650–6656. [Google Scholar] [CrossRef]
- Maj, P.; Zdunek, J.; Gizynski, M.; Mizera, J.; Kurzydlowski, K.J. Statistical analysis of the Portevin–Le Chatelier effect in Inconel 718 at high temperature. Mater. Sci. Eng. A 2014, 619, 158–164. [Google Scholar] [CrossRef]
- Hrutkay, K.; Kaoumi, D. Tensile deformation behavior of a nickel based superalloy at different temperatures. Mater. Sci. Eng. A 2014, 599, 196–203. [Google Scholar] [CrossRef]
- Van den Beukel, A. Theory of the effect of dynamic strain aging on mechanical properties. Phys. Status Solidi 1975, 30, 197–206. [Google Scholar] [CrossRef]
- Liu, Y.Z.; Meng, B.; Du, M.; Wan, M. Electroplastic effect and microstructural mechanism in electrically assisted deformation of nickel-based superalloys. Mater. Sci. Eng. A 2022, 840, 142975. [Google Scholar] [CrossRef]
- He, G.; Wang, B.; Guo, X.; Yang, F.; Guo, J.; Zhou, B. Investigation of thermal expansion measurement of brass strip H62 after high current density electropulsing by the CCD technique. Mater. Sci. Eng. A 2000, 292, 183–188. [Google Scholar] [CrossRef]
- Yang, C.L.; Yang, H.J.; Zhang, Z.J.; Zhang, Z.F. Recovery of tensile properties of twinning-induced plasticity steel via electropulsing induced void healing. Scripta Mater. 2018, 147, 88–92. [Google Scholar] [CrossRef]
- Chen, W.; Xu, J.; Ding, C.; Shan, D.; Guo, B.; Langdon, T.G. Fracture mechanism of electrically-assisted micro-tension in nanostructured titanium using synchrotron radiation X-ray tomography. Scripta Mater. 2023, 222, 114997. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Xu, J.; Guo, B.; Shan, D. Effect of Pulsed Current-Assisted Tension on the Mechanical Behavior and Local Strain of Nickel-Based Superalloy Sheet. Materials 2023, 16, 1589. https://doi.org/10.3390/ma16041589
Chen Y, Xu J, Guo B, Shan D. Effect of Pulsed Current-Assisted Tension on the Mechanical Behavior and Local Strain of Nickel-Based Superalloy Sheet. Materials. 2023; 16(4):1589. https://doi.org/10.3390/ma16041589
Chicago/Turabian StyleChen, Yuxi, Jie Xu, Bin Guo, and Debin Shan. 2023. "Effect of Pulsed Current-Assisted Tension on the Mechanical Behavior and Local Strain of Nickel-Based Superalloy Sheet" Materials 16, no. 4: 1589. https://doi.org/10.3390/ma16041589