
Effect of Rolling Process and Aging on the Microstructure and Properties of Cu-1.0Cr-0.1Zr Alloy
 ,
,
Abstract
:1. Introduction
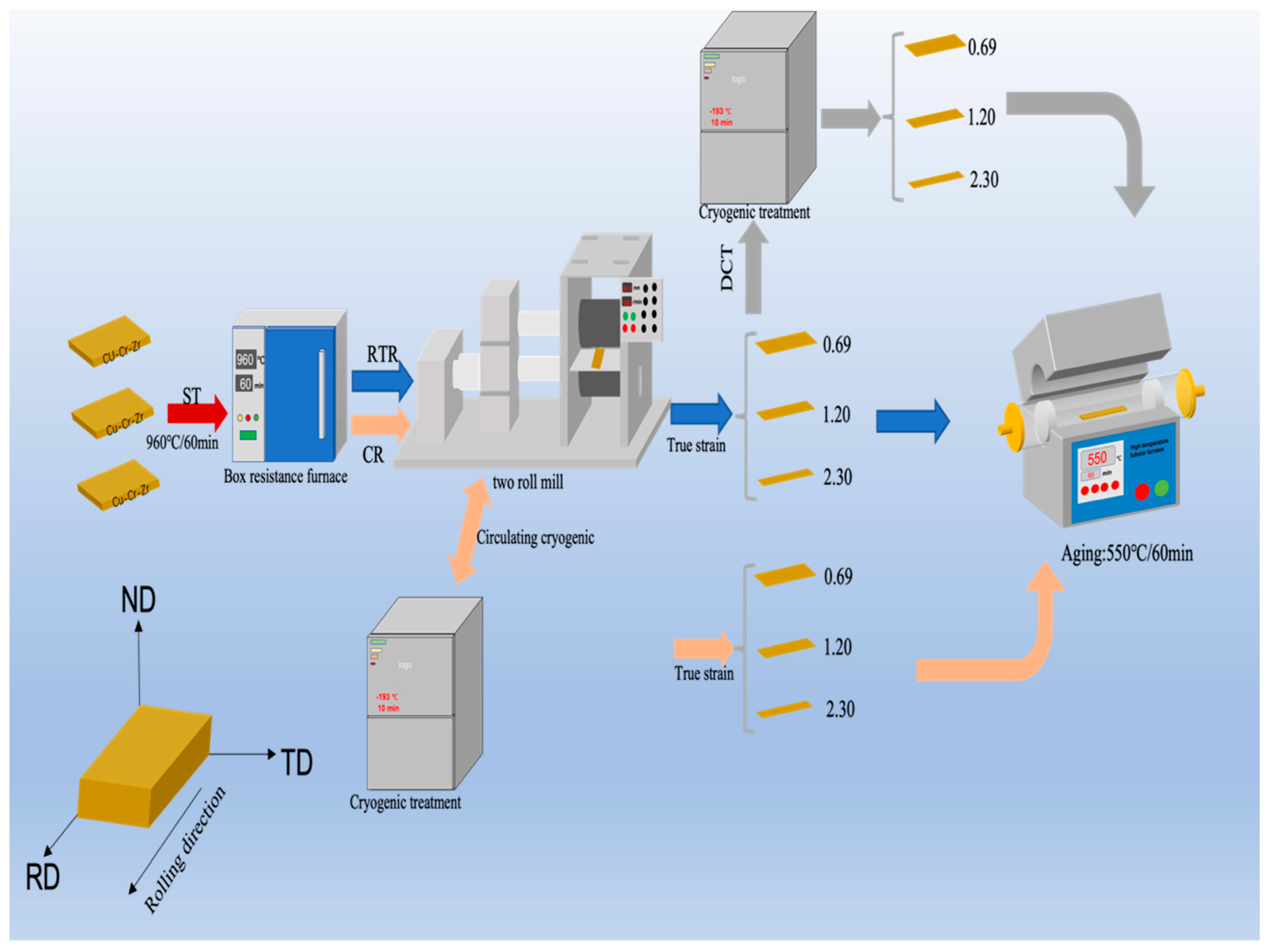
2. Experimental Material and Procedures
3. Results and Discussion
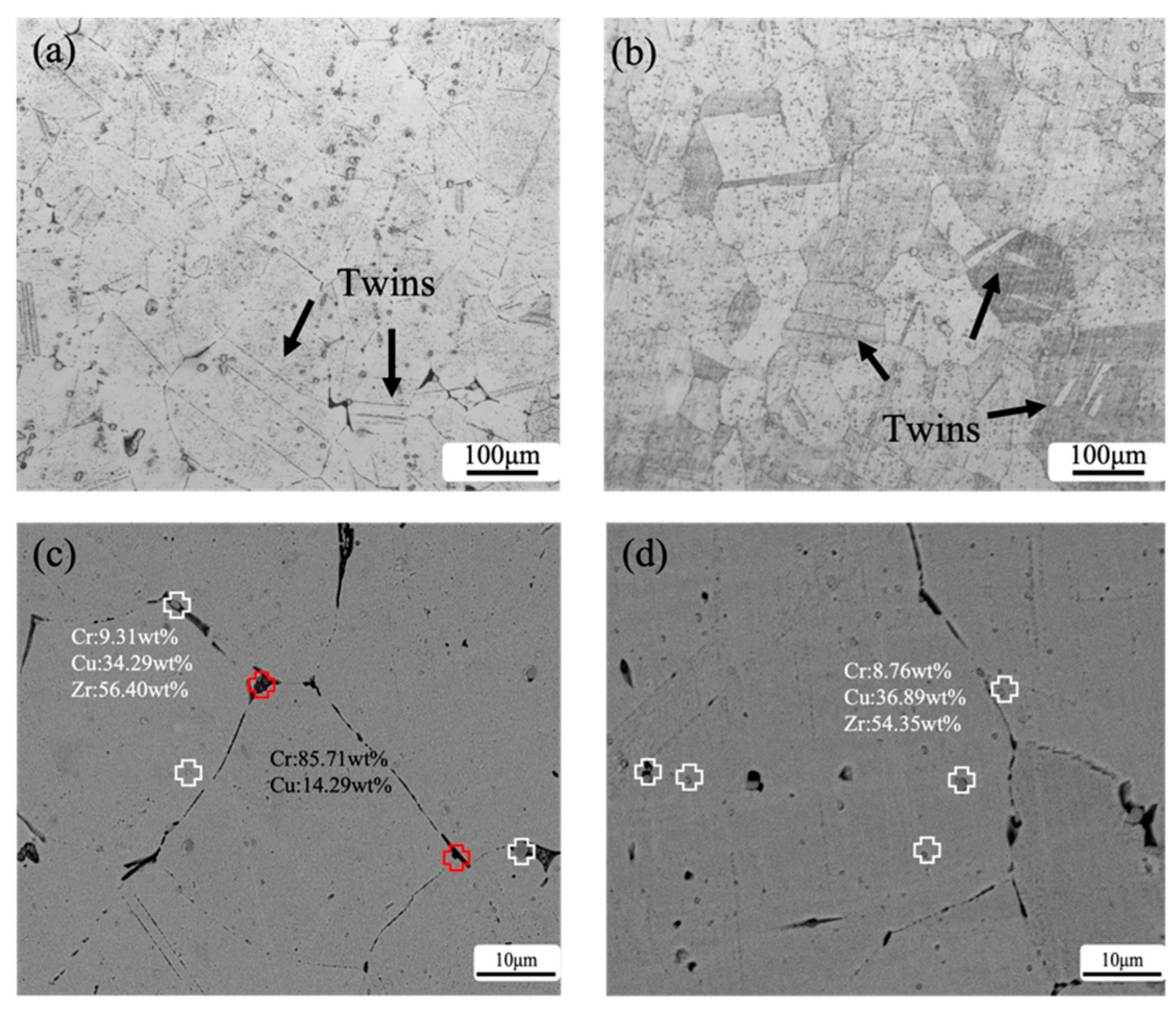
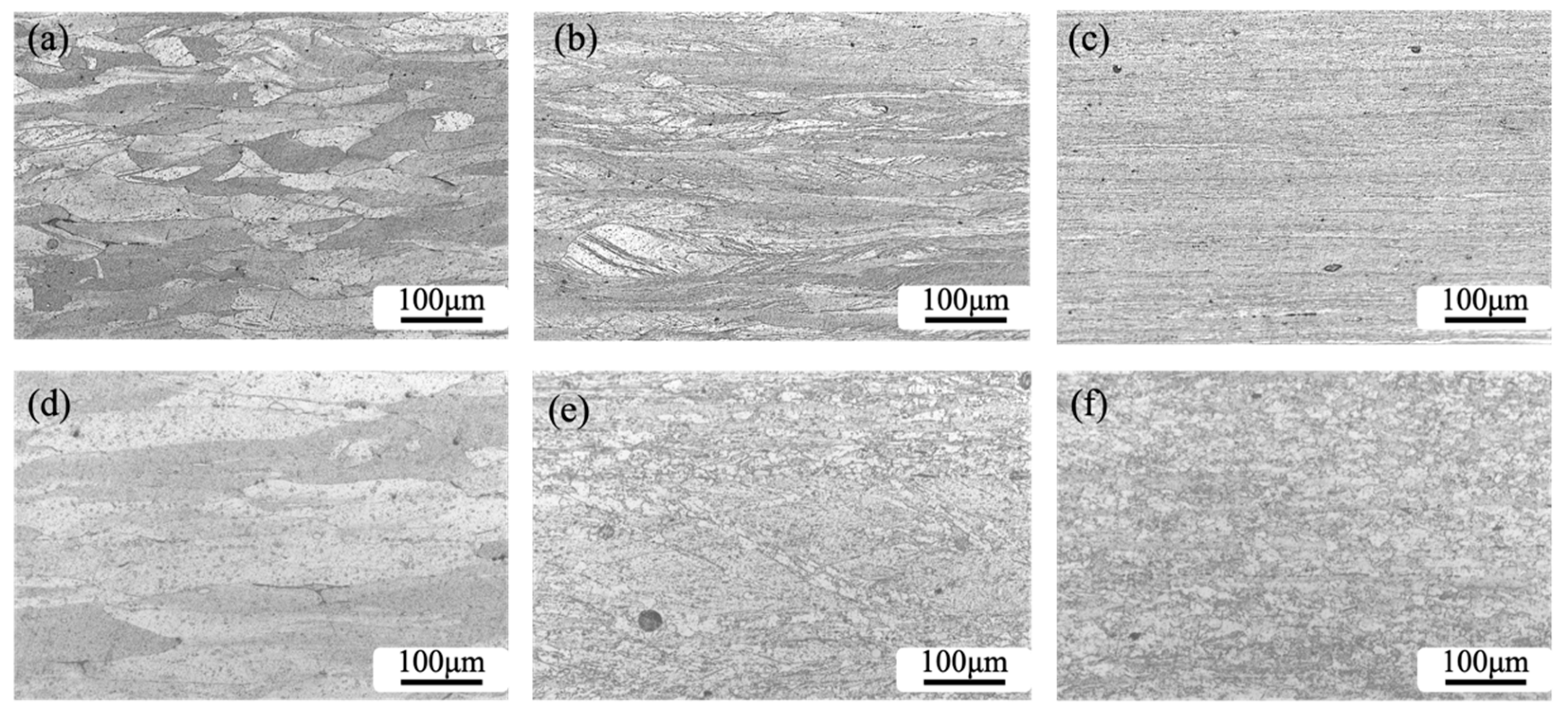
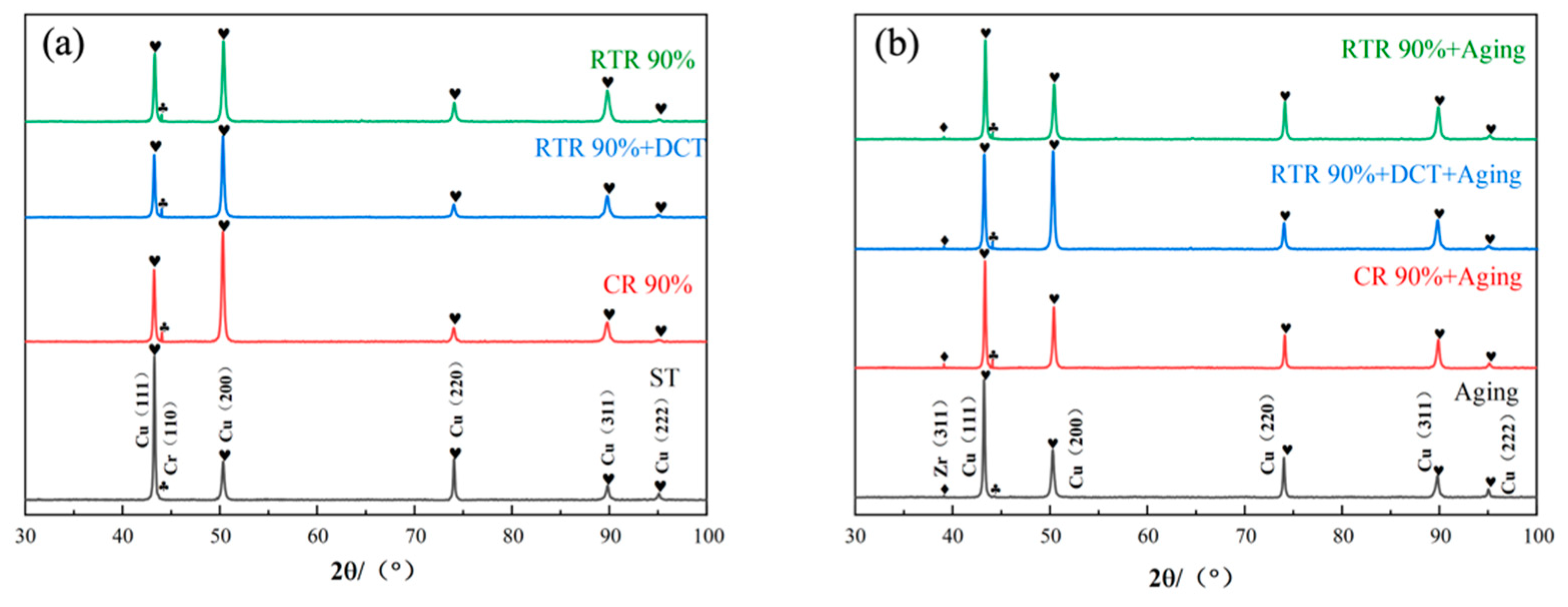
3.1. Microstructure and Phase Analysis
3.2. Mechanical Properties and Microhardness
3.3. Fracture Morphology Analysis
3.4. Friction and Wear
4. Conclusions
- After different rolling treatments, the alloy plate transforms from equiaxed to layered when the crystal grains are in a solid solution state. Compared with the RTR and RTR + DCT treatments, the CR treatment resulted in a higher degree of grain fragmentation and promoted the precipitation of Cr phase. After aging treatment, the Cu-Zr mesophase compounds in the microstructure increased, and the alloys treated by CR and RTR + DCT showed partial recrystallization, and the number of twins in the CR alloy plate was more than that of RTR + DCT.
- Different rolling processes have different effects on the properties of the alloy plates. RTR can improve the mechanical properties and hardness of the plates, but the tensile strength of the alloy plates after CR treatment reaches 553 MPa, which is 71 MPa higher than that of the RTR alloy plates. After aging at 550 °C for 60 min, the tensile strength of the RTR + DCT and CR alloy plates did not increase significantly, but the elongation increased significantly. The elongation of RTR + DCT reached 47.3%, which was three times that of the rolled state.
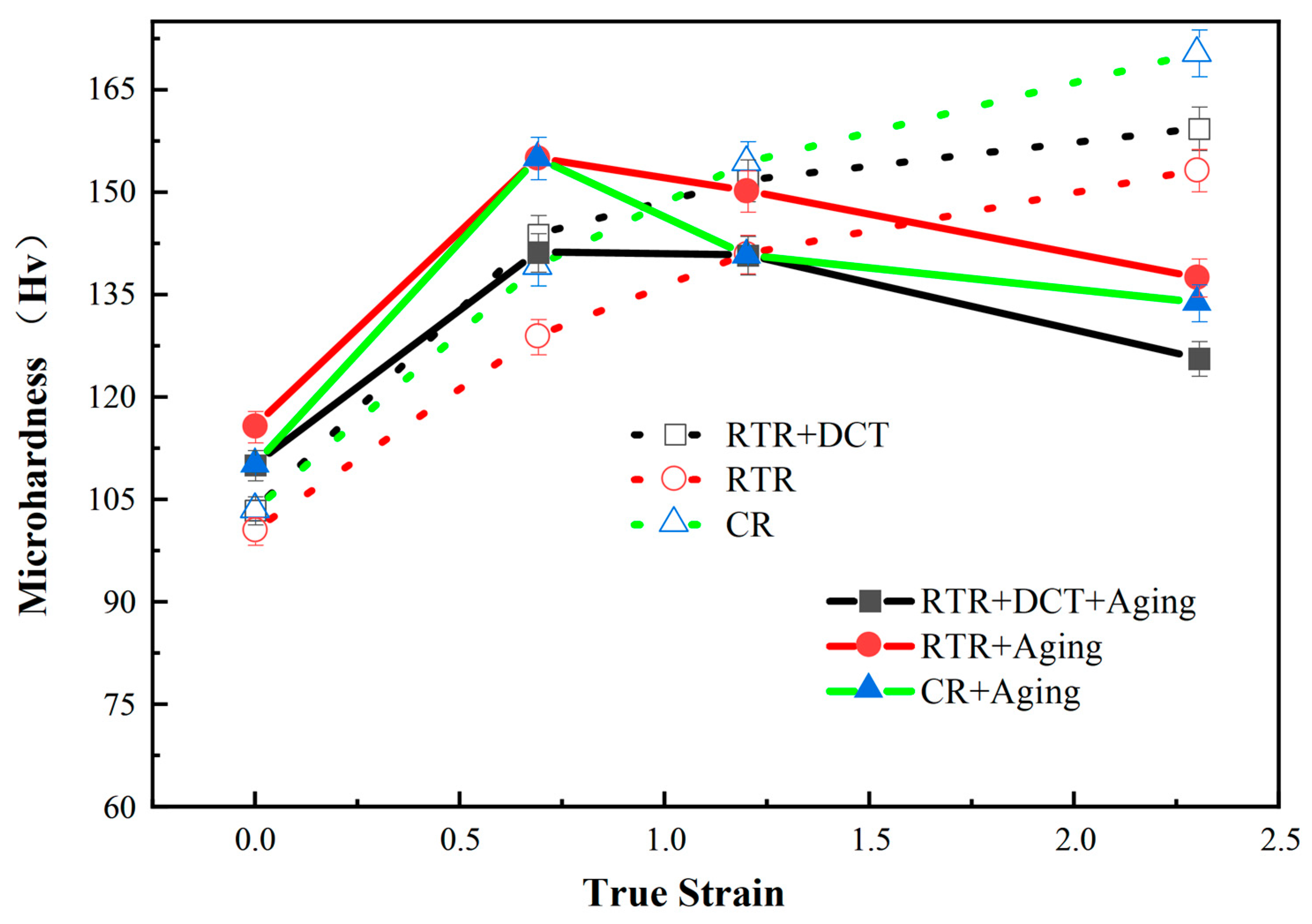
- The hardness increases with the increase in the deformation. In particular, the hardness of the CR 90% alloy plates is the highest, reaching 170 HV. The alloy plates with a high strain degree before aging have an obvious strain-hardening effect, and the hardness shows an upward trend. The hardness of the alloy plates treated with CR is further improved under the action of precipitates. During the aging process, the dislocation density gradually decreases, the strain-hardening effect weakens, and the precipitation strengthening of the CR and RTR + DCT plates is not obvious, resulting in a more obvious decrease in alloy hardness
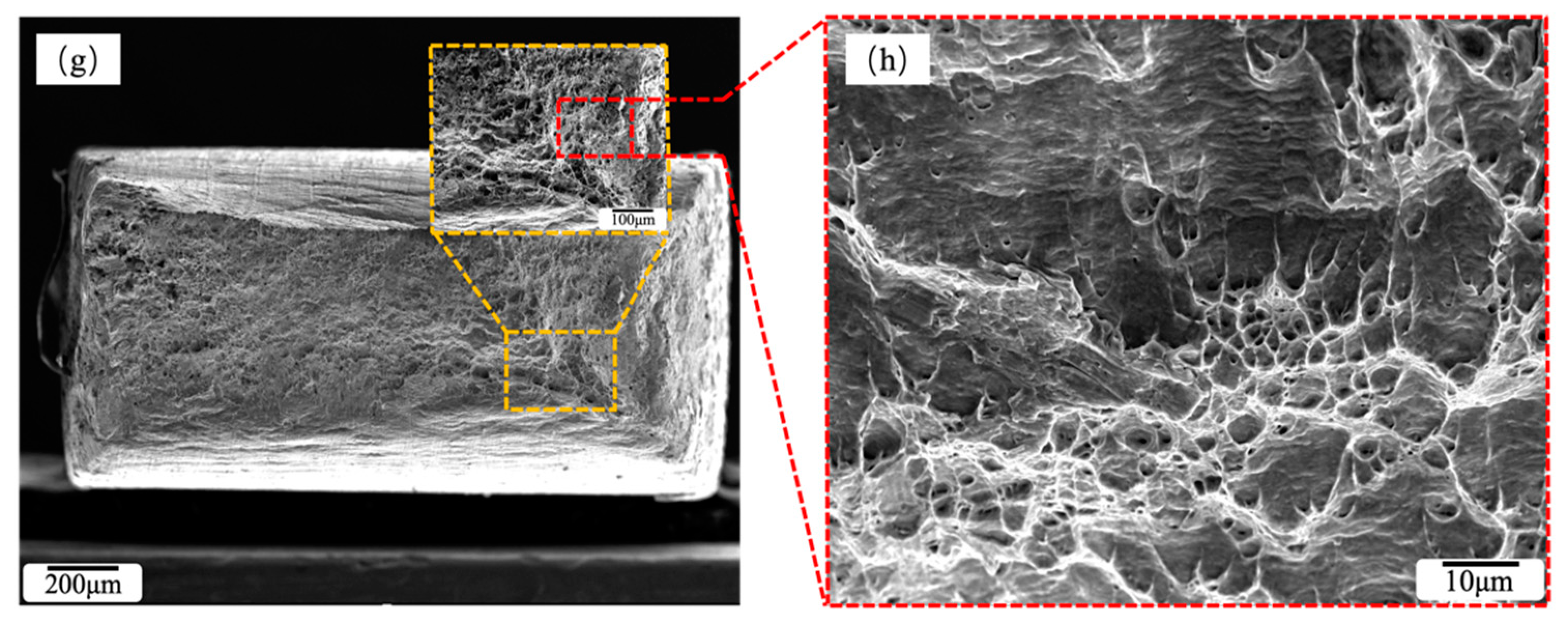
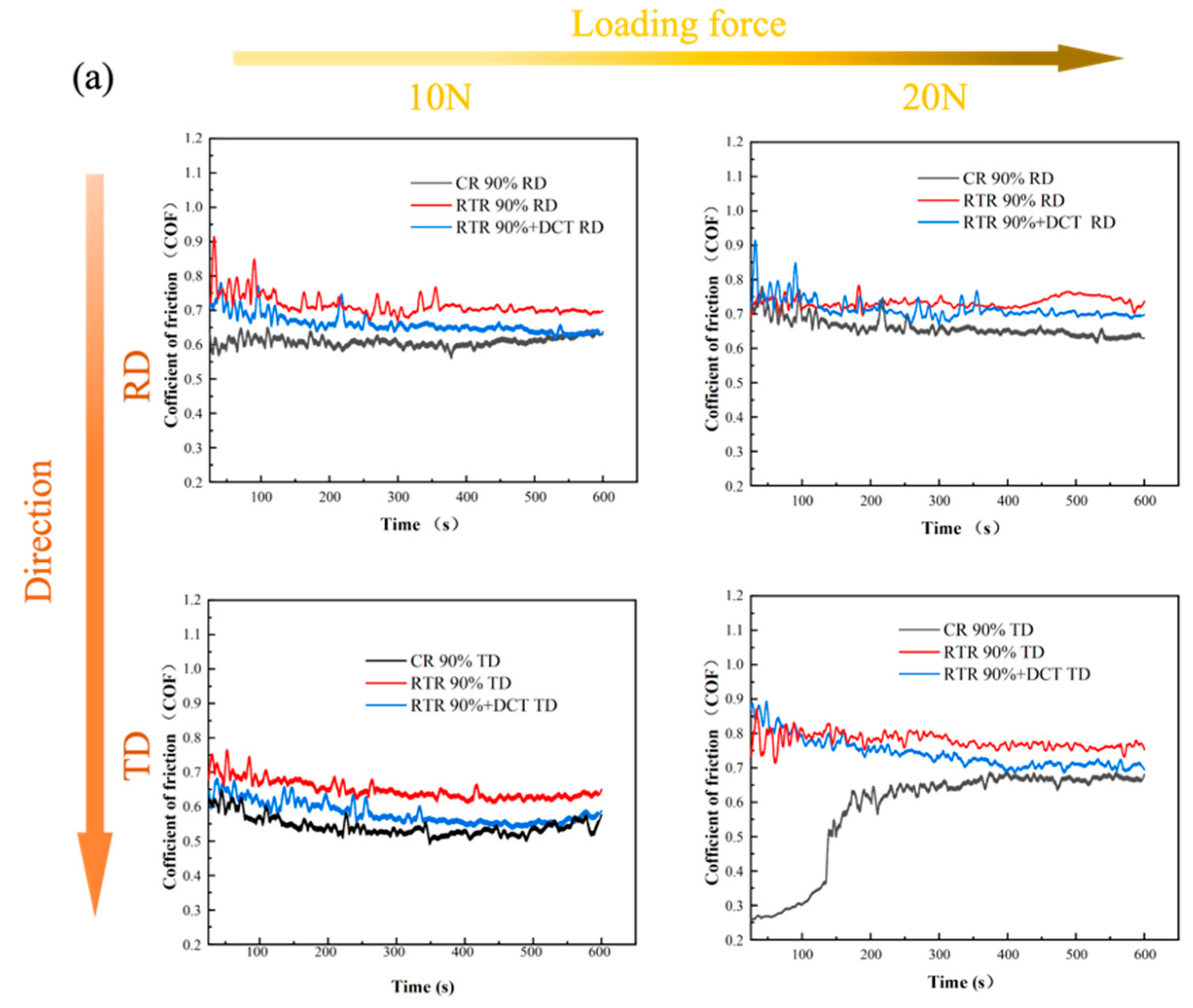
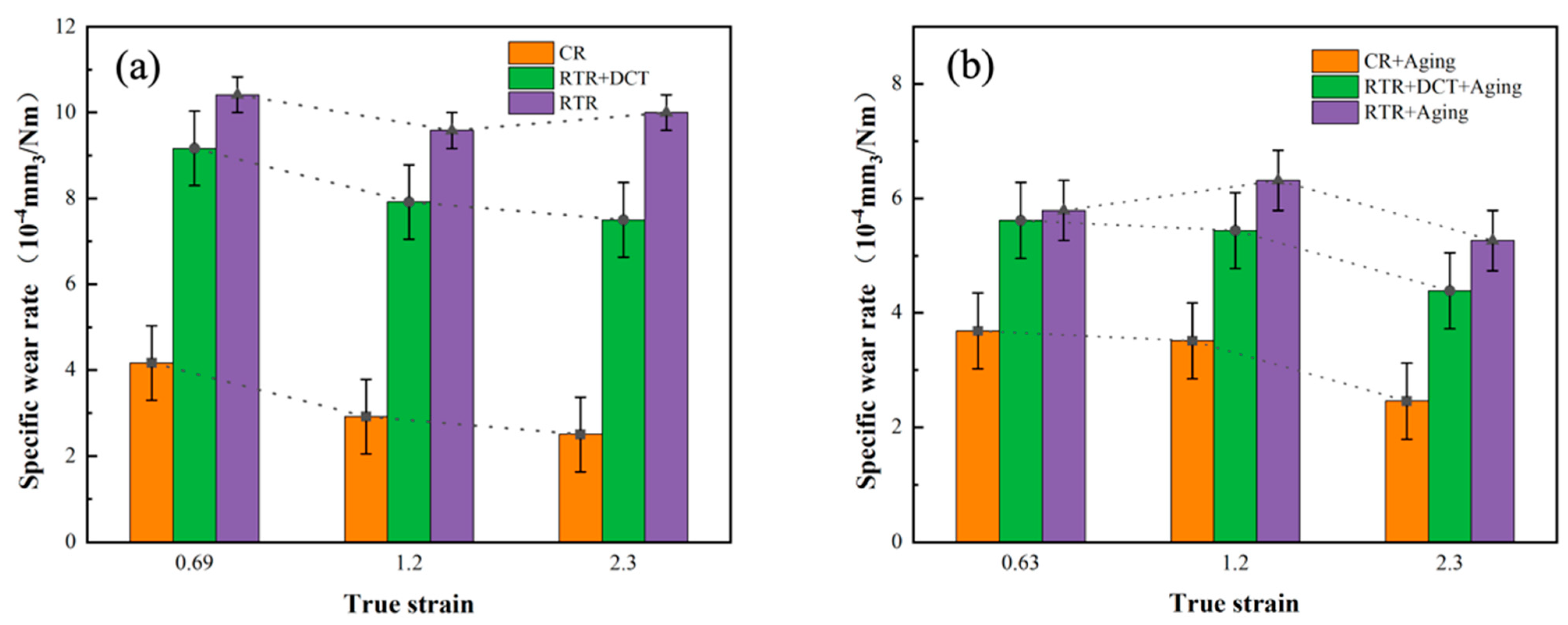
- The main wear mechanisms in the wear patterns of the CR and RTR + DCT alloy plates are adhesive wear and abrasive wear. The coefficient of friction fluctuates greatly in the early stages, which is due to the dominant mechanism of adhesive wear. In contrast, in the later stages of wear, abrasive wear is the dominant mechanism. The CR 90% alloy plates obtain the lowest friction coefficient in the TD direction, reaching 0.55, the wear rate of the alloy plates is 2.9 × 10−4 mm3/Nm, and indicates an obvious advantage compared to the commercial products.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sun, L.; Tao, N.; Lu, K. A high strength and high electrical conductivity bulk CuCrZr alloy with nanotwins. Scr. Mater. 2015, 99, 73–76. [Google Scholar] [CrossRef]
- Zhou, J.; Zhu, D.; Tang, L.; Jiang, X.; Chen, S.; Peng, X.; Hu, C. Microstructure and properties of powder metallurgy Cu-1% Cr-0.65% Zr alloy prepared by hot pressing. Vacuum 2016, 131, 156–163. [Google Scholar] [CrossRef]
- Peng, L.; Xie, H.; Huang, G.; Xu, G.; Yin, X.; Feng, X.; Mi, X.; Yang, Z. The phase transformation and strengthening of a Cu-0.71 wt% Cr alloy. J. Alloys Compd. 2017, 708, 1096–1102. [Google Scholar] [CrossRef]
- Chbihi, A.; Sauvage, X.; Blavette, D. Atomic scale investigation of Cr precipitation in copper. Acta Mater. 2012, 60, 4575–4585. [Google Scholar] [CrossRef]
- Li, J.; Ding, H.; Li, B.; Wang, L. Microstructure evolution and properties of a Cu–Cr–Zr alloy with high strength and high conductivity. Mater. Sci. Eng. A 2021, 819, 141464. [Google Scholar] [CrossRef]
- Liu, P.; Kang, B.X.; Cao, X.G.; Huang, J.L.; Gu, H.C. Strengthening mechanisms in a rapidly solidified and aged Cu-Cr alloy. J. Mater. Sci. 2000, 35, 1691–1694. [Google Scholar] [CrossRef]
- Zhai, W.; Wang, W.; Geng, D.; Wei, B. A DSC analysis of thermodynamic properties and solidification characteristics for binary Cu–Sn alloys. Acta Mater. 2012, 60, 6518–6527. [Google Scholar] [CrossRef]
- Liu, J.; Hou, M.; Yang, H.; Xie, H.; Yang, C.; Zhang, J.; Feng, Q.; Wang, L.; Meng, L.; Wang, H. In-situ TEM study of the dynamic interactions between dislocations and precipitates in a Cu-Cr-Zr alloy. J. Alloys Compd. 2018, 765, 560–568. [Google Scholar] [CrossRef]
- Fu, H.; Xu, S.; Li, W.; Xie, J.; Zhao, H.; Pan, Z. Effect of rolling and aging processes on microstructure and properties of Cu-Cr-Zr alloy. Mater. Sci. Eng. A 2017, 700, 107–115. [Google Scholar] [CrossRef]
- Meng, A.; Nie, J.; Wei, K.; Kang, H.; Liu, Z.; Zhao, Y. Optimization of strength, ductility and electrical conductivity of a Cu–Cr–Zr alloy by cold rolling and aging treatment. Vacuum 2019, 167, 329–335. [Google Scholar] [CrossRef]
- Pang, Y.; Xia, C.; Wang, M.; Li, Z.; Xiao, Z.; Wei, H.; Sheng, X.; Jia, Y.; Chen, C. Effects of Zr and (Ni, Si) additions on properties and microstructure of Cu–Cr alloy. J. Alloys Compd. 2014, 582, 786–792. [Google Scholar] [CrossRef]
- Shinde, T.; Pruncu, C.; Dhokey, N.B.; Parau, A.C.; Vladescu, A. Effect of deep cryogenic treatment on corrosion behavior of AISI H13 die steel. Materials 2021, 14, 7863. [Google Scholar] [CrossRef] [PubMed]
- Xue, P.; Huang, Y.; Pauly, S.; Guo, F.; Ren, Y.; Jiang, S.; Guo, F.; Guo, S.; Fan, H.; Ning, Z.; et al. Structural evolution of a CuZr-based bulk metallic glass composite during cryogenic treatment observed by in-situ high-energy X-ray diffraction. J. Alloys Compd. 2021, 871, 159570. [Google Scholar] [CrossRef]
- Xie, C.; Wu, X.; Min, N.; Shen, Y. CARBON SEGREGATION BEHAVIOR OF HIGH-CARBON HIGH-ALLOY STEEL DURING DEEP CRYOGENIC TREATMENT USING 3DAP. Acta Metall. Sin. 2015, 51, 325–332. [Google Scholar]
- Wang, K.; Tan, Z.; Gu, K.; Gao, B.; Gao, G.; Misra, R.; Bai, B. Effect of deep cryogenic treatment on structure-property relationship in an ultrahigh strength Mn-Si-Cr bainite/martensite multiphase rail steel. Mater. Sci. Eng. A 2017, 684, 559–566. [Google Scholar] [CrossRef]
- Jovičević-Klug, P.; Jovičević-Klug, M.; Sever, T.; Feizpour, D.; Podgornik, B. Impact of steel type, composition and heat treatment parameters on effectiveness of deep cryogenic treatment. J. Mater. Res. Technol. 2021, 14, 1007–1020. [Google Scholar] [CrossRef]
- Barylski, A.; Aniołek, K.; Dercz, G.; Kupka, M.; Kaptacz, S. The effect of deep cryogenic treatment and precipitation hardening on the structure, micromechanical properties and wear of the Mg–Y-Nd-Zr alloy. Wear 2021, 468, 203587. [Google Scholar] [CrossRef]
- Li, Y.; Tao, N.; Lu, K. Microstructural evolution and nanostructure formation in copper during dynamic plastic deformation at cryogenic temperatures. Acta Mater. 2008, 56, 230–241. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Tayyebi, M.; Najafizadeh, N.; Hashemi, R.; Rajabi, M. The influence of post-annealing and ultrasonic vibration on the formability of multilayered Al5052/MgAZ31B composite. Mater. Sci. Technol. 2021, 37, 78–85. [Google Scholar] [CrossRef]
- Tayyebi, M.; Adhami, M.; Karimi, A.; Rahmatabadi, D.; Alizadeh, M.; Hashemi, R. Effects of strain accumulation and annealing on interfacial microstructure and grain structure (Mg and Al3Mg2 layers) of Al/Cu/Mg multilayered composite fabricated by ARB process. J. Mater. Res. Technol. 2021, 14, 392–406. [Google Scholar] [CrossRef]
- Edalati, K.; Cubero-Sesin, J.M.; Alhamidi, A.; Mohamed, I.F.; Horita, Z. Influence of severe plastic deformation at cryogenic temperature on grain refinement and softening of pure metals: Investigation using high-pressure torsion. Mater. Sci. Eng. A 2014, 613, 103–110. [Google Scholar] [CrossRef]
- Lv, B.-J.; Wang, S.; Xu, T.W.; Guo, F. Effects of minor Nd and Er additions on the precipitation evolution and dynamic recrystallization behavior of Mg–6.0Zn–0.5Mn alloy. J. Magnes. Alloy. 2021, 9, 840–852. [Google Scholar] [CrossRef]
- Tu, J.P.; Qi, W.X.; Yang, Y.Z.; Liu, F.; Zhang, J.T.; Gan, G.Y.; Wang, N.Y.; Zhang, X.B.; Liu, M.S. Effect of aging treatment on the electrical sliding wear behavior of Cu–Cr–Zr alloy. Wear 2001, 249, 1021–1027. [Google Scholar] [CrossRef]
- Sağlam, I.; Özyürek, D.; Çetinkaya, K. Effect of ageing treatment on wear properties and electrical conductivity of Cu-Cr-Zr alloy. Bull. Mater. Sci. 2011, 34, 1465–1470. [Google Scholar] [CrossRef]
- Kouhanjani, S.A.; Zare-Bidaki, A.; Abedini, M.; Parvin, N. Influence of prior cold working on the tribological behavior of Cu–0.65 wt.% Cr alloy. J. Alloys Compd. 2009, 480, 505–509. [Google Scholar] [CrossRef]
- Zhu, Z.Y.; Liu, Y.L.; Gou, G.Q.; Gao, W.; Chen, J. Effect of heat input on interfacial characterization of the butter joint of hot-rolling CP-Ti/Q235 bimetallic sheets by Laser + CMT. Sci. Rep. 2021, 11, 10020. [Google Scholar] [CrossRef]
- Wu, X.; San, X.; Liang, X.; Gong, Y.; Zhu, X. Effect of stacking fault energy on mechanical behavior of cold-forging Cu and Cu alloys. Mater. Des. 2013, 47, 372–376. [Google Scholar] [CrossRef]
- Zhang, Y.; Volinsky, A.A.; Tran, H.T.; Chai, Z.; Liu, P.; Tian, B.; Liu, Y. Aging behavior and precipitates analysis of the Cu–Cr–Zr–Ce alloy. Mater. Sci. Eng. A 2016, 650, 248–253. [Google Scholar] [CrossRef]
- Kapoor, K.; Lahiri, D.; Batra, I.; Rao, S.; Sanyal, T. X-ray diffraction line profile analysis for defect study in Cu-1 wt.% Cr-0.1 wt.% Zr alloy. Mater. Charact. 2005, 54, 131–140. [Google Scholar] [CrossRef]
- Vinogradov, A.; Patlan, V.; Suzuki, Y.; Kitagawa, K.; Kopylov, V. Structure and properties of ultra-fine grain Cu–Cr–Zr alloy produced by equal-channel angular pressing. Acta Mater. 2002, 50, 1639–1651. [Google Scholar] [CrossRef]
- Mishnev, R.; Shakhova, I.; Belyakov, A.; Kaibyshev, R. Deformation microstructures, strengthening mechanisms, and electrical conductivity in a Cu–Cr–Zr alloy. Mater. Sci. Eng. A 2015, 629, 29–40. [Google Scholar] [CrossRef]
- Purcek, G.; Saray, O.; Kul, O.; Karaman, I.; Yapici, G.; Haouaoui, M.; Maier, H. Mechanical and wear properties of ultrafine-grained pure Ti produced by multi-pass equal-channel angular extrusion. Mater. Sci. Eng. A 2009, 517, 97–104. [Google Scholar] [CrossRef]
- Valiev, R.; Langdon, T. Developments in the use of ECAP processing for grain refinement. Rev. Adv. Mater. Sci. 2006, 13, 15–26. [Google Scholar]
- Purcek, G.; Yapici, G.; Karaman, I.; Maier, H. Effect of commercial purity levels on the mechanical properties of ultrafine-grained titanium. Mater. Sci. Eng. A 2011, 528, 2303–2308. [Google Scholar] [CrossRef]
- Purcek, G.; Yanar, H.A.; Shangina, D.V.; Demirtas, M.U.; Bochvar, N.R.; Dobatkin, S.V. Influence of high pressure torsion-induced grain refinement and subsequent aging on tribological properties of Cu-Cr-Zr alloy. J. Alloys Compd. 2018, 742, 325–333. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Zr | Si | Mg | Al | Cu |
|---|---|---|---|---|---|---|
| Content (wt.%) | 1.0 | 0.1 | 0.05 | 0.25 | 0.25 | balance |
| Sample | /MPa | /% |
|---|---|---|
| RTR 90% | 484 5.5 | 11.8 0.8 |
| RTR 90% + Aging | 453 5.3 | 37.2 1.5 |
| RTR 90% + DCT | 472 5.4 | 14.7 0.9 |
| RTR 90% + DCT + Aging | 485 5.5 | 47.9 1.7 |
| CR 90% | 553 5.6 | 11.3 0.8 |
| CR 90% + Aging | 540 5.8 | 38.1 1.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zha, J.; Zhao, Y.; Qiao, Y.; Zou, H.; Hua, Z.; Zhu, W.; Han, Y.; Zu, G.; Ran, X. Effect of Rolling Process and Aging on the Microstructure and Properties of Cu-1.0Cr-0.1Zr Alloy. Materials 2023, 16, 1592. https://doi.org/10.3390/ma16041592
Zha J, Zhao Y, Qiao Y, Zou H, Hua Z, Zhu W, Han Y, Zu G, Ran X. Effect of Rolling Process and Aging on the Microstructure and Properties of Cu-1.0Cr-0.1Zr Alloy. Materials. 2023; 16(4):1592. https://doi.org/10.3390/ma16041592
Chicago/Turabian StyleZha, Jun, Yu Zhao, Yihui Qiao, Haohao Zou, Zeen Hua, Weiwei Zhu, Ying Han, Guoqing Zu, and Xu Ran. 2023. "Effect of Rolling Process and Aging on the Microstructure and Properties of Cu-1.0Cr-0.1Zr Alloy" Materials 16, no. 4: 1592. https://doi.org/10.3390/ma16041592