


Microstructure and Mechanical Properties of Mg-Li/Al Dissimilar Joints via Dynamic Support Friction Stir Lap Welding


Abstract
:1. Introduction
2. Materials and Experimental Procedure
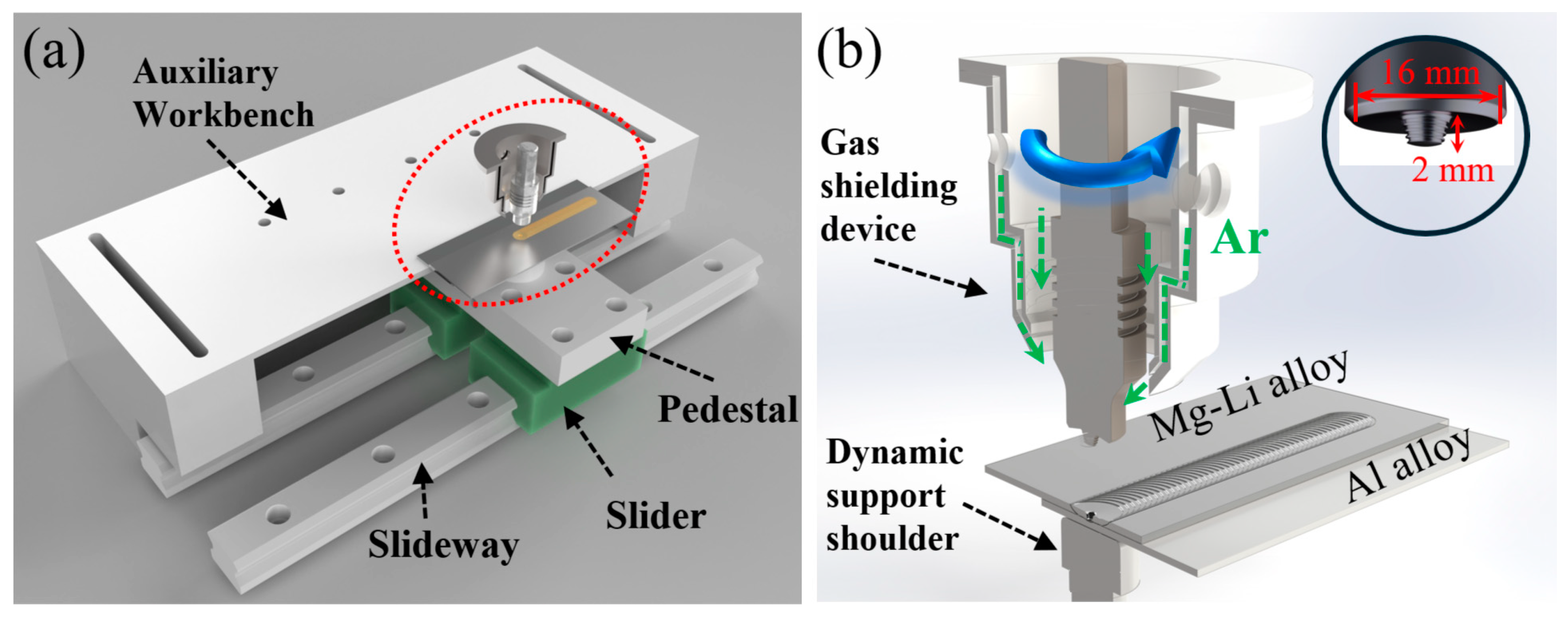
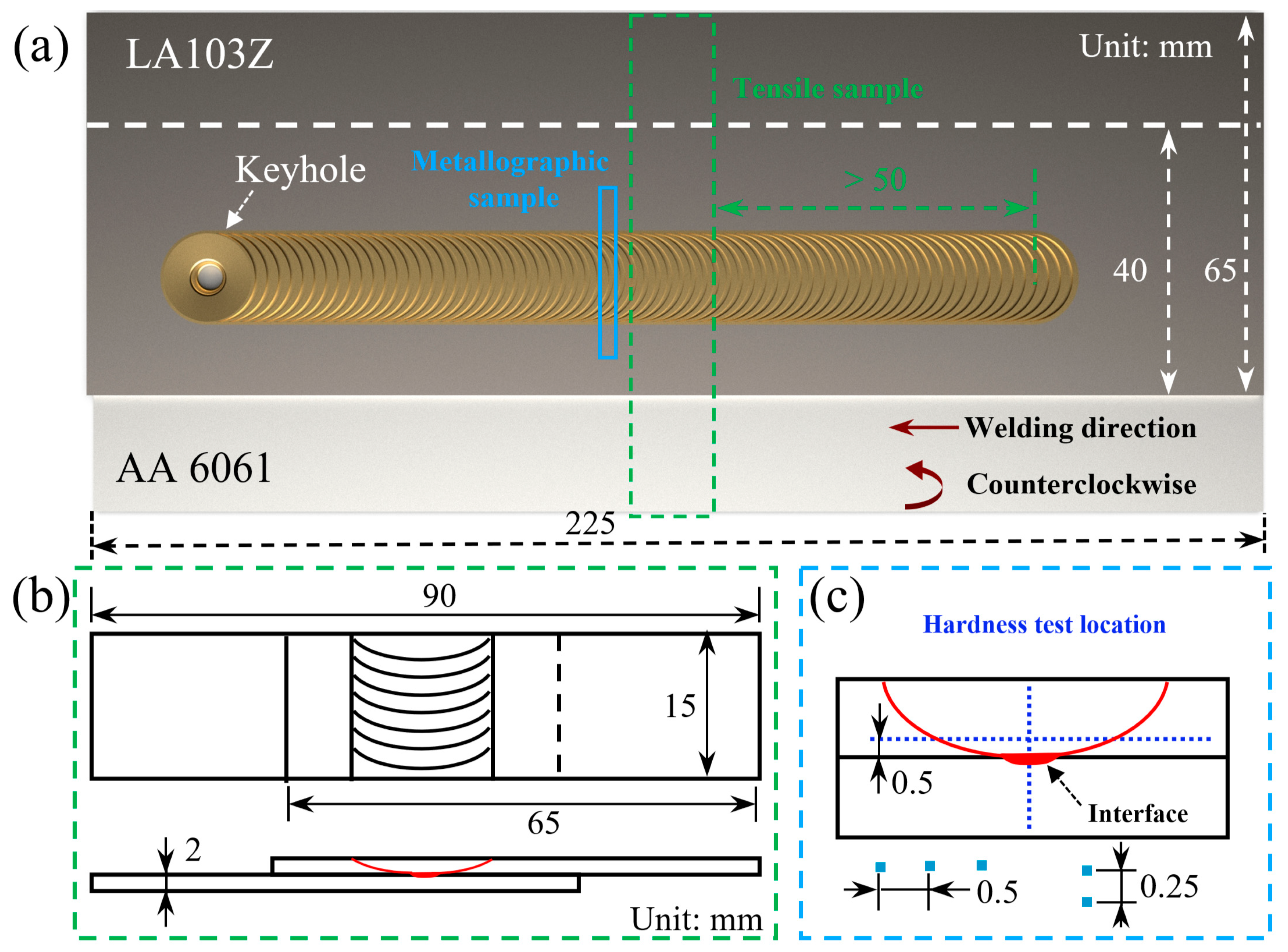
2.1. Base Materials and Experimental Procedures
2.2. Experimental Analyses
3. Results and Discussion
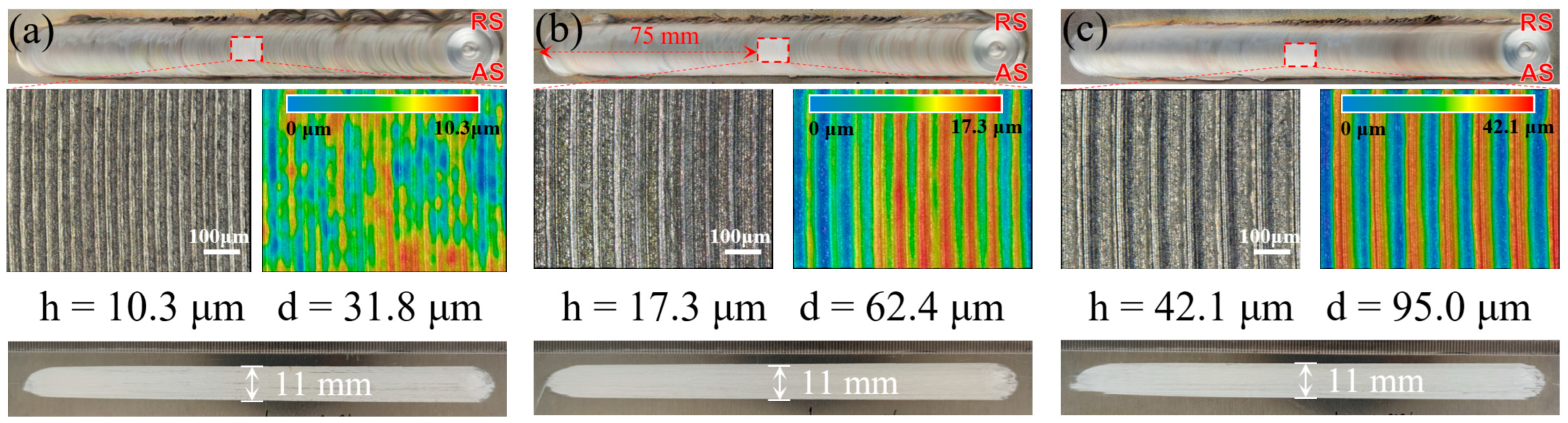
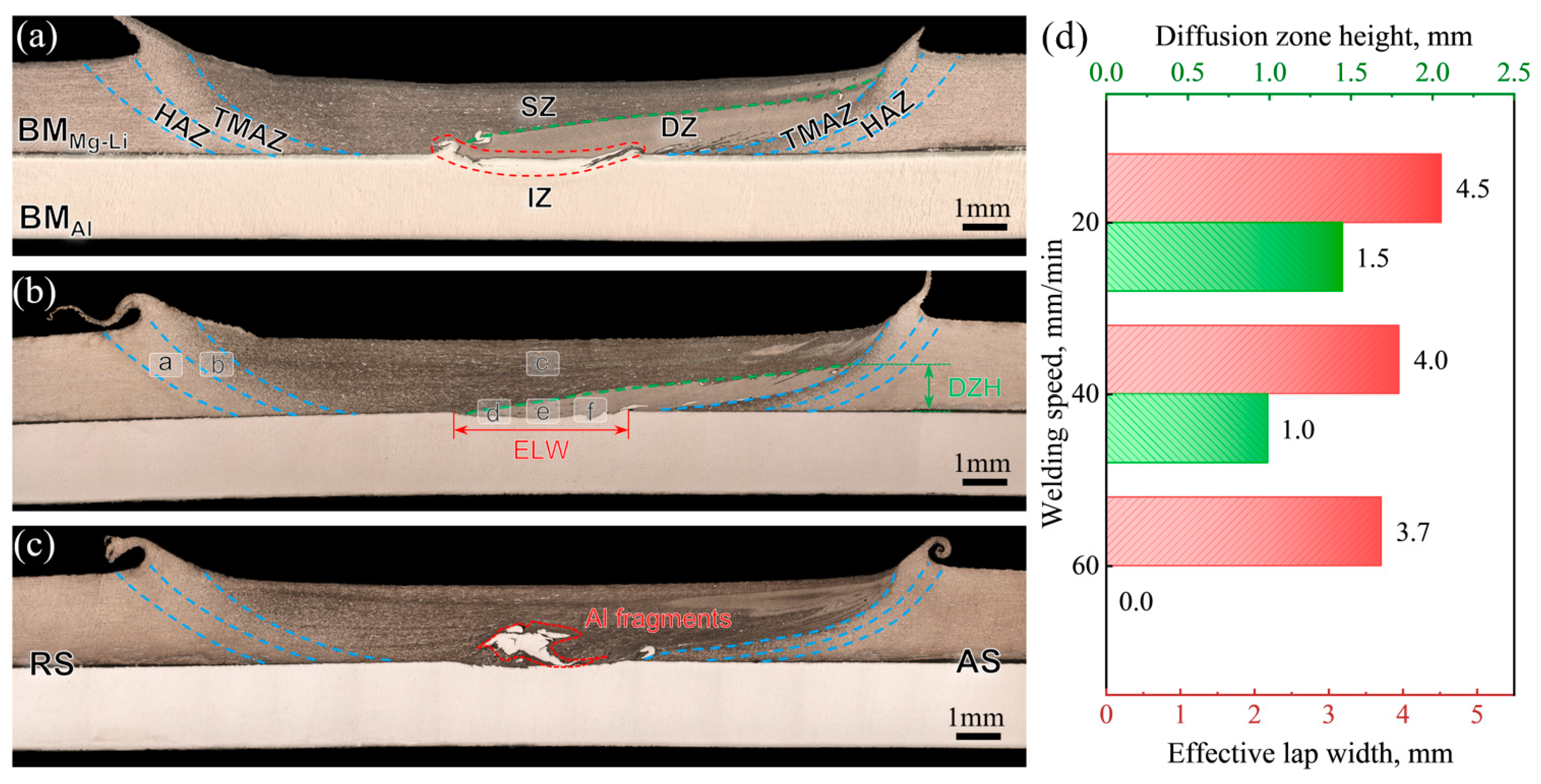
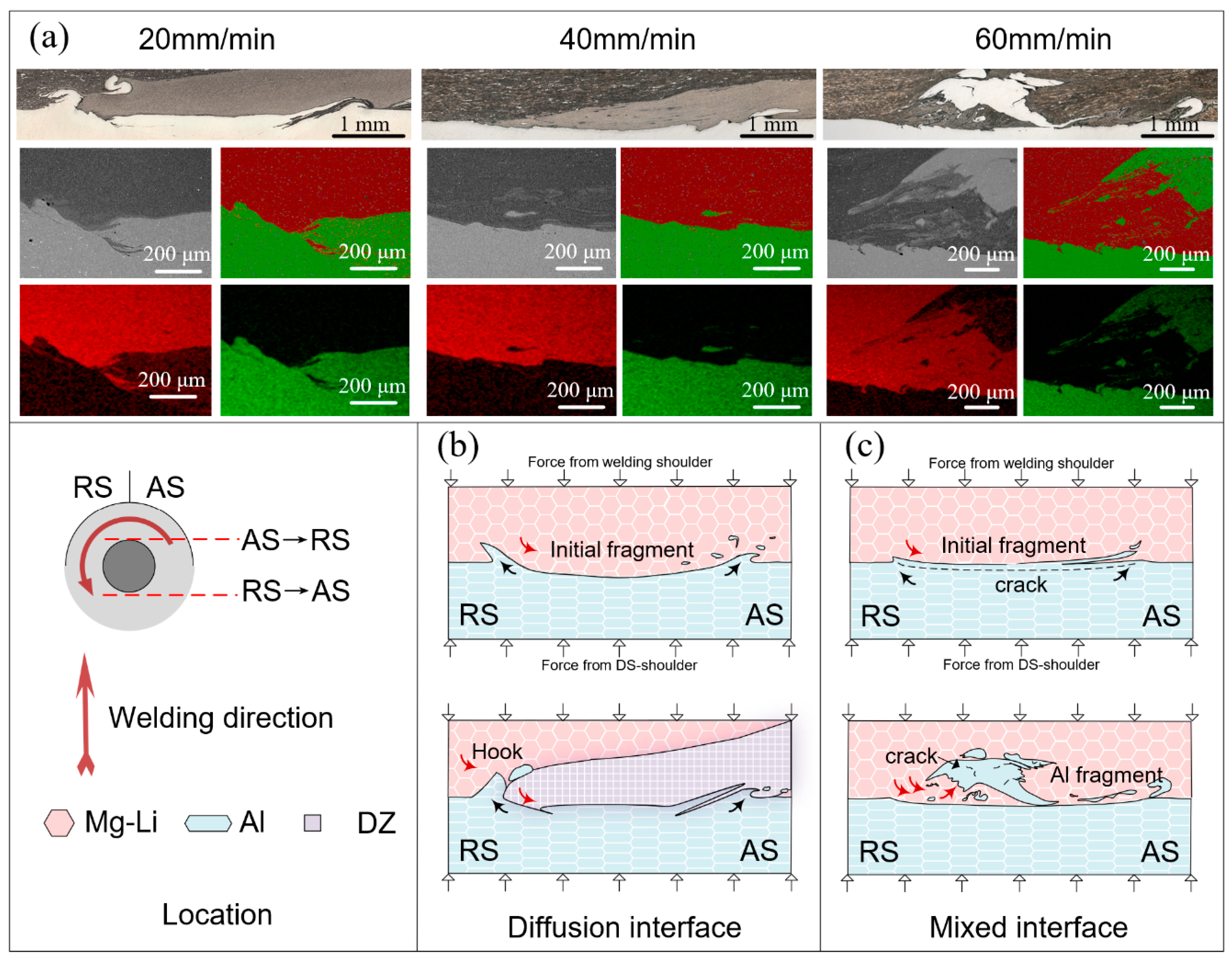
3.1. Appearances and Cross-Sectional Morphologies
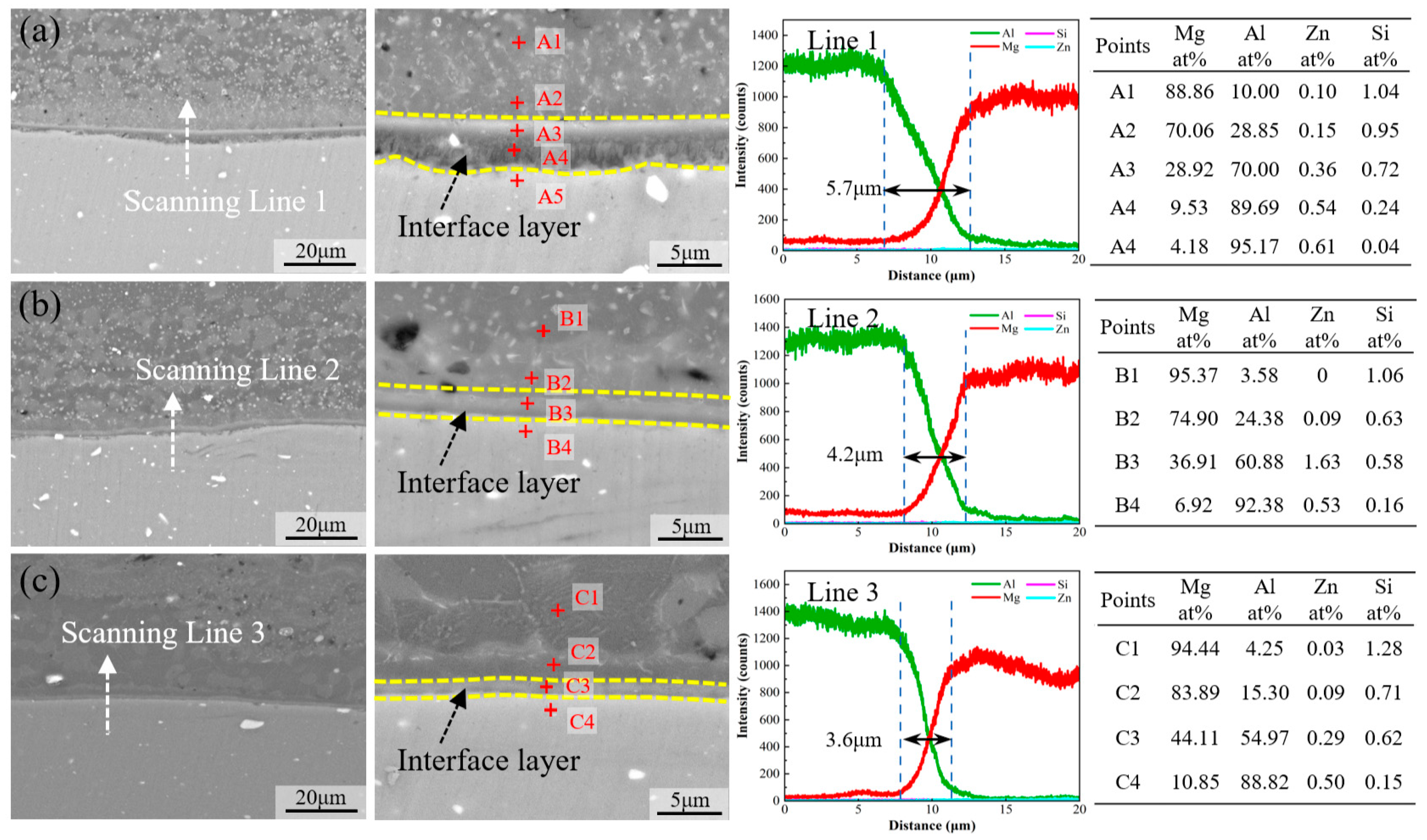
3.2. Microstructure Features
3.3. Microhardness Distribution
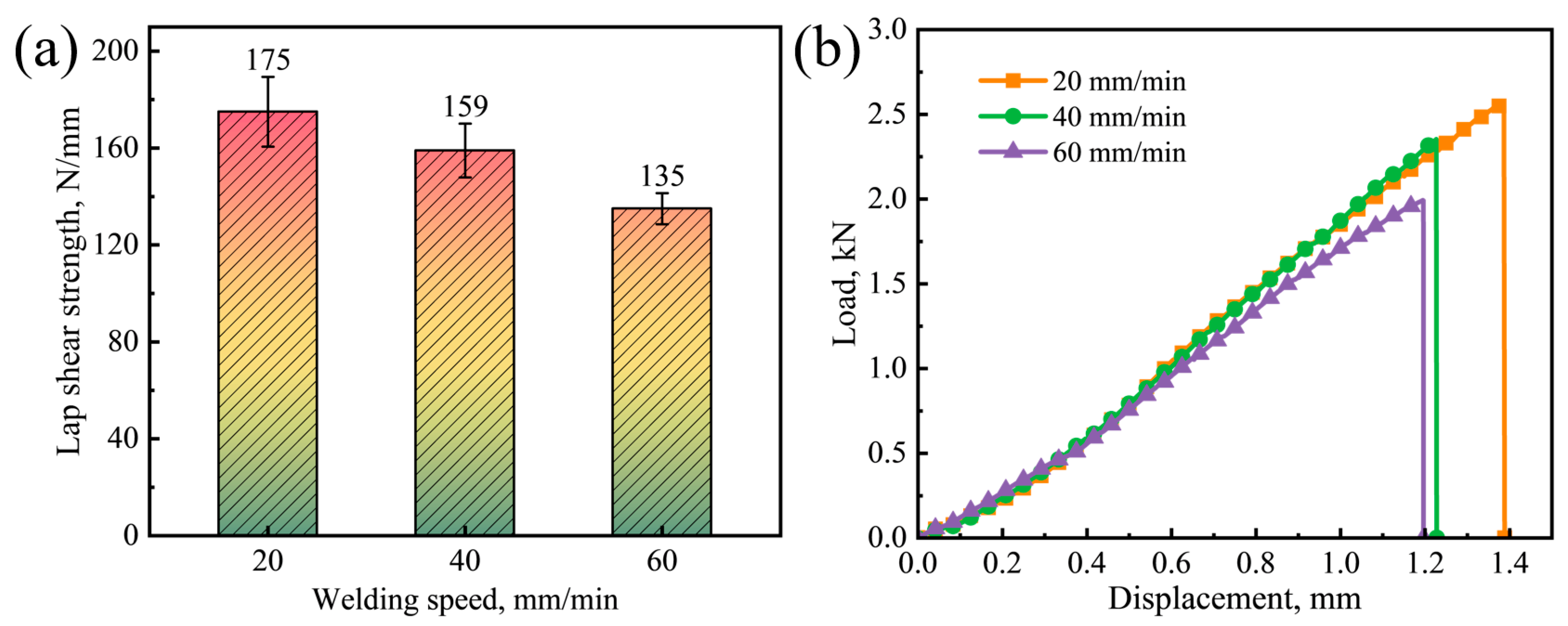
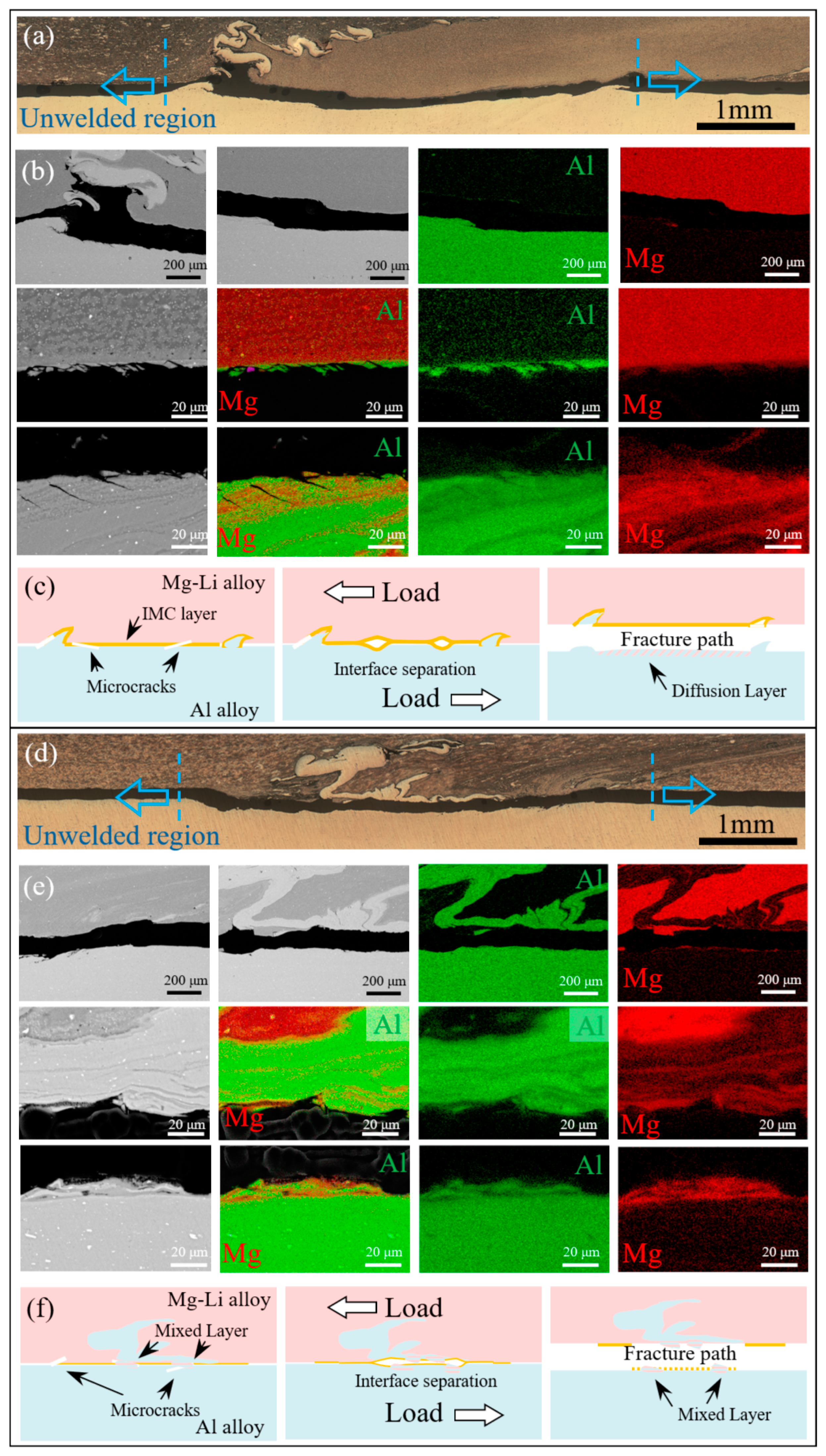
3.4. Tensile Shear Test and Fracture Analysis
4. Conclusions
- Two types of interfaces have been delineated to elucidate the interface formation: the mixed and the diffusion interfaces. Diffusion interfaces involve the fragmentation and dissolution of Al fragments into the Mg-Li matrix, which in turn promote α-Mg phase re-precipitation and the formation of a diffusion zone. Mixed interfaces, associated with reduced heat input, exhibit increased Al flow stress, leading to broken Al peeling off and turbulent plastic flows, influencing interface bonding.
- The welding speed exerts a significant influence on the interaction, with slower speeds enhancing the interfacial reaction and leading to a thicker interface layer, ranging from 3.6 μm to 5.7 μm. Intense material flow further enhances mechanical interlocking and interface connection length.
- The microhardness on the Mg-Li side is slightly increased, while the Al side experiences a decrease. Extremely high hardness values within the joints are ascribed to the formation of IMCs and strain hardening of blocky Al fragments.
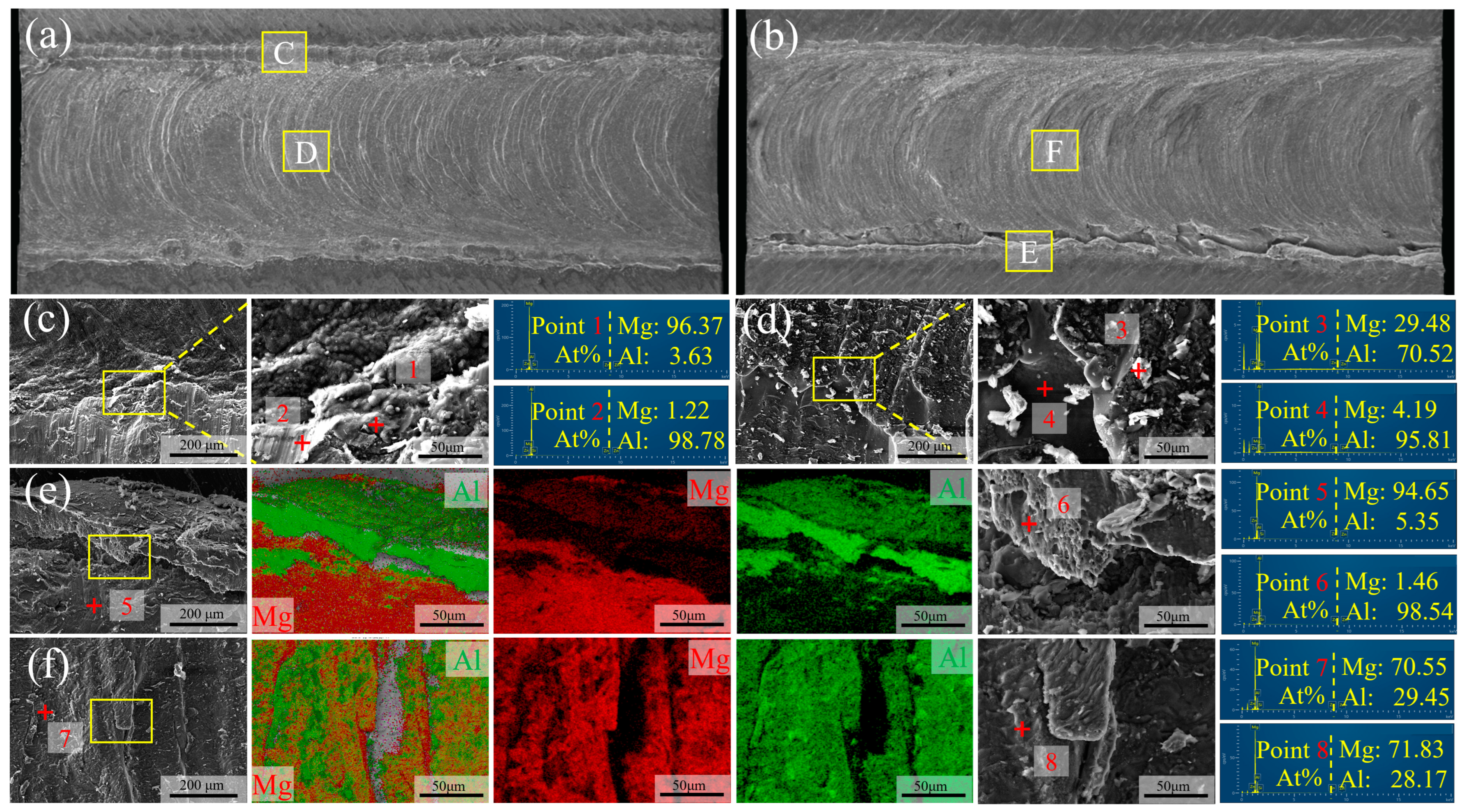
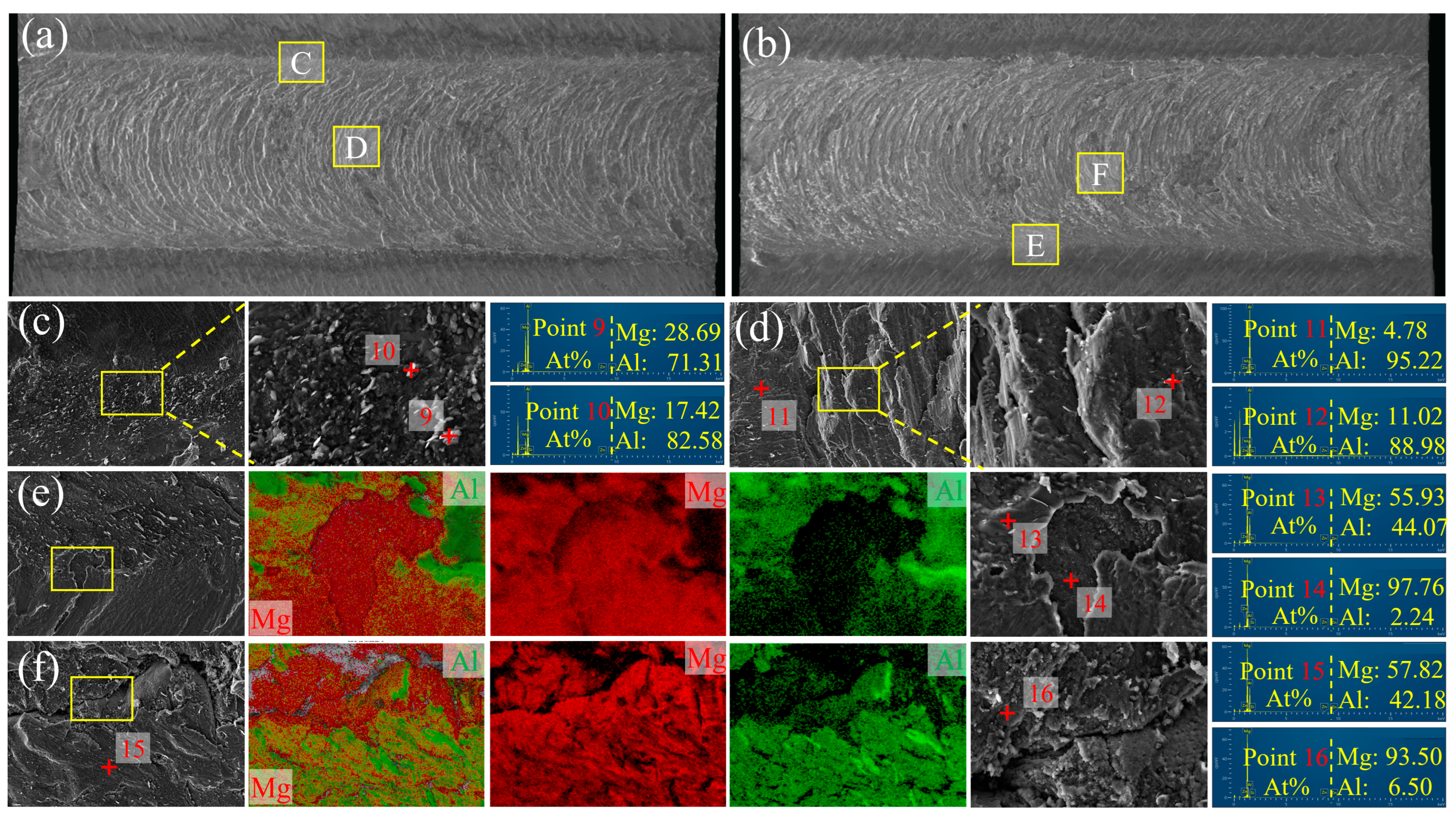
- The fracture behavior confirms the complex relationship between welding conditions, microstructure, and mechanical performance. All specimens fractured unevenly along the Mg-Li/Al interface due to the IMC formation. The maximum failure strength of 175 N/mm was achieved at 20 mm/min, aligning with the assumption that lower welding speeds would enhance joint strength due to better interfacial reactions.
- Future work is expected to focus on advanced material characterization and improving welding efficiency. In situ monitoring and phase analysis will provide insight into interface evolution. Additional energy fields will help to expand the optimal conditions for improving mechanical performance, making manufacturing more efficient and cost effective for aerospace and automotive industries.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ghiasvand, A.; Ranjbarnodeh, E.; Mirsalehi, S.E. The Microstructure and Mechanical Properties of Single-Pass and Double-Pass Lap Joint of Al 5754H-11 and Mg AZ31-O Alloys by Friction Stir Welding. J. Mater. Res. Technol. 2023, 23, 6023–6038. [Google Scholar] [CrossRef]
- Venkateswaran, P.; Reynolds, A.P. Factors Affecting the Properties of Friction Stir Welds between Aluminum and Magnesium Alloys. Mater. Sci. Eng. A 2012, 545, 26–37. [Google Scholar] [CrossRef]
- Wang, J.; Du, C.; Wu, R.; Xu, L.; Feng, J.; Zhang, J.; Hou, L.; Liu, M.; Liu, B. Effect of Li Content on Electromagnetic Shielding Effectiveness in Binary Mg–Li Alloys: A Combined Experimental and First-Principles Study. J. Mater. Sci. Mater. Electron. 2022, 33, 3891–3900. [Google Scholar] [CrossRef]
- Peng, X.; Liu, W.; Wu, G.; Ji, H.; Ding, W. Plastic Deformation and Heat Treatment of Mg-Li Alloys: A Review. J. Mater. Sci. Technol. 2022, 99, 193–206. [Google Scholar] [CrossRef]
- Ishikawa, T.; Amaoka, K.; Masubuchi, Y.; Yamamoto, T.; Yamanaka, A.; Arai, M.; Takahashi, J. Overview of Automotive Structural Composites Technology Developments in Japan. Compos. Sci. Technol. 2018, 155, 221–246. [Google Scholar] [CrossRef]
- Bulei, C.; Stojanovic, B.; Utu, D. Developments of Discontinuously Reinforced Aluminium Matrix Composites: Solving the Needs for the Matrix. J. Phys. Conf. Ser. 2022, 2212, 012029. [Google Scholar] [CrossRef]
- Wang, J.; Sun, D.; Wu, R.; Du, C.; Yang, Z.; Zhang, J.; Hou, L. A Good Balance between Mechanical Properties and Electromagnetic Shielding Effectiveness in Mg-9Li-3Al-1Zn Alloy. Mater. Charact. 2022, 188, 111888. [Google Scholar] [CrossRef]
- Wu, R.; Yan, Y.; Wang, G.; Murr, L.E.; Han, W.; Zhang, Z.; Zhang, M. Recent Progress in Magnesium–Lithium Alloys. Int. Mater. Rev. 2015, 60, 65–100. [Google Scholar] [CrossRef]
- Zhang, C.; Wu, L.; Zhao, Z.; Xie, Z.; Huang, G.; Liu, L.; Jiang, B.; Atrens, A.; Pan, F. Effect of Li Content on Microstructure and Mechanical Property of Mg−xLi−3(Al−Si) Alloys. Trans. Nonferrous Met. Soc. China 2019, 29, 2506–2513. [Google Scholar] [CrossRef]
- Xu, J.; Peng, Y.; Guan, B.; Xin, Y.; Chapuis, A.; Huang, G.; Liu, Q. Tailoring the Microstructure and Texture of a Dual-Phase Mg–8Li Alloy by Varying the Rolling Path. Mater. Sci. Eng. A 2022, 844, 143202. [Google Scholar] [CrossRef]
- Yang, C.-W.; Lui, T.-S.; Chen, L.-H.; Hung, H.-E. Tensile Mechanical Properties and Failure Behaviors with the Ductile-to-Brittle Transition of the α + β-Type Mg–Li–Al–Zn Alloy. Scr. Mater. 2009, 61, 1141–1144. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, R.; Peng, C.; Feng, Y.; Yang, M. Recent Progress in Mg-Li Matrix Composites. Trans. Nonferrous Met. Soc. China 2019, 29, 1–14. [Google Scholar] [CrossRef]
- Infante, V.; Braga, D.F.O.; Duarte, F.; Moreira, P.M.G.; de Freitas, M.; de Castro, P.M.S.T. Study of the Fatigue Behaviour of Dissimilar Aluminium Joints Produced by Friction Stir Welding. Int. J. Fatigue 2016, 82, 310–316. [Google Scholar] [CrossRef]
- Rajesh Jesudoss Hynes, N.; Vivek Prabhu, M.; Shenbaga Velu, P.; Kumar, R.; Tharmaraj, R.; Farooq, M.U.; Pruncu, C.I. An Experimental Insight of Friction Stir Welding of Dissimilar AA 6061/Mg AZ 31 B Joints. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2022, 236, 787–797. [Google Scholar] [CrossRef]
- Huang, Y.; Wan, L.; Meng, X.; Xie, Y.; Lv, Z.; Zhou, L. Probe Shape Design for Eliminating the Defects of Friction Stir Lap Welded Dissimilar Materials. J. Manuf. Process. 2018, 35, 420–427. [Google Scholar] [CrossRef]
- Huang, Y.; Wan, L.; Si, X.; Huang, T.; Meng, X.; Xie, Y. Achieving High-Quality Al/Steel Joint with Ultrastrong Interface. Metall. Mater. Trans. A 2019, 50, 295–299. [Google Scholar] [CrossRef]
- Mao, Y.; Yang, P.; Zhang, W.; Li, N.; Nie, H.; Lin, D.; Ke, L. Improving Tensile-Shear Properties of Friction Stir Lap Welded Dissimilar Al/Mg Joints by Eliminating Hook Defect and Controlling Interfacial Reaction. Chin. J. Aeronaut. 2023, 36, 257–267. [Google Scholar] [CrossRef]
- Elmetwally, H.T.; Abdelhafiz, M.A.; El-Sheikh, M.N.; Abdullah, M.E. Effect of Friction Stir-Welding Tool Pin Geometry on the Characteristics of Al-Cu Joints. Appl. Eng. Lett. J. Eng. Appl. Sci. 2023, 8, 60–69. [Google Scholar] [CrossRef]
- Ji, S.; Li, Z.; Zhang, L.; Zhou, Z.; Chai, P. Effect of Lap Configuration on Magnesium to Aluminum Friction Stir Lap Welding Assisted by External Stationary Shoulder. Mater. Des. 2016, 103, 160–170. [Google Scholar] [CrossRef]
- Hu, W.; Ma, Z.; Ji, S.; Qi, S.; Chen, M.; Jiang, W. Improving the Mechanical Property of Dissimilar Al/Mg Hybrid Friction Stir Welding Joint by PIO-ANN. J. Mater. Sci. Technol. 2020, 53, 41–52. [Google Scholar] [CrossRef]
- Wu, S.; Sun, T.; Shen, Y.; Yan, Y.; Ni, R.; Liu, W. Conventional and Swing Friction Stir Spot Welding of Aluminum Alloy to Magnesium Alloy. Int. J. Adv. Manuf. Technol. 2021, 116, 2401–2412. [Google Scholar] [CrossRef]
- Xu, Y.; Ke, L.; Mao, Y.; Niu, P. Interfacial Microstructure Evolution of Thick Plate Al/Mg FSW: Effect of Pin Size. Mater. Charact. 2021, 174, 111022. [Google Scholar] [CrossRef]
- Karimi-Dermani, O.; Abbasi, A.; Roeen, G.A.; Nayyeri, M.J. Dissimilar Friction Stir Lap Welding of AA7075 to AZ31B in the Presence of Sn Interlayer. J. Manuf. Process. 2021, 68, 616–631. [Google Scholar] [CrossRef]
- Jiang, X.; Liu, Y.; Yuan, T.; Chen, S.; Wang, L.; Jiang, W. Enhanced Mechanical Properties of Dissimilar Al and Mg Alloys Fabricated by Pulse Current Assisted Friction Stir Welding. J. Manuf. Process. 2022, 76, 123–137. [Google Scholar] [CrossRef]
- Jiang, T.; Hu, J.; Shen, Y.; Sun, T.; Ni, R.; Cao, F.; Yu, T.; Zhou, G. Effect of a Novel Pin Tool with Large Diameter Disc on the Microstructure and Mechanical Properties of Al/Mg Dissimilar Friction Stir Lap Joint. Int. J. Adv. Manuf. Technol. 2024, 130, 5251–5267. [Google Scholar] [CrossRef]
- Du, S.; Liu, H.; Jiang, M.; Hu, Y.; Zhou, L. Eliminating the Cavity Defect and Improving Mechanical Properties of TA5 Alloy Joint by Titanium Alloy Supporting Friction Stir Welding. J. Manuf. Process. 2021, 69, 215–222. [Google Scholar] [CrossRef]
- Mironov, S.; Sato, Y.S.; Kokawa, H. Friction-Stir Welding and Processing of Ti-6Al-4V Titanium Alloy: A Review. J. Mater. Sci. Technol. 2018, 34, 58–72. [Google Scholar] [CrossRef]
- Du, S.; Liu, H.; Gao, Y.; Li, D.; Zuo, Y.; Zhou, L. Achievement of Defect-Free and High-Ductility TA5 Alloy Joint by Dynamic Supporting Friction Stir Welding. J. Mater. Process. Technol. 2022, 306, 117635. [Google Scholar] [CrossRef]
- GB/T 3190-2020; Chemical Composition of Wrought Aluminium and Aluminium Alloys. Standards Press of China: Beijing, China, 2020.
- GB/T 38063-2019; Magnesium-Lithium Alloy Sheets for Aerospace. Standards Press of China: Beijing, China, 2019.
- Niu, S.; Ji, S.; Yan, D.; Meng, X.; Xiong, X. AZ31B/7075-T6 Alloys Friction Stir Lap Welding with a Zinc Interlayer. J. Mater. Process. Technol. 2019, 263, 82–90. [Google Scholar] [CrossRef]
- Hu, Y.; Liu, H.; Fujii, H. Improving the Mechanical Properties of 2219-T6 Aluminum Alloy Joints by Ultrasonic Vibrations during Friction Stir Welding. J. Mater. Process. Technol. 2019, 271, 75–84. [Google Scholar] [CrossRef]
- Morishige, T.; Obata, Y.; Goto, T.; Fukagawa, T.; Nakamura, E.; Takenaka, T. Effect of Al Composition on the Corrosion Resistance of Mg-14 Mass% Li System Alloy. Mater. Trans. 2016, 57, 1853–1856. [Google Scholar] [CrossRef]
- Xiong, X.M.; Yang, Y.; Ma, L.N.; Li, M.L.; Ren, F.J.; Hu, J.W.; Wei, G.B.; Peng, X.D. Microstructure and Mechanical Properties of Mg–8Li– x Al–0.5Ca Alloys. Mater. Sci. Technol. 2019, 35, 26–36. [Google Scholar] [CrossRef]
- Schurmann, E.; Voss, H.J. Investigation of the Equilibrium Containing Liquid of Mg-Li-Al Alloys. Giessereiforschung 1981, 33, 43–46. [Google Scholar]
- Sauvage, X.; Dédé, A.; Munoz, A.C.; Huneau, B. Precipitate Stability and Recrystallisation in the Weld Nuggets of Friction Stir Welded Al–Mg–Si and Al–Mg–Sc Alloys. Mater. Sci. Eng. A 2008, 491, 364–371. [Google Scholar] [CrossRef]
- Li, Y.; Guan, Y.; Liu, Y.; Zhai, J.; Hu, K.; Lin, J. Microstructure and Tensile Properties of the Friction Stir Processed LA103Z Alloy. Mater. Charact. 2023, 196, 112616. [Google Scholar] [CrossRef]
- Hu, K.; Guan, Y.; Zhai, J.; Li, Y.; Chen, F.; Liu, Y.; Lin, J. Effect on Microstructure and Properties of LA103Z Mg–Li Alloy Plate by Multi-Pass Friction Stir Processing. J. Mater. Res. Technol. 2022, 20, 3985–3994. [Google Scholar] [CrossRef]
- Jiang, L.; Jiang, W.; Guo, F.; Huang, W.; Dong, H.; Hu, H.; Dai, Q. Micro-Nano Structure Characteristics and Texture Evolution of the Friction Stir Processed Dual-Phase Mg–Li Alloy. Mater. Charact. 2021, 173, 110979. [Google Scholar] [CrossRef]
- Yu, M.; Zhao, H.; Xu, F.; Chen, T.; Zhou, L.; Song, X.; Ma, N. Effects of Ultrasonic on Friction Stir Al–Ti Welds: A Comparative Study. Sci. Technol. Weld. Join. 2021, 26, 551–558. [Google Scholar] [CrossRef]
- Ji, S.; Niu, S.; Liu, J. Dissimilar Al/Mg Alloys Friction Stir Lap Welding with Zn Foil Assisted by Ultrasonic. J. Mater. Sci. Technol. 2019, 35, 1712–1718. [Google Scholar] [CrossRef]
- Song, W.; Wu, Z.; He, S.; Liu, J.; Yang, G.; Liu, Y.; Jin, H.; He, Y.; Heng, Z. Effects of Friction Stir Processing on the Microstructure and Mechanical Properties of an Ultralight Mg-Li Alloy. Crystals 2024, 14, 64. [Google Scholar] [CrossRef]
- Dialami, N.; Cervera, M.; Chiumenti, M. Numerical Modelling of Microstructure Evolution in Friction Stir Welding (FSW). Metals 2018, 8, 183. [Google Scholar] [CrossRef]
- Kar, A.; Yadav, D.; Suwas, S.; Kailas, S.V. Role of Plastic Deformation Mechanisms during the Microstructural Evolution and Intermetallics Formation in Dissimilar Friction Stir Weld. Mater. Charact. 2020, 164, 110371. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Chemical Composition (wt%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Cu | Mn | Fe | Zn | Cr | Ti | Si | Li | Mg | Al | |
| 6061-T6 | 0.15–0.4 | 0.15 | 0.7 | 0.25 | 0.04–0.35 | 0.15 | 0.4–0.8 | / | 0.8–1.2 | Bal. |
| LA103Z | <0.01 | / | <0.01 | 3.05 | / | / | <0.01 | 10.16 | Bal. | 3.01 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, Y.; Zuo, Y.; Liu, H.; Li, D.; Li, X. Microstructure and Mechanical Properties of Mg-Li/Al Dissimilar Joints via Dynamic Support Friction Stir Lap Welding. Materials 2024, 17, 2883. https://doi.org/10.3390/ma17122883
Gao Y, Zuo Y, Liu H, Li D, Li X. Microstructure and Mechanical Properties of Mg-Li/Al Dissimilar Joints via Dynamic Support Friction Stir Lap Welding. Materials. 2024; 17(12):2883. https://doi.org/10.3390/ma17122883
Chicago/Turabian StyleGao, Yisong, Yingying Zuo, Huijie Liu, Dongrui Li, and Xuanmo Li. 2024. "Microstructure and Mechanical Properties of Mg-Li/Al Dissimilar Joints via Dynamic Support Friction Stir Lap Welding" Materials 17, no. 12: 2883. https://doi.org/10.3390/ma17122883