1. Introduction
H13 steel, recognized for its excellent heat resistance and impact toughness, is predominantly utilized in the manufacturing of die-casting molds [
1,
2,
3]. Statistical evidence suggests that 70% of mold failures are attributable to wear, which not only causes a waste of resources but also escalates the costs of remanufacturing. However, since wear failures typically initiate at the surface, enhancing the mechanical properties of the mold surface has become a focal point of research [
4,
5]. Nowadays, the surface modification technologies mainly include thermal spraying [
6], anodic oxidation [
7], physical vapor deposition (PVD) [
8,
9], chemical vapor deposition (CVD) [
10], and laser cladding [
11,
12,
13,
14,
15,
16,
17,
18,
19]. Among them, laser cladding offers significant benefits including low dilution rates, rapid cooling, and robust metallurgical bonding [
20,
21]. Consequently, it is an effective method for repairing damaged areas and enhancing the surface wear resistance of H13 steel.
Laser cladding materials applied to H13 steel are primarily composed of single-component conventional alloys, including Ferric-based, Nickel-based, and Cobalt-based alloys [
22,
23,
24,
25,
26]. These traditional alloys demonstrate limitations in reinforcing the resistance to wear and oxidation at elevated temperatures, leading to a gradual decline in research interest concerning these materials in recent years.
Metal–ceramic composite coatings which have high hardness and excellent elevated temperature wear resistance have been extensively researched. TiB, TiC, and WC are the main strengthening particles. Wang [
27] discovered that directly adding TiC during the preparation of TiB
2/Cu composite coatings significantly improved the material’s yield strength from 175 MPa to 422 MPa. Tran [
28] used an in situ synthesis approach to produce TiB
2/Cu composite coatings, finding that the even distribution of TiB2 particles enhanced the coating’s microhardness to 650 HV
0.5. Zhao [
29] investigated the effects of TiC content on TiC/Ni composite coatings, revealing that a TiC content of 30% yielded the highest hardness and best wear resistance. In another study, a blend of WC (WC-12Co) particles and Stellite-6 powder was utilized to create Stellite-6/WC composite coatings [
30]. The incorporation of WC-12Co particles was found to reduce WC decomposition, significantly improving the coatings’ wear resistance.
Although the coating based on ceramic particles offers higher hardness to the surface of the cladding zone of the substrate, the large thermal expansion coefficient of ceramic particles, combined with their low impact resistance and poor post-processing capabilities, make metal–ceramic composite coatings unsuitable for service requirements of hot-working tool steel. Therefore, it is essential to search for a coating material that can enhance surface hardness, improve elevated temperature wear resistance, and facilitate subsequent processing.
High-entropy alloy (HEA) possesses numerous advantages, such as enhanced strength, hardness, thermal stability, and resistance to corrosion, which significantly enhance the overall performance of hot-working tool steel. However, current research on laser cladding HEA onto H13 steel primarily concentrates on microstructure analysis and room temperature friction and wear. Shu [
31] explored how the amorphous content affects the performance of CoCrBFeNiSi alloy, showing that a higher amorphous content improved wear and corrosion resistance. Moreover, research [
32] indicated that incorporating niobium into the Al
0.5CoCrFeNi alloy produced an oversaturated structure, which led to finer coating grains and a notable improvement in hardness and wear resistance. Shi [
33] used laser cladding to develop in situ NiCoCrMnFe high-entropy alloy coatings on H13 steel. The findings demonstrated that the NiCoCrMnFe coatings had a microhardness exceeding 500 HV, which is more than 2.5 times that of the base material. Compared with the substrate, the average width of wear scars on the coating decreased by 0.23 mm, and the wear rate of the coating reduced by 63.2% under the same friction conditions.
Existing research about the elevated temperature friction and wear performance of coatings is lacking, particularly in comparative analyses of wear resistance between coatings and H13 steel at varying experimental temperatures. Consequently, a new FeCrNiTiZr high-entropy alloy which has high hardness and good elevated temperature wear resistance was designed by referring to the classical FeCoCrNiAl high-entropy alloy system and fabricated on H13 steel. Its microstructural evolution and hardness were systematically studied; the elevated temperature wear mechanisms at varying experimental temperatures were especially investigated. The results show that this coating can be used as an excellent repair material for H13 hot-working tool steel.
2. Materials and Methods
2.1. Substrate Material
H13 steel was chosen as the substrate material (purchased from Kaiyiyou Metal Products Co., Ltd., Kunshan, China), and the dimension of substrate was 50 mm × 30 mm × 10 mm. The chemical composition of H13 is presented in
Table 1. Initially, the surface of the substrate was milled and subsequently polished with sandpaper to eliminate impurities.
2.2. Coating Material
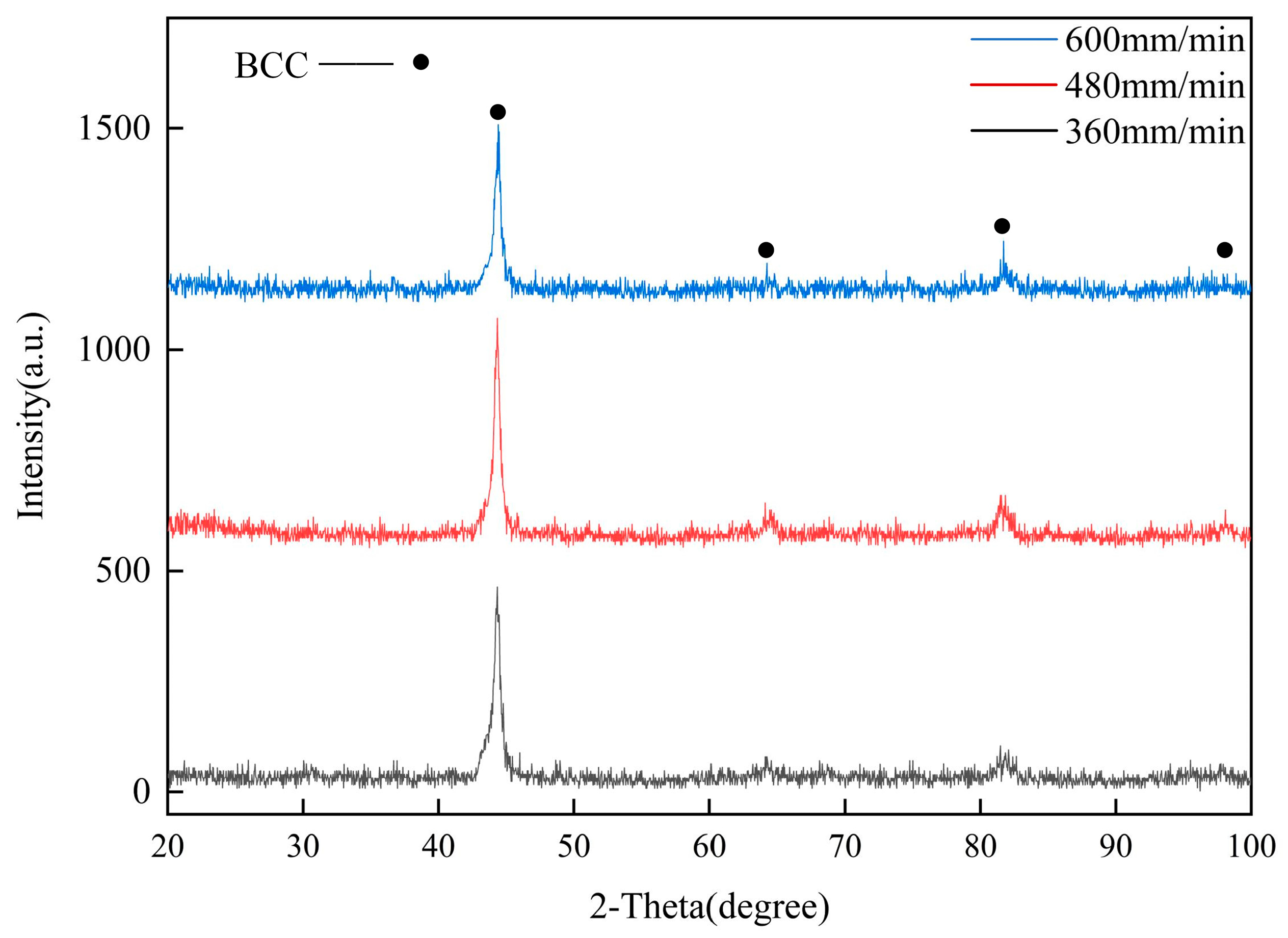
To meet the performance requirements of hot-working tool steel, a BCC-based high-entropy alloy coating was designed, which has high hardness and good elevated temperature wear performance. In this system, FeCoCrNiAl has been extensively studied, with Ni and Cr contributing to improved plasticity and performance at high temperatures. Moreover, Ni enhances the coating’s wettability with the substrate, reducing its brittleness. Fe is one of the most common metallic materials; it not only forms Fe-Cr solid solutions with Cr, which has exceptional properties, but also improves the compatibility between the coating and the substrate. Ti and Zr contribute to increased strength due to their larger atomic radii, which induce lattice distortion effects. Therefore, Ti and Zr were selected to replace Al, which reduces the coating hardness, and Co, which is prone to sintering. In summary, FeCrNiTiZr was designed as the coating material.
The metal powders utilized in this research were procured from Xingtai Xinnai Metal Materials Co., Ltd. (Xingtai, China) The particle size of these powders is 300
#, and purity levels are between 99.0% and 99.5%. According to
Table 2, the powders were measured, then fully mixed in a ball mill (Honghong Instrument and Equipment Co., Ltd., Qidong, China) for two hours, followed by drying in a vacuum oven (Hebi Tianguan Instrumentation Co., Ltd., Hebi, China) for two hours. The microscopic morphology of the mixed powder is illustrated in
Figure 1. A 0.7 mm thick layer of powder was presented to H13 steel using a mold with dimensions of 50 mm × 30 mm × 0.7 mm before laser cladding.
2.3. Laser Cladding Experiment Methods
A schematic of the laser cladding process is depicted in
Figure 2. The cladding experiments were conducted using a DL-2000 crossflow CO
2 laser (Shenyang Continental Laser Complete Equipment Co., Ltd., Shenyang, China). The process parameters were determined as in
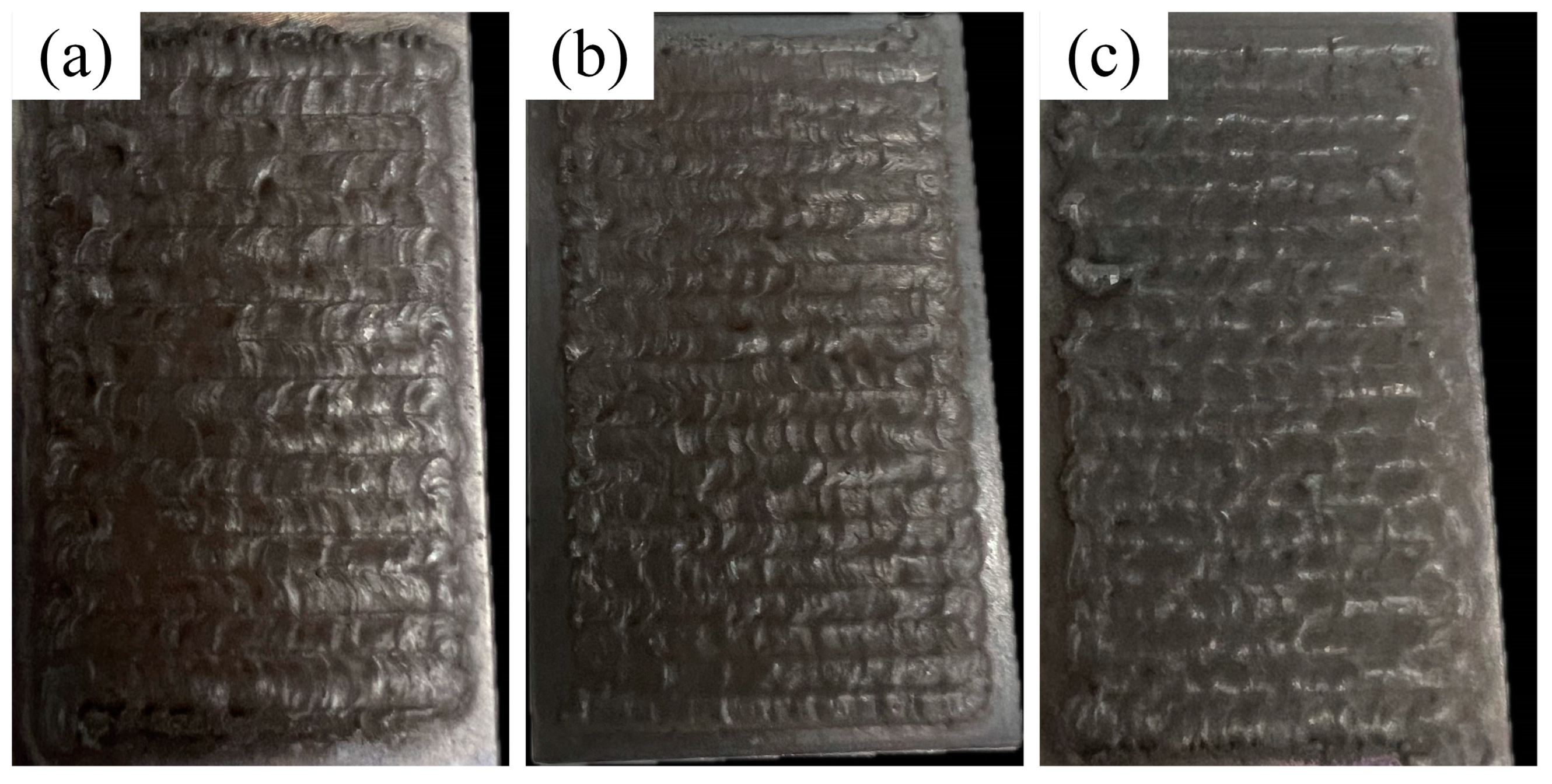
Table 3. As depicted in
Figure 3, the coatings at different scanning speeds have good morphology and show fish scales, and no cracks are observed.
2.4. Microstructure and Performance Analysis Methods
TD-3500 (Tongda Technology Co., Ltd., Dandong, China) X-ray diffractometer was used for phase analysis. The sample was cut to 10 mm × 10 mm × 10 mm before the experiment. The apparatus provided a Ni-filtered Cu Kα source. The experimental parameters are as follows: operating voltage is 40 kV, current is 30 mA, the data acquisition range is 20°~100°, the step size is 0.034, and the step time is 0.05 s.
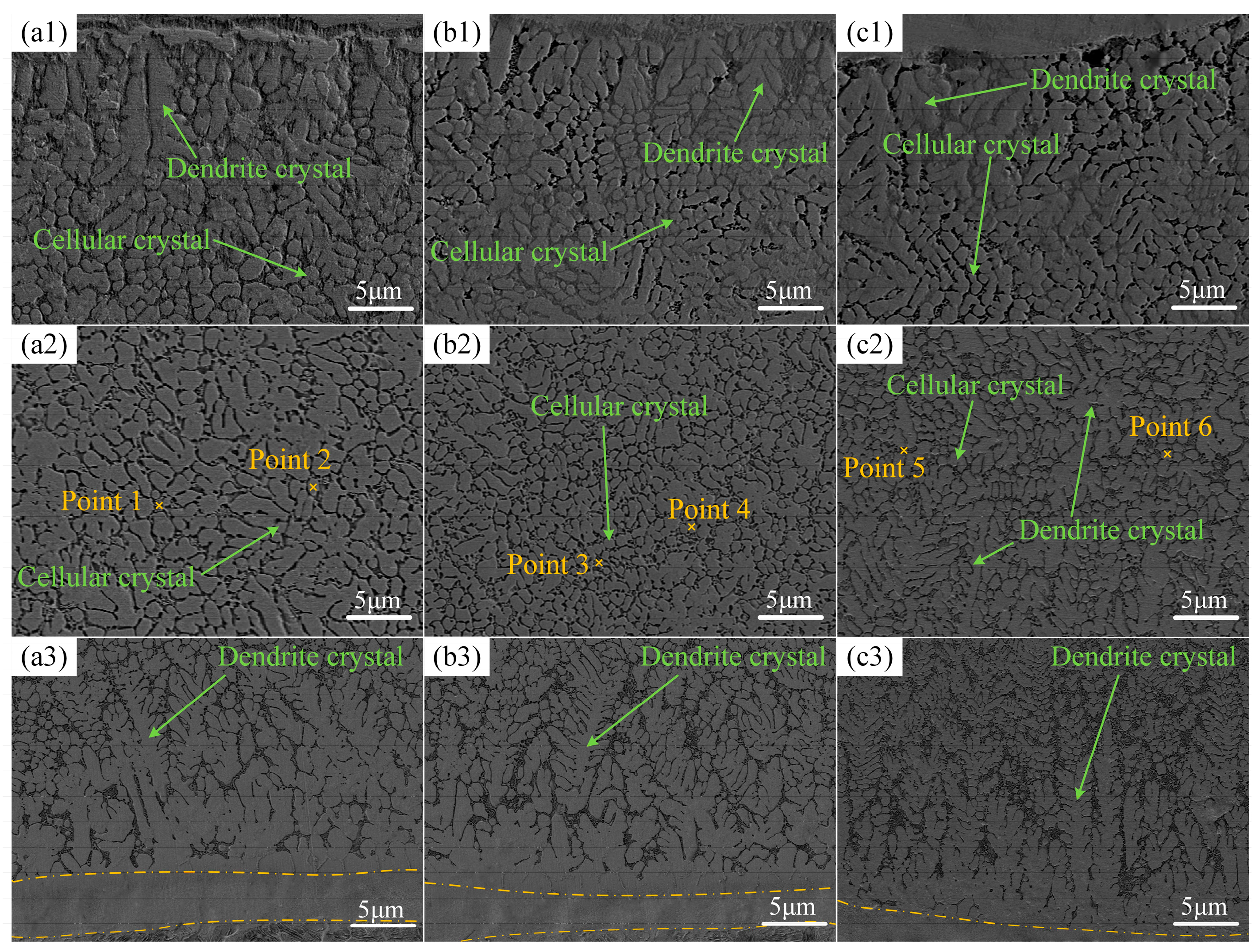
A Zeiss Sigma 300 SEM (Zeiss, Oberkochen, Germany) was employed to capture the microstructure characteristics and the morphology of the worn surfaces. The elemental distribution of coatings was analyzed using an X-MAX50 energy dispersive spectrometer (EDS, Oxford, UK). The aqua regia (HNO3:HCl = 1:3) was selected as the corrosion solution (Chengdu Cologne Chemical Co., Ltd., Chengdu, China); the etching time was 60 s.
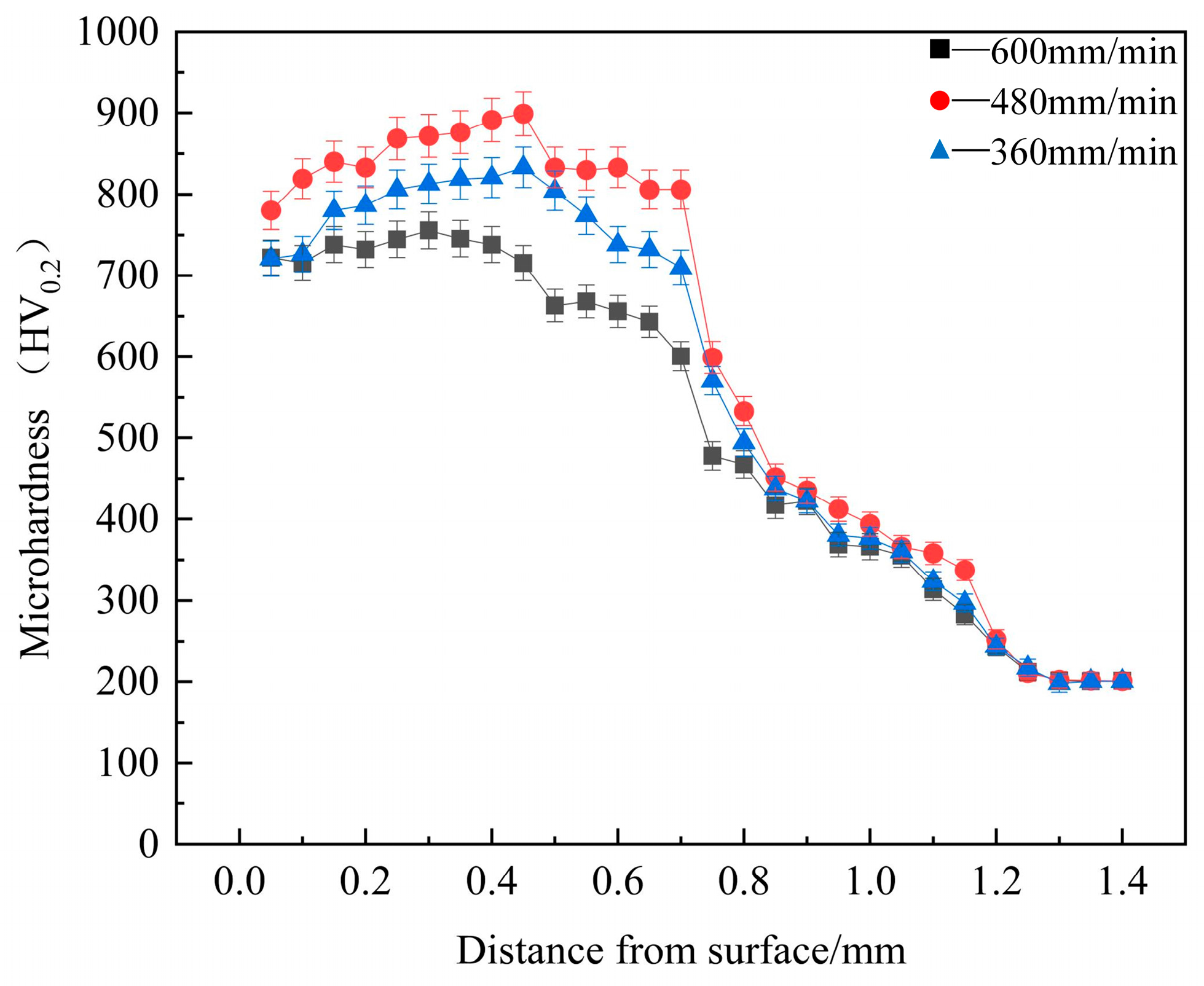
The HXD-1000TMC/LCD Vickers was used to measure the microhardness of coatings (Wuxi Metes Precision Technology Co., Ltd., Wuxi, China). The experiment with a load of 200 gf was applied for 15 s. Additionally, measurements were taken three times at 0.05 mm intervals along the depth of the sample.
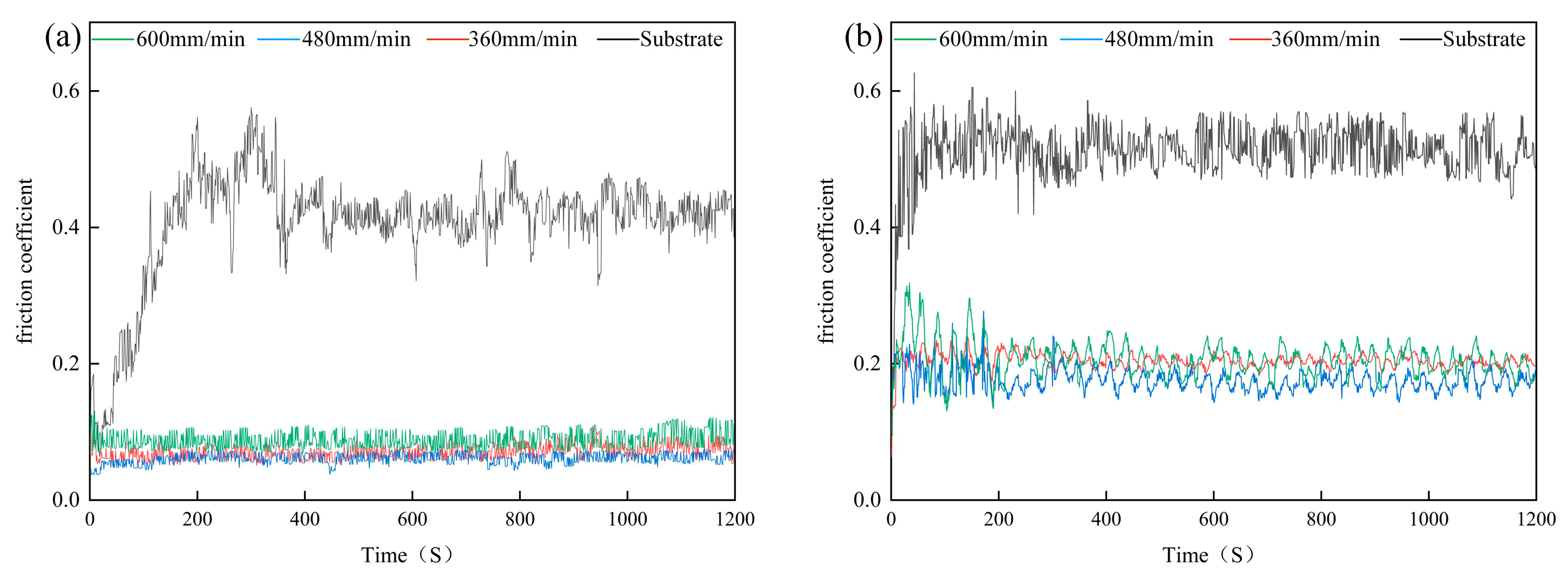
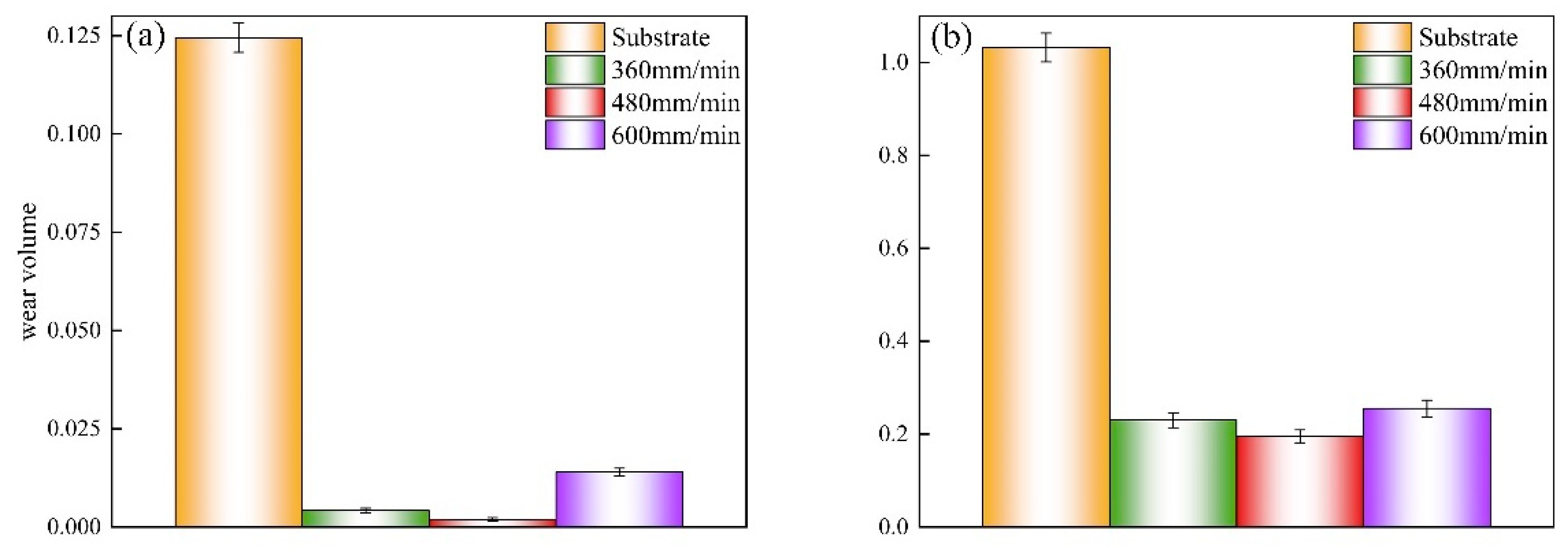
The elevated temperature friction and wear tests were conducted using an MGW-02 wear tester (Jinan Yihua Tribology Testing Technology Co., Ltd., Jinan, China) at experimental temperatures of 298 K and 823 K, respectively. The test parameters included a load of 20 N, a frequency of 10 Hz, a sliding time of 20 min, and a reciprocal sliding distance of 3 mm. The grinding ball had a radius of 3.5 mm. The wear volume was calculated using the formulas provided in Equations (1) and (2).
The parameters in the above formula are as follows: θ is arc degree; R is the radius of grinding ball; θ1 is the friction angle; V is the wear volume; L is the friction distance; L1 is the wear scar width.


 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}