
Ceramic Matrix Composite Cyclic Ablation Behavior under Oxyacetylene Torch


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Parameters and Preparation
2.2. Ablation Test
2.3. Material Characterization
3. Results and Discussion
3.1. Ablative Properties
3.2. Ablation Behavior
3.3. Comparison of Cyclic and Single Ablation
4. Discussion
5. Conclusions
- (1)
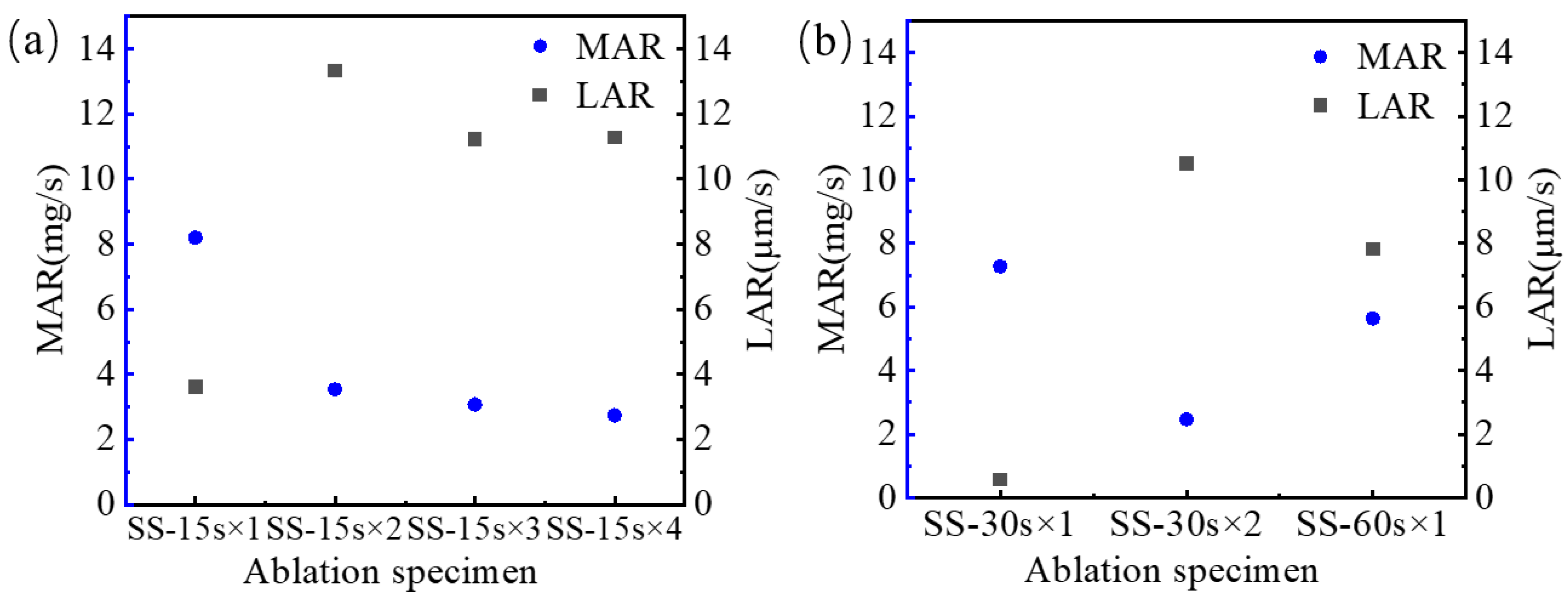
- The mass ablation rate and line ablation rate of single ablation of plain-woven SiC/SiC composites are 5.63 mg/s and 7.82 µm/s, respectively. The initial mass ablation rate of the specimens SS-15s×4 and SS-30s×2 is 8.19 mg/s and 7.27 mg/s, and the initial line ablation rate is 3.6 µm/s and 0.57 µm/s, respectively. The average mass ablation rate of cyclic ablation is lower than that of single ablation, and the average line ablation rate is higher than that of single ablation.
- (2)
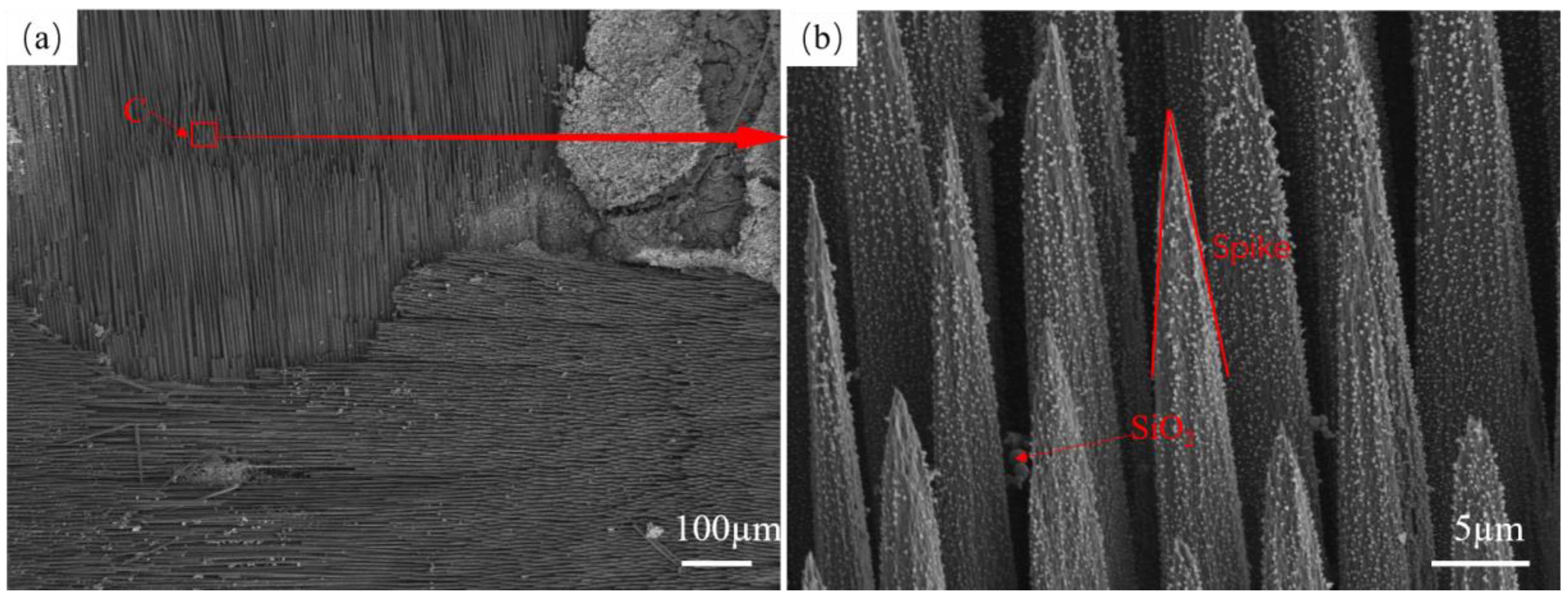
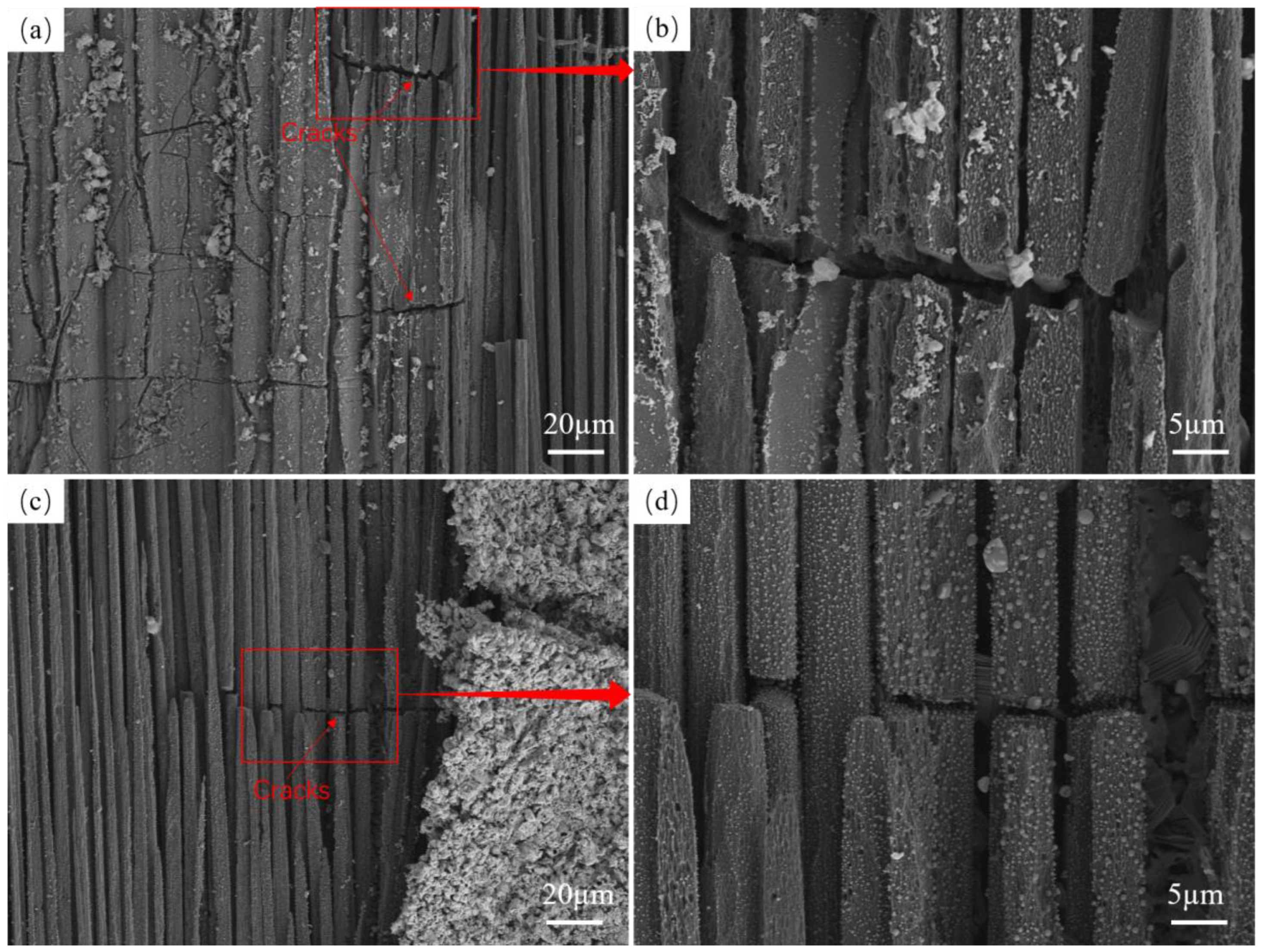
- Macro-microstructural characterization shows that the central region of the laminar structure of the ablated fiber bundles gradually shows ablation fracture, and the fibers are spiky after fracture. Cyclic ablation results in smaller silica particles on the fiber surface than those observed in single ablation.
- (3)
- There is an additional destructive factor in the cyclic ablation process. Thermal shock is also involved in the ablation process. The ablation product and the substrate experience thermal stresses that can produce cracks. Aerodynamic forces and thermal stresses during the ablation process reduce the adherence of the silicon dioxide. This accelerates the ablation of the region facing the oxyacetylene torch.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tang, S.; Hu, C. Design, preparation and properties of carbon fiber reinforced ultrahigh-temperature ceramic composites for aerospace applications: A review. J. Mater. Sci. Technol. 2017, 33, 117–130. [Google Scholar] [CrossRef]
- Chamberlain, A.; Lane, J. SiC/SiC Ceramic Matric Composites: A Turbine Engine Perspective. 2014. Available online: https://dc.engconfintl.org/cgi/viewcontent.cgi?article=1005&context=uhtc (accessed on 13 August 2024).
- Fang, G.; Gao, X.; Song, Y. A review on ceramic matrix composites and environmental barrier coatings for aero-engine: Material development and failure analysis. Coatings 2023, 13, 357. [Google Scholar] [CrossRef]
- Sam, L.; Idithsaj, P.T.; Nair, P.P.; Suryan, A.; Narayanan, V. Prospects for scramjet engines in reusable launch applications: A review. Int. J. Hydrogen Energy 2023, 48, 36094–36111. [Google Scholar] [CrossRef]
- Huang, W.; Du, Z.; Yan, L.; Moradi, R. Flame propagation and stabilization in dual-mode scramjet combustors: A survey. Prog. Aerosp. Sci. 2018, 101, 13–30. [Google Scholar] [CrossRef]
- Natali, M.; Kenny, J.M.; Torre, L. Science and technology of polymeric ablative materials for thermal protection systems and propulsion devices: A review. Prog. Mater. Sci. 2016, 84, 192–275. [Google Scholar] [CrossRef]
- Hu, J.; Li, X.; Zhao, Q.; Chen, Y.; Yang, K.; Wang, Q. An Overview on Fatigue of High-Entropy Alloys. Materials 2023, 16, 7552. [Google Scholar] [CrossRef]
- Katoh, Y.; Snead, L.L.; Henager, C.H., Jr.; Nozawa, T.; Hinoki, T.; Iveković, A.; Novak, S.; De Vicente, S.G. Current status and recent research achievements in SiC/SiC composites. J. Nucl. Mater. 2014, 455, 387–397. [Google Scholar] [CrossRef]
- Luo, H.; Luo, R.Y.; Wang, L.Y.; Huang, P.; Cui, G.Y.; Song, J.Q. Effects of fabrication processes on the properties of SiC/SiC composites. Ceram. Int. 2021, 47, 22669–22676. [Google Scholar] [CrossRef]
- Padture, N.P. Advanced structural ceramics in aerospace propulsion. Nat. Mater. 2016, 15, 804–809. [Google Scholar] [CrossRef]
- Le, V.T.; San Ha, N.; Goo, N.S. Advanced sandwich structures for thermal protection systems in hypersonic vehicles: A review. Compos. Part B Eng. 2021, 226, 109301. [Google Scholar] [CrossRef]
- Jing, T.; Xin, Y.; Zhang, L.; Sun, X.; He, C.; Wang, J.; Qin, F. Application of Carbon Fiber-Reinforced Ceramic Composites in Active Thermal Protection of Advanced Propulsion Systems: A Review. Chem. Rec. 2023, 23, e202300022. [Google Scholar] [CrossRef]
- Schmidt, D.L. Ablative polymers in aerospace technology. J. Macromol. Sci. Part A Chem. 1969, 3, 327–365. [Google Scholar] [CrossRef]
- Gordon, R.J. Boundary Layer Theory; Springer: Berlin/Heidelberg, Germany, 1983. [Google Scholar] [CrossRef]
- Braslow, A.L. Review of the Effect of Distributed Surface Roughness on Boundary-Layer Transition. In Proceedings of the Boundary Layer Research Meeting of the AGARD Fluid Dynamics Panel, London, UK, 25–29 April 1960; North Atlantic Treaty Organization, Advisory Group for Aeronautical Research and Development: Brussels, Belgium, 1960. [Google Scholar]
- Diao, Q.; Zou, H.; Ren, X.; Wang, C.; Wang, Y.; Li, H.; Sui, T.; Lin, B.; Yan, S. A focused review on the tribological behavior of C/SiC composites: Present status and future prospects. J. Eur. Ceram. Soc. 2023, 43, 3875–3904. [Google Scholar] [CrossRef]
- Jiao, X.; He, Q.; Qing, M.; Wang, Y.; Yin, X. Ablation behavior of C/C–Zr1-xHfxC-SiC composites under an oxyacetylene flame at above 2500 °C. J. Mater. Res. Technol. 2023, 24, 3235–3251. [Google Scholar] [CrossRef]
- Zhou, S.; Yu, G.; Ni, Z.; Du, J.; Xie, C.; Gao, X.; Song, Y. Oxidation effects on failure mechanism of plain-woven SiC/SiC Z-pinned joints subjected to push-out loading. J. Eur. Ceram. Soc. 2023, 43, 4299–4308. [Google Scholar] [CrossRef]
- Fan, X.; Dang, X.; Ma, Y.; Yin, X.; Zhang, L.; Cheng, L. Microstructure, mechanical and ablation behaviour of C/SiC–Si with different preforms. Ceram. Int. 2019, 45, 23104–23110. [Google Scholar] [CrossRef]
- Ge, H.; Zhang, L.; Feng, F.; Du, J.; Huan, T.; Gao, X.; Song, Y. Comparative Ablation Behaviors of 2D Needled C/SiC and C/SiC-ZrC Composites. Coatings 2024, 14, 480. [Google Scholar] [CrossRef]
- Chen, Z.; Fang, D.; Miao, Y.; Yan, B. Comparison of morphology and microstructure of ablation centre of C/SiC composites by oxy-acetylene torch at 2900 and 3550 °C. Corros. Sci. 2008, 50, 3378–3381. [Google Scholar] [CrossRef]
- Tang, Y.; Yue, M.; Zhang, J.; Li, Y.; Fang, X.; Feng, X. Revealing thermal ablation mechanisms of C/SiC with in situ optical observation and numerical simulation. J. Eur. Ceram. Soc. 2020, 40, 3897–3905. [Google Scholar] [CrossRef]
- Tang, Y.; Yue, M.; Fang, X.; Feng, X. Evolution of surface droplets and flow patterns on C/SiC during thermal ablation. J. Eur. Ceram. Soc. 2019, 39, 3566–3574. [Google Scholar] [CrossRef]
- Yu, G.; Du, J.; Zhao, X.; Xie, C.; Gao, X.; Song, Y.; Wang, F. Morphology and microstructure of SiC/SiC composites ablated by oxyacetylene torch at 1800 °C. J. Eur. Ceram. Soc. 2021, 41, 6894–6904. [Google Scholar] [CrossRef]
- Fang, X.; Liu, F.; Xia, B.; Ou, D.; Feng, X. Formation mechanisms of characteristic structures on the surface of C/SiC composites subjected to thermal ablation. J. Eur. Ceram. Soc. 2016, 36, 451–456. [Google Scholar] [CrossRef]
- Du, J.; Yu, G.; Jia, Y.; Ni, Z.; Gao, X.; Song, Y.; Wang, F. Ultra-high temperature ablation behaviour of 2.5 D SiC/SiC under an oxy-acetylene torch. Corros. Sci. 2022, 201, 110263. [Google Scholar] [CrossRef]
- Du, J.; Yu, G.; Zhou, S.; Ni, Z.; Gao, X.; Song, Y.; Wang, F. Effect of the thermally grown oxide and interfacial roughness on stress distribution in environmental barrier coatings. J. Eur. Ceram. Soc. 2023, 43, 7118–7133. [Google Scholar] [CrossRef]
- Jiao, X.; He, Q.; Tan, Q.; Yin, X. Ablation behavior of mullite modified C/C-SiC-HfC composites under oxyacetylene torch for single and cyclic ablations with two heat fluxes. J. Eur. Ceram. Soc. 2023, 43, 5851–5862. [Google Scholar] [CrossRef]
- Jiao, X.; Tan, Q.; He, Q.; Qing, M.; Wang, Y.; Yin, X. Cyclic ablation behavior of mullite-modified C/C-HfC-SiC composites under an oxyacetylene flame at about 2400 °C. J. Eur. Ceram. Soc. 2023, 43, 4309–4321. [Google Scholar] [CrossRef]
- Zhao, Z.; Li, K.; Kou, G.; Li, W. Comparative research on cyclic ablation behavior of C/C-ZrC-SiC and C/C-ZrC composites at temperatures above 2000 °C. Corros. Sci. 2022, 206, 110496. [Google Scholar] [CrossRef]
- Zhao, Z.; Li, K.; Li, W.; Zhang, L. Cyclic ablation behavior of C/C-ZrC-SiC-ZrB2 composites under oxyacetylene torch with two heat fluxes at the temperatures above 2000 °C. Corros. Sci. 2021, 181, 109202. [Google Scholar] [CrossRef]
- Xie, J.; Li, K.; Li, H.; Fu, Q.; Liu, L. Cyclic ablation behavior of C/C–ZrC–SiC composites under oxyacetylene torch. Ceram. Int. 2014, 40, 5165–5171. [Google Scholar] [CrossRef]
- Liu, L.; Li, H.; Feng, W.; Shi, X.; Wu, H.; Zhu, J. Effect of surface ablation products on the ablation resistance of C/C–SiC composites under oxyacetylene torch. Corros. Sci. 2013, 67, 60–66. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, L.; Feng, W.; Guo, Y.; Han, Q.; Tang, C.; Wang, X.; Xie, Y. Effect of Al addition on the single and cyclic ablation properties of C/C–SiC composites. Ceram. Int. 2023, 49, 6262–6269. [Google Scholar] [CrossRef]
- Ge, H.; Zhang, L.; Zhang, H.; Wang, F.; Gao, X.; Song, Y. Cyclic Ablation Properties of C/SiC-ZrC Composites. Aerospace 2024, 11, 432. [Google Scholar] [CrossRef]
- Feng, W.; Han, Q.; Liu, L.; Chen, J.; Yao, X.; Yao, X.; Tian, Y.; Shi, H. Effect of surface air cooling on the high frequent cyclic ablation of C/C–SiC–ZrB2–ZrC composite under ms-scale single loading. Vacuum 2022, 203, 111274. [Google Scholar] [CrossRef]
- GJB 323B-2018; Test Method for Ablation of Ablators. National Standard Committee of China: Beijing, China, 2018.
- Du, J.; Yu, G.; Zhang, H.; Jia, Y.; Chen, R.; Liu, C.; Gao, X.; Wang, F.; Song, Y. Microstructural evolution mechanism of plain-woven SiC/SiC during thermal ablation. Corros. Sci. 2022, 208, 110679. [Google Scholar] [CrossRef]
- Doremus, R.H. Viscosity of silica. J. Appl. Phys. 2002, 92, 7619–7629. [Google Scholar] [CrossRef]
- Aronov, D.; Rosenman, G.; Barkay, Z. Wettability study of modified silicon dioxide surface using environmental scanning electron microscopy. J. Appl. Phys. 2007, 101, 084901. [Google Scholar] [CrossRef]
- Martinez, N. Wettability of Silicon, Silicon Dioxide, and Organosilicate Glass; University of North Texas: Denton, TX, USA, 2009. [Google Scholar]
- Lachaud, J.; Aspa, Y.; Vignoles, G.L. Analytical modeling of the steady state ablation of a 3D C/C composite. Int. J. Heat Mass Transf. 2008, 51, 2614–2627. [Google Scholar] [CrossRef]
- Nakabayashi, M.; Fujimoto, T.; Katsuno, M.; Ohtani, N. Precise determination of thermal expansion coefficients observed in 4H-SiC single crystals. In Materials Science Forum; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2006; Volume 527, pp. 699–702. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Ablation Method | Number | Ablation Time/s | Cyclic Times |
|---|---|---|---|---|
| 1# | Cyclic | SS-15s×1 | 15 | 1 |
| SS-15s×2 | 15 | 2 | ||
| SS-15s×3 | 15 | 3 | ||
| SS-15s×4 | 15 | 4 | ||
| 2# | Cyclic | SS-30s×1 | 30 | 1 |
| SS-30s×2 | 30 | 2 | ||
| 3# | Single | SS-60s×1 | 60 | 1 |
| Specimen | Ablation Time/s | Mass before Ablation/mg | Mass after Ablation/mg | MAR 1/(mg·s−1) | Thickness before Ablation/µm | Thickness after Ablation/µm | LAR 2/(µm·s−1) |
|---|---|---|---|---|---|---|---|
| SS-15s×4 | 0–15 | 6314.8 | 6192 | 8.19 | 2967 | 2913 | 3.6 |
| 15–30 | 6192 | 6139 | 3.53 | 2913 | 2713 | 13.33 | |
| 30–45 | 6139 | 6093 | 3.07 | 2713 | 2545 | 11.2 | |
| 45–60 | 6093 | 6052 | 2.73 | 2545 | 2376 | 11.27 | |
| SS-30s×2 | 0–30 | 6454.1 | 6236 | 7.27 | 2975 | 2958 | 0.57 |
| 30–60 | 6236 | 6162 | 2.47 | 2958 | 2643 | 10.5 | |
| SS-60s×1 | 0–60 | 6406 | 6068 | 5.63 | 2964 | 2495 | 7.82 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, H.; Chen, X.; Li, G.; Zhang, L. Ceramic Matrix Composite Cyclic Ablation Behavior under Oxyacetylene Torch. Materials 2024, 17, 4565. https://doi.org/10.3390/ma17184565
Ge H, Chen X, Li G, Zhang L. Ceramic Matrix Composite Cyclic Ablation Behavior under Oxyacetylene Torch. Materials. 2024; 17(18):4565. https://doi.org/10.3390/ma17184565
Chicago/Turabian StyleGe, Hailang, Xianqing Chen, Guangyu Li, and Lu Zhang. 2024. "Ceramic Matrix Composite Cyclic Ablation Behavior under Oxyacetylene Torch" Materials 17, no. 18: 4565. https://doi.org/10.3390/ma17184565